EP1010469A2 - Process and system for supplying paint to an electrostatic coating installation - Google Patents
Process and system for supplying paint to an electrostatic coating installation Download PDFInfo
- Publication number
- EP1010469A2 EP1010469A2 EP99123855A EP99123855A EP1010469A2 EP 1010469 A2 EP1010469 A2 EP 1010469A2 EP 99123855 A EP99123855 A EP 99123855A EP 99123855 A EP99123855 A EP 99123855A EP 1010469 A2 EP1010469 A2 EP 1010469A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- point
- material removal
- containers
- spray device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1616—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material
- B05B5/1625—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom
- B05B5/1633—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom the arrangement comprising several supply lines arranged in parallel, each comprising such an intermediate container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
- B05B12/1463—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet separate containers for different materials to be sprayed being moved from a first location, e.g. a filling station, where they are fluidically disconnected from the spraying apparatus, to a second location, generally close to the spraying apparatus, where they are fluidically connected to the latter
Definitions
- the invention relates to a method and a system for Paint supply according to an electrostatic coating system the preamble of the independent claims, in particular suitable for the series coating of vehicle bodies are.
- the Invention the object of a method and system for Paint supply for an electrostatic coating system exchangeable containers that can be fed with the spray device for water-based paint or similar conductive coating material specify, where the basic Advantages of the known system that applied to the spray device High voltage not switched off when changing containers must be, so that there is the possibility of the coating company not to be interrupted when changing containers.
- the invention has the advantage that an endless coating from an unlimited number of containers is enabled, which after use continuously without interruption of the coating company against new containers Color types can be changed as long as no color change is required. Even the color change can be done with the least possible Wasted time.
- the system shown in Fig. 1 is used for paint supply a spray device that is continuously under high voltage 10, e.g. one or usually several electrostatic Rotary atomizers in the usual way with upstream metering pump 11 can exist.
- the spray device 10 is a distribution valve arrangement 12 upstream, on the two lines 14 and 15 serving as color channels are connected or can be connected via the distribution valves can optionally be connected to the spray device 10.
- the spray device 10, the distributor valve arrangement 12 and the separating clutches 16, 17 can are located in a movable coating machine part 18, for example in the roof beam of a conventional roof machine for the automotive coating.
- the lines consisting of flexible hoses 14 and 15 are arranged with high voltage insulation against earth and lead at their ends facing away from the spray device 10 in a material removal point, which is also insulated from the earth 1 or 2 in a total of 20 Container change area, which is in a constantly grounded Part in or next to the machine or coating system located and can be stationary.
- the material change area 20 also includes various grounded ones Supply points 3, 4, 4 'and 4' 'for the material removal points 1, 2 interchangeable containers to be used (which in 1 are not shown). After insertion into the supply point 3, which has a color change valve arrangement FW is connected to ring lines in the usual way emptied containers for reuse in the container change area 20 to be filled by yourself. At the supply points 4 to 4 '', which can serve as buffer spaces on the other hand, externally filled containers are provided and / or after Use can be removed again from the container change area 20.
- the system can at the buffer or supply points 4, 4 'and / or 4' ' can also be manually loaded with containers, which is especially for Containers with special colors that are rarely needed are useful can be and providing a virtually unlimited Wide range of colors available. Also a rotating one Container magazine (not shown) for a variety of interchangeable Container can be at one of the supply points 4, 4 ' or 4 '' can be provided.
- the container changing device arranged in the area 20 consists mainly of a rotatable grounded Turntable 22 on which two gripping devices 23 and 23 ' are mounted.
- Each gripping device has a drive device 24 or 24 ', for example in the form of a pneumatic Piston and cylinder unit for a preferably straight, e.g. rod-like insulating arm 25 or 25 ', at its free end a gripper 26 or 26 'is arranged.
- the grippers 26 and 26 ' can be made of metal. Arrangement and formation of the isolating arm 25, 25 'are such that the gripper 26, 26' when inserted a container in the material removal points 1, 2 against the grounded parts of the gripping device connected to the gripper 23, 23 'is isolated.
- the two grippers 26, 26 ' can be moved independently of each other.
- the grippers 26, 26 ' via a also for high voltage insulation of the Spray device 10 at high voltage material removal points 1, 2 insulating distance measured against earth moves the between the material removal points and the earthed parts the gripping devices 23, 23 'and the turntable 22 are formed is.
- the insulating section is indicated by arrow 30 and forms one to the axis of rotation in the example shown of the turntable 22 concentric arcuate insulating area parallel in a horizontal plane in the example described to the directions of movement of the grippers.
- the two isolated material removal points are located accordingly 1, 2 on a concentric to the rotary table axis Circular arc on which is also used to supply the system supply points 3 filled with containers, 4, 4 'and 4' ', so that they are just like the material removal points 1, 2 accessible from each of the two grippers 26, 26 ' are.
- the linear directions of movement of the two grippers 26 and 26 ' can be in accordance with FIG. 1 at or in the material removal points 1, 2 and consequently also at or in the supply point 3, 4, 4 'or 4' 'to which they cut from the rotary table 22 can be pivoted. This ensures that in each case the one gripper a container on the concerned Place to pick up or pick up while at the same turntable position the other gripper there another container can pick up or use.
- the container changing devices and their grippers can Program control so that in DE patent application 198 38 805 described system correspond.
- the interchangeable containers can be found in EP 0 796 664 and 0 796 665 correspond to the dosing cylinders described here but preferably by pressurizing its interior Pistons can be emptied.
- the second container After filling the second container becomes one of the gripping devices 23 or 23 'removed from the supply point 3 by turning of the turntable 22 in the shown in the drawing for Reaching the second material removal point 2 required Position pivoted and then by extending the concerned Gripper 26 or 26 'over the insulating section 30 in the live material removal point 2 used.
