EP1055862B1 - Gas filling plant for containers - Google Patents
Gas filling plant for containers Download PDFInfo
- Publication number
- EP1055862B1 EP1055862B1 EP00400532A EP00400532A EP1055862B1 EP 1055862 B1 EP1055862 B1 EP 1055862B1 EP 00400532 A EP00400532 A EP 00400532A EP 00400532 A EP00400532 A EP 00400532A EP 1055862 B1 EP1055862 B1 EP 1055862B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- valves
- valve
- network
- filling
- control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C5/00—Methods or apparatus for filling containers with liquefied, solidified, or compressed gases under pressures
- F17C5/002—Automated filling apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F23/00—Mixing according to the phases to be mixed, e.g. dispersing or emulsifying
- B01F23/10—Mixing gases with gases
- B01F23/19—Mixing systems, i.e. flow charts or diagrams; Arrangements, e.g. comprising controlling means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0302—Fittings, valves, filters, or components in connection with the gas storage device
- F17C2205/0323—Valves
- F17C2205/0326—Valves electrically actuated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/05—Vessel or content identifications, e.g. labels
- F17C2205/054—Vessel or content identifications, e.g. labels by bar codes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/011—Oxygen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/014—Nitrogen
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/01—Pure fluids
- F17C2221/018—Acetylene
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2221/00—Handled fluid, in particular type of fluid
- F17C2221/03—Mixtures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/01—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the phase
- F17C2223/0107—Single phase
- F17C2223/0123—Single phase gaseous, e.g. CNG, GNC
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2223/00—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel
- F17C2223/03—Handled fluid before transfer, i.e. state of fluid when stored in the vessel or before transfer from the vessel characterised by the pressure level
- F17C2223/036—Very high pressure (>80 bar)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/03—Control means
- F17C2250/032—Control means using computers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/04—Indicating or measuring of parameters as input values
- F17C2250/0404—Parameters indicated or measured
- F17C2250/0439—Temperature
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/04—Indicating or measuring of parameters as input values
- F17C2250/0404—Parameters indicated or measured
- F17C2250/0447—Composition; Humidity
- F17C2250/046—Humidity
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/04—Indicating or measuring of parameters as input values
- F17C2250/0486—Indicating or measuring characterised by the location
- F17C2250/0491—Parameters measured at or inside the vessel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/06—Controlling or regulating of parameters as output values
- F17C2250/0605—Parameters
- F17C2250/0626—Pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2250/00—Accessories; Control means; Indicating, measuring or monitoring of parameters
- F17C2250/06—Controlling or regulating of parameters as output values
- F17C2250/0605—Parameters
- F17C2250/0636—Flow or movement of content
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/02—Applications for medical applications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/05—Applications for industrial use
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2270/00—Applications
- F17C2270/05—Applications for industrial use
- F17C2270/059—Mass bottling, e.g. merry belts
Definitions
- Pure gases or gas mixtures are commonly packaged in bottles or frames carrying a batch of bottles. These are filled in a filling installation and then transported to the site of use of the gas.
- the filling installations conventionally comprise a network of valves making it possible to selectively connect to the volume of packaging to fill a set of sources of feed gas. .
- valves To ensure filling of the conditioning volume with a gas satisfying a given specification, it is common for the opening and closing of the valves to be entrusted to an operator. It opens and closes the various valves, at specific times, and following a determined sequence. The operation of such an installation therefore requires the continued presence of an experienced operator who determines the sequence of operations.
- control unit is adapted to receive, as input, the specification of the gas to be introduced into the volume. conditioning.
- the information entered consists in particular of the composition in mass, or pressure of the various bodies constituting the gas.
- the information entered in the control unit is the expected result of the filling operation.
- the document FR-A-2713105 describes an installation for filling a tank with a gas mixture.
- This installation comprises a computer controlling the cyclic opening and closing of valves arranged between the reservoir and pressurized gas sources.
- the computer receives as setpoint the composition expected for the mixture. It is adapted to determine and implement a control cycle of the different valves to obtain the desired mixture.
- JP-2675633 discloses a bottle filling plant comprising a plurality of gas sources that can selectively supply the bottles under the control of a control unit. The operating steps of the control unit and the variables entered are not described.
- the document DE 36 37 925 A1 discloses a bottle filling plant according to the preamble of claim 1 of the present application.
- the documents US 5,901,758 and US 4,582,100 describe bottle filling installations comprising a plurality of gas sources that can selectively supply the bottles under the control of a control unit.
- the aim of the invention is to provide a simple filling installation which makes it possible to standardize and standardize the filling installations used on several sites, thus facilitating filling of the packaging volumes, while improving the reproducibility and reliability of the packaging operations of the packaging. gas.
- the installation according to the invention comprises the characteristics of the characterizing part of claim 1.
- the installation represented on the figure 1 comprises, like any filling installation according to the invention, an assembly 10 of feed gas sources and a network 12 of controlled valves, selectively connecting the output of each source of feed gas, to a set 14 of fittings constituting connection points for packaging bottles. It further comprises a control unit 16 for controlling the valve network 12.
- oxygen storage 18 and nitrogen storage 20 are provided at the inlet of the valve network 12. These gas sources are connected to a main supply line 22 through controlled valves. 24 and 26.
- the main supply line 22 is connected to an outlet 28 by means of a controlled valve 30.
- a vacuum pump 32 is connected to the main supply line 22 via a controlled valve 34.
- valves 24, 26, 30, 34 for selectively connecting the main supply line 22 to a gas source, to the venting outlet 28 or to the vacuum pump 32, are controlled from the steering unit 16.
- a supply pressure sensor 36 is mounted on the main supply line 22. This pressure sensor is connected to the control unit 16.
- the main supply line 22 is connected to a main distribution line 28 via a shutoff valve 40 and a control valve 42. These two valves 40, 42 are connected in parallel and are controlled from the control unit 16. They ensure the adjustment of the filling rate of the bottles
- pressure sensors 44A, 44B, 44C respectively having measuring ranges of 300 bar, 40 bar and 5 bar. These pressure sensors are connected to the control unit 16 in order to communicate therewith the pressure in the distribution line 38.
- the set of points 14 for connecting the bottles are distributed along three ramps 46, 48, 50.
- Each ramp generally comprises sixteen connection points, each adapted for connecting a 50-liter bottle.
- the ramps 46, 48, 50 are connected in parallel to the distribution line 38 via a controlled shutoff valve 52, 54, 56 specific to each ramp. These valves are connected for their control to the control unit 16.
- an infrared probe 58 for measuring the temperature is provided in the vicinity of the ramp 50.
- the probe 58 is connected to the control unit 16. It is adapted to be applied to a bottle and to measure the filling temperature. of this bottle.
- the temperature measured by the probe 58 allows the control unit 16 to correct the target pressures as a function of temperature, in order to ensure that the bottles are filled to a desired pressure under standardized temperature conditions.
- control unit 16 comprises input means 60 of a recipe for filling a batch of sixteen bottles with a mixture of gases whose nature conforms to a given specification.
- Each recipe consists of a sequence of successive procedures.
- Each procedure describes an elementary task that can be implemented by the set of valves under the control of the control unit 16.
- Each procedure is characterized by the designation of a valve, and information relating to the control mode of the operation.
- this information comprises first of all the mode of actuation of the valve, the setpoint to be reached which conditions the shutdown of the actuation of the valve, the tolerance applicable to the setpoint in percentage and the delay of wait in seconds between the completion of the actuation of a valve and the beginning of the actuation of the next valve.
- the recipes are established manually by retranscribing with the formalism defined above, the successive elementary steps implemented by an operator.
- the recipes are established by information processing means receiving as input the desired characteristics for the gas filling the bottles.
- the information processing means determine the sequence of procedures constituting the recipe.
- This recipe is stored on a support allowing its subsequent implementation by an installation according to the invention.
