EP1350859A1 - High-tensile strength hot-rolled steel sheet excellent in elongation properties and stretch flangeability, and producing method thereof - Google Patents
High-tensile strength hot-rolled steel sheet excellent in elongation properties and stretch flangeability, and producing method thereof Download PDFInfo
- Publication number
- EP1350859A1 EP1350859A1 EP03006195A EP03006195A EP1350859A1 EP 1350859 A1 EP1350859 A1 EP 1350859A1 EP 03006195 A EP03006195 A EP 03006195A EP 03006195 A EP03006195 A EP 03006195A EP 1350859 A1 EP1350859 A1 EP 1350859A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mass
- less
- steel sheet
- rolled steel
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a high-tensile strength hot-rolled steel sheet having excellent elongation properties and excellent stretch flangeability and a method of producing the same.
- hot-rolled steel sheets for use in automobiles, for structural members of a vehicle body, suspension members (for instance, wheels, rims, chassis and so on) and strengthening members (for instance, bumpers, door guard covers and so on), high-tensile strength hot-rolled steel sheets that have the tensile strength of 780 MPa class to 980 MPa class are used.
- suspension members for instance, wheels, rims, chassis and so on
- strengthening members for instance, bumpers, door guard covers and so on
- high-tensile strength hot-rolled steel sheets that have the tensile strength of 780 MPa class to 980 MPa class are used.
- the hot-rolled steel sheets that are used for vehicle bodies in order to attain lower fuel consumption and an improvement in collision safety of automobiles, are demanded to satisfy the high mechanical strength and high workability.
- DP steel composite structure steel having a microstructure primarily made of ferrite and martensite, and a retained austenitic steel that has a microstructure made of ferrite, bainite and retained austenite
- patent reference No.1 discloses a method of producing a hot-rolled steel sheet in which steel whose essential components are C, Si and Mn is subjected to hot finish rolling under a rolling reduction of 80% or more and at a rolling temperature from 780 to 900°C, after the rolling has come to completion, cooling is started at a cooling rate of less than 40°C/sec and finished at a predetermined temperature, subsequently cooling is applied at a cooling rate of 40°C/sec or more further followed by coiling temperature in the range of 350 to 500°C, and thereby a hot-rolled steel sheet that has a microstructure that has a space factor of polygonal ferrite of 61% or more, a ratio of the space factor of the polygonal ferrite to a grain size of 18 or more, a second phase made of bainite and retained austenite, and 5% or more of retained austenite in the second phase is obtained.
- a TS x EL value calculated from the tensile strength TS (MPa) and the elongation EL (%) can attain 20000 MPa%, that is, a hot-rolled steel sheet excellent in the elongation properties can be obtained.
- the stretch flangeability that is important characteristics demanded for automobile high-tensile strength steel sheets is not at all considered.
- the stretch flangeability is an indicator that is generally expressed by use of a hole expansion rate obtained by hole expansion test and evaluates workability of the steel sheet. There is no correlation between the stretch flangeability and the elongation properties. Accordingly, even with the technology disclosed in patent reference No.1, it is difficult to produce a high-tensile strength hot-rolled steel sheet that combines the excellent stretch flangeability and the excellent elongation properties.
- a high-tensile strength steel sheet excellent in the stretch flangeability is disclosed.
- the high-tensile strength steel sheet is characterized in that C, Si, Mn and B are contained as essential constituents, an S content is restricted to 0.02% or less, and a microstructure is made of three phases of polygonal ferrite, bainite and martensite.
- a high-tensile strength hot-rolled steel sheet excellent in the stretch flangeability is disclosed.
- the steel sheet is characterized in that it includes C, Si, Mn, Ti and Nb as essential components, the area rate of ferrite having an average grain size of 25 ⁇ m or less is 70 to 95%, and the balance is made of a microstructure that comprises martensite or retained austenite.
- the hole expansion ratio ⁇ is only 48%, the stretch flangeability is not sufficient.
- a high-tensile strength steel sheet excellent in the burring properties is disclosed.
- the steel sheet is characterized in that it contains C, Si, Mn and Ti as essential components and has a microstructure made of a primary phase (that is, ferrite) having an average grain size of 5 ⁇ m or less and a secondary phase having an average grain size of 3.5 ⁇ m or less.
- the technology intends to produce a high-tensile strength steel sheet excellent in the TS-EL balance and the TS- ⁇ balance, particularly excellent in the burring properties (that is, hole expansion workability).
- the secondary phase contains pearlite, the disclosed tensile strength is at most 740 MPa, that is, 780 MPa is not achieved.
- Patent reference No.1 JP-A-3-10049 gazette.
- Patent reference No.2 JP-A-58-167750 gazette.
- Patent reference No.3 JP-A-9-125194 gazette.
- Patent reference No.4 JP-A-2000-192191 gazette.
- a steel sheet that is a high-tensile strength hot-rolled steel sheet having the tensile strength TS of 780 MPa or more or furthermore of 980 MPa or more, and has the elongation properties capable of attaining TS ⁇ EL ⁇ 20000 MPa% and the stretch flangeability capable of attaining TS ⁇ ⁇ ⁇ 82000 MPa% is in demand. That is, in the case of, for instance, TS 780MPa, the high-tensile strength hot-rolled steel sheet capable of satisfying EL ⁇ 25.5% and ⁇ ⁇ 105% is demanded.
- TS 780MPa the high-tensile strength hot-rolled steel sheet capable of satisfying EL ⁇ 25.5% and ⁇ ⁇ 105% is demanded.
- the present invention has been carried out to overcome these problems and intends to provide a high-tensile strength hot-rolled steel sheet in which the TS is 780 MPa or more or 980 MPa or more, the elongation properties are excellent, that is, TS ⁇ EL ⁇ 20000 MPa% is satisfied, and the stretch flangeability is excellent, that is, TS ⁇ ⁇ ⁇ 82000 MPa% is satisfied, and a method of producing the same.
- the present inventors after intensively studying in order to attain the above object, have found that when, with Ti as an indispensable component, ferrite generated after the hot rolling is made finer in its grain size, and fractions of bainite and retained austenite generated from non-transformed austenite are controlled in predetermined ranges, the high-tensile strength hot-rolled steel sheet having the tensile strength of 780 MPa or more or furthermore 980 MPa or more can be remarkably improved in the elongation properties and the stretch flangeability.
- a high-tensile strength hot-rolled steel sheet comprises a composition that includes C of 0.04% by mass or more and 0.25% by mass or less, Si of 0.4% by mass or more and 2.0% by mass or less, Mn of 3.0% by mass or less, Al of 0.2% by mass or less, S of 0.007% by mass or less, Ti of 0.08% by mass or more and 0.3% by mass or less, and the balance of Fe and inevitable impurities, wherein contents of the C, the Si and the Ti satisfy the following equation (1); and a microstructure that contains ferrite, bainite and retained austenite, wherein a fraction of the ferrite in an entire microstructure is 40% or more, an average grain size of the ferrite is 5 ⁇ m or less, a fraction of the bainite is in the range of 20% to 48% with respect to an entire microstructure, and a fraction of the retained austenite is in the range of 2% to 7% with respect to an entire microstructure.
- a method of producing a high-tensile strength hot-rolled steel sheet comprises, after a steel slab having a composition that includes C of 0.04% by mass or more and 0.25% by mass or less, Si of 0.4% by mass or more and 2.0% by mass or less, Mn of 3.0% by mass or less, Al of 0.2% by mass or less, S of 0.007% by mass or less, Ti of 0.08% by mass or more and 0.3% by mass or less, and the balance of Fe and inevitable impurities, wherein contents of the C, the Si and the Ti satisfy the following equation (1), is heated to 1150°C or less, hot rolling at a finish rolling temperature of (Ar 3 transformation temperature + 20°C) or more and (Ar 3 transformation temperature + 100°C) or less; cooling the obtained hot-rolled steel sheet at a cooling rate of 30°C/sec or more followed by holding for 2 to 20 seconds in a temperature range of 600 to 750°C; subsequently cooling at a cooling rate of 15°C/sec or more followed by coil
- the hot-rolled steel sheet thus obtained has excellent elongation properties and stretch flangeability.
- Ti is necessary to be contained 0.08% by mass or more.
- Ti when Ti is contained exceeding 0.3% by mass, the austenite is very much disturbed in recrystallization, accordingly, not only the microstructure of the hot-rolled steel sheet is made coarser but also the elongation properties and stretch flangeability are deteriorated. Accordingly, Ti has to satisfy a range of 0.08% by mass or more and 0.3% by mass or less. Ti is preferably contained in the range of 0.12% by mass or more and 0.25% by mass or less.
- the C content, the Ti content and the Si content, in order to form a mixed microstructure of ferrite, bainite and retained austenite as mentioned later, have to satisfy the following equation (1). ([%C]/12 - [%Ti]/48)/([%Si]/28) ⁇ 0.4
- the bainite and retained austenite, during the cooling process after the hot rolling, are generated from the non-transformed austenite.
- C is accelerated in diffusing
- C is suppressed from diffusing.
- ferrite increases and the fractions of bainite and retained austenite decrease. That is, the diffusion behavior of C affects a great influence on the generation of ferrite, bainite and retained austenite.
- Si suppresses cementite from being generated in the hot-rolled steel sheet and promotes C to diffuse from the ferrite to the non-transformed austenite.
- the C contents in the ferrite, bainite and retained austenite reach saturation states in a very short time, accordingly, even when the cooling conditions (for instance, the cooling rate and so on) fluctuate, an influence on the generation of the ferrite, bainite and retained austenite can be suppressed. That is, Si affects a great influence upon the diffusion behavior of C.
- the diffusion behavior of C varies according to interactions of C, Si and Ti.
- the interactions of these elements can be evaluated according to an index calculated from the respective numbers of atoms. That is, when the index is in the range satisfying equation (1), the diffusion of C is promoted, and a hot-rolled steel sheet that has a mixed microstructure containing ferrite, bainite and retained austenite as described later can be stably obtained. Moreover, without being affected by the fluctuation of the cooling conditions after the hot rolling, the hot-rolled steel sheet made of ferrite, bainite and retained austenite can be obtained.
- a ferrite fraction is set at 40% or more with respect to an entire microstructure.
- the reason for this is that when the ferrite fraction is 40% or more, the elongation properties can be improved.
- the ferrite When the elongation properties are improved with the tensile strength maintained at 780 MPa class, it is preferable for the ferrite to be rendered a primary phase (that is, the ferrite fraction is made 50% or more with respect to an entire microstructure).
- an average grain size of the ferrite grains is necessary to be 5 ⁇ m or less.
- the average grain size exceeds 5 ⁇ m, the stretch flangeability deteriorates remarkably.
- the ferrite grains having an average grain size of 5 ⁇ m or less are generated, an addition amount of an alloying element can be reduced. Accordingly, without causing the deterioration of the mechanical properties such as the elongation properties and the stretch flangeability of the hot-rolled steel sheet, the tensile strength of 780 MPa class or furthermore 980 MPa class can be obtained.
- the average grain size of the ferrite grains is preferable to be 4 ⁇ m or less.
- the other phase than the ferrite phase is rendered a mixed phase that contains bainite and retained austenite.
- the bainite is softer in comparison with the retained austenite and martensite, accordingly, hardness difference with ferrite is small.
- cracks in the stretch flanging occur in an interface with hardness greatly different between phases difference (for instance, an interface between the ferrite and martensite). Accordingly, as the soft bainite is contained much, the stretch flangeability is improved.
- Such effect can. be obtained when the bainite fraction is 20% or more with respect to an entire microstructure.
- the bainite fraction exceeds 48%, the ferrite fraction decreases, resulting in deterioration of the elongation properties.
- the C content in the non-transformed austenite is largely lowered and the retained austenite decreases. This also causes the deterioration of the elongation properties.
- the bainite fraction is necessary to be from 20% to 48% with respect to an entire microstructure.
- the bainite fraction is preferable to be 40% or less, being more preferable to be in the range of 25% to 35%.
- the retained austenite owing to the generation of stress-induced martensite, exhibits uniform and high elongation properties. Such effects can be obtained when the retained austenite fraction is 2% or more in an entire microstructure.
- the retained austenite fraction is over 7%, owing to being subjected to the stretch flanging, the retained austenite becomes harder, resulting in a large hardness difference with the ferrite.
- the retained austenite fraction is necessary to be 2 to 7% with respect to an entire microstructure. It is preferable to be 4 to 6%.
- martensite In production processes of the hot-rolled steel sheet, other than the ferrite, bainite and the retained austenite, in some cases, martensite is'generated.
- the martensite is the hardest phase in the microstructure of the hot-rolled steel sheet. Accordingly, by stretch flanging, in an interface between the ferrite and the martensite, cracks tend to be generated. Accordingly, the smaller the martensite fraction is, the better, it is preferable to be 5% or less relative to an entire microstructure.
- Molten steel with the above composition is prepared, and therefrom according to a so far known method such as a continuous casting method or ingot making method, a steel slab is produced. Subsequently, the steel slab is set in a heating furnace and heated to a temperature of 1150°C or less. When the steel slab is heated to a temperature exceeding 1150°C, since TiC is dissolved, finer austenite grains cannot be obtained. As a result, the ferrite becomes coarser, resulting in deterioration of the elongation properties and stretch flangeability.
- the lower limit of the heating temperature of the steel slab in order to secure a finish rolling temperature described later, is preferable to be 1050°C or more.
- a more preferable range of the heating temperature of the steel slab is from 1050 to 1100°C.
- the finish rolling temperature of the hot rolling is set, above the Ar 3 transformation point, in a range of (Ar 3 transformation point + 20°C) or more and (Ar 3 transformation point + 100°C) or less.
- the bainite fraction can be maintained within the range of 20 to 48% in an entire microstructure.
- the finish rolling temperature is lower than (Ar 3 transformation point + 20°C)
- the bainite fraction cannot attain 20%, resulting in an increase in the ferrite fraction and the retained austenite fraction.
- the finish rolling temperature is higher than (Ar 3 transformation point + 100°C)
- the austenite grains grow and the microstructure becomes coarser, resulting in deterioration in the elongation properties and the stretch flangeability.
- the hot-rolled steel sheet obtained through the hot rolling is, according to a first step cooling, cooled at a cooling rate of 30°C/sec or more to 600 to 750°C.
- the cooling rate is set at 30°C/sec or more, the microstructure can be hindered from becoming coarser.
- a temperature where the first step cooling is stopped is outside of the range of 600 to 750°C, ferrite transformation in the second cooling described later is delayed. As a result, the ferrite, bainite and retained austenite fractions cannot be properly maintained.
- the temperature where the first cooling is stopped is preferably 650 to 700°C.
- the hot-rolled steel sheet thus obtained by stopping the first step cooling at 600 to 750°C is retained for 2 to 20 seconds in a temperature range of 600 to 750°C.
- the hot-rolled steel sheet is held at 600 to 750°C, the thickening of C into the bainite and retained austenite can be promoted.
- the retention time is less than 2 seconds, since the thickening of C into the austenite is insufficient, proper fractions of the ferrite, bainite and retained austenite cannot be maintained.
- the retention time exceeds 20 seconds the ferrite transformation excessively proceeds and pearlite is generated, resulting in deterioration of the elongation properties and stretch flangeability.
- the preferable retention time is 4 to 10 seconds. In order to hold in the above temperature range for 2 to 20 seconds, atmospheric cooling (radiational cooling) is only necessary after the first step cooling is stopped, or a heating device may be used to keep hot.
- the hot-rolled steel sheet is cooled at a cooling rate of 15°C/sec or more to 380 to 520°C according to the second cooling step, thereafter the hot-rolled steel sheet is wound.
- the cooling rate By setting the cooling rate at 15°C/sec or more, the microstructure can be inhibited from becoming coarser.
- the martensite is inhibited from being generated and thereby the bainite is generated, and at the same time owing to the bainite transformation the retained austenite can be generated.
- the stopping temperature of the second cooling step (that is, coiling temperature) is less than 380°C, because of lowering of the coiling temperature, the hot-rolled steel sheet becomes undulating. Moreover, since the martensite is excessively generated, the stretch flangeability deteriorates. On the other hand, when the stopping temperature exceeds 520°C, since the pearlite is generated, the bainite and retained austenite are suppressed from being generated, resulting in deterioration of the elongation properties and stretch flangeability.
- the preferable stopping temperature of the second cooling step (that is, coiling temperature) is preferable to be 400 to 500°C.
- Steel slabs A through D are examples that satisfy component ranges according to the invention.
- steel slab E is an example whose S content is deviated from the range of the invention
- steel slab F is an example in which the equation (1) is not satisfied and contents of Si and Ti are outside of the ranges of the invention
- steel slab G is an example whose contents of C and Mn are outside of the range of the invention
- steel slab H is an example in which contents of Si and Al are outside of the ranges of the invention
- steel slab I is an example in which the equation (1) is not satisfied and C content is deviated from the range of the invention
- steel slab J is an example in which the equation (1) is not satisfied.
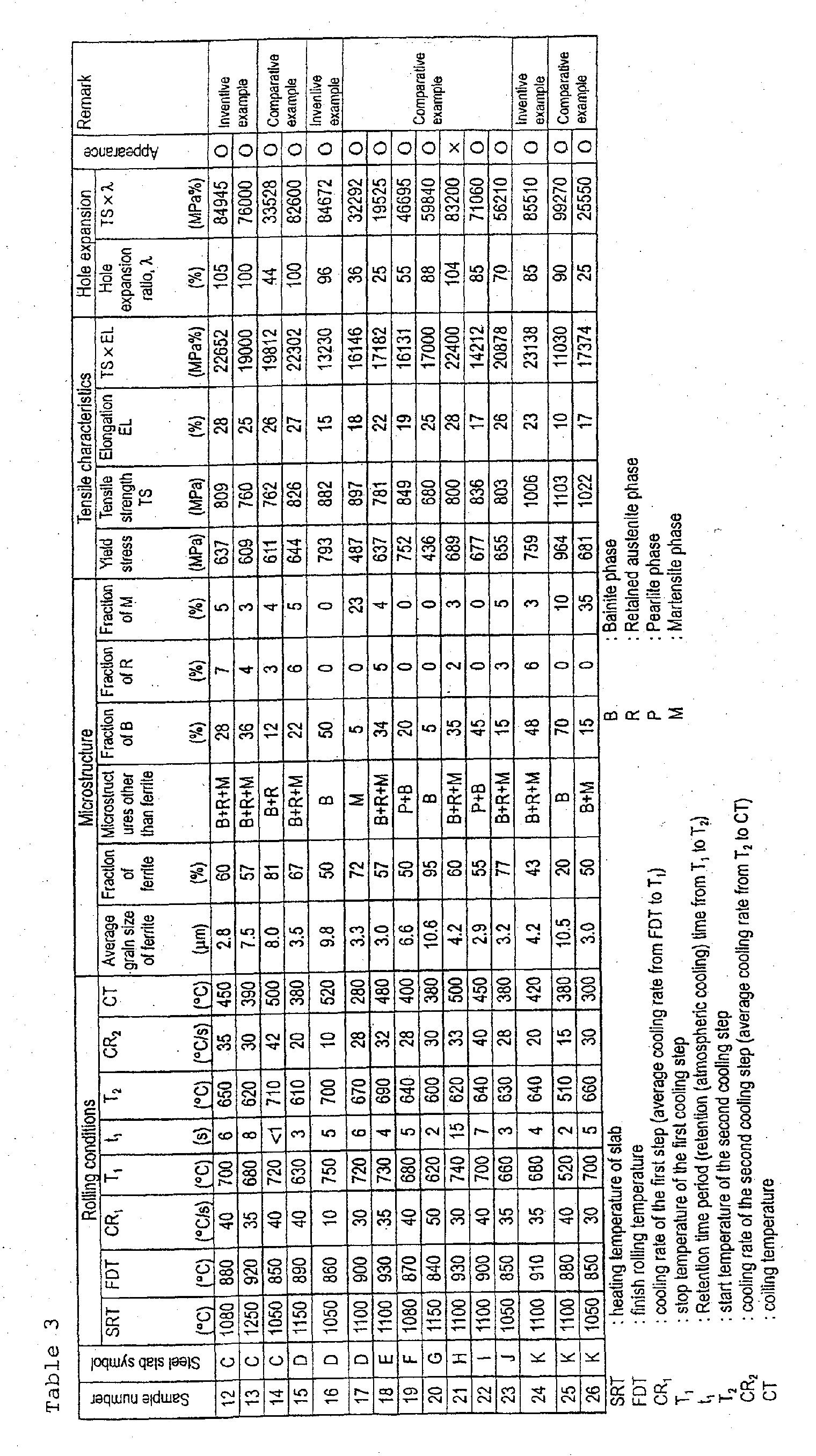
- the steel slabs are hot-rolled under various conditions, and thereby hot-rolled steel sheets having thickness of 2.9 mm are produced.
- Conditions of the hot rolling are as shown in Tables 2 and 3.
- a test piece is sampled from each of thus obtained hot-rolled steel sheets, and grain size and fraction of ferrite are measured.
- the grain size measurement is performed as follows. That is, after an electron microgram is taken of a section in a rolling direction, according to an intercept method in a method for estimating ferrite grain size defined in JIS G0552, the grain size is measured. An area rate of ferrite is obtained according to an image analysis of the electron microgram, and the area rate is regarded as a fraction thereof. Results are shown in Tables 2 and 3.
- microstructures of phases other than the ferrite, the bainite fraction, the retained austenite fraction and the martensite fraction are estimated.
- the microstructure of the second phase is estimated with an electron microscope.
- the bainite fraction is estimated by applying image analysis to an electron microgram.
- the retained austenite fraction is calculated from integrated intensities of (200) and (220) planes of the austenite phase and (200) and (211) planes of the ferrite phase obtained with K alpha line of Co by use of an X-ray diffractometer.
- the martensite fraction is estimated by image analyzing the electron microgram. Results thereof are shown in Tables 2 and 3.
- JIS No. 5 test piece is sampled in a rolling width direction (that is, a direction orthogonal to a rolling direction) of the hot-rolled steel sheet and tensile test is carried out therewith. Results thereof are shown in Tables 2 and 3.
- a hot-rolled steel sheet that satisfies, in addition to the tensile strength TS of 780 MPa class or furthermore 980 MPa class, TS ⁇ EL ⁇ 20000 MPa% and TS ⁇ ⁇ ⁇ 82000 MPa%, that is, a high-tensile strength hot-rolled steel sheet excellent in the elongation properties and the stretch flangeability can be obtained.
Abstract
Description
- The present invention relates to a high-tensile strength hot-rolled steel sheet having excellent elongation properties and excellent stretch flangeability and a method of producing the same.
- Of hot-rolled steel sheets for use in automobiles, for structural members of a vehicle body, suspension members (for instance, wheels, rims, chassis and so on) and strengthening members (for instance, bumpers, door guard covers and so on), high-tensile strength hot-rolled steel sheets that have the tensile strength of 780 MPa class to 980 MPa class are used. Among these, the hot-rolled steel sheets that are used for vehicle bodies, in order to attain lower fuel consumption and an improvement in collision safety of automobiles, are demanded to satisfy the high mechanical strength and high workability.
- As a hot-rolled steel sheet developed from such view points, a composite structure steel (so-called DP steel) having a microstructure primarily made of ferrite and martensite, and a retained austenitic steel that has a microstructure made of ferrite, bainite and retained austenite are known.
- As a result of a recent trend to equip with safety- and environment-oriented devices, a weight of a vehicle body tends to increase. In this connection, by making active use of the high-tensile strength hot-rolled steel sheet that is thin and has the tensile strength of 780 MPa or more, it has been tried to make the vehicle body lighter.
- For instance, patent reference No.1 discloses a method of producing a hot-rolled steel sheet in which steel whose essential components are C, Si and Mn is subjected to hot finish rolling under a rolling reduction of 80% or more and at a rolling temperature from 780 to 900°C, after the rolling has come to completion, cooling is started at a cooling rate of less than 40°C/sec and finished at a predetermined temperature, subsequently cooling is applied at a cooling rate of 40°C/sec or more further followed by coiling temperature in the range of 350 to 500°C, and thereby a hot-rolled steel sheet that has a microstructure that has a space factor of polygonal ferrite of 61% or more, a ratio of the space factor of the polygonal ferrite to a grain size of 18 or more, a second phase made of bainite and retained austenite, and 5% or more of retained austenite in the second phase is obtained.
- According to the technology, a TS x EL value calculated from the tensile strength TS (MPa) and the elongation EL (%) can attain 20000 MPa%, that is, a hot-rolled steel sheet excellent in the elongation properties can be obtained. However, in the technology, the stretch flangeability that is important characteristics demanded for automobile high-tensile strength steel sheets is not at all considered. The stretch flangeability is an indicator that is generally expressed by use of a hole expansion rate obtained by hole expansion test and evaluates workability of the steel sheet. There is no correlation between the stretch flangeability and the elongation properties. Accordingly, even with the technology disclosed in patent reference No.1, it is difficult to produce a high-tensile strength hot-rolled steel sheet that combines the excellent stretch flangeability and the excellent elongation properties.
- Furthermore, in patent reference No.2, a high-tensile strength steel sheet excellent in the stretch flangeability is disclosed. The high-tensile strength steel sheet is characterized in that C, Si, Mn and B are contained as essential constituents, an S content is restricted to 0.02% or less, and a microstructure is made of three phases of polygonal ferrite, bainite and martensite.
- According to the technology, with a hot-rolled steel sheet having the tensile strength of 66 kgf/mm2 (= 647 MPa), the hole expansion ratio λ of 150% (that is, TS × λ = 97050 MPa%) is attained. However, since the elongation properties are only 24% (that is, TS × EL = 15528 MPa%), there is a problem in that its applications to the suspension parts that are frequently demanded to be excellent in the elongation properties are restricted. Moreover, in the patent reference No.2, there is no description of a high-tensile strength hot-rolled steel sheet that has the tensile strength of 780 MPa or more (so-called TS780 MPa class hot-rolled steel sheet) , accordingly, the technology can be applied to the high-tensile strength hot-rolled steel sheet having the tensile strength of 780 MPa class with difficulty.
- Furthermore, in patent reference No.3, a high-tensile strength hot-rolled steel sheet excellent in the stretch flangeability is disclosed. The steel sheet is characterized in that it includes C, Si, Mn, Ti and Nb as essential components, the area rate of ferrite having an average grain size of 25 µm or less is 70 to 95%, and the balance is made of a microstructure that comprises martensite or retained austenite.
- According to the technology, since the microstructure contains martensite, the tensile strength of 99 kgf/mm2 (=970 MPa) is achieved. However, according to the technology, even at TS 80 kgf/mm2 (= 784 MPa), the hole expansion ratio λ is only 48%, the stretch flangeability is not sufficient.
- Furthermore, in patent reference No.4, a high-tensile strength steel sheet excellent in the burring properties is disclosed. The steel sheet is characterized in that it contains C, Si, Mn and Ti as essential components and has a microstructure made of a primary phase (that is, ferrite) having an average grain size of 5 µm or less and a secondary phase having an average grain size of 3.5 µm or less.
- The technology intends to produce a high-tensile strength steel sheet excellent in the TS-EL balance and the TS-λ balance, particularly excellent in the burring properties (that is, hole expansion workability). However, since the secondary phase contains pearlite, the disclosed tensile strength is at most 740 MPa, that is, 780 MPa is not achieved.
- Patent reference No.1: JP-A-3-10049 gazette.
- Patent reference No.2: JP-A-58-167750 gazette.
- Patent reference No.3: JP-A-9-125194 gazette.
- Patent reference No.4: JP-A-2000-192191 gazette.
- In order to realize a lighter weight vehicle body, a steel sheet that is a high-tensile strength hot-rolled steel sheet having the tensile strength TS of 780 MPa or more or furthermore of 980 MPa or more, and has the elongation properties capable of attaining TS × EL ≥ 20000 MPa% and the stretch flangeability capable of attaining TS × λ ≥ 82000 MPa% is in demand. That is, in the case of, for instance, TS 780MPa, the high-tensile strength hot-rolled steel sheet capable of satisfying EL ≥ 25.5% and λ ≥ 105% is demanded. However, as mentioned above, there has been no technology that can attain the target.
- The present invention has been carried out to overcome these problems and intends to provide a high-tensile strength hot-rolled steel sheet in which the TS is 780 MPa or more or 980 MPa or more, the elongation properties are excellent, that is, TS × EL ≥ 20000 MPa% is satisfied, and the stretch flangeability is excellent, that is, TS × λ ≥ 82000 MPa% is satisfied, and a method of producing the same.
- The present inventors, after intensively studying in order to attain the above object, have found that when, with Ti as an indispensable component, ferrite generated after the hot rolling is made finer in its grain size, and fractions of bainite and retained austenite generated from non-transformed austenite are controlled in predetermined ranges, the high-tensile strength hot-rolled steel sheet having the tensile strength of 780 MPa or more or furthermore 980 MPa or more can be remarkably improved in the elongation properties and the stretch flangeability.
- Furthermore, it is found that, when C and Si are added within predetermined ranges, such high-tensile strength hot-rolled steel sheet can be stably produced.
- In the present invention, a high-tensile strength hot-rolled steel sheet comprises a composition that includes C of 0.04% by mass or more and 0.25% by mass or less, Si of 0.4% by mass or more and 2.0% by mass or less, Mn of 3.0% by mass or less, Al of 0.2% by mass or less, S of 0.007% by mass or less, Ti of 0.08% by mass or more and 0.3% by mass or less, and the balance of Fe and inevitable impurities, wherein contents of the C, the Si and the Ti satisfy the following equation (1); and a microstructure that contains ferrite, bainite and retained austenite, wherein a fraction of the ferrite in an entire microstructure is 40% or more, an average grain size of the ferrite is 5 µm or less, a fraction of the bainite is in the range of 20% to 48% with respect to an entire microstructure, and a fraction of the retained austenite is in the range of 2% to 7% with respect to an entire microstructure.
- Furthermore, in the present invention, a method of producing a high-tensile strength hot-rolled steel sheet comprises, after a steel slab having a composition that includes C of 0.04% by mass or more and 0.25% by mass or less, Si of 0.4% by mass or more and 2.0% by mass or less, Mn of 3.0% by mass or less, Al of 0.2% by mass or less, S of 0.007% by mass or less, Ti of 0.08% by mass or more and 0.3% by mass or less, and the balance of Fe and inevitable impurities, wherein contents of the C, the Si and the Ti satisfy the following equation (1), is heated to 1150°C or less, hot rolling at a finish rolling temperature of (Ar3 transformation temperature + 20°C) or more and (Ar3 transformation temperature + 100°C) or less; cooling the obtained hot-rolled steel sheet at a cooling rate of 30°C/sec or more followed by holding for 2 to 20 seconds in a temperature range of 600 to 750°C; subsequently cooling at a cooling rate of 15°C/sec or more followed by coiling the hot-rolled steel sheet in a temperature range of 380 to 520°C.
- [%C]: C content (% by mass),
- [%Ti]: Ti content (% by mass) and
- [%Si] : Si content (% by mass).
-
- Firstly, a composition of the high-tensile strength hot-rolled steel sheet according to the invention will be explained.
- C: 0.04% by mass or more and 0.25% by mass or less C is an element necessary in improving the mechanical strength of a hot-rolled steel sheet; combining with Ti later described to generate TiC and thereby making a microstructure of the hot-rolled steel sheet finer; and generating bainite and retained austenite within ranges of fractions described later. In order to obtain the tensile strength of 780 MPa or more, C is necessary to be contained 0.04% by mass or more. On the other hand, in the case of exceeding 0.25% by mass, the weldability of the hot-rolled steel sheet remarkably deteriorates. Accordingly, C has to satisfy a range of 0.04% by mass or more and 0.25% by mass or less. In order to further inhibit the weldability from deteriorating, it is preferable for the C content to be 0.20% by mass or less. Furthermore, the more preferable range is 0.08% by mass or more and 0.16% by mass or less.
- Si: 0.4% by mass or more and 2.0% by mass or less Si is an element acting as a deoxidation element in a steel making process. Furthermore, Si contained in the hot-rolled steel sheet, owing to solid solution strengthening, without damaging a yield ratio and a strength-elongation balance (elongation properties), can improve the strength of the hot-rolled steel sheet, and activates a transformation from austenite to ferrite and thereby promotes C thickening to a non-transformed austenite phase. Furthermore, the Si is indispensable element in suppressing carbides such as FeC3 from generating and thereby forming a microstructure made of ferrite, bainite and retained austenite. In order to attain these effects, Si has to be contained 0.4% by mass or more. On the other hand, in the case of exceeding 2.0% by mass, these effects saturate, and moreover since scales difficult to peel are generated on a surface of the hot-rolled steel sheet to result in generating scale defects, the hot-rolled steel sheet is difficult to apply to appearance-oriented usage. Accordingly, Si is necessary to satisfy a range of 0.4% by mass or more and 2.0% by mass or less. Furthermore, it is further preferable for Si to be contained in a range of 0.7% by mass or more and 1.5% by mass or less.
- Mn: 3.0% by mass or less Mn is an element capable of improving the strength and the hardenability of the hot-rolled steel sheet. Furthermore, by precipitating S later described as MnS, it is effective also in suppressing various characteristics from deteriorating owing to S. When the content of Mn exceeds 3.0% by mass, the bainite transformation after coiling of the hot-rolled steel sheet is suppressed from occurring, and the retained austenite is remarkably reduced. Accordingly, the content of Mn is set at 3.0% by mass or less. In order to obtain the above effects, Mn is preferably contained by 0.5% by mass or more. Furthermore, Mn is more preferably contained 1.0% by mass or more and 2.5% by mass or less.
- Al: 0.2% by mass or less Al works as a deoxidation agent in the steel making process. When Al is contained exceeding 2.0% by mass, the deoxidation effect saturates, and moreover the toughness and the stretch flangeability of the hot-rolled steel sheet deteriorate. Accordingly, the content of Al is set 0.2% by mass or less. In order to obtain the above effect, Al is preferably contained 0.01% by mass or more. Furthermore, it is more preferable for Al to be contained 0.02% by mass or more and 0.05% by mass or less.
- S: 0.007% by mass or less S, being an element that deteriorates the toughness and the stretch flangeability of the hot-rolled steel sheet, is necessary to be reduced to as low as possible. When the content of S exceeds 0.007% by mass, the toughness and stretch flangeability of the hot-rolled steel sheet markedly deteriorate. Accordingly, the content of S is set 0.007% by mass or less. It is more preferable to be 0.005% by mass or less, being further more preferable to be 0.0025% by mass or less. According to the present smelting technology, in order to reduce S to less than 0.001% by mass, much smelting time and various kinds of additives are required, resulting in cost increase. Accordingly, the lower limit of the S content according to the present smelting technology is substantially 0.001% by mass.
- Ti: 0.08% by mass or more and 0.3% by mass or less Ti, during heat-treatment of the steel slab prior to the hot rolling, combines with C to generate TiC. As a result, grain sizes of the austenite during the heat treatment become substantially 50 µm or less, resulting in inhibiting ferrite grains of the hot-rolled steel sheet from becoming coarser. That is, by hot-rolling the steel slab having austenite grains having grain sizes of substantially 50 µm or less, the austenite grains are forwarded in recrystallization, resulting in generating furthermore finer austenite grains. Furthermore, during the cooling of the hot-rolled steel sheet, since the ferrite transformation is promoted, finer ferrite grains result and non-transformed austenite is also made finer. In the cooling step after that, the bainite and austenite generated in a low temperature region are also made finer, resulting in obtaining a hot-rolled steel sheet having a uniform and fine microstructure.
-
- The hot-rolled steel sheet thus obtained has excellent elongation properties and stretch flangeability. In order to obtain the effect like this, Ti is necessary to be contained 0.08% by mass or more. On the other hand, when Ti is contained exceeding 0.3% by mass, the austenite is very much disturbed in recrystallization, accordingly, not only the microstructure of the hot-rolled steel sheet is made coarser but also the elongation properties and stretch flangeability are deteriorated. Accordingly, Ti has to satisfy a range of 0.08% by mass or more and 0.3% by mass or less. Ti is preferably contained in the range of 0.12% by mass or more and 0.25% by mass or less.
- Still furthermore, the C content, the Ti content and the Si content, in order to form a mixed microstructure of ferrite, bainite and retained austenite as mentioned later, have to satisfy the following equation (1).
- [%C]: C content (% by mass),
- [%Ti]: Ti content (% by mass) and
- [%Si]: Si content (% by mass).
-
- The bainite and retained austenite, during the cooling process after the hot rolling, are generated from the non-transformed austenite. When the hot-rolled steel sheet is cooled, in a high temperature region, C is accelerated in diffusing, and in a low temperature region, C is suppressed from diffusing. As C is accelerated in diffusing like this, ferrite increases and the fractions of bainite and retained austenite decrease. That is, the diffusion behavior of C affects a great influence on the generation of ferrite, bainite and retained austenite.
- Furthermore, Si suppresses cementite from being generated in the hot-rolled steel sheet and promotes C to diffuse from the ferrite to the non-transformed austenite. As a result, the C contents in the ferrite, bainite and retained austenite reach saturation states in a very short time, accordingly, even when the cooling conditions (for instance, the cooling rate and so on) fluctuate, an influence on the generation of the ferrite, bainite and retained austenite can be suppressed. That is, Si affects a great influence upon the diffusion behavior of C.
- Still furthermore, Ti, fixing C as TiC, affects largely the diffusion behavior of C.
- Accordingly, the diffusion behavior of C varies according to interactions of C, Si and Ti. The interactions of these elements can be evaluated according to an index calculated from the respective numbers of atoms. That is, when the index is in the range satisfying equation (1), the diffusion of C is promoted, and a hot-rolled steel sheet that has a mixed microstructure containing ferrite, bainite and retained austenite as described later can be stably obtained. Moreover, without being affected by the fluctuation of the cooling conditions after the hot rolling, the hot-rolled steel sheet made of ferrite, bainite and retained austenite can be obtained.
- In the next place, a microstructure of a high-tensile strength hot-rolled steel sheet according to the invention will be explained.
- In the high-tensile strength hot-rolled steel sheet according to the invention, a ferrite fraction is set at 40% or more with respect to an entire microstructure. The reason for this is that when the ferrite fraction is 40% or more, the elongation properties can be improved. When the elongation properties are improved with the tensile strength maintained at 780 MPa class, it is preferable for the ferrite to be rendered a primary phase (that is, the ferrite fraction is made 50% or more with respect to an entire microstructure).
- Furthermore, an average grain size of the ferrite grains is necessary to be 5 µm or less. When the average grain size exceeds 5 µm, the stretch flangeability deteriorates remarkably. When the ferrite grains having an average grain size of 5 µm or less are generated, an addition amount of an alloying element can be reduced. Accordingly, without causing the deterioration of the mechanical properties such as the elongation properties and the stretch flangeability of the hot-rolled steel sheet, the tensile strength of 780 MPa class or furthermore 980 MPa class can be obtained. The average grain size of the ferrite grains is preferable to be 4 µm or less.
- The other phase than the ferrite phase is rendered a mixed phase that contains bainite and retained austenite. The bainite is softer in comparison with the retained austenite and martensite, accordingly, hardness difference with ferrite is small. In general, cracks in the stretch flanging occur in an interface with hardness greatly different between phases difference (for instance, an interface between the ferrite and martensite). Accordingly, as the soft bainite is contained much, the stretch flangeability is improved.
- Such effect can. be obtained when the bainite fraction is 20% or more with respect to an entire microstructure. On the other hand, when the bainite fraction exceeds 48%, the ferrite fraction decreases, resulting in deterioration of the elongation properties. Furthermore, the C content in the non-transformed austenite is largely lowered and the retained austenite decreases. This also causes the deterioration of the elongation properties. Accordingly, the bainite fraction is necessary to be from 20% to 48% with respect to an entire microstructure. When the elongation properties are improved with the tensile strength maintained at 780 MPa class, the bainite fraction is preferable to be 40% or less, being more preferable to be in the range of 25% to 35%.
- The retained austenite, owing to the generation of stress-induced martensite, exhibits uniform and high elongation properties. Such effects can be obtained when the retained austenite fraction is 2% or more in an entire microstructure. On the other hand, when the retained austenite fraction is over 7%, owing to being subjected to the stretch flanging, the retained austenite becomes harder, resulting in a large hardness difference with the ferrite. As a result, by stretch flanging, in an interface between the ferrite and the retained austenite, cracks tend to be generated. Accordingly, the retained austenite fraction is necessary to be 2 to 7% with respect to an entire microstructure. It is preferable to be 4 to 6%.
- In production processes of the hot-rolled steel sheet, other than the ferrite, bainite and the retained austenite, in some cases, martensite is'generated. The martensite is the hardest phase in the microstructure of the hot-rolled steel sheet. Accordingly, by stretch flanging, in an interface between the ferrite and the martensite, cracks tend to be generated. Accordingly, the smaller the martensite fraction is, the better, it is preferable to be 5% or less relative to an entire microstructure.
- Thus, when the ferrite and retained austenite that improve the elongation properties and the bainite that improves the stretch flangeability are generated with proper fractions, respectively, a high-tensile strength hot-rolled steel sheet with excellent elongation properties and the excellent stretch flangeability can be obtained.
- In the next place, a method of producing a high-tensile strength hot-rolled steel sheet according to the invention will be explained.
- Molten steel with the above composition is prepared, and therefrom according to a so far known method such as a continuous casting method or ingot making method, a steel slab is produced. Subsequently, the steel slab is set in a heating furnace and heated to a temperature of 1150°C or less. When the steel slab is heated to a temperature exceeding 1150°C, since TiC is dissolved, finer austenite grains cannot be obtained. As a result, the ferrite becomes coarser, resulting in deterioration of the elongation properties and stretch flangeability.
- The lower limit of the heating temperature of the steel slab, in order to secure a finish rolling temperature described later, is preferable to be 1050°C or more. A more preferable range of the heating temperature of the steel slab is from 1050 to 1100°C.
- Thus heated steel slab is subjected to the hot rolling. The finish rolling temperature of the hot rolling is set, above the Ar3 transformation point, in a range of (Ar3 transformation point + 20°C) or more and (Ar3 transformation point + 100°C) or less. When the hot rolling is applied at a finish rolling temperature in the range, the bainite fraction can be maintained within the range of 20 to 48% in an entire microstructure. When the finish rolling temperature is lower than (Ar3 transformation point + 20°C), the bainite fraction cannot attain 20%, resulting in an increase in the ferrite fraction and the retained austenite fraction. On the other hand, when the finish rolling temperature is higher than (Ar3 transformation point + 100°C), the austenite grains grow and the microstructure becomes coarser, resulting in deterioration in the elongation properties and the stretch flangeability.
- The hot-rolled steel sheet obtained through the hot rolling is, according to a first step cooling, cooled at a cooling rate of 30°C/sec or more to 600 to 750°C. When the cooling rate is set at 30°C/sec or more, the microstructure can be hindered from becoming coarser. Furthermore, when a temperature where the first step cooling is stopped is outside of the range of 600 to 750°C, ferrite transformation in the second cooling described later is delayed. As a result, the ferrite, bainite and retained austenite fractions cannot be properly maintained. The temperature where the first cooling is stopped is preferably 650 to 700°C.
- The hot-rolled steel sheet thus obtained by stopping the first step cooling at 600 to 750°C is retained for 2 to 20 seconds in a temperature range of 600 to 750°C. When the hot-rolled steel sheet is held at 600 to 750°C, the thickening of C into the bainite and retained austenite can be promoted. When the retention time is less than 2 seconds, since the thickening of C into the austenite is insufficient, proper fractions of the ferrite, bainite and retained austenite cannot be maintained. On the other hand, when the retention time exceeds 20 seconds, the ferrite transformation excessively proceeds and pearlite is generated, resulting in deterioration of the elongation properties and stretch flangeability. The preferable retention time is 4 to 10 seconds. In order to hold in the above temperature range for 2 to 20 seconds, atmospheric cooling (radiational cooling) is only necessary after the first step cooling is stopped, or a heating device may be used to keep hot.
- Subsequently, the hot-rolled steel sheet is cooled at a cooling rate of 15°C/sec or more to 380 to 520°C according to the second cooling step, thereafter the hot-rolled steel sheet is wound. By setting the cooling rate at 15°C/sec or more, the microstructure can be inhibited from becoming coarser. Furthermore, when the second cooling is stopped at 380 to 520°C and the hot-rolled steel sheet is wound, the martensite is inhibited from being generated and thereby the bainite is generated, and at the same time owing to the bainite transformation the retained austenite can be generated. When the stopping temperature of the second cooling step (that is, coiling temperature) is less than 380°C, because of lowering of the coiling temperature, the hot-rolled steel sheet becomes undulating. Moreover, since the martensite is excessively generated, the stretch flangeability deteriorates. On the other hand, when the stopping temperature exceeds 520°C, since the pearlite is generated, the bainite and retained austenite are suppressed from being generated, resulting in deterioration of the elongation properties and stretch flangeability. The preferable stopping temperature of the second cooling step (that is, coiling temperature) is preferable to be 400 to 500°C.
- Steel slabs having compositions shown in Table 1 are produced and a test piece is sampled from each of the steel slabs followed by measuring an Ar3 transformation point (°C) . That is, the test piece is held at 1250°C for 30 min followed by cooling at a cooling rate of 1°C/sec, and the Ar3 transformation point is measured by use of a differential dilatometer. Measurements of the Ar3 transformation point are shown together in table 1.
- Steel slabs A through D are examples that satisfy component ranges according to the invention. On the other hand, steel slab E is an example whose S content is deviated from the range of the invention, steel slab F is an example in which the equation (1) is not satisfied and contents of Si and Ti are outside of the ranges of the invention, steel slab G is an example whose contents of C and Mn are outside of the range of the invention, steel slab H is an example in which contents of Si and Al are outside of the ranges of the invention, steel slab I is an example in which the equation (1) is not satisfied and C content is deviated from the range of the invention, and steel slab J is an example in which the equation (1) is not satisfied.
- The steel slabs are hot-rolled under various conditions, and thereby hot-rolled steel sheets having thickness of 2.9 mm are produced. Conditions of the hot rolling are as shown in Tables 2 and 3.
- A test piece is sampled from each of thus obtained hot-rolled steel sheets, and grain size and fraction of ferrite are measured. The grain size measurement is performed as follows. That is, after an electron microgram is taken of a section in a rolling direction, according to an intercept method in a method for estimating ferrite grain size defined in JIS G0552, the grain size is measured. An area rate of ferrite is obtained according to an image analysis of the electron microgram, and the area rate is regarded as a fraction thereof. Results are shown in Tables 2 and 3.
- Furthermore, with the test piece sampled from the hot-rolled steel sheet, kinds of microstructures of phases other than the ferrite, the bainite fraction, the retained austenite fraction and the martensite fraction are estimated. The microstructure of the second phase is estimated with an electron microscope. The bainite fraction is estimated by applying image analysis to an electron microgram. The retained austenite fraction is calculated from integrated intensities of (200) and (220) planes of the austenite phase and (200) and (211) planes of the ferrite phase obtained with K alpha line of Co by use of an X-ray diffractometer. The martensite fraction is estimated by image analyzing the electron microgram. Results thereof are shown in Tables 2 and 3.
- Subsequently, a JIS No. 5 test piece is sampled in a rolling width direction (that is, a direction orthogonal to a rolling direction) of the hot-rolled steel sheet and tensile test is carried out therewith. Results thereof are shown in Tables 2 and 3.
- The hole-expansion test is carried out according to Japan Iron and Steel Federation standard JFS-T1001-1996. That is, an initial hole having a diameter d0 = 10 mm is punched through the hot-rolled steel sheet with a clearance of 12.5% and, with burring of the initial hole as a die side (that is, a side opposite to a conical punch), the hole is enlarged by inserting a conical punch (apical angle: 60°) into the initial hole, and a hole diameter d when crack penetrates through the hot-rolled steel sheet is obtained. With these do and d values, a hole expansion ratio λ (%) is calculated from the following equation (2). Results are shown in Tables 2 and 3.
- Furthermore, by visually observing a surface of the hot-rolled steel sheet, scale defects and cracks are investigated. When there is observed no scale defect and crack, it is evaluated as good (O), and when the scale defect or the crack is observed, it is evaluated as bad (×). Results thereof are shown in Tables 2 and 3.
- As obvious from Tables 2 and 3, all of the hot-rolled steel sheets according to the invention, in addition to satisfying the tensile strength of 780 MPa or more, satisfy TS × EL ≥ 20000 MPa% and TS × λ ≥ 82000 MPa%. Furthermore, results of appearance evaluation are good.
- According to the invention, a hot-rolled steel sheet that satisfies, in addition to the tensile strength TS of 780 MPa class or furthermore 980 MPa class, TS × EL ≥ 20000 MPa% and TS × λ ≥ 82000 MPa%, that is, a high-tensile strength hot-rolled steel sheet excellent in the elongation properties and the stretch flangeability can be obtained.
Steel Slab Components (% by mass) ([%C]/12-[%Ti]/48)/ ([%Si]/28) Ar3 Transformation point (°C) Remark C Si Mn S Ti Al A 0.16 1.5 1.6 0.005 0.25 0.031 0.15 860 Inventive Example B 0.10 1.0 2.0 0.003 0.18 0.032 0.13 840 C 0.08 0.7 2.6 0.002 0.20 0.050 0.10 820 D 0.12 0.6 1.8 0.003 0.08 0.032 0.39 830 E 0.10 1.0 1.3 0.010 0.20 0.032 0.12 856 Comparative Example F 0.18 0.2 2.0 0.007 0.35 0.035 1.08 810 G 0.02 0.4 3.5 0.005 0.08 0.035 0 792 H 0.12 2.3 0.7 0.007 0.10 0.300 0.10 910 I 0.35 1.6 0.5 0.006 0.08 0.030 0.48 850 J 0.18 0.7 2.0 0.006 0.12 0.033 0.50 810 K 0.21 1.0 1.8 0.003 0.18 0.033 0.39 820 Inventive Example 
Claims (2)
- A high-tensile strength hot-rolled steel sheet, comprising:wherein contents of the C, the Si and the Ti satisfy the following equation (1); anda composition that includes C of 0.04% by mass or more and 0.25% by mass or less; Si of 0.4% by mass or more and 2.0% by mass or less; Mn of 3.0% by mass or less; Al of 0.2% by mass or less; S of 0.007% by mass or less; Ti of 0.08% by mass or more and 0.3% by mass or less ; and a balance of Fe and inevitable impurities;
a microstructure that includes ferrite; bainite; and retained austenite;
wherein a fraction of the ferrite in an entire microstructure is 40% or more and an average grain size of the ferrite is 5 µm or less; a fraction of the bainite is in the range of 20% to 48% with respect to an entire microstructure; and a fraction of the retained austenite is in the range of 2% to 7% with respect to an entire microstructure.[%C]: C content (% by mass),[%Ti]: Ti content (% by mass), and[%Si]: Si content (% by mass). - A method of producing a high-tensile strength hot-rolled steel sheet, comprising:after a steel slab having a composition that includes C of 0.04% by mass or more and 0.25% by mass or less; Si of 0.4% by mass or more and 2.0% by mass or less; Mn of 3.0% by mass or less; Al of 0.2% by mass or less; S of 0.007% by mass or less; Ti of 0.08% by mass or more and 0.3% by mass or less; and a balance of Fe and inevitable impurities; wherein contents of the C, the Si and the Ti satisfy the following equation (1) is heated to 1150°C or less;hot rolling at a finish rolling temperature of (Ar3 transformation temperature + 20°C) or more and (Ar3 transformation temperature + 100°C) or less;cooling the hot-rolled steel sheet at a cooling rate of 30°C/sec or more followed by holding for 2 to 20 seconds in a temperature range of 600 to 750°C followed by further cooling at a cooling rate of 15°C/sec or more; andcoiling the hot-rolled steel sheet in a temperature range of 380 to 520°C.[%C]: C content (% by mass),[%Ti]: Ti content (% by mass) and[%Si]: Si content (% by mass).
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002081451 | 2002-03-22 | ||
| JP2002081451 | 2002-03-22 | ||
| JP2003039099 | 2003-02-18 | ||
| JP2003039099A JP4062118B2 (en) | 2002-03-22 | 2003-02-18 | High-tensile hot-rolled steel sheet with excellent stretch characteristics and stretch flange characteristics and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1350859A1 true EP1350859A1 (en) | 2003-10-08 |
| EP1350859B1 EP1350859B1 (en) | 2004-12-29 |
Family
ID=28043820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03006195A Expired - Fee Related EP1350859B1 (en) | 2002-03-22 | 2003-03-19 | High-tensile strength hot-rolled steel sheet excellent in elongation properties and stretch flangeability, and producing method thereof |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1350859B1 (en) |
| JP (1) | JP4062118B2 (en) |
| KR (1) | KR100778264B1 (en) |
| CN (1) | CN1296507C (en) |
| DE (1) | DE60300242T2 (en) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1790737A1 (en) * | 2005-11-25 | 2007-05-30 | JFE Steel Corporation | A high strength steel excellent in uniform elongation properties and method of manufacturing the same |
| US7731808B2 (en) * | 2005-08-03 | 2010-06-08 | Sumitomo Metal Industries, Ltd. | Hot-rolled steel sheet and cold-rolled steel sheet and manufacturing method thereof |
| US8128762B2 (en) | 2008-08-12 | 2012-03-06 | Kobe Steel, Ltd. | High-strength steel sheet superior in formability |
| US20170349967A1 (en) * | 2015-02-20 | 2017-12-07 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| EP3260566A4 (en) * | 2015-02-20 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| EP3395974A4 (en) * | 2015-12-22 | 2018-10-31 | JFE Steel Corporation | High - strength steel plate and production method for same |
| DE102017130237A1 (en) * | 2017-12-15 | 2019-06-19 | Salzgitter Flachstahl Gmbh | High strength hot rolled flat steel product with high edge crack resistance and high bake hardening potential, a process for producing such a flat steel product |
| EP3561101A4 (en) * | 2016-12-20 | 2019-11-13 | Posco | High-strength hot-rolled steel plate having excellent weldability and ductility and method for manufacturing same |
| EP3495527A4 (en) * | 2016-08-05 | 2019-12-25 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3495529A4 (en) * | 2016-08-05 | 2020-01-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3495528A4 (en) * | 2016-08-05 | 2020-01-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3495530A4 (en) * | 2016-08-05 | 2020-01-08 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US10689737B2 (en) | 2015-02-25 | 2020-06-23 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10689724B2 (en) | 2015-07-31 | 2020-06-23 | Nippon Steel Corporation | Steel sheet with strain induced transformation type composite structure and method of manufacturing same |
| US10752972B2 (en) | 2015-02-25 | 2020-08-25 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10913988B2 (en) | 2015-02-20 | 2021-02-09 | Nippon Steel Corporation | Hot-rolled steel sheet |
| WO2023089012A1 (en) * | 2021-11-17 | 2023-05-25 | Sms Group Gmbh | Method for the production of a hot-rolled strip from a fine-grained steel material |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW548173B (en) * | 2001-07-10 | 2003-08-21 | Cinpres Gas Injection Ltd | Process and apparatus for injection moulding a hollow plastics article |
| US20050199322A1 (en) * | 2004-03-10 | 2005-09-15 | Jfe Steel Corporation | High carbon hot-rolled steel sheet and method for manufacturing the same |
| JP4692015B2 (en) * | 2004-03-30 | 2011-06-01 | Jfeスチール株式会社 | High ductility hot-rolled steel sheet with excellent stretch flangeability and fatigue characteristics and method for producing the same |
| KR100840288B1 (en) | 2005-12-26 | 2008-06-20 | 주식회사 포스코 | Carbon steel sheet superior in formability and manufacturing method thereof |
| JP5194857B2 (en) * | 2008-02-08 | 2013-05-08 | Jfeスチール株式会社 | High strength hot rolled steel sheet and method for producing the same |
| DE102008038865A1 (en) * | 2008-08-08 | 2010-02-11 | Sms Siemag Aktiengesellschaft | Process for the production of semi-finished products, in particular steel strip, with dual-phase structure |
| KR100969259B1 (en) * | 2009-12-16 | 2010-07-13 | 윤지웅 | Windows and doors using type of automatic action- opening and shutting |
| KR101015303B1 (en) * | 2010-05-25 | 2011-02-18 | 윤지웅 | Windows and doors using type of automatic action- opening and shutting |
| ES2673111T3 (en) * | 2012-02-22 | 2018-06-19 | Nippon Steel & Sumitomo Metal Corporation | Cold rolled steel sheet and process to manufacture it |
| CA2880063C (en) * | 2012-08-03 | 2017-03-14 | Tata Steel Ijmuiden B.V. | A process for producing hot-rolled steel strip and a steel strip produced therewith |
| CN104694824B (en) * | 2015-03-26 | 2017-05-31 | 攀钢集团攀枝花钢铁研究院有限公司 | Inexpensive automotive frame hot rolled steel plate and production method |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0586704A1 (en) * | 1991-05-30 | 1994-03-16 | Nippon Steel Corporation | High-yield-ratio hot-rolled high-strength steel sheet excellent in formability or in both of formability and spot weldability, and production thereof |
| JPH09143570A (en) * | 1995-11-17 | 1997-06-03 | Kawasaki Steel Corp | Production of high tensile strength steel plate having extremely fine structure |
| JPH11172372A (en) * | 1997-12-12 | 1999-06-29 | Nkk Corp | High tensile strength hot rolled steel plate excellent in ductility and stretch-flanging property and its production |
| EP0945522A1 (en) * | 1997-09-11 | 1999-09-29 | Kawasaki Steel Corporation | Hot rolled steel plate to be processed having hyper fine particles, method of manufacturing the same, and method of manufacturing cold rolled steel plate |
| EP1001041A1 (en) * | 1998-11-10 | 2000-05-17 | Kawasaki Steel Corporation | Hot rolled steel sheet having an ultrafine grain structure and process for producing steel sheet |
| JP2001220648A (en) * | 2000-02-02 | 2001-08-14 | Kawasaki Steel Corp | High ductility hot rolled steel sheet excellent in stretch flanging property and producing method therefor |
-
2003
- 2003-02-18 JP JP2003039099A patent/JP4062118B2/en not_active Expired - Fee Related
- 2003-03-19 DE DE60300242T patent/DE60300242T2/en not_active Expired - Lifetime
- 2003-03-19 EP EP03006195A patent/EP1350859B1/en not_active Expired - Fee Related
- 2003-03-21 KR KR1020030017697A patent/KR100778264B1/en not_active IP Right Cessation
- 2003-03-21 CN CNB031074499A patent/CN1296507C/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0586704A1 (en) * | 1991-05-30 | 1994-03-16 | Nippon Steel Corporation | High-yield-ratio hot-rolled high-strength steel sheet excellent in formability or in both of formability and spot weldability, and production thereof |
| JPH09143570A (en) * | 1995-11-17 | 1997-06-03 | Kawasaki Steel Corp | Production of high tensile strength steel plate having extremely fine structure |
| EP0945522A1 (en) * | 1997-09-11 | 1999-09-29 | Kawasaki Steel Corporation | Hot rolled steel plate to be processed having hyper fine particles, method of manufacturing the same, and method of manufacturing cold rolled steel plate |
| JPH11172372A (en) * | 1997-12-12 | 1999-06-29 | Nkk Corp | High tensile strength hot rolled steel plate excellent in ductility and stretch-flanging property and its production |
| EP1001041A1 (en) * | 1998-11-10 | 2000-05-17 | Kawasaki Steel Corporation | Hot rolled steel sheet having an ultrafine grain structure and process for producing steel sheet |
| JP2001220648A (en) * | 2000-02-02 | 2001-08-14 | Kawasaki Steel Corp | High ductility hot rolled steel sheet excellent in stretch flanging property and producing method therefor |
Non-Patent Citations (5)
| Title |
|---|
| DATABASE COMPENDEX [online] ENGINEERING INFORMATION, INC., NEW YORK, NY, US; EVANS P J ET AL: "High strength C-Mn steels for automotive applications", XP002246411, Database accession no. EIX98214145887 * |
| IRONMAKING STEELMAKING;IRONMAKING AND STEELMAKING 1997 INST OF MATERIALS, LONDON, ENGL, vol. 24, no. 5, 1997, pages 361 - 367, XP002246410 * |
| PATENT ABSTRACTS OF JAPAN vol. 1997, no. 10 31 October 1997 (1997-10-31) * |
| PATENT ABSTRACTS OF JAPAN vol. 1999, no. 11 30 September 1999 (1999-09-30) * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 25 12 April 2001 (2001-04-12) * |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7731808B2 (en) * | 2005-08-03 | 2010-06-08 | Sumitomo Metal Industries, Ltd. | Hot-rolled steel sheet and cold-rolled steel sheet and manufacturing method thereof |
| KR100979854B1 (en) * | 2005-08-03 | 2010-09-02 | 수미도모 메탈 인더스트리즈, 리미티드 | Hot rolled steel sheet, cold rolled steel sheet, and process for producing the same |
| US7879164B2 (en) * | 2005-08-03 | 2011-02-01 | Sumitomo Metal Industries, Ltd. | Method of producing hot-rolled steel sheet |
| US7927433B2 (en) | 2005-08-03 | 2011-04-19 | Sumitomo Metal Industries, Ltd. | Cold-rolled steel sheet |
| US8257517B2 (en) | 2005-08-03 | 2012-09-04 | Sumitomo Metal Industries, Ltd. | Method of producing cold-rolled steel sheet |
| EP1790737A1 (en) * | 2005-11-25 | 2007-05-30 | JFE Steel Corporation | A high strength steel excellent in uniform elongation properties and method of manufacturing the same |
| US8815025B2 (en) | 2005-11-25 | 2014-08-26 | Jfe Steel Corporation | High strength steel excellent in uniform elongation properties and method of manufacturing the same |
| US8128762B2 (en) | 2008-08-12 | 2012-03-06 | Kobe Steel, Ltd. | High-strength steel sheet superior in formability |
| US20170349967A1 (en) * | 2015-02-20 | 2017-12-07 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| EP3260566A4 (en) * | 2015-02-20 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| EP3260565A4 (en) * | 2015-02-20 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| US11401571B2 (en) | 2015-02-20 | 2022-08-02 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10913988B2 (en) | 2015-02-20 | 2021-02-09 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10689737B2 (en) | 2015-02-25 | 2020-06-23 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10752972B2 (en) | 2015-02-25 | 2020-08-25 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10689724B2 (en) | 2015-07-31 | 2020-06-23 | Nippon Steel Corporation | Steel sheet with strain induced transformation type composite structure and method of manufacturing same |
| EP3395974A4 (en) * | 2015-12-22 | 2018-10-31 | JFE Steel Corporation | High - strength steel plate and production method for same |
| US11085107B2 (en) | 2015-12-22 | 2021-08-10 | Jfe Steel Corporation | High-strength steel sheet and method of manufacturing the same |
| EP3495527A4 (en) * | 2016-08-05 | 2019-12-25 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3495530A4 (en) * | 2016-08-05 | 2020-01-08 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3495528A4 (en) * | 2016-08-05 | 2020-01-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US10889879B2 (en) | 2016-08-05 | 2021-01-12 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3495529A4 (en) * | 2016-08-05 | 2020-01-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US11230755B2 (en) | 2016-08-05 | 2022-01-25 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US11236412B2 (en) | 2016-08-05 | 2022-02-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US11649531B2 (en) | 2016-08-05 | 2023-05-16 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| EP3561101A4 (en) * | 2016-12-20 | 2019-11-13 | Posco | High-strength hot-rolled steel plate having excellent weldability and ductility and method for manufacturing same |
| DE102017130237A1 (en) * | 2017-12-15 | 2019-06-19 | Salzgitter Flachstahl Gmbh | High strength hot rolled flat steel product with high edge crack resistance and high bake hardening potential, a process for producing such a flat steel product |
| WO2023089012A1 (en) * | 2021-11-17 | 2023-05-25 | Sms Group Gmbh | Method for the production of a hot-rolled strip from a fine-grained steel material |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60300242D1 (en) | 2005-02-03 |
| JP4062118B2 (en) | 2008-03-19 |
| DE60300242T2 (en) | 2005-06-02 |
| KR100778264B1 (en) | 2007-11-22 |
| CN1450191A (en) | 2003-10-22 |
| EP1350859B1 (en) | 2004-12-29 |
| KR20030076430A (en) | 2003-09-26 |
| CN1296507C (en) | 2007-01-24 |
| JP2004002969A (en) | 2004-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1350859B1 (en) | High-tensile strength hot-rolled steel sheet excellent in elongation properties and stretch flangeability, and producing method thereof | |
| EP3508600B1 (en) | Production method of high-strength steel plate | |
| US10190186B2 (en) | Method for manufacturing a high-strength galvanized steel sheet having excellent formability and crashworthiness | |
| EP3255164B1 (en) | High-strength steel sheet and production method therefor | |
| EP1870483B1 (en) | Hot-rolled steel sheet, method for production thereof and workedd article formed therefrom | |
| EP2762579B1 (en) | High-strength hot-dip galvanized steel sheet and process for producing same | |
| JP4692015B2 (en) | High ductility hot-rolled steel sheet with excellent stretch flangeability and fatigue characteristics and method for producing the same | |
| JP2004339606A (en) | High strength hot rolled steel plate and manufacturing method | |
| EP3508601B1 (en) | High-strength steel plate and production method thereof | |
| EP3943623A1 (en) | Hot stamp molded body | |
| EP3255162B1 (en) | High-strength steel sheet and production method therefor | |
| EP3255163B1 (en) | High-strength steel sheet and production method therefor | |
| EP3901293B1 (en) | High-strength hot-dip galvanized steel sheet and manufacturing method therefor | |
| EP2781615A1 (en) | Thin steel sheet and process for producing same | |
| EP3612650B1 (en) | High strength steel sheet having excellent ductility and stretch flangeability | |
| US20040231393A1 (en) | High tensile hot-rolled steel sheet excellent in resistance to scuff on mold and in fatigue characteristics | |
| EP4123046B1 (en) | Steel sheet | |
| EP3981891A1 (en) | High-strength steel sheet, high-strength member, and methods respectively for producing these products | |
| EP3686293B1 (en) | A high strength high ductility complex phase cold rolled steel strip or sheet | |
| EP4043593A1 (en) | High-strength steel sheet, impact absorbing member, and method for manufacturing high-strength steel sheet | |
| EP4198149A1 (en) | High-strength cold-rolled steel sheet, hot-dipped galvanized steel sheet, alloyed hot-dipped galvanized steel sheet, and methods for producing of these | |
| EP4137593A1 (en) | Steel sheet, member, method for producing said steel sheet, and method for producing said member | |
| JP2001335889A (en) | High tensile cold rolled sheet excellent in strain aging hardenability, impact resistance and workability, and its production method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: JFE STEEL CORPORATION |
|
| 17P | Request for examination filed |
Effective date: 20031201 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60300242 Country of ref document: DE Date of ref document: 20050203 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050930 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090316 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170314 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60300242 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181002 |