- the container There is the container that has been at earth potential until then automatically to the high voltage potential of the spray device raised, a possibly undesirable to sudden Potential changes can be avoided by suitable means can.
- the second container can be opened by opening the corresponding one Valve of the distribution valve assembly 12 to the first container connected in parallel, ie with the same spray device 10 Material removal can be connected. The spray operation can thus continue without interruption.
- the distributor valve arrangement 12 usually connects the distributor valve arrangement 12 only then the second container with the spraying device if, after emptying the first Container whose connection has broken. While the spray device 10 is now supplied from the second container the first container can be removed from one of the gripping devices 23 or 23 'removed from the material removal point 1 and either be brought to the supply point 3 for filling or instead to one of the buffer supply points 4, 4 ' or 4 '' where it is removed from the system and against an external one filled container can be replaced.
- the separating clutches 16 and 17 are not described here Additional functions especially when changing colors expedient. For similar reasons, lead from the manifold valve assembly 12 on the illustrated additional separating clutches insulated flush and return hoses 33 and from the Material removal points 1 and 2 additional return lines 31 from the movable machine part 18 or from the container changing area 20 out.
- the separating clutches 16 and 17 could with the continuous spray operation described but possibly also for high voltage insulation of the spray device 12 serve from the grounded material changing device, especially if a container changing device without the Insulated gripper function is provided.
- the two material removal points 1 and 2 each in a cylinder housing 41 or 42 made of insulating material.
- the the two cylinder housings 41, 42 are vertical with their longitudinal axes on a stationary base in or next to the coating machine, that is, perpendicular to that assumed to be horizontal Plane of motion of the isolating arms shown at 43 Gripping devices (23 in Fig. 1).
- In the cylinder housings 41 and 42 are all fixed parts of the material removal points 1, 2 included, which are placed on high voltage.
- an insulating arm 25 or 25 'in the form of a straight have elongated body made of insulating material, which on his one, the material removal points 1, 2 facing away from the end Piston serving as a drive device 24 (FIG. 1) pneumatic cylinder unit 44 is attached.
- the insulating arm 25, 25 ' carries an elongated, with its longitudinal axis vertical, that is, transverse to the plane of movement of the insulating arms extending housing 46 or 46 ' Made of insulating material that is attached to the end face of the insulating arm is scheduled.
- this insulating housing 46 for example housed metallic gripper elements with which the Gripping device 43 releasably on holding elements (not shown) on the cylindrical outside of the replaceable, can attack at 48 recognizable paint containers.
- the total length of the insulating arm 25 and the insulated housing 46 formed insulating body is dimensioned so that for a given High voltage required insulation between the metallic Gripper elements and earth is guaranteed.
- color change valve arrangement FW shown in more detail in Fig. 2nd without paint container.
- the color change valve arrangement FW is with connected to a connecting part 50 which contains valve openings, to the openings provided in the bottom of the cylindrical paint containers be coupled for filling.
- Corresponding connection openings are on the floor of the material removal points 1 and 2 within the cylinder housing 41 or 42 for the removal of material from the containers.
- the insulating cylinder housings 41, 42 have a cylindrical shape Wall each an opening facing the turntable 22 52 for inserting the container 48.
- the opening 52 is dimensioned so that the container together with the insulating housing 46 the relevant gripping device 43 can pass through.
- the opening 52 through one of the cylindrical outer wall correspondingly curved shield-like cover 54 made of insulating material closed, only for insertion and removal a container to open the opening 52 pushed away will, so that during the rest of the time everyone is on high voltage lying parts of the container changing area 20 (FIG. 1) safely are included. This has the advantage of reducing the Space requirements.
- the turntable 22 is preferably made of metal and is like the cylinder units 44 and all others on that of the cylinder housings 41, 42 facing away from the insulating arms 25, 25 ' conductive parts are permanently grounded.
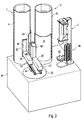
- Fig. 2 shows the one gripping device 43 for example Removing a first container from the cylinder housing 41 one material removal point 1, while the second gripping device 43 'another container 48 outside the material removal points for insertion in the same cylinder housing 41 ready.
- the first container from the tapping point 1 removed and returned to the grounded turntable 22 , it is also above the discharge resistance mentioned above connected to earth.
- Fig. 3 the changing device is in the subsequent Position shown in which the second container 48 in the now again closed cylinder housing 41 inserted and that of first containers 48 'removed there by the gripping device 43 in the supply point 3 to the color change valve arrangement has been connected.
- Deviating from the arrangement shown in Fig. 1 are here the two gripping devices 43 and 43 'are not so on the turntable 22 mounted that their directions of movement in the material removal points Cut 1 and 2. To reduce the Rather, they are space-consuming in close proximity with each other parallel (or at a small angle to each other inclined) directions of movement of their insulating arms 25, 25 'mounted. Because of this less bulky arrangement, the turntable must 22 between the removal of a container and the insertion of the new container 48 provided in the same material removal point 1 make a small angular movement to the new container in the position required for insertion bring to.
Landscapes
- Electrostatic Spraying Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Spray Control Apparatus (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren und ein System zur Farbversorgung einer elektrostatischen Beschichtungsanlage gemäß dem Oberbegriff der unabhängigen Patentansprüche, die insbesondere für die Serienbeschichtung von Fahrzeugkarossen geeignet sind.The invention relates to a method and a system for Paint supply according to an electrostatic coating system the preamble of the independent claims, in particular suitable for the series coating of vehicle bodies are.