- the control unit 16 is for example made of an industrial computer or a programmable controller implementing a suitable program.
- the input means 60 of a recipe comprise for example a barcode reader.
- the recipes are presented on a physical medium, such as a sheet of paper in the form of a succession of barcodes.
- Each bar code advantageously corresponds to a procedure of the recipe.
- the recipes are stored on magnetic media, such as floppy disks.
- the input means 60 then comprise a reader adapted to the magnetic medium.
- the input means 60 comprise a connection to a local data transfer network, allowing the sending of recipes from a remote station to the control unit 16.
- control unit 16 comprises means 62 for processing the successive procedures constituting the entered recipe. These are adapted to control the network of valves 12 for the sequential implementation of the elementary tasks described in the sequence of procedures constituting the recipe. Each of the controlled valves is connected to the processing means 62.
- the means 62 for processing the procedures include a delay adapted to delay, from a determined waiting time, the implementation of the following elementary task, after the end of the actuation of the valve designated in the current procedure.
- the control unit 16 further comprises means 64 for collecting measurements made by the various sensors of the installation. These collection means are connected to the means 62 for processing the successive procedures so that they put an end to the actuation of a selected valve when the measurement made by a sensor reaches a set value.
- Table 1 describes as an example the recipe for filling sixteen bottles of a volume of 50 liters with medical oxygen under a pressure of 201 bar absolute at 15 ° C with ⁇ 15%.
- the recipe presented here has six procedures each described by one line of the table.
- the first procedure implemented consists in venting the bottles by opening the venting valve 30, in order to ensure that the pressure is lowered to a minimum. at a pressure of 1.5 bar absolute ⁇ 20%. Once this pressure is reached, the vent valve 30 is closed. After a waiting time of one second, the vacuum valve 34 is open to ensure a decrease in pressure to a setpoint of 0.20 bar absolute ⁇ 20%. After this pressure has been reached and after a waiting time of one second, the oxygen supply valve 24 is opened to ensure a pressure increase of the bottles to a pressure of 5 bar absolute. ⁇ 20%.
- the vent valve 30 is opened until the pressure in the distribution line 38 reaches a set pressure value equal to 1.5 bar absolute ⁇ 20 %.
- the dispensing line 38 is evacuated by opening the evacuation valve 34 until the pressure drops to a set pressure of 0.2 bar absolute ⁇ 20%.
- the oxygen supply valve 24 is then reopened until the pressure in the distribution line 38 and thus in the bottles reaches 201 bars absolute ⁇ 5%.
- each ramp is connected in parallel to the output of the network of valves 12 through a clean valve 52, 54, 56.
- a batch of sixteen bottles is filled on one of the ramps
- another batch to fill is installed on a second ramp
- a third batch of bottles, previously filled is detached from the third ramp.
- the shutoff valve associated with this ramp is open, while the valves of other ramps are kept closed, which allows the intervention on the bottles.
- the shutoff valve 40 connected in parallel with the control valve 42 ensures a bypass of the gas flow when the gas flow is at a maximum, the control valve then being inoperative. On the other hand, for small flows, to be regulated with precision, the bypass valve 40 is closed and most of the flow passes through the regulating valve 42.
- the filling plant of the figure 2 is intended for the conditioning of compressed gas mixtures according to the pressure corrected by the temperature and the weighing of a pilot bottle.
- a bypass 70 to which is connected a pilot bottle 72.
- This bottle is connected to the end of a hose 74.
- the bypass 70 comprises a control valve 76 and a bypass valve 78 mounted in shunt. These valves 76 and 78 are controlled by the control unit 16.
- a scale 80 is provided to ensure continuous weighing of the pilot bottle 72.
- the balance 80 is connected to the control unit 16.
- the temperature probe 58 is offset in the immediate vicinity of the pilot bottle 72, in order to determine the temperature of the gas contained therein.
- Table 2 describes, by way of example, the recipe for filling sixteen bottles of a volume of 50 liters with a mixture of medical air consisting of 20% oxygen and 80% nitrogen with a difference of 5% under a pressure of 201 bars absolute.
- ⁇ u> TABLE 2 ⁇ / u> Valve Fashion order Classroom Waiting Venting Get off at (bara) 1.50 20.00 1 Empty Get off at (bara) 0.20 20.00 1 Nitrogen Go up to (bara) 5.00 20.00 9 Venting Get off at (bara) 1.50 20.00 1 Empty Get off at (bara) 0.20 20.00 1 Oxygen Add mass (kg) 2633 5.00 4 Nitrogen Add mass (kg) 9294 5.00 End
- the recipe presented here has seven procedures each described by a table line.
- the first procedure implemented consists in carrying out a ventilation of bottles by opening the vent valve 30 to ensure a decrease in pressure to a pressure of 1.5 bar absolute ⁇ 20%. Once this pressure is reached, the vent valve 30 is closed. After a waiting time of one second, the vacuum valve 34 is open to ensure a decrease in pressure to a setpoint of 0.20 bar absolute ⁇ 20%. After this pressure has been reached and after a waiting time of one second, the nitrogen inlet valve 26 is opened to ensure a pressure increase of the bottles to a pressure of 5 bar absolute. ⁇ 20%.
- the vent valve 30 is opened until the pressure in the distribution line 38 reaches a set pressure value equal to 1.5 bar absolute ⁇ 20 %.
- the distribution line 38 is evacuated by opening the evacuation valve 34 until the pressure drops to a set pressure of 0.2 bar absolute ⁇ 20%.
- the oxygen supply valve 24 is then opened until the mass of the pilot bottle 72, determined by the balance 80, reaches 2.633 kg ⁇ 5%.
- the nitrogen inlet valve 26 is opened until the mass of one of the bottles reaches 9.294 kg ⁇ 5%.
- the filling plant of the figure 3 is intended for the conditioning of compressed gas mixtures according to the pressure corrected by the temperature and the weighing of the entire batch of bottles to be packaged.
- the installation comprises a single packaging ramp 100 to which is connected all of the sixteen bottles 102 of a batch to be filled.
- the conditioning ramp 100 is connected by a hose 104 to the main supply line 22.
- a control valve 106 connected in parallel with a shutoff valve 108.
- the valves 106 and 108 are connected to each other. for their control to the control unit 16.
- the pressure sensors 44A, 44B, 44C are mounted directly on the packaging ramp 100.
- a scale 110 adapted to continuously weigh all the bottles 102 of the batch to be packaged is connected to the control unit 16.
- the temperature sensor 58 is offset in the immediate vicinity of the batch of bottles 102.
- the presence of the hose 104 allows the result of the weighing performed by the balance 110 is not influenced by the rigidity of the packaging ramp 100, since the latter is floating and is supported only by the bottles 102.
- FIG. 4 there is shown a filling installation for the compressed gas mixture conditioning regulated according to the pressure corrected by the temperature and by weighing of one of the bottles of the batch to be conditioned.
- the installation of the figure 4 is substantially analogous to that of the figure 1 .
- It further comprises a scale 120 adapted to weigh one, denoted 122, bottles connected to the filling ramp 50.
- the balance 120 is connected to the control unit 16.
- the temperature sensor 58 is applied to the bottle 122.
- the installation is substantially similar to that of the figure 1 .
- bypass 40 and control valves 42 are suppressed.
- the valves 24 and 26, provided at the outlet of the gas sources 18 and 20, are replaced by proportional valves 130, 132, controlled by the control unit 16.
- upstream of the proportional valves 130, 132 pressure sensors 134, 136 are provided which are connected to the control unit 16 in order to communicate the pressures of the feed gases.
- the feed gas flow rate is regulated not between the main feed pipe 22 and the distribution pipe 38, but directly at the outlet of the gas sources 18 and Through the proportional valves 130, 132.
- the facilities of figures 4 and 5 operate by implementing a recipe consisting of procedures defining the sequence of opening and closing of the valves according to the comparison of the measurements collected by the sensors with the instructions defined in the procedures.
- the installation of the figure 6 not covered by the subject of the claims is intended for the conditioning of liquefied gas regulated by the weighing of the liquefied gas, with rinsing bottles.
- the rinsing operations are done in pressure corrected by the temperature.
- a phase of conditioning a gas comprises an initial step of rinsing the bottle followed by a filling step itself.
- the recipe defines a first rinsing step and then a second filling step, the rinsing and filling steps each consisting of a sequence of procedures.
- figure 6 not covered by the subject of the claims comprises three filling stations 200A, 200B, 200C identical and connected in parallel.
- Each filling station has its own valve network 202A, 202B, 202C.
- the valves of each network have their output connected to a pipe 204A, 204B, 204C intended for the connection of a bottle to be filled.
- These ducts are each provided with a pressure sensor 206A, 206B, 206C connected to the control unit 16.
- Each valve network 202A, 202B, 202C comprises a vacuum valve 210 for selectively connecting the bottles to a common vacuum pump 212.
- each valve network includes a valve 214 controlling a set-up output. air 216.
- a valve 218 for controlling the feed gas is provided in each valve network. Upstream of the supply gas valves 218 is mounted a common control valve 220 disposed at the outlet of a source 222 of filling gas, such as liquid CO 2 . A pressure sensor 224, connected to the control unit 16, is provided at the outlet of the filling gas source 222.
- each valve network comprises a flushing valve 226 controlling the connection of each bottle with a common source of flushing gas 228.
- each valve network comprises an analysis valve 230 ensuring the selective connection of the bottle with a common moisture analyzer 232, the latter being connected to the control unit 16.
- Balances 234A, 234B, 234C are provided at each filling station to ensure continuous weighing of the bottles.
- the initial rinsing and filling steps are performed under the control of the control unit by implementing for each step a succession of elementary tasks each defined by a procedure.
- It comprises a source of solvent 300 such as acetone supplying, via a proportional valve 302, a distribution line 304.
- a pressure sensor 305 is provided downstream of the source of solvent 300.
- the distribution pipe 304 comprises two branches, each supplying a bottle to be filled, through a stop valve 306, 308.
- a pressure sensor 310, 312 is mounted at the outlet of the corresponding stop valve. .
- a balance 314, 316 is provided for the weighing of each bottle, during its charging.
- the valves 302, 306, 308 are controlled by the control unit 16 and the sensors 308, 310, 312 and the scales 314, 316 are connected to this same control unit.
- Two control bottles 320 are provided with temperature probes 322. One is placed inside a room while the other is placed outside the room. Depending on the bottles to be redosed, and in particular their previous storage location, namely inside a room or outside, one or the other of the control bottles 320 is used as a reference temperature during redosing.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Agricultural Chemicals And Associated Chemicals (AREA)
Abstract
Description
La présente invention concerne une installation de remplissage d'un volume de conditionnement avec du gaz dont la nature est conforme à une spécification donnée, comportant:
- un ensemble de sources de gaz d'alimentation;
- au moins un raccord de liaison du ou de chaque volume de conditionnement ;
- un réseau de vannes commandées, reliant sélectivement la sortie de chaque source de gaz d'alimentation au ou à chaque raccord ; et
- une unité de pilotage du réseau de vannes adaptée pour commander l'état des vannes pour le remplissage du ou de chaque volume de conditionnement avec un gaz conforme à la spécification donnée.
- a set of sources of feed gas;
- at least one connecting connection of the or each conditioning volume;
- a controlled valve network, selectively connecting the output of each supply gas source to or at each fitting; and
- a control unit of the valve network adapted to control the state of the valves for filling the or each conditioning volume with a gas according to the given specification.
Les gaz purs ou les mélanges gazeux sont couramment conditionnés dans des bouteilles ou des cadres portant un lot de bouteilles. Celles-ci sont remplies dans une installation de remplissage puis acheminées sur le site d'utilisation du gaz.Pure gases or gas mixtures are commonly packaged in bottles or frames carrying a batch of bottles. These are filled in a filling installation and then transported to the site of use of the gas.
Afin de permettre le remplissage de volumes de conditionnement avec du gaz de différentes compositions et sous des pressions différentes, les installations de remplissage comportent classiquement un réseau de vannes permettant de relier sélectivement au volume de conditionnement à remplir un ensemble de sources de gaz d'alimentation.In order to allow the filling of conditioning volumes with gas of different compositions and under different pressures, the filling installations conventionally comprise a network of valves making it possible to selectively connect to the volume of packaging to fill a set of sources of feed gas. .
Pour assurer un remplissage du volume de conditionnement avec un gaz satisfaisant une spécification donnée, il est courant que l'ouverture et la fermeture des vannes soient confiées à un opérateur. Celui-ci ouvre et ferme les différentes vannes, à des instants déterminés, et suivant un enchaînement déterminé. Le fonctionnement d'une telle installation nécessite donc la présence continue d'un opérateur expérimenté qui détermine l'enchaînement des opérations.To ensure filling of the conditioning volume with a gas satisfying a given specification, it is common for the opening and closing of the valves to be entrusted to an operator. It opens and closes the various valves, at specific times, and following a determined sequence. The operation of such an installation therefore requires the continued presence of an experienced operator who determines the sequence of operations.
Il a été envisagé de remplacer les vannes manuelles par des vannes commandées reliées à une unité de pilotage adaptée pour commander l'état des vannes pour un remplissage du volume de conditionnement avec un gaz conforme à la spécification donnée.It has been envisaged to replace the manual valves by controlled valves connected to a control unit adapted to control the state of the valves for a filling of the conditioning volume with a gas according to the given specification.
Dans une telle installation, l'unité de pilotage est adaptée pour recevoir, en entrée, la spécification du gaz devant être introduit dans le volume de conditionnement. Les informations entrées consistent notamment en la composition en masse, ou en pression des différents corps constituant le gaz. Ainsi, l'information entrée dans l'unité de pilotage est le résultat escompté de l'opération de remplissage.In such an installation, the control unit is adapted to receive, as input, the specification of the gas to be introduced into the volume. conditioning. The information entered consists in particular of the composition in mass, or pressure of the various bodies constituting the gas. Thus, the information entered in the control unit is the expected result of the filling operation.
Une telle installation de remplissage nécessite une unité de pilotage extrêmement complexe dont le programme de gestion mis en oeuvre dépend à la fois de la structure physique du réseau de vannes utilisé et de la nature des gaz pouvant être introduits.Such a filling installation requires an extremely complex control unit whose management program implemented depends both on the physical structure of the valve network used and the nature of the gases that can be introduced.
A titre d'exemple, le document
Par ailleurs,
Le document
L'invention a pour but de fournir une installation simple de remplissage permettant une uniformisation et une standardisation des installations de remplissage utilisées sur plusieurs sites, facilitant ainsi le remplissage des volumes de conditionnement, tout en améliorant la reproductibilité et la fiabilité des opérations de conditionnement du gaz.The aim of the invention is to provide a simple filling installation which makes it possible to standardize and standardize the filling installations used on several sites, thus facilitating filling of the packaging volumes, while improving the reproducibility and reliability of the packaging operations of the packaging. gas.
A cet effet, l'installation selon l'invention comporte les caractéristiques de la partie caractérisante de la revendication 1.For this purpose, the installation according to the invention comprises the characteristics of the characterizing part of claim 1.
Suivant des modes particuliers de réalisation, l'installation comporte l'une ou plusieurs des caractéristiques suivantes :
- chaque procédure comporte la désignation d'une unique vanne devant être commandée dans le réseau de vannes, lors de la mise en oeuvre de la tâche élémentaire correspondante, et des informations relatives au mode d'actionnement de la vanne;
- les informations relatives au mode d'actionnement de chaque vanne comportent une valeur de consigne, l'installation comporte un ensemble de capteurs adaptés pour effectuer des mesures sur l'état de remplissage du ou de chaque volume de conditionnement, et les moyens de traitement sont adaptés pour mettre un terme à l'actionnement de la vanne lorsque la mesure effectuée atteint la valeur de consigne correspondante;
- l'ensemble de capteurs comporte au moins l'un parmi un capteur de mesure de la température du gaz dans au moins un volume de conditionnement, une balance de pesée d'au moins un volume de conditionnement, un capteur de pression disposé en amont d'au moins un volume de conditionnement, et un capteur d'humidité disposé en aval d'au moins un volume de conditionnement;
- les informations relatives au mode d'actionnement de la vanne comportent un délai d'attente, et en ce que les moyens de traitement comportent une temporisation adaptée pour différer, dudit délai d'attente, la mise en oeuvre de la tâche élémentaire suivante après la fin de l'actionnement de la vanne désignée dans la procédure en cours;
- elle comporte une pompe à vide et le réseau de vannes comporte des moyens pour relier sélectivement la pompe à vide au ou à chaque raccord sous la commande de ladite unité de pilotage mettant en oeuvre une tâche élémentaire de mise sous vide décrite dans la séquence de procédures constituant la recette;
- elle comporte une sortie de mise à l'air et le réseau de vannes comporte des moyens pour relier sélectivement la sortie de mise à l'air au ou à chaque raccord sous la commande de ladite unité de pilotage mettant en oeuvre une tâche élémentaire de mise à l'air décrite dans la séquence de procédure constituant la recette; et
- elle comporte au moins deux ensembles de raccords pour la liaison de volumes de conditionnement, lesquels ensembles de raccords sont reliés en parallèle à la sortie dudit réseau de vannes par l'intermédiaire d'une vanne de sectionnement propre à chaque ensemble de raccords.
- each procedure comprises the designation of a single valve to be controlled in the valve network, during the implementation of the corresponding elementary task, and information on the operating mode of the valve;
- the information relating to the operating mode of each valve comprises a setpoint value, the installation comprises a set of sensors adapted to perform measurements on the filling state of the or each volume of packaging, and the processing means are adapted to terminate actuation of the valve when the measurement made reaches the corresponding setpoint;
- the set of sensors comprises at least one of a sensor for measuring the temperature of the gas in at least one conditioning volume, a weighing scale of at least one conditioning volume, a pressure sensor disposed upstream of at least one conditioning volume, and a humidity sensor disposed downstream of at least one conditioning volume;
- the information relating to the mode of actuation of the valve comprises a waiting period, and in that the processing means comprise a delay adapted to delay, from said waiting period, the implementation of the following elementary task after the end of the actuation of the valve designated in the current procedure;
- it comprises a vacuum pump and the valve network comprises means for selectively connecting the vacuum pump to or at each connection under the control of said control unit implementing an elementary evacuation task described in the sequence of procedures constituting the recipe;
- it comprises a venting outlet and the valve network comprises means for selectively connecting the venting outlet to the or each connection under the control of said control unit implementing a basic task of setting. air described in the procedural sequence constituting the recipe; and
- it comprises at least two sets of connectors for the connection of conditioning volumes, which connection assemblies are connected in parallel with the output of said valve network via a shutoff valve specific to each set of connectors.
L'invention sera mieux comprise à la lecture de la description qui va suivre, donnée uniquement à titre d'exemple et faite en se référant aux dessins, sur lesquels:
- La
figure 1 est une vue schématique d'une installation de remplissage de bouteilles avec un mélange de gaz comprimé, avec contrôle par la pression corrigée par la température ; - La
figure 2 est une vue schématique d'une installation de remplissage de bouteilles avec un mélange de gaz comprimé, avec contrôle par la pression corrigée par la température et par la pesée d'une bouteille pilote; - La
figure 3 est une vue schématique d'une installation de remplissage d'un lot de bouteilles avec un mélange de gaz comprimé, avec contrôle par la pression corrigée par la température et par la pesée de la totalité du lot de bouteilles à conditionner; - La
figure 4 est une vue schématique d'une installation de remplissage d'un lot de bouteilles avec un mélange de gaz comprimé, avec contrôle par la pression corrigée par la température et par la pesée d'une des bouteilles du lot de bouteilles à conditionner ; - La
figure 5 est une vue schématique d'une installation de remplissage de bouteilles avec un gaz pur, avec contrôle par la pression corrigée par la température de gaz pur, non couverte par l'objet des revendications, - La
figure 6 est une vue schématique d'une installation de remplissage de bouteilles avec un gaz pur liquéfié, avec contrôle par la pesée du gaz liquéfié et par la pression corrigée par la température avec rinçage initial des emballages ; non couverte par l'objet des revendications, - La
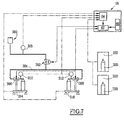
figure 7 est une vue schématique d'une installation de redosage de bouteilles d'acétylène en solvant et contrôle de la charge d'acétylène des bouteilles après remplissage non couverte par l'objet des revendications.
- The
figure 1 is a schematic view of a bottle filling plant with a compressed gas mixture, with temperature-corrected pressure control; - The
figure 2 is a schematic view of a bottle filling plant with a compressed gas mixture, with temperature-corrected pressure control and weighing of a pilot bottle; - The
figure 3 is a schematic view of a filling plant of a batch of bottles with a mixture of compressed gas, with pressure control corrected by the temperature and the weighing of the entire batch of bottles to be packaged; - The
figure 4 is a schematic view of a filling plant for a batch of bottles with a compressed gas mixture, with control by the pressure corrected by the temperature and by the weighing of one of the bottles of the batch of bottles to be packaged; - The
figure 5 is a schematic view of a cylinder filling plant with a pure gas, with pressure control corrected by the temperature of pure gas, not covered by the subject of the claims, - The
figure 6 is a schematic view of a bottle filling plant with a liquefied pure gas, with control by the weighing of the liquefied gas and the temperature corrected pressure with initial rinsing of the packages; not covered by the subject-matter of the claims, - The
figure 7 is a schematic view of a re-acetylene bottle re-solvent installation and control of the acetylene charge of the bottles after filling not covered by the subject of the claims.
L'installation représentée sur la
Dans l'exemple représenté, un stockage d'oxygène 18 et un stockage d'azote 20 sont prévus à l'entrée du réseau de vannes 12. Ces sources de gaz sont reliées à une conduite principale d'alimentation 22 au travers de vannes commandées 24 et 26.In the example shown,
La conduite principale d'alimentation 22 est reliée à une sortie 28 de mise à l'air par l'intermédiaire d'une vanne commandée 30.The
Enfin, une pompe à vide 32 est connectée sur la conduite principale d'alimentation 22 par l'intermédiaire d'une vanne commandée 34.Finally, a
Les vannes 24, 26, 30, 34 permettant la connexion sélective de la conduite principale d'alimentation 22 à une source de gaz, à la sortie de mise à l'air 28 ou à la pompe à vide 32, sont commandées depuis l'unité de pilotage 16.The
Un capteur de pression d'alimentation 36 est monté sur la conduite principale d'alimentation 22. Ce capteur de pression est relié à l'unité de pilotage 16.A
La conduite principale d'alimentation 22 est reliée à une conduite principale de distribution 28 par l'intermédiaire d'une vanne de sectionnement 40 et d'une vanne de régulation 42. Ces deux vannes 40, 42 sont montées en parallèle et sont commandées depuis l'unité de pilotage 16. Elles assurent le réglage du débit de remplissage des bouteillesThe
Sur la conduite de distribution 38 sont prévus trois capteurs de pression 44A, 44B, 44C ayant respectivement des plages de mesure de 300 bars, 40 bars et 5 bars. Ces capteurs de pression sont reliés à l'unité de pilotage 16 afin de communiquer à celle-ci la pression dans la conduite de distribution 38.On the
L'ensemble de points 14 de connexion des bouteilles sont répartis suivant trois rampes 46, 48, 50. Chaque rampe comporte en général seize points de connexion, chacun adapté pour la liaison d'une bouteille de 50 litres.The set of
Les rampes 46, 48, 50 sont reliées en parallèle à la conduite de distribution 38 par l'intermédiaire d'une vanne de sectionnement commandée 52, 54, 56 propre à chaque rampe. Ces vannes sont reliées pour leur commande à l'unité de pilotage 16.The
Enfin, une sonde infrarouge 58, de mesure de la température est prévue au voisinage de la rampe 50. La sonde 58 est reliée à l'unité de pilotage 16. Elle est adaptée pour être appliquée sur une bouteille et pour mesurer la température de remplissage de cette bouteille.Finally, an
La température mesurée par la sonde 58 permet à l'unité de pilotage 16 de corriger les pressions cibles en fonction de la température, afin d'assurer un remplissage des bouteilles à une pression souhaitée dans des conditions de température normalisées.The temperature measured by the
Selon l'invention, l'unité de pilotage 16 comporte des moyens 60 d'entrée d'une recette pour le remplissage d'un lot de seize bouteilles avec un mélange de gaz dont la nature est conforme à une spécification donnée.According to the invention, the
Chaque recette est constituée d'une séquence de procédures successives. Chaque procédure décrit une tâche élémentaire pouvant être mise en oeuvre par l'ensemble de vannes sous la commande de l'unité de pilotage 16.Each recipe consists of a sequence of successive procedures. Each procedure describes an elementary task that can be implemented by the set of valves under the control of the
Chaque procédure est caractérisée par la désignation d'une vanne, et des informations relatives au mode de contrôle de l'opération. En particulier, ces informations comportent d'abord le mode d'actionnement de la vanne, la consigne devant être atteinte qui conditionne l'arrêt de l'actionne-ment de la vanne, la tolérance applicable à la consigne en pourcentage et le délai d'attente en secondes entre l'achèvement de l'actionnement d'une vanne et le début de l'actionnement de la vanne suivante.Each procedure is characterized by the designation of a valve, and information relating to the control mode of the operation. In particular, this information comprises first of all the mode of actuation of the valve, the setpoint to be reached which conditions the shutdown of the actuation of the valve, the tolerance applicable to the setpoint in percentage and the delay of wait in seconds between the completion of the actuation of a valve and the beginning of the actuation of the next valve.
Suivant un premier mode de mise en oeuvre de l'invention, les recettes sont établies manuellement en retranscrivant avec le formalisme défini ci-dessus, les étapes élémentaires successives mises en oeuvre par un opérateur.According to a first embodiment of the invention, the recipes are established manually by retranscribing with the formalism defined above, the successive elementary steps implemented by an operator.
En variante, les recettes sont établies par des moyens de traitement d'informations recevant en entrée les caractéristiques souhaitées pour le gaz remplissant les bouteilles.As a variant, the recipes are established by information processing means receiving as input the desired characteristics for the gas filling the bottles.
A partir d'un algorithme adapté, tenant compte des lois thermodynamiques des gaz considérés, les moyens de traitement d'informations déterminent la séquence de procédures constituant la recette.From an adapted algorithm, taking into account the thermodynamic laws of the gases considered, the information processing means determine the sequence of procedures constituting the recipe.
Cette recette est stockée sur un support permettant sa mise en oeuvre ultérieure par une installation selon l'invention.This recipe is stored on a support allowing its subsequent implementation by an installation according to the invention.
L'unité de pilotage 16 est par exemple constituée d'un ordinateur industriel ou d'un automate programmable mettant en oeuvre un programme adapté.The
Les moyens 60 d'entrée d'une recette comportent par exemple un lecteur de codes-barres. Dans ce cas, les recettes sont présentées sur un support matériel, tel qu'une feuille de papier sous la forme d'une succession de codes-barres. Chaque code-barre correspond avantageusement à une procédure de la recette.The input means 60 of a recipe comprise for example a barcode reader. In this case, the recipes are presented on a physical medium, such as a sheet of paper in the form of a succession of barcodes. Each bar code advantageously corresponds to a procedure of the recipe.
En variante, les recettes sont stockées sur des supports magnétiques, tels que des disquettes. Les moyens d'entrée 60 comportent alors un lecteur adapté au support magnétique.Alternatively, the recipes are stored on magnetic media, such as floppy disks. The input means 60 then comprise a reader adapted to the magnetic medium.
Suivant encore une autre variante, les moyens d'entrée 60 comportent une connexion à un réseau local de transfert de données, permettant l'envoi de recettes depuis un poste distant vers l'unité de pilotage 16.According to yet another variant, the input means 60 comprise a connection to a local data transfer network, allowing the sending of recipes from a remote station to the
Afin d'assurer le pilotage du réseau de vannes 12, l'unité de pilotage 16 comporte des moyens 62 de traitement des procédures successives constituant la recette entrée. Ceux-ci sont adaptés pour commander le réseau de vannes 12 pour la mise en oeuvre séquentielle des tâches élémentaires décrites dans la séquence de procédures constituant la recette. Chacune des vannes commandées est reliée aux moyens de traitement 62.In order to control the
Les moyens 62 de traitement des procédures comportent une temporisation adaptée pour différer, d'un délai d'attente déterminé, la mise en oeuvre de la tâche élémentaire suivante, après la fin de l'actionnement de la vanne désignée dans la procédure en cours.The means 62 for processing the procedures include a delay adapted to delay, from a determined waiting time, the implementation of the following elementary task, after the end of the actuation of the valve designated in the current procedure.
L'unité de pilotage 16 comporte en outre des moyens 64 de recueil des mesures effectuées par les différents capteurs de l'installation. Ces moyens de recueil sont reliés aux moyens 62 de traitement des procédures successives afin que ces derniers mettent un terme à l'actionnement d'une vanne sélectionnée lorsque la mesure effectuée par un capteur atteint une valeur de consigne.The
Le tableau 1 décrit à titre d'exemple la recette pour le remplissage de seize bouteilles d'un volume de 50 litres avec de l'oxygène médical sous une pression de 201 bars absolus à 15°C avec ± 15 %.
La recette présentée ici comporte six procédures décrites chacune par une ligne du tableau.The recipe presented here has six procedures each described by one line of the table.
En considérant la recette décrite sur le tableau de la
Quatre secondes après que cette pression a été atteinte, la vanne de mise à l'air 30 est ouverte jusqu'à ce que la pression dans la conduite de distribution 38 atteigne une valeur de pression de consigne égale à 1,5 bar absolu ± 20 %.Four seconds after this pressure has been reached, the
Après une seconde, la conduite de distribution 38 est mise sous vide par ouverture de la vanne de mise au vide 34 jusqu'à ce que la pression descende jusqu'à une pression de consigne de 0,2 bar absolu ± 20 %.After one second, the dispensing
La vanne d'arrivée d'oxygène 24 est ensuite à nouveau ouverte jusqu'à ce que la pression dans la conduite de distribution 38 et donc dans les bouteilles atteigne 201 bars absolus ± 5 %.The
Les bouteilles ainsi remplies sont ensuite fermées et l'installation est purgée.The bottles thus filled are then closed and the installation is purged.
La présence de trois rampes de remplissage 46, 48, 50 permet un travail en temps masqué. En effet, chaque rampe est reliée en parallèle à la sortie du réseau de vannes 12 à travers une vanne propre 52, 54, 56. Ainsi, pendant qu'un lot de seize bouteilles est rempli sur l'une des rampes, un autre lot à remplir est installé sur une deuxième rampe, alors qu'un troisième lot de bouteilles, précédemment remplies, est détaché de la troisième rampe. Lors du remplissage depuis une rampe donnée, la vanne de sectionnement associée à cette rampe est ouverte, alors que les vannes des autres rampes sont maintenues fermées, ce qui permet l'intervention sur les bouteilles.The presence of three filling
Ainsi, l'installation peut assurer le remplissage de bouteilles quasiment en continu.Thus, the installation can ensure the filling of bottles almost continuously.
La vanne de sectionnement 40 montée en parallèle avec la vanne de régulation 42 permet d'assurer une dérivation du flux gazeux lorsque le flux gazeux est maximal, la vanne de régulation étant alors inopérante. Au contraire, pour de faibles flux, devant être régulés avec précision, la vanne de dérivation 40 est fermée et l'essentiel du flux traverse la vanne de régulation 42.The
Dans les autres installations de remplissage représentées aux figures suivantes, les éléments analogues ou identiques à ceux de la
L'installation de remplissage de la
A cet effet, il est prévu, sur la conduite de distribution 38, une dérivation 70 à laquelle est reliée une bouteille pilote 72. Cette bouteille est connectée à l'extrémité d'un flexible 74. La dérivation 70 comporte une vanne de régulation 76 et une vanne de sectionnement 78 montée en dérivation. Ces vannes 76 et 78 sont commandées par l'unité de pilotage 16.For this purpose, there is provided on the
En outre, une balance 80 est prévue pour assurer en continu le pesage de la bouteille pilote 72. La balance 80 est reliée à l'unité de pilotage 16.In addition, a
La sonde de température 58 est déportée au voisinage immédiat de la bouteille pilote 72, afin de déterminer la température du gaz contenu dans celle-ci.The
Le tableau 2 décrit, à titre d'exemple, la recette pour le remplissage de seize bouteilles d'un volume de 50 litres avec un mélange d'air médical constitué à 20 % d'oxygène et à 80 % d'azote avec un écart de 5 % sous une pression de 201 bars absolus.
La recette présentée ici comporte sept procédures décrites chacune par une ligne du tableau.The recipe presented here has seven procedures each described by a table line.
En considérant la recette décrite sur le tableau 2, afin d'obtenir un remplissage des bouteilles avec un pourcentage de 20 % d'oxygène et 80 % d'azote, la première procédure mise en oeuvre consiste à effectuer une mise à l'air des bouteilles par ouverture de la vanne de mise à l'air 30 afin d'assurer une descente de la pression jusqu'à une pression de 1,5 bar absolu ± 20 %. Une fois cette pression atteinte, la vanne de mise à l'air 30 est fermée. Après un délai d'attente d'une seconde, la vanne de mise sous vide 34 est ouverte pour assurer une descente de la pression jusqu'à une consigne de 0,20 bar absolu ± 20 %. Après que cette pression a été atteinte et après expiration d'un délai d'attente d'une seconde, la vanne d'arrivée d'azote 26 est ouverte pour assurer une montée en pression des bouteilles jusqu'à une pression de 5 bars absolus ± 20 %.Considering the recipe described in Table 2, in order to obtain a filling of the bottles with a percentage of 20% of oxygen and 80% of nitrogen, the first procedure implemented consists in carrying out a ventilation of bottles by opening the
Neuf secondes après que cette pression a été atteinte, la vanne de mise à l'air 30 est ouverte jusqu'à ce que la pression dans la conduite de distribution 38 atteigne une valeur de pression de consigne égale à 1,5 bar absolu ± 20 %.Nine seconds after this pressure has been reached, the
Après une seconde, la conduite de distribution 38 est mise sous vide par ouverture de la vanne de mise au vide 34 jusqu'à ce que la pression descende à une pression de consigne de 0,2 bar absolu ± 20 %.After one second, the
La vanne d'arrivée d'oxygène 24 est ensuite ouverte jusqu'à ce que la masse de la bouteille pilote 72, déterminée par la balance 80, atteigne 2,633 kg ± 5 %. Quatre secondes après la fermeture de la vanne 24, la vanne 26 d'arrivée d'azote est ouverte jusqu'à ce que la masse de l'une des bouteilles atteigne 9,294 kg ± 5 %.The
Les bouteilles ainsi remplies sont ensuite fermées et l'installation est purgée.The bottles thus filled are then closed and the installation is purged.
L'installation de remplissage de la
A cet effet, l'installation comporte une unique rampe de conditionnement 100 à laquelle est connectée la totalité des seize bouteilles 102 d'un lot à remplir. La rampe de conditionnement 100 est reliée par un flexible 104 à la conduite d'alimentation principale 22. En sorte du flexible 104, sont prévues une vanne de régulation 106 montée en parallèle avec une vanne de sectionnement 108. Les vannes 106 et 108 sont reliées pour leur commande à l'unité de pilotage 16.For this purpose, the installation comprises a
Les capteurs de pression 44A, 44B, 44C sont montés directement sur la rampe de conditionnement 100.The
Une balance 110, adaptée pour effectuer en continu la pesée de l'ensemble des bouteilles 102 du lot à conditionner est reliée à l'unité de pilotage 16. La sonde de température 58 est déportée au voisinage immédiat du lot de bouteilles 102.A
La présence du flexible 104 permet que le résultat de la pesée effectuée par la balance 110 ne soit pas influencé par la rigidité de la rampe de conditionnement 100, puisque cette dernière est flottante et n'est supportée que par les seules bouteilles 102.The presence of the
On conçoit qu'une telle installation permet le remplissage du lot de bouteilles 102 à partir d'une recette déterminée. Celle-ci comporte notamment des procédures prévoyant l'ouverture des vannes 26 à 30 jusqu'à ce que des consignes de pression ou de masse portant sur l'ensemble des bouteilles soient atteintes.It is conceivable that such an installation allows the filling of the batch of
Sur la
A cet effet, l'installation de la
L'installation de la
A cet effet, l'installation est sensiblement analogue à celle de la
Dans ce mode de réalisation non couvert par l'object des revendications, le débit des gaz d'alimentation est régulé non pas entre la conduite principale d'alimentation 22 et la conduite de distribution 38, mais directement en sortie des sources de gaz 18 et 20 par l'intermédiaire des vannes proportionnelles 130, 132.In this embodiment not covered by the subject of the claims, the feed gas flow rate is regulated not between the
Les installations des
L'installation de la
Ainsi, une phase de conditionnement d'un gaz comporte une étape initiale de rinçage de la bouteille suivie d'une étape de remplissage proprement dite.Thus, a phase of conditioning a gas comprises an initial step of rinsing the bottle followed by a filling step itself.
Dans ces conditions, la recette définit une première étape de rinçage puis une seconde étape de remplissage, les étapes de rinçage et de remplissage étant chacune constituées d'une séquence de procédures L'installation de la
Chaque poste de remplissage comporte un propre réseau de vannes noté 202A, 202B, 202C. Les vannes de chaque réseau ont leur sortie reliée à une conduite 204A, 204B, 204C destinée à la connexion d'une bouteille à remplir. Ces conduites sont chacune munies d'un capteur de pression 206A, 206B, 206C reliée à l'unité de pilotage 16.Each filling station has its
Chaque réseau de vannes 202A, 202B, 202C comporte une vanne 210 de mise au vide assurant la liaison sélective des bouteilles avec une pompe à vide commune 212. De même, chaque réseau de vannes comporte une vanne 214 commandant une sortie de mise à l'air 216.Each
Une vanne 218 de commande du gaz d'alimentation est prévue dans chaque réseau de vannes. En amont des vannes de gaz d'alimentation 218 est montée une vanne de régulation commune 220 disposée à la sortie d'une source 222 de gaz de remplissage, tel que du CO2 liquide. Un capteur de pression 224, relié à l'unité de pilotage 16, est prévu en sortie de la source de gaz de remplissage 222.A
De manière analogue, chaque réseau de vannes comporte une vanne 226 de rinçage commandant la liaison de chaque bouteille avec une source commune de gaz de rinçage 228.Similarly, each valve network comprises a
Enfin, chaque réseau de vannes comporte une vanne d'analyse 230 assurant la liaison sélective de la bouteille avec un analyseur d'humidité commun 232, ce dernier étant relié à l'unité de pilotage 16.Finally, each valve network comprises an
Des balances 234A, 234B, 234C sont prévues à chaque poste de remplissage pour assurer en continu la pesée des bouteilles.
Dans cette installation, les étapes de rinçage initial et de remplissage sont effectuées sous la commande de l'unité de pilotage en mettant en oeuvre pour chaque étape une succession de tâches élémentaires définies chacune par une procédure.In this installation, the initial rinsing and filling steps are performed under the control of the control unit by implementing for each step a succession of elementary tasks each defined by a procedure.
Sur la
Elle comporte une source de solvant 300 tel que de l'acétone alimentant, au travers d'une vanne proportionnelle 302, une conduite de distribution 304. Un capteur de pression 305 est prévu en aval de la source de solvant 300.It comprises a source of solvent 300 such as acetone supplying, via a
La conduite de distribution 304 comporte deux branches alimentant chacune une bouteille à remplir, au travers d'une vanne d'arrêt 306, 308. Pour chaque bouteille, un capteur de pression 310, 312 est monté en sortie de la vanne d'arrêt correspondante.The
En outre, une balance 314, 316 est prévue pour le pesage de chaque bouteille, lors de sa charge. Les vannes 302, 306, 308 sont commandées par l'unité de pilotage 16 et les capteurs 308, 310, 312 et les balances 314, 316 sont reliées à cette même unité de pilotage.In addition, a
Deux bouteilles témoins 320 sont munies de sondes de température 322. L'une est placée à l'intérieur d'un local alors que l'autre est disposée à l'extérieur du local. En fonction des bouteilles à redoser, et notamment de leur lieu de stockage antérieur, à savoir à l'intérieur d'un local ou à l'extérieur, l'une ou l'autre des bouteilles témoin 320 est utilisée comme référence de température lors du redosage.Two
On conçoit qu'avec une installation selon l'invention, le recours à des recettes constituées de procédures élémentaires permet d'améliorer la reproductibilité des séquences de remplissage quelle que soit l'installation sur laquelle le remplissage est effectué. De plus, la structure de l'unité de pilotage est relativement simple puisqu'elle n'a pas à élaborer la séquence de remplissage mais seulement à exécuter celle-ci.It is conceivable that with an installation according to the invention, recourse to recipes consisting of elementary procedures can improve the reproducibility of the filling sequences regardless of the installation on which the filling is performed. In addition, the structure of the control unit is relatively simple since it does not have to develop the filling sequence but only to execute it.
Claims (8)
- Plant for filling at least one packaging volume with gas whose nature complies with a given specification, comprising:- a set of feed gas sources (18, 20; 222, 228; 300);- at least one union (14) for linking the or each packaging volume;- a network (12; 202A, 202B, 202C) of controlled valves, selectively linking the outlet of each feed gas source to the or to each union (14) via a main feed line (22) and then a main distribution line (38), the feed gas sources being connected to the main feed line (22) via controlled valves (24) and (26), the feed line (22) being connected to a venting outlet (28) via a controlled valve (30), a vacuum pump (32) being connected to the main feed line (22) via a controlled valve (34); and- a unit (16) driving the network of valves and adapted so as to control the state of the valves in respect of the filling of the or of each packaging volume with a gas complying with the given specification;characterized in that the main feed line (22) is connected to the main distribution line (38) via an isolating valve (40) and a control valve (42), these two valves (40, 42) being connected in parallel and controlled from the drive unit (16).
the said drive unit (16) comprising means (60) of entering a recipe consisting of a sequence of procedures, each procedure describing an elementary task which can be implemented by the network of valves under the control of the drive unit (16),
the said drive unit (16) comprising means (62) for processing the successive procedures constituting the recipe, the said means (62) are adapted to control the network of valves (12) for the sequential implementation of the elementary tasks described successively in the sequence of procedures constituting the recipe, - Plant according to Claim 1, characterized in that each procedure comprises the designating of a single valve requiring to be controlled in the network (12) of valves, upon the implementation of the corresponding elementary task, and of the information relating to the mode of actuation of the valve.
- Plant according to Claim 2, characterized in that the information relating to the mode of actuation of each valve comprises a value setting, and in that the plant comprises a set of sensors (36, 44A, 44B, 44C, 58; 80; 110; 120; 134, 136; 206A, 206B, 206C, 224, 234A, 234B, 234C; 305, 310, 312, 314, 316) adapted for performing measurements on the state of fill of the or of each packaging volume, and in that the processing means (62) are adapted to terminate the actuation of the valve when the measurement performed reaches the corresponding value setting.
- Plant according to Claim 3, characterized in that the set of sensors comprises at least one from among: a sensor (58) for measuring the temperature of the gas in at least one packaging volume, a balance (80; 110; 120; 234A, 234B, 234C; 314, 316) for weighing at least one packaging volume, a pressure sensor (44A, 44B, 44C) disposed upstream of at least one packaging volume, and a humidity sensor (232) disposed downstream of at least one packaging volume.
- Plant according to any one of Claims 2, 3 or 4, characterized in that the information relating to the mode of actuation of the valve comprises a waiting period, and in that the processing means (62) comprise a time delay adapted for postponing, by the said waiting period, the implementation of the next elementary task after the end of the actuation of the valve designated in the procedure in progress.
- Filling plant according to any one of the preceding claims, characterized in that it comprises a vacuum pump (32) and the network of valves (12) comprises means for selectively linking the vacuum pump (32) to the or to each union (14) under the control of the said drive unit (16) implementing an elementary task of drawing a vacuum described in the sequence of procedures constituting the recipe.
- Plant according to any one of the preceding claims, characterized in that the network of valves (12) comprises means for selectively linking the air venting outlet (28) to the or to each union (14) under the control of the said drive unit (16) implementing an elementary task of venting to air described in the sequence of procedures constituting the recipe.
