EP1085289A2 - Cartridge case base for big calibre ammuniton - Google Patents
Cartridge case base for big calibre ammuniton Download PDFInfo
- Publication number
- EP1085289A2 EP1085289A2 EP00112455A EP00112455A EP1085289A2 EP 1085289 A2 EP1085289 A2 EP 1085289A2 EP 00112455 A EP00112455 A EP 00112455A EP 00112455 A EP00112455 A EP 00112455A EP 1085289 A2 EP1085289 A2 EP 1085289A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ring
- support ring
- base plate
- sleeve
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B5/00—Cartridge ammunition, e.g. separately-loaded propellant charges
- F42B5/02—Cartridges, i.e. cases with charge and missile
- F42B5/18—Caseless ammunition; Cartridges having combustible cases
- F42B5/181—Caseless ammunition; Cartridges having combustible cases consisting of a combustible casing wall and a metal base; Connectors therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B5/00—Cartridge ammunition, e.g. separately-loaded propellant charges
- F42B5/02—Cartridges, i.e. cases with charge and missile
- F42B5/18—Caseless ammunition; Cartridges having combustible cases
Definitions
- the invention relates to a sleeve base for large-caliber Ammunition with a casing from a combustible Material.
- Such a sleeve base is, for example, from DE 23 03 790 C3 known. It consists of a metallic base plate and an edge projecting axially above the base plate and with a pull-out support ring (Sleeve stub).
- the support ring is used for ground support of the sleeve jacket and ensures gas tightness Firing a shot (sleeve lids) as it is due to the very high gas pressures in the pipe and expands radially to it Gun barrel creates.
- the well-known sleeve bottom a rubber eyelid ring on the floor side of the support ring arranged.
- a disadvantage of the known sleeve bottom is that its Manufacturing is associated with relatively high manufacturing costs, because due to the high loads on the shot a forged one Steel blank must be used, which subsequently tempered by a special heat treatment and is finally machined.
- the known sleeve bottom reusable only once because it is used Reuse must be machined and repeated Reuse the eyelid by the support and Sealing ring would not be guaranteed.
- a disadvantage of this sleeve bottom is, among other things, that the Sleeve base due to the multiple parts of the base plate and Sleeve stub and the connections required Parts with each other also with relatively high manufacturing costs connected is.
- the elastomer ring is in the sleeve bottom described above vulcanized onto the base plate over a wide area or glued to when removing the sleeve bottom from the Gun barrel transmit the necessary axial forces too can.
- Such a connection between Base plate or support ring and eyelid ring is relative time consuming.
- the elastomer ring must be reused the bottom plate mechanically removed become.
- the invention is based on patent application 19729291.7 the task of specifying a sleeve bottom at which the eyelid ring on the support ring in a simple manner attached and removed after the ammunition was fired can be.
- the invention is based on the idea that the support ring on its inner side facing the eyelid ring has a groove-shaped undercut, in which the Lid mecanicsring with its end facing the support ring form and / or engages non-positively.
- the support ring and eyelid ring can be over a snap connection to be connected. It can the eyelid ring made of an elastomer or thermoplastic manufactured externally and then pressed onto the support ring become. To simplify this joining process slots on the eyelid side are provided in the snap area his.
- the eyelid ring with its the Vulcanize the end facing the support ring on the latter or spray on it has proven to be advantageous, the eyelid ring with its the Vulcanize the end facing the support ring on the latter or spray on.
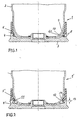
- Fig.1 are 1 with a sleeve base for a large-caliber Cartridge and with 2 a sleeve casing from a combustible Referred to material.
- the sleeve base 1 consists of a metallic base plate 3 made of steel with wall thickness D and a support ring protruding slightly beyond the base plate 4.
- the corresponding height of the support ring 4, based on the inside surface of the bottom plate 3 is with H1 referred to, whereby the relationship applies to H1: 0 ⁇ H1 ⁇ 2D.