Bei der elektrostatischen Serienbeschichtung von Werkstücken der hier betrachteten Art mit Wasserlack und anderem relativ stark leitfähigem Beschichtungsmaterial besteht bekanntlich das Problem der elektrischen Isolierung zwischen den auf Hochspannung liegenden Zerstäubern oder sonstigen Sprühvorrichtungen und einem geerdeten Materialversorgungssystem. Für Anlagen, bei denen die Zerstäuber aus einem Ringleitungssystem versorgt werden, in dem die verfügbaren Materialien unterschiedlicher Farbtöne kontinuierlich zirkulieren, sind hierfür zwei im Prinzip unterschiedliche Möglichkeiten bekannt: Entweder wurden geerdete Zerstäuber mit isolierten Außenelektroden zum Aufladen des Beschichtungsmaterials verwendet oder stattdessen irgendwelche Zwischenbehälter, die wechselweise zur Materialentnahme mit dem auf Hochspannung liegenden Zerstäuber und zum Nachfüllen mit dem geerdeten Versorgungssystem verbunden werden. Wenn Beschichtungsbetrieb ohne Abschalten der Hochspannung beim Nachfüllen möglich sein sollte, wurden zwei getrennte Zwischenbehälter verwendet (DE 29 00 660; EP 0 455 107 und 0 455 109). Zur Herstellung der jeweiligen Verbindungen zwischen den Zwischenbehältern und der Sprüheinrichtung bzw. dem geerdeten Versorgungssystem ist es bekannt, z.B. pneumatisch verschiebbare Trennkupplungen zu verwenden (WO 87/05832; US 4,313,475), deren Isolierstrecke entsprechend der elektrischen Überschlagweite der angelegten Hochspannung bemessen ist. For the electrostatic series coating of workpieces of the type considered here with water-based paint and other relative It is known that there is a highly conductive coating material Problem of electrical insulation between those on high voltage lying atomizers or other spray devices and a grounded material supply system. For plants at to which the atomizers are supplied from a loop system, in which the available materials of different shades circulate continuously are two for this in principle different possibilities known: Either were grounded Atomizer with insulated external electrodes for charging the Coating material used or any instead Intermediate containers that alternate with the material removal atomizers lying on high voltage and for refilling with be connected to the grounded supply system. If coating company without switching off the high voltage when refilling two separate intermediate containers were to be possible used (DE 29 00 660; EP 0 455 107 and 0 455 109). To establish the respective connections between the intermediate containers and the spray device or the grounded supply system it is known e.g. pneumatically movable Use separating clutches (WO 87/05832; US 4,313,475), the Isolation distance according to the electrical throwover distance the applied high voltage is measured.
Aus der EP 0 792 695 ist ferner ein Farbversorgungssystem für eine elektrostatische Beschichtungsmaschine bekannt, bei dem mit dem Beschichtungsmaterial füllbare Behälter auf eine drehbar in der Beschichtungsmaschine gelagerten Unterlage angeordnet sind und von dieser Unterlage von einer Befüllstelle zu einer von der Befüllstelle entfernten Entnahmestelle und von dieser zurück zu der Befüllstelle schwenkbar sind. Die Behälter werden über bewegbare Farbkupplungen an der Entnahmestelle mit der Sprüheinrichtung und an der Befüllstelle mit einem Farbwechsler verbunden. Während der Materialentnahme bei der Beschichtung sind die Behälter also von dem an den Farbwechsler angeschlossenen externen Versorgungsleitungen getrennt, während sie beim Befüllen von der Sprühvorrichtung abgekoppelt sind. Während der Materialentnahme aus dem mit der Sprüheinrichtung verbundenen Behälter sind keine Bewegungen der drehbaren Unterlage möglich, wodurch sich u.a. relativ lange Materialwechselzeiten ergeben.From EP 0 792 695 there is also a paint supply system for an electrostatic coating machine is known in which containers that can be filled with the coating material can be rotated on a arranged in the coating machine and from this document from one filling point to one tapping point distant from the filling point and from this are pivotable back to the filling point. The containers are connected to the tapping point via movable color couplings the spraying device and at the filling point with a color changer connected. During material removal during coating are the containers from that to the color changer connected external supply lines while disconnected they are uncoupled from the spray device during filling. During material removal from the with the spray device connected containers are not movements of the rotating base possible, which among other things relatively long material change times surrender.
Neuerdings werden für wichtige Anwendungsfälle stattdessen auch Beschichtungsanlagen bevorzugt, bei denen die Zerstäuber aus der Beschichtungsmaschine von außen zugeführten auswechselbaren Behältern versorgt werden.Recently, for important use cases, too Coating systems preferred where the atomizers are made of the coating machine can be replaced from the outside Containers are supplied.
Bei einem aus der US 4,785,760 bekannten System dieser Art, das allerdings nur für Lackierroboter verwendet wird, werden die auswechselbaren Behälter an in der Sprühkabine im Bewegungsbereich des Roboters befindlichen, an Farbversorgungsleitungen angeschlossenen Zapfstellen befüllt, von wo sie sich der Lakkierroboter je nach Bedarf selbst holt. Abgesehen davon, daß der Teil des Roboters, in den die Behälter eingsetzt werden, hierbei nicht unter Hochspannung stehen kann, ergeben sich Zeitverluste beim Behälterwechsel. Außerdem muß der Roboter zum Behälterwechsel aufwendig gesteuerte Bewegungen durchführen. In a system of this type known from US 4,785,760, the however, only used for painting robots interchangeable container in the spray booth in the movement area of the robot, on paint supply lines connected filling points, from where they are the painting robot depending on your needs. Apart from that the part of the robot where the containers are placed, cannot be under high voltage Loss of time when changing containers. In addition, the robot must Carry out container movements with complex controls.
Geringere Zeitverluste und eine vergleichsweise einfache Steuerung ermöglicht ein aus den EP 0 796 664 und 0 796 665 bekanntes, ebenfalls mit auswechselbaren Behältern arbeitendes System, bei dem die Farbbehälter von einer Befüllstelle zu einer Übergabestelle transportiert und von dort mit einem von einer Pneumatikzylindereinheit bewegbaren Greifer in eine Materialentnahmestelle eingesetzt werden. Nach Gebrauch werden die Behälter von dem Greifer zu der Übergabestelle zurückgeholt und anschließend zu der Befüllstelle zurücktransportiert. Die auswechselbaren Behälter werden vorteilhaft mit der zur Beschichtung eines Werkstücks, beispielsweise einer Fahrzeugkarosse, oder eines bestimmten Werkstückteils erforderlichen Farbmenge befüllt.Less time lost and a comparatively simple control enables a known from EP 0 796 664 and 0 796 665 system also working with interchangeable containers, in which the paint container from one filling point to one Transfer point transported and from there with one of one Pneumatic cylinder unit movable gripper in a material removal point be used. After use, the containers retrieved from the gripper to the transfer point and then transported back to the filling point. The interchangeable Containers are used advantageously for coating a workpiece, for example a vehicle body, or a certain amount of paint required filled.
Ausgehend von dem zuletzt genannten bekannten System liegt der Erfindung die Aufgabe zugrunde, ein Verfahren und System zur Farbversorgung einer elektrostatisch arbeitenden Beschichtungsanlage mit der Sprüheinrichtung zuführbaren auswechselbaren Behältern für Wasserlack oder ähnlich leitendes Beschichtungsmaterial anzugeben, bei denen ohne Verzicht auf die prinzipiellen Vorteile des bekannten Systems die an die Sprüheinrichtung angelegte Hochspannung beim Behälterwechsel nicht abgeschaltet werden muß, so daß die Möglichkeit besteht, den Beschichtungsbetrieb beim Behälterwechsel nicht zu unterbrechen.Starting from the last known system, the Invention, the object of a method and system for Paint supply for an electrostatic coating system exchangeable containers that can be fed with the spray device for water-based paint or similar conductive coating material specify, where the basic Advantages of the known system that applied to the spray device High voltage not switched off when changing containers must be, so that there is the possibility of the coating company not to be interrupted when changing containers.
Diese Aufgabe wird durch die in den Patentansprüchen gekennzeichneten Verfahren und Systeme gelöst.This task is characterized by that in the claims Processes and systems solved.
Gemäß einem ersten Aspekt der Erfindung ergibt sich der Vorteil, daß das gewünschte Versorgungsprinzip mit einer u.U. beträchtlichen Anzahl relativ kleiner auswechselbarer Behälter (Kartuschen) mit leitendem Beschichtungsmaterial auch bei kontinuierlich auf Hochspannung liegender Sprüheinrichtung ermöglicht wird und auch die Materialentnahmestelle beim Einsetzen der Behälter auf Hochspannung liegen kann, obwohl der gesamte Versorgungsbereich für diese Behälter geerdet ist.According to a first aspect of the invention, there is the advantage that the desired supply principle with a possibly considerable Number of relatively small interchangeable containers (Cartridges) with conductive coating material even with continuous high-voltage spray device enabled and also the material removal point when inserting the container may be on high voltage, even though the entire Supply area for these containers is grounded.
Gemäß einem anderen Aspekt hat die Erfindung den Vorteil, daß eine Endloslackierung aus einer unbegrenzten Anzahl von Behältern ermöglicht wird, die nach Gebrauch ständig ohne Unterbrechung des Beschichtungsbetriebes gegen neue Behälter gleichen Farbtyps ausgewechselt werden können, solange kein Farbwechsel erforderlich ist. Auch der Farbwechsel kann mit geringstmöglichem Zeitverlust durchgeführt werden.In another aspect, the invention has the advantage that an endless coating from an unlimited number of containers is enabled, which after use continuously without interruption of the coating company against new containers Color types can be changed as long as no color change is required. Even the color change can be done with the least possible Wasted time.
An einem in der Zeichnung dargestellten Ausführungsbeispiel wird die Erfindung näher erläutert. Es zeigen:
- Fig. 1
- ein schematisches Prinzipbild des hier beschriebenen Systems;
- Fig. 2
- eine perspektivische Darstellung einer zweckmäßigen Ausführungsform einer Behälterwechseleinrichtung für das System nach Fig. 1; und
- Fig. 3
- die Einrichtung nach Fig. 2 in einer anderen Betriebsstellung.
- Fig. 1
- a schematic block diagram of the system described here;
- Fig. 2
- a perspective view of an advantageous embodiment of a container changing device for the system of FIG. 1; and
- Fig. 3
- 2 in a different operating position.
Das in Fig. 1 dargestellte System dient zur Farblackversorung
einer kontinuierlich unter Hochspannung stehenden Sprüheinrichtung
10, die z.B. aus einem oder in der Regel mehreren elektrostatischen
Rotationszerstäubern an sich üblicher Art mit
vorgeschalteter Dosierpumpe 11 bestehen kann. Der Sprüheinrichtung
10 ist eine Verteilerventilanordnung 12 vorgeschaltet, an
die zwei als Farbkanäle dienende Leitungen 14 bzw. 15 angeschlossen
oder anschließbar sind, die über die Verteilerventile
wahlweise mit der Sprüheinrichtung 10 verbunden werden können.
Zwischen jede der Leitungen 14 und 15 und die Verteilerventilanordnung
12 ist bei dem dargestellten Beispiel jeweils eine
Trennkupplung 16 bzw. 17 geschaltet, deren von einer pneumatischen
Zylinder- und Kolbeneinheit angetriebenes Kupplungsglied
über eine Isolierstrecke bewegbar ist, die zur Isolierung der
auf Hochspannung liegenden Sprüheinrichtung 10 gegen Erde ausreichend
bemessen ist. Die Sprüheinrichtung 10, die Verteilerventilanordnung
12 und die Trennkupplungen 16, 17 können sich
in einem bewegbaren Beschichtungsmaschinenteil 18 befinden,
beispielsweise im Dachbalken einer üblichen Dachmaschine für
die Kraftfahrzeugbeschichtung.The system shown in Fig. 1 is used for paint supply
a spray device that is continuously under
Die in diesem Fall aus beweglichen Schläuchen bestehenden Leitungen
14 und 15 sind gegen Erde hochspannungsisoliert angeordnet
und führen an ihren der Sprüheinrichtung 10 abgewandten Enden
in je eine ebenfalls gegen Erde isoliert angeordnete Materialentnahmestelle
1 bzw. 2 in einem insgesamt mit 20 bezeichneten
Behälterwechselbereich, der sich in einem ständig geerdeten
Teil in oder neben der Maschine oder Beschichtungsanlage
befindet und ortsfest sein kann.In this case, the lines consisting of
Der Materialwechselbereich 20 enthält ferner verschiedene geerdete
Versorgungsstellen 3, 4, 4' und 4'' für in die Materialentnahmestellen
1, 2 einzusetzende auswechselbare Behälter (die in
Fig. 1 nicht dargestellt sind). Nach dem Einsetzen in die Versorgungsstelle
3, die über eine Farbwechselventilanordnung FW
in der üblichen Weise an Ringleitungen angeschlossen ist, können
entleerte Behälter zum erneuten Gebrauch in dem Behälterwechselbereich
20 selbst befüllt werden. An den Versorgungsstellen
4 bis 4'', die als Pufferplätze dienen können, sollen
dagegen extern befüllte Behälter bereitgestellt und/oder nach
Gebrauch wieder aus dem Behälterwechselbereich 20 entfernt werden.
Gemäß einem besonderen Vorteil dieses Systems kann die Anlage
an den Puffer- oder Versorgungsstellen 4, 4' und/oder 4''
auch manuell mit Behältern bestückt werden, was vor allem für
Behälter mit relativ selten benötigten Sonderfarben zweckmäßig
sein kann und die Bereitstellung einer praktisch unbegrenzten
Vielzahl verfügbarer Farbtöne ermöglicht. Auch ein drehbares
Behältermagazin (nicht dargestellt) für eine Vielzahl auswechselbarer
Behälter kann an eine der Versorgungsstellen 4, 4'
oder 4'' vorgesehen sein.The
Mit wenigen (z.B. weniger als 10) zusätzlichen Versorgungstellen vor allem für seltener benötigte Farben läßt sich erreichen, daß bei fast allen in der Praxis (z.B. bei der Fahrzeuglackierung) vorkommenden Farbwünschen ein Farbwechsel ohne die Notwendigkeit durchführbar ist, während des Farbwechsels einen Behälter spülen zu müssen. Dasselbe gilt auch für den Fall, daß vor einem Farbwechsel Material derselben Farbe nacheinander aus zwei oder mehr Behältern entnommen wird.With few (e.g. fewer than 10) additional supply points especially for less frequently used colors, that with almost everyone in practice (e.g. in vehicle painting) occurring color requests a color change without the Is feasible during the color change one Having to rinse the container. The same applies to the case that Before changing colors, consecutively select the same color material two or more containers is removed.
Während die Versorgungsstellen 3 bis 4'' ständig geerdet sind,
können die Materialentnahmestellen 1 und 2 während des kontinuierlichen
Beschichtungsbetriebes von der Sprüheinrichtung 10
über die an diese angeschlossenen Leitungen 14, 15 kontinuierlich
auf die angelegte Hochspannung gelegt werden. Sie sind daher
in besonderen Hochspannungskammern (Fig. 2 und 3) untergebracht,
welche die erforderliche Hochspannungsisolierung der
Materialentnahmestellen gegen die geerdeten Teile des Behälterwechselbereichs
20 gewährleisten.While the
Die in dem Bereich 20 angeordnete Behälterwechseleinrichtung
besteht in der Hauptsache aus einem drehbar gelagerten geerdeten
Drehtisch 22, auf dem zwei Greifeinrichtungen 23 bzw. 23'
montiert sind. Jede Greifeinrichtung hat eine Antriebseinrichtung
24 bzw. 24' beispielsweise in Form einer pneumatischen
Kolben- und Zylindereinheit für einen vorzugsweise geraden,
z.B. stabartigen Isolierarm 25 bzw. 25', an dessen freiem Ende
ein Greifer 26 bzw. 26' angeordnet ist. Die Greifer 26 und 26'
können aus Metall bestehen. Anordnung und Ausbildung des Isolierarms
25, 25' sind derart, daß der Greifer 26, 26' beim Einsetzen
eines Behälters in die Materialentnahmestellen 1, 2 gegen
die mit dem Greifer verbundenen geerdeten Teile der Greifeinrichtung
23, 23' isoliert ist. Die beiden Greifer 26, 26'
sind unabhängig voneinander bewegbar.The container changing device arranged in the
Bei ihren Hin- und Herbewegungen zwischen ihren in Fig. 1 dargestellten
zurückgezogenen Positionen in der Nähe der geerdeten
Teile der Drehtischanordnung und ihren Endpositionen an oder in
den Materialentnahmestellen 1, 2 werden die Greifer 26, 26'
über eine ebenfalls zur Hochspannungsisolierung der von der
Sprüheinrichtung 10 auf Hochspannung gelegten Materialentnahmestellen
1, 2 gegen Erde bemessene Isolierstrecke bewegt, die
zwischen den Materialentnahmestellen und den geerdeten Teilen
der Greifeinrichtungen 23, 23' und des Drehtisches 22 gebildet
ist. Die Isolierstrecke ist durch den Pfeil 30 angedeutet und
bildet bei dem dargestellten Beispiel einen zu der Drehachse
des Drehtisches 22 konzentrischen bogenförmigen Isolierbereich
in einer bei dem beschriebenen Beispiel horizontalen Ebene parallel
zu den Bewegungsrichtungen der Greifer.In their back and forth movements between those shown in Fig. 1
withdrawn positions near the grounded
Parts of the turntable assembly and their end positions on or in
the
Dementsprechend befinden sich die beiden isolierten Materialentnahmestellen
1, 2 auf einem zu der Drehtischachse konzentrischen
Kreisbogen, auf dem auch die zur Versorgung des Systems
mit befüllten Behältern dienenden Versorgungsstellen 3,
4, 4' und 4'' liegen, so daß sie ebenso wie die Materialentnahmestellen
1, 2 von jedem der beiden Greifer 26, 26' erreichbar
sind. Die linearen Bewegungsrichtungen der beiden Greifer 26
und 26' können einander gemäß Fig. 1 an oder in den Materialentnahmestellen
1, 2 und folglich auch an oder in der Versorgungsstelle
3, 4, 4' bzw. 4'' schneiden, zu der sie jeweils von
dem Drehtisch 22 geschwenkt werden. Dadurch wird erreicht, daß
jeweils der eine Greifer einen Behälter an der betreffenden
Stelle einsetzen oder abholen kann, während bei derselben Drehtischstellung
der jeweils andere Greifer dort einen anderen Behälter
abholen bzw. einsetzen kann. Abgesehen von den isolierten
Greifern können die Behälterwechseleinrichtungen und ihre
Programmsteuerung also dem in der DE-Patentanmeldung 198 38 805
beschriebenen System entsprechen.The two isolated material removal points are located accordingly
1, 2 on a concentric to the rotary table axis
Circular arc on which is also used to supply the
Stattdessen kann es aber aus konstruktiven Gründen zweckmäßiger
sein, wenn sich die Bewegungsrichtungen der Greifer nicht auf
dem genannten Kreisbogen schneiden, sondern durch entsprechende
kleine Winkelbewegungen des Drehtisches 22 auf die Positionen
1, 2 usw. ausgerichtet werden (Fig. 2 und 3).Instead, however, it can be more expedient for design reasons
be when the directions of movement of the grippers are not on
cut the circular arc mentioned, but by appropriate
small angular movements of the
Die auswechselbaren Behälter können den in den EP 0 796 664 und 0 796 665 beschriebenen Dosierzylindern entsprechen, die hier allerdings vorzugsweise durch Druckbeaufschlagung ihres inneren Kolbens entleert werden können.The interchangeable containers can be found in EP 0 796 664 and 0 796 665 correspond to the dosing cylinders described here but preferably by pressurizing its interior Pistons can be emptied.
Entgegen der Darstellung in Fig. 1 sei angenommen, daß im Betrieb
des hier beschriebenen Systems die Materialentnahmestellen
1 und 2 über die in Verbindungsstellung befindlichen Trennkupplungen
16, 17 zu der auf Hochspannung liegenden Sprüheinrichtung
10 durchverbunden sind, also über die Leitungen 14 und
15 kontinuierlich auf Hochspannung gelegt werden. Ferner sei
angenommen, der Sprüheinrichtung 10 werde von ihrer Dosierpumpe
11 über die Verteilerventilanordnung 12 Beschichtungsmaterial
aus einem in die Materialentnahmestelle 1 eingesetzten Behälter
zugeführt. Während also das Beschichtungsmaterial aus diesem
Behälter versprüht wird, kann gleichzeitig beispielsweise ein
zweitere Behälter in der Versorgungsstelle 3 durch den dort angeschlossenen
Farbwechsler befüllt werden. Nach der Befüllung
wird der zweite Behälter von einer der Greifeinrichtungen 23
oder 23' aus der Versorgungsstelle 3 entnommen, durch Drehen
des Drehtisches 22 in die in der Zeichnung dargestellte, zum
Erreichen der zweiten Materialentnahmestelle 2 erforderliche
Position geschwenkt und dann durch Ausfahren des betreffenden
Greifers 26 oder 26' über die Isolierstrecke 30 hinweg in die
unter Hochspannung stehende Materialentnahmestelle 2 eingesetzt.
Dort wird der bis dahin auf Erdpotential befindiche Behälter
automatisch auf das Hochspannungspotential der Sprüheinrichtung
gehoben, wobei ein eventuell unerwünschter zu plötzlicher
Potentialwechsel durch geeignete Mittel vermieden werden
kann. Nun kann der zweite Behälter durch Öffnen des zugehörigen
Ventils des Verteilerventilanordnung 12 zu dem ersten Behälter
parallel geschaltet, also mit derselben Sprüheinrichtung 10 zur
Materialentnahme verbunden werden. Der Sprühbetrieb kann somit
ohne Unterbrechung fortgesetzt werden. In der Regel verbindet
die Verteilerventilanordnung 12 den zweiten Behälter erst dann
mit der Sprüheinrichtung, wenn sie nach Entleerung des ersten
Behälters dessen Anschlußverbindung unterbrochen hat. Während
die Sprüheinrichtung 10 nun aus dem zweiten Behälter versorgt
wird, kann der erste Behälter von einer der Greifeinrichtungen
23 oder 23' aus der Materialentnahmestelle 1 entnommen und entweder
zum Befüllen zu der Versorgungsstelle 3 gebracht werden
oder stattdessen zu einer der Puffer-Versorgungsstellen 4, 4'
oder 4'', wo er aus dem System entfernt und gegen einen extern
befüllten Behälter ausgewechselt werden kann. Damit der mit
Hochspannungspotential aus der Materialentnahmestelle kommende
Behälter beim Zurückziehen des Greifers in den geerdeten Bereich
des Systems problemlos und definiert entladen wird, kann
es zweckmäßig sein, den Isolierarm 25, 25' durch einen zwischen
den Greifer 26, 26' und Erde geschalteten geeignet bemessenen
Widerstand zu überbrücken.Contrary to the representation in Fig. 1 it is assumed that in operation
of the system described here, the
Nach dem Einsetzen eines Behälters in eine der Materialentnahmestellen 1 und 2 werden die Greifer bei dem betrachteten Beispiel jeweils wieder von dem in der Materialentnahmestelle verbleibenden Behälter gelöst und in ihre zurückgezogene Ausgangsstellung zurückbewegt.After inserting a container into one of the material removal points 1 and 2 are the grippers in the example considered again from the one remaining in the material removal point Container released and in its retracted starting position moved back.
Die Trennkupplungen 16 und 17 sind für hier nicht näher zu beschreibende
Zusatzfunktionen insbesondere bei einem Farbwechsel
zweckmäßig. Aus ähnlichen Gründen führen von der Verteilerventilanordnung
12 über die dargestellten zusätzlichen Trennkupplungen
isolierte Spül- und Rückführungsschläuche 33 und von den
Materialentnahmestellen 1 und 2 zusätzliche Rückführungsleitungen
31 aus dem bewegbaren Maschinenteil 18 bzw. aus dem Behälterwechselbereich
20 heraus. Die Trennkupplungen 16 und 17
könnten bei dem beschriebenen kontinuierlichen Sprühbetrieb
aber eventuell auch zur Hochspannungsisolierung der Sprüheinrichtung
12 von der geerdeten Materialwechseleinrichtung dienen,
insbesondere wenn eine Behälterwechseleinrichtung ohne die
Funktion isolierter Greifer vorgesehen ist.The separating
Bei der in Fig. 2 dargestellten Ausführungsform einer für das
beschriebene System geeigneten Behälterwechseleinrichtung befinden
sich die beiden Materialentnahmestellen 1 und 2 jeweils
in einem Zylindergehäuse 41 bzw. 42 aus Isolierwerkstoff. Die
beiden Zylindergehäuse 41, 42 stehen mit ihren Längsachsen vertikal
auf einer ortsfesten Unterlage in oder neben der Beschichtungsmaschine,
also senkrecht zu der als horizontal angenommenen
Bewegungsebene der Isolierarme der bei 43 dargestellten
Greifeinrichtungen (23 in Fig. 1). In den Zylindergehäusen
41 und 42 sind alle ortsfesten Teile der Materialentnahmestellen
1, 2 eingeschlossen, die auf Hochspannung gelegt werden.
Der Abstand dieser auf Hochspannung liegenden Teile von den metallischen
geerdeten Teilen des Drehtisches 22 und der Greifeinrichtungen
und damit die oben erwähnte Isolierstrecke ist
mindestens so groß wie die für eine gegebene Hochspannung vorgeschriebene
und genormte Mindestluftisolierstrecke (bei einem
typischen Beispiel 380 mm).In the embodiment shown in Fig. 2 one for
system described suitable container changing device
the two material removal points 1 and 2 each
in a
Gemäß Fig. 2 und 3 sind Greifeinrichtungen 43 und 43' vorgesehen,
die einen Isolierarm 25 bzw. 25' in Form eines geraden
langgestreckten Körpers aus Isolierwerkstoff haben, der an seinem
einen, den Materialentnahmestellen 1, 2 abgewandten Ende am
Kolben einer als Antriebseinrichtung 24 (Fig. 1) dienenden
pneumatischen Zylindereinheit 44 befestigt ist. An seinem freien
anderen Ende trägt der Isolierarm 25, 25' ein längliches,
sich mit seiner Längsachse vertikal, also quer zu der Bewegungsebene
der Isolierarme erstreckendes Gehäuse 46 bzw. 46'
aus Isolierwerkstoff, das an die Stirnfläche des Isolierarms
angesetzt ist. In diesem Isoliergehäuse 46 sind die beispielsweise
metallischen Greiferelemente untergebracht, mit denen die
Greifeinrichtung 43 lösbar an Halteelementen (nicht dargestellt)
an der zylindrischen Außenseite der auswechselbaren,
bei 48 erkennbaren Farbbehälter angreifen kann. Die Gesamtlänge
des aus dem Isolierarm 25 und dem angesetzten Isoliergehäuse 46
gebildeten Isolierkörpers ist so bemessen, daß die für eine gegebene
Hochspannung erforderliche Isolierung zwischen den metallischen
Greiferelementen und Erde gewährleistet ist.2 and 3
In Fig. 2 und 3 ist ferner die Versorgungsstelle 3 mit ihrer
Farbwechselventilanordnung FW genauer dargestellt, in Fig. 2
ohne Farbbehälter. Die Farbwechselventilanordnung FW ist mit
einem Anschlußteil 50 verbunden, das Ventilöffnungen enthält,
an die im Boden der zylindrischen Farbbehälter vorgesehene Öffnungen
zum Befüllen angekuppelt werden. Entsprechende Anschlußöffnungen
(nicht dargestellt) befinden sich am Boden der Materialentnahmestellen
1 und 2 innerhalb des Zylindergehäuses 41
bzw. 42 für die Materialentnahme aus den Behältern. Da die
Farbbehälter jeweils auf diese Anschlußöffnungen aufgesetzt und
nach Befüllung bzw. Materialentnahme wieder abgehoben werden
sollen, ist es zweckmäßig, die in dem Isoliergehäuse 46 befindlichen
Greiferelemente von einer Antriebseinheit (nicht dargestellt)
relativ zu dem Isolierarm 25 vertikal, also quer zu
dessen Bewegungsebene und parallel zu der Längsachse der Behälter
48 verschiebbar zu lagern. Diese Hubbewegung kann beispielsweise
etwa 20 mm betragen. Stattdessen könnte die erforderliche
Hubbewegung aber auch in an sich bekannter Weise von
Anschlußelementen der Versorgungsstelle 3 bzw. der Entnahmestellen
1, 2 ausgeführt werden. 2 and 3 is the
Die isolierenden Zylindergehäuse 41, 42 haben in ihrer zylindrischen
Wand jeweils eine dem Drehtisch 22 zugewandte Öffnung
52 zum Einsetzen der Behälter 48. Die Öffnung 52 ist so bemessen,
daß der Behälter zusammen mit dem Isoliergehäuse 46 der
betreffenden Greifeinrichtung 43 hindurchtreten kann. Normalerweise
ist die Öffnung 52 durch einen der zylindrischen Außenwand
entsprechend gekrümmten schildartigen Deckel 54 aus Isolierwerkstoff
geschlossen, der nur zum Einsetzen und Herausnehmen
eines Behälters zur Freigabe der Öffnung 52 weggeschoben
wird, so daß während der übrigen Zeit alle auf Hochspannung
liegenden Teile des Behälterwechselbereichs 20 (Fig. 1) sicher
eingeschlossen sind. Dies hat den Vorteil einer Reduzierung des
Platzbedarfes.The insulating
Der Drehtisch 22 besteht vorzugsweise aus Metall und ist wie
die Zylindereinheiten 44 und alle sonstigen auf der von den Zylindergehäusen
41, 42 abgewandten Seite der Isolierarme 25, 25'
befindlichen leitenden Teile ständig geerdet.The
Fig. 2 zeigt die eine Greifeinrichtung 43 beispielsweise beim
Herausnehmen eines ersten Behälters aus dem Zylindergehäuse 41
der einen Materialentnahmestelle 1, während die zweite Greifeinrichtung
43' einen anderen Behälter 48 außerhalb der Materialentnahmestellen
zum Einsetzen in dasselbe Zylindergehäuse
41 bereithält. Während der erste Behälter aus der Entnahmestelle
1 entnommen und zu dem geerdeten Drehtisch 22 zurückgefahren
wird, ist er über den oben erwähnten Entladewiderstand ebenfalls
mit Erde verbunden.Fig. 2 shows the one gripping
In Fig. 3 ist die Wechseleinrichtung in der sich anschließenden
Stellung dargestellt, in der der zweite Behälter 48 in das nun
wieder geschlossene Zylindergehäuse 41 eingesetzt und der von
dort entnommene erste Behälter 48' von der Greifeinrichtung 43
in der Versorgungsstelle 3 an die Farbwechselventilanordnung
angeschlossen worden ist. In Fig. 3, the changing device is in the subsequent
Position shown in which the
Ebenso wäre gemäß einem anderen Beispiel denkbar, daß ausgehend
von Fig. 3 gerade zwei Behälter derselben Farbe in die Gehäusezylinder
41 und 42 eingesetzt und mit der Sprüheinrichtung verbunden
sind, während ein dritter Behälter (48') mit derselben
oder einer anderen Farbe gerade an der Versorgungsstelle 3 befüllt
wird. Anschließend würde dann gemäß Fig. 2 der dritte Behälter
in den Gehäusezylinder 41 eingesetzt, während der zuvor
von dort herausgenommene Behälter (48) auf das Befüllen oder
Auswechseln wartet.Another example would also be conceivable that starting
3 straight two containers of the same color in the
Abweichend von der in Fig. 1 dargestellten Anordnung sind hier
die beiden Greifeinrichtung 43 und 43' nicht so auf dem Drehtisch
22 montiert, daß sich ihre Bewegungsrichtungen in den Materialentnahmestellen
1 und 2 schneiden. Zur Verringerung des
Platzbedarfs sind sie hier vielmehr eng nebeneinander mit annähernd
parallelen (oder mit einem kleinen Winkel gegeneinander
geneigten) Bewegungsrichtungen ihrer Isolierarme 25, 25' montiert.
Wegen dieser weniger sperrigen Anordnung muß der Drehtisch
22 zwischen der Entnahme eines Behälters und dem Einsetzen
des bereitgestellten neuen Behälters 48 in dieselbe Materialentnahmestelle
1 eine kleine Winkelbewegung ausführen, um
den neuen Behälter in die zum Einsetzen erforderliche Position
zu bringen.Deviating from the arrangement shown in Fig. 1 are here
the two
Claims (24)
wobei mit der Sprüheinrichtung (10) verbindbare auswechselbare Behälter (48) mit Beschichtungsmaterial wählbarer Farbe an einer auf Erdpotential liegenden Versorgungsstelle (3, 4) bereitgestellt oder gefüllt werden, während sie von der Sprüheinrichtung (10) abgekoppelt und isoliert sind,
wobei die Behälter (48) von einer Wechseleinrichtung (22, 26) von der Versorgungsstelle (3, 4) zu einer davon entfernten Materialentnahmestelle (1, 2) bewegt werden, wo sie mit der Sprühvorrichtