EP1334666B2 - Method and apparatus for transporting a paper web in a machine for the tobacco industry - Google Patents
Method and apparatus for transporting a paper web in a machine for the tobacco industry Download PDFInfo
- Publication number
- EP1334666B2 EP1334666B2 EP02029106A EP02029106A EP1334666B2 EP 1334666 B2 EP1334666 B2 EP 1334666B2 EP 02029106 A EP02029106 A EP 02029106A EP 02029106 A EP02029106 A EP 02029106A EP 1334666 B2 EP1334666 B2 EP 1334666B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- wrapping strip
- rod
- machine
- wrapping
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/31—Machines of the continuous-rod type with special arrangements coming into operation during starting, slowing-down or breakdown of the machine, e.g. for diverting or breaking the continuous rod
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/20—Reels; Supports for bobbins; Other accessories
Definitions
- the invention relates to a method for operating a machine of the tobacco processing industry.
- the invention also relates to an apparatus for feeding at least one wrapping strip to a feed element which supplies the at least one wrapping strip to a strand of smokable material or filter material of the tobacco processing industry, the device comprising a separating element dividing the at least one wrapping strip.
- the invention further relates to a method for recommissioning a stranding machine, wherein at least one wrapping strip is fed to at least one strand of smokable material or filter material of the tobacco processing industry, being conveyed by means of a strand conveyor the strand and fed to at least one conveying element carrying the at least one wrapping strip, wherein strand and wrapping strips are conveyed to a format for continuously wrapping the strand with the wrapping strip.
- the invention relates to a method for emptying a stranding machine, in particular a cigarette rod machine or a filter rod machine, wherein an enveloping strip in a corresponding device or feeding device for wrapping a strand of smokable material or filter material of the tobacco processing industry is at least partially removed.
- the US 4,648,409 A paper web feeder for a cigarette making machine is known.
- a suction drum is provided for conveying at least one paper web to a format strip.
- an actuating device on which a knife is provided, it is possible to cut off the paper web if, after a start of the cigarette manufacturing machine, the printing applied to the cigarette paper is no longer faulty. In this device, therefore, a so-called startup shot or the committee is eliminated when restarting.
- a manual intervention is required to thread the paper web after machine downtime.
- the resumption of the operation of a strand machine of the tobacco processing industry should happen especially with little time and very safe.
- the invention is based on the idea according to the invention that to reduce the Anfahrschußes fixing the HüllstMailvorrats at a machine stop, for example: in a fault leads to the fact that defined when restarting the machine and without loss of time by manually threading the HüllstMails this can be made available again and can be further promoted. This results according to the invention an automation of the operation of the machine of täbakver usedden industry.
- fixing also means holding in particular.
- Fixing is preferably done here upon receipt of a stop signal and / or a fault signal.
- the step of further conveying occurs during or after the start of at least one part or the part of the machine that has been stopped.
- the at least one wrapping strip is fixed in the machine in a feeder.
- a defined starting position of the wrapping material can be predetermined.
- the downstream part of the at least one wrapping strip is not fixed in one embodiment of the invention. In the latter case, it is preferably provided to remove the downstream portion of the HüllstMails from the conveying path, before the fixed part of the HüllstMails is further promoted, so that even less starting shot is generated. For further conveying the fixation is then preferably terminated.
- the object is further achieved by a device for feeding at least one wrapping strip to a feeding element which feeds the at least one wrapping strip to a strand of smokable material or filter material of the tobacco processing industry, the device comprising a separating element dividing the at least one wrapping strip which is further developed thereby in that a fixing means is provided by means of which one end of the divided enveloping strip can be fixed.
- the invention embraces the inventive idea that, in the event of interruption of the strand production, the at least one wrapping strip, for example an enveloping strip or, in the case of a double-stranding machine, two wrapping strips, is severed in a defined manner in order then to fix a part.
- the remaining and no longer required HüllstMailteil can be safely removed from the machine, whereas when restarting or recommissioning the stranding machine, the non-removed portion of the HüllstMails that has been fixed, in particular automatically, for the production of one strand or more Strands can be used.
- fixing means also includes the term holding element or holding device.
- a separating element is provided per enveloping strip, a very rapidly operating separating element can be provided.
- the separating element is a knife.
- the separating element may also be a laser, which brings by means of at least one optical element a focused laser beam on the enveloping strip, so that it is severed.
- the focused laser beam can be movable here, or fanned out as a line.
- the fixing agent is included in the separating element.
- the knife may be provided with a holding surface, so that after cutting the Hüllstsammlungs or during the cutting of the HüllstMails the HüllstMail at one end with the Andschreib Construction of the knife to another element, for example.
- the fixing agent is a mechanical element, such as an element comprising a corresponding pressing surface. If the fixing means fixes one end of the divided wrapping strip with suction air, a very fast to be realized or to be solved fixation is possible.
- the fixing agent is arranged upstream of the separating element.
- an arrangement for feeding at least one wrapping strip from at least one wrapping strip stock to at least one strand of smokable material or filter material of the tobacco processing industry having at least one strand conveyor for conveying and transferring the strand to at least one conveying element conveying the at least one wrapping strip, promotes the strand and wrapping strips to a format for continuous wrapping of the strand with the wrapping strip, thereby further developed; in that a device of the type according to the invention or a device according to a preferred embodiment of the invention is provided between the at least one enveloping strip supply and the conveying element.
- extrusion machine in particular filter strand machine or cigarette rod machine, provided with at least one device according to the invention or with an inventive arrangement as described above.
- the object is further achieved by a method for recommissioning a stranding machine according to claim 4.
- feeding the at least one wrapping strip means in particular the transport of one end of the wrapping strip from a wrapping strip stock to the strand of smokable material or the corresponding transport of the separated part of an enveloping strip.
- a supply to the strand for restarting the stranding machine is meant.
- the automatic feeding takes place after a release of the at least one wrapping strip at least at one end fixing fixing means and thus after releasing the at least one HüllstMails.
- a fixing is provided to fix an enveloping strip, so that it can be automatically fed back in the following when restarting the machine.
- the fixing means which may in particular be a retaining element, holds the enveloping strip in a predeterminable position.
- the feeding preferably takes place by means of a transport air flowing in the feed direction.
- the object is further achieved by a method for emptying a stranding machine, in particular a cigarette rod machine or a filter rod machine, wherein a in a feeder HBOdem envelope strip for wrapping a strand of smokable material or filter material of the tobacco processing industry is at least partially removed, wherein the envelope strip in the Feeder is separated and wherein a part of the HüllstMails is fixed in the feeder, while the other separated part is removed from the feeder.
- the emptying is preferably done by a short-term further operation of the stranding machine and the associated promotion of the strand.
- the emptying can also be done by means of transport air or compressed air.
- the method of emptying a strand machine after receiving a stop signal is performed.
- This stop signal can be sent, for example, if there are problems in the suction belt conveyor of a cigarette rod machine, if, for example, too much or too little tobacco is on Saugstrangnatureer.
- a stop signal can be generated when an outline of the envelope or an envelope occurs.
- the fixing takes place mechanically, in particular by means of a fixing agent, a method which is particularly easy to implement is possible. If the fixing takes place by means of suction, the process according to the invention can be carried out very quickly and with little wear.
- the severing is a truncation.
- the invention is further achieved by a method for operating a stranding machine, wherein initially a method according to the invention for emptying the stranding machine is used and wherein subsequently a method for recommissioning the stranding machine, as described above, is used.
- the wrapping strip is stopped in a defined manner for the automatic restarting of a stranding machine and the unwanted part of the wrapping strip is disposed of out of the machine, in which case in particular the beginning of the wrapping strip is provided and this is conveyed back to the strand.
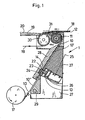
- Fig. 1 shows a part of a cigarette rod machine in a schematic representation, with some parts are shown in a section in a side view.
- the part of the strand machine that is in Fig. 1 in particular comprises a feeding device 1, by means of which a wrapping strip 10 in the form of a cigarette paper from a HüllstMailvorrat 17 in the form of a bobbin first a feed element 11 in the form of a deflection roller can be fed, the cover strip 10 is brought above a thrust bearing 31 in connection with a tobacco rod 12, which by means of a strand conveyor belt 18 in Fig. 1 from right to left (in the direction of the arrow) is promoted.
- a feeding device 1 by means of which a wrapping strip 10 in the form of a cigarette paper from a HüllstMailvorrat 17 in the form of a bobbin first a feed element 11 in the form of a deflection roller can be fed, the cover strip 10 is brought above a thrust bearing 31 in connection with a tobacco rod 12, which by means of a strand conveyor belt 18 in Fig. 1 from right to left (in the direction of the arrow) is promoted.
- Fig. 1 is further shown in a schematic sectional side view of the feeding device 1 in the form of a knife 13 which is mounted on a mounting plate 26 which can be moved by means of a pneumatic cylinder 25 with rod guide linearly transverse to the conveying direction of the Hüllst Vietnameses 10.
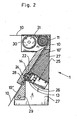
- the knife 13 comes into operative engagement with a cutting edge 22 for cutting the wrapping strip 10, as also schematically shown in FIG Fig. 2 is shown. It is also an abutment 24 is provided, which is biased by a spring 23 and against which the pressure surface 14 presses.
- abutment 24 is provided, which is biased by a spring 23 and against which the pressure surface 14 presses.
- Fig. 2 the feeding device 1 is shown in a state in which the wrapping strip 10 has been cut and correspondingly an end 10 "of the wrapping strip 10 is clamped in.
- the upper part 10 'of the wrapping strip that is, the part which is above the knife 13 or separating element 13, which in this embodiment is designed as a knife
- a laser device 32 with a focusing optics can serve as a separating element 13.
- fixation of the one end of the enveloping strip in another way
- the in the Fig. 1 to 3 shown fixing corresponds, but in which no knife function is given.
- it can also be another fixative such as in Fig. 4 is shown, be given. This fixative will be discussed below.
- transport air 21 is introduced into the channel, which is defined by the main body 27 and the cover 28.
- the transport air 21 is schematically indicated by arrows Fig. 3 shown.
- a flap 29 is opened in order to provide a better possibility of intervention or threading possibility for an operator.
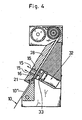
- Fig. 4 another embodiment of the feeding device 1 according to the invention is shown in a schematic sectional view in side view.
- suction air 15 is passed through the Saugluftbohrept 16, so that a fixation is done by the suction air.
- the separating element 13 may in this embodiment be a laser device 32 with a focusing optics 33 or a knife 13, which, however, in Fig. 4 not shown.
- the feeding device is now operated so that an enveloping strip 10 is divided by means of a separating element 13, 32, 33 and is fixed by means of a fixing means 13, 14, 16, 24 at a stoppage or at a stop of the stranding machine.
- the unfixed portion of the wrapper 10 is then removed from the machine by driving it out of the machine with the format tape 19.
- the fixing is released and the wrapping strip is automatically fed first to a feed element 11, in order then to be brought into contact with a cigarette rod 12 or a filter strand, whereupon a feed to a format 20 takes place in which the cigarette rod or cigarette rod is moved .,
- the filter strand of the enveloping strip is wrapped.
- the separation of the HüllstMails can be done both with small and with large cutting angles. In this case, a linear movement or a pivoting movement of the separating element or a combination of the two can be done. In the case of a separator comprising a laser device with focusing optics, the focused laser beam is panned or generates a laser beam comprising a linearly extended focus.
- the fixing of the Hüllstsammlungs can be done either by a kind of clamping or a vacuum or a suction or other methods both individually and in combination with the separation.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Betreiben einer Maschine der tabakverarbeitenden Industrie.The invention relates to a method for operating a machine of the tobacco processing industry.
Die Erfindung betrifft außerdem eine Vorrichtung zum Zuführen wenigstens eines Hüllstreifens zu einem Zuführelement, das den wenigstens einen Hüllstreifen zu einem Strang aus rauchbarem Material oder Filtermaterial der tabakverarbeitenden Industrie zuführt, wobei die Vorrichtung ein den wenigstens einen Hüllstreifen zerteilendes Trennelement umfaßt.The invention also relates to an apparatus for feeding at least one wrapping strip to a feed element which supplies the at least one wrapping strip to a strand of smokable material or filter material of the tobacco processing industry, the device comprising a separating element dividing the at least one wrapping strip.
Die Erfindung betrifft ferner ein Verfahren zur Wiederinbetriebnahme einer Strangmaschine, wobei wenigstens ein Hüllstreifen zu wenigstens einem Strang aus rauchbarem Material oder Filtermaterial der tabakverarbeitenden Industrie zugeführt wird, wobei mittels eines Strangförderers der Strang herangefördert und auf wenigstens ein den wenigstens einen Hüllstreifen tragendes Förderelement zugeführt wird, wobei Strang und Hüllstreifen zu einem Format zum fortlaufenden Umhüllen des Stranges mit dem Hüllstreifen gefördert werden. Ferner betrifft die Erfindung ein Verfahren zum Entleeren einer Strangmaschine, insbesondere einer Zigarettenstrangmaschine oder einer Filterstrangmaschine, wobei ein in einer entsprechenden Vorrichtung oder Zuführvorrichtung sich befindender Hüllstreifen zum Umhüllen eines Strangs aus rauchbarem Material oder Filtermaterial der tabakverarbeitenden Industrie wenigstens teilweise entfernt wird.The invention further relates to a method for recommissioning a stranding machine, wherein at least one wrapping strip is fed to at least one strand of smokable material or filter material of the tobacco processing industry, being conveyed by means of a strand conveyor the strand and fed to at least one conveying element carrying the at least one wrapping strip, wherein strand and wrapping strips are conveyed to a format for continuously wrapping the strand with the wrapping strip. Furthermore, the invention relates to a method for emptying a stranding machine, in particular a cigarette rod machine or a filter rod machine, wherein an enveloping strip in a corresponding device or feeding device for wrapping a strand of smokable material or filter material of the tobacco processing industry is at least partially removed.
Aus der
Bei der Zigarettenstrangherstellung bzw. der Filterstrangherstellung kann es trotzdem zu dem Problem kommen, daß bei einem Beenden der Produktion von Zigarettensträngen bzw. Filtersträngen Umhüllungspapier in der Maschine verbleibt, so daß dieses im nachhinein vor Inbetriebnehmen oder Wiederinbetriebnehmen entfernt werden muß. Ferner ist es bei einem Abriß des Hüllstreifens und auch bei einer ersten Inbetriebnahme der Strangmaschine nötig, manuell den Hüllstreifen einem Zuführelement zuzuführen, so daß der Hüllstreifen zu einem Formatband und schließlich zu einem Format gefördert wird. Auch bei der genannten
Dieses ist relativ zeitaufwendig und insbesondere bei Zweistrangmaschinen störend und führt auch zu fehlerhaften Zigarettensträngen bzw. Filtersträngen. Hierbei ist insbesondere an Betriebsunterbrechungen zu denken, nach denen regelmäßig die Hüllstreifen in entsprechende Elemente eingefädelt werden müssen. Ferner ist es nachteilig, daß bei einem nicht gewollten Riß im Hüllstreifen eine undefinierte Hüllstreifenlänge in der Maschine bei einem Stillstand dieser verbleiben kann.This is relatively time consuming and particularly disturbing in two-strand machines and also leads to faulty cigarette rods or filter strands. This is especially to think of business interruptions, after which regularly the enveloping strips must be threaded into appropriate elements. Furthermore, it is disadvantageous that in the case of an unintentional crack in the enveloping strip, an undefined envelope strip length in the machine can remain at a standstill.
Es ist Aufgabe der Erfindung, ein Verfahren zum Betreiben einer Maschine der tabakverarbeitenden Industrie anzugeben, mit dem eine Verringerung des Anfahrschußes nach einem Anhalten der Maschine ermöglicht ist.It is an object of the invention to provide a method for operating a machine of the tobacco processing industry, with a reduction of the starting shot after a stop of the machine is made possible.
Es ist ferner eine spezielle Aufgabe der Erfindung, eine Vorrichtung zum Zuführen wenigstens eines Hüllstreifens zu einem Zuführelement dergestalt weiterzubilden, daß ein sicherer Betrieb nach einer Betriebsunterbrechung bzw. einem Abriß des Hüllstreifens, insbesondere beim Wiederinbetriebnehmen, gegeben ist. Die Wiederaufnahme des Betriebs einer Strangmaschine der tabakverarbeitenden Industrie soll insbesondere mit wenig Zeitaufwand und sehr sicher geschehen. Ferner ist es eine weitere spezielle Aufgabe der vorliegenden Erfindung, ein entsprechendes Verfahren zur Wiederinbetriebnahme einer Strangmaschine und ein Verfahren zum Entleeren einer Strangmaschine, insbesondere einer Zigarettenstrangmaschine oder einer Filterstrangmaschine der tabakverarbeitenden Industrie dergestalt auszugestalten, daß diese schnell und sicher durchgeführt werden können.It is also a specific object of the invention to develop a device for supplying at least one Hüllstreifens to a feed element in such a way that a safe operation after a business interruption or a tear of the Hüllstreifens, especially when restarting, given. The resumption of the operation of a strand machine of the tobacco processing industry should happen especially with little time and very safe. Furthermore, it is a further specific object of the present invention to design a corresponding method for recommissioning a stranding machine and a method for emptying a stranding machine, in particular a cigarette rod machine or a filter rod machine of the tobacco processing industry such that they can be performed quickly and safely.
Gelöst wird diese Aufgabe durch ein Verfahren zum Betreiben einer Maschine der tabakverarbeitenden Industrie gemäß Anspruch 1.This object is achieved by a method for operating a machine of the tobacco-processing industry according to
Der Erfindung liegt der erfindungsgemäße Gedanke zugrunde, daß zur Verringerung des Anfahrschußes ein Fixieren des Hüllstreifenvorrats bei einem Maschinenstopp bspw: in einem Störungsfall dazu führt, daß bei einem Wiederanfahren der Maschine definiert und ohne Zeitverlust durch manuelles Einfädeln des Hüllstreifens dieser wieder zur Verfügung gestellt werden kann und weitergefördert werden kann. Hierdurch ergibt sich erfindungsgemäß eine Automatisierung des Betriebs der Maschine der täbakverarbeitenden Industrie.The invention is based on the idea according to the invention that to reduce the Anfahrschußes fixing the Hüllstreifenvorrats at a machine stop, for example: in a fault leads to the fact that defined when restarting the machine and without loss of time by manually threading the Hüllstreifens this can be made available again and can be further promoted. This results according to the invention an automation of the operation of the machine of täbakverarbeitenden industry.
Im Rahmen dieser Erfindung bedeutet Fixieren auch insbesondere Halten.In the context of this invention, fixing also means holding in particular.
Wenn der Schritt des Fixierens beim Anhalten wenigstens eines Teils der Maschine durchgeführt wird, wird wenig Hüllmaterial braucht.When the step of fixing is performed upon stopping at least a part of the machine, little wrapping material is needed.
Das Fixieren geschieht hierbei vorzugsweise nach Erhalt eines Stoppsignals und/oder eines Störungssignals. Der Schritt des Weiterförderns geschieht während oder nach dem Anfahren wenigstens eines Teils bzw. des Teils der Maschine, der angehalten wurde.Fixing is preferably done here upon receipt of a stop signal and / or a fault signal. The step of further conveying occurs during or after the start of at least one part or the part of the machine that has been stopped.
Der wenigstens eine Hüllstreifen wird in der Maschine, in einer Zuführvorrichtung fixiert.The at least one wrapping strip is fixed in the machine in a feeder.
Wenn der stromabwärts angeordnete Teil des wenigstens einen Hüllstreifens beim oder nach dem Fixieren abgetrennt wird, kann eine definierte Startposition des Hüllmaterials vorgegeben werden. Der stromabwärts angeordnete Teil des wenigstens einen Hüllstreifens ist in einer Ausführungsform der Erfindung nicht fixiert. In dem letztgenannten Fall ist es vorzugsweise vorgesehen, den stromabwärts angeordneten Teil des Hüllstreifens aus dem Förderweg zu entfernen, bevor der fixierte Teil des Hüllstreifens weitergefördert wird, so daß noch weniger Anfahrschuß erzeugt wird. Zum Weiterfördern wird dann vorzugsweise die Fixierung beendet.If the downstream part of the at least one wrapping strip is separated during or after fixing, a defined starting position of the wrapping material can be predetermined. The downstream part of the at least one wrapping strip is not fixed in one embodiment of the invention. In the latter case, it is preferably provided to remove the downstream portion of the Hüllstreifens from the conveying path, before the fixed part of the Hüllstreifens is further promoted, so that even less starting shot is generated. For further conveying the fixation is then preferably terminated.
Die Aufgabe wird ferner durch eine Vorrichtung zum Zuführen wenigstens eines Hüllstreifens zu einem Zuführelement gelöst, das den wenigstens einen Hüllstreifen zu einem Strang aus rauchbarem Material oder Filtermaterial der tabakverarbeitenden Industrie zuführt, wobei die Vorrichtung ein den wenigstens einen Hüllstreifen zerteilendes Trennelement umfaßt, die dadurch weitergebildet ist, daß ein Fixiermittel vorgesehen ist, mittels dem ein Ende des zerteilten Hüllstreifens fixierbar ist.The object is further achieved by a device for feeding at least one wrapping strip to a feeding element which feeds the at least one wrapping strip to a strand of smokable material or filter material of the tobacco processing industry, the device comprising a separating element dividing the at least one wrapping strip which is further developed thereby in that a fixing means is provided by means of which one end of the divided enveloping strip can be fixed.
Die Erfindung macht sich die erfinderische Idee zu eigen, daß im Falle einer Unterbrechung der Strangproduktion der wenigstens eine Hüllstreifen, bspw. ein Hüllstreifen, oder im Falle einer Doppelstrangmaschine zwei Hüllstreifen, definiert durchtrennt wird, um dann einen Teil zu fixieren. Beim Herunterfahren der Strangmaschine kann dann der verbleibende und nicht mehr benötigte Hüllstreifenteil aus der Maschine sicher entfernt werden, wohingegen beim Wiederanfahren oder der Wiederinbetriebnahme der Strangmaschine der nicht abgeführte Teil des Hüllstreifens, der fixiert wurde, insbesondere automatisch, für die Produktion eines Strangs bzw. mehrerer Stränge Verwendung finden kann.The invention embraces the inventive idea that, in the event of interruption of the strand production, the at least one wrapping strip, for example an enveloping strip or, in the case of a double-stranding machine, two wrapping strips, is severed in a defined manner in order then to fix a part. When shutting down the stranding machine then the remaining and no longer required Hüllstreifenteil can be safely removed from the machine, whereas when restarting or recommissioning the stranding machine, the non-removed portion of the Hüllstreifens that has been fixed, in particular automatically, for the production of one strand or more Strands can be used.
Im Rahmen dieser Erfindung umfaßt der Begriff Fixiermittel auch den Begriff Halteelement oder Haltevorrichtung.In the context of this invention, the term fixing means also includes the term holding element or holding device.
Wenn in einem bevorzugten Ausführungsbeispiel je Hüllstreifen ein Trennelement vorgesehen ist, kann ein sehr schnell arbeitendes Trennelement vorgesehen sein. Vorzugsweise ist das Trennelement ein Messer. In einer alternativen Ausführungsform kann das Trennelement auch ein Laser sein, der mittels wenigstens eines optischen Elements einen fokussierten Laserstrahl auf den Hüllstreifen bringt, so daß dieser durchtrennt wird. Der fokussierte Laserstrahl kann hierbei bewegbar sein, oder als Linie aufgefächert.If, in a preferred embodiment, a separating element is provided per enveloping strip, a very rapidly operating separating element can be provided. Preferably, the separating element is a knife. In an alternative embodiment, the separating element may also be a laser, which brings by means of at least one optical element a focused laser beam on the enveloping strip, so that it is severed. The focused laser beam can be movable here, or fanned out as a line.
In einer besonders bevorzugten Ausführungsform ist das Fixiermittel in dem Trennelement umfaßt. Hierzu kann bspw. das Messer mit einer Haltefläche versehen sein, so daß nach Schneiden des Hüllstreifens bzw. während des Schneidens des Hüllstreifens der Hüllstreifen an dem einen Ende mit der Andrückfläche des Messers an ein weiteres Element, bspw. ein Gegenlager, drückt, so daß der Hüllstreifen entsprechend eingeklemmt gehalten wird. Vorzugsweise ist das Fixiermittel ein mechanisches Element, wie bspw. ein Element, das eine entsprechende Andrückfläche umfaßt. Wenn das Fixiermittel mit Saugluft das eine Ende des zerteilten Hüllstreifens fixiert, ist eine sehr schnell zu realisierende bzw. zu lösende Fixierung möglich.In a particularly preferred embodiment, the fixing agent is included in the separating element. For this example, the knife may be provided with a holding surface, so that after cutting the Hüllstreifens or during the cutting of the Hüllstreifens the Hüllstreifen at one end with the Andrückfläche of the knife to another element, for example. An abutment presses, so that the enveloping strip is kept clamped accordingly. Preferably, the fixing agent is a mechanical element, such as an element comprising a corresponding pressing surface. If the fixing means fixes one end of the divided wrapping strip with suction air, a very fast to be realized or to be solved fixation is possible.
Vorzugsweise ist das Fixiermittel stromaufwärts zum Trennelement angeordnet. Durch diese Maßnahme ist es besonders einfach den verbleibenden Hüllstreifen, der nicht mehr benötigt wird, aus der Maschine zu entfernen.Preferably, the fixing agent is arranged upstream of the separating element. By this measure, it is particularly easy to remove the remaining cover strip, which is no longer needed, from the machine.
Vorzugsweise ist eine Anordnung zum Zuführen von wenigstens einem Hüllstreifen von wenigstens einem Hüllstreifenvorrat zu wenigstens einem Strang aus rauchbarem Material oder Filtermaterial der tabakverarbeitenden Industrie mit wenigstens einem Strangförderer zum Heranfördern und Übergeben des Stranges auf wenigstens ein den wenigstens einen Hüllstreifen förderndes, insbesondere tragendes, Förderelement, das Strang- und Hüllstreifen zu einem Format zum fortlaufenden Umhüllen des Stranges mit dem Hüllstreifen fördert, dadurch weitergebildet; daß zwischen dem wenigstens einen Hüllstreifenvorrat und dem Förderelement eine Vorrichtung der erfindungsgemäßen Art bzw. eine Vorrichtung nach einer vorzugsweisen Ausgestaltung der Erfindung vorgesehen ist.Preferably, an arrangement is provided for feeding at least one wrapping strip from at least one wrapping strip stock to at least one strand of smokable material or filter material of the tobacco processing industry having at least one strand conveyor for conveying and transferring the strand to at least one conveying element conveying the at least one wrapping strip, promotes the strand and wrapping strips to a format for continuous wrapping of the strand with the wrapping strip, thereby further developed; in that a device of the type according to the invention or a device according to a preferred embodiment of the invention is provided between the at least one enveloping strip supply and the conveying element.
Es ist ferner vorzugsweise eine Strangmaschine, insbesondere Filterstrangmaschine oder Zigarettenstrangmaschine, mit wenigstens einer erfindungsgemäßen Vorrichtung oder mit einer erfindungsgemäßen Anordnung wie vorstehend beschrieben, versehen.It is further preferably an extrusion machine, in particular filter strand machine or cigarette rod machine, provided with at least one device according to the invention or with an inventive arrangement as described above.
Die Aufgabe wird ferner durch ein Verfahren zur Wiederinbetriebnahme einer Strangmaschine nach Anspruch 4 gelöst.The object is further achieved by a method for recommissioning a stranding machine according to claim 4.
Im Rahmen dieser Erfindung bedeutet Zuführen des wenigstens einen Hüllstreifens insbesondere den Transport eines Endes bzw. Anfangs des Hüllstreifens von einem Hüllstreifenvorrat zu dem Strang aus rauchbarem Material bzw. den entsprechenden Transport des abgetrennten Teils eines Hüllstreifens. Insbesondere ist auch ein Zuführen zu dem Strang zur Wiederinbetriebnahme der Strangmaschine gemeint. Unter automatisch wird im Rahmen dieser Erfindung insbesondere vollständig oder ausschließlich automatisch verstanden.In the context of this invention, feeding the at least one wrapping strip means in particular the transport of one end of the wrapping strip from a wrapping strip stock to the strand of smokable material or the corresponding transport of the separated part of an enveloping strip. In particular, a supply to the strand for restarting the stranding machine is meant. Under automatically understood in the context of this invention, in particular completely or exclusively automatically.
Das automatische Zuführen geschieht nach einem Lösen eines den wenigstens einen Hüllstreifen wenigstens an einem Ende fixierenden Fixiermittels und damit nach einem Freigeben des wenigstens einen Hüllstreifens. Bei dieser vorzugsweisen Ausgestaltung des erfindungsgemäßen Verfahrens wird davon ausgegangen, daß bei einem Stillstand der Strangmaschine ein Fixiermittel vorgesehen ist, um einen Hüllstreifen zu fixieren, so daß dieser im folgenden bei Wiederinbetriebnahme der Maschine automatisch wieder zugeführt werden kann. Hierbei hält das Fixiermittel, das insbesondere ein Halteelement sein kann, den Hüllstreifen in einer vorgebbaren Position. Vorzugsweise geschieht das Zuführen mittels einer in Zuführrichtung strömenden Transportluft. Durch diese vorzugsweise Ausgestaltung des erfindungsgemäßen Verfahrens ist eine besonders einfache Art des Zuführens gegeben. Wenn der Hüllstreifen auf einer Bobine als Hüllstreifenvorrat angeordnet ist, wird die Bobine angetrieben, um keine zu große Zugkraft bzw. Zuführkraft zu benötigen, mittels der der Hüllstreifen in Richtung Strang zugeführt wird.The automatic feeding takes place after a release of the at least one wrapping strip at least at one end fixing fixing means and thus after releasing the at least one Hüllstreifens. In this preferred embodiment of the method according to the invention, it is assumed that at a standstill of the stranding machine, a fixing is provided to fix an enveloping strip, so that it can be automatically fed back in the following when restarting the machine. In this case, the fixing means, which may in particular be a retaining element, holds the enveloping strip in a predeterminable position. The feeding preferably takes place by means of a transport air flowing in the feed direction. By means of this preferred embodiment of the method according to the invention, a particularly simple type of feeding is provided. If the wrapping strip is arranged on a reel as Hüllstreifenvorrat, the reel is driven so as not to require too much pulling force or feed force, by means of which the cover strip is fed in the direction strand.
Die Aufgabe wird ferner durch ein Verfahren zum Entleeren einer Strangmaschine, insbesondere einer Zigarettenstrangmaschine oder einer Filterstrangmaschine gelöst, wobei ein in einer Zuführvorrichtung sich befindender Hüllstreifen zum Umhüllen eines Strangs aus rauchbarem Material oder Filtermaterial der tabakverarbeitenden Industrie wenigstens teilweise entfernt wird, wobei der Hüllstreifen in der Zuführvorrichtung abgetrennt wird und wobei ein Teil des Hüllstreifens in der Zuführvorrichtung fixiert wird, während der andere abgetrennte Teil aus der Zuführvorrichtung entfernt wird. Durch das erfindungsgemäße Verfahren ist es möglich, definiert einen Teil des Hüllstreifens aus der Strangmaschine zu entfernen, so daß bei einem Wiederanfahren bzw. bei Wiederinbetriebnahme der Strangmaschine dieser Teil des Hüllstreifens nicht stört. Ferner ist es durch das erfindungsgemäße Verfahren möglich, definiert und schnell nach Durchführen des Verfahrens zum Entleeren der Strangmaschine die Strangmaschine wieder in Betrieb zu setzen. Das Entleeren geschieht vorzugsweise durch einen kurzfristigen weiteren Betrieb der Strangmaschine und der damit verbundenen Förderung des Strangs. Das Entleeren kann aber auch mittels Transportluft bzw. Druckluft geschehen.The object is further achieved by a method for emptying a stranding machine, in particular a cigarette rod machine or a filter rod machine, wherein a in a feeder befindendem envelope strip for wrapping a strand of smokable material or filter material of the tobacco processing industry is at least partially removed, wherein the envelope strip in the Feeder is separated and wherein a part of the Hüllstreifens is fixed in the feeder, while the other separated part is removed from the feeder. By the method according to the invention, it is possible to remove a defined part of the Hüllstreifens from the stranding machine, so that when restarting or when restarting the stranding machine, this part of the Hüllstreifens does not bother. Furthermore, it is possible by the inventive method, defined and quickly after putting the method for emptying the strand machine to put the strand machine back into operation. The emptying is preferably done by a short-term further operation of the stranding machine and the associated promotion of the strand. The emptying can also be done by means of transport air or compressed air.
Vorzugsweise wird das Verfahren zum Entleeren einer Strangmaschine nach Erhalt eines Stoppsignals durchgeführt. Dieses Stoppsignal kann bspw. gesendet werden, wenn es Probleme im Saugstrangförderer einer Zigarettenstrangmaschine gibt, wenn bspw. zuviel oder zuwenig Tabak sich am Saugstrangförderer befindet. Ferner kann ein Stoppsignal erzeugt werden, wenn ein Abriß des Hüllstreifens bzw. eines Hüllstreifens geschieht.Preferably, the method of emptying a strand machine after receiving a stop signal is performed. This stop signal can be sent, for example, if there are problems in the suction belt conveyor of a cigarette rod machine, if, for example, too much or too little tobacco is on Saugstrangförderer. Furthermore, a stop signal can be generated when an outline of the envelope or an envelope occurs.
Wenn das Fixieren mechanisch, insbesondere mittels eines Fixiermittels, geschieht, ist ein besonders einfach zu realisierendes Verfahren möglich. Wenn das Fixieren mittels Saugluft geschieht, kann sehr schnell und mit wenig Verschleiß das erfindungsgemäße Verfahren durchgeführt werden. Vorzugsweise ist das Abtrennen ein Abschneiden.If the fixing takes place mechanically, in particular by means of a fixing agent, a method which is particularly easy to implement is possible. If the fixing takes place by means of suction, the process according to the invention can be carried out very quickly and with little wear. Preferably, the severing is a truncation.
Die Erfindung wird ferner durch ein Verfahren zum Betrieb einer Strangmaschine gelöst, wobei zunächst ein erfindungsgemäßes Verfahren zum Entleeren der Strangmaschine Verwendung findet und wobei anschließend ein Verfahren zur Wiederinbetriebnahme der Strangmaschine, wie vorstehend beschrieben, Verwendung findet. Hierbei wird also zum automatischen Wiederanfahren einer Strangmaschine der Hüllstreifen definiert angehalten und der nicht mehr benötigte Teil des Hüllstreifens aus der Maschine entsorgt, wobei anschließend insbesondere der Anfang des Hüllstreifens bereitgestellt wird und dieser wieder zu dem Strang gefördert wird.The invention is further achieved by a method for operating a stranding machine, wherein initially a method according to the invention for emptying the stranding machine is used and wherein subsequently a method for recommissioning the stranding machine, as described above, is used. In this case, therefore, the wrapping strip is stopped in a defined manner for the automatic restarting of a stranding machine and the unwanted part of the wrapping strip is disposed of out of the machine, in which case in particular the beginning of the wrapping strip is provided and this is conveyed back to the strand.
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, auf die im übrigen bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich verwiesen wird. Es zeigen:
- Fig. 1
- eine schematische Seitenansicht eines Teils einer Zigarettenstrangmaschine, bei der Teile im Schnitt dargestellt sind,
- Fig. 2
- einen Teil der in
Fig. 1 dargestellten Elemente in Seitenansicht und zwar in einer schematischen Schnittdarstellung, wobei ein anderer Verfahrenszustand im Vergleich zuFig. 1 dargestellt ist, - Fig. 3
- die Darstellung aus
Fig. 2 in einem anderen Verfahrenszustand, und - Fig. 4
- ein anderes Ausführungsbeispiel einer erfindungsgemäßen Zuführeinrichtung in einer schematischen Schnittdarstellung in Seitenansicht.
- Fig. 1
- FIG. 2 a schematic side view of a part of a cigarette rod machine, in which parts are shown in section, FIG.
- Fig. 2
- a part of in
Fig. 1 shown elements in side view and that in a schematic sectional view, wherein a different state of the method compared toFig. 1 is shown - Fig. 3
- the presentation
Fig. 2 in a different process state, and - Fig. 4
- another embodiment of a feed device according to the invention in a schematic sectional view in side view.
In den folgenden Figuren sind die gleichen Elementen mit denselben Bezugsziffern gekennzeichnet, so daß von einer erneuten Vorstellung jeweils abgesehen wird.In the following figures, the same elements are denoted by the same reference numerals, so that apart from a new idea.
Der Teil der Strangmaschine, der in
Nach Erreichen des Formatbandes 19, das um die Umlenkrolle 30 umgelenkt wird und einem Format 20 zum fortlaufenden Umhüllen des Stranges 12 mit dem Hüllstreifen 10 zugeführt wird, reicht die Reibkraft zwischen dem Formatband 19 und dem Hüllstreifen 10 aus, um diesen im Dauerbetrieb entsprechend zu transportieren. In
Das Messer 13 gelangt in einen Wirkeingriff mit einer Schneidkante 22 zum Schneiden des Hüllstreifens 10, wie schematisch auch in
In
Bei einem Wiederanfahren bzw. Wiederinbetriebnehmen der Strangmaschine, wird zum einen Transportluft 21 in den Kanal eingelassen, der durch den Grundkörper 27 und den Deckel 28 definiert ist. Die Transportluft 21 ist mittels Pfeilen schematisch in
Bei einer ersten Inbetriebnahme der Strangvorrichtung bzw. bei einem Riß des Hüllstreifens stromaufwärts des Trennelements bzw. Fixiermittels, ist es notwendig, den Hüllstreifen 10 manuell in den durch den Deckel 28 und den Grundkörper 27 definierten Kanal einzuführen. Hierzu wird eine Klappe 29 geöffnet, um eine bessere Eingriffsmöglichkeit bzw. Einfädelmöglichkeit für eine Bedienperson vorzusehen.When the strand device is put into operation for the first time or when the wrapping strip is ruptured upstream of the separating element or fixing agent, it is necessary to manually insert the
In
Die erfindungsgemäße Zuführvorrichtung wird nun so betrieben, daß ein Hüllstreifen 10 mittels eines Trennelements 13, 32, 33 zerteilt wird und mittels eines Fixiermittels 13, 14, 16, 24 bei einer Betriebsunterbrechung bzw. bei einem Stopp der Strangmaschine fixiert wird. Der nicht fixierte Teil des Hüllstreifens 10 wird dann aus der Maschine entfernt, indem er mit dem Formatband 19 aus der Maschine herausgefahren wird. Bei einer Wiederinbetriebnahme der Strangmaschine wird die Fixierung gelöst und der Hüllstreifen automatisch zunächst einem Zuführelement 11 zugeführt, um dann in Kontakt mit einem Zigarettenstrang 12 oder einem Filterstrang gebracht zu werden, woraufhin dann eine Zuführung zu einem Format 20 geschieht, in der um den Zigarettenstrang bzw. den Filterstrang der Hüllstreifen umwickelt wird.The feeding device according to the invention is now operated so that an enveloping
Das Abtrennen des Hüllstreifens kann sowohl mit kleinen als auch mit großen Schneidwinkeln erfolgen. Hierbei kann eine Linearbewegung oder eine Schwenkbewegung des Trennelements oder eine Kombination der beiden geschehen. Für den Fall eines eine Laservorrichtung mit einer Fokussieroptik umfassenden Trennelements, wird der fokussierte Laserstrahl geschwenkt oder ein Laserstrahl erzeugt, der einen linear ausgedehnten Fokus umfaßt. Das Fixieren des Hüllstreifens kann sowohl durch eine Art Klemmen oder ein Vakuum bzw. eine Saugluft oder andere Verfahren sowohl einzeln als auch in Kombination mit dem Abtrennen erfolgen. Es ist ferner möglich, das erstmalige Einfädeln des Hüllstreifens so zu gestalten, daß der Hüllstreifen durch einen Luftstrom in die Zuführvorrichtung 1 transportiert wird und dort in einer Vorbereitungsposition abgetrennt und gehalten wird, so daß mit tatsächlichem Anfahren bzw. Inbetriebnehmen der Strangmaschine ein automatisches Zuführen des Hüllstreifens geschehen kann.The separation of the Hüllstreifens can be done both with small and with large cutting angles. In this case, a linear movement or a pivoting movement of the separating element or a combination of the two can be done. In the case of a separator comprising a laser device with focusing optics, the focused laser beam is panned or generates a laser beam comprising a linearly extended focus. The fixing of the Hüllstreifens can be done either by a kind of clamping or a vacuum or a suction or other methods both individually and in combination with the separation. It is also possible to make the initial threading of Hüllstreifens so that the envelope strip is transported by an air flow in the
- 11
- Zuführvorrichtungfeeder
- 1010
- Zigarettenpapiercigarette paper
- 10'10 '
- stromabwärtiger Teil des Zigarettenpapiersdownstream part of the cigarette paper
- 10"10 "
- stromaufwärtiger Teil des Zigarettenpapiersupstream part of the cigarette paper
- 1111
- Umlenkrolle .Pulley.
- 1212
- Tabakstrangtobacco rod
- 1313
- Messerknife
- 1414
- Andrückflächepressing surface
- 1515
- Saugluftsuction
- 1616
- Saugbohrungsuction bore
- 1717
- Bobinereel
- 1818
- StrangförderbandStrand conveyor belt
- 1919
- Formatbandformat tape
- 2020
- Formatformat
- 2121
- Transportlufttransport air
- 2222
- Schneidkantecutting edge
- 2323
- Federfeather
- 2424
- Gegenlagerthrust bearing
- 2525
- Pneumatikzylinder mit StangenführungPneumatic cylinder with rod guide
- 2626
- Befestigungsplattemounting plate
- 2727
- Grundkörperbody
- 2828
- Deckelcover
- 2929
- Klappeflap
- 3030
- Umlenkrolleidler pulley
- 3131
- Gegenlagerthrust bearing
- 3232
- Laservorrichtunglaser device
- 3333
- Fokussieroptikfocusing optics
Claims (20)
- Method for operating a machine of the tobacco processing industry, in which at least one wrapping strip (10), which is provided for wrapping a rod (12) of smokable material or filter material, is fixed in at least one presettable position (14) on its conveying path from a wrapping strip supply (17) to a garniture device (19, 20) of the machine, in order to be subsequently conveyed on from the presettable position (14), wherein the fixing step is carried out upon the stoppage of at least one part of the machine, wherein the conveying-on step takes place during or after the starting of at least one part of the machine, wherein the at least one wrapping strip (10) is fixed in the machine in a feeding apparatus (1).
- Method according to Claim 1, characterised in that the downstream part (10') of the at least one wrapping strip (10) is separated off during or after the fixing.
- Method according to Claim 2, characterised in that the downstream part (10') of the wrapping strip (10) is removed from the conveying path before the fixed part (10") of the wrapping strip (10) is conveyed on.
- Method for the return to service of a rod machine, in which at least one wrapping strip (10) is fed to at least one rod (12) of smokable material or filter material of the tobacco processing industry, in which the rod (12) is brought up by means of a rod conveyor (18) and fed to at least one conveying element (19) conveying the at least one wrapping strip (10), in which rod (12) and wrapping strip (10) are conveyed to a garniture (20) for the continuous wrapping of the rod (12) with the wrapping strip (10), wherein the feeding of the at least one wrapping strip (10) takes place automatically, characterised in that the automatic feeding takes place after a releasing of a fixing means (13, 14, 16) fixing the at least one wrapping strip (10) and hence after a freeing of the at least one wrapping strip (10).
- Method according to one or more of Claims 1 to 4, charcterised in that the feeding preferably takes place by means of transporting air (21) flowing in the feeding direction.
- Method for automatically starting a rod machine, in particular a cigarette rod machine or a filter rod machine, comprising a method according to one or more of Claims 4 to 5.
- Method for emptying a rod machine, in particular a cigarette rod machine or filter rod machine, in which a wrapping strip (10), located in a feeding apparatus (1), for wrapping a rod (12) of smokable material or filter material of the tobacco processing industry is at least partly removed, characterised in that the wrapping strip (10) is separated in the feeding apparatus (1) and in that a part of the wrapping strip (10) is fixed in the feeding apparatus (1), while the other separated-off part is removed from the feeding apparatus (1).
- Method according to one or more of Claims 1 to 3 or 7, characterised in that the fixing takes place mechanically, in particular by means of a fixing means (13, 14, 16).
- Method according to one or more of Claims 1 to 3, 7 or 8, characterised in that the fixing takes place by means of suction air (15).
- Method according to one or more of Claims 1 to 3, 7 to 9, characterised in that the separating is a cutting-off.
- Method for operating a rod machine, in which firstly a method for emptying the rod machine according to one or more of Claims 7 to 10 is used, and in which subsequently, for the return to service of the rod machine, a method according to one or more of Claims 4 to 6 is used.
- Apparatus for feeding at least one wrapping strip (10) to a feeding element (11) which feeds the at least one wrapping strip (10) to a rod (12) of smokable material or filter material of the tobacco processing industry, the apparatus comprising a separating element (13) dividing the at least one wrapping strip (10), characterised in that a fixing means (13, 14, 16) is provided, by means of which one end of the divided wrapping strip (10) can be fixed.
- Feeding apparatus according to Claim 12, characterised in that one separating element (13) is provided per wrapping strip (10).
- Feeding apparatus according to Claim 12 and/or 13, characterised in that the separating element (13) is a knife.
- Feeding apparatus according to one or more of Claims 12 to 14, characterised in that the fixing means (13, 14, 16) is included in the separating element (13).
- Feeding apparatus according to one or more of Claims 12 to 15, characterised in that the fixing means (13, 14, 16) is a mechanical element.
- Feeding apparatus according to one or more of Claims 12 to 16, characterised in that the fixing means (13, 14, 16) fixes one end of the divided wrapping strip (10) by means of suction air (15).
- Feeding apparatus according to one or more of Claims 12 to 17, characterised in that the fixing means (14, 16) is arranged upstream of the separating element (13).
- Arrangement for feeding at least one wrapping strip (10) from at least one wrapping strip supply (17) to at least one rod (12) of smokable material or filter material of the tobacco processing industry with at least one rod conveyor (18) for bringing up and transferring the rod (12) to at least one conveying element (19) conveying the at least one wrapping strip (10), which conveying element conveys rod (12) and wrapping strip (10) to a garniture (20) for the continuous wrapping of the rod (12) with the wrapping strip (10), characterised in that an apparatus (1) according to one or more of Claims 12 to 18 is provided between the at least one wrapping strip supply (17) and the conveying element (19).
- Rod machine, in particular filter rod machine or cigarette rod machine, with at least one apparatus according to one or more of Claims 12 to 18, or with an arrangement according to Claim 19.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10205055A DE10205055A1 (en) | 2002-02-07 | 2002-02-07 | Method and device for conveying an enveloping strip in a machine of the tobacco processing industry |
| DE10205055 | 2002-02-07 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1334666A2 EP1334666A2 (en) | 2003-08-13 |
| EP1334666A3 EP1334666A3 (en) | 2004-12-08 |
| EP1334666B1 EP1334666B1 (en) | 2006-03-01 |
| EP1334666B2 true EP1334666B2 (en) | 2009-10-14 |
Family
ID=27588471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02029106A Expired - Lifetime EP1334666B2 (en) | 2002-02-07 | 2003-01-01 | Method and apparatus for transporting a paper web in a machine for the tobacco industry |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US7210486B2 (en) |
| EP (1) | EP1334666B2 (en) |
| JP (1) | JP4384858B2 (en) |
| CN (1) | CN1325348C (en) |
| AT (1) | ATE318526T1 (en) |
| DE (2) | DE10205055A1 (en) |
| ES (1) | ES2257503T3 (en) |
| PL (1) | PL209155B1 (en) |
Families Citing this family (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7073514B2 (en) * | 2002-12-20 | 2006-07-11 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US7448390B2 (en) * | 2003-05-16 | 2008-11-11 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US7275548B2 (en) * | 2001-06-27 | 2007-10-02 | R.J. Reynolds Tobacco Company | Equipment for manufacturing cigarettes |
| US7234471B2 (en) * | 2003-10-09 | 2007-06-26 | R. J. Reynolds Tobacco Company | Cigarette and wrapping materials therefor |
| US7077145B2 (en) * | 2002-12-20 | 2006-07-18 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US7275549B2 (en) * | 2002-12-20 | 2007-10-02 | R.J. Reynolds Tobacco Company | Garniture web control |
| US20040122547A1 (en) * | 2002-12-20 | 2004-06-24 | Seymour Sydney Keith | Equipment and methods for manufacturing cigarettes |
| US7281540B2 (en) * | 2002-12-20 | 2007-10-16 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US7117871B2 (en) * | 2002-12-20 | 2006-10-10 | R.J. Reynolds Tobacco Company | Methods for manufacturing cigarettes |
| US7195019B2 (en) * | 2002-12-20 | 2007-03-27 | R. J. Reynolds Tobacco Company | Equipment for manufacturing cigarettes |
| US7276120B2 (en) * | 2003-05-16 | 2007-10-02 | R.J. Reynolds Tobacco Company | Materials and methods for manufacturing cigarettes |
| US7047982B2 (en) * | 2003-05-16 | 2006-05-23 | R.J. Reynolds Tobacco Company | Method for registering pattern location on cigarette wrapping material |
| US7434585B2 (en) * | 2003-11-13 | 2008-10-14 | R. J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US7296578B2 (en) | 2004-03-04 | 2007-11-20 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| US7479098B2 (en) | 2005-09-23 | 2009-01-20 | R. J. Reynolds Tobacco Company | Equipment for insertion of objects into smoking articles |
| US20080017203A1 (en) * | 2006-07-19 | 2008-01-24 | Barry Smith Fagg | Apparatus and methods for manufacturing cigarette tubes |
| US7740019B2 (en) * | 2006-08-02 | 2010-06-22 | R.J. Reynolds Tobacco Company, Inc. | Equipment and associated method for insertion of material into cigarette filters |
| US7789089B2 (en) | 2006-08-04 | 2010-09-07 | R. J. Reynolds Tobacco Company | Filtered cigarette possessing tipping material |
| US8171941B2 (en) * | 2007-02-26 | 2012-05-08 | R. J. Reynolds Tobacco Company | Cigarette customization apparatus and associated method |
| US7972254B2 (en) | 2007-06-11 | 2011-07-05 | R.J. Reynolds Tobacco Company | Apparatus for inserting objects into a filter component of a smoking article, and associated method |
| US7836897B2 (en) * | 2007-10-05 | 2010-11-23 | R.J. Reynolds Tobacco Company | Cigarette having configured lighting end |
| US7967018B2 (en) * | 2007-11-01 | 2011-06-28 | R.J. Reynolds Tobacco Company | Methods for sculpting cigarettes, and associated apparatuses |
| US8186359B2 (en) | 2008-02-01 | 2012-05-29 | R. J. Reynolds Tobacco Company | System for analyzing a filter element associated with a smoking article, and associated method |
| WO2009122715A1 (en) | 2008-03-31 | 2009-10-08 | 日本電産サンキョー株式会社 | Card reader and processing method thereof |
| CN102046033B (en) | 2008-05-21 | 2013-12-04 | R.J.雷诺兹烟草公司 | Apparatus and associated method for forming a filter component of a smoking article |
| US8079369B2 (en) | 2008-05-21 | 2011-12-20 | R.J. Reynolds Tobacco Company | Method of forming a cigarette filter rod member |
| US8613284B2 (en) | 2008-05-21 | 2013-12-24 | R.J. Reynolds Tobacco Company | Cigarette filter comprising a degradable fiber |
| US20100059074A1 (en) * | 2008-09-05 | 2010-03-11 | R. J. Reynolds Tobacco Company | Inspection System for a Smoking Article Having an Object Inserted Therein, and Associated Method |
| US8308623B2 (en) * | 2008-10-28 | 2012-11-13 | R.J. Reynolds Tobacco Company | Apparatus for enhancing a filter component of a smoking article, and associated method |
| US20100108081A1 (en) * | 2008-10-31 | 2010-05-06 | Leigh Ann Blevins Joyce | Filtered cigarette with flavored tipping material |
| US20100108084A1 (en) * | 2008-10-31 | 2010-05-06 | Norman Alan B | Filtered cigarette with diffuse tipping material |
| US8522515B2 (en) * | 2009-01-26 | 2013-09-03 | R.J. Reynolds Tobacco Company | Method and apparatus for customizing cigarette packages |
| US8262550B2 (en) | 2009-03-19 | 2012-09-11 | R. J. Reynolds Tobacco Company | Apparatus for inserting objects into a filter component of a smoking article |
| US8808153B2 (en) * | 2009-07-14 | 2014-08-19 | Aiger Group Ag | Apparatus for assembly of multi-segment rod-like articles |
| US8434498B2 (en) | 2009-08-11 | 2013-05-07 | R. J. Reynolds Tobacco Company | Degradable filter element |
| US8997755B2 (en) | 2009-11-11 | 2015-04-07 | R.J. Reynolds Tobacco Company | Filter element comprising smoke-altering material |
| US9131730B2 (en) | 2010-01-07 | 2015-09-15 | Aiger Group Ag | System and apparatus for registration of different objects in rod shaped articles |
| US8760508B2 (en) * | 2010-01-13 | 2014-06-24 | R.J. Reynolds Tobacco Company | Filtered smoking article inspection system, and associated method |
| US20110180084A1 (en) | 2010-01-27 | 2011-07-28 | R.J. Reynolds Tobacco Company | Apparatus and associated method for forming a filter component of a smoking article |
| US9445627B2 (en) | 2010-04-23 | 2016-09-20 | R. J. Reynolds Tobacco Company | Tobacco rod manufacturing apparatus |
| US20110271968A1 (en) | 2010-05-07 | 2011-11-10 | Carolyn Rierson Carpenter | Filtered Cigarette With Modifiable Sensory Characteristics |
| US8950407B2 (en) | 2010-06-30 | 2015-02-10 | R.J. Reynolds Tobacco Company | Degradable adhesive compositions for smoking articles |
| WO2012012053A1 (en) | 2010-06-30 | 2012-01-26 | R.J. Reynolds Tobacco Company | Biodegradable cigarette filter |
| US20120000481A1 (en) | 2010-06-30 | 2012-01-05 | Dennis Potter | Degradable filter element for smoking article |
| US20120000480A1 (en) | 2010-06-30 | 2012-01-05 | Sebastian Andries D | Biodegradable cigarette filter |
| US20120017925A1 (en) | 2010-06-30 | 2012-01-26 | Sebastian Andries D | Degradable cigarette filter |
| US8720450B2 (en) | 2010-07-30 | 2014-05-13 | R.J. Reynolds Tobacco Company | Filter element comprising multifunctional fibrous smoke-altering material |
| US8622882B2 (en) | 2010-09-27 | 2014-01-07 | Aiger Group Ag | Apparatus and method for insertion of capsules into filter tows |
| US8475348B2 (en) | 2010-09-28 | 2013-07-02 | Aiger Group Ag | Apparatus and method for assembly of multi-segment rod-like articles |
| US20120120229A1 (en) | 2010-11-16 | 2012-05-17 | Rj Reynolds Tobacco Company | Cigarette package inspection system, and associated method |
| DE102010063523A1 (en) * | 2010-12-20 | 2012-06-21 | Hauni Maschinenbau Ag | Perforation of cigarettes |
| DE102011006121A1 (en) * | 2011-03-25 | 2012-09-27 | Hauni Maschinenbau Ag | Commissioning of a machine of the tobacco processing industry |
| US8973588B2 (en) | 2011-07-29 | 2015-03-10 | R.J. Reynolds Tobacco Company | Plasticizer composition for degradable polyester filter tow |
| US10064429B2 (en) | 2011-09-23 | 2018-09-04 | R.J. Reynolds Tobacco Company | Mixed fiber product for use in the manufacture of cigarette filter elements and related methods, systems, and apparatuses |
| US20130085052A1 (en) | 2011-09-29 | 2013-04-04 | R. J. Reynolds Tobacco Company | Apparatus for Inserting Microcapsule Objects into a Filter Element of a Smoking Article, and Associated Method |
| US8831764B2 (en) | 2011-10-17 | 2014-09-09 | R. J. Reynolds Tobacco Company | Cigarette package coding system and associated method |
| US20130167849A1 (en) | 2011-12-28 | 2013-07-04 | Balager Ademe | Method of tipping for smoking article |
| US20130167851A1 (en) | 2011-12-28 | 2013-07-04 | Balager Ademe | Method of filter assembly for smoking article |
| US9854833B2 (en) | 2012-02-16 | 2018-01-02 | R. J. Reynolds Tobacco Company | Apparatus and associated method for forming a filter component of a smoking article |
| DE102012204449A1 (en) * | 2012-03-20 | 2013-09-26 | Hauni Maschinenbau Ag | Forming device of a strand machine of the tobacco processing industry |
| US9179709B2 (en) | 2012-07-25 | 2015-11-10 | R. J. Reynolds Tobacco Company | Mixed fiber sliver for use in the manufacture of cigarette filter elements |
| AT513412B1 (en) | 2012-09-17 | 2014-07-15 | Tannpapier Gmbh | Tipping paper |
| US9664570B2 (en) | 2012-11-13 | 2017-05-30 | R.J. Reynolds Tobacco Company | System for analyzing a smoking article filter associated with a smoking article, and associated method |
| GB201222438D0 (en) | 2012-12-13 | 2013-01-23 | British American Tobacco Co | Apparatus for processing a moving web of material |
| US9844232B2 (en) | 2014-03-11 | 2017-12-19 | R.J. Reynolds Tobacco Company | Smoking article inspection system and associated method |
| US10063814B2 (en) | 2014-03-12 | 2018-08-28 | R.J. Reynolds Tobacco Company | Smoking article package inspection system and associated method |
| WO2016028566A1 (en) | 2014-08-20 | 2016-02-25 | R. J. Reynolds Tobacco Company | Seam-sealing adhesive application apparatus and associated method |
| US20160073686A1 (en) | 2014-09-12 | 2016-03-17 | R.J. Reynolds Tobacco Company | Tobacco-derived filter element |
| US20160120213A1 (en) | 2014-10-31 | 2016-05-05 | R. J. Reynolds Tobacco Company | Tobacco product component recovery system |
| DE102017106133A1 (en) * | 2017-03-22 | 2018-09-27 | Hauni Maschinenbau Gmbh | Method for controlling a strand cutter and strand machine of the tobacco processing industry |
| US10492522B2 (en) | 2017-05-03 | 2019-12-03 | R.J. Reynolds Tobacco Company | Flavored menthol-containing objects for application to smoking article components |
| DE102017007457A1 (en) * | 2017-08-08 | 2019-02-14 | Hauni Maschinenbau Gmbh | Heating unit for an HNB tobacco article and method of making a heating unit |
| US11388927B2 (en) | 2018-04-05 | 2022-07-19 | R.J. Reynolds Tobacco Company | Cigarette filter object insertion apparatus and associated method |
| US11033049B2 (en) | 2018-08-01 | 2021-06-15 | R.J. Reynolds Tobacco Company | Apparatus for recovering tobacco material and related method |
| US11533946B2 (en) | 2020-06-22 | 2022-12-27 | R. J. Reynolds Tobacco Co. | Systems and methods for determining a characteristic of a smoking article |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1056576B (en) * | 1976-01-14 | 1982-02-20 | Amf Sasib Soc Per Azioni Scipi | QUICK-JOINER DEVICE OF THE PAPER TAPE OF ENVELOPE IN CONTINUOUS CIGARETTE PACKAGING MACHINES |
| US4371418A (en) * | 1980-12-22 | 1983-02-01 | British-American Tobacco Company Limited | Feeding web material |
| US4901740A (en) * | 1982-12-27 | 1990-02-20 | Korber Ag | Apparatus for threading webs in cigarette rod making machines and the like |
| IT1186553B (en) * | 1985-01-16 | 1987-12-04 | Gd Spa | TAPE PAPER FEEDING DEVICE IN A CIGARETTE PACKING MACHINE |
| IT1187338B (en) * | 1985-03-19 | 1987-12-23 | Gd Spa | TAPE GUIDE DEVICE PARTICULARLY FOR A CIGARETTE PACKING MACHINE |
| DE4236646A1 (en) * | 1992-10-30 | 1994-05-05 | Hauni Werke Koerber & Co Kg | Device for feeding an enveloping strip |
| IT1300026B1 (en) | 1998-05-13 | 2000-04-04 | Gd Spa | UNIT FOR FEEDING A BELT MATERIAL TO A USER MACHINE. |
| EP1196279A4 (en) * | 1999-05-24 | 2002-08-14 | Bretting C G Mfg Co Inc | Web retention apparatus and method for cutoff blade |
-
2002
- 2002-02-07 DE DE10205055A patent/DE10205055A1/en not_active Ceased
-
2003
- 2003-01-01 AT AT02029106T patent/ATE318526T1/en not_active IP Right Cessation
- 2003-01-01 ES ES02029106T patent/ES2257503T3/en not_active Expired - Lifetime
- 2003-01-01 EP EP02029106A patent/EP1334666B2/en not_active Expired - Lifetime
- 2003-01-01 DE DE50302488T patent/DE50302488D1/en not_active Expired - Lifetime
- 2003-01-30 PL PL358522A patent/PL209155B1/en unknown
- 2003-01-31 US US10/355,005 patent/US7210486B2/en not_active Expired - Fee Related
- 2003-02-03 JP JP2003026216A patent/JP4384858B2/en not_active Expired - Lifetime
- 2003-02-08 CN CNB031042228A patent/CN1325348C/en not_active Expired - Fee Related
-
2006
- 2006-06-27 US US11/474,989 patent/US20060243289A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004000145A (en) | 2004-01-08 |
| US20060243289A1 (en) | 2006-11-02 |
| PL358522A1 (en) | 2003-08-11 |
| EP1334666A3 (en) | 2004-12-08 |
| ATE318526T1 (en) | 2006-03-15 |
| EP1334666B1 (en) | 2006-03-01 |
| DE10205055A1 (en) | 2003-08-14 |
| DE50302488D1 (en) | 2006-04-27 |
| CN1325348C (en) | 2007-07-11 |
| PL209155B1 (en) | 2011-07-29 |
| US20030145866A1 (en) | 2003-08-07 |
| US7210486B2 (en) | 2007-05-01 |
| EP1334666A2 (en) | 2003-08-13 |
| ES2257503T3 (en) | 2006-08-01 |
| JP4384858B2 (en) | 2009-12-16 |
| CN1436710A (en) | 2003-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1334666B2 (en) | Method and apparatus for transporting a paper web in a machine for the tobacco industry | |
| DE69405151T2 (en) | Device for cutting a material web to a certain length and for dispensing it | |
| DE3811138C2 (en) | ||
| DE3150648A1 (en) | TAPE SPLICING DEVICE | |
| DE2938685A1 (en) | BOBINE CHANGING DEVICE | |
| EP1800551A2 (en) | Rod cutting device, rod material discharging device and method of operating a rod making device of the tobacco processing industry | |
| DE202014101735U1 (en) | Splicing device for splicing cord tape strips, in particular steel cord or textile cord | |
| DE69209221T2 (en) | Device for connecting web ends | |
| DE69208019T2 (en) | Device for automatically changing bobbins | |
| DE2750913C2 (en) | Method and device for connecting textile threads | |
| EP1221288B1 (en) | Method and device for replacing a knife in a cutting apparatus | |
| DE4122411C2 (en) | Process for replacing and adjusting pre-printed strip material in a production machine | |
| EP3002116B1 (en) | Splicing device for blunt splicing of an adhesive strip | |
| DE102013104978B4 (en) | Machine for winding web-shaped materials | |
| DE202022001848U1 (en) | Device for connecting two webs of material, each running off a bobbin | |
| EP1179630B1 (en) | Method and device for making paper rolls | |
| DE202013103082U1 (en) | Scissors for cutting Cordband, in particular steel or Textilcord, for the production of a tire | |
| EP0114200B1 (en) | Device for joining the terminal end of a web wound onto a roll to the lead end of the web of a new roll | |
| EP1151947B1 (en) | Method for leading several partial webs being cut from one web onto partial rolls and winding device | |
| EP1529450B1 (en) | Method and apparatus for producing at least two fibre strands for the tobacco industry | |
| DE2023100B2 (en) | Method and apparatus for producing a connection between a running strip and a newly provided strip | |
| EP1488711B1 (en) | Process and apparatus for operating a machine of the tobacco processing industry | |
| DE102014109516B4 (en) | Slitter for cutting a cord band | |
| DE102022119207A1 (en) | Method and device for connecting two material webs running from a reel | |
| DE102023107801A1 (en) | Device and method for connecting two metal-containing material webs of finite length, each running from a reel, to form an endless material web that can be used for uninterrupted production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17P | Request for examination filed |
Effective date: 20050507 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060301 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50302488 Country of ref document: DE Date of ref document: 20060427 Kind code of ref document: P |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060601 |
|
| 26 | Opposition filed |
Opponent name: G.D SOCIETA PER AZIONI Effective date: 20060515 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: G.D SOCIETA PER AZIONI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060801 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2257503 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090116 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090130 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070101 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060902 |
|
| 27A | Patent maintained in amended form |
Effective date: 20091014 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090119 Year of fee payment: 7 |
|
| NLR2 | Nl: decision of opposition |
Effective date: 20091014 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100125 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100131 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140123 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150101 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50302488 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN DE JURIDISCHE ENTITEIT; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20160809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190131 Year of fee payment: 17 Ref country code: NL Payment date: 20190129 Year of fee payment: 17 Ref country code: DE Payment date: 20190131 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50302488 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200801 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200101 |