EP1262316A1 - Method and apparatus for making a printing plate - Google Patents
Method and apparatus for making a printing plate Download PDFInfo
- Publication number
- EP1262316A1 EP1262316A1 EP01112706A EP01112706A EP1262316A1 EP 1262316 A1 EP1262316 A1 EP 1262316A1 EP 01112706 A EP01112706 A EP 01112706A EP 01112706 A EP01112706 A EP 01112706A EP 1262316 A1 EP1262316 A1 EP 1262316A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- printing form
- track
- form blank
- beams
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000007639 printing Methods 0.000 title claims description 155
- 239000000463 material Substances 0.000 claims abstract description 22
- 230000001678 irradiating effect Effects 0.000 claims abstract description 4
- 230000005855 radiation Effects 0.000 claims description 21
- 239000002861 polymer material Substances 0.000 claims description 13
- 230000003287 optical effect Effects 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 239000013013 elastic material Substances 0.000 claims description 6
- 238000012545 processing Methods 0.000 description 8
- 239000007787 solid Substances 0.000 description 3
- 238000005422 blasting Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 229940082150 encore Drugs 0.000 description 2
- 210000001624 hip Anatomy 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000010345 tape casting Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000004087 circulation Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/02—Engraving; Heads therefor
- B41C1/04—Engraving; Heads therefor using heads controlled by an electric information signal
- B41C1/05—Heat-generating engraving heads, e.g. laser beam, electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41B—MACHINES OR ACCESSORIES FOR MAKING, SETTING, OR DISTRIBUTING TYPE; TYPE; PHOTOGRAPHIC OR PHOTOELECTRIC COMPOSING DEVICES
- B41B19/00—Photoelectronic composing machines
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Photosensitive Polymer And Photoresist Processing (AREA)
- Laser Beam Processing (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Printing Methods (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Herstellung einer
Druckform gemäß den Ansprüchen 1 und 21. Bei der Druckform kann es
sich z. B. um eine flexible bzw. Flexodruckform handeln, die als Hochdruckoder
Tiefdruckform arbeiten kann.The invention relates to a method and an apparatus for producing a
Printing form according to
Es ist bereits allgemein bekannt, zur Herstellung einer Flexodruckform mit Hilfe eines herkömmlichen CO2-Lasers Material direkt aus einer Druckplatte herauszubrennen, die etwa eine Polymerplatte sein kann, um auf diese Weise in der Druckplatte ein Relief zu erzeugen. Bei diesem Verfahren wird der CO2-Laser permanent leistungsmoduliert, um auf diese Weise das Relief begrenzende Ausnehmungen in der Oberfläche der Druckplatte zu erhalten.It is already generally known to use a conventional CO 2 laser to burn material directly out of a printing plate, which can be a polymer plate, for example, in order to produce a relief in this way in the printing plate in order to produce a flexographic printing plate. In this method, the CO 2 laser is permanently power-modulated in order to obtain recesses in the surface of the printing plate that limit the relief.
Ferner ist es aus der PCT/EP96/05277 bereits bekannt, zur Herstellung einer Flexodruckform zwei Laserstrahlenquellen zu verwenden, um mit der ersten Laserstrahlenquelle feine Strukturen eines gewünschten Profils herzustellen, während mit der zweiten Laserstrahlenquelle tiefer liegende Bereiche im Profil erzeugt werden.Furthermore, it is already known from PCT / EP96 / 05277 for the production of a Flexographic printing form to use two laser beam sources to match the first Laser beam source to produce fine structures of a desired profile, while with the second laser beam source deeper areas in profile be generated.
Zum Stand der Technik gehören ferner Verfahren, um kleine Rasterpunkte in einem Relief tiefer zu legen. Dies geschieht dadurch, daß fokussierte Strahlen eng nebeneinander versetzt auf entsprechende Bereiche auftreffen und das Material in Übereinstimmung mit dem fokussierten Verlauf der Strahlen abtragen. Es ergibt sich dann eine Art Kegel, dessen Kegelspitze mehr oder weniger tief im Relief liegt. Wird beim späteren Druck unterhalb der Druckform eine Zugabe angeordnet, also eine Art Unterlage, so kann durch diese Unterlage die Kegelspitze wieder in den Bereich der Druckfläche angehoben werden. Druckmaterial haftet an dieser Kegelspitze aber nur schlecht, so daß sich ein unsauberes Druckbild ergibt. Rasterpunkte darstellende Kegelspitzen dieser Art werden z. B. in der Umgebung von Vollflächen vorgesehen, um die Vollflächen im späteren Druck besser hervorheben zu können. Unterhalb einer Vollfläche kommt beim späteren Druck die genannte Unterlage zu liegen, um beim Drucken einen hohen Anpreßdruck zu erhalten. Würde man die Tiefe der die Vollfläche umgebenden Rasterpunkte nicht zuvor verringern, würden sich diese zu stark gegen die spätere Druckfläche drücken und verbiegen, was ebenfalls das Druckbild verschlechtern würde. The prior art also includes methods for inserting small halftone dots to lower a relief. This happens because of focused rays striking each other in corresponding areas and that Remove material in accordance with the focused course of the rays. The result is a kind of cone, the cone tip of which is more or less is deep in relief. Will later be printed below the printing form an encore arranged, so a kind of pad, so can through this pad the cone tip can be raised again in the area of the pressure surface. Printing material adheres poorly to this cone tip, so that an unclean print image results. Cone tips representing halftone dots this type z. B. provided in the area of solid areas to the To be able to better emphasize solid areas in later printing. Below one Full surface comes to lie on the underlay mentioned when printing later, to get a high contact pressure when printing. Would you like the depth of the halftone dots surrounding the full surface would not decrease beforehand they press and bend too much against the subsequent printing surface, which would also degrade the printed image.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Herstellung einer Druckform, insbesondere einer Flexodruckform anzugeben, mit dem sich beim späteren Druck anzuhebende feine Reliefstrukturen so herstellen lassen, daß sie zu einem einwandfreien Druckbild führen. Darüber hinaus soll eine entsprechende Vorrichtung zur Herstellung solcher Druckformen geschaffen werden.The invention has for its object a method for producing a Specify printing form, in particular a flexographic printing form with which have fine relief structures to be produced during subsequent printing be made in such a way that they lead to a perfect printed image. Beyond that created a corresponding device for producing such printing forms become.
Eine verfahrensseitige Lösung der gestellten Aufgabe findet sich im Anspruch
1. Dagegen findet sich eine vorrichtungsseitige Lösung der gestellten Aufgabe
im Anspruch 21. Vorteilhafte Ausgestaltungen der Erfindung sind den jeweils
nachgeordneten Unteransprüchen zu entnehmen.A procedural solution to the task can be found in the
Bei einem Verfahren zur Herstellung einer Druckform wird in die Oberfläche eines Druckformrohlings ein Relief dadurch eingebracht, daß Material des Druckformrohlings entlang von Spuren bereichsweise durch Strahlung abgetragen wird, um dadurch Ausnehmungen zu bilden, zwischen denen Plateaus zu liegen kommen. Erfindungsgemäß wird nun auch die zwischen den Ausnehmungen liegende Oberfläche des Druckformrohlings durch Strahlung so abgetragen, daß dadurch tiefer liegende Plateaus erhalten werden.One method of making a printing form is in the surface of a printing blank, a relief is introduced in that material of Printing form blanks removed along traces by radiation to form recesses between which plateaus come to rest. According to the invention, there is now also between the recesses lying surface of the printing form blank by radiation so ablated that lower plateaus are obtained.
Anders als beim zuletzt beschriebenen Stand der Technik werden also feine und später anzuhebende Rasterpunkte im Relief nicht dadurch erzeugt, daß durch kegelförmige und eng benachbarte Strahlen mehr oder weniger tief liegende Kegelspitzen im Relief gebildet werden, sondern daß zwischen den jeweiligen Ausnehmungen vorhandene und zunächst in der Oberfläche des Druckformrohlings liegende Ausgangsplateaus mehr oder weniger gleichmäßig in ihrer Tiefe verringert werden, um tiefer liegende Plateaus zu erhalten, deren Plateaufläche nach wie vor mehr oder weniger parallel zur Oberfläche des Druckformrohlings zu liegen kommt. Werden beim späteren Druck diese Plateaus angehoben, und zwar in die Druckfläche, so bleibt an ihnen genügend Druckmaterial haften, um ein sauberes Druckbild zu erhalten. In dieser Weise wird verfahren, wenn z. B. eine relativ große Vollfläche von einem feinen Raster umgeben wird, um die Vollfläche besser hervorzuheben.In contrast to the state of the art described last, fine and raster points to be raised later in the relief are not produced by the fact that due to conical and closely adjacent rays more or less deep Cone tips are formed in relief, but that between the respective Recesses existing and initially in the surface of the Printing plate blank lying plateaus more or less evenly be reduced in depth in order to maintain deeper plateaus, whose plateau surface is still more or less parallel to the surface of the printing form blank comes to rest. If they are printed later Raised plateaus in the printing area, so there is enough left on them Stick the print material to get a clean print image. In this Way is proceeded when z. B. a relatively large full area of a fine Grid is surrounded to better emphasize the full area.
Nach einer Ausgestaltung der Erfindung kann zur Einstellung der Tiefe der tiefer liegenden Plateaus die zwischen den Ausnehmungen liegende Oberfläche des Druckformrohlings durch in ihrer Intensität bzw. Leistung entsprechend angepaßte Strahlung abgetragen werden. Sollen also die zwischen den Ausnehmungen liegenden Plateaus über eine größere Tiefe weggebrannt werden, muß die Intensität bzw. Leistung des Strahls erhöht werden, und umgekehrt.According to one embodiment of the invention, the depth of the lower lying plateaus the surface lying between the recesses of the printing form blank in accordance with its intensity or performance adapted radiation are removed. So should those between the Recesses lying plateaus are burned away over a greater depth, the intensity or power of the beam must be increased, and vice versa.
Nach einer anderen Ausgestaltung der Erfindung kann zur Einstellung der Tiefe der tiefer liegenden Plateaus die zwischen den Ausnehmungen liegende Oberfläche des Druckformrohlings auch durch mehrmaliges Bestrahlen abgetragen werden. Dieses mehrmalige Bestrahlen des Druckformrohlings im Bereich der Plateaus zur Erzeugung der tiefer liegenden Plateaus erfolgt also zeitlich versetzt bzw. nacheinander, so daß ein tiefer liegendes Plateau quasi durch wiederholtes Abschälen des Druckformmaterials erhalten wird.According to another embodiment of the invention, the Depth of the lower plateaus is the one between the recesses Surface of the printing form blank also removed by repeated irradiation become. This repeated irradiation of the printing form blank in the area the plateaus for generating the lower lying plateaus thus take place staggered in time or one after the other, so that a lower lying plateau virtually is obtained by repeatedly peeling off the printing plate material.
Da die tiefer liegenden Plateaus der Reliefstruktur durch wiederholtes Bestrahlen bzw. Wegbrennen herausgearbeitet werden, kann die Strahlleistung relativ gering sein, was es mit sich bringt, daß auch sehr schnelle Modulatoren zum Ein- und Ausschalten der Strahlleistung zum Einsatz kommen können, bei deren Verwendung die Strahlleistung gerade begrenzt werden muß, um die Modulatoren vor Zerstörung zu bewahren, etwa akustooptische Modulatoren. Durch wiederholtes und damit relativ sanftes Abtragen der Plateaus wird auch erreicht, daß sich das Druckformmaterial nach jeden Abtragungsvorgang wieder abkühlt, bevor es erneut abgetragen wird, was dazu führt, daß sich das Druckformmaterial in dem Plateaubereich nicht so stark aufheizt und damit das Relief ausgesprochen exakt bzw. formgetreu ausgebildet werden kann. Zwischen den einzelnen Abbrennvorgängen kann der Materialabtrag auch abgeführt werden, z. B. abgesaugt werden, was ein genaueres Arbeiten beim nächsten Abtragvorgang ermöglicht und zu qualitativ besseren Strukturen führt.Because the lower plateaus of the relief structure by repeated irradiation or burning away can be worked out, the beam power be relatively small, which means that even very fast modulators can be used to switch the beam power on and off, when using the beam power must be limited, to prevent the modulators from being destroyed, such as acousto-optic modulators. By repeated and therefore relatively gentle removal of the plateaus it is also achieved that the printing plate material after each removal process cools down again before it is removed again, which leads to that the printing form material does not heat up so much in the plateau region and thus the relief is extremely precise and true to form can be. The material can be removed between the individual burning processes also be dissipated, e.g. B. be sucked off, which is a more accurate Working at the next removal process enables and better quality Structures leads.
Dabei kann das Bestrahlen der Plateaus entlang einer jeweiligen Spur mit ein und demselben Strahl erfolgen, der wiederholt entlang einer Spur geführt wird. Möglich ist aber auch, daß das Bestrahlen entlang einer Spur mit mehreren Strahlen erfolgt, die nacheinander entlang derselben Spur geführt werden. Hierzu können prinzipiell mehrere Strahlen in einer Richtung nebeneinander liegend angeordnet sein, die quer zur Längsrichtung der Spur verläuft, wenn eine entsprechende Relativverschiebung zwischen Spur und Strahlen erfolgt. Es können aber auch mehrere Strahlen in einer Richtung nebeneinander liegend verwendet werden, die in Längsrichtung der Spur verläuft.Irradiation of the plateaus along a respective track can also occur and the same beam that is repeatedly guided along a track becomes. But it is also possible that the irradiation along a track with several Rays are carried out, which are guided in succession along the same track. In principle, several beams can be juxtaposed in one direction be arranged horizontally, which runs transversely to the longitudinal direction of the track, if there is a corresponding relative shift between trace and rays he follows. However, several beams can also be juxtaposed in one direction be used lying, which runs in the longitudinal direction of the track.
Nach einer Ausgestaltung der Erfindung kann die Tiefe der tieferliegenden Plateaus in Abhängigkeit ihrer Lage im Relief unterschiedlich eingestellt werden. So kann z. B. die Tiefe der tiefer liegenden Plateaus in Richtung auf eine in der Oberfläche des Druckformrohlings liegende Vollfläche zunehmen, um sicherzustellen, daß beim späteren Drucken die in der Nähe der Vollfläche vorhandenen tiefer liegenden Plateaus nur bis in die Druckfläche hinein angehoben werden, wenn sich unter der Vollfläche eine Zugabe bzw. Unterlage befindet.According to one embodiment of the invention, the depth of the lower one Plateaus can be set differently depending on their location in relief. So z. B. the depth of the lower plateaus towards one full area lying in the surface of the printing form blank to ensure that when printing later the near the full area existing deeper plateaus only raised into the printing area if there is an encore or underlay under the full surface located.
Es sei darauf hingewiesen, daß sich die zwischen den Plateaus vorhandenen Ausnehmungen in der Oberfläche des Druckformrohlings auch durch mehrmaliges Bestrahlen der Oberfläche des Druckformrohlings ausbilden lassen. Dieses mehrmalige Bestrahlen des Druckformrohlings zur Erzeugung der tiefen Ausnehmungen erfolgt dann zeitlich versetzt, bzw. nacheinander, so daß eine tiefer liegende Ausnehmung quasi durch wiederholtes Ausschälen erhalten wird. Die Ausnehmungen könnten aber auch durch entsprechende Leistungssteuerung des Strahls über den Bereich einer Ausnehmung erhalten werden.It should be noted that there are those between the plateaus Recesses in the surface of the printing form blank also by repeated Let the surface of the printing form blank be irradiated. This repeated irradiation of the printing form blank to produce the deep ones Recesses then take place at different times, or one after the other, so that obtain a deep recess by quaking it repeatedly becomes. The recesses could also be controlled by appropriate power of the beam over the area of a recess become.
In weiterer Ausgestaltung der Erfindung erfolgt die Bestrahlung des Druckformrohlings mit Laserstrahlung, da auf diese Weise die erforderliche Strahlungsgenergie leicht zur Verfügung gestellt werden kann. Diesbezüglich kann fokussierte Laserstrahlung zum Einsatz kommen.In a further embodiment of the invention, the printing blank is irradiated with laser radiation, because in this way the required radiation energy can be easily provided. In this regard focused laser radiation are used.
Zur Bearbeitung des Druckformrohlings entlang der Spuren können die Strahlen bzw. Laserstrahlen relativ zum Druckformrohling bewegt werden, oder es wird so verfahren, daß der Druckformrohling relativ zu ortsfesten Strahlen bewegt wird. Auch können die Strahlen und der Druckformrohling beide und relativ zueinander bewegt werden.To process the printing form blank along the tracks, the Beams or laser beams are moved relative to the printing form blank, or the procedure is such that the printing form blank is relatively stationary Blasting is moved. The jets and blank can also be used both and are moved relative to each other.
Dabei wird zum Beispiel ein Druckformrohling verwendet, der eine Druckoberfläche bildendes elastisches Material aufweist, etwa Polymermaterial, Silicon oder Gummi. For example, a printing form blank is used that has a printing surface has forming elastic material, such as polymer material, silicone or rubber.
So kann zum Beispiel ein plattenförmiger Druckformrohling aus Polymermaterial oder anderem geeigneten elastischen Material auf die Oberfläche eines drehbar gelagerten Zylinders aufgelegt und dort fest angebracht werden, etwa durch Anklemmen, durch Ansaugen mittels Vakuum, durch Magnete, usw. Zur Bildung eines Druckformrohlings kann aber auch elastisches oder Polymermaterial auf die Oberfläche eines drehbar gelagerten Zylinders aufgezogen bzw. aufgetragen werden. Hier kann es sich z. B. um Schläuche handeln, die auf den Zylinder aufgezogen werden, oder es kann flüssiges Material, bzw. Polymermaterial durch Rakeln, Spritzen und Tauchen, usw. aufgebracht werden.For example, a plate-shaped printing form blank made of polymer material or other suitable elastic material on the surface of a rotatably mounted cylinder placed and fixed there, for example by clamping, by vacuum suction, by magnets, etc. Elastic or polymer material can also be used to form a printing form blank mounted on the surface of a rotatably mounted cylinder or applied. Here it can be z. B. are hoses that be drawn onto the cylinder, or liquid material or Polymer material can be applied by knife coating, spraying and dipping, etc.
Nach einer sehr vorteilhaften Weiterbildung der Erfindung erfolgt das Bestrahlen des Druckformrohlings entlang einer jeweiligen Spur in Abhängigkeit eines Datenfiles, das den zwischen den Ausnehmungen liegenden Plateaus zugeordnet ist. Das Abtragen der Materialschichten des Druckformrohlings im Bereich der Plateaus erfolgt somit rein digital, so daß Änderungen der Strahlungsleistung bzw. Ein-/Ausschaltvorgänge sehr schnell ausgeführt werden können. Dabei können zur Bildung der zwischen Plateaus liegenden Ausnehmungen ebenfalls Datenfiles herangezogen werden, die mit dem zuerst genannten Datenfile auch zu einem Gesamtfile zusammengefaßt sein können, derart, daß die Datenfiles z. B. als Glieder einer Kette nacheinander abgearbeitet werden.According to a very advantageous development of the invention, the irradiation takes place of the printing form blank along a respective track depending a data file that covers the plateaus between the recesses assigned. The removal of the material layers of the printing form blank in the area of the plateaus is therefore purely digital, so that changes in the Radiation power or switching on / off very quickly can be. It can form between plateaus Recesses also use data files that start with the first mentioned data file can also be combined to form an overall file, such that the data files z. B. processed as links in a chain become.
Dabei werden die jeweiligen Datenfiles zur Modulation bzw. zum Ein-/Ausschalten der Strahlen herangezogen. Beispielsweise könnten diese Datenfiles zur Steuerung akustooptischer Modulatoren verwendet werden, mit deren Hilfe die Strahlen bzw. Laserstrahlen ein- und ausgeschaltet werden, und deren Funktionsweise allgemein bekannt ist.The respective data files are used for modulation or for switching on / off of rays. For example, these data files be used to control acousto-optical modulators, with their Help the beams or laser beams are switched on and off, and their Operation is generally known.
Um Strahlen mit unterschiedlicher Intensität hindurchzulassen, können die akustooptischen Modulatoren mit unterschiedlichen Steuerspannungen angesteuert werden. Insofern können den jeweiligen Datenfiles unterschiedliche Steuerspannungen zur Modulation der Strahlen zugeordnet sein, um bei Verwendung eines jeweiligen Datenfiles eine der jeweiligen Steuerspannungen zum Ansteuern eines Modulators zu benutzen. Die jeweilige Steuerspannung wird dann in Übereinstimmung mit dem Datenfile geschaltet. Diese geschaltete Steuerspannung gelangt dann zum Modulator. In order to let rays with different intensities pass through, the controlled acousto-optic modulators with different control voltages become. In this respect, the respective data files can be different Control voltages for modulating the beams can be assigned to when in use of a respective data file one of the respective control voltages to control a modulator. The respective control voltage is then switched in accordance with the data file. This switched Control voltage then reaches the modulator.
Zum Erzeugen der zum Modulator geführten Steuerspannung kann z. B. ein
schneller Digital-/Analogwandler verwendet werden, der z. B. ein 8 Bit-Wandler
sein kann. Ein Digitalwert gleich null würde die Steuerspannung 0 liefern,
während ein zwischen 1 und 255 liegender Digitalwert eine Steuerspannung
mit entsprechend eingestellter Höhe zum Modulator geben würde. Möglich ist
es aber auch, eine voreingestellte Steuerspannung mit einem Analogschalter
zu schalten, wobei am Steuereingang bzw. Schalteingang des Analogschalters
ein Datenfile angelegt wird, das lediglich die Werte 0 und 1 aufweist.To generate the control voltage led to the modulator z. B. a
faster digital / analog converter can be used, the z. B. an 8 bit converter
can be. A digital value equal to zero would supply the control voltage 0,
while a digital value between 1 and 255 is a control voltage
would be added to the modulator with the height set accordingly. Is possible
but it also has a preset control voltage with an analog switch
to switch, at the control input or switching input of the analog switch
a data file is created that only has the
Eine erfindungsgemäße Vorrichtung zur Herstellung einer Druckform, insbesondere zum Herstellen einer Flexodruckform enthält eine Halterung zum Halten eines Durckformrohlings, eine optische Einrichtung zum Bestrahlen einer Oberfläche des Druckformrohlings entlang einer Spur mittels wenigstens eines Strahls, um dadurch Bereiche des Druckformrohlings zur Bildung von Ausnehmungen abzutragen, und eine Steuereinrichtung, die unter Verwendung eines Strahlein- und -ausschaltbefehle enthaltende Datenfiles Intensitätsänderungen des wenigstens einen Strahls auf seinem Weg entlang der Spur steuert. Diese Vorrichtung zeichnet sich dadurch aus, daß die Steuereinrichtung so ausgebildet ist, daß sie wenigstens ein jeweils Strahleinund -ausschaltbefehle enthaltendes Datenfile zur Verfügung stellt, um auch die zwischen den Ausnehmungen liegende Oberfläche des Druckformrohlings durch Strahlung abzutragen, um dadurch tiefer liegende Plateaus zu erhalten.An inventive device for producing a printing form, in particular for producing a flexographic printing form contains a holder for Holding a molded blank, an optical device for irradiation a surface of the printing form blank along a track by means of at least of a jet, thereby forming areas of the printing form blank of recesses, and a control device using of a data file containing beam switch-on and switch-off commands intensity changes of at least one ray on its way the track controls. This device is characterized in that the control device is designed so that it has at least one beam and one - Data file containing switch-off commands available to the surface of the printing form blank lying between the recesses ablated by radiation in order to thereby obtain lower lying plateaus.
Mit Hilfe der Vorrichtung ist es somit möglich, relativ kleine und bezogen auf die ursprüngliche Oberfläche des Druckformrohlings tiefer liegende Plateaus zu erhalten, deren Plateaufläche praktisch nach wie vor parallel zur ursprünglichen Druckformoberfläche liegt oder konzentrisch zu dieser, falls diese gewölbt sein sollte. Die tiefer liegenden Plateaus sind also nicht mehr auf kegelspitzenförmige Bereiche beschränkt, sondern haben eine flächige Ausdehnung, so daß Druckmaterial (Farbe, Paste und dergleichen) besser daran haftet, was zu einem hochwertigen Druckergebnis führt.With the help of the device it is thus possible to be relatively small and related to the original surface of the blank blank plateaus to get their plateau surface practically parallel to the original Printing form surface is or concentric to this, if this should be arched. The lower plateaus are therefore no longer open conical tip-shaped areas limited, but have a flat extent, so that printing material (ink, paste and the like) better at it adheres, which leads to a high-quality printing result.
Dabei ist nach einer Ausgestaltung der Erfindung die optische Einrichtung so ausgebildet, daß sie wenigstens einen Strahl ausgibt, wobei die Steuereinrichtung so ausgebildet ist, daß jeweils ein Strahl ein und dieselbe Spur mehrmals durchläuft und mit jedem Spurdurchlauf ein Datenfile bzw. neues Datenfile auslesbar ist. Ist z. B. nur ein Strahl vorhanden und sollen die ursprünglichen Plateaus in mehreren Stufen nacheinander abgeschält bzw. abgebrannt werden, so müßte eine jeweilige Spur entsprechend oft vom Strahl durchlaufen werden.According to one embodiment of the invention, the optical device is like this trained to output at least one beam, the control device is designed so that a beam is one and the same track runs through several times and with each track run a data file or new one Data file can be read out. Is z. B. there is only one beam and should be the original Plateaus successively peeled off or burned down a respective track would have to be removed from the beam accordingly be run through.
Möglich ist es aber auch, daß die optische Einrichtung mehrere Strahlen ausgibt, die durch jeweils nur ein separates Datenfile steuerbar sind. In diesem Fall müßten alle Strahlen ein und dieselbe Spur nacheinander durchlaufen.However, it is also possible for the optical device to emit several beams, which can be controlled by only one separate data file. In this In this case, all rays would have to run through the same track one after the other.
Hierzu können die Strahlen in einer Richtung nebeneinander liegend angeordnet sein, die quer zur Spurlängsrichtung verläuft, so daß durch entsprechende Verschiebung in Querrichtung die Strahlen nacheinander zur Deckung mit der Spur gebracht werden können. Die Strahlen können aber auch in einer Richtung nebeneinander liegend angeordnet sein, die in Spurlängsrichtung verläuft. In diesem Fall werden die Strahlen durch die Datenfiles in einem zeitlichen Abstand versetzt angesteuert, der dem Abstand der Strahlen in Spurlängsrichtung entspricht.For this purpose, the beams can be arranged side by side in one direction be transverse to the longitudinal direction of the track, so that by appropriate Shifting the beams in the transverse direction one after the other Cover with the track can be brought. But the rays can can also be arranged side by side in one direction, in the longitudinal direction of the track runs. In this case, the rays are through the data files controlled at a time interval that corresponds to the distance of the Corresponds to rays in the longitudinal direction of the track.
Als Strahlen können fokussierte Strahlen verwendet werden, etwa fokussierte Laserstrahlen.Focused rays, such as focused rays, can be used as rays Laser beams.
Grundsätzlich kann der Druckformrohling ein plattenförmiger Rohling oder ein zylindrischer Druckformrohling sein. Er ist wenigstens an seiner Oberfläche elastisch ausgebildet und besteht vorzugsweise aus Polymermaterial oder enthält zumindest ein solches. Er kann aber auch aus Silicon, Gummi oder anderem Material, etwa aus Metall, bestehen.Basically, the printing form blank can be a plate-shaped blank or be a cylindrical blank. At least it is on its surface elastic and preferably consists of polymer material or contains at least one. But it can also be made of silicone, rubber or other material, such as metal.
Zur Bearbeitung des Druckformrohlings kann dieser bei plattenförmiger Ausbildung zum Beispiel in ebenem Zustand bearbeitet werden, wenn Strahlen entlang von Spuren geführt und im Abstand parallel zu ihm gehalten werden. Strahlenquellen und Druckformrohling könnten dann in parallelen Ebenen relativ zueinander verschoben werden.To process the printing form blank, this can be done in the form of a plate for example, in a flat state, can be processed when blasting guided along tracks and kept parallel to it at a distance. Radiation sources and printing blank could then be in parallel planes be shifted relative to each other.
Nach einer vorteilhaften Ausgestaltung der Erfindung ist der Druckformrohling als ein um seine Längsachse drehbar gelagerter Zylinder ausgebildet, der auf seiner Oberfläche ein elastisches Material, zum Beispiel Polymermaterial, trägt. Dies kann plattenförmig ausgebildet und um seine Oberfläche herumgelegt sein. Ist es in Form einer Platte auf der Zylinderoberfläche befestigt, kann die Platte von diesem nach der Bearbeitung auch wieder abgenommen werden, um als ebene Druckplatte verwendet zu werden. Das elastische bzw. Polymermaterial kann aber auch fest auf der Oberfläche des zylindrischen Trägers verbleiben, nachdem es auf diesen aufgezogen oder in anderer Form aufgebracht worden ist, etwa durch einen Tauch-, Rakel- oder Spritzvorgang, und dergleichen. In diesem Fall wird später der gesamte Zylinder als Druckzylinder verwendet.According to an advantageous embodiment of the invention, the printing form blank formed as a cylinder rotatably mounted about its longitudinal axis, the on its surface an elastic material, for example polymer material, wearing. This can be plate-shaped and placed around its surface his. If it is attached to the cylinder surface in the form of a plate, the plate can also be removed from it after processing to be used as a flat pressure plate. The elastic or Polymer material can also be firmly on the surface of the cylindrical Carrier remain after being mounted on it or in some other form has been applied, for example by dipping, knife coating or spraying, and the same. In this case, the entire cylinder later becomes the impression cylinder used.
Bei der Bearbeitung bzw. Bestrahlung des Druckzylinders zur Erzeugung des Oberflächenreliefs kann dieser gedreht werden, während gleichzeitig ein in Richtung der Längsachse des Zylinders verschiebbar angeordneter Schlitten bewegt wird, der wenigstens Teile der optischen Einrichtung trägt. Auf diesem Schlitten können etwa Umlenkspiegel zum Umlenken von Laserstrahlen vorhanden sein, oder es können auf ihm direkt Laserstrahlenquellen montiert sein. Möglich ist es auch, bei Drehung des Zylinders um seine Längsachse diesen gleichzeitig auch in Richtung seiner Längsachse zu verschieben, um die Oberfläche des Druckformrohlings bei fest positionierter optischer Einrichtung bearbeiten zu können. Diese Variante wäre von Vorteil, wenn die optische Einrichtung selbst aus einer Vielzahl von Strahlenquellen zur Erzeugung einer Vielzahl von Strahlen besteht und daher eine Dejustierung durch Vibrationen relativ groß ist.When processing or irradiating the printing cylinder to generate the Surface reliefs can be rotated while an in Carriage slidably arranged in the direction of the longitudinal axis of the cylinder is moved, which carries at least parts of the optical device. On this Slides can have deflection mirrors for deflecting laser beams or laser sources can be mounted directly on it his. It is also possible when the cylinder rotates about its longitudinal axis to move it in the direction of its longitudinal axis at the same time the surface of the printing form blank with the optical device firmly positioned to be able to edit. This variant would be advantageous if the optical Setup itself from a variety of radiation sources for generation there is a large number of rays and therefore a misalignment Vibrations is relatively large.
Es wurde bereits erwähnt, dass zur Intensitätssteuerung bzw. Leistungssteuerung, also zum Ein- und Ausschalten der Strahlen Modulatoren vorgesehen sind, die über die Datenfiles ansteuerbar sind. Hierbei kann es sich vorzugsweise um akustooptische Modulatoren handeln, die sehr schnell ansteuerbar sind.It has already been mentioned that for intensity control or power control, thus provided for switching the beams on and off modulators are that can be controlled via the data files. It can be preferred here are acousto-optical modulators that can be controlled very quickly are.
Ein jeweiliger der Modulatoren ist dabei mit wenigstens einem Analogschalter verbunden, über den dem Modulator eine der Musterinformation entsprechende Steuerspannung zuführbar ist, wobei der Analogschalter durch das Datenfile schaltbar ist. Dadurch wird eine sehr präzise digitale Steuerung des bearbeitenden Strahls bzw. Laserstrahls möglich.Each of the modulators is equipped with at least one analog switch connected via which one of the pattern information corresponding to the modulator Control voltage can be supplied, the analog switch through the Data file is switchable. This enables a very precise digital control of the processing beam or laser beam possible.
So kann zum Beispiel nach einer Ausgestaltung der Erfindung ein Modulator mit den Ausgängen mehrerer Analogschalter verbunden sein, die jeweils durch eines der zum Gravieren entlang einer Spur benötigten mehreren Datenfiles (Musterinformationen) schaltbar sind, wobei die Analogschalter jeweils unterschiedliche Steuerspannungen schalten. Je nach Datenfile und damit ausgewähltem Analogschalter gelangt somit eine andere der Musterinformation entsprechende Steuerspannung zum Modulator, so daß dieser entsprechend der ausgewählten Steuerspannung einen Strahl mit größerer oder kleinerer Intensität bzw. Leistung ausgibt.For example, according to an embodiment of the invention, a modulator be connected to the outputs of several analog switches, each by one of the several data files required for engraving along a track (Pattern information) can be switched, the analog switches in each case switch different control voltages. Depending on the data file and the analog switch selected therewith thus receives another of the pattern information appropriate control voltage to the modulator, so that this accordingly the selected control voltage a beam with a larger or outputs less intensity or power.
Nach einer anderen Ausgestaltung der Erfindung können aber auch mehrere Modulatoren vorhanden sein, denen jeweils ein Analogschalter zugeordnet ist, die jeweils durch eines der zum Gravieren entlang einer Spur benötigten mehreren Datenfiles schaltbar sind, wobei die Analogschalter jeweils unterschiedliche Steuerspannungen schalten.According to another embodiment of the invention, however, several can There are modulators, each of which is assigned an analog switch, each by one of the several required for engraving along a track Data files are switchable, with the analog switches being different Switch control voltages.
Die Erfindung und Ausführungsbeispiele werden nachfolgend unter Bezugnahme
auf die Zeichnungen im einzelnen beschrieben. Es zeigen:
Erfindung; und
Invention; and
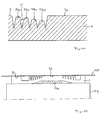
Das der Erfindung zugrundeliegende Arbeitsprinzip wird nachfolgend unter
Bezugnahme auf Figur 1 näher beschrieben. In der Figur 1 ist mit dem Bezugszeichen
1 ein Druckformrohling bezeichnet, der aus Polymermaterial hergestellt
ist. Zur Herstellung z. B. einer Flexodruckform wird ein Relief in eine
Oberfläche 2 des Druckformrohlings 1 eingraviert, indem mit Hilfe von z. B.
drei fokussierten Laserstrahlen 3, 4 und 5 Polymermaterial des Druckformrohlings
1 bereichsweise weggebrannt wird. Es könnten auch mehr oder weniger
als drei Laserstrahlen verwendet werden. Zu diesem Zweck werden die
Laserstrahlen 3, 4 und 5 zeitlich nacheinander entlang einer auf der Oberfläche
2 verlaufenden Spur bewegt, die in Richtung des Pfeils 6 verläuft. Der Laserstrahl
3 ist der voraneilende Laserstrahl und beaufschlagt die Oberfläche
2 des Druckformrohlings 1 zuerst. Ihm folgt entlang der selben Spur und
zeitlich versetzt der Laserstrahl 4, dem seinerseits entlang derselben Spur
und wiederum zeitlich versetzt der Laserstrahl 5 folgt. Je nach Tiefe einer in
die Oberfläche 2 des Druckformrohlings 1 einzubringenden Ausnehmung V
bzw. je nach dem, wie tief die zwischen zwei Ausnehmungen V liegende Oberfläche
2 zur Bildung eines tiefer liegenden Plateaus P2 abgetragen werden
soll, um ein Relief zu erhalten, werden entweder nur der Laserstrahl 3, die
Laserstrahlen 3 und 4 oder alle Laserstrahlen 3, 4 und 5 verwendet. Soll die
Ausnehmung V relativ flach sein, wird nur der Laserstrahl 3 eingeschaltet,
durch den lediglich ein Abschnitt A unterhalb der Oberfläche 2 des Druckformrohlings
1 weggebrannt wird. Die Laserstrahlen 4 und 5 werden dann
nicht eingeschaltet. Sind dagegen tiefere Ausnehmungen erwünscht, kommen
auch die Laserstrahlen 4 und 5 zum Einsatz. Hierbei wird wiederum zunächst
mit Hilfe des Laserstrahls 3 der obere Abschnitt A des Druckformrohlings 1
weggebrannt, während kurze Zeit später der unterhalb des Bodens des Abschnitts
A liegende Abschnitt B mit Hilfe des Laserstrahls 4 weggebrannt
wird. Bei noch tieferer Ausnehmung wird nach Einsatz des Laserstrahls 4 der
unterhalb des Bodens des Abschnitts B liegende Abschnitt C mit Hilfe des Laserstrahls
5 weggebrannt, usw. Durch die Laserstrahlen 3, 4 und 5 werden
also Reliefbereiche, in denen verhältnismäßig tiefe Ausnehmungen erzeugt
werden sollen, zeitlich nacheinander mehrmals bestrahlt, um in zeitlich aufeinander
folgenden Schritten den Boden der jeweils zuerst erhaltenen Ausnehmung
weiter wegzubrennen bzw. auszuheben.The working principle on which the invention is based is described below
With reference to Figure 1 described in more detail. In Figure 1 is the
Mit Hilfe des oben beschriebenen Prinzips werden erfindungsgemäß ebenfalls
zwischen den jeweiligen Ausnehmungen V liegende Oberflächenbereiche des
Druckformrohlings 1 abgetragen. Bezeichnet man den in Spurlängsrichtung 6
zwischen aufeinanderfolgenden Ausnehmungen V liegenden Bereich der Oberfläche
2 als ein Plateau P1, so kann in diesem Bereich ein tiefer liegendes
Plateau P2 dadurch erzeugt werden, daß der Laserstrahl 3 im Bereich des
Plateaus P1 eingeschaltet bleibt oder ein nicht dargestellter weiterer Laserstrahl
eingeschaltet wird, und zwar bis zum Beginn der nächsten Ausnehmung
V. Bei diesem anderen Laserstrahl könnte es sich auch um einen solchen
mit niedrigerer Intensität bzw. Leistung handeln, durch den das Plateau
P2 nicht so tief gelegt wird wie in Figur 1. Entscheidend für die Ausbildung
des Plateaus P2 ist, daß das zunächst in der Oberfläche 2 liegende Plateau P1
zwischen aufeinanderfolgenden Ausnehmungen V mittels eines in Spurlängsrichtung
6 bewegten Strahls gleichmäßig abgetragen bzw. abgeschält oder abgebrannt
wird, so daß das Plateau P2 nach wie vor mit seiner Oberfläche parallel
zur eigentlichen Oberfläche 2 des Druckformrohlings 1 liegt. Wird für
einen späteren Druckvorgang durch eine unterhalb der Druckform anzubringende
Unterlage das Plateau P2 in die Druckfläche angehoben, so kann sich
auf dem Plateau P2 Druckmaterial (Paste, Farbe und dergleichen) gut ablagern,
so daß ein einwandfreier Druck sichergestellt ist. Es ist klar, daß nicht
zwischen allen aufeinanderfolgenden Ausnehmungen V die Oberfläche 2 des
Druckformrohlings 1 auf das Plateau P2 abgetragen werden muss, sondern
nur für den Fall, daß dies gewünscht bzw. aus drucktechnischen Gründen erforderlich
ist. Dies ist beispielsweise der Fall, wenn größere Vollflächen zu
deren stärken Hervorhebung im Druck durch einen Raster umgeben werden
sollen und die Rasterberge abgesenkt werden müssen, und zwar um so weiter,
je näher sie an der Vollfläche liegen. Das Absenken dieser Rasterberge
kann dann durch wiederholtes Bestrahlen gemäß dem in Figur 1 gezeigten
Prinzip erfolgen, oder durch jeweils einmaliges Bestrahlen mit einem Strahl
einer solchen Stärke, die einen Materialabtrag über die gewünschte Tiefe ermöglicht.With the help of the principle described above are also inventively
between the respective recesses V surface areas of the
Printing blank 1 removed. One designates that in the longitudinal direction 6
region of the surface lying between successive recesses V.
2 as a plateau P1, there can be a lower one in this area
Plateau P2 are generated in that the
Ein weiterer Vorteil des obigen Prinzips liegt darin, daß bei der Bildung einer Ausnehmung V durch das wiederholte Abtragen des Bodens ein und desselben Bereichs mit nur einem oder mehreren Laserstrahlen die Strahlleistung relativ gering gehalten werden kann, was zur Folge hat, daß optische Schaltelemente für das Ein- und Ausschalten der Laserstrahlen zum Einsatz kommen können, die ein relativ schnelles Schaltverhalten aufweisen, aber nicht mit zu hoher Leistung belastet werden dürfen. Somit lassen sich gleichzeitig feine und sehr tiefe Strukturen erzeugen, was zu einer erheblichen Qualitätsverbesserung bei der Herstellung von Druckformen (Druckplatten, Druckwalzen, etc.) führt. Als Schaltelemente der genannten Art könnten zum Beispiel akustooptische Modulatoren zum Einsatz kommen, Deflektoren oder Strahlablenker, wie Spiegel, etc.Another advantage of the above principle is that in the formation of a Recess V by repeatedly removing the bottom of the same Area with only one or more laser beams the beam power can be kept relatively low, with the result that optical switching elements are used for switching the laser beams on and off can, which have a relatively fast switching behavior, but not may be burdened with too high performance. So you can simultaneously produce fine and very deep structures, which leads to a considerable improvement in quality in the production of printing forms (printing plates, printing rollers, etc.) leads. As switching elements of the type mentioned, for example acousto-optical modulators, deflectors or Beam deflectors, such as mirrors, etc.
Beim Druckformrohling nach Figur 1 kann es sich zum Beispiel um einen plattenförmigen Rohling handeln, der in ebenem Zustand bearbeitet wird, oder um einen zylindrischen Druckformrohling, der beispielsweise auf der Oberfläche eines drehbar gelagerten Zylinders liegt und von diesem wieder abnehmbar ist. Der Zylinder selbst könnte aber auch als Druckformrohling bezeichnet werden, wenn er auf seiner Oberfläche zum Beispiel mit Polymermaterial beschichtet wäre.The printing form blank according to FIG. 1 can be, for example, one act as a plate-shaped blank that is processed in a flat state, or around a cylindrical printing form blank, for example on the Surface of a rotatably mounted cylinder lies and from this again is removable. The cylinder itself could also be used as a blank be referred to when it is on its surface, for example with polymer material would be coated.
Die Laserstrahlen 3, 4 und 5 könnten nach einer Ausgestaltung der Erfindung
unterschiedliche Leistungen aufweisen. Der voraneilende Laserstrahl 3
könnte zum Beispiel eine niedrigere Leistung haben als die beiden nacheilenden
Laserstrahlen 4 und 5, um mit dem Laserstrahl 3 zunächst die Ränder
des Reliefs bei verhältnismäßig geringer Leistung besser festlegen oder die
Plateaus P2 erzeugen zu können. Tiefer liegende Bereiche von Ausnehmungen
könnten dann mit den leistungsstärkeren Laserstrahlen 4 und 5 weggebrannt
werden. So könnte zum Beispiel als Laserstrahl 3 ein CO2-Laserstrahl mit
100 Watt zum Einsatz kommen, während die Laserstrahlen 4 und 5 CO2-Laserstrahlen
von jeweils 200 Watt sind.The
Die Laserstrahlen selbst werden mit Hilfe von Linsen 7, 8 und 9 fokussiert,
wozu diese Linsen zum Beispiel in derselben Ebene liegen können, jedoch unterschiedliche
Brennweiten aufweisen, je nach Tiefe des von den Laserstrahlen
wegzubrennenden Bereichs. In Figur 1 weist die Linse 7 die kürzeste
Brennweite auf und die Linse 9 die längste Brennweite. Natürlich könnte man
auch Linsen mit gleicher Brennweite in unterschiedlichen Ebenen verwenden,
falls gewünscht. Bei weniger genauen Reliefs könnten Linsen mit annähernd
gleicher Brennweite auch im gleichen Abstand zum Druckformrohling 1 liegen.
Möglich wäre es auch, unterschiedliche Strahldurchmesser für die einzelnen
Laserstrahlen 3, 4 und 5 zu verwenden, falls erwünscht.The laser beams themselves are focused with the help of
Die Figur 2 zeigt eine Variante des in Figur 1 gezeigten Prinzips. Hier sind ein
oberer Bereich 10 des Druckformrohlings 1 und der Laserstrahl 3 zur Bearbeitung
dieses oberen Bereichs 10 bzw. zur Erzeugung des Plateaus P2 spektral
aneinander angepasst. Dazu ist die Oberfläche des Druckformrohlings 1
im oberen Bereich 10 mit entsprechendem Material beschichtet, das auf die
Wellenlänge des Laserstrahls 3 besonders empfindlich ist. Der Laserstrahl 3
kann hier z. B. durch einen YAG-Laser erzeugt werden, dessen Wellenlänge
bei 1,060 µm liegt. Der Strahl selbst kann eine Leistung von 50 bis 100 Watt
aufweisen. Mittels eines derartigen Lasers wird eine Strahltaille im Fokus von
etwa 10 µm erhalten, so daß sich im Oberflächenbereich des Druckformrohlings
1 ausgesprochen feine Strukturen herstellen lassen. Hierzu muss das
Material im Bereich 10 aber so gewählt sein, daß es sich durch den Laserstrahl
3 leicht wegbrennen lässt. Die restlichen Laserstrahlen 4 und 5 können
wiederum durch CO2-Laser von jeweils 200 Watt erzeugt werden, um tiefer
liegende Bereiche im Abstand zur den Reliefkanten wegbrennen zu können.
Hier ist keine so hohe Genauigkeit gefordert, so daß im Fokusbereich
liegende Strahltaillen von 30 bis 35 µm akzeptiert werden können.FIG. 2 shows a variant of the principle shown in FIG. 1. Here, an
Die Figuren 1 und 2 lassen erkennen, wie die Reliefstrukturen versockelt
werden. Hierzu werden die Laserstrahlen 3, 4 und 5 in Spurrichtung 6 an unterschiedlichen
Stellen in Spurrichtung 6 ausgeschaltet. Es ergibt sich dann
ein treppenförmiger Sockelverlauf, wobei die Neigung der Flanken etwa dem
Verlauf der fokussierten Laserstrahlung entspricht. Die Sockelflanken sind in
den Figuren 1 und 2 mit 11, 12 und 13 bezeichnet.Figures 1 and 2 show how the relief structures socketed
become. For this purpose, the
Die Figur 3 zeigt ein Relief-Grundmuster 14 in Form eines gleichmäßig geschwärzten
Bereichs. Dieses Relief-Grundmuster 14 stellt die druckende Fläche
dar, soll rechts aus bestimmten Gründen tiefer gelegt werden und muß
umfangsseitig von noch tiefer liegenden Bereichen 15, 16 und 17 umgeben
sein. Das Material des Druckformrohlings 1 muß also im rechten Teil des Bereichs
14 und in den Bereichen 15, 16 und 17 weggebrannt werden. Die resultierende
Struktur ist in Figur 4 zu erkennen. Es handelt sich hier um einen
Querschnitt entlang der Linie A-A in Figur 3. FIG. 3 shows a
Zum Ein- und Ausschalten der Laserstrahlen wird das in Figur 3 gezeigte Relief-Grundmuster
14 herangezogen. Auf dem Bildschirm eines Computers
kann das Relief-Grundmuster 14 zunächst dargestellt und in einem elektronischen
Speicher zwischengespeichert werden. Sodann werden Spuren festgelegt,
auf denen die Laserstrahlen geführt werden, wenn das Relief graviert
wird. Es sei angenommen, daß es sich bei der Linie A-A in Figur 3 um eine
solche Spur handelt. Das Relief-Grundmuster 14 kann zuvor oder danach mit
Umrandungen 18, 19 versehen werden, und zwar innen und außen, um die
Bereiche 15, 16, 17 festzulegen, in denen das Material des Druckformrohlings
1 weggebrannt werden soll. Ferner wird festgelegt, in welchem Teil 14a das
Relief-Grundmuster 14 selbst abgetragen werden soll. An den Schnittpunkten
der Spur A-A in Figur 3 mit dem Relief-Grundmuster bzw. den Umrandungen
18, 19 liegen dann Ein-Ausschaltpunkte für die Laserstrahlen vor, die, sortiert
nach den Bereichen, zu Datenfiles zusammengefasst werden.The basic relief pattern shown in FIG. 3 is used to switch the laser beams on and off
14 used. On the screen of a computer
The
Bewegt man sich zum Beispiel entlang der Linie A-A in Figur 3 in Richtung
des Pfeils 6, und zwar mit den Laserstrahlen 3, 4 und 5 in Figur 1, so ergibt
der erste Schnittpunkt der Spur A-A mit dem Relief-Grundmuster 14 einen
Ausschaltpunkt X3 für den Laserstrahl 3, der in Figur 5 gezeigt ist. Der
Schnittpunkt der Umrandung 18 mit der Spur A-A ergibt dann einen Ausschaltpunkt
X4 für den Laserstrahl 4, während der Schnittpunkt der Umrandung
19 mit der Spur A-A einen Ausschaltpunkt X5 für den Laserstrahl 5 ergibt.
Auch die Punkte X4 und X5 sind in Figur 5 eingezeichnet. Bei weiterer
Bewegung entlang der Spur A-A in Figur 3 in Richtung des Pfeils 6 ergeben
sich wiederum für die Laserstrahlen 3, 4 und 5 Einschaltpunkte, wiederum
Ausschaltpunkte usw., so daß schließlich die drei in Figur 5 gezeigten Datenfiles
D3, D4 und D5 zum Aus- und Einschalten der Laserstrahlen 3, 4 und 5
erhalten werden. Zur Absenkung des Bereichs 14a könnte man den Laserstrahl
3 an der Stelle X3 auch wieder einschalten (oder eingeschaltet lassen),
oder einen nicht dargestellten weiteren Laserstrahl einschalten. Dies könnte
unter Steuerung des Datenfiles D1 erfolgen. Im Falle des weiteren Laserstrahls
könnte dieser auch mit einem Datenfile D2 gesteuert werden, welches
über einen Analogschalter eine niedrigere oder höhere Spannung steuert und
dafür sorgt, daß jetzt der weitere Laserstrahl mit geringerer oder größerer Intensität
bzw. Leistung geschaltet wird. For example, move along line A-A in Figure 3 in the direction
of arrow 6, specifically with
Die Datenfiles D1, D2, D3, D4 und D5 weisen jeweils Werte "1" und "0" auf
und dienen zur Ansteuerung akustooptischer Modulatoren, die ihrerseits zum
Schalten der Laserstrahlen 3, 4 und 5 verwendet werden. Der Beginn einer
Spur sei in Figur 5 bei X=0, so daß beim ersten Spurdurchlauf mit Hilfe des
Laserstrahls 3 die Bereiche 17, 16 und 15 über den Abschnitt A weggebrannt
werden, bis der Laserstrahl 3 bei X3 ausgeschaltet wird oder über ΔX3 eingeschaltet
bleibt. Beim zweiten Spurdurchlauf wird der Laserstrahl 4 bei X=0
eingeschaltet und bei X4 ausgeschaltet, so daß durch den zweiten Laserstrahl
4 der Abschnitt B über die Bereiche 17 und 16 gebrannt wird. Beim dritten
Spurdurchlauf wird bei X=0 der Laserstrahl 5 eingeschaltet und bei X5 ausgeschaltet,
so daß jetzt über den Abschnitt C nur der Bereich 17 weggebrannt
wird. Gesehen vom Ort X=0 wird also der Laserstrahl 3 am spätesten ausgeschaltet,
und der Laserstrahl 5 am frühesten. Nach Durchlaufen des rechten
Zweigs des Relief-Grundmusters in Figur 3 erfolgt dann wiederum das Einschalten
der Laserstrahlen 3, 4 und 5 in dieser Reihenfolge, usw. Statt den
Laserstrahl 3 bei X3 über ΔX3 eingeschaltet zu lassen könnte auch bei einem
vierten Spurdurchlauf zum Zeitpunkt X3 über ΔX3 ein weiterer Strahl eingeschaltet
werden, um das Relief im Bereich 14a abzutragen, wie die Figur 4
und Figur 5 zeigen.The data files D1, D2, D3, D4 and D5 each have values "1" and "0"
and serve to control acousto-optical modulators, which in turn are used for
Switching the
Die Ein- und Ausschaltpunkte bzw. Datenfiles können nach Herstellung der
Umrandungen 18 und 19 und Festlegen der Spur A-A sowie der Spurrichtung
mit Hilfe geeigneter Computerprogramme automatisch erzeugt werden.The switch-on and switch-off points or data files can be created after the
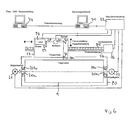
Die Figur 5 zeigt den Aufbau einer erfindungsgemäßen Vorrichtung zur Herstellung einer Druckform, etwa einer Flexodruckform.FIG. 5 shows the structure of a device for production according to the invention a printing form, such as a flexographic printing form.
Zur Vorrichtung gehört ein Laserengraver mit einem Maschinenbett 20. Auf
dem Maschinenbett 20 ist der zu gravierende und hier hohlzylinderförmig
ausgebildete Druckformrohling 1 drehbar gelagert. Hierzu weist der Druckformrohling
1 eine zentrale Welle 20a auf, die von am Maschinenbett 20 vorgesehenen
Lagern 20b aufgenommen wird. Mittels eines Motors 21 kann der
Druckformrohling 1 um seine Zentralachse gedreht werden. Ein Encoder 22
bzw. Drehimpulsgeber dient zur Erzeugung von Impulsen, welche der jeweiligen
Drehstellung des Druckformrohlings 1 entsprechen. Ein Schlitten 23 wird
auf Führungen 24 parallel zur Achse des Druckformrohlings 1 bewegt. Eine
Schraubspindel 25 dient zum Antreiben dieses Schlittens 23 entlang der Führungen
24, wobei die Schraubspindel 25 über einen Antrieb 26 in der einen
oder anderen Richtung gedreht wird, um den Schlitten 23 entsprechend mitzunehmen.The device includes a laser engraver with a
Auf dem Schlitten 23 ist ein Laser 27 montiert, der einen Laserstrahl 28
emittiert. Der Laserstrahl 28 wird mit Hilfe eines Shutters 29 abgeschottet,
wenn er nicht benötigt wird. Der Laserstrahl 28 durchläuft zum Ein- und
Ausschalten einen Modulator 30 und wird durch einen Umlenkspiegel 31 um
z. B. 90° umgelenkt und durch ein Linsensystem 32 auf die Oberfläche des
zylindrischen Druckformrohlings 1 fokussiert. Mit Hilfe des fokussierten Laserstrahls
28 werden die oberen Bereiche des Druckformrohlings 1 bereichsweise
weggebrannt, um in die Oberfläche des Druckformrohlings 1 ein Relief
zu gravieren. Dazu trägt der zylindrische Druckformrohling an seiner Oberfläche
eine Polymerbeschichtung, so daß nach Einbringen eines Reliefs eine Flexodruckform
erhalten wird.A
Zur Betriebssteuerung der Anlage ist eine Maschinensteuerung 33 vorhanden,
die über Steuerleitungen mit dem Laser 27, dem Modulator 30, dem
Drehantrieb 26, dem Motor 21 und dem Drehimpulsgeber 22 verbunden ist.A
Ferner gehören zur Vorrichtung nach Figur 6 ein CAD-System 34, welches
mit einem Steuerungscomputer 35 verbunden ist, der seinerseits zur Ansteuerung
der Maschinensteuerung 33 dient.6 also includes a
Mit Hilfe des CAD-Systems 34 kann ein Designer am zugehörigen Bildschirm
ein Muster entwerfen, etwa das in Figur 3 gezeigte Relief-Grundmuster 14.
Der Designer kann dann über entsprechende Befehle am CAD-System 34 Umrandungen
18 und 19 relativ zum Relief-Grundmuster 14 definieren, die Bereiche
festlegen, in denen die Oberfläche des Druckformrohlings 1 außerhalb
des Relief-Grundmusters abgetragen werden soll, und abzutragende Bereiche
14a innerhalb des Relief-Grundmusters 14. Auch kann der Designer die Spur
A-A in Figur 3 bestimmen, entlang später der Druckformrohling 1 graviert
werden soll. Das CAD-System 34 errechnet danach die in Figur 5 gezeigten
Musterinformationen bzw. Datenfiles, wobei die Anzahl der Datenfiles der Anzahl
der Bereiche entspricht, die abgetragen werden sollen. Dies kann, wie
bereits ausgeführt, unter Verwendung nur eines einzigen oder mehrerer
nacheinander zur Anwendung gelangender Laserstrahlen erfolgen. Die Musterinformationen
bzw. Datenfiles D1 bis D5 werden dann vom CAD-System 34
zum Steuerungscomputer 35 übertragen und dort gespeichert, um schließlich
im Bearbeitungsfall der Maschinensteuerung zugeführt zu werden. Diese
sorgt für die Drehung des Druckformrohlings 1 um seine Zentralachse, für
die entsprechende Verschiebung des Schlittens 23, um den Laserstrahl 28
entlang der vorbestimmten Spur auf der Oberfläche des Druckformrohlings 1
zu führen, und für das Ein- und Ausschalten des Laserstrahls 28 in Übereinstimmung
mit den Datenfiles D3 bis D5 unter Verwendung des Modulators
30, der hier als akustooptischer Modulator ausgebildet ist.With the help of the
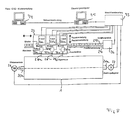
Der interne Aufbau der Maschinensteuerung ist in Figur 7 genauer dargestellt. Gleiche Elemente wie in Figur 6 mit den gleichen Bezugszeichen versehen und werden nicht nochmals beschrieben.The internal structure of the machine control system is shown in more detail in FIG. Identical elements as in FIG. 6 are provided with the same reference symbols and will not be described again.
Die Maschinensteuerung 33 enthält eine zentrale Steuerung 36 sowie mehrere
Analogschalter, in diesem Fall fünf Analogschalter 37, 38 und 39 sowie 51
und 52. Ausgangsseitig steht jeder der Analogschalter mit dem Steuereingang
des Modulators 30 in Verbindung. Dagegen empfangen die Analogschalter 37
bis 39 und 51, 52 eingangsseitig jeweils eine verschiedene Steuerspannung
über die Leitungen 41, 42 und 43 bzw. 47, 48 von der zentralen Steuerung
36. Je nach Inbetriebnahme eines der Analogschalter 37 bis 39 und 51, 52
gelangt somit eine Steuerspannung unterschiedlicher Größe zum Modulator
30, so daß in Übereinstimmung mit der Auswahl eines der Analogschalter 37
bis 39 und 51, 52 die Intensitäts- bzw. Leistungssteuerung des Laserstrahls
28 durch den Modulator 30 erfolgen kann. Das Auswählen bzw. Schalten eines
jeden des Analogschalter 37 bis 39 und 51, 52 erfolgt über Steuerleitungen
44, 45 und 46 sowie 49, 50, über die die zentrale Steuerung 36 jeweils eines
der Datenfiles D3, D4 und D5 sowie D1, D2 zu einem der Analogschalter
37, 38 und 39 sowie 51, 52 schickt.The
Im nachfolgenden sei angenommen, daß das Muster gemäß Figur 4 entlang
einer Umfangslinie des Druckformrohlings 1 graviert werden soll, und zwar
unter Verwendung nur des einzigen Lasers 27. In diesem Fall sind z. B. vier
Umläufe des Druckformrohlings 1 erforderlich bzw. vier Spurdurchläufe.
Beim ersten Spurdurchlauf soll mit verhältnismäßig geringer Strahlungsintensität
der Oberflächenbereich über den Abschnitt A in Figur 4 graviert werden.
Hierzu gelang das Datenfile D3 an den Steuerungseingang des Analogschalters
37, der dann in Übereinstimmung mit dem Datenfile D3 eine relativ
geringe Spannung schaltet und diese geschaltete geringe Spannung zum
Steuerungseingang des Modulators 30 überträgt. Beim nächsten Spurdurchlauf
gelangt das Datenfile D4 an den Steuerungseingang des Analogschalters
38, der jetzt zum Beispiel zum Abtragen des Bereichs B in Figur 4 eine höhere
Spannung in Übereinstimmung mit dem Datenfile D4 schaltet und diese
höhere Spannung an den Steuerungseingang des Modulators 30 überträgt, so
daß jetzt der Laserstrahl 28 mit höherer Intensität auf die Oberfläche des
Druckformrohlings 1 gelangt. Beim dritten Spurdurchlauf erfolgt die Steuerung
unter Verwendung des Datenfiles D5 am Steuerungseingang des dritten
Analogschalters 39, der ebenfalls eine höhere Spannung zur Steuerung des
Modulators schalten kann. Beim vierten Spurdurchlauf gelang schließlich
das Datenfile D1 zum Analogschalter 51, so daß dieser die Laserstrahlung
schaltet, woher die zum Modulator gelangende Spannung diejenige ist, die
der Analogschalter 51 über die Leitung 47 empfängt. Wenn eine andere Spannung
geschaltet werden soll, kann das Datenfile D2 verwendet werden, das
jetzt den Analogschalter 52 schaltet, um die Bereiche 14a mit anderer Intensität
bzw. Strahlungsleistung abzutragen.In the following it is assumed that the pattern according to FIG. 4 is along
a circumferential line of the
Der oben genannte Vorgang kann für eine parallel liegende nächste Spur wiederholt
werden, usw. Natürlich lässt sich das obige System mehrfach vorsehen,
um die Gravurzeit zu verkürzen. Bei jedem Spurdurchlauf steht dann
der Schlitten 23 still. Auch eine Gravur entlang wendelförmiger Bahnen ist
möglich, wobei auch im Interlace-Betrieb gearbeitet werden kann, um Blockgrenzen
zu vermeiden.The above process can be repeated for a next track lying in parallel
etc. Of course, the above system can be provided several times,
to shorten the engraving time. Then with each lane pass
the
Die Figur 8 zeigt eine zweite Ausführungsform einer erfindungsgemäßen Laserbearbeitungsanlage. Gleiche Elemente wie in den Figuren 6 und 7 sind wiederum mit dem gleichen Bezugszeichen versehen und werden nicht nochmals beschrieben.FIG. 8 shows a second embodiment of a laser processing system according to the invention. The same elements as in Figures 6 and 7 are again with the same reference numerals and will not be repeated described.
In Abweichung zum Ausführungsbeispiel nach den Figuren 6 und 7 sind hier
auf dem Schlitten 23 drei nebeneinander liegende Laser 27a bis 27c vorhanden.
Jedem dieser Laser ist ein eigener Shutter, ein eigener Modulator und
ein eigenes Linsensystem zugeordnet. Jeder der Modulatoren 30a bis 30c, die
wiederum als akustooptische Modulatoren ausgebildet sind, ist ein eigener
Analogschalter in der Maschinensteuerung 33 zugeordnet, die den Analogschaltern
37 bis 39 in Figur 7 entsprechen. Sie werden ebenfalls mit gleichen
oder unterschiedlichen Eingangsspannungen versorgt, um fokussierte Laserstrahlung
unterschiedlicher Leistung bereitstellen zu können.In deviation from the exemplary embodiment according to FIGS. 6 and 7 are here
on the
Wird bei Drehung des zylinderförmigen Druckformrohlings 1 um seine Längsachse
der Schlitten 23 gleichzeitig von rechts nach links in Figur 8 verschoben,
so laufen die fokussierten Laserstrahlen 28a bis 28c auf schraubenlinienförmigen
Spuren über die Oberfläche des Druckformrohlings 1. Der fokussierte
Laserstrahl 28a geht dabei voran und graviert zunächst Oberflächenbereiche,
die den Bereichen A in Figur 4 entsprechen. Soll ein tiefer liegendes
Plateau 14a bzw. P2 erzeugt werden, kann derselbe Laserstrahl 28a unter
Verwendung des Datenfiles D1 oder D2 zum Zeitpunkt X3 über den Zeitraum
ΔX3 eingeschaltet werden, so daß er jetzt z. B. als leistungsärmerer Strahl
auf den Druckformrohling 1 auftrifft. Zu diesem Zweck könnte der Modulator
30a mit einem oder beiden der in Figur 7 gezeigten Analogschalter 51, 52 verbunden
sein. Als nächstes läuft der fokussierte Laserstrahl 28b entlang derselben
schraubenlinienförmigen Spur und graviert dabei Bereiche, die den
Bereichen B in Figur 4 entsprechen. Sodann wird dieselbe Spur vom fokussierten
Laserstrahl 28c überstrichen, um die Bereiche entlang der Spur zu
gravieren, die den Bereichen C in Figur 4 entsprechen. Auch hier lässt sich
die Leistung der fokussierten Laserstrahlen in Übereinstimmung mit dem
Ausführungsbeispiel nach Figur 7 steuern, indem etwa unterschiedlich hohe
Spannungen an den Steuerungseingang der akustooptischen Modulatoren angelegt
und in Übereinstimmung mit den entsprechenden Datenfiles geschaltet
werden. Auch wäre hier ein Blockbetrieb möglich, bei dem nur zylindrische
Spuren abgefahren werden.When the cylindrical
Ein drittes Ausführungsbeispiel der erfindungsgemäßen Vorrichtung ist in Figur
9 dargestellt. Gleiche Elemente wie in den Figuren 6 bis 8 sind wiederum
mit dem gleichen Bezugszeichen versehen und werden nicht nochmals beschrieben.
Im Unterschied zum Ausführungsbeispiel nach Figur 8 ist hier der
Schlitten 23 fest angeordnet, ist also nicht mehr in Längsrichtung des zylinderförmig
ausgebildeten Druckformrohlings verschiebbar. Vielmehr ist jetzt
der Druckformrohling 1 in seiner Zylinderlängsrichtung verschiebbar gelagert,
wozu er nunmehr auf den Führungen 24 angeordnet ist und z. B. mit
Hilfe der Schraubenspindel 25 angetrieben wird, die ihrerseits vom Drehantrieb
26 in der einen oder anderen Richtung gedreht wird. Von Vorteil ist diese
Anordnung, wenn sehr viele Laser zur gleichzeitigen Bearbeitung des
Druckformrohlings 1 zum Einsatz kommen, da sich hier diese Vielzahl von
Lasern dann nicht mehr stabil und schwingungsarm genug auf einem bewegbaren
Schlitten transportieren lässt.A third exemplary embodiment of the device according to the invention is shown in FIG
9 shown. The same elements as in Figures 6 to 8 are again
provided with the same reference numerals and will not be described again.
In contrast to the embodiment of Figure 8 is here
Ein viertes Ausführungsbeispiel der erfindungsgemäßen Anlage ist in Figur
10 gezeigt. Hier gelangen drei fokussierte Laserstrahlen 28a, 28b, 28c gleichzeitig
auf eine in Umfangsrichtung des zylindrischen Druckformrohlings 1
verlaufende Spur. Dabei sind die fokussierten Laserstrahlen 28a bis 28c in
dieser Umfangsrichtung gegeneinander versetzt. Erzeugt werden sie mit Hilfe
dreier Laser 27a, 27b und 27c, die auf dem Schlitten 23 zum Beispiel übereinander
liegend angeordnet sind und durch drei akustooptische Modulatoren
30a bis 30c schaltbar bzw. modulierbar sind. Die Fokussierung erfolgt mit
Hilfe dreier Linsen 32a bis 32c, wobei für den obersten und für den untersten
Strahl Umlenkspiegel 31a und 31c vorgesehen sind. Auch hier könnte die
Steuerung der drei Laserstrahlen mit Hilfe der akustooptischen Modulatoren
30a bis 30c in Übereinstimmung mit dem in Figur 5 gezeigten Schema erfolgen,
wenn z. B. der Modulator 30a auch mit den Analogschaltern 51, 52 verbunden
wäre.A fourth exemplary embodiment of the system according to the invention is shown in FIG
10 shown. Here three
Die Figur 11 zeigt einen Querschnitt durch eine Flexodruckform, die eine größere
Vollfläche U aufweist, welche von einem Punktraster umgeben ist, der
durch mehrere kleine bergartige Strukturen mit Plateaus P2a, P2b, P2c und
P2d gebildet ist, welche durch Ausnehmungen V von einander getrennt sind.
Die Vollfläche U liegt in der Oberfläche 2 des Druckformrohlings 1, während
die Plateaus P2a, P2b, P2c und P2c unterhalb der Oberfläche 2 liegen, und
zwar um so tiefer, je näher sie sich an der Vollfläche U befinden.FIG. 11 shows a cross section through a flexographic printing forme, which is a larger one
Has full surface U, which is surrounded by a grid of points, the
through several small mountain-like structures with plateaus P2a, P2b, P2c and
P2d is formed, which are separated from one another by recesses V.
The full surface U lies in the
Wird die in Figur 11 gezeigte Druckform zum Zwecke des Druckens auf die
Oberfläche einer Walze 53 gelegt, und wird zwischen der Vollfläche U und der
Walze 53 eine Unterlage 54 (Zugabe) angeordnet, so wird die Druckform im
Bereich der Vollfläche U relativ stark komprimiert, wenn diese gegen eine
Druckfläche 55 gepresst wird. Die Unterlage 54 beschränkt sich auf den Bereich
der Vollfläche U, wobei die Andruckkraft gegen die Druckfläche 55 so
gewählt wird, daß die außerhalb der Vollfläche U liegende Oberfläche 2 der
Druckform gerade mit der Druckfläche 55 in Kontakt kommt und praktisch
nicht oder nur wenig gepresst wird. Infolge des Vorhandenseins der Unterlage
54 werden beim Preßvorgang dann natürlich auch die tiefer liegenden Plateaus
P2a, P2b, P2c und P2d angehoben, letzteres aber mehr als das erstere.
Sämtliche Plateaus gelangen soweit nach oben, bis sie wieder mit der Oberfläche
2 fluchten und praktisch nicht in Preßkontakt mit der Druckfläche 55
stehen. Dies ist nur bei der Vollfläche U der Fall. Ein starker Anpreßdruck
zwischen der Druckfläche 55 und den Plateaus P2a-P2d wird somit vermieden,
so daß sie nicht deformiert werden. Dadurch wird eine bessere
Druckqualität sichergestellt. Außerdem wird die Druckqualität dadurch verbessert,
daß sich auf den ebenen Plateaus P2a-P2d Druckmaterial (Farbe,
Paste, etc.) besser anlagern kann.If the printing form shown in Figure 11 for the purpose of printing on the
Surface of a
Claims (36)
die Steuereinrichtung so ausgebildet ist, daß sie wenigstens ein jeweils Strahlein- und -ausschaltbefehle enthaltendes Datenfile (D1, D2) zur Verfügung stellt, um auch die zwischen den Ausnehmungen (V) liegende Oberfläche des Druckformrohlings (1) durch Strahlung abzutragen, um dadurch tiefer liegende Plateaus (P2) zu erhalten.Device for producing a printing form, with
the control device is designed such that it provides at least one data file (D1, D2) containing beam switch-on and switch-off commands in order to also remove the surface of the printing form blank (1) lying between the recesses (V) by radiation, thereby deeper to maintain lying plateaus (P2).
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01112706A EP1262316B1 (en) | 2001-05-25 | 2001-05-25 | Method and apparatus for making a printing plate |
| ES01112706T ES2233523T3 (en) | 2001-05-25 | 2001-05-25 | PROCEDURE AND DEVICE FOR THE MANUFACTURE OF A PRINT MOLD. |
| AT01112706T ATE282527T1 (en) | 2001-05-25 | 2001-05-25 | METHOD AND DEVICE FOR PRODUCING A PRINTING FORM |
| DE50104542T DE50104542D1 (en) | 2001-05-25 | 2001-05-25 | Process and device and for producing a printing form |
| CNB021206309A CN1212929C (en) | 2001-05-25 | 2002-05-22 | Method and equipment for producing a printing block |
| JP2002148853A JP3556205B2 (en) | 2001-05-25 | 2002-05-23 | Method and apparatus for manufacturing printing blocks |
| US10/154,827 US6698354B2 (en) | 2001-05-25 | 2002-05-28 | Method and device for producing a printing block |
| HK03104679.7A HK1052321B (en) | 2001-05-25 | 2003-07-02 | Method and device for producing a printing block |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01112706A EP1262316B1 (en) | 2001-05-25 | 2001-05-25 | Method and apparatus for making a printing plate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1262316A1 true EP1262316A1 (en) | 2002-12-04 |
| EP1262316B1 EP1262316B1 (en) | 2004-11-17 |
Family
ID=8177544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01112706A Expired - Lifetime EP1262316B1 (en) | 2001-05-25 | 2001-05-25 | Method and apparatus for making a printing plate |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6698354B2 (en) |
| EP (1) | EP1262316B1 (en) |
| JP (1) | JP3556205B2 (en) |
| CN (1) | CN1212929C (en) |
| AT (1) | ATE282527T1 (en) |
| DE (1) | DE50104542D1 (en) |
| ES (1) | ES2233523T3 (en) |
| HK (1) | HK1052321B (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005030425A1 (en) * | 2003-09-26 | 2005-04-07 | Peguform Gmbh | Method for multi-layer material erosion on a three-dimensional surface by use of a raster image describing the surface structure |
| EP1857275A1 (en) * | 2006-05-18 | 2007-11-21 | Hueck Folien GmbH & Co. KG | Manufacturing process of high resolution flexoprinting products |
| WO2009029167A1 (en) * | 2007-08-27 | 2009-03-05 | Eastman Kodak Company | Engraving of printing plates |
| US8066837B2 (en) | 2004-10-14 | 2011-11-29 | Flint Group Germany Gmbh | Processes and apparatus for producing photopolymerizable, cylindrical, continuous, seamless flexographic printing elements |
| WO2011146203A3 (en) * | 2010-05-17 | 2012-01-12 | Eastman Kodak Company | Direct engraving of flexographic printing plates |
| WO2012099806A1 (en) * | 2011-01-21 | 2012-07-26 | Eastman Kodak Company | Laser leveling highlight control |
| EP2583827A3 (en) * | 2010-05-11 | 2013-06-05 | Eastman Kodak Company | An autofocus imaging apparatus |
| WO2014006517A1 (en) * | 2012-07-02 | 2014-01-09 | Rexam Beverage Can South America S.A. | A device for printing cans, a process for printing cans, a printed can and a transfer blanket |
| US10086602B2 (en) | 2014-11-10 | 2018-10-02 | Rexam Beverage Can South America | Method and apparatus for printing metallic beverage container bodies |
| US10195842B2 (en) | 2013-06-11 | 2019-02-05 | Ball Corporation | Apparatus for forming high definition lithographic images on containers |
| US10549921B2 (en) | 2016-05-19 | 2020-02-04 | Rexam Beverage Can Company | Beverage container body decorator inspection apparatus |
| US10675861B2 (en) | 2014-12-04 | 2020-06-09 | Ball Beverage Packaging Europe Limited | Method and apparatus for printing cylindrical structures |
| US10976263B2 (en) | 2016-07-20 | 2021-04-13 | Ball Corporation | System and method for aligning an inker of a decorator |
| US11034145B2 (en) | 2016-07-20 | 2021-06-15 | Ball Corporation | System and method for monitoring and adjusting a decorator for containers |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7875321B2 (en) * | 2002-12-11 | 2011-01-25 | Agfa Graphics Nv | Preparation of flexographic printing plates using ink jet recording |
| DE10345081A1 (en) * | 2003-09-26 | 2005-05-19 | Peguform Gmbh & Co. Kg | Method for processing a three-dimensional surface |
| US20060065147A1 (en) * | 2004-09-30 | 2006-03-30 | Dainippon Screen Mfg. Co., Ltd. | Platemaking method and platemaking apparatus |
| JP2006095931A (en) * | 2004-09-30 | 2006-04-13 | Dainippon Screen Mfg Co Ltd | Plate making method and plate making apparatus for printing plate |
| DE102005022696A1 (en) * | 2005-05-18 | 2006-11-23 | Benecke-Kaliko Ag | Method for producing three-dimensionally structured surfaces |
| US20080018943A1 (en) * | 2006-06-19 | 2008-01-24 | Eastman Kodak Company | Direct engraving of flexographic printing plates |
| JP5313453B2 (en) * | 2007-01-31 | 2013-10-09 | 昭和アルミニウム缶株式会社 | Letterpress for offset printing of metal seamless cans |
| CA2629661C (en) | 2007-12-11 | 2015-01-06 | Sumita Company Ltd. | Letterpress printing plate |
| US7841277B1 (en) | 2007-12-26 | 2010-11-30 | Van Denend Mark E | Layered structure of a printing plate for printing solid areas and highlight areas |
| JP2009214334A (en) * | 2008-03-07 | 2009-09-24 | Fujifilm Corp | Printing plate making device and manufacturing method of printing plate |
| US8987632B2 (en) * | 2009-10-09 | 2015-03-24 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Modification of surface energy via direct laser ablative surface patterning |
| US20110278767A1 (en) * | 2010-05-17 | 2011-11-17 | David Aviel | Direct engraving of flexographic printing plates |
| US8408130B2 (en) * | 2010-08-25 | 2013-04-02 | Eastman Kodak Company | Method of making flexographic printing members |
| US8539881B2 (en) * | 2011-01-21 | 2013-09-24 | Eastman Kodak Company | Laser leveling highlight control |
| JP5318166B2 (en) * | 2011-08-26 | 2013-10-16 | 富士フイルム株式会社 | Multi-beam exposure scanning method and apparatus and printing plate manufacturing method |
| US9278374B2 (en) | 2012-06-08 | 2016-03-08 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Modified surface having low adhesion properties to mitigate insect residue adhesion |
| CN107107267B (en) * | 2014-11-10 | 2020-08-25 | 康宁股份有限公司 | Laser processing of transparent articles using multiple focal points |
| GB2533287B (en) * | 2014-12-12 | 2016-11-02 | Applied Laser Eng Ltd | Improvements to laser engraving of printing or texturing rolls |
| CN113634903B (en) * | 2021-06-30 | 2023-03-14 | 中钞印制技术研究院有限公司 | Laser platemaking equipment and platemaking system |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5427026A (en) * | 1993-02-10 | 1995-06-27 | Sony Corporation | Press sheet engraving apparatus |
| WO1997019783A1 (en) * | 1995-11-29 | 1997-06-05 | Baasel-Scheel Lasergraphics Gmbh | Laser engraving system |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2854336A (en) * | 1955-03-07 | 1958-09-30 | Youngstown Arc Engraving Compa | Method of forming a two-level photoengraved embossing plate or mold |
| CA1062541A (en) * | 1974-09-26 | 1979-09-18 | Tadashi Kawamoto | Printing plate and method for forming the same |
| US4115123A (en) * | 1976-06-14 | 1978-09-19 | Napp Systems (Usa), Inc. | Shallow relief photopolymer printing plate and methods |
| DE2706947C3 (en) * | 1977-02-18 | 1981-11-19 | Standex International Gmbh, 4150 Krefeld | Process and pressure roller device for the production of embossing engravings on large-format press plates for plastic plate presses by applying an etching reserve |
| JPS59143158A (en) * | 1983-02-07 | 1984-08-16 | W R Gureesu:Kk | Production of print plate |
| EP0169294B1 (en) * | 1984-07-23 | 1992-04-01 | Asahi Kasei Kogyo Kabushiki Kaisha | A resin printing plate and preparation thereof |
| JP3533600B2 (en) * | 1999-09-08 | 2004-05-31 | リコーマイクロエレクトロニクス株式会社 | Intaglio, intaglio production method and apparatus |
| WO2001076808A2 (en) * | 2000-04-11 | 2001-10-18 | Gsi Lumonics Inc. | A method and system for laser drilling |
| DE10024456A1 (en) * | 2000-05-18 | 2001-11-29 | Heidelberger Druckmasch Ag | Transferring information onto printing plate involves simultaneous illumination of different areas of printing plate with laser beam and ultraviolet light |
| US6838638B2 (en) * | 2000-07-31 | 2005-01-04 | Toyota Jidosha Kabushiki Kaisha | Laser beam machining method |
| SG108262A1 (en) * | 2001-07-06 | 2005-01-28 | Inst Data Storage | Method and apparatus for cutting a multi-layer substrate by dual laser irradiation |
-
2001
- 2001-05-25 EP EP01112706A patent/EP1262316B1/en not_active Expired - Lifetime
- 2001-05-25 DE DE50104542T patent/DE50104542D1/en not_active Expired - Lifetime
- 2001-05-25 AT AT01112706T patent/ATE282527T1/en active
- 2001-05-25 ES ES01112706T patent/ES2233523T3/en not_active Expired - Lifetime
-
2002
- 2002-05-22 CN CNB021206309A patent/CN1212929C/en not_active Expired - Fee Related
- 2002-05-23 JP JP2002148853A patent/JP3556205B2/en not_active Expired - Fee Related
- 2002-05-28 US US10/154,827 patent/US6698354B2/en not_active Expired - Fee Related
-
2003
- 2003-07-02 HK HK03104679.7A patent/HK1052321B/en not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5427026A (en) * | 1993-02-10 | 1995-06-27 | Sony Corporation | Press sheet engraving apparatus |
| WO1997019783A1 (en) * | 1995-11-29 | 1997-06-05 | Baasel-Scheel Lasergraphics Gmbh | Laser engraving system |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005030425A1 (en) * | 2003-09-26 | 2005-04-07 | Peguform Gmbh | Method for multi-layer material erosion on a three-dimensional surface by use of a raster image describing the surface structure |
| US8066837B2 (en) | 2004-10-14 | 2011-11-29 | Flint Group Germany Gmbh | Processes and apparatus for producing photopolymerizable, cylindrical, continuous, seamless flexographic printing elements |
| EP1857275A1 (en) * | 2006-05-18 | 2007-11-21 | Hueck Folien GmbH & Co. KG | Manufacturing process of high resolution flexoprinting products |
| WO2009029167A1 (en) * | 2007-08-27 | 2009-03-05 | Eastman Kodak Company | Engraving of printing plates |
| JP2010537848A (en) * | 2007-08-27 | 2010-12-09 | イーストマン コダック カンパニー | Printing plate engraving |
| US8621996B2 (en) | 2007-08-27 | 2014-01-07 | Eastman Kodak Company | Engraving of printing plates |
| EP2583827A3 (en) * | 2010-05-11 | 2013-06-05 | Eastman Kodak Company | An autofocus imaging apparatus |
| WO2011146203A3 (en) * | 2010-05-17 | 2012-01-12 | Eastman Kodak Company | Direct engraving of flexographic printing plates |
| US8365662B2 (en) | 2010-05-17 | 2013-02-05 | Eastman Kodak Company | Direct engraving of flexographic printing plates |
| US8561538B2 (en) | 2011-01-21 | 2013-10-22 | Eastman Kodak Company | Laser leveling highlight control |
| WO2012099806A1 (en) * | 2011-01-21 | 2012-07-26 | Eastman Kodak Company | Laser leveling highlight control |
| WO2014006517A1 (en) * | 2012-07-02 | 2014-01-09 | Rexam Beverage Can South America S.A. | A device for printing cans, a process for printing cans, a printed can and a transfer blanket |
| US9573358B2 (en) | 2012-07-02 | 2017-02-21 | Rexam Beverage Can South America S.A. | Device for printing cans, a process for printing cans, a printed can and a transfer blanket |
| RU2636028C2 (en) * | 2012-07-02 | 2017-11-17 | Рексам Беверидж Кэн Саус Америка С.А. | Device for printing on cans, method of printing on cans, can with such seal and printed leaf |
| US10315411B2 (en) | 2012-07-02 | 2019-06-11 | Ball Beverage Can South America S.A. | Device for printing cans, a process for printing cans, a printed can and a transfer blanket |
| US10850497B2 (en) | 2013-06-11 | 2020-12-01 | Ball Corporation | Apparatus and method for forming high definition lithographic images on containers |
| US10195842B2 (en) | 2013-06-11 | 2019-02-05 | Ball Corporation | Apparatus for forming high definition lithographic images on containers |
| US10086602B2 (en) | 2014-11-10 | 2018-10-02 | Rexam Beverage Can South America | Method and apparatus for printing metallic beverage container bodies |
| US10675861B2 (en) | 2014-12-04 | 2020-06-09 | Ball Beverage Packaging Europe Limited | Method and apparatus for printing cylindrical structures |
| US10549921B2 (en) | 2016-05-19 | 2020-02-04 | Rexam Beverage Can Company | Beverage container body decorator inspection apparatus |
| US10976263B2 (en) | 2016-07-20 | 2021-04-13 | Ball Corporation | System and method for aligning an inker of a decorator |
| US11034145B2 (en) | 2016-07-20 | 2021-06-15 | Ball Corporation | System and method for monitoring and adjusting a decorator for containers |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50104542D1 (en) | 2004-12-23 |
| ES2233523T3 (en) | 2005-06-16 |
| CN1212929C (en) | 2005-08-03 |
| JP2003039626A (en) | 2003-02-13 |
| JP3556205B2 (en) | 2004-08-18 |
| HK1052321B (en) | 2006-03-10 |
| HK1052321A1 (en) | 2003-09-11 |
| US20020189471A1 (en) | 2002-12-19 |
| US6698354B2 (en) | 2004-03-02 |
| CN1387997A (en) | 2003-01-01 |
| EP1262316B1 (en) | 2004-11-17 |
| ATE282527T1 (en) | 2004-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1262316B1 (en) | Method and apparatus for making a printing plate | |
| EP1262315B1 (en) | Method and apparatus for making a printing plate | |
| EP0906193B1 (en) | Process for producing dies | |
| DE2128729C3 (en) | Process for the production of stencils for printing electrical circuits see | |
| EP2144728B1 (en) | Method for incorporating a structure into a surface of a transparent workpiece | |
| DE602006000434T3 (en) | Platemaking equipment | |
| DE1960959C3 (en) | Process for the production of a printing form | |
| DE2420139C3 (en) | Method and device for producing a watermark embossing form | |
| DE2060661B2 (en) | Method for producing a surface in the form of a relief and device for carrying out the method | |
| DE3249518T1 (en) | Method and device for the production of gravure cells in a gravure cylinder | |
| DE1959853A1 (en) | Method for engraving a sign, symbol, decorative pattern or the like. in the surface of an object and a device for carrying out such a process | |
| DE4106210A1 (en) | LASER MARKING DEVICE | |
| DE4209933C2 (en) | Process for the removal of shape on a workpiece by laser beam evaporation of the material with a cw-Nd: YAG laser | |
| DE102012006558B4 (en) | Process for producing a flexographic printing plate | |
| DE4324970C2 (en) | Process for producing an embossing roller for continuously embossing the surface of a thermoplastic film with a pattern | |
| EP0335830B1 (en) | Process and installation for producing a multiple form for the reproduction of line engraved intaglio printing plates | |
| DE2111628A1 (en) | Relief printing plates - or cylinders engraved by use of an electron beam | |
| DE748274C (en) | Process for the production of the hashur on pressure rollers for stuff and paper printing with the help of photoelectric transmission | |
| DE1057877B (en) | Electronic cliché machine with changeable reproduction scale | |
| DE102011017080B4 (en) | Process for machining a workpiece with a laser beam | |
| DE102005052157A1 (en) | Erasable and reusable gravure printing form illustrating method, involves charging gravure printing form with laser beams for image-moderate removing of filling materials, and modulating intensity of laser beams | |
| EP0768795A1 (en) | Method for manufacturing stencil-plates, particularly for paper or textile printing | |
| EP0802049A1 (en) | Half-tone printing method and printing machine for its realization | |
| DE2622711C3 (en) | Process and device for the production of printed circuit boards | |
| DE814416C (en) | Device for automatic engraving of cylindrical grids |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20020115 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: JUFFINGER, JOSEF Inventor name: THALER, KARL |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20030925 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041117 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041117 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041117 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STORK PRINTS AUSTRIA GMBH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: STORK PRINTS AUSTRIA GMBH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: JUFFINGER, JOSEF Inventor name: THALER, KARL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50104542 Country of ref document: DE Date of ref document: 20041223 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: A. BRAUN, BRAUN, HERITIER, ESCHMANN AG PATENTANWAE |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: STORK PRINTS AUSTRIA GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050217 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050217 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050217 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050525 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2233523 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050818 |
|
| BERE | Be: lapsed |
Owner name: STORK PRINTS AUSTRIA GMBH Effective date: 20050531 |
|
| BERE | Be: lapsed |
Owner name: *STORK PRINTS AUSTRIA G.M.B.H. Effective date: 20050531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050417 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: STORK PRINTS AUSTRIA GMBH Free format text: STORK PRINTS AUSTRIA GMBH#KUFSTEINER STRASSE 4#6336 LANGKAMPFEN (AT) -TRANSFER TO- STORK PRINTS AUSTRIA GMBH#KUFSTEINER STRASSE 4#6336 LANGKAMPFEN (AT) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120508 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120525 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130531 Year of fee payment: 13 Ref country code: CH Payment date: 20130523 Year of fee payment: 13 Ref country code: GB Payment date: 20130416 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20130531 Year of fee payment: 13 Ref country code: FR Payment date: 20130523 Year of fee payment: 13 Ref country code: IT Payment date: 20130522 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLBEINSTRASSE 36-38, 4051 BASEL (CH) |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50104542 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20141201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 282527 Country of ref document: AT Kind code of ref document: T Effective date: 20140525 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141201 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140525 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50104542 Country of ref document: DE Effective date: 20141202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140525 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140602 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140525 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140526 |