EP1179401A2 - Method and device for making concrete products - Google Patents
Method and device for making concrete products Download PDFInfo
- Publication number
- EP1179401A2 EP1179401A2 EP01112543A EP01112543A EP1179401A2 EP 1179401 A2 EP1179401 A2 EP 1179401A2 EP 01112543 A EP01112543 A EP 01112543A EP 01112543 A EP01112543 A EP 01112543A EP 1179401 A2 EP1179401 A2 EP 1179401A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- release
- permanent magnet
- robot
- head
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
- B28B7/0017—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps for attaching mould walls on mould tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
- B28B7/002—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps using magnets
Definitions
- the invention relates to a method for producing Precast concrete parts on at least one formwork table and one Establishment for carrying out this procedure.
- EP-B 530 504 relates to a device and a Process for the production of concrete parts, using a robot initially from a temporary storage permanent magnet body removed and positioned on a circuit table, then U-shaped Profile elements from another cache remove and via two permanent magnet bodies discontinued. After a review and correction of the location of the Profile elements and after inserting reinforcement parts in the formed part is poured into the concrete part.
- the invention has for its object an improved Procedures and a suitable facility available in which the set-up times are significantly reduced can and a handling of the edge formwork profile elements is significantly simplified.
- this Object achieved by the use at least a program-controlled robot on the formwork table magnetically fixable edge shuttering profile elements with takes integrated permanent magnet bodies from a magazine, on the formwork table and then the Permanent magnet body activated.
- this or one additional robot unlocks the permanent magnet body that Profile elements from the formwork table and this after a Cleaning returns to the magazine. So it is possible not only the formwork, but also the formwork after the Automate casting completely.
- the gripper head designed so that it Profile elements, the setting tool or a release tool.
- This solution includes both an embodiment in which the Depending on the procedure, the gripper head the profile elements and then seized the setting tool, as well as one Embodiment in which the setting tool is an integral part of the Gripper head is.
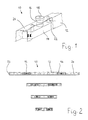
- FIG. 1 shows a perspective view of one end of a Edge shuttering profile element 10 according to German patent application No. 100 02 993.0.
- the profile element 10 consists of a Profile body 12, the different according to the example of Figure 2 Can have lengths.
- a permanent magnet body 14 is attached, one in the middle cylindrical bolt 16 protrudes through an opening in the Top 24 of the profile body 12 protrudes upwards and on has a trigger head 18 at its upper end.
- the permanent magnet body 14 down can be pressed to fix the magnet Profile element 10 on a formwork table 20 (see FIG. 3) bring about.
- two spring elements 22 looking forward to both sides of the bolt 16 on both Permanent magnet body 14 and attached to the profile body 12 are.
- the release head 18 is used to release the permanent magnet body 14 raised, the spring elements 22 thereby relieving themselves act supportive.
- FIG. 3 to 5 show a device for the production of Precast concrete parts according to the invention.
- This facility exists of two mutually parallel side walls 32, on which one Bridge 34 is movably mounted in the X direction (see FIG. 5).
- a motor 36 which has two half shafts 38, serves as the drive Drives gears 40, which each engage one on the Side walls 32 are attached rack 42.
- a cat 44 can be moved on the bridge 34 in the Y direction stored, the one in the Z-direction lifting and lifting lowerable robot 48 takes.
- About the slewing ring 44 can Robot about its vertical axis of rotation 50 (see FIGS. 6 to 10) be pivoted.
- Figure 2 is in the Y direction between the formwork table 20 and the magazine 30 a cleaning system 52 for used Recognize profile elements 10. It is also shown that the Magazine 30 stands on a trestle 54, under which a formwork table 20 is kept in reserve.
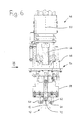
- Figures 6 and 7 show the lower end of the robot 48, the is designed as a gripper head 56.
- the gripper head 56 has two grippers 58 each with two gripping jaws 60 which can be moved relative to one another two gripping jaws 60 are used here to grasp one Profile element 10 with integrated permanent magnet body 14, the profile body 12 on both side legs Has centering recesses 62, in which centering projections 64 the engage both gripper jaws 60.
- Each of the two grippers 58 has two lifting cylinders 66 and is in vertical guides 68 stored.
- the lifting cylinders 66 of a gripper 68 can be used independently controlled by those of the other gripper 58, so that As indicated in Figure 7, two profile elements 10 or others Fixing elements or recess bodies for window openings, Installation parts etc. can be manipulated independently of one another can.
- Each gripper 58 has a limit switch 70 which is in contact with the top 24 of the profile element 10, the drive of Lift cylinder 66 switches off when lowering.
- a centering pin 72 is attached to the gripper 58, which in a recess on the top 24 of the profile element 10 intervenes.
- FIG. 7 shows that 58 between the two grippers an oil spray nozzle 74 is arranged.
- the program-controlled robot 48 removes the data from FIGS a setpoint entered with respect to lengths and Heights of the profile elements 10 the corresponding profile elements from the magazine 30 and transferred them by shifting them in X and Y direction and possibly by pivoting about the axis of rotation 50 the exactly predetermined space on the formwork table 20.
- the permanent magnet body 14 must be activated become.
- the Gripping jaws 60 a setting tool 76. This consists of a Beam 78, which is gripped by the two grippers 58 at the same time and from which a print head 80 protrudes downwards in the middle.
- the setting tool 76 can also be in one of the grippers 58 or in another gripper can be integrated, for example between the two grippers 58 shown in FIG. 8 is arranged controllable independently of these, for example instead of the oil spray nozzle 74 shown there.
- the Figures 10 to 12 show a possibility according to which the Robot 48 for the unlocking process with a release tool 82 is equipped. This has a release element in the form of a ramp-shaped fork 84 (see FIG. 11), which under the Trigger head 18 can be pushed and this raises it. In this way, the permanent magnet body 14 with Support raised by the spring elements 22 and in the held in a raised position so that the profile element 10 to the side can be removed.
- FIG. 11 shows that in the area of the gripper body 56 in a horizontal guide 86 two slides 88 in opposite directions are movable relative to each other, each one Release tool 82 carries. If the two release tools 82 in Are moved in the direction of the axis of rotation 50, engage ramp-shaped forks 84 under the two release heads 18 so that the profile elements 10 by lifting the Permanent magnet body 14 are unlocked. In this position hold the two forks 84 the profile element 10 during the subsequent onward transport to the cleaning system 52 or in magazine 30.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Manipulator (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung von Betonfertigteilen auf mindestens einem Schalungstisch sowie eine Einrichtung zur Durchführung dieses Verfahrens.The invention relates to a method for producing Precast concrete parts on at least one formwork table and one Establishment for carrying out this procedure.
Gegenstand der EP-B 530 504 sind eine Einrichtung und ein Verfahren für die Herstellung von Betonteilen, wobei ein Roboter zunächst aus einem Zwischenspeicher Permanentmagnetkörper entnimmt und auf einem Schaltungstisch positioniert, um dann U-förmige Profilelemente aus einem anderen Zwischenspeicher zu entnehmen und über jeweils zwei Permanentmagnetkörper abzusetzen. Nach einer Überprüfung und Korrektur der Lage der Profilelemente und nach dem Einbringen von Armierungsteilen in die gebildete Form wird das Betonteil gegossen.EP-B 530 504 relates to a device and a Process for the production of concrete parts, using a robot initially from a temporary storage permanent magnet body removed and positioned on a circuit table, then U-shaped Profile elements from another cache remove and via two permanent magnet bodies discontinued. After a review and correction of the location of the Profile elements and after inserting reinforcement parts in the formed part is poured into the concrete part.
Der Erfindung liegt die Aufgabe zugrunde, ein verbessertes Verfahren und eine hierfür geeignete Einrichtung zur Verfügung zu stellen, bei denen die Rüstzeiten erheblich reduziert werden können und eine Handhabung der Randabschal-Profilelemente merklich vereinfacht wird.The invention has for its object an improved Procedures and a suitable facility available in which the set-up times are significantly reduced can and a handling of the edge formwork profile elements is significantly simplified.
Bei einem Verfahren der eingangs umrissenen Gattung wird diese Aufgabe erfindungsgemäß gelöst durch die Verwendung wenigstens eines programmgesteuerten Roboters, der auf dem Schalungstisch magnetisch fixierbare Randabschal-Profilelemente mit integrierten Permanentmagnetkörpern aus einem Magazin entnimmt, auf dem Schalungstisch lagegenau absetzt und anschließend die Permanentmagentkörper aktiviert.In a method of the type outlined at the beginning, this Object achieved by the use at least a program-controlled robot on the formwork table magnetically fixable edge shuttering profile elements with takes integrated permanent magnet bodies from a magazine, on the formwork table and then the Permanent magnet body activated.
Bei diesen Randabschal-Profilelementen ist das Magnet- und Verspannsystem in den Profilelementen integriert, so daß ein leicht und rasch handhabbares System mit großer Präzision und Arbeitssicherheit zur Verfüung steht (vgl. deutsche Patentanmeldung 100 02 993.0). Das erfindunggemäß arbeitende Verfahren macht von diesen Profilelementen Gebrauch, wobei der programmgesteuerte Roboter Transport und Positionierung der Profilelemente sowie die anschließende Aktivierung der Permanentmagnetkörper übernimmt.With these edge formwork profile elements, the magnet and Bracing system integrated in the profile elements, so that a easy and quick to handle system with great precision and Occupational safety is available (see German Patent application 100 02 993.0). The working according to the invention The method makes use of these profile elements, the program controlled robot transport and positioning of the Profile elements and the subsequent activation of the Permanent magnet body takes over.
In Weiterbildung der Erfindung ist vorgesehen, daß nach dem Gießen und der Aushärtung der Betonfertigteile dieser oder ein zusätzlicher Roboter die Permanentmagnetkörper entriegelt, die Profilelemente vom Schalungstisch abhebt und diese nach einer Reinigung wieder dem Magazin zuführt. Damit ist es möglich, nicht nur die Schalung, sondern auch die Entschalung nach dem Gießen vollständig zu automatisieren.In a development of the invention it is provided that according to the Pouring and curing the precast concrete this or one additional robot unlocks the permanent magnet body that Profile elements from the formwork table and this after a Cleaning returns to the magazine. So it is possible not only the formwork, but also the formwork after the Automate casting completely.
Bei der Einrichtung zur Durchführung des Verfahrens mit mindestens einem Schalungstisch und wenigstens einem programmgesteuerten Roboter mit einem um eine vertikale Drehachse schwenkbaren Greiferkopf zum Erfassung von auf dem Schalungstisch magnetisch fixierbaren Profilelementen ist erfindungsgemäß der Greiferkopf so ausgebildet, daß er die Profilelemente, das Setzwerkzeug oder ein Lösewerkzeug aufnimmt. Diese Lösung beinhaltet sowohl eine Ausführungsform, bei der der Greiferkopf je nach Verfahrensablauf die Profilelemente und anschließend das Setzwerkzeug erfaßt, als auch eine Ausführungsform, bei der das Setzwerkzeug integraler Bestand des Greiferkopfes ist. At the facility to carry out the procedure with at least one formwork table and at least one programmable robot with one around a vertical Rotary axis swiveling gripper head for gripping on the Formwork table is magnetically fixable profile elements According to the invention, the gripper head designed so that it Profile elements, the setting tool or a release tool. This solution includes both an embodiment in which the Depending on the procedure, the gripper head the profile elements and then seized the setting tool, as well as one Embodiment in which the setting tool is an integral part of the Gripper head is.
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus den Patentansprüchen und aus der folgenden Beschreibung eines Ausführungsbeispiels, das in der Zeichnung dargestellt ist. Es zeigen:
- Figur 1
- eine perspektivische Schemadarstellung eines Endes eines Randabschal-Profilelementes mit integriertem Permanentmagnetkörper,
- Figur 2
- die Unteransicht von vier Profilelementen unterschiedlicher Länge,
- Figur 3
- einen Querschnitt durch eine Einrichtung gemäß der Erfindung,
- Figur 4
- die Längsansicht der Einrichtung gemäß Figur 3,
- Figur 5
- eine Draufsicht auf die Einrichtung der Figuren 3 und 4,
- Figur 6
- in vergrößertem Maßstab die Ansicht eines Roboters im Bereich des Greiferkopfes beim Erfassen eines Profilelementes,
- Figur 7
- die Ansicht des Greiferkopfes mit unabhängig voneinander ansteuerbaren Greifern in Richtung des Pfeiles VII der Figur 6,
- Figur 8
- eine der Figur 7 entsprechende Darstellung des Roboters mit Greifern nach Aufnahme eines Setzwerkzeuges,
- Figur 9
- die um 90° gedrehte Ansicht des Greiferkopfes in Richtung des Pfeiles IX der Figur 8,
Figur 10- eine der Figur 3 entsprechende Ansicht der Einrichtung mit Roboter beim Entriegeln der Permanentmagnetköper nach dem Gießen und Aushärten eines Betonfertigteils,
Figur 11- in vergrößertem Maßstab die schematische Ansicht des
Lösewerkzeugs in Richtung des Pfeiles XI der
Figur 10 und Figur 12- eine Draufsicht auf das Lösewerkzeug der
Figur 11.
- Figure 1
- 2 shows a perspective schematic representation of one end of an edge shuttering profile element with an integrated permanent magnet body,
- Figure 2
- the bottom view of four profile elements of different lengths,
- Figure 3
- a cross section through a device according to the invention,
- Figure 4
- 3 shows the longitudinal view of the device according to FIG. 3,
- Figure 5
- 3 shows a plan view of the device of FIGS. 3 and 4,
- Figure 6
- on an enlarged scale the view of a robot in the area of the gripper head when gripping a profile element,
- Figure 7
- the view of the gripper head with grippers that can be controlled independently of one another in the direction of arrow VII in FIG. 6,
- Figure 8
- 7 shows a representation of the robot with grippers corresponding to FIG. 7 after receiving a setting tool,
- Figure 9
- the view rotated by 90 ° of the gripper head in the direction of arrow IX of Figure 8,
- Figure 10
- 3 shows a view of the device with a robot corresponding to FIG. 3 when the permanent magnet body is unlocked after the casting and hardening of a precast concrete part,
- Figure 11
- on a larger scale, the schematic view of the release tool in the direction of arrow XI of Figures 10 and
- Figure 12
- a plan view of the release tool of Figure 11.
Figur 1 zeigt in perspektivischer Darstellung ein Ende eines
Randabschal-Profilelementes 10 gemäß deutscher Patentanmeldung
Nr. 100 02 993.0. Das Profilelement 10 besteht aus einem
Profilkörper 12, der gemäß Beispiel der Figur 2 unterschiedliche
Längen haben kann. In beiden Endbereichen des Profilkörpers 12
ist ein Permanentmagnetkörper 14 angebracht, von dem mittig ein
zylindrischer Bolzen 16 absteht, der durch eine Öffnung in der
Oberseite 24 des Profilköpers 12 nach oben vorsteht und an
seinem oberen Ende einen Auslösekopf 18 hat. Über diesen
Auslösekopf 18 kann der Permanentmagnetkörper 14 nach unten
gedrückt werden, um eine magnetische Fixierung des
Profilelementes 10 auf einem Schalungstisch 20 (vgl. Figur 3)
herbeizuführen. Bei diesem Vorgang werden zwei Federelemente 22
gespannt, die zu beiden Seiten des Bolzens 16 sowohl am
Permanentmagnetkörper 14 als auch am Profilkörper 12 befestigt
sind.Figure 1 shows a perspective view of one end of a
Edge
Zum Lösen des Permanentmagnetkörpers 14 wird der Auslösekopf 18
angehoben, wobei die sich dabei entlastenden Federelemente 22
unterstützend wirken.The
In Figur 2 ist zu erkennen, daß die hier U-förmigen Profilkörper
12 jedes Profilelementes 10 im Bereich der waagrechten Oberseite
24 eine Aussparung 26 haben, die als Führung beim Einordnen der
Profilelemente 10 zwischen senkrechten Gitterstäben 28 eines in
Figur 3 gezeigten Magazins 30 für die Profilelemente 10 dienen.In Figure 2 it can be seen that the U-shaped profile body here
12 of each
Die Figuren 3 bis 5 zeigen eine Einrichtung zur Herstellung von
Betonfertigteilen gemäß der Erfindung. Diese Einrichtung besteht
aus zwei zueinander parallelen Seitenwänden 32, auf denen eine
Brücke 34 in X-Richtung (vgl. Figur 5) verfahrbar gelagert ist.
Als Antrieb dient ein Motor 36, der über zwei Halbwellen 38
Zahnräder 40 antreibt, die in Eingriff mit jeweils einer auf den
Seitenwänden 32 angebrachten Zahnstange 42 sind.Figures 3 to 5 show a device for the production of
Precast concrete parts according to the invention. This facility exists
of two mutually
Auf der Brücke 34 ist in Y-Richtung verfahrbar eine Katze 44
gelagert, die in einem Drehkranz 46 einen in Z-Richtung heb- und
senkbaren Roboter 48 aufnimmt. Über den Drehkranz 44 kann der
Roboter um seine vertikale Drehachse 50 (vgl. Figuren 6 bis 10)
geschwenkt werden. A
In Figur 2 ist in Y-Richtung zwischen dem Schalungstisch 20 und
dem Magazin 30 eine Reinigungsanlage 52 für benutzte
Profilelemente 10 zu erkennen. Ferner ist dargestellt, daß das
Magazin 30 auf einem Bock 54 steht, unter dem ein Schalungstisch
20 in Reserve bereitgehalten wird.In Figure 2 is in the Y direction between the formwork table 20 and
the magazine 30 a
Die Figuren 6 und 7 zeigen das untere Ende des Roboters 48, das
als Greiferkopf 56 ausgebildet ist. Gemäß Figur 7 trägt bei
diesem Ausführungsbeispiel der Greiferkopf 56 zwei Greifer 58
mit jeweils zwei gegeneinander verfahrbaren Greifbacken 60. Die
beiden Greifbacken 60 dienen hier zum Erfassen eines
Profilelementes 10 mit integriertem Permanentmagnetkörper 14,
wobei der Profilkörper 12 an beiden Seitenschenkeln
Zentrierausnehmungen 62 hat, in welche Zentriervorsprünge 64 der
beiden Greifbacken 60 eingreifen. Jeder der beiden Greifer 58
hat zwei Hubzylinder 66 und ist in Vertikalführungen 68
gelagert. Die Hubzylinder 66 eines Greifers 68 können unabhängig
von denen des anderen Greifers 58 angesteuert werden, so daß,
wie in Figur 7 angedeutet, zwei Profilelemente 10 oder andere
Fixierelemente bzw. Aussparungskörper für Fensteröffnungen,
Einbauteile etc. unabhängig voneinander manipuliert werden
können.Figures 6 and 7 show the lower end of the
Jeder Greifer 58 hat einen Endschalter 70, der bei der Berührung
mit der Oberseite 24 des Profilelementes 10 den Antrieb des
Hubzylinders 66 beim Absenken abschaltet. Neben dem Endschalter
70 ist am Greifer 58 ein Zentrierstift 72 angebracht, der in
eine Aussparung an der Oberseite 24 des Profilelementes 10
eingreift.Each
Figur 7 zeigt schließlich, daß zwischen den beiden Greifern 58
eine Ölsprühdüse 74 angeordnet ist.Finally, FIG. 7 shows that 58 between the two grippers
an
Der programmgesteuerte Roboter 48 entnimmt entsprechend den in
eine Steuerung eingegebenen Sollwerten bezüglich Längen und
Höhen der Profilelemente 10 die entsprechenden Profilelemente
aus dem Magazin 30 und überführt sie durch Verschiebung in X-und
Y-Richtung und ggf. durch Schwenkung um die Drehachse 50 an
den genau vorbestimmten Platz auf dem Schalungstisch 20. Nachdem
alle Profilelemente 10 auf diese Weise gesetzt worden sind und
dadurch die gewünschte Kontur des zu gießenden Betonfertigteils
definiert ist, müssen die Permanentmagnetkörper 14 aktiviert
werden. Hierzu erfassen gemäß den Figuren 8 und 9 die
Greifbacken 60 ein Setzwerkzeug 76. Dieses besteht aus einem
Balken 78, der von den beiden Greifern 58 gleichzeitig erfaßt
wird und von dem mittig ein Druckkopf 80 nach unten absteht.
Jedesmal dann, wenn sich der Druckkopf 80 genau über einem
Auslösekopf 18 eines Profilelementes 10 befindet, wird das
Setzwerkzeug 76 durch die Hubzylinder 66 abgesenkt, wodurch der
Auslösekopf 18 den Permanentmagnetkörper 14 innerhalb des
Profilelementes 10 nach unten und auf den Schalungstisch 20
drückt. Auf diese Weise wird jedes Profilelement 10 über seine
beiden Permanentmagnetkörper 14 lagegenau auf dem Schalungstisch
20 fixiert.The program-controlled
Das Setzwerkzeug 76 kann auch in einem der Greifer 58 oder in
einem weiteren Greifer integriert sein, der beispielsweise
zwischen den beiden in Figur 8 dargestellten Greifern 58
unabhängig von diesen ansteuerbar angeordnet ist, beispielsweise
an Stelle der dort gezeigten Ölsprühdüse 74.The
Nach dem Gießen und der Aushärtung der Betonfertigteile erfolgt
das Entschalen. Auch dieser Vorgang kann mit Hilfe eines
gleichen oder ähnlichen Roboters 48 durchgeführt werden. Die
Figuren 10 bis 12 zeigen eine Möglichkeit, gemäß welcher der
Roboter 48 für den Entriegelungsvorgang mit einem Lösewerkzeug
82 bestückt wird. Dieses hat ein Löseelement in Form einer
rampenförmigen Gabel 84 (vgl. Figur 11), die unter den
Auslösekopf 18 geschoben werden kann und diesen dabei anhebt.
Auf diese Weise wird der Permanentmagnetkörper 14 mit
Unterstützung durch die Federelemente 22 angehoben und in der
angehobenen Lage gehalten, so daß das Profilelement 10 zur Seite
hin abgenommen werden kann.After pouring and hardening of the precast concrete parts
the stripping. This process can also be done with the help of a
same or
Vor allem Figur 11 zeigt, daß im Bereich des Greiferkörpers 56
in einer Horizontalführung 86 zwei Schlitten 88 gegenläufig
zueinander verfahrbar gelagert sind, von denen jeder ein
Lösewerkzeug 82 trägt. Wenn die beiden Lösewerkzeuge 82 in
Richtung auf die Drehachse 50 verfahren werden, greifen die
rampenförmig geformten Gabeln 84 unter die beiden Auslöseköpfe
18, so daß die Profilelemente 10 durch Anheben der
Permanentmagnetkörper 14 entriegelt werden. In dieser Stellung
halten die beiden Gabeln 84 das Profilelement 10 während des
anschließenden Weitertransportes zur Reinigungsanlage 52 bzw. in
das Magazin 30.In particular, FIG. 11 shows that in the area of the
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10038757 | 2000-08-09 | ||
| DE10038757A DE10038757B4 (en) | 2000-08-09 | 2000-08-09 | Process for producing precast concrete parts |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1179401A2 true EP1179401A2 (en) | 2002-02-13 |
| EP1179401A3 EP1179401A3 (en) | 2003-05-21 |
| EP1179401B1 EP1179401B1 (en) | 2006-04-19 |
Family
ID=7651775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01112543A Revoked EP1179401B1 (en) | 2000-08-09 | 2001-05-23 | Method and device for making concrete products |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1179401B1 (en) |
| AT (1) | ATE323573T1 (en) |
| DE (2) | DE10038757B4 (en) |
| ES (1) | ES2261295T3 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2527119A2 (en) | 2011-05-25 | 2012-11-28 | Elematic Oy Ab | Method for disengaging the fastening magnet of a dismountable sidewall element by a side robot, and a side robot |
| CN102992030A (en) * | 2011-09-09 | 2013-03-27 | 中国国际海运集装箱(集团)股份有限公司 | Automatic feeding system of container panel |
| BE1028897B1 (en) * | 2020-12-15 | 2022-07-19 | Eeckhout & Dochters Bvba | PROCEDURE AND EQUIPMENT FOR THE PRODUCTION OF WIDE FLOOR SHEETS |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006051835B4 (en) * | 2006-11-03 | 2008-07-17 | Weckenmann Anlagentechnik Gmbh & Co. Kg | Shuttering robot arrangement for the production of precast concrete parts |
| DE102007014254A1 (en) | 2007-03-24 | 2008-09-25 | Sommer Anlagentechnik Gmbh | Method and device for positioning edge shutter profile elements on a formwork table |
| WO2010019051A1 (en) * | 2008-08-13 | 2010-02-18 | Jan Capjon | Automated manufacturing of large scale shell structures in setting materials |
| AT507211B1 (en) | 2009-01-07 | 2010-03-15 | Schlackl Franz | DEVICE FOR MANUFACTURING CONCRETE SUPPORTS, PARTICULARLY CEILING SUPPORT |
| DE102010000664A1 (en) | 2010-01-05 | 2011-07-07 | Sommer Anlagentechnik GmbH, 84051 | Plant for the production of precast concrete parts |
| DE202012100153U1 (en) | 2012-01-17 | 2012-02-23 | Sommer Anlagentechnik Gmbh | Device for gripping and separating components |
| DE202012103100U1 (en) | 2012-08-17 | 2012-09-11 | Sommer Anlagentechnik Gmbh | System shuttering device for inner contours of precast concrete elements |
| DE202017100638U1 (en) | 2017-02-07 | 2017-02-21 | Vollert Anlagenbau Gmbh | cleaning station |
| WO2018171893A1 (en) | 2017-03-24 | 2018-09-27 | Sommer Anlagentechnik Gmbh | Device for fixing concrete wall elements in a formwork |
| DE102019200400A1 (en) * | 2019-01-15 | 2020-07-16 | Herbert Wintersteiger | Method and device for positioning and / or removing fixation elements on / from a formwork base, and fixation element for use in combination with the device, both individually and in combination as a system |
| DE102020126483B4 (en) | 2020-10-09 | 2022-09-08 | B.T. Innovation Gmbh | Switchable magnetic device and system comprising a housing and a switchable magnetic device |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04336205A (en) * | 1991-05-13 | 1992-11-24 | Asahi Chem Ind Co Ltd | Mold frame for securing movable partition by magnetic power and apparatus for transferring movable partition |
| DE19651933C1 (en) * | 1996-12-14 | 1997-11-27 | Ebawe Maschinenbau Gmbh | Method of encasing plate-shaped pre-cast concrete parts, with shuttering robot |
| DE10002993A1 (en) * | 1999-09-24 | 2000-07-06 | Georg Weidner | Stackable fixing device for formwork purposes, with spring elements between cover part and gripping magnet body |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4129368C2 (en) * | 1991-09-04 | 1997-09-11 | Weckenmann Anlagentechnik Gmbh | Equipment for the production of precast concrete parts |
| DE9410444U1 (en) * | 1994-06-29 | 1994-08-25 | Weckenmann Anlagentechnik GmbH, 72358 Dormettingen | Equipment for the production of precast concrete parts |
| DE29920866U1 (en) * | 1999-12-01 | 2000-01-27 | Reymann Technik GmbH, 68766 Hockenheim | Formwork system for precast concrete parts |
| AT5819U1 (en) * | 2001-12-12 | 2002-12-27 | Ebawe Anlagentechnik Gmbh | DEVICE FOR LIFTING AND / OR TRANSPORTING AND / OR DEPOSITING AT LEAST ONE SHUTTER ELEMENT |
-
2000
- 2000-08-09 DE DE10038757A patent/DE10038757B4/en not_active Expired - Fee Related
-
2001
- 2001-05-23 EP EP01112543A patent/EP1179401B1/en not_active Revoked
- 2001-05-23 ES ES01112543T patent/ES2261295T3/en not_active Expired - Lifetime
- 2001-05-23 AT AT01112543T patent/ATE323573T1/en active
- 2001-05-23 DE DE50109531T patent/DE50109531D1/en not_active Revoked
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04336205A (en) * | 1991-05-13 | 1992-11-24 | Asahi Chem Ind Co Ltd | Mold frame for securing movable partition by magnetic power and apparatus for transferring movable partition |
| DE19651933C1 (en) * | 1996-12-14 | 1997-11-27 | Ebawe Maschinenbau Gmbh | Method of encasing plate-shaped pre-cast concrete parts, with shuttering robot |
| DE10002993A1 (en) * | 1999-09-24 | 2000-07-06 | Georg Weidner | Stackable fixing device for formwork purposes, with spring elements between cover part and gripping magnet body |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 017, no. 181 (M-1394), 8. April 1993 (1993-04-08) & JP 04 336205 A (ASAHI CHEM IND CO LTD), 24. November 1992 (1992-11-24) * |
| STRASSMEIER A: "FLEXIBEL - KOMPAKT - WIRTSCHAFTLICH FLEXIBLE - COMPACT - ECONOMICAL" BETONWERK + FERTIGTEIL TECHNIK, BAUVERLAG GMBH. WIESBADEN, DE, Bd. 66, Nr. 8, 2000, Seiten 102-106, XP000963650 ISSN: 0373-4331 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2527119A2 (en) | 2011-05-25 | 2012-11-28 | Elematic Oy Ab | Method for disengaging the fastening magnet of a dismountable sidewall element by a side robot, and a side robot |
| CN102794818A (en) * | 2011-05-25 | 2012-11-28 | 艾乐迈铁科公司 | Side robot and method for disengaging the fastening magnet of a dismountable sidewall element by the side robot |
| EP2527119A3 (en) * | 2011-05-25 | 2014-04-30 | Elematic Oy Ab | Method for disengaging the fastening magnet of a dismountable sidewall element by a side robot, and a side robot |
| CN102992030A (en) * | 2011-09-09 | 2013-03-27 | 中国国际海运集装箱(集团)股份有限公司 | Automatic feeding system of container panel |
| CN102992030B (en) * | 2011-09-09 | 2015-04-29 | 中国国际海运集装箱(集团)股份有限公司 | Automatic feeding system of container panel |
| BE1028897B1 (en) * | 2020-12-15 | 2022-07-19 | Eeckhout & Dochters Bvba | PROCEDURE AND EQUIPMENT FOR THE PRODUCTION OF WIDE FLOOR SHEETS |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1179401A3 (en) | 2003-05-21 |
| DE50109531D1 (en) | 2006-05-24 |
| DE10038757B4 (en) | 2012-10-18 |
| DE10038757A1 (en) | 2002-02-21 |
| ATE323573T1 (en) | 2006-05-15 |
| EP1179401B1 (en) | 2006-04-19 |
| ES2261295T3 (en) | 2006-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3320762C2 (en) | Punching machine with a stationary magazine | |
| EP1179401A2 (en) | Method and device for making concrete products | |
| EP3231552B1 (en) | Workpiece positioning device for a machining centre, machining centre and method | |
| EP1016497A2 (en) | Machine tool | |
| DE2444124A1 (en) | Machine tool automatic loading attachment - has transfer arm on horizontal axis parallel to machine tool spindle | |
| CH650424A5 (en) | FORGING MACHINE WITH AUTOMATIC TOOL CHANGE. | |
| EP0530504B1 (en) | Method and device for making concrete products | |
| EP2881219A1 (en) | Tool exchange apparatus for use in a machining centre and machining centre for machining a workpiece | |
| DE19500614A1 (en) | Turret punch press machine | |
| EP3664959B1 (en) | Method and device for furnishing screws | |
| EP0290469B1 (en) | Device for automatic machining of differently-shaped parts | |
| EP2117781B1 (en) | Manipulator for charging at least one machine, in particular a tool machine, and charging device for said type of machine | |
| EP0480191A2 (en) | Equipment for machining bars | |
| DE1201245B (en) | Device for conveying a workpiece | |
| EP3031572A1 (en) | Tool exchange apparatus for use in a machining centre and machining centre for machining a workpiece | |
| DE4111545A1 (en) | Rotary indexing machine - has exchangeable workpiece holding fixtures on indexing table | |
| DE3036333C2 (en) | Device for removing workpieces on a printing or injection molding machine | |
| DE3725399A1 (en) | Process and device for the at least partial injection encapsulation of workpieces | |
| DE69003071T2 (en) | Device for emptying by immersing boxes containing floatable objects, in particular fruit. | |
| EP3378621A1 (en) | Stack mould | |
| DE2821709C2 (en) | Device for dismantling and reassembling a tread ring consisting of several segments | |
| DE3000176A1 (en) | CRANE, IN PARTICULAR FOR USE IN FOUNDRIES | |
| DE3818564C2 (en) | ||
| WO2023011727A1 (en) | Set-up station for a workpiece pallet, and workpiece pallet | |
| EP1002623B1 (en) | Device for the feeding of at least one workpiece to a machine tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20030920 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060419 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SOMMER ANLAGENTECHNIK GMBH |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50109531 Country of ref document: DE Date of ref document: 20060524 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060719 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060719 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060919 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2261295 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: AVERMANN MASCHINENFABRIK GMBH & CO.KG Effective date: 20070118 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20070403 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20070418 Year of fee payment: 7 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: AVERMANN MASCHINENFABRIK GMBH & CO.KG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060720 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060419 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080523 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090520 Year of fee payment: 9 Ref country code: NL Payment date: 20090529 Year of fee payment: 9 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090518 Year of fee payment: 9 Ref country code: FR Payment date: 20090530 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090520 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080523 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100526 Year of fee payment: 10 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100518 Year of fee payment: 10 |
|
| 27W | Patent revoked |
Effective date: 20100812 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20100812 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100729 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100524 |