- a eyelid ring closes on the floor side 5 made of an elastomer, e.g. Rubber, or thermoplastic on, the support ring 4 on its side facing the eyelet ring 5
- a groove-shaped undercut 7 has, in which the Lid mecanicsring 5 with its the support ring 4 facing end 8 engages positively and / or non-positively.
- the eyelet ring 5 with its support ring 4 facing end vulcanized or sprayed on the latter.
- the eyelet ring 5 Unless the eyelet ring 5 is not easy after the shot Should be deducted from the support ring 4 can the eyelet ring 5 with a simple knife cut, e.g. in the area of the undercut in the eyelet ring 5 9, separated and the two resulting individual parts then be removed from the support ring 4.
- the corresponding The dividing line is shown in dashed lines in FIG designated by the reference numeral 10.
- a Fig.1 is essentially corresponding with 1 ' designated sleeve bottom shown, in which, however, the Lid mecanicsring 5 'not vulcanized onto the support ring 4' or was sprayed on, but first as a separate part manufactured and then with the support ring 4 'via a snap connection 11 was connected.
- the eyelet ring 5 'with slots 12 Mistake is the manufacturing tolerances for the support ring 4 'and the eyelet ring 5 'so shaped that there are 2 press seats 13, 14 surrender.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Gasket Seals (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Snaps, Bayonet Connections, Set Pins, And Snap Rings (AREA)
- Valve-Gear Or Valve Arrangements (AREA)
- Monitoring And Testing Of Nuclear Reactors (AREA)
Abstract
Description
Die Erfindung betrifft einen Hülsenboden für großkalibrige Munition mit einem Hülsenmantel aus einem verbrennbaren Material.The invention relates to a sleeve base for large-caliber Ammunition with a casing from a combustible Material.
Ein derartiger Hülsenboden ist beispielsweise aus der DE 23 03 790 C3 bekannt. Er besteht aus einer metallischen Bodenplatte und einem randseitig axial über der Bodenplatte hinausragenden und mit einem Auszieherrand versehenen Stützring (Hülsenstummel). Der Stützring dient zur bodenseitigen Abstützung des Hülsenmantels und gewährleistet Gasdichtheit bei Abgabe eines Schusses (Hülsenliderung), da er sich aufgrund der sehr hohen Gasdrücke im Rohr aufweitet und radial an das Waffenrohr anlegt. Außerdem ist bei dem bekannten Hülsenboden geschoßseitig an dem Stützring ein Liderungsring aus Gummi angeordnet.Such a sleeve base is, for example, from DE 23 03 790 C3 known. It consists of a metallic base plate and an edge projecting axially above the base plate and with a pull-out support ring (Sleeve stub). The support ring is used for ground support of the sleeve jacket and ensures gas tightness Firing a shot (sleeve lids) as it is due to the very high gas pressures in the pipe and expands radially to it Gun barrel creates. In addition, the well-known sleeve bottom a rubber eyelid ring on the floor side of the support ring arranged.
Nachteilig ist bei dem bekannten Hülsenboden u.a., daß seine Herstellung mit relativ hohen Herstellkosten verbunden ist, weil aufgrund der hohen Belastungen beim Schuß ein geschmiedeter Stahlrohling verwendet werden muß, der anschließend durch eine spezielle Wärmebearbeitung nachvergütet und schließlich spanend endbearbeitet wird. Außerdem ist der bekannte Hülsenboden nur einmal wiederverwendbar, da er zur Wiederverwendung spanend bearbeitet werden muß und bei mehrmaliger Wiederverwendung die Liderung durch den Stütz- und Dichtring nicht gewährleistet wäre.A disadvantage of the known sleeve bottom is that its Manufacturing is associated with relatively high manufacturing costs, because due to the high loads on the shot a forged one Steel blank must be used, which subsequently tempered by a special heat treatment and is finally machined. In addition, the known sleeve bottom reusable only once because it is used Reuse must be machined and repeated Reuse the eyelid by the support and Sealing ring would not be guaranteed.
Aus der DE 42 29 559 A1 ist es bekannt, den Hülsenboden großkalibriger Munition zweiteilig, nämlich aus einer metallischen Bodenplatte und einem separaten metallischen Stütz- und Dichtring, aufzubauen. Die Bodenplatte und der Stütz- und Dichtring sind dabei derart formschlüssig miteinander verbunden, daß eine radiale Entkopplung der beiden Teile erfolgt, d.h., bei einei radialen Aufweitung des Stütz- und Dichtringes werden keine wesentlichen Zugkräfte von dem Dichtring auf die Bodenplatte ausgeübt. Dadurch kann die Bodenplatte aus geringerfestem Material hergestellt werden als der Stütz- und Dichtring. Die Anfangsliderung erfolgt wiederum mittels eines zusätzlichen, relativ schmalen Elastomerringes.From DE 42 29 559 A1 it is known to calibrate the base of the sleeve Ammunition in two parts, namely from a metallic Base plate and a separate metallic support and Sealing ring to build up. The bottom plate and the support and Sealing rings are positively connected to one another, that the two parts are radially decoupled, i.e. with a radial expansion of the support and sealing ring no significant tensile forces from the sealing ring exercised the bottom plate. This can make the bottom plate out less strong material than the support and Sealing ring. The initial eyelid again takes place using a additional, relatively narrow elastomer ring.
Nachteilig bei diesem Hülsenboden ist unter anderem, daß der Hülsenboden aufgrund der Mehrteiligkeit von Bodenplatte und Hülsenstummel und den erforderlichen Verbindungen dieser Teile miteinander ebenfalls mit relativ hohen Herstellkosten verbunden ist.A disadvantage of this sleeve bottom is, among other things, that the Sleeve base due to the multiple parts of the base plate and Sleeve stub and the connections required Parts with each other also with relatively high manufacturing costs connected is.
Schließlich ist aus der unveröffentlichten deutschen Patentanmeldung 19729291.7 ein Hülsenboden bekannt, bei dem auf eine Hülsenliderung verzichtet wird. Diese wird vielmehr von einem entsprechend breit ausgestalteten und mit geringen Herstellkosten verbundenen Elastomerring übernommen, welcher von Schuß zu Schuß ausgetauscht wird und gleichzeitig die Anfangsliderung übernimmt.Finally, from the unpublished German patent application 19729291.7 a case bottom known in which a sleeve cover is dispensed with. Rather, it will of a correspondingly broad and low Manufacturing costs associated elastomer ring taken over, which is exchanged from shot to shot and at the same time the Initial delivery takes over.
Ähnlich wie im Falle der eingangs erwähnten DE 23 03 790 C3 sind bei diesem Hülsenboden die Bodenplatte und der Stützring einteilig ausgebildet, doch ist die Höhe des über die Bodenplatte ragenden Stützringes im Falle der Patentanmeldung 19729291.7 so gering, daß lediglich noch eine gewisse Führung und Abstützung des Hülsenmantels im bodenseitigen Bereich, aber keine nennenswerte Aufweitung der Bodenplatte mehr erfolgt. Aus diesem Grund braucht für die Bodenplatte kein geschmiedetes Material mehr verwendet zu werden.Similar to the case of DE 23 03 790 C3 mentioned at the beginning are the base plate and the support ring for this sleeve base formed in one piece, but is the height of the floor plate protruding support ring in the case of patent application 19729291.7 so low that only a certain leadership and support of the sleeve jacket in the bottom area, but no significant expansion of the base plate takes place. For this reason, no need for the base plate forged material to be used more.
Der Elastomerring ist bei dem vorstehend beschriebenen Hülsenboden breitflächig auf die Bodenplatte aufvulkanisiert bzw. aufgeklebt, um beim Entfernen des Hülsenbodens aus dem Waffenrohr die erforderlichen axialen Kräfte übertragen zu können. Eine derartige Herstellung der Verbindung zwischen Bodenplatte bzw. Stützring und Liderungsring ist relativ zeitaufwendig. Außerdem muß der Elastomerring zur Wiederverwendung der Bodenplatte aufwendig mechanisch entfernt werden.The elastomer ring is in the sleeve bottom described above vulcanized onto the base plate over a wide area or glued to when removing the sleeve bottom from the Gun barrel transmit the necessary axial forces too can. Such a connection between Base plate or support ring and eyelid ring is relative time consuming. In addition, the elastomer ring must be reused the bottom plate mechanically removed become.
Ausgehend von der Patentanmeldung 19729291.7 liegt der Erfindung die Aufgabe zugrunde, einen Hülsenboden anzugeben, bei dem der Liderungsring auf einfache Weise an dem Stützring befestigt und nach Verschießen der Munition auch wieder entfernt werden kann.The invention is based on patent application 19729291.7 the task of specifying a sleeve bottom at which the eyelid ring on the support ring in a simple manner attached and removed after the ammunition was fired can be.
Diese Aufgabe wird durch die Merkmale des Anspruchs 1 gelöst.
Weitere vorteilhafte Ausgestaltungen der Erfindung offenbaren
die Unteransprüche. This object is solved by the features of
Im wesentlichen liegt der Erfindung der Gedanke zugrunde, daß der Stützring auf seiner dem Liderungsring zugewandten Innenseite eine nutenförmige Hinterschneidung aufweist, in die der Liderungsring mit seinem dem Stützring zugewandten Ende form- und/oder kraftschlüssig eingreift.Essentially, the invention is based on the idea that the support ring on its inner side facing the eyelid ring has a groove-shaped undercut, in which the Liderungsring with its end facing the support ring form and / or engages non-positively.
Im einfachsten Fall können Stützring und Liderungsring über eine Schnappverbindung miteinander verbunden sein. Dabei kann der aus einem Elastomer oder Thermoplast bestehende Liderungsring extern hergestellt und dann auf den Stützring aufgedrückt werden. Zur Vereinfachung dieses Fügevorganges können liderungsseitige Schlitze im Schnappbereich vorgesehen sein.In the simplest case, the support ring and eyelid ring can be over a snap connection to be connected. It can the eyelid ring made of an elastomer or thermoplastic manufactured externally and then pressed onto the support ring become. To simplify this joining process slots on the eyelid side are provided in the snap area his.
Bei einer weiteren Ausführungsform der Erfindung hat es sich als vorteilhaft erwiesen, den Liderungsring mit seinem dem Stützring zugewandten Ende auf Letzterem aufzuvulkanisieren oder aufzuspritzen.In a further embodiment of the invention, it has proven to be advantageous, the eyelid ring with its the Vulcanize the end facing the support ring on the latter or spray on.
Weitere Einzelheiten und Vorteile der Erfindung ergeben sich aus den folgenden anhand von Figuren erläuterten Ausführungsbeispielen. Es zeigen:
- Fig.1 und 2
- die Längsschnitte zweier erfindungsgemäßer Hülsenböden.
- Fig. 1 and 2
- the longitudinal sections of two sleeve bottoms according to the invention.
In Fig.1 sind mit 1 ein Hülsenboden für eine großkalibrige
Patrone und mit 2 ein Hülsenmantel aus einem verbrennbaren
Material bezeichnet. Der Hülsenboden 1 besteht aus einer
metallischen Bodenplatte 3 aus Stahl der Wandstärke D und
einem geringfügig über die Bodenplatte hinausragenden Stützring
4. Die entsprechende Höhe des Stützringes 4, bezogen auf
die innenseitige Oberfläche der Bodenplatte 3, ist mit H1
bezeichnet, wobei für H1 die Beziehung gilt: 0 < H1 < 2D. In Fig.1 are 1 with a sleeve base for a large-caliber
Cartridge and with 2 a sleeve casing from a combustible
Referred to material. The
An den Stützring 4 schließt sich geschoßseitig ein Liderungsring
5 aus einem Elastomer, z.B. Gummi, oder Thermoplast an,
wobei der Stützring 4 auf seiner dem Liderungsring 5 zugewandten
Innenseite 6 eine nutenförmige Hinterschneidung 7
aufweist, in die der Liderungsring 5 mit seinem dem Stützring
4 zugewandten Ende 8 form- und/oder kraftschlüssig eingreift.
Hierzu ist der Liderungsring 5 mit seinem dem Stützring 4
zugewandten Ende auf Letzterem aufvulkanisiert oder aufgespritzt.On the
Sofern sich der Liderungsring 5 nach dem Schuß nicht auf einfache
Weise von dem Stützring 4 abziehen lassen sollte, kann
der Liderungsring 5 mit einem einfachen Messerschnitt, z.B.
im Bereich der sich im Liderungsring 5 ergebenden Hinterschneidung
9, getrennt und die beiden sich ergebenden Einzelteile
dann von dem Stützring 4 entfernt werden. Die entsprechende
Trennlinie ist in Fig.1 gestrichelt dargestellt und
mit dem Bezugszeichen 10 bezeichnet.Unless the
In Fig.2 ist ein Fig.1 im wesentlich entsprechender mit 1'
bezeichneter Hülsenboden dargestellt, bei dem allerdings der
Liderungsring 5' nicht auf den Stützring 4' aufvulkanisiert
oder aufgespritzt wurde, sondern zunächst als separates Teil
hergestellt und dann mit dem Stützring 4' über eine Schnappverbindung
11 verbunden wurde. Zur Vereinfachung des Fügens
im Schnappbereich ist der Liderungsring 5' mit Schlitzen 12
versehen. Vorzugsweise sollten für eine gute Anfangsliderung
die Fertigungstoleranzen für den Stützring 4' und den Liderungsring
5' so ausgeformt sein, daß sich 2 Preßsitze 13, 14
ergeben. In Fig.2 a Fig.1 is essentially corresponding with 1 '
designated sleeve bottom shown, in which, however, the
Liderungsring 5 'not vulcanized onto the support ring 4'
or was sprayed on, but first as a separate part
manufactured and then with the support ring 4 'via a
- 1,1'1.1 '
- HülsenbodenSleeve bottom
- 22nd
- HülsenmantelSleeve jacket
- 33rd
- BodenplatteBase plate
- 4,4'4.4 '
- StützringSupport ring
- 5,5'5.5 '
- LiderungsringEyelid ring
- 66
- Innenseite (Stützring)Inside (support ring)
- 77
- HinterschneidungUndercut
- 88th
- Ende (Liderungsring)End (eyelid ring)
- 99
- HinterschneidungUndercut
- 1010th
- Trennlinieparting line
- 1111
- SchnappverbindungSnap connection
- 1212th
- Schlitzslot
- 13,1413.14
- PreßsitzePress fit
- H1H1
- Höhe des StützringesSupport ring height
- DD
- Wandstärke der BodenplatteWall thickness of the floor slab
Claims (3)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19944375A DE19944375A1 (en) | 1999-09-16 | 1999-09-16 | Casing base for large-caliber ammunition |
| DE19944375 | 1999-09-16 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1085289A2 true EP1085289A2 (en) | 2001-03-21 |
| EP1085289A3 EP1085289A3 (en) | 2001-10-10 |
| EP1085289B1 EP1085289B1 (en) | 2004-12-22 |
Family
ID=7922217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00112455A Expired - Lifetime EP1085289B1 (en) | 1999-09-16 | 2000-06-10 | Cartridge case base for big calibre ammuniton |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6408764B1 (en) |
| EP (1) | EP1085289B1 (en) |
| AT (1) | ATE285562T1 (en) |
| DE (2) | DE19944375A1 (en) |
| ES (1) | ES2232354T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2911184A1 (en) * | 2007-01-10 | 2008-07-11 | Nexter Munitions Sa | ELASTIC RING MAINTAINING A COMBUSTIBLE CASE |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10354011A1 (en) * | 2003-11-19 | 2005-06-02 | Rheinmetall Waffe Munition Gmbh | Sleeve bottom for large caliber ammunition and method for its production |
| DE102007039532B4 (en) * | 2007-08-21 | 2021-03-18 | Rheinmetall Waffe Munition Gmbh | cartridge |
| US10480915B2 (en) | 2010-11-10 | 2019-11-19 | True Velocity Ip Holdings, Llc | Method of making a polymeric subsonic ammunition cartridge |
| US10352670B2 (en) | 2010-11-10 | 2019-07-16 | True Velocity Ip Holdings, Llc | Lightweight polymer ammunition cartridge casings |
| US11340050B2 (en) | 2010-11-10 | 2022-05-24 | True Velocity Ip Holdings, Llc | Subsonic polymeric ammunition cartridge |
| US11300393B2 (en) | 2010-11-10 | 2022-04-12 | True Velocity Ip Holdings, Llc | Polymer ammunition having a MIM primer insert |
| US8561543B2 (en) | 2010-11-10 | 2013-10-22 | True Velocity, Inc. | Lightweight polymer ammunition cartridge casings |
| US11231257B2 (en) | 2010-11-10 | 2022-01-25 | True Velocity Ip Holdings, Llc | Method of making a metal injection molded ammunition cartridge |
| US10876822B2 (en) | 2017-11-09 | 2020-12-29 | True Velocity Ip Holdings, Llc | Multi-piece polymer ammunition cartridge |
| US10408592B2 (en) | 2010-11-10 | 2019-09-10 | True Velocity Ip Holdings, Llc | One piece polymer ammunition cartridge having a primer insert and methods of making the same |
| US11047664B2 (en) | 2010-11-10 | 2021-06-29 | True Velocity Ip Holdings, Llc | Lightweight polymer ammunition cartridge casings |
| US9885551B2 (en) | 2010-11-10 | 2018-02-06 | True Velocity, Inc. | Subsonic polymeric ammunition |
| US11313654B2 (en) | 2010-11-10 | 2022-04-26 | True Velocity Ip Holdings, Llc | Polymer ammunition having a projectile made by metal injection molding |
| US9835427B2 (en) * | 2016-03-09 | 2017-12-05 | True Velocity, Inc. | Two-piece primer insert for polymer ammunition |
| US10760882B1 (en) | 2017-08-08 | 2020-09-01 | True Velocity Ip Holdings, Llc | Metal injection molded ammunition cartridge |
| WO2020010100A1 (en) | 2018-07-06 | 2020-01-09 | True Velocity Ip Holdings, Llc | Three-piece primer insert for polymer ammunition |
| AU2019299428A1 (en) | 2018-07-06 | 2021-01-28 | True Velocity Ip Holdings, Llc | Multi-piece primer insert for polymer ammunition |
| US10704879B1 (en) | 2019-02-14 | 2020-07-07 | True Velocity Ip Holdings, Llc | Polymer ammunition and cartridge having a convex primer insert |
| US10731957B1 (en) | 2019-02-14 | 2020-08-04 | True Velocity Ip Holdings, Llc | Polymer ammunition and cartridge having a convex primer insert |
| USD893665S1 (en) | 2019-03-11 | 2020-08-18 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD893666S1 (en) | 2019-03-11 | 2020-08-18 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD893667S1 (en) | 2019-03-11 | 2020-08-18 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD893668S1 (en) | 2019-03-11 | 2020-08-18 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD892258S1 (en) | 2019-03-12 | 2020-08-04 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD891567S1 (en) | 2019-03-12 | 2020-07-28 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD891568S1 (en) | 2019-03-12 | 2020-07-28 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| USD891570S1 (en) | 2019-03-12 | 2020-07-28 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose |
| USD891569S1 (en) | 2019-03-12 | 2020-07-28 | True Velocity Ip Holdings, Llc | Ammunition cartridge nose having an angled shoulder |
| US11340053B2 (en) | 2019-03-19 | 2022-05-24 | True Velocity Ip Holdings, Llc | Methods and devices metering and compacting explosive powders |
| USD894320S1 (en) | 2019-03-21 | 2020-08-25 | True Velocity Ip Holdings, Llc | Ammunition Cartridge |
| WO2021040903A2 (en) | 2019-07-16 | 2021-03-04 | True Velocity Ip Holdings, Llc | Polymer ammunition having an alignment aid, cartridge and method of making the same |
| DE102020001052A1 (en) * | 2020-02-19 | 2021-08-19 | Nitrochemie Aschau Gmbh | Sleeve jacket |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2303790C3 (en) | 1973-01-26 | 1981-08-20 | Rheinmetall GmbH, 4000 Düsseldorf | Propellant case |
| DE4229559A1 (en) | 1992-09-04 | 1994-03-10 | Rheinmetall Gmbh | Casing floor for large calibre munition - has casing cover of combustible material and on projectile side an elastomer sealing ring fitted on the casing floor |
| DE19729291A1 (en) | 1997-07-09 | 1999-01-14 | Rheinmetall W & M Gmbh | Cartridge-base for heavy-calibre ammunition round |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE81680C (en) * | ||||
| FR1113479A (en) * | 1954-11-03 | 1956-03-29 | Union Ind Ct Sud | Process for manufacturing sockets or similar cylindrical capacities |
| DE2641665C2 (en) * | 1976-09-16 | 1984-03-01 | Rheinmetall GmbH, 4000 Düsseldorf | Propellant case |
| DE3821669A1 (en) * | 1988-06-28 | 1990-01-25 | Huebner Gummi & Kunststoff | TREIBLADUNGSHUELSE |
| US5048421A (en) * | 1990-08-06 | 1991-09-17 | Olin Corporation | Combustible cartridge case base |
| FR2702553B1 (en) * | 1993-03-12 | 1995-04-28 | Giat Ind Sa | Telescoped type ammunition. |
| US5563365A (en) * | 1993-08-09 | 1996-10-08 | The United States Of America As Represented By The Secretary Of The Army | Case base/combustible cartridge case joint |
| DE19751933B4 (en) * | 1997-11-22 | 2005-05-12 | Rheinmetall W & M Gmbh | Cartridge case |
-
1999
- 1999-09-16 DE DE19944375A patent/DE19944375A1/en not_active Withdrawn
-
2000
- 2000-06-10 DE DE50009003T patent/DE50009003D1/en not_active Expired - Lifetime
- 2000-06-10 AT AT00112455T patent/ATE285562T1/en not_active IP Right Cessation
- 2000-06-10 ES ES00112455T patent/ES2232354T3/en not_active Expired - Lifetime
- 2000-06-10 EP EP00112455A patent/EP1085289B1/en not_active Expired - Lifetime
- 2000-09-18 US US09/664,069 patent/US6408764B1/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2303790C3 (en) | 1973-01-26 | 1981-08-20 | Rheinmetall GmbH, 4000 Düsseldorf | Propellant case |
| DE4229559A1 (en) | 1992-09-04 | 1994-03-10 | Rheinmetall Gmbh | Casing floor for large calibre munition - has casing cover of combustible material and on projectile side an elastomer sealing ring fitted on the casing floor |
| DE19729291A1 (en) | 1997-07-09 | 1999-01-14 | Rheinmetall W & M Gmbh | Cartridge-base for heavy-calibre ammunition round |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2911184A1 (en) * | 2007-01-10 | 2008-07-11 | Nexter Munitions Sa | ELASTIC RING MAINTAINING A COMBUSTIBLE CASE |
| EP1985965A1 (en) * | 2007-01-10 | 2008-10-29 | NEXTER Munitions | Elastic retaining ring for retaining combustible casing |
| US7644662B2 (en) | 2007-01-10 | 2010-01-12 | Nexter Munitions | Elastic retention ring for combustible casings |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19944375A1 (en) | 2001-03-22 |
| US6408764B1 (en) | 2002-06-25 |
| EP1085289A3 (en) | 2001-10-10 |
| DE50009003D1 (en) | 2005-01-27 |
| ES2232354T3 (en) | 2005-06-01 |
| EP1085289B1 (en) | 2004-12-22 |
| ATE285562T1 (en) | 2005-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1085289B1 (en) | Cartridge case base for big calibre ammuniton | |
| EP0853228B1 (en) | Projectile and manufacturing method therefor | |
| AT393163B (en) | CARTRIDGE SLEEVE | |
| DE2924036A1 (en) | METHOD FOR PRODUCING A DRIVING MIRROR BULLET AND DRIVING MIRROR BULLET PRODUCED BY THE METHOD | |
| DE2537116A1 (en) | BULLET OR GUIDE RING FOR A SUB-CALIBER BULLET | |
| WO2009115199A1 (en) | Method for producing a cartridge having a sabot projectile produced according to said method | |
| DE7818115U1 (en) | DRIVING MIRROR FLOOR WITH PYROTECHNICAL SET | |
| DE2706060C2 (en) | Method for guiding the detonation wave in the explosives of shaped charges | |
| EP2176621A1 (en) | Drive or guide cage and method for securing such cages | |
| DE3243430C2 (en) | Projectile with a tubular body | |
| EP0303198B1 (en) | Cartridge for expelling liquids by means of pressure | |
| EP0137958B1 (en) | Propulsive charge and method for manufacturing | |
| EP1475600B1 (en) | Discarding sabot | |
| EP0594694B1 (en) | Sub-calibre projectile with sabot | |
| DE3815738C2 (en) | ||
| DE102007039662B4 (en) | charge igniter | |
| DE1428680A1 (en) | Improvements to cases for firearm ammunition | |
| DE2324482C3 (en) | Cartridge case for impact ignition | |
| DE69417400T2 (en) | FUEL CHARGING CONTAINER CONNECTABLE TO ANOTHER CONTAINER | |
| EP0958086B1 (en) | Method and device for separating by breakage | |
| DE60007943T2 (en) | Connecting part between the projectile and the projectile sleeve and method for assembling a sealing ring by means of such a connecting part | |
| DE3120655C2 (en) | Slotted piston ring and process for its manufacture | |
| DE10354011A1 (en) | Sleeve bottom for large caliber ammunition and method for its production | |
| DE202013101559U1 (en) | Projectile core for a mantle projectile | |
| DE19729291C2 (en) | Casing base for large-caliber ammunition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| EUG | Se: european patent has lapsed | ||
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7F 42B 5/18 A, 7F 42B 5/285 B |
|
| 17P | Request for examination filed |
Effective date: 20010907 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20031201 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RHEINMETALL WAFFE MUNITION GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50009003 Country of ref document: DE Date of ref document: 20050127 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050322 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050322 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2232354 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050610 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050630 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050630 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20041222 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050923 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20060614 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20060615 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20060616 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20060619 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20060629 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060630 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: RHEINMETALL WAFFE MUNITION GMBH Free format text: RHEINMETALL WAFFE MUNITION GMBH#LIEBIGSTRASSE 17#84544 ASCHAU AM INN (DE) -TRANSFER TO- RHEINMETALL WAFFE MUNITION GMBH#LIEBIGSTRASSE 17#84544 ASCHAU AM INN (DE) |
|
| BERE | Be: lapsed |
Owner name: *RHEINMETALL WAFFE MUNITION G.M.B.H. Effective date: 20050630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050522 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070610 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070611 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20070611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070610 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150619 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50009003 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170103 |