EP1236668A2 - Yarn setting method to winding tube in automatic winder and automatic winder - Google Patents
Yarn setting method to winding tube in automatic winder and automatic winder Download PDFInfo
- Publication number
- EP1236668A2 EP1236668A2 EP02002723A EP02002723A EP1236668A2 EP 1236668 A2 EP1236668 A2 EP 1236668A2 EP 02002723 A EP02002723 A EP 02002723A EP 02002723 A EP02002723 A EP 02002723A EP 1236668 A2 EP1236668 A2 EP 1236668A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- winding
- trapping
- leading member
- leading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/22—Automatic winding machines, i.e. machines with servicing units for automatically performing end-finding, interconnecting of successive lengths of material, controlling and fault-detecting of the running material and replacing or removing of full or empty cores
- B65H54/26—Automatic winding machines, i.e. machines with servicing units for automatically performing end-finding, interconnecting of successive lengths of material, controlling and fault-detecting of the running material and replacing or removing of full or empty cores having one or more servicing units moving along a plurality of fixed winding units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H65/00—Securing material to cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a yarn setting method to a winding tube in an automatic winder, and the automatic winder, specifically to the automatic winder capable of carrying out setting work of a yarn of a yarn supplying body to the winding tube smoothly and speedily without providing a special device.
- a well known method is such that under the state in which the yarn is connected between the yarn supplying body and a yarn winding body, a doffing device picks up and cuts the connected yarn and traps the lower yarn leading to the yarn supplying body, discharges the yarn winding body, and sets a new winding tube at the same time as the setting of the trapped yarn of the yarn supplying body to the winding tube.
- the upper yarn trapped by the suction pipe and the lower yarn trapped by the relay pipe are led into a yarn joining device respectively, the yarn is joined.
- a state in which the yarn is being connected from the yarn supplying body to the yarn winding body is created.
- the position to pick up the lower yarn is to be located in the lower part of a winding unit and away from the position of the doffing device. Therefore, the accuracy in the position of the yarn picking lever to be advanced from the doffing device to the lower direction is required to be high, and the time required for the yarn picking lever to advance to the lower direction also becomes long.
- the present invention was made in consideration to aforementioned problems and it is thus the object of the present invention to provide the yarn setting method to the winding tube in the automatic winder and the automatic winder capable of carrying out the setting operation of the yarn of the yarn supplying body smoothly and speedily.
- the automatic winder has a plurality of winding units, and each winding unit comprises a yarn joining device, a lower yarn trapping-leading member which moves between a yarn supplying body side and a yarn winding body side to trap the yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn trapping-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and each winding unit forms the yarn winding body by winding up the yarn of the yarn supplying body to the winding tube.
- the automatic winder comprises a doffing device which runs along a plurality of the winding units, and according to the demand signal transmitted from the winding unit, arrives at the winding unit which transmitted the demand signal, receives the yarn of the yarn supplying body trapped by the lower yarn trapping-leading member, and sets the yarn to the winding tube set in the winding unit.
- the winding unit traps the yarn of the yarn supplying body by the lower yarn trapping-leading member, the lower yarn trapping-leading member is moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then transmits the demand signal.
- the doffing device since the moving of the lower yarn to the yarn winding body side by the lower yarn trapping-leading member at the winding unit side is completed before the doffing device arrives at the winding unit, the doffing device is capable of starting the picking operation of the lower yarn immediately after arriving at the winding unit, and as a result, the time required for setting the yarn to the winding tube can be shortened.
- the second invention is an invention according to the first invention in which a cutting device for cutting the yarn connected between the yarn supplying body and the yarn winding body, and a holding means which is located in the upstream side to the yarn cutting device are provided in the winding unit. Moreover, when the yarn winding body becomes full and the yarn is cut by the yarn cutting device, the holding means holds the yarn end at the yarn supplying body side. Then, the lower yarn trapping-leading member traps the yarn of the yarn supplying body between the holding means and the yarn supplying body, the lower yarn trapping-leading member is moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- the lower yarn among the cut yarn is held by the holding means temporarily, and then the lower yarn is trapped by the lower yarn trapping-leading member.
- the lower yarn can be held by the lower yarn trapping-leading member reliably.
- the third invention is an invention according to the second invention wherein the holding means is a tension applying device for applying tension to the yarn being wound.
- the tension applying device for applying tension to the yarn also serves as a holding means for holding the lower yarn after the yarn is cut. Therefore, a suction-typed yarn trap or the like for holding the yarn when the yarn is cut, is not required to be provided separately.
- the fourth invention is an invention according to the second invention or the third invention wherein the lower yarn trapping-leading member is on standby during winding under the state in which the lower yarn trapping mouth of the lower yarn trapping-leading member is located at the yarn supplying body side than the yarn joining device, and when the yarn winding body becomes full and the yarn is cut by the yarn cutting device, the holding means holds the yarn end at the yarn supplying body side, and then the lower yarn trapping-leading member traps the yarn of the yarn supplying body between the holding means and the yarn supplying body, the lower yarn trapping-leading member is then moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- the yarn trapping by the lower yarn trapping-leading member can be carried out speedily after the yarn is cut.
- the yarn held by the holding means is trapped by the lower yarn trapping-leading member being moved from the downward state to the yarn trapping position, a movable guide for guiding the yarn held by the holding means to the lower yarn trapping-leading member is not required to be provided specially. As a result, the structure can be simple.
- the fifth invention is an invention according to any one of the first invention through the fourth invention, wherein a clamp device is provided in the lower yarn trapping-leading member.
- the clamp device becomes an opened state when the lower yarn trapping-leading member is located at the yarn trapping position for trapping the yarn of the yarn supplying body, and the leading position for leading to the yarn joining device. Moreover, the clamp device becomes clamping state until the lower yarn trapping-leading member reaches the leading position after departing from the yarn trapping position.
- the lower yarn trapping-leading member is moved to the yarn winding body side until reaching the position in front of the leading position while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- the demand signal can be transmitted while the clamp device is under the clamping state, and the yarn of the yarn supplying body is not drew out excessively.
- the automatic winder according to the sixth invention comprises the doffing device which displaces the yarn winding body from the winding unit, sets a new winding tube to the winding unit, attaches the yarn to the new winding tube and is capable of running along a plurality of winding units.
- Each of the plurality of the winding units comprises the yarn joining device and forms the yarn winding body by drawing up the yarn of the yarn supplying body and winding the yarn to the winding tube.
- the winding unit comprises a first driving means for moving the lower yarn trapping-leading member which transports the yarn of the yarn supplying body toward the yarn joining device, a second driving means for moving the upper yarn trapping-leading member which transports the yarn of the yarn winding body toward the yarn joining device, and a pausing means for stopping the first driving means temporarily when the lower yarn trapping-leading member is located at the doffing standby position which is the position immediately before the position where the lower yarn trapping-leading member leads the yarn of the yarn supplying body into the yarn joining device.
- the doffing device comprises a yarn setting means which picks up the lower yarn of the yarn supplying body of which has been transported to the doffing standby position by the lower yarn trapping-leading member, and sets the yarn of the yarn supplying body to the newly set winding tube.
- the first driving means is available exclusive for the lower yarn trapping-leading member, when the yarn winding body becomes full and a doffing is demanded, without operating unnecessary members including the upper yarn trapping-leading member, only the lower yarn trapping-leading member can be operated. Therefore, the trapping of the lower yarn after the yarn is cut and the lifting of the trapped lower yarn to the yarn winding body can be carried out speedily, and the doffing demand can be transmitted in early stage after the yarn winding body becomes full.
- a stepping motor pulse motor
- the lower yarn trapping-leading member can be stopped at any position reliably.
- the automatic winder comprises the winding unit including a yarn joining device, the lower yarn trapping-leading member which moves between the yarn supplying body side and the yarn winding body side to trap the yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn trapping-leading member which operates with the lower yarn trapping-leading member, traps the yarn of the yarn winding body and leads the trapped yarn to the yarn joining device, and forming the yarn winding body by winding up the yarn of the yarn supplying body to the winding tube.
- Such winding unit is arranged in a plurality in the automatic winder.
- the automatic winder is provided with the doffing device which runs along the plurality of winding units, and according to the demand signal transmitted from the winding unit, arrives at the winding unit which transmitted the demand signal, receives the yarn of the yarn supplying body trapped by the lower yarn trapping leading means, and sets the yarn to the winding tube set in the winding unit. Furthermore, the operation of the upper yarn trapping-leading member and the yarn joining device is prohibited, the yarn of the yarn supplying body is trapped by the lower yarn trapping-leading member, and the lower yarn trapping-leading member is moved to the yarn winding body, and then the demand signal is transmitted.
- the seventh invention since the moving of the lower yarn to the yarn winding body side by the lower yarn trapping-leading member at the winding unit side is completed before the doffing device arrives at the winding unit, the time required for setting the yarn to the winding tube is reduced. Moreover, since the upper yarn trapping-leading member and the yarn joining device are unmovable, the upper yarn is not drew out from the yarn winding body and the yarn joining is not carried out, and only the moving of the lower yarn to the yarn winding body side by the lower yarn trapping-leading member is carried out.
- the eighth invention is an invention according to the seventh invention wherein the winding unit comprises a driving drum for rotating and driving the yarn winding body, and accompanying the operation of the upper yarn trapping-leading member, the driving drum rotates in the reverse direction to the winding direction. Moreover, the upper yarn trapping-leading member and the yarn joining device are prohibited from being operated by separating the yarn winding body away from the driving drum to prevent the yarn of the yarn winding body to be trapped by the upper yarn trapping-leading member, and by stopping the lower yarn trapping-leading member from moving to the yarn winding body side at a position before the yarn of the yarn supplying body is led to the yarn joining device by the lower yarn trapping-leading member.
- the yarn winding body for separating the yarn winding body from the driving drum, even when the reverse direction rotation of the driving drum which is necessary for the general yarn joining operation is carried out, the yarn winding body is not rotated, and the yarn leading to the yarn winding body is not trapped by the upper yarn trapping-leading member. Moreover, the yarn joining device is prevented from working on the lower yarn, and in addition, the position where the lower yarn trapping-leading member is stopped, is located immediately in front of the position where the yarn is led to the yarn joining device, the lower yarn trapping-leading member is capable of transporting up the lower yarn to the highest position.
- the automatic winder according to the ninth invention comprises a doffing device which displaces the yarn winding body from a winding unit, sets a new winding tube to the winding unit, attaches the yarn to the new winding tube and is capable of running along a plurality of winding units.
- Each of the plurality of the winding units comprises the yarn joining device and forms the yarn winding body by winding up the yarn of the yarn supplying body.
- the winding unit comprises a driving means for operating by interlocking the lower yarn sucking-leading member for transporting the yarn of the yarn supplying body toward the yarn joining device and the upper yarn sucking-leading member for transporting the yarn of the yarn winding body toward the joining device, the pausing means for stopping the driving means temporarily when the lower yarn sucking-leading member is located at the position immediately before the position for leading the yarn of the yarn supplying body into the yarn joining device, and a lifting means for lifting the yarn winding body so that the yarn of the yarn winding body is not sucked by the upper yarn sucking-leading member.
- the doffing device comprises a yarn setting means for picking up the yarn of the yarn supplying body which is transported above by the lower yarn sucking-leading member and setting the yarn of the yarn supplying body to the newly set winding tube.
- the upper yarn sucking-leading member becomes non-acting, and by the pausing means for the driving means of the upper yarn sucking-leading member and the lower yarn sucking-leading member, the lower yarn is led to a position higher than the yarn joining device by the lower yarn sucking-leading member.
- the tenth invention is an invention according to the ninth invention wherein the driving means is provided independently per each winding unit.
- the upper yarn trapping-leading member and the lower yarn trapping-leading member can be paused per each winding unit.
- the yarn setting method to the winding tube in the automatic winder according to the eleventh invention is characterized in that the automatic winder has a plurality of winding units, and each winding unit comprises the yarn joining device, the lower yarn sucking-leading member which moves between the yarn supplying body side and the yarn winding body side to trap the yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and the upper yarn sucking-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and each winding unit forms the yarn winding body by winding up the yarn of the yarn supplying body to the winding tube.
- the automatic winder comprises the doffing device which runs along a plurality of the winding units, and according to the demand signal transmitted from the winding unit, arrives at the winding unit which transmitted the demand signal, receives the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member, and sets the yarn to the winding tube set in the winding unit.
- the lower yarn sucking-leading member becomes an opened state when being located at the yarn trapping position for trapping the yarn of the yarn supplying body and the leading position for leading the yarn of the yarn supplying body to the yarn joining device.
- the lower yarn sucking-leading member becomes a closed state until reaching the leading position at the yarn winding body side after departing from the yarn trapping position at the yarn supplying body side.
- the lower yarn sucking-leading member trapping the yarn of the yarn supplying body is moved to the doffing standby position, which is the position immediately before reaching the leading position.
- the lower yarn sucking-leading member which is trapping the yarn of the yarn supplying body is moved to the doffing standby position which is the position immediately before reaching the leading position. Therefore, it is shortened of the time required for the doffing device to receive the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member and to set the yarn to the winding tube.
- an automatic winder 1 comprises winding units 2 arranged in a plurality, and a doffing device 3 capable of running along the plurality of winding units 2 and in the arranged direction (depth direction of the page of Figure 1).
- the winding unit 2 winds a yarn Y from a yarn supplying body 5 (yarn supplying bobbin or yarn supplying package) while joining the yarns from a plurality of yarn supplying bodies accordingly, and forms a large yarn winding body 6 (yarn winding package) including the designated yarn amount.
- the yarn Y unwound from the supply bobbin 5 supported by a tray 11 is wound up to the yarn winding body 6 which is held by a cradle 12 (an embodiment of the winding tube supporting device) and rotated by a traverse drum 13 (an embodiment of the driving drum).
- an unwinding assisting device 15 for assisting the unwinding of the yarn Y from the supply bobbin 5
- a gate-typed tension applying device (serves also as lower yarn holding means) 16 for applying designated tension to the yarn Y
- a yarn joining device 20 for detecting yarn defects such as a slub
- a waxing device 17 for coating wax to the yarn Y
- the traverse drum 13 are provided to construct the winding unit 2.
- a cutter 19a (an embodiment of the yarn cutting device) is attached.
- the slub catcher or the yarn clearer 19 detects the yarn defect or when doffing the full tube, according to the yarn defect detected signal or the full wound signal, the cutter 19a cuts the yarn Y connected between the yarn supplying body 5 and the yarn winding body 6.
- a contacting-typed tension applying device for applying tension by the friction with the yarn for example, a gate-typed tension applying device which engages a pair of the comb-blades, or the disk-typed tension applying device for applying tension by sandwiching the yarn between a pair of disks.
- the applying tension of the tension applying device 16 can be adjusted by the electric signal.
- the tension applying device 16 is the gate-typed, when the yarn is cut, and a pair of the comb-blades are completely engaged (the opposite state to the opened state), and as a result, the tension applying device 16 can hold the yarn.
- the tension applying device 16 is a disk-typed, by raising the pressuring force between the disks when the yarn is cut, the yarn can be held.
- an air-typed yarn joining device for joining the yarn by working the whirling air flow to the overlapping section of both yarn ends is preferable to be used, however, a device for knotting yarn ends (knotter) can be used.
- a suction pipe 21 (an embodiment of the upper yarn trapping-leading member) which sucks and traps the yarn from the yarn winding body 6 (hereafter referred to as "upper yarn”) and then leads into the yarn joining device 20 by the turning movement is provided above the yarn joining device 20.
- a relay pipe 22 (an embodiment of the lower yarn trapping-leading member) which sucks and traps the yarn at the yarn supplying body 5 side which is connected to the yarn supplying body 5 (hereafter referred to as "lower yarn”) and leads into the yarn joining device 20 by the turning movement is provided below the yarn joining device 20.
- a lower yarn trapping mouth 22a suction mouth
- a clamp device 22b for switching the lower yarn trapping mouth 22a between closed state and opened state and clamping the lower yarn under the closed state are provided.
- the relay pipe 22 is turned in the vertical direction by a stepping motor or a pulse motor (first driving means) 49 to be mentioned below, and by the control of the stepping motor or the pulse motor 49, the relay pipe 22 can be located at a lower end position (yarn end trapping position) (a), a standby position (b) which is the downward state below the yarn joining device 20, a doffing standby position (c) which is the upward state above the yarn joining device 20, and a leading position (upper end position) (d) to the yarn joining device 20.
- the clamp device 22b switches from the closed state to the opened state by hitting a stopper at the yarn end trapping position (a) or the leading position (d).
- the relay pipe 22 sucks the lower yarn from the lower yarn trapping mouth 22a at the lower end position (a), and releases the clamped yarn end at the leading position (d).
- the clamp device 22b is maintained under the closed state at the position other than the yarn end trapping position (a) or the leading position (d), and the trapped lower yarn is kept being clamped.
- the suction pipe 21 is coordinately driven with the yarn joining device 20 via a driving motor (second driving means) 46 and a cam mechanism 45 to be mentioned below. Moreover, the suction pipe 21 can be located at the downward standby position where the upper yarn trapping mouth (suction mouth) is located below the yarn joining device 20, and the upward yarn trapping position where the upper yarn trapping mouth is located in the proximity to the position where the yarn winding body 6 and the traverse drum 13 are contacting with one another.
- the yarn end of the yarn supplying body 5 is blew up, and the yarn end reaches a yarn guide 23 via the unwinding assisting device 15, and is sucked and trapped by the lower yarn trapping mouth 22a of the relay pipe 22 which is located at the yarn end trapping position (a).
- the relay pipe 22 moves from the standby position (b) to the yarn trapping position (a), the clamp device 22b opens, and by the suction from the lower yarn trapping mouth 22a, the yarn end at the yarn supplying body 5 side held by the tension applying device 16 is sucked and trapped to the relay pipe 22.
- the suction pipe 21 turns along the arrow, upward from the solid line position shown in the drawing to the upward yarn trapping position, and sucks and traps the yarn end of the yarn winding body 6 rewound by the rotating in the reverse direction to the winding direction of the traverse drum 13. Then, when the suction pipe 21 turns downward to the solid line position shown in the drawings (downward standby position), and the relay pipe 22 moves to the leading position (d), both the lower yarn and the upper yarn are led to the yarn joining device 20, the lower yarn and the upper yarn are joined by the yarn joining device 20.
- the traverse drum 13 is rotatable in the winding direction or in the reverse direction to such direction by the driving motor 25.
- a traverse groove is formed on the surface of the traverse drum 13, and the yarn Y to be wound up along the traverse groove carries out the traverse operation.
- a simple driving drum can be used in place of the traverse drum 13, and a separate traverse device can be provided.
- the yarn winding body 6 moving with the traverse drum 13 is held by the cradle 12.
- the cradle 12 By the operation of an arm 12a, the cradle 12 is capable of being opened and closed in the depth direction of the page of Figure 1, and the releasing of the full tube and the setting of a new winding tube are also made practicable.
- the cradle 12 which is holding the yarn winding body 6 can be lifted for a designated interval from the traverse drum 13 by a cradle lifter 26. Moreover, a package brake 27 for stopping the rotating of the yarn winding body 6 which has become free by being lifted is provided at the tip of the cradle 12.
- the yarn winding body 6 released from the cradle 12 is discharged to a transporting device 29 such as a belt conveyor via a package guide 28.
- the transporting device 29 is provided in the back side of the winding unit 2, along the arranged direction of the winding units 2.
- the package guide 28 is connected capable of interlocking with the cradle 12, and when the cradle 12 elevates, the package guide 28 inclines toward the direction to be discharged.
- a winding tube accumulating device 4 is provided above the cradle 12 of each winding unit 2, and a winding tube 7 received from the winding tube accumulating device 4 is set to the cradle 12 by the doffing device 3.
- the doffing device 3 comprises a yarn picking lever 31, a yarn shifting lever 32, an opener 34 and a chucker 35.
- the yarn picking lever 31 (an embodiment of the yarn setting means) traps the lower yarn of the winding unit 2 and sets the lower yarn y2 to the winding tube 7 which is set to the cradle 12.
- the yarn shifting lever 32 sets the lower yarn to the winding tube 7 by interlocking with the yarn picking lever 31 and applying a bunch winding.
- the opener 34 carries out the releasing and closing operation to the arm 12a of the cradle 12.
- the chucker 35 clamps the winding tube 7 from the winding tube accumulating device 4 and transports the winding tube 7 to the cradle 12.
- each winding unit 2 comprises a unit controller 41 respectively
- the doffing device 3 comprises a doffing controller 42
- a plurality of unit controllers 41 and the doffing controller 42 are both connected to a machine body controller 43 via communication network.
- a doffing demand signal transmitted from the unit controller 41 can be transmitted to the doffing controller 42 via the machine body controller 43.
- the machine body controller 43 is provided at the end section of the machine body to control over the entire machine body, and is capable of transmitting various setting values from the machine body controller 43 to the unit controller 41 and the doffing controller 42 via the communication network.
- the stepping motor or the pulse motor (first driving means) 49 for turning and driving the relay pipe 22, the driving motor (second driving means) 46 for rotating and driving the cam of the cam mechanism 45 for operating the yarn joining device 20 and the suction pipe 21 in a designated order, and a driving motor 47 for rotating and driving the traverse drum 13 are connected to the unit controller 41 of the winding unit 2.
- a pausing means 48 is provided for stopping the relay pipe 22 at the doffing standby position (c) for waiting the doffing by being located at the position immediately before the leading position (d) and in the upward state, other than the downward standby position (b) which is located immediately before the yarn trapping position (a), the yarn end trapping position (lower end position) (a), and the leading position (d).
- the unit controller 41 receives a yarn defect signal from the slub catcher or the yarn clearer 19, transmits the yarn cutting signal to the cutter 19a, carries out elevating or descending control of the cradle lifter 26, and carries out the on-off control of the package brake 27.
- a driving motor 52 for rotating and driving a cam of a cam mechanism 51 which operates the yarn picking lever 31, the yarn shifting lever 32, the opener 34 and the chucker 35 in the designated order, and a driving motor 54 for rotating and driving a wheel 53 for running the doffing device 3 along a plurality of winding units 2, are connected to the doffing controller 42 of the doffing device 3.
- the winding unit 2 When the yarn winding body 6 of the winding unit 2 becomes a full tube, the winding unit 2 carries out a designated operation to be mentioned below, and after moving the relay pipe (lower yarn trapping-leading member) 22 which traps the lower yarn, to the doffing standby position (c), transmits a doffing demand signal to the doffing device 3.
- the doffing demand signal includes a unit number of the winding unit 2.
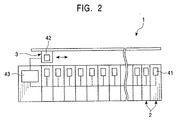
- the winding unit 2 lights a doffing demand lamp 55b (an embodiment of the doffing demand indicating means) in the manner recognizable by operators. As shown in Figure 2, the doffing demand signal is transmitted from the unit controller 41 to the doffing controller 42 via the machine body controller 43.
- the doffing device 3 runs toward the winding unit 2 which transmits the doffing demand signal, and stops directly above the winding unit 2. Then, as shown in Figure 3, the doffing device 3 and the winding unit 2 communicate communicating means 56a, 56b, and the doffing device 3 and the winding unit 2 carry out operations necessary for doffing.
- communicating means 56a, 56b can emit and receive the infrared rays.
- Figure 4 shows the procedure to be carried out before the winding unit 2 transmits the doffing demand signal.
- Figure 5 shows the procedure of which the winding unit 2 and the doffing device 3 carry out jointly.
- the cradle lifter 26 and the package brake 27 are operated, and the rotation of the yarn winding body 6 is stopped under the state in which the yarn winding body 6 is being lifted a little from the traverse drum 13. Then, the cradle lifter 26 is released and the yarn winding body 6 returns to a state in which contacting with the traverse drum 13.
- the relay pipe 22 (lower yarn trapping-leading member) turns to the yarn trapping position (a) from the downward standby position (b).
- the clamp device 22b which is provided in the lower yarn trapping mouth 22a of the relay pipe 22 opens by hitting the yarn guide 23 which is a stopper, and the lower yarn y2 is sucked and trapped from the lower yarn trapping mouth 22a between the tension applying device 16 and the yarn supplying body 5.
- the relay pipe 22 (lower yarn trapping-leading member), while trapping the lower yarn y2, turns to the doffing standby position (c) where the lower yarn trapping mouth 22a facing upward at the yarn winding body 6 side (upper part) than the yarn joining device 20. Then, since the relay pipe 22 stops temporarily at the doffing standby position (c) which is located immediately before the leading position (d) to the yarn joining device 20, the clamp device 22b is still clamping the lower yarn y2. Under such state, the doffing demand signal is transmitted from the unit controller 41 of the winding unit 2 to the doffing controller 42 of the doffing device 3 via the machine body controller 43.
- the doffing device 3 which received the doffing demand signal stops directly above the winding unit 2, swings the yarn picking lever 31 (yarn setting means) to the proximity of the winding unit 2 while extending the yarn picking lever 31 to below.
- the cutter and holding unit 31a at the tip is advanced to the lower yarn y2 trapped by the relay pipe 22, and by holding the lower yarn y2 at the same time it is cut, the lower yarn y2 is trapped again from the relay pipe 22 (lower yarn trapping-leading member) to the yarn picking lever 31.
- the winding unit 2 After the relay pipe 22 is located at the doffing standby position (c) where the lower yarn y2 is above the yarn joining device 20, the winding unit 2 transmits the doffing demand signal to call the doffing device 3. Therefore, even when the doffing device 3 is located nearby the winding unit 2 by chance and arrives instantly, the turning operation of the relay pipe 22 (lower yarn trapping-leading member) and the yarn picking lever 31 are not to interfere with one another.
- the timing the yarn picking lever 31 of the doffing device 3 trapped the lower yarn y2 is transmitted via the communicating means 56a, 56b from the doffing controller 42 to the unit controller 41, and by the control of the unit controller 41, the relay pipe 22 (lower yarn trapping-leading member) of the winding unit 2 turns to the leading position (d), and the clamp device 22b opens to suck the remaining yarn end after the yarn is cut.
- the opener 34 lifts up while opening the arm 12a of the cradle 12.
- the package guide 28 also inclines and the yarn winding body 6 released from the cradle 12 is discharged reliably via the package guide 28 onto the belt conveyor 29.
- the cradle 13 descends toward the traverse drum 13 while being opened, and is to be located at a position capable of setting the winding tube 7. Further, the cradle 12 can be descended so as to open again at the end of the descending, after being closed once while descending. Then, the chucker 35 clamps the winding tube 7 received from the winding tube supplying device, and transports onto the traverse drum 13. The winding tube 7 is set between the bobbin holder of the cradle 12.
- the yarn picking lever 31 elevates and while elevating, threads the lower yarn y2 to the yarn shifting lever 32, and the lower yarn y2 crosses over between the opened cradle 12 and the winding tube 7, and between the cutter 31a of the yarn picking lever 31 and the yarn shifting lever 32.
- the opener 34 closes the cradle 12
- the lower yarn y2 is sandwiched at the edge of the winding tube 7 to be set.
- the package brake 27 is operated for a moment, and the displacement between the winding tube 7 and the bobbin holder is corrected. Further, these series of operations are carried out with the winding tube 7 contacting with the traverse drum 13.
- the doffing device 3 transmits the signal to the winding unit 2 via the communicating means 56a, 56b, the traverse drum 13 is rotated slowly, and a bunch winding is formed at the edge of the winding tube 7. Then, by rotating the traverse drum 13 at a high speed, the winding of the yarn of the yarn supplying body 5 is recommenced. Further, after turning and moving the relay pipe 22 to the leading position (d) in Figure 5B, until the winding is restarted in Figure 5D, the relay pipe 22 is completely returned to the standby position (b) which is a downward state.
- the primitive yarn attachment is an operation carried out by supplying the first yarn supplying body 5 to the winding position, under the state in which the yarn winding body 6 is not located in the cradle 12.
- the yarn supplying body 5 is supplied to the winding position of the winding unit 2. At the time being, the yarn end of the yarn supplying body 5 is draping down inside the core tube.
- the relay pipe 22 turns a little from the downward standby position (a) to the yarn trapping position (b). Then, the clamp device 22b hits the stopper and opens, and the lower yarn trapping mouth 22a becomes into a released state. Under this state, the yarn end of the yarn supplying body 5 is blew up toward the upper part, and the relay pipe 22 traps the yarn end. Then, the relay pipe 22 turns to the doffing standby position (c), and stops temporarily. Under this state, the doffing demand signal is transmitted from the unit controller 41 of the winding unit 2 to the doffing controller 42 of the doffing device 3 via the machine body controller 43.
- the cutter and holding unit 31a of the tip of the yarn picking lever 31 receives the yarn from the relay pipe 22, the relay pipe 22 turns to the leading position (d), and the clamp device 22b opens to suck the remaining yarn end after the yarn cut.
- the discharging operation of the yarn winding body 6 is carried out in which the arm 12a of the cradle 12 is lifted while being opened. However, since there is no yarn winding body 6 held by the cradle 12 at the primitive yarn attachment, the yarn winding body 6 is not discharged actually.
- the cradle 12 descends while being opened, and reaches a position capable of setting the winding tube 7. Then, the chucker 35 clamps the winding tube 7 which is received from the winding tube supplying device, and transports onto the traverse drum 13. The winding tube 7 is set between the bobbin holders of the cradle 12.
- the yarn picking lever 31 elevates, and threads the lower yarn y2 to the yarn shifting lever 32 while elevating, and between the cutter 31a of the yarn picking lever 31 and the yarn shifting lever 32, the lower yarn y2 is made to cross over between the cradle 12 which is in the opened state, and the winding tube 7.
- the opener 34 closes the cradle 12
- the lower yarn y2 is sandwiched in the edge of the winding tube 7 to be set.
- the package brake 27 is operated for a moment, and the displacement between the winding tube 7 and the bobbin holder is corrected. Further, these series of operations are carried out with the winding tube 7 contacting with the traverse drum 13.
- the doffing device 3 transmits a signal to the winding unit 2 via the communicating means 56a, 56b, the traverse drum 13 is rotated slowly, a bunch winding is formed at the edge of the winding tube 7, and then, by rotating the traverse drum 13 at a high speed, the winding of the yarn of the yarn supplying body 5 is recommenced. Further, after turning and moving to the leading position (d) and before recommencing the winding, the returning of the relay pipe 22 to the standby position which is a downward state is completed.
- the primitive yarn attaching operation can be carried out by the operation of which is the same at the doffing. Further, an excess movement of the doffing device 3 generates due to each operation being carried out via the common driving motor and the common cam mechanism. However, by making each operation to work separately, an excess movement can be suppressed.
- the first embodiment described above has following effects.
- the automatic winder 1 comprises winding units 2 arranged in a plurality, and the doffing device 3 capable of running along the plurality of winding units 2 and in the depth direction of the page. Further, in the second embodiment, for the members including the same function as in the first embodiment, same reference code is to be attached and described.
- the winding unit 2 joins the yarn from the plurality of yarn supplying bobbins 5 (an embodiment of the yarn supplying body) accordingly and forms the large yarn winding body 6.
- the yarn Y unwound from the yarn supplying body 5 supported by the tray 11 is held by the cradle 12 (an embodiment of the winding tube supporting device), and wound to a yarn winding body 6 which moves along with the traverse drum 13 (an embodiment of the driving drum).
- the winding unit 2 is constructed with the unwinding assisting device 15 for assisting the unwinding of the yarn from the yarn supplying body 5, the tension applying device 16 for applying designated tension to the yarn Y, the waxing device 17 for coating wax to the yarn Y, the yarn trap 18 (an embodiment of the yarn end trapping means) for sucking the yarn at the yarn supplying body 5 side, the slub catcher or yarn clearer 19 (an embodiment of the yarn monitoring device) for detecting yarn defects of a slub or the like, the yarn joining device 20, and the traverse drum 13, provided in this order from the lower part to the upper part in the yarn path from the yarn supplying body 5 to the yarn winding body 6.
- the cutter 19a (an embodiment of the yarn cutting device) is attached below the slub catcher or yarn clearer 19.
- the slub catcher or yarn clearer 19 detects the yarn defect or when doffing the full tube, the cutter 19a cuts the yarn according to the yarn defect detecting signal or the full wound signal.
- the suction pipe 21 (an embodiment of the upper yarn trapping-leading member) which sucks and traps the yarn from the yarn winding body 6 and then leads into the yarn joining device 20 bythe turning movement, is provided above the yarn joining device 20.
- the relay pipe 22 (an embodiment of the lower yarn trapping-leading member) which sucks and traps the yarn at the yarn supplying body 5 side connected to the yarn trap 18 from the yarn supplying body 5 and leading into the yarn joining device 20 by the turning movement, is provided below the yarn joining device 20.
- the relay pipe 22 When joining the yarn, the relay pipe 22 turns downward along the arrow from the solid line position shown in the drawing, and sucks and traps the yarn end of the yarn supplying body 5 which is trapped by the yarn trap 18. Further, the cutter 23a is provided above the yarn guide 23, and the yarn end at the yarn trap 18 side cut by the cutter 23a is sucked and eliminated by the yarn trap 18.
- the suction pipe 21 turns upward along the arrow from the solid line position shown in the drawing, and by rotating in the reverse direction to the winding direction of the traverse drum 13, sucks and traps the rewound yarn end.
- the clump device is provided as in the same manner with the first embodiment (the drawing abbreviated). For the clump device, since it is the same as the first embodiment, its description will also be abbreviated.
- the traverse drum 13 is rotatable in the winding direction and in the reverse direction of such winding direction by the driving motor 25.
- a traverse groove is formed on the surface of the traverse drum 13, and the yarn to be wound along the traverse groove carries out the traverse operation.
- a simple driving drum can be used in place of the traverse drum 13, and a separate traverse device can be provided.
- the yarn winding body 6 interlocking with the traverse drum 13 is held by the cradle 12.
- the cradle 12 is capable of opening and closing in the depth direction of the page, and is capable of releasing the full tube or setting the winding tube 7.
- the cradle 12 which holds the yarn winding body 6 is capable of being lifted a designated interval from the traverse drum 13 by the cradle lifter 26 (an embodiment of the lifting means). Moreover, the package brake 27 for stopping the rotation of the yarn winding body 6 which has become free by being lifted, is provided at the tip of the cradle 12.
- the yarn winding body 6 released from the cradle 12 is discharged onto the transporting device 29 such as a belt conveyor via the package guide 28.
- the winding tube accumulating device 4 is provided, and by the doffing device 3 to be mentioned below, the winding tube 7 received from the winding tube accumulating device 4 is set on the cradle 12.
- the doffing device 3 comprises the yarn picking lever 31 (an embodiment of the yarn setting means) for trapping the lower yarn of the winding unit 2 and setting the lower yarn to the winding tube 7, the yarn shifting lever 32 for setting the lower yarn y2 to the winding tube 7 by interlocking with the yarn picking lever 31 and for applying a bunch winding, the yarn inserting lever 33 for inserting the yarn to the slub catcher or yarn clearer 19, the opener 34 for operating the arm 12a of the cradle 12 to open and close, and the chucker 35 for clamping the winding tube 7 from the winding tube accumulating device 4 and transporting to the cradle 12.
- the yarn picking lever 31 an embodiment of the yarn setting means
- the winding unit 2 comprises the unit controller 41
- the doffing device comprises the doffing controller 42
- a plurality of unit controllers 41 and the doffing controller 42 are connected to the machine body controller 43 to control the entire automatic winder 1.
- the driving motor 46 for rotating and driving the cam of the cam mechanism 45 which operates the yarn joining device 20, the suction pipe 21, and the relay pipe 22 in the designated order, and the driving motor 47 for rotating and driving the traverse drum 13 are connected to the unit controller 41 of the winding unit 2.
- the cam mechanism 45 and the driving motor 46 constructs a driving means A for interlocking the suction pipe 21 and the relay pipe 22 toward the yarn joining device 20.
- the unit controller 41 receives the yarn defect signal from the slub catcher or yarn clearer 19, transmits the yarn cutting signal to the cutter 19a, carries out the opening and closing control of the suction of the yarn by the yarn trap 18, carries out the elevating or descending control of the cradle lifter 26, and carries out the on-off control of the package brake 27.
- the driving motor 52 for rotating and driving the cam of the cam mechanism 51 for operating the yarn picking lever 31, the yarn shifting lever 32, the yarn inserting lever 33, the opener 34, and the chucker 35 in the designated order, and the driving motor 54 for rotating and driving the wheel 53 for running the doffing device 3 along the plurality of winding units 2, are connected to the doffing controller 42 of the doffing device 3.
- the communicating means 56a, 56b for the winding unit 2 from the doffing device 2 are provided (refer to Figure 6 and Figure 7).
- the winding unit 2 carries out the designated operation to be mentioned below and then transmits the doffing demand signal.
- the winding unit 2 lights the doffing demand lamp 55b (an embodiment of the doffing demand indicating means).
- the doffing signal is transmitted from the unit controller 41 via the machine body controller 43 to the doffing controller 42, and the doffing device 3 runs toward the winding unit 2 which transmits the doffing demand signal. Then, the detecting means 55a detects the doffing demanding lamp 55b of the winding unit 2, and the doffing device 3 stops directly above the called winding unit 2. Then, when the designated operation is carried out, the doffing device 3 carries out the operation necessary for the winding unit 2 via the communicating means 56a, 56b.
- Figure 8 and Figure 9 shows the procedure of which the winding unit 2 carries out before doffing.
- Figure 10 shows the procedure of which the winding unit 2 and the doffing device 3 carry out in collaboration.
- the cradle lifter 26 is operated, the cradle 12 is turned upward, the yarn winding body 6 is lifted from the traverse drum 13, the package brake 27 is operated and the rotation of the yarn winding body 6 is stopped.
- the cam mechanism 45 (refer to Figure 7) being driven by the driving motor 46, the suction pipe 21 (upper yarn trapping-leading member) and the relay pipe 22 (lower yarn trapping-leading member) turns to the position shown in the drawing.
- the traverse drum 13 rotates in the reverse direction to the winding direction, and attempts to rotate the yarn winding body 6 in the rewinding direction to reel out the yarn.
- the upper yarn y1 is not reeled out, and the sucking and trapping of the upper yarn y1 by the suction pipe 21 becomes non-acting.
- the relay pipe 22 turns to the yarn guide 23, traps the yarn end to be sucked by the yarn trap 18, and the cut excess yarn end is sucked by the yarn trap 18.
- the driving motor 46 drives the cam mechanism 45 (refer to Figure 7) consequently.
- the suction pipe 21 and the relay pipe 22 turn toward the yarn joining device 20, and the relay pipe 22 attempts to transport the lower yarn y2 to the yarn joining device 20.
- the pausing means 48 (refer to Figure 7) of the unit controller 41, the operation of the cam mechanism 45 stops temporarily immediately before the final stage.
- the pausing position is the position directly before the lower yarn y2 trapped by the relay pipe 22 is led to the yarn shifting lever 20a of the yarn joining device 20.
- the cradle lifter 26 and the package brake 27 are released, and the yarn winding body 6 is contacted against the traverse drum 13. After reaching such state, the winding unit 2 transmits a signal for demanding the doffing device 3, and lights the doffing demand lamp 55b.
- the detecting means 55a of the doffing device 3 detects the doffing demand lamp 55b of the winding unit 2 and stops directly above the winding unit 2.
- the yarn picking lever 31 (yarn setting means) is swung to the winding unit 2 side while extending to the lower part, the cutter and holding unit 31a at the tip is advanced to the lower yarn y2 trapped by the relay pipe 22, and by cutting and holding the lower yarn y2 at the same time, the lower yarn y2 is trapped again from the relay pipe 22 to the yarn picking lever 31.
- the opener 34 opens the arm 12a of the cradle 12, and discharges the yarn winding body 6 onto the belt conveyor 29 via the package guide 28.
- the cradle 12 descends toward the traverse drum 13 while being opened, and reaches to the position where the winding tube 7 can be set. Then, the chucker 35 clamps the winding tube 7 of the winding tube accumulating device 4, and transports onto the traverse drum 13. In this process, the pause by the pausing means 48 (refer to Figure 7) of the unit controller 41 is released, and the cam mechanism 45 rotates to the final stage by the driving motor 46.
- the lower yarn y2 is not led to the yarn joining device 20 (the upper yarn y1 is also not led), and with the yarn joining by the yarn joining device 20 not carried out, the cycle of the yarn joining is completed.
- the yarn picking lever 31 elevates, and while elevating, the lower yarn y2 is threaded to the yarn shifting lever 32, and the lower yarn y2 is to cross over between the opened cradle 12 and the winding tube 7, and between the cutter 31a of the yarn picking lever 31 and the yarn shifting lever 32.
- the opener 34 closes the cradle 12
- the lower yarn y2 is sandwiched between the edge of the winding tube 7 and the cradle 12 to be set.
- the yarn inserting lever 33 advances to the position shown in the drawing, opens the guide plate 19b of the slub catcher or yarn clearer 19, and inserts the lower yarn y2 to the slub catcher or yarn clearer 19.
- the communicating means 56a, 56b (refer to Figure 7)
- the doffing device 3 rotates the traverse drum 13 slowly, a bunch winding is formed at the edge of the winding tube 7 and then the traverse drum 13 is rotated at a high speed to restart the winding of the yarn supplying body 5.
- the setting operation of the yarn of the yarn supplying body to a winding tube 107 in an automatic winder 101 which winds one yarn winding body 106 from one yarn supplying body 105 can be carried out smoothly and speedily. Such winding is carried out when rewinding a died package.
- the yarn winding starts from a yarn supplying body 105 to a winding tube 107.
- the remaining yarn layer of the yarn supplying body 105 is detected by a penetration sensor 108 or the like, and when the remaining yarn layer becomes thin, a cutter 119a is operated and the winding up is stopped.
- the lower yarn y2 is sucked and trapped by a yarn trap 118. Then, the lower yarn y2 is cut by a cutter (not shown in the drawings), and the yarn supplying body 105 is discharged.
- a new yarn supplying body 105 is supplied.
- a suction pipe 121 and a relay pipe 122 are turned in the direction to separate from a yarn joining device 120.
- the yarn end of the yarn supplying body 105 is blown up above a yarn guide 123.
- the yarn end of the yarn supplying body 105 is sucked and trapped by the relay pipe 122 which arrived at the position of the yarn guide 123.
- the yarn winding body 106 is being lifted from the traverse drum 113, and the yarn end of the yarn winding body 106 is not sucked and trapped by the suction pipe 121.
- the yarn setting procedure to the winding tube in Figure 11 can be applied also to the automatic winder for winding to one yarn winding body from two yarn supplying bodies.
- the first yarn supplying body becomes empty
- the second yarn supplying body is supplied and the yarn ends are joined by carrying out the general yarn joining operation.
- the yarn is set to the winding tube under the procedure shown in Figure 7. In such yarn setting, the yarn of which is other than two packages is prevented from being mixed, and it can proceed to the next winding speedily.
- the second embodiment through the fourth embodiment described above has following effects.
- embodiments are not to be limited to aforementioned embodiments, and for example, it can be changed in the following manner and can be carried out.
- the lower yarn is transported above the yarn joining device by the lower yarn trapping-leading member at the winding unit side, and then the doffing demand signal is transmitted.
- the yarn setting procedure to the winding tube by the yarn setting means of the doffing device can be carried out smoothly and speedily.
- the trapping operation and the lifting operation of the lower yarn by the lower yarn leading trapping means are made capable of being carried out reliably and independently of operations of other means by a simple mechanical structure. As a result, there is an effect in that the yarn setting procedure can be carried out smoothly and speedily.
Landscapes
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
- The present invention relates to a yarn setting method to a winding tube in an automatic winder, and the automatic winder, specifically to the automatic winder capable of carrying out setting work of a yarn of a yarn supplying body to the winding tube smoothly and speedily without providing a special device.
- As a conventional yarn setting method to the winding tube in the automatic winder, a well known method is such that under the state in which the yarn is connected between the yarn supplying body and a yarn winding body, a doffing device picks up and cuts the connected yarn and traps the lower yarn leading to the yarn supplying body, discharges the yarn winding body, and sets a new winding tube at the same time as the setting of the trapped yarn of the yarn supplying body to the winding tube.
- For creating the state in which the yarn is connected from the yarn supplying body to the yarn winding body, when the yarn winding body becomes a full wound, first, to prevent an excess yarn from being wound in by the inertia rotation of the yarn winding body, the yarn is cut, and the yarn leading to the yarn supplying body is sucked by a yarn trap. Next, while being unwound, the yarn leading to the yarn winding body (hereafter referred to as "upper yarn") is sucked by a suction pipe (upper yarn trapping-leading member) and trapped. Moreover, the yarn leading to the yarn supplying body (hereafter referred to as "lower yarn") under the state in which sucked by the yarn trap is trapped by a relay pipe (lower yarn trapping-leading member). The upper yarn trapped by the suction pipe and the lower yarn trapped by the relay pipe are led into a yarn joining device respectively, the yarn is joined. As in the manner stated above, a state in which the yarn is being connected from the yarn supplying body to the yarn winding body is created.
- Since such yarn setting method to the winding tube includes yarn joining operation carried out after the yarn cut, it is not effective. Therefore, according to the Unexamined Japanese Patent Application Publication (Tokkai-Hei) No. 8-59086 or the Unexamined Japanese Patent Application Publication (Tokkai-Hei) No. 10-297826 for example, it is presented of a method in which the yarn joining operation in aforementioned manner is not carried out after the first yarn cut (after the yarn cut when a full wound is accomplished), a yarn picking lever at the doffing device side moves to pick up directly the lower yarn of which is being sucked by the yarn trap, and after setting a new winding tube, the lower yarn picked up by the yarn picking lever is set to the winding tube.
- According to the method in which picking up the lower yarn sucked by the yarn trap and setting to the winding tube, the position to pick up the lower yarn is to be located in the lower part of a winding unit and away from the position of the doffing device. Therefore, the accuracy in the position of the yarn picking lever to be advanced from the doffing device to the lower direction is required to be high, and the time required for the yarn picking lever to advance to the lower direction also becomes long.
- Therefore, according to the Unexamined Japanese Patent Application Publication (Tokkai-Hei) No. 8-59086, it is proposed of a method wherein the lower yarn sucked by the yarn trap is trapped by the relay pipe, and then the lower yarn trapped by the relay pipe is lifted to the proximity of the yarn joining device, and is received by the yarn picking lever at the doffing device side. However, since the lifting operation of the lower yarn by the relay pipe mentioned in such publication is to be carried out after the doffing device which runs along the plurality of winding units, arrives at the winding unit of which the doffing device acts upon, there was a problem in that the time for setting the yarn became long.
- The present invention was made in consideration to aforementioned problems and it is thus the object of the present invention to provide the yarn setting method to the winding tube in the automatic winder and the automatic winder capable of carrying out the setting operation of the yarn of the yarn supplying body smoothly and speedily.
- According to the yarn setting method to a winding tube in an automatic winder relating to the first invention to accomplish aforementioned object, the automatic winder has a plurality of winding units, and each winding unit comprises a yarn joining device, a lower yarn trapping-leading member which moves between a yarn supplying body side and a yarn winding body side to trap the yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn trapping-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and each winding unit forms the yarn winding body by winding up the yarn of the yarn supplying body to the winding tube. Moreover, the automatic winder comprises a doffing device which runs along a plurality of the winding units, and according to the demand signal transmitted from the winding unit, arrives at the winding unit which transmitted the demand signal, receives the yarn of the yarn supplying body trapped by the lower yarn trapping-leading member, and sets the yarn to the winding tube set in the winding unit. In addition, when demanding the operation by the doffing device, the winding unit traps the yarn of the yarn supplying body by the lower yarn trapping-leading member, the lower yarn trapping-leading member is moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then transmits the demand signal.
- According to the first invention, since the moving of the lower yarn to the yarn winding body side by the lower yarn trapping-leading member at the winding unit side is completed before the doffing device arrives at the winding unit, the doffing device is capable of starting the picking operation of the lower yarn immediately after arriving at the winding unit, and as a result, the time required for setting the yarn to the winding tube can be shortened.
- The second invention is an invention according to the first invention in which a cutting device for cutting the yarn connected between the yarn supplying body and the yarn winding body, and a holding means which is located in the upstream side to the yarn cutting device are provided in the winding unit. Moreover, when the yarn winding body becomes full and the yarn is cut by the yarn cutting device, the holding means holds the yarn end at the yarn supplying body side. Then, the lower yarn trapping-leading member traps the yarn of the yarn supplying body between the holding means and the yarn supplying body, the lower yarn trapping-leading member is moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- According to the second invention, when the yarn winding body becomes full and the yarn is cut, the lower yarn among the cut yarn is held by the holding means temporarily, and then the lower yarn is trapped by the lower yarn trapping-leading member. As a result, the lower yarn can be held by the lower yarn trapping-leading member reliably.
- The third invention is an invention according to the second invention wherein the holding means is a tension applying device for applying tension to the yarn being wound.
- According to the third invention, the tension applying device for applying tension to the yarn also serves as a holding means for holding the lower yarn after the yarn is cut. Therefore, a suction-typed yarn trap or the like for holding the yarn when the yarn is cut, is not required to be provided separately.
- The fourth invention is an invention according to the second invention or the third invention wherein the lower yarn trapping-leading member is on standby during winding under the state in which the lower yarn trapping mouth of the lower yarn trapping-leading member is located at the yarn supplying body side than the yarn joining device, and when the yarn winding body becomes full and the yarn is cut by the yarn cutting device, the holding means holds the yarn end at the yarn supplying body side, and then the lower yarn trapping-leading member traps the yarn of the yarn supplying body between the holding means and the yarn supplying body, the lower yarn trapping-leading member is then moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- According to the fourth invention, since the lower yarn trapping-leading member is on standby under the state in which the lower yarn trapping mouth is facing downward at the yarn supplying body side than the yarn joining device during winding, the yarn trapping by the lower yarn trapping-leading member can be carried out speedily after the yarn is cut. Moreover, since the yarn held by the holding means is trapped by the lower yarn trapping-leading member being moved from the downward state to the yarn trapping position, a movable guide for guiding the yarn held by the holding means to the lower yarn trapping-leading member is not required to be provided specially. As a result, the structure can be simple.
- The fifth invention is an invention according to any one of the first invention through the fourth invention, wherein a clamp device is provided in the lower yarn trapping-leading member. The clamp device becomes an opened state when the lower yarn trapping-leading member is located at the yarn trapping position for trapping the yarn of the yarn supplying body, and the leading position for leading to the yarn joining device. Moreover, the clamp device becomes clamping state until the lower yarn trapping-leading member reaches the leading position after departing from the yarn trapping position. The lower yarn trapping-leading member is moved to the yarn winding body side until reaching the position in front of the leading position while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- According to the fifth invention, since the lower yarn trapping-leading member including the clamp device is stopped before the leading position for leading into the yarn joining device, the demand signal can be transmitted while the clamp device is under the clamping state, and the yarn of the yarn supplying body is not drew out excessively.
- The automatic winder according to the sixth invention comprises the doffing device which displaces the yarn winding body from the winding unit, sets a new winding tube to the winding unit, attaches the yarn to the new winding tube and is capable of running along a plurality of winding units. Each of the plurality of the winding units comprises the yarn joining device and forms the yarn winding body by drawing up the yarn of the yarn supplying body and winding the yarn to the winding tube. Moreover, the winding unit comprises a first driving means for moving the lower yarn trapping-leading member which transports the yarn of the yarn supplying body toward the yarn joining device, a second driving means for moving the upper yarn trapping-leading member which transports the yarn of the yarn winding body toward the yarn joining device, and a pausing means for stopping the first driving means temporarily when the lower yarn trapping-leading member is located at the doffing standby position which is the position immediately before the position where the lower yarn trapping-leading member leads the yarn of the yarn supplying body into the yarn joining device. In addition, the doffing device comprises a yarn setting means which picks up the lower yarn of the yarn supplying body of which has been transported to the doffing standby position by the lower yarn trapping-leading member, and sets the yarn of the yarn supplying body to the newly set winding tube.
- According to the sixth invention, since the first driving means is available exclusive for the lower yarn trapping-leading member, when the yarn winding body becomes full and a doffing is demanded, without operating unnecessary members including the upper yarn trapping-leading member, only the lower yarn trapping-leading member can be operated. Therefore, the trapping of the lower yarn after the yarn is cut and the lifting of the trapped lower yarn to the yarn winding body can be carried out speedily, and the doffing demand can be transmitted in early stage after the yarn winding body becomes full. When a stepping motor (pulse motor) is used for the first driving means, according to the ordering pulse number, the lower yarn trapping-leading member can be stopped at any position reliably.
- According to the yarn setting method to the winding tube in the automatic winder relating to the seventh invention, the automatic winder comprises the winding unit including a yarn joining device, the lower yarn trapping-leading member which moves between the yarn supplying body side and the yarn winding body side to trap the yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn trapping-leading member which operates with the lower yarn trapping-leading member, traps the yarn of the yarn winding body and leads the trapped yarn to the yarn joining device, and forming the yarn winding body by winding up the yarn of the yarn supplying body to the winding tube. Such winding unit is arranged in a plurality in the automatic winder. Moreover, the automatic winder is provided with the doffing device which runs along the plurality of winding units, and according to the demand signal transmitted from the winding unit, arrives at the winding unit which transmitted the demand signal, receives the yarn of the yarn supplying body trapped by the lower yarn trapping leading means, and sets the yarn to the winding tube set in the winding unit. Furthermore, the operation of the upper yarn trapping-leading member and the yarn joining device is prohibited, the yarn of the yarn supplying body is trapped by the lower yarn trapping-leading member, and the lower yarn trapping-leading member is moved to the yarn winding body, and then the demand signal is transmitted.
- According to the seventh invention, since the moving of the lower yarn to the yarn winding body side by the lower yarn trapping-leading member at the winding unit side is completed before the doffing device arrives at the winding unit, the time required for setting the yarn to the winding tube is reduced. Moreover, since the upper yarn trapping-leading member and the yarn joining device are unmovable, the upper yarn is not drew out from the yarn winding body and the yarn joining is not carried out, and only the moving of the lower yarn to the yarn winding body side by the lower yarn trapping-leading member is carried out.
- The eighth invention is an invention according to the seventh invention wherein the winding unit comprises a driving drum for rotating and driving the yarn winding body, and accompanying the operation of the upper yarn trapping-leading member, the driving drum rotates in the reverse direction to the winding direction. Moreover, the upper yarn trapping-leading member and the yarn joining device are prohibited from being operated by separating the yarn winding body away from the driving drum to prevent the yarn of the yarn winding body to be trapped by the upper yarn trapping-leading member, and by stopping the lower yarn trapping-leading member from moving to the yarn winding body side at a position before the yarn of the yarn supplying body is led to the yarn joining device by the lower yarn trapping-leading member.
- According to the eighth invention, for separating the yarn winding body from the driving drum, even when the reverse direction rotation of the driving drum which is necessary for the general yarn joining operation is carried out, the yarn winding body is not rotated, and the yarn leading to the yarn winding body is not trapped by the upper yarn trapping-leading member. Moreover, the yarn joining device is prevented from working on the lower yarn, and in addition, the position where the lower yarn trapping-leading member is stopped, is located immediately in front of the position where the yarn is led to the yarn joining device, the lower yarn trapping-leading member is capable of transporting up the lower yarn to the highest position.
- The automatic winder according to the ninth invention comprises a doffing device which displaces the yarn winding body from a winding unit, sets a new winding tube to the winding unit, attaches the yarn to the new winding tube and is capable of running along a plurality of winding units. Each of the plurality of the winding units comprises the yarn joining device and forms the yarn winding body by winding up the yarn of the yarn supplying body. Moreover, the winding unit comprises a driving means for operating by interlocking the lower yarn sucking-leading member for transporting the yarn of the yarn supplying body toward the yarn joining device and the upper yarn sucking-leading member for transporting the yarn of the yarn winding body toward the joining device, the pausing means for stopping the driving means temporarily when the lower yarn sucking-leading member is located at the position immediately before the position for leading the yarn of the yarn supplying body into the yarn joining device, and a lifting means for lifting the yarn winding body so that the yarn of the yarn winding body is not sucked by the upper yarn sucking-leading member. The doffing device comprises a yarn setting means for picking up the yarn of the yarn supplying body which is transported above by the lower yarn sucking-leading member and setting the yarn of the yarn supplying body to the newly set winding tube.
- According to the ninth invention, only by lifting the yarn winding body from the driving drum by the lifting means, the upper yarn sucking-leading member becomes non-acting, and by the pausing means for the driving means of the upper yarn sucking-leading member and the lower yarn sucking-leading member, the lower yarn is led to a position higher than the yarn joining device by the lower yarn sucking-leading member.
- The tenth invention is an invention according to the ninth invention wherein the driving means is provided independently per each winding unit.
- According to the tenth invention, the upper yarn trapping-leading member and the lower yarn trapping-leading member can be paused per each winding unit.
- The yarn setting method to the winding tube in the automatic winder according to the eleventh invention is characterized in that the automatic winder has a plurality of winding units, and each winding unit comprises the yarn joining device, the lower yarn sucking-leading member which moves between the yarn supplying body side and the yarn winding body side to trap the yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and the upper yarn sucking-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and each winding unit forms the yarn winding body by winding up the yarn of the yarn supplying body to the winding tube. Moreover, the automatic winder comprises the doffing device which runs along a plurality of the winding units, and according to the demand signal transmitted from the winding unit, arrives at the winding unit which transmitted the demand signal, receives the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member, and sets the yarn to the winding tube set in the winding unit. In addition, the lower yarn sucking-leading member becomes an opened state when being located at the yarn trapping position for trapping the yarn of the yarn supplying body and the leading position for leading the yarn of the yarn supplying body to the yarn joining device. The lower yarn sucking-leading member becomes a closed state until reaching the leading position at the yarn winding body side after departing from the yarn trapping position at the yarn supplying body side. Before the doffing device receives the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member to set the yarn to the winding tube, the lower yarn sucking-leading member trapping the yarn of the yarn supplying body is moved to the doffing standby position, which is the position immediately before reaching the leading position.
- According to the eleventh invention, before the doffing device receives the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member to set the yarn to the winding tube, the lower yarn sucking-leading member which is trapping the yarn of the yarn supplying body is moved to the doffing standby position which is the position immediately before reaching the leading position. Therefore, it is shortened of the time required for the doffing device to receive the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member and to set the yarn to the winding tube. Moreover, since the lower yarn sucking-leading member is moved to the doffing standby position where the lower yarn sucking-leading member becomes closed state and waits the yarn setting operation by the doffing device, when waiting for the yarn setting operation, the sucking operation on the yarn of the yarn supplying body by the lower yarn sucking-leading member is not carried out. As a result, unnecessary sucking operation is not carried out and the energy loss can be prevented, and problems can be prevented from occurring such that by an excess sucking, the yarn of the yarn supplying body is cut.
-
- Figure 1 is a side view showing the mechanical structure of the winding unit of the automatic winder.
- Figure 2 is a front view showing the mechanical structure of the entire automatic winder.
- Figure 3 is a block diagram showing the control structure of the entire automatic winder.
- Figure 4 is a view showing the yarn setting procedure to the winding tube during doffing according to the first embodiment of the present invention.
- Figure 5 is a view showing the yarn setting procedure to the winding tube during doffing according to the first embodiment of the present invention.
- Figure 6 is a side view showing the mechanical structure of the winding unit of the automatic winder.
- Figure 7 is a block diagram showing the control structure of the entire automatic winder.
- Figure 8 is a view showing the yarn setting procedure to the winding tube during doffing according to the second embodiment of the present invention.
- Figure 9 is a view showing the yarn setting procedure to the winding tube during doffing according to the second embodiment of the present invention.
- Figure 10 is a view showing the yarn setting procedure to the winding tube during doffing according to the second embodiment of the present invention.
- Figure 11 is a view showing the yarn setting procedure to the winding tube during doffing according to the third embodiment of the present invention.
-
- The first embodiment of the present invention relating to the first invention through the sixth invention and the eleventh invention will now be described in reference to the accompanying drawings. First, referring to Figure 1 though Figure 3, the structure of the automatic winder to be applied in the method of the present invention will be described.
- According to Figure 1 and Figure 2, an
automatic winder 1 comprises windingunits 2 arranged in a plurality, and adoffing device 3 capable of running along the plurality of windingunits 2 and in the arranged direction (depth direction of the page of Figure 1). - The winding
unit 2 winds a yarn Y from a yarn supplying body 5 (yarn supplying bobbin or yarn supplying package) while joining the yarns from a plurality of yarn supplying bodies accordingly, and forms a large yarn winding body 6 (yarn winding package) including the designated yarn amount. The yarn Y unwound from thesupply bobbin 5 supported by atray 11 is wound up to theyarn winding body 6 which is held by a cradle 12 (an embodiment of the winding tube supporting device) and rotated by a traverse drum 13 (an embodiment of the driving drum). - In the yarn path from the
yarn supplying body 5 to theyarn winding body 6, in the order from the lower part to the upper part (in the order from the upstream side to the downstream side), anunwinding assisting device 15 for assisting the unwinding of the yarn Y from thesupply bobbin 5, a gate-typed tension applying device (serves also as lower yarn holding means) 16 for applying designated tension to the yarn Y, ayarn joining device 20, a slub catcher or a yarn clearer 19 (an embodiment of the yarn monitoring device) for detecting yarn defects such as a slub, awaxing device 17 for coating wax to the yarn Y, and thetraverse drum 13 are provided to construct the windingunit 2. In the lower part of the slub catcher or theyarn clearer 19, acutter 19a (an embodiment of the yarn cutting device) is attached. When the slub catcher or theyarn clearer 19 detects the yarn defect or when doffing the full tube, according to the yarn defect detected signal or the full wound signal, thecutter 19a cuts the yarn Y connected between theyarn supplying body 5 and theyarn winding body 6. - For the
tension applying device 16, a contacting-typed tension applying device for applying tension by the friction with the yarn, for example, a gate-typed tension applying device which engages a pair of the comb-blades, or the disk-typed tension applying device for applying tension by sandwiching the yarn between a pair of disks, is applied. The applying tension of thetension applying device 16 can be adjusted by the electric signal. For example, in the case thetension applying device 16 is the gate-typed, when the yarn is cut, and a pair of the comb-blades are completely engaged (the opposite state to the opened state), and as a result, thetension applying device 16 can hold the yarn. In the case thetension applying device 16 is a disk-typed, by raising the pressuring force between the disks when the yarn is cut, the yarn can be held. - For the
yarn joining device 20, an air-typed yarn joining device (air splicer) for joining the yarn by working the whirling air flow to the overlapping section of both yarn ends is preferable to be used, however, a device for knotting yarn ends (knotter) can be used. - A suction pipe 21 (an embodiment of the upper yarn trapping-leading member) which sucks and traps the yarn from the yarn winding body 6 (hereafter referred to as "upper yarn") and then leads into the
yarn joining device 20 by the turning movement is provided above theyarn joining device 20. Moreover, a relay pipe 22 (an embodiment of the lower yarn trapping-leading member) which sucks and traps the yarn at theyarn supplying body 5 side which is connected to the yarn supplying body 5 (hereafter referred to as "lower yarn") and leads into theyarn joining device 20 by the turning movement is provided below theyarn joining device 20. - In the tip of the
relay pipe 22, a loweryarn trapping mouth 22a (suction mouth) for sucking and trapping the lower yarn, and aclamp device 22b for switching the loweryarn trapping mouth 22a between closed state and opened state and clamping the lower yarn under the closed state are provided. Therelay pipe 22 is turned in the vertical direction by a stepping motor or a pulse motor (first driving means) 49 to be mentioned below, and by the control of the stepping motor or thepulse motor 49, therelay pipe 22 can be located at a lower end position (yarn end trapping position) (a), a standby position (b) which is the downward state below theyarn joining device 20, a doffing standby position (c) which is the upward state above theyarn joining device 20, and a leading position (upper end position) (d) to theyarn joining device 20. Theclamp device 22b switches from the closed state to the opened state by hitting a stopper at the yarn end trapping position (a) or the leading position (d). Therelay pipe 22 sucks the lower yarn from the loweryarn trapping mouth 22a at the lower end position (a), and releases the clamped yarn end at the leading position (d). Theclamp device 22b is maintained under the closed state at the position other than the yarn end trapping position (a) or the leading position (d), and the trapped lower yarn is kept being clamped. - The
suction pipe 21 is coordinately driven with theyarn joining device 20 via a driving motor (second driving means) 46 and acam mechanism 45 to be mentioned below. Moreover, thesuction pipe 21 can be located at the downward standby position where the upper yarn trapping mouth (suction mouth) is located below theyarn joining device 20, and the upward yarn trapping position where the upper yarn trapping mouth is located in the proximity to the position where theyarn winding body 6 and thetraverse drum 13 are contacting with one another. - When the
yarn supplying body 5 is changed, the yarn end of theyarn supplying body 5 is blew up, and the yarn end reaches ayarn guide 23 via theunwinding assisting device 15, and is sucked and trapped by the loweryarn trapping mouth 22a of therelay pipe 22 which is located at the yarn end trapping position (a). When joining the yarn, therelay pipe 22 moves from the standby position (b) to the yarn trapping position (a), theclamp device 22b opens, and by the suction from the loweryarn trapping mouth 22a, the yarn end at theyarn supplying body 5 side held by thetension applying device 16 is sucked and trapped to therelay pipe 22. Moreover, thesuction pipe 21 turns along the arrow, upward from the solid line position shown in the drawing to the upward yarn trapping position, and sucks and traps the yarn end of theyarn winding body 6 rewound by the rotating in the reverse direction to the winding direction of thetraverse drum 13. Then, when thesuction pipe 21 turns downward to the solid line position shown in the drawings (downward standby position), and therelay pipe 22 moves to the leading position (d), both the lower yarn and the upper yarn are led to theyarn joining device 20, the lower yarn and the upper yarn are joined by theyarn joining device 20. - The
traverse drum 13 is rotatable in the winding direction or in the reverse direction to such direction by the drivingmotor 25. A traverse groove is formed on the surface of thetraverse drum 13, and the yarn Y to be wound up along the traverse groove carries out the traverse operation. Further, a simple driving drum can be used in place of thetraverse drum 13, and a separate traverse device can be provided. Theyarn winding body 6 moving with thetraverse drum 13 is held by thecradle 12. By the operation of anarm 12a, thecradle 12 is capable of being opened and closed in the depth direction of the page of Figure 1, and the releasing of the full tube and the setting of a new winding tube are also made practicable. Thecradle 12 which is holding theyarn winding body 6 can be lifted for a designated interval from thetraverse drum 13 by acradle lifter 26. Moreover, apackage brake 27 for stopping the rotating of theyarn winding body 6 which has become free by being lifted is provided at the tip of thecradle 12. - The
yarn winding body 6 released from thecradle 12 is discharged to a transportingdevice 29 such as a belt conveyor via apackage guide 28. The transportingdevice 29 is provided in the back side of the windingunit 2, along the arranged direction of the windingunits 2. Thepackage guide 28 is connected capable of interlocking with thecradle 12, and when thecradle 12 elevates, thepackage guide 28 inclines toward the direction to be discharged. Moreover, a windingtube accumulating device 4 is provided above thecradle 12 of each windingunit 2, and a windingtube 7 received from the windingtube accumulating device 4 is set to thecradle 12 by thedoffing device 3. - The
doffing device 3 comprises ayarn picking lever 31, ayarn shifting lever 32, anopener 34 and achucker 35. The yarn picking lever 31 (an embodiment of the yarn setting means) traps the lower yarn of the windingunit 2 and sets the lower yarn y2 to the windingtube 7 which is set to thecradle 12. Theyarn shifting lever 32 sets the lower yarn to the windingtube 7 by interlocking with theyarn picking lever 31 and applying a bunch winding. Theopener 34 carries out the releasing and closing operation to thearm 12a of thecradle 12. Thechucker 35 clamps the windingtube 7 from the windingtube accumulating device 4 and transports the windingtube 7 to thecradle 12. - As shown in the control block diagram of Figure 2 and Figure 3, for the control structure of the entire
automatic winder 1, each windingunit 2 comprises aunit controller 41 respectively, thedoffing device 3 comprises a doffingcontroller 42, and a plurality ofunit controllers 41 and the doffingcontroller 42 are both connected to amachine body controller 43 via communication network. According to such structure, a doffing demand signal transmitted from theunit controller 41 can be transmitted to the doffingcontroller 42 via themachine body controller 43. Further, themachine body controller 43 is provided at the end section of the machine body to control over the entire machine body, and is capable of transmitting various setting values from themachine body controller 43 to theunit controller 41 and the doffingcontroller 42 via the communication network. - In Figure 3, the stepping motor or the pulse motor (first driving means) 49 for turning and driving the
relay pipe 22, the driving motor (second driving means) 46 for rotating and driving the cam of thecam mechanism 45 for operating theyarn joining device 20 and thesuction pipe 21 in a designated order, and a drivingmotor 47 for rotating and driving thetraverse drum 13 are connected to theunit controller 41 of the windingunit 2. In theunit controller 41, a pausing means 48 is provided for stopping therelay pipe 22 at the doffing standby position (c) for waiting the doffing by being located at the position immediately before the leading position (d) and in the upward state, other than the downward standby position (b) which is located immediately before the yarn trapping position (a), the yarn end trapping position (lower end position) (a), and the leading position (d). Moreover, theunit controller 41 receives a yarn defect signal from the slub catcher or theyarn clearer 19, transmits the yarn cutting signal to thecutter 19a, carries out elevating or descending control of thecradle lifter 26, and carries out the on-off control of thepackage brake 27. - A driving
motor 52 for rotating and driving a cam of acam mechanism 51 which operates theyarn picking lever 31, theyarn shifting lever 32, theopener 34 and thechucker 35 in the designated order, and a drivingmotor 54 for rotating and driving awheel 53 for running thedoffing device 3 along a plurality of windingunits 2, are connected to the doffingcontroller 42 of thedoffing device 3. - When the
yarn winding body 6 of the windingunit 2 becomes a full tube, the windingunit 2 carries out a designated operation to be mentioned below, and after moving the relay pipe (lower yarn trapping-leading member) 22 which traps the lower yarn, to the doffing standby position (c), transmits a doffing demand signal to thedoffing device 3. The doffing demand signal includes a unit number of the windingunit 2. Moreover, the windingunit 2 lights a doffingdemand lamp 55b (an embodiment of the doffing demand indicating means) in the manner recognizable by operators. As shown in Figure 2, the doffing demand signal is transmitted from theunit controller 41 to the doffingcontroller 42 via themachine body controller 43. Moreover, thedoffing device 3 runs toward the windingunit 2 which transmits the doffing demand signal, and stops directly above the windingunit 2. Then, as shown in Figure 3, thedoffing device 3 and the windingunit 2 communicate communicatingmeans doffing device 3 and the windingunit 2 carry out operations necessary for doffing. For example, communicatingmeans - Next, the yarn setting procedure to the winding
tube 7 during doffing in theautomatic winder 1 constructed in aforementioned manner will be described in reference to Figure 4 and Figure 5. Figure 4 shows the procedure to be carried out before the windingunit 2 transmits the doffing demand signal. Figure 5 shows the procedure of which the windingunit 2 and thedoffing device 3 carry out jointly. - First, as shown in Figure 4A, when the yarn length measured from the accumulated value of the pulse corresponding to the rotating speed of the traverse drum 13 (driving drum) reaches the designated length, the
yarn winding body 6 is a full tube, and the cutter (yarn cutting device) 19a works to cut the yarn. Then, the upper yarn y1 is wound to theyarn winding body 6, and the part of the lower yarn y2 above thetension applying device 16 hangs down. However, the gate-typedtension applying device 16 for bending the yarn path holds the lower yarn y2. Therefore, the lower yarn y2 between thetension applying device 16 and theunwinding assisting device 15 is held. Accompanying the cutting of the yarn, thetraverse drum 13 is slowed down suddenly. - At approximately the same time with the start of the slowing down of the
traverse drum 13, as shown in Figure 4B, thecradle lifter 26 and thepackage brake 27 are operated, and the rotation of theyarn winding body 6 is stopped under the state in which theyarn winding body 6 is being lifted a little from thetraverse drum 13. Then, thecradle lifter 26 is released and theyarn winding body 6 returns to a state in which contacting with thetraverse drum 13. - Moreover, at approximately the same time with the operation of the
cradle lifter 26, the relay pipe 22 (lower yarn trapping-leading member) turns to the yarn trapping position (a) from the downward standby position (b). Theclamp device 22b which is provided in the loweryarn trapping mouth 22a of therelay pipe 22 opens by hitting theyarn guide 23 which is a stopper, and the lower yarn y2 is sucked and trapped from the loweryarn trapping mouth 22a between thetension applying device 16 and theyarn supplying body 5. - Next, as shown in Figure 4C, the relay pipe 22 (lower yarn trapping-leading member), while trapping the lower yarn y2, turns to the doffing standby position (c) where the lower
yarn trapping mouth 22a facing upward at theyarn winding body 6 side (upper part) than theyarn joining device 20. Then, since therelay pipe 22 stops temporarily at the doffing standby position (c) which is located immediately before the leading position (d) to theyarn joining device 20, theclamp device 22b is still clamping the lower yarn y2. Under such state, the doffing demand signal is transmitted from theunit controller 41 of the windingunit 2 to the doffingcontroller 42 of thedoffing device 3 via themachine body controller 43. - When the doffing demand signal is transmitted to the doffing
controller 42, as shown in Figure 5A, thedoffing device 3 which received the doffing demand signal stops directly above the windingunit 2, swings the yarn picking lever 31 (yarn setting means) to the proximity of the windingunit 2 while extending theyarn picking lever 31 to below. The cutter and holdingunit 31a at the tip is advanced to the lower yarn y2 trapped by therelay pipe 22, and by holding the lower yarn y2 at the same time it is cut, the lower yarn y2 is trapped again from the relay pipe 22 (lower yarn trapping-leading member) to theyarn picking lever 31. After therelay pipe 22 is located at the doffing standby position (c) where the lower yarn y2 is above theyarn joining device 20, the windingunit 2 transmits the doffing demand signal to call thedoffing device 3. Therefore, even when thedoffing device 3 is located nearby the windingunit 2 by chance and arrives instantly, the turning operation of the relay pipe 22 (lower yarn trapping-leading member) and theyarn picking lever 31 are not to interfere with one another. - At approximately the same time with the lower yarn trapping by the
yarn picking lever 31, as shown in Figure 5B, the timing theyarn picking lever 31 of thedoffing device 3 trapped the lower yarn y2 is transmitted via the communicatingmeans controller 42 to theunit controller 41, and by the control of theunit controller 41, the relay pipe 22 (lower yarn trapping-leading member) of the windingunit 2 turns to the leading position (d), and theclamp device 22b opens to suck the remaining yarn end after the yarn is cut. Along with the operation of theyarn picking lever 31, theopener 34 lifts up while opening thearm 12a of thecradle 12. Thepackage guide 28 also inclines and theyarn winding body 6 released from thecradle 12 is discharged reliably via thepackage guide 28 onto thebelt conveyor 29. - When the
yarn winding body 6 is discharged onto thebelt conveyor 29, as shown in Figure 5C, thecradle 13 descends toward thetraverse drum 13 while being opened, and is to be located at a position capable of setting the windingtube 7. Further, thecradle 12 can be descended so as to open again at the end of the descending, after being closed once while descending. Then, thechucker 35 clamps the windingtube 7 received from the winding tube supplying device, and transports onto thetraverse drum 13. The windingtube 7 is set between the bobbin holder of thecradle 12. Next, theyarn picking lever 31 elevates and while elevating, threads the lower yarn y2 to theyarn shifting lever 32, and the lower yarn y2 crosses over between the openedcradle 12 and the windingtube 7, and between thecutter 31a of theyarn picking lever 31 and theyarn shifting lever 32. Then, when theopener 34 closes thecradle 12, the lower yarn y2 is sandwiched at the edge of the windingtube 7 to be set. Next, thepackage brake 27 is operated for a moment, and the displacement between the windingtube 7 and the bobbin holder is corrected. Further, these series of operations are carried out with the windingtube 7 contacting with thetraverse drum 13. - When threading (attaching the yarn) to the winding
tube 7 is completed, as shown in Figure 5D, thedoffing device 3 transmits the signal to the windingunit 2 via the communicatingmeans traverse drum 13 is rotated slowly, and a bunch winding is formed at the edge of the windingtube 7. Then, by rotating thetraverse drum 13 at a high speed, the winding of the yarn of theyarn supplying body 5 is recommenced. Further, after turning and moving therelay pipe 22 to the leading position (d) in Figure 5B, until the winding is restarted in Figure 5D, therelay pipe 22 is completely returned to the standby position (b) which is a downward state. - Next, a primitive yarn attaching operation using the
doffing device 3 will be described. The primitive yarn attachment is an operation carried out by supplying the firstyarn supplying body 5 to the winding position, under the state in which theyarn winding body 6 is not located in thecradle 12. - The
yarn supplying body 5 is supplied to the winding position of the windingunit 2. At the time being, the yarn end of theyarn supplying body 5 is draping down inside the core tube. Therelay pipe 22 turns a little from the downward standby position (a) to the yarn trapping position (b). Then, theclamp device 22b hits the stopper and opens, and the loweryarn trapping mouth 22a becomes into a released state. Under this state, the yarn end of theyarn supplying body 5 is blew up toward the upper part, and therelay pipe 22 traps the yarn end. Then, therelay pipe 22 turns to the doffing standby position (c), and stops temporarily. Under this state, the doffing demand signal is transmitted from theunit controller 41 of the windingunit 2 to the doffingcontroller 42 of thedoffing device 3 via themachine body controller 43. - The
doffing device 3 of which received the doffing demand signal stops directly above the windingunit 2, theyarn picking lever 31 is extended to the lower side to pick up the yarn which is trapped by therelay pipe 22. When the cutter and holdingunit 31a of the tip of theyarn picking lever 31 receives the yarn from therelay pipe 22, therelay pipe 22 turns to the leading position (d), and theclamp device 22b opens to suck the remaining yarn end after the yarn cut. - Along with the operation of the
yarn picking lever 31, the discharging operation of theyarn winding body 6 is carried out in which thearm 12a of thecradle 12 is lifted while being opened. However, since there is noyarn winding body 6 held by thecradle 12 at the primitive yarn attachment, theyarn winding body 6 is not discharged actually. Next, thecradle 12 descends while being opened, and reaches a position capable of setting the windingtube 7. Then, thechucker 35 clamps the windingtube 7 which is received from the winding tube supplying device, and transports onto thetraverse drum 13. The windingtube 7 is set between the bobbin holders of thecradle 12. Then, theyarn picking lever 31 elevates, and threads the lower yarn y2 to theyarn shifting lever 32 while elevating, and between thecutter 31a of theyarn picking lever 31 and theyarn shifting lever 32, the lower yarn y2 is made to cross over between thecradle 12 which is in the opened state, and the windingtube 7. Next, when theopener 34 closes thecradle 12, the lower yarn y2 is sandwiched in the edge of the windingtube 7 to be set. Next, thepackage brake 27 is operated for a moment, and the displacement between the windingtube 7 and the bobbin holder is corrected. Further, these series of operations are carried out with the windingtube 7 contacting with thetraverse drum 13. - Next, when the yarn attachment to the winding
tube 7 is completed, thedoffing device 3 transmits a signal to the windingunit 2 via the communicatingmeans traverse drum 13 is rotated slowly, a bunch winding is formed at the edge of the windingtube 7, and then, by rotating thetraverse drum 13 at a high speed, the winding of the yarn of theyarn supplying body 5 is recommenced. Further, after turning and moving to the leading position (d) and before recommencing the winding, the returning of therelay pipe 22 to the standby position which is a downward state is completed. - Likewise, the primitive yarn attaching operation can be carried out by the operation of which is the same at the doffing. Further, an excess movement of the
doffing device 3 generates due to each operation being carried out via the common driving motor and the common cam mechanism. However, by making each operation to work separately, an excess movement can be suppressed. - The first embodiment described above has following effects.
- (1) The
doffing device 3 is called after the completion of the preparation in which the windingunit 2 picks up the yarn leading to the yarn supplying body 5 (the lower yarn) to above theyarn joining device 20. Therefore, theyarn picking lever 31 can be extended to the lower direction immediately after the arrival of thedoffing device 3, and the time required for the operation for setting the lower yarn y2 to the windingtube 7 by thedoffing device 3 can be shortened. Moreover, since such preparation is completed, even when thedoffing device 3 arrives in a short time and theyarn picking lever 31 is lowered, theyarn picking lever 31 and the relay pipe 22 (lower yarn trapping-leading member) are not to interfere with one another, and the interlocking operation of the windingunit 2 and thedoffing device 3 is carried out reliably and speedily. - (2) According to the yarn setting procedure to the winding tube, comparing
to the case in which the yarn at the
yarn supplying body 5 side and the yarn at theyarn winding body 6 side are joined and the joined yarn is picked up to be set on the windingtube 7, a procedure for joining the yarn can be eliminated. Moreover, since the yarn at theyarn supplying body 5 side is trapped by the relay pipe 22 (lower yarn trapping-leading member) and then passed over to the yarn picking lever 31 (yarn setting mean) of thedoffing device 3, the position where theyarn picking lever 31 traps the yarn of the relay pipe 22 (lower yarn trapping-leading member) is to be located above theyarn joining device 20. As a result, the working time of theyarn picking lever 31 is shortened and the movement of theyarn picking lever 31 also becomes small. Therefore, the operational accuracy is not required to be especially high. - (3) As shown in Figure 4A, when cutting the yarn when the
yarn winding body 6 becomes full, since the lower yarn y2 after being cut is held by the holding means such as thetension applying device 16, and the relay pipe 22 (lower yarn trapping-leading member) traps the lower yarn y2 by turning and moving, the trapping of the lower yarn y2 by therelay pipe 22 is carried out reliably, and the movable guide or the like for guiding the lower yarn y2 to therelay pipe 22 are not required to be provided exceptionally. As a result, the mechanical structure can be simplified. Furthermore, by carrying out the holding of the lower yarn y2 by thetension applying device 16 capable of maintaining the yarn of a gate-typed or the like, the holding means by the lower yarn suction as the suction-typed yarn trap is not required to be provided separately, and the mechanical structure can be simplified. - (4) As shown in Figure 4A, during the normal winding, the relay pipe 22
(lower yarn trapping-leading member) is located at the standby position (b)
with the lower
yarn trapping mouth 22a facing downward at theyarn supplying body 5 side (lower part) than theyarn joining device 20. Therefore, just by turning and moving minutely to the yarn trapping position (a) which is the lower end position shown in Figure 4B, the lower yarn y2 can be trapped and the trapping of the lower yarn y2 after the yarn cut can be carried out speedily. Moreover, as shown in Figure 4C, after trapping the lower yarn, when the relay pipe 22 (lower yarn trapping-leading member) turns once from the yarn trapping position (a) to the doffing standby position (c), therelay pipe 22 is capable of transmitting a doffing demand signal. As a result, the time required to transmit the doffing demand signal after the yarn is cut when a full tube is accomplished can be shorted. Especially, when the relay pipe 22 (lower yarn trapping-leading member) is on standby in the upward position, therelay pipe 22 turns greatly to the downward position to trap the lower yarn y2, and turns greatly even more to the doffing standby position (c) which is the upward position. In other words, therelay pipe 22 is required to turn twice, and the time before transmitting the doffing demand signal after the yarn cut takes a long period of time. - (5) The
clamp device 22b is provided at the loweryarn trapping mouth 22a of the relay pipe 22 (lower yarn trapping-leading member). Moreover, theclamp device 22b is closing the loweryarn trapping mouth 22a under the clamping state at the positions other than the yarn trapping position (a) which is the lower end position, and the leading position (d) to theyarn joining device 20. As a result, theclamp device 22b reaches the doffing standby position (c) shown in Figure 4C, transmits a doffing demand signal, and under the state in which waiting thedoffing device 3, the lower yarn y2 is being clamped by theclamp device 22b and the lower yarn y2 is not drew out unnecessarily to therelay pipe 22 while waiting thedoffing device 3. - (6) As shown in Figure 3, the stepping motor 49 (first driving means) for
turning and moving the relay pipe 22 (lower yarn trapping-leading member) is
provided separately from the driving motor 47 (second driving means) for
operating the
suction pipe 21 or theyarn joining device 20. Therefore, as shown in Figure 1, without operating thesuction pipe 21 or the like, therelay pipe 22 can be located at any position of the yarn trapping position (a), the standby position (b), the doffing standby position (c), or the leading position (d). Therefore, the trapping of the lower yarn y2 after the yarn is cut, and the lifting of the trapped lower yarn which are carried out by turning and moving only therelay pipe 22, can be carried out speedily, and the time from the accomplishing of the full tube to the transmitting of the doffing demand signal can be shortened. Moreover, when using the steppingmotor 49 for the turning and the moving of therelay pipe 22, according to the command pulse number, therelay pipe 22 can be stopped at any position precisely. -
- The second embodiment according to the seventh invention through the eleventh invention will now be described in reference to the drawings. First, referring to Figure 6 and Figure 7, the structure of the automatic winder of which the method of the present invention is to be applied will be described.
- According to Figure 6, the
automatic winder 1 comprises windingunits 2 arranged in a plurality, and thedoffing device 3 capable of running along the plurality of windingunits 2 and in the depth direction of the page. Further, in the second embodiment, for the members including the same function as in the first embodiment, same reference code is to be attached and described. - The winding
unit 2 joins the yarn from the plurality of yarn supplying bobbins 5 (an embodiment of the yarn supplying body) accordingly and forms the largeyarn winding body 6. The yarn Y unwound from theyarn supplying body 5 supported by thetray 11 is held by the cradle 12 (an embodiment of the winding tube supporting device), and wound to ayarn winding body 6 which moves along with the traverse drum 13 (an embodiment of the driving drum). The windingunit 2 is constructed with the unwinding assistingdevice 15 for assisting the unwinding of the yarn from theyarn supplying body 5, thetension applying device 16 for applying designated tension to the yarn Y, the waxingdevice 17 for coating wax to the yarn Y, the yarn trap 18 (an embodiment of the yarn end trapping means) for sucking the yarn at theyarn supplying body 5 side, the slub catcher or yarn clearer 19 (an embodiment of the yarn monitoring device) for detecting yarn defects of a slub or the like, theyarn joining device 20, and thetraverse drum 13, provided in this order from the lower part to the upper part in the yarn path from theyarn supplying body 5 to theyarn winding body 6. - The
cutter 19a (an embodiment of the yarn cutting device) is attached below the slub catcher oryarn clearer 19. When the slub catcher oryarn clearer 19 detects the yarn defect or when doffing the full tube, thecutter 19a cuts the yarn according to the yarn defect detecting signal or the full wound signal. - The suction pipe 21 (an embodiment of the upper yarn trapping-leading member) which sucks and traps the yarn from the
yarn winding body 6 and then leads into theyarn joining device 20 bythe turning movement, is provided above theyarn joining device 20. Moreover, the relay pipe 22 (an embodiment of the lower yarn trapping-leading member) which sucks and traps the yarn at theyarn supplying body 5 side connected to theyarn trap 18 from theyarn supplying body 5 and leading into theyarn joining device 20 by the turning movement, is provided below theyarn joining device 20. When exchanging theyarn supplying body 5, the yarn end of theyarn supplying body 5 is blew up, the yarn end reaches theyarn guide 23 via theunwinding assisting device 15, and is sucked and trapped by therelay pipe 22. When joining the yarn, therelay pipe 22 turns downward along the arrow from the solid line position shown in the drawing, and sucks and traps the yarn end of theyarn supplying body 5 which is trapped by theyarn trap 18. Further, thecutter 23a is provided above theyarn guide 23, and the yarn end at theyarn trap 18 side cut by thecutter 23a is sucked and eliminated by theyarn trap 18. Thesuction pipe 21 turns upward along the arrow from the solid line position shown in the drawing, and by rotating in the reverse direction to the winding direction of thetraverse drum 13, sucks and traps the rewound yarn end. Then, when thesuction pipe 21 and therelay pipe 22 returns to the solid line position shown in the drawing, both of the lower yarn y2 and the upper yarn y1 are led to theyarn joining device 20, and the lower yarn y2 and the upper yarn y1 are joined by theyarn joining device 20. In the tip section of therelay pipe 22, the clump device is provided as in the same manner with the first embodiment (the drawing abbreviated). For the clump device, since it is the same as the first embodiment, its description will also be abbreviated. - The
traverse drum 13 is rotatable in the winding direction and in the reverse direction of such winding direction by the drivingmotor 25. A traverse groove is formed on the surface of thetraverse drum 13, and the yarn to be wound along the traverse groove carries out the traverse operation. Further, a simple driving drum can be used in place of thetraverse drum 13, and a separate traverse device can be provided. Theyarn winding body 6 interlocking with thetraverse drum 13 is held by thecradle 12. By the operation of thearm 12a, thecradle 12 is capable of opening and closing in the depth direction of the page, and is capable of releasing the full tube or setting the windingtube 7. Thecradle 12 which holds theyarn winding body 6 is capable of being lifted a designated interval from thetraverse drum 13 by the cradle lifter 26 (an embodiment of the lifting means). Moreover, thepackage brake 27 for stopping the rotation of theyarn winding body 6 which has become free by being lifted, is provided at the tip of thecradle 12. - The
yarn winding body 6 released from thecradle 12 is discharged onto the transportingdevice 29 such as a belt conveyor via thepackage guide 28. Above thecradle 12 of each windingunit 2, the windingtube accumulating device 4 is provided, and by thedoffing device 3 to be mentioned below, the windingtube 7 received from the windingtube accumulating device 4 is set on thecradle 12. - The
doffing device 3 comprises the yarn picking lever 31 (an embodiment of the yarn setting means) for trapping the lower yarn of the windingunit 2 and setting the lower yarn to the windingtube 7, theyarn shifting lever 32 for setting the lower yarn y2 to the windingtube 7 by interlocking with theyarn picking lever 31 and for applying a bunch winding, theyarn inserting lever 33 for inserting the yarn to the slub catcher oryarn clearer 19, theopener 34 for operating thearm 12a of thecradle 12 to open and close, and thechucker 35 for clamping the windingtube 7 from the windingtube accumulating device 4 and transporting to thecradle 12. - As shown in the control block diagram of Figure 2, the winding
unit 2 comprises theunit controller 41, the doffing device comprises the doffingcontroller 42, and a plurality ofunit controllers 41 and the doffingcontroller 42 are connected to themachine body controller 43 to control the entireautomatic winder 1. - The driving
motor 46 for rotating and driving the cam of thecam mechanism 45 which operates theyarn joining device 20, thesuction pipe 21, and therelay pipe 22 in the designated order, and the drivingmotor 47 for rotating and driving thetraverse drum 13 are connected to theunit controller 41 of the windingunit 2. Thecam mechanism 45 and the drivingmotor 46 constructs a driving means A for interlocking thesuction pipe 21 and therelay pipe 22 toward theyarn joining device 20. A pausing means 48 for stopping temporarily the series of driving by the driving means A directly before therelay pipe 22 leads the lower yarn y2 to theyarn joining device 20, is provided in theunit controller 41. Moreover, theunit controller 41 receives the yarn defect signal from the slub catcher oryarn clearer 19, transmits the yarn cutting signal to thecutter 19a, carries out the opening and closing control of the suction of the yarn by theyarn trap 18, carries out the elevating or descending control of thecradle lifter 26, and carries out the on-off control of thepackage brake 27. - The driving
motor 52 for rotating and driving the cam of thecam mechanism 51 for operating theyarn picking lever 31, theyarn shifting lever 32, theyarn inserting lever 33, theopener 34, and thechucker 35 in the designated order, and the drivingmotor 54 for rotating and driving thewheel 53 for running thedoffing device 3 along the plurality of windingunits 2, are connected to the doffingcontroller 42 of thedoffing device 3. - Between the
unit controller 41 of the windingunit 2 and the doffingcontroller 42 of thedoffing device 3, the communicatingmeans unit 2 from thedoffing device 2 are provided (refer to Figure 6 and Figure 7). When theyarn winding body 6 of the windingunit 2 becomes a full tube, the windingunit 2 carries out the designated operation to be mentioned below and then transmits the doffing demand signal. Moreover, the windingunit 2 lights the doffingdemand lamp 55b (an embodiment of the doffing demand indicating means). The doffing signal is transmitted from theunit controller 41 via themachine body controller 43 to the doffingcontroller 42, and thedoffing device 3 runs toward the windingunit 2 which transmits the doffing demand signal. Then, the detectingmeans 55a detects thedoffing demanding lamp 55b of the windingunit 2, and thedoffing device 3 stops directly above the called windingunit 2. Then, when the designated operation is carried out, thedoffing device 3 carries out the operation necessary for the windingunit 2 via the communicatingmeans - Next, the yarn setting procedure to the winding
tube 7 during doffing by theautomatic winder 1 having aforementioned structure will be described in reference to Figure 8 through Figure 10. Figure 8 and Figure 9 shows the procedure of which the windingunit 2 carries out before doffing. Figure 10 shows the procedure of which the windingunit 2 and thedoffing device 3 carry out in collaboration. - Referring to Figure 8A, when the yarn length measured from the accumulated value of the pulse corresponding to the rotating speed of the traverse drum 13 (driving drum) reaches the designated length, the
yarn winding body 6 is a full tube, and thecutter 19a is operated to cut the yarn. Then, the upper yarn y1 is wound to theyarn winding body 6, and the lower yarn y2 is sucked by theyarn trap 18 opened in advance. Next, thetraverse drum 13 is stopped suddenly and becomes a state shown in Figure 8B. - Referring to Figure 9C, the
cradle lifter 26 is operated, thecradle 12 is turned upward, theyarn winding body 6 is lifted from thetraverse drum 13, thepackage brake 27 is operated and the rotation of theyarn winding body 6 is stopped. Next, by the cam mechanism 45 (refer to Figure 7) being driven by the drivingmotor 46, the suction pipe 21 (upper yarn trapping-leading member) and the relay pipe 22 (lower yarn trapping-leading member) turns to the position shown in the drawing. At the time being, thetraverse drum 13 rotates in the reverse direction to the winding direction, and attempts to rotate theyarn winding body 6 in the rewinding direction to reel out the yarn. However, since theyarn winding body 6 is being lifted and thepackage brake 27 is being operated, the upper yarn y1 is not reeled out, and the sucking and trapping of the upper yarn y1 by thesuction pipe 21 becomes non-acting. - On the other hand, the
relay pipe 22 turns to theyarn guide 23, traps the yarn end to be sucked by theyarn trap 18, and the cut excess yarn end is sucked by theyarn trap 18. As shown in Figure 9D, the drivingmotor 46 drives the cam mechanism 45 (refer to Figure 7) consequently. As a result, thesuction pipe 21 and therelay pipe 22 turn toward theyarn joining device 20, and therelay pipe 22 attempts to transport the lower yarn y2 to theyarn joining device 20. At the time being, by the pausing means 48 (refer to Figure 7) of theunit controller 41, the operation of thecam mechanism 45 stops temporarily immediately before the final stage. The pausing position is the position directly before the lower yarn y2 trapped by therelay pipe 22 is led to theyarn shifting lever 20a of theyarn joining device 20. Moreover, thecradle lifter 26 and thepackage brake 27 are released, and theyarn winding body 6 is contacted against thetraverse drum 13. After reaching such state, the windingunit 2 transmits a signal for demanding thedoffing device 3, and lights the doffingdemand lamp 55b. - In Figure 10E, the detecting means 55a of the
doffing device 3 detects the doffingdemand lamp 55b of the windingunit 2 and stops directly above the windingunit 2. The yarn picking lever 31 (yarn setting means) is swung to the windingunit 2 side while extending to the lower part, the cutter and holdingunit 31a at the tip is advanced to the lower yarn y2 trapped by therelay pipe 22, and by cutting and holding the lower yarn y2 at the same time, the lower yarn y2 is trapped again from therelay pipe 22 to theyarn picking lever 31. At the same time, theopener 34 opens thearm 12a of thecradle 12, and discharges theyarn winding body 6 onto thebelt conveyor 29 via thepackage guide 28. Thecradle 12 descends toward thetraverse drum 13 while being opened, and reaches to the position where the windingtube 7 can be set. Then, thechucker 35 clamps the windingtube 7 of the windingtube accumulating device 4, and transports onto thetraverse drum 13. In this process, the pause by the pausing means 48 (refer to Figure 7) of theunit controller 41 is released, and thecam mechanism 45 rotates to the final stage by the drivingmotor 46. However, the lower yarn y2 is not led to the yarn joining device 20 (the upper yarn y1 is also not led), and with the yarn joining by theyarn joining device 20 not carried out, the cycle of the yarn joining is completed. - In Figure 10F, the
yarn picking lever 31 elevates, and while elevating, the lower yarn y2 is threaded to theyarn shifting lever 32, and the lower yarn y2 is to cross over between the openedcradle 12 and the windingtube 7, and between thecutter 31a of theyarn picking lever 31 and theyarn shifting lever 32. Next, when theopener 34 closes thecradle 12, the lower yarn y2 is sandwiched between the edge of the windingtube 7 and thecradle 12 to be set. Moreover, theyarn inserting lever 33 advances to the position shown in the drawing, opens theguide plate 19b of the slub catcher oryarn clearer 19, and inserts the lower yarn y2 to the slub catcher oryarn clearer 19. Under this state, by the communicatingmeans doffing device 3 rotates thetraverse drum 13 slowly, a bunch winding is formed at the edge of the windingtube 7 and then thetraverse drum 13 is rotated at a high speed to restart the winding of theyarn supplying body 5. - According to the yarn setting procedure to the winding tube during doffing relating to aforementioned second embodiment of the present invention, the setting operation of the yarn of the yarn supplying body to a winding
tube 107 in an automatic winder 101 which winds oneyarn winding body 106 from oneyarn supplying body 105, can be carried out smoothly and speedily. Such winding is carried out when rewinding a died package. - In Figure 11A, the yarn winding starts from a
yarn supplying body 105 to a windingtube 107. In Figure 11B, the remaining yarn layer of theyarn supplying body 105 is detected by a penetration sensor 108 or the like, and when the remaining yarn layer becomes thin, acutter 119a is operated and the winding up is stopped. The lower yarn y2 is sucked and trapped by ayarn trap 118. Then, the lower yarn y2 is cut by a cutter (not shown in the drawings), and theyarn supplying body 105 is discharged. - In Figure 11C, a new
yarn supplying body 105 is supplied. Asuction pipe 121 and arelay pipe 122 are turned in the direction to separate from ayarn joining device 120. The yarn end of theyarn supplying body 105 is blown up above ayarn guide 123. The yarn end of theyarn supplying body 105 is sucked and trapped by therelay pipe 122 which arrived at the position of theyarn guide 123. At the time being, theyarn winding body 106 is being lifted from thetraverse drum 113, and the yarn end of theyarn winding body 106 is not sucked and trapped by thesuction pipe 121. - In Figure 11D, the
suction pipe 121 and therelay pipe 122 turn toward the direction to pass theyarn joining device 120, however, stop immediately before the lower yarn which is to be trapped by therelay pipe 122 is led to theyarn joining device 120. The lower yarn y2 of theyarn supplying body 105 is picked up to above theyarn joining device 120, and is sucked and held by therelay pipe 122. Under this state, in the manner described in Figure 10, the doffing device is called, and the discharging of theyarn winding body 106, the setting of the windingtube 107, and the setting of the lower yarn y2 to the windingtube 107 are carried out. - When forming one
yarn winding body 106 from oneyarn supplying body 105 as shown in Figure 11, in the process of setting the yarn to the windingtube 107, the yarn of which is other than one package is prevented from being mixed, and it can proceed to the next winding speedily. - The yarn setting procedure to the winding tube in Figure 11 can be applied also to the automatic winder for winding to one yarn winding body from two yarn supplying bodies. When the first yarn supplying body becomes empty, the second yarn supplying body is supplied and the yarn ends are joined by carrying out the general yarn joining operation. At the end of the winding of the second yarn supplying body, the yarn is set to the winding tube under the procedure shown in Figure 7. In such yarn setting, the yarn of which is other than two packages is prevented from being mixed, and it can proceed to the next winding speedily.
- The second embodiment through the fourth embodiment described above has following effects.
- (1) The doffing device is called after the preparation wherein the winding unit picks up the yarn at the yarn supplying body side (lower yarn) to above the yarn joining device, is completed. As a result, the time required for the operation to set the lower yarn to the winding tube by the doffing device can be shortened.
- (2) According to the yarn setting procedure to the winding tube of the second embodiment, comparing to the case in which the yarn at the yarn supplying body side and the yarn at the yarn winding body side are joined and the joined yarn is picked up to set to the winding tube, a procedure for joining the yarn is abbreviated. Moreover, since the yarn is delivered to the yarn picking lever (yarn setting means) of the doffing device after the yarn at the yarn supplying body side is trapped by the relay pipe (lower yarn trapping-leading member), the position where the yarn picking lever (yarn setting means) traps the yarn of the relay pipe (lower yarn trapping-leading member) is to be located above the yarn joining device, the operation time of the yarn picking lever (yarn setting means) becomes short and the movement of the yarn picking lever (yarn setting means) also becomes small. As a result, the operational accuracy is not required to be high.
- (3) According to the yarn setting procedure to the winding tube relating to the third embodiment and the fourth embodiment, in the case of forming one yarn winding body from one yarn supplying body or two yarn supplying bodies, under the state in which the yarn of the other yarn supplying body is not mixed, the yarn setting procedure to the winding tube is completed. Therefore, the yarn setting procedure during doffing can be carried out smoothly and speedily.
- (4) The automatic winder of which the second embodiment through the fourth embodiment are to be applied, has a simple structure by comprising the pausing means for stopping temporarily the driving means which operate the relay pipe (lower yarn sucking-leading member) and the suction pipe (upper yarn sucking-leading member) together, immediately before the position where the relay pipe (lower yarn sucking-leading member) transports the yarn of the yarn supplying body toward the yarn joining device, and the cradle lifter (lifting means) for lifting the yarn winding body so that the yarn of the yarn winding body is not sucked by the suction pipe (upper yarn sucking-leading member). As a result, the yarn setting procedure can be carried out smoothly and speedily.
-
- Further, the embodiments are not to be limited to aforementioned embodiments, and for example, it can be changed in the following manner and can be carried out.
- (1) Referring to the first embodiment and the second embodiment, the yarn picking lever as a yarn setting means can be of anything for trapping and leading the lower yarn, and it is not to be limited for swinging the cylinder for expanding and contracting the rod and it can be constructed with a link mechanism. Moreover, the setting of the lower yarn to the winding tube set to the cradle is not to be limited to sandwiching the yarn between the edge of the winding tube and the cradle, and it can be for threading to the edge of the winding tube, or winding to the winding tube.
- (2) According to the second embodiment, for a method for making the suction pipe (upper yarn sucking-leading member) and the yarn joining device to be unmovable, the lifting of the yarn winding body is preferable. However, it is not to be limited to such case, and it can be of preventing the yarn from being trapped to the suction pipe by rotating the traverse drum in the winding direction, or stopping the suction by the suction pipe.
-
- As in the manner stated above in a detail, according to the yarn setting method to the winding tube relating the first through the fifth, the seven, and the eighth invention, the lower yarn is transported above the yarn joining device by the lower yarn trapping-leading member at the winding unit side, and then the doffing demand signal is transmitted. As a result, there is an effect in that the yarn setting procedure to the winding tube by the yarn setting means of the doffing device can be carried out smoothly and speedily.
- As in the manner stated above in a detail, according to the automatic winder relating to the sixth, the ninth and the tenth invention, the trapping operation and the lifting operation of the lower yarn by the lower yarn leading trapping means are made capable of being carried out reliably and independently of operations of other means by a simple mechanical structure. As a result, there is an effect in that the yarn setting procedure can be carried out smoothly and speedily.
Claims (11)
- A yarn setting method to a winding tube in an automatic winder wherein the automatic winder comprises:wherein when demanding an operation by the doffing device, the winding unit traps the yarn of the yarn supplying body by the lower yarn trapping-leading member, moves the lower yarn trapping-leading member to the yarn winding body side while trapping the yarn of the yarn supplying body, and then transmits the demand signal.winding units arranged in a plurality of which each winding unit includes a yarn joining device, a lower yarn trapping-leading member which moves between a yarn supplying body side and a yarn winding body side to trap a yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn trapping-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and each winding unit forms the yarn winding body by winding the yarn of the yarn supplying body to the winding tube; anda doffing device which runs along the plurality of winding units, and according to a demand signal from the winding unit, arrives at the winding unit which transmitted the doffing signal, and receives the yarn of the yarn supplying body trapped by the lower yarn trapping-leading member to set the yarn to the winding tube set to the winding unit;
- A yarn setting method to a winding tube in an automatic winder according to claim 1 wherein the winding unit comprises a cutting device for cutting the yarn connected between the yarn supplying body and the yarn winding body and a holding means which is located in the upstream side to the yarn cutting device, and when the yarn winding body becomes full and the yarn is cut by the yarn cutting device, the holding means holds the yarn end at the yarn supplying body side, and then the lower yarn trapping-leading member traps the yarn of the yarn supplying body between the holding means and the yarn supplying body, the lower yarn trapping-leading member is moved to the yarn winding body side while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- A yarn setting method to a winding tube in an automatic winder according to claim 2 wherein the holding means is a tension applying device for applying tension to the yarn being wound.
- A yarn setting method to a winding tube in an automatic winder according to claim 2 or claim 3 wherein the lower yarn trapping-leading member is on standby under the state in which the lower yarn trapping mouth of the lower yarn trapping-leading member is located to the yarn supplying body side than the yarn joining device during winding, and when the yarn winding body becomes full and the yarn is cut by the yarn cutting device, the holding means holds the yarn end at the yarn supplying body side, and then the lower yarn trapping-leading member is moved to the yarn trapping position where the lower yarn trapping mouth is located to the yarn supplying body side than the yarn joining device, the lower yarn trapping-leading member traps the yarn of the yarn supplying body between the holding means and the yarn supplying body, the lower yarn trapping-leading member is moved to the yarn winding body side while trapping the yarn of the yarn supplying body and then the demand signal is transmitted.
- A yarn setting method to a winding tube in an automatic winder according to any one of claim 1 through claim 4 wherein a clamp device is provided in the lower yarn trapping-leading member and the clamp device becomes an opened state when the lower yarn trapping-leading member is located at the yarn trapping position for trapping the yarn of the yarn supplying body and the leading position for leading the yarn of the yarn supplying body into the yarn joining device, and the clamp device becomes a clamping state until the lower yarn trapping-leading member reaches the leading position after departing from the yarn trapping position, and the lower yarn trapping-leading member is moved toward the yarn winding body side until reaching the position which is located in front of the leading position while trapping the yarn of the yarn supplying body, and then the demand signal is transmitted.
- An automatic winder comprising a doffing device for displacing a yarn winding body, setting a new winding tube, attaching a yarn to a new winding tube, and capable of running along a plurality of winding units of which each winding unit includes a yarn joining device and forms the yarn winding body by winding the yarn of a yarn supplying body to the winding tube;
wherein the winding unit comprises a first driving means for moving a lower yarn trapping-leading member which transports the yarn of the yarn supplying body toward the yarn joining device, a second driving means for moving an upper yarn trapping-leading member which transports the yarn of the yarn winding body toward the yarn joining device, and a pausing means for stopping temporarily a first driving means when the lower yarn trapping-leading member reaches a doffing standby position which is the position immediately before leading the yarn of the yarn supplying body into the yarn joining device, and
the doffing device comprises a yarn setting means for picking up the lower yarn of the yarn supplying body of which the lower yarn trapping-leading member transported to the doffing standby position and setting the yarn of the yarn supplying body to a newly set winding tube. - A yarn setting method to a winding tube in an automatic winder wherein the automatic winder comprising:wherein the winding unit prohibits the operation of the upper yarn trapping-leading member and the yarn joining device, traps the yarn of the yarn supplying body by the lower yarn trapping-leading member, and after moving the lower yarn trapping-leading member to the yarn winding body side, transmits the demand signal.winding units arranged in a plurality wherein each winding unit includes a yarn joining device, a lower yarn trapping-leading member which moves between a yarn supplying body side and a yarn winding body side to trap a yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn trapping-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and forms the yarn winding body by winding the yarn of the yarn supplying body to a winding tube; anda doffing device which runs along the plurality of winding units, and according to a demand signal from the winding unit, arrives at the winding unit which transmitted a doffing signal, receives the yarn of the yarn supplying body trapped by the lower yarn trapping-leading member to set the yarn to the winding tube set to the winding unit;
- A yarn setting method to a winding tube in an automatic winder according to claim 7 wherein the winding unit comprises a driving drum for rotating and driving the yarn winding body, the driving drum rotates in the reverse direction to winding direction accompanying the movement of the upper yarn trapping-leading member, and the upper yarn trapping-leading member and the yarn joining device are prohibited from being operated by separating the yarn winding body away from the driving drum to prevent the yarn of the yarn winding body to be trapped by the upper yarn trapping-leading member, and by stopping the lower yarn trapping-leading member from moving to the yarn winding body side at a position before the yarn of the yarn supplying body is led to the yarn joining device by the lower yarn trapping-leading member.
- An automatic winder comprising:a doffing device for displacing a yarn winding body, setting a new winding tube, attaching a yarn to a new winding tube, provided capable of running along the plurality of winding units of which each winding unit includes a yarn joining device and forms the yarn winding body by winding up the yarn of a yarn supplying body;wherein the winding unit comprises a driving means for operating a lower yarn sucking-leading member which transports the yarn of the yarn supplying body toward the yarn joining device and an upper yarn sucking-leading member which transports the yarn of the yarn winding body toward the yarn joining device, a pausing means for stopping the driving means temporarily when the lower yarn sucking-leading member is located at a position immediately before a position for leading the yarn of the yarn supplying body into the yarn joining device, and a lifting means for lifting the yarn winding body so that the yarn of the yarn winding body is not sucked by the upper yarn sucking-leading member; andthe doffing device comprises a yarn setting means for picking up the yarn of the yarn supplying body of which is transported above by the lower yarn sucking-leading member, and setting the yarn of the yarn supplying body to the newly set winding tube.
- An automatic winder according to claim 9 wherein the driving means is provided independently per each winding unit.
- A yarn setting method to a winding tube in an automatic winder wherein the automatic winder comprises:wherein the lower yarn sucking-leading member becomes an opened state when being located at a yarn trapping position for trapping the yarn of the yarn supplying body and a leading position for leading the yarn of the yarn supplying body to the yarn joining device, and becomes a closed state until reaching the leading position at the yarn winding body side after departing from the yarn trapping position at the yarn supplying body side; and before the doffing device receives the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member to set the yarn to the winding tube, the lower yarn sucking-leading member which is trapping the yarn of the yarn supplying body is moved to a doffing standby position immediately before reaching the leading position.winding units arranged in a plurality of which each winding unit includes a yarn joining device, a lower yarn sucking-leading member which moves between a yarn supplying body side and a yarn winding body side to trap a yarn of the yarn supplying body and lead the trapped yarn to the yarn joining device, and an upper yarn sucking-leading member for trapping the yarn of the yarn winding body and leading the trapped yarn to the yarn joining device, and each winding unit forms the yarn winding body by winding the yarn of the yarn supplying body to a winding tube; anda doffing device which runs along the plurality of winding units, and according to a demand signal from the winding unit, arrives at the winding unit which transmitted the demand signal, and receives the yarn of the yarn supplying body trapped by the lower yarn sucking-leading member to set the yarn to the winding tube set to the winding unit;
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001054553 | 2001-02-28 | ||
| JP2001054553 | 2001-02-28 | ||
| JP2001265275A JP3646682B2 (en) | 2001-02-28 | 2001-09-03 | Method of attaching yarn to winding tube in automatic winder and automatic winder |
| JP2001265275 | 2001-09-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1236668A2 true EP1236668A2 (en) | 2002-09-04 |
| EP1236668A3 EP1236668A3 (en) | 2002-10-30 |
| EP1236668B1 EP1236668B1 (en) | 2005-07-27 |
Family
ID=26610316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20020002723 Expired - Lifetime EP1236668B1 (en) | 2001-02-28 | 2002-02-06 | Yarn setting method to winding tube in automatic winder and automatic winder |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1236668B1 (en) |
| JP (1) | JP3646682B2 (en) |
| DE (1) | DE60205147T2 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1712509A3 (en) * | 2005-04-13 | 2008-01-30 | SAVIO MACCHINE TESSILI S.p.A. | Device and process for handling and controlling the yarn of a crosswinding head of a crosswinding machine during the starting operations of a new lot |
| EP1712504A3 (en) * | 2005-04-13 | 2008-03-26 | SAVIO MACCHINE TESSILI S.p.A. | Device and process for the handling and control of the yarn in a crosswinding head of a crosswinding machine in bobbin doffing operations |
| CN102126647A (en) * | 2010-01-15 | 2011-07-20 | 村田机械株式会社 | Doffing apparatus |
| CN101712424B (en) * | 2008-10-01 | 2012-09-05 | 欧瑞康纺织有限及两合公司 | Device for automatic initiation of working position of crossed coil manufactured by textile machine |
| CN104671000A (en) * | 2013-11-26 | 2015-06-03 | 村田机械株式会社 | Bobbin Holding Device, Bobbin Setting Device, And Yarn Winding Machine |
| EP3312116A1 (en) * | 2016-10-19 | 2018-04-25 | Murata Machinery, Ltd. | Yarn winding device and package rotation stopping method |
| CN111908259A (en) * | 2020-07-21 | 2020-11-10 | 安庆师范大学 | Bobbin yarn conveying and positioning device in bobbin winding spindle position of automatic bobbin winder |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019103847A1 (en) * | 2019-02-15 | 2020-08-20 | Vetron Typical Europe Gmbh | sewing machine |
| CN111392514A (en) * | 2020-03-27 | 2020-07-10 | 青岛宏大纺织机械有限责任公司 | Spinning-in device and spinning-in method of doffing trolley |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0859086A (en) * | 1994-08-24 | 1996-03-05 | Murata Mach Ltd | Doffing method of automatic winder |
| JPH10297827A (en) * | 1997-04-23 | 1998-11-10 | Murata Mach Ltd | Automatic winder |
| JPH10297826A (en) * | 1997-04-23 | 1998-11-10 | Murata Mach Ltd | Automatic winder and doffing device therefor |
| JP2000289928A (en) * | 1999-04-07 | 2000-10-17 | Murata Mach Ltd | Yarn guiding method for automatic winder and yarn guiding device therefor |
| EP1127831A2 (en) * | 2000-02-22 | 2001-08-29 | W. SCHLAFHORST AG & CO. | Apparatus for starting a workstation of a textile machine producing cross-wound bobbins |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4139892C2 (en) * | 1991-12-04 | 2001-04-19 | Schlafhorst & Co W | Process for producing a thread connection at a winding point of a winding machine |
-
2001
- 2001-09-03 JP JP2001265275A patent/JP3646682B2/en not_active Expired - Fee Related
-
2002
- 2002-02-06 DE DE2002605147 patent/DE60205147T2/en not_active Expired - Lifetime
- 2002-02-06 EP EP20020002723 patent/EP1236668B1/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0859086A (en) * | 1994-08-24 | 1996-03-05 | Murata Mach Ltd | Doffing method of automatic winder |
| JPH10297827A (en) * | 1997-04-23 | 1998-11-10 | Murata Mach Ltd | Automatic winder |
| JPH10297826A (en) * | 1997-04-23 | 1998-11-10 | Murata Mach Ltd | Automatic winder and doffing device therefor |
| JP2000289928A (en) * | 1999-04-07 | 2000-10-17 | Murata Mach Ltd | Yarn guiding method for automatic winder and yarn guiding device therefor |
| EP1127831A2 (en) * | 2000-02-22 | 2001-08-29 | W. SCHLAFHORST AG & CO. | Apparatus for starting a workstation of a textile machine producing cross-wound bobbins |
Non-Patent Citations (4)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 1996, no. 07, 31 July 1996 (1996-07-31) -& JP 08 059086 A (MURATA MACH LTD), 5 March 1996 (1996-03-05) * |
| PATENT ABSTRACTS OF JAPAN vol. 1999, no. 02, 26 February 1999 (1999-02-26) -& JP 10 297826 A (MURATA MACH LTD), 10 November 1998 (1998-11-10) * |
| PATENT ABSTRACTS OF JAPAN vol. 1999, no. 02, 26 February 1999 (1999-02-26) -& JP 10 297827 A (MURATA MACH LTD), 10 November 1998 (1998-11-10) * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 13, 5 February 2001 (2001-02-05) -& JP 2000 289928 A (MURATA MACH LTD), 17 October 2000 (2000-10-17) * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1712509A3 (en) * | 2005-04-13 | 2008-01-30 | SAVIO MACCHINE TESSILI S.p.A. | Device and process for handling and controlling the yarn of a crosswinding head of a crosswinding machine during the starting operations of a new lot |
| EP1712504A3 (en) * | 2005-04-13 | 2008-03-26 | SAVIO MACCHINE TESSILI S.p.A. | Device and process for the handling and control of the yarn in a crosswinding head of a crosswinding machine in bobbin doffing operations |
| CN1847130B (en) * | 2005-04-13 | 2012-06-27 | Savio纺织机械责任有限公司 | Device and process for handling and controlling the yarn of a crosswinding head of a crosswinding machine during the starting operations of a new lot |
| CN101712424B (en) * | 2008-10-01 | 2012-09-05 | 欧瑞康纺织有限及两合公司 | Device for automatic initiation of working position of crossed coil manufactured by textile machine |
| CN102126647A (en) * | 2010-01-15 | 2011-07-20 | 村田机械株式会社 | Doffing apparatus |
| CN102126647B (en) * | 2010-01-15 | 2014-07-02 | 村田机械株式会社 | Doffing apparatus |
| CN104671000A (en) * | 2013-11-26 | 2015-06-03 | 村田机械株式会社 | Bobbin Holding Device, Bobbin Setting Device, And Yarn Winding Machine |
| EP3312116A1 (en) * | 2016-10-19 | 2018-04-25 | Murata Machinery, Ltd. | Yarn winding device and package rotation stopping method |
| CN111908259A (en) * | 2020-07-21 | 2020-11-10 | 安庆师范大学 | Bobbin yarn conveying and positioning device in bobbin winding spindle position of automatic bobbin winder |
| CN111908259B (en) * | 2020-07-21 | 2021-10-29 | 安庆师范大学 | Bobbin yarn conveying and positioning device in bobbin winding spindle position of automatic bobbin winder |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3646682B2 (en) | 2005-05-11 |
| DE60205147T2 (en) | 2006-05-24 |
| DE60205147D1 (en) | 2005-09-01 |
| EP1236668B1 (en) | 2005-07-27 |
| JP2002326767A (en) | 2002-11-12 |
| EP1236668A3 (en) | 2002-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3295775A (en) | Method and apparatus for readying the winding operation of yarn supply coils on coil winding machines | |
| US4535945A (en) | Method and device for locating and holding a thread end | |
| US5651507A (en) | Yarn splicing device for bobbin-winding textile machines | |
| US3111280A (en) | Coil winding machine with automatic coil-exchanging and yarn-tying devices | |
| US4619416A (en) | Yarn end finding apparatus | |
| CN107777472B (en) | Yarn splicing device for a workstation of a textile machine for producing cross-wound bobbins | |
| CN106467256B (en) | The method and winder station of burner gauze and filling are connected on the winder station of up- coiler | |
| JPH026640A (en) | Method and apparatus for rapidly reopening spinning operation | |
| US5950957A (en) | Bobbin winding unit of a textile machine for producing cross-wound bobbins | |
| EP1236668B1 (en) | Yarn setting method to winding tube in automatic winder and automatic winder | |
| EP1721854A1 (en) | Doffing device for an automatic winder | |
| US3136494A (en) | Method and means for preparing spinning cops for rewinding | |
| US3913853A (en) | Automatic winding machine | |
| US5159804A (en) | Method and apparatus for transferring a yarn to a winding station of a textile machine | |
| US6298647B1 (en) | Yarn-connecting device for a cheese-producing textile machine | |
| JPH03223073A (en) | Device for splicing threads at take-up part of winder and automatically replacing cup | |
| US7165740B2 (en) | Travelling service device for open-end spinning units of open-end spinning machines | |
| US4878629A (en) | Reserve winding of yarn on a tube of a cross-wound bobbin and method and appartus of forming same | |
| JP3707413B2 (en) | Yarn winder with thread thickness detector | |
| JP2009084023A (en) | Textile machine | |
| US5363637A (en) | Method of threading in a false twisting machine and an apparatus for carrying out the same | |
| US3345004A (en) | Multiple winder with automatic thread positioning | |
| JP2000289928A (en) | Yarn guiding method for automatic winder and yarn guiding device therefor | |
| JP2861936B2 (en) | Doffing method and apparatus | |
| JPH09323868A (en) | Winding device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030217 |
|
| AKX | Designation fees paid |
Designated state(s): DE IT |
|
| 17Q | First examination report despatched |
Effective date: 20030828 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE IT |
|
| REF | Corresponds to: |
Ref document number: 60205147 Country of ref document: DE Date of ref document: 20050901 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060428 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 60205147 Country of ref document: DE Representative=s name: PATENTANWAELTE WEICKMANN & WEICKMANN, DE Ref country code: DE Ref legal event code: R082 Ref document number: 60205147 Country of ref document: DE Representative=s name: WEICKMANN & WEICKMANN PATENTANWAELTE - RECHTSA, DE Ref country code: DE Ref legal event code: R082 Ref document number: 60205147 Country of ref document: DE Representative=s name: WEICKMANN & WEICKMANN PATENT- UND RECHTSANWAEL, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200219 Year of fee payment: 19 Ref country code: IT Payment date: 20200225 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60205147 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210206 |