- Plant according to any one of the preceding claims, characterized in that it comprises at least two sets of unions, (46, 48, 50) for linking packaging volumes, which sets of unions (14) are linked in parallel to the outlet of the said network of valves (12) by way of an isolating valve (52, 54, 56) specific to each set of unions.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9906651A FR2794216B1 (en) | 1999-05-26 | 1999-05-26 | INSTALLATION FOR FILLING A CONDITIONING VOLUME WITH GAS |
| FR9906651 | 1999-05-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1055862A1 EP1055862A1 (en) | 2000-11-29 |
| EP1055862B1 true EP1055862B1 (en) | 2008-10-29 |
Family
ID=9546022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00400532A Expired - Lifetime EP1055862B1 (en) | 1999-05-26 | 2000-02-28 | Gas filling plant for containers |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6182713B1 (en) |
| EP (1) | EP1055862B1 (en) |
| JP (1) | JP2000337596A (en) |
| AT (1) | ATE412848T1 (en) |
| AU (1) | AU780042B2 (en) |
| CA (1) | CA2290284C (en) |
| DE (1) | DE60040632D1 (en) |
| FR (1) | FR2794216B1 (en) |
| ZA (1) | ZA997294B (en) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003065495A (en) * | 2001-08-28 | 2003-03-05 | Nippon Sanso Corp | Mixed gas charging method and device |
| US6655422B2 (en) | 2001-09-26 | 2003-12-02 | Atnl, Inc. | Computer controlled apparatus and method of filling cylinders with gas |
| US6827084B2 (en) * | 2002-06-21 | 2004-12-07 | Lloyd Thomas Grubb, Jr. | Automatic gas blender |
| US6823906B2 (en) * | 2002-08-16 | 2004-11-30 | Western International Gas & Cylinder Inc. | Acetylene distribution system |
| US20050076954A1 (en) * | 2003-10-08 | 2005-04-14 | Western International Gas & Cylinder Inc. | Acetylene cylinder manifold assembly |
| FR2884592B1 (en) * | 2005-04-13 | 2007-08-03 | Air Liquide | METHOD FOR CONTROLLING THE FILLING OF GAS BOTTLES |
| US7337794B2 (en) * | 2005-10-05 | 2008-03-04 | Medra Arabia Trading | Method and apparatus for the delivery of compressed gas in the field |
| DE102006016554A1 (en) * | 2006-04-07 | 2007-10-11 | L'Air Liquide, S.A. a Directoire et Conseil de Surveillance pour l'Etude et l'Exploitation des Procédés Georges Claude | Method for filling at least one compressed gas container with at least one gas, intermediate piece for connecting to an opening of a compressed gas container and compressed gas cylinder fitting |
| JP2008261406A (en) * | 2007-04-11 | 2008-10-30 | Nippon Tansan Gas Co Ltd | Gas filling method |
| FR2915799B1 (en) * | 2007-05-03 | 2010-10-01 | Taema | ELECTRONIC PRESSURE MEASURING PRESSURE GAUGE IN A CONTAINER |
| FR2915798B1 (en) * | 2007-05-03 | 2010-04-30 | Taema | METHOD FOR CONTROLLING AN ELECTRONIC MANOMETER AND CORRESPONDING MANOMETER |
| FR2915801B1 (en) * | 2007-05-03 | 2009-07-17 | Taema Sa | METHOD FOR CONTROLLING A HOMOGENEOUS BATCH OF FLUID BOTTLES UNDER PRESSURE |
| DE102009015511B3 (en) * | 2009-04-02 | 2010-12-09 | Tauchtechnik Schmitt Gmbh | Apparatus for filling a dipping bottle and a method for operating this |
| US8899278B2 (en) | 2011-06-17 | 2014-12-02 | Air Products And Chemicals, Inc. | Pressure cycle management in compressed gas dispensing systems |
| SG11201509425QA (en) * | 2013-05-17 | 2015-12-30 | Entegris Inc | Preparation of high pressure bf3/h2 mixtures |
| GB2516959B (en) * | 2013-08-08 | 2018-01-10 | Intelligent Energy Ltd | Gas filling apparatus and method |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2640842A1 (en) * | 1976-09-10 | 1978-03-23 | Linde Ag | Acetylene bottle filling system - with common valve for jointly filled batch controlled by weighing one bottle |
| US4582100A (en) * | 1982-09-30 | 1986-04-15 | Aga, A.B. | Filling of acetylene cylinders |
| DE3637925A1 (en) * | 1986-11-05 | 1987-07-09 | Hahn Meitner Kernforsch | Method of filling pressure capsules with different commercial gases |
| US5409046A (en) * | 1989-10-02 | 1995-04-25 | Swenson; Paul F. | System for fast-filling compressed natural gas powered vehicles |
| FR2714146B1 (en) * | 1993-12-22 | 1996-03-01 | Siraga Sa | Installation for filling containers intended to contain a fluid, in particular gas bottles, comprising a carousel provided with rockers. |
| US5488978A (en) * | 1994-05-02 | 1996-02-06 | Gas Research Institute | Apparatus and method for controlling the charging of NGV cylinders from natural gas refueling stations |
| US5673735A (en) * | 1995-02-07 | 1997-10-07 | Aurora Technology Corporation | Process for storing and delivering gas |
| US5901758A (en) * | 1997-04-30 | 1999-05-11 | The Boc Group, Inc. | Method of filling gas containers |
-
1999
- 1999-05-26 FR FR9906651A patent/FR2794216B1/en not_active Expired - Fee Related
- 1999-08-13 US US09/373,631 patent/US6182713B1/en not_active Expired - Fee Related
- 1999-11-22 CA CA002290284A patent/CA2290284C/en not_active Expired - Fee Related
- 1999-11-24 ZA ZA9907294A patent/ZA997294B/en unknown
- 1999-11-26 AU AU61725/99A patent/AU780042B2/en not_active Ceased
- 1999-12-02 JP JP11343516A patent/JP2000337596A/en not_active Withdrawn
-
2000
- 2000-02-28 AT AT00400532T patent/ATE412848T1/en not_active IP Right Cessation
- 2000-02-28 EP EP00400532A patent/EP1055862B1/en not_active Expired - Lifetime
- 2000-02-28 DE DE60040632T patent/DE60040632D1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ZA997294B (en) | 2000-05-29 |
| AU780042B2 (en) | 2005-02-24 |
| ATE412848T1 (en) | 2008-11-15 |
| JP2000337596A (en) | 2000-12-05 |
| EP1055862A1 (en) | 2000-11-29 |
| US6182713B1 (en) | 2001-02-06 |
| CA2290284C (en) | 2007-09-04 |
| CA2290284A1 (en) | 2000-11-26 |
| DE60040632D1 (en) | 2008-12-11 |
| FR2794216A1 (en) | 2000-12-01 |
| FR2794216B1 (en) | 2001-08-03 |
| AU6172599A (en) | 2000-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1055862B1 (en) | Gas filling plant for containers | |
| CA2906091C (en) | Composite gas sampling system | |
| EP0479633B1 (en) | Method and apparatus for supplying gas to an analyser with a very high sensitivity | |
| US5822951A (en) | Apparatus and method for sampling gas in product packages | |
| US6499517B2 (en) | Batch dispensing system for fluids | |
| JP2001261096A (en) | Apparatus and method for filling container with fluid material to be filled | |
| CN102818114A (en) | Installation for packaging NO using mass flow meters | |
| EP1474331A1 (en) | Installation for filling containers according to variable product compositions | |
| WO2021122433A1 (en) | Filling spout having a return line | |
| US20030075236A1 (en) | Combo vending system for gases | |
| EP3403019B1 (en) | Automatic gas cylinder filling facility | |
| JP2001240004A (en) | Filling quantity regulating method in liquid filling apparatus | |
| FR2582637A1 (en) | DEVICE AND METHOD FOR CONNECTING TANKS, IN PARTICULAR BREWERY TANKS | |
| JP2648563B2 (en) | Gas filling equipment | |
| WO2021245000A1 (en) | Installation and method for distributing a gas mixture | |
| EP0591045B1 (en) | Method and installation for filling a container with liquid air | |
| JP2675633B2 (en) | Mixed gas filling device | |
| FR2785062A1 (en) | Modular product flow producing plant, especially for nitrogen production from air, has a fuzzy logic controller for controlling treatment units of the modules | |
| JPH0333598A (en) | Automatic specific gravity correcting method in lp gas filling device | |
| JP7464266B2 (en) | Filling method and filling device | |
| JP2003146399A (en) | Method for purging connection part of material-tank in liquid-material delivery system | |
| CH642744A5 (en) | Method for metering a mixture | |
| JPH0753058A (en) | Hopper device for powder/grain | |
| FR2751720A1 (en) | METHOD AND DEVICE FOR DISTRIBUTING A PLURALITY OF DOSES OF THE SAME LIQUID | |
| JPH06227503A (en) | Pressurized filling apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010529 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: L'AIR LIQUIDE, S.A. A DIRECTOIRE ET CONSEIL DE SUR |
|
| 17Q | First examination report despatched |
Effective date: 20061130 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'E |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'E |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DECK, PHILIPPE Inventor name: DHALLUIN, JEAN-PHILIPPE Inventor name: KNAPIK, CHRISTOPHE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60040632 Country of ref document: DE Date of ref document: 20081211 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090209 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081029 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090330 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081029 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081029 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081029 |
|
| BERE | Be: lapsed |
Owner name: L'AIR LIQUIDE, S.A. POUR L'ETUDE ET L'EXPLOITATIO Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090129 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20090730 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081029 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160219 Year of fee payment: 17 Ref country code: DE Payment date: 20160218 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160218 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60040632 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170901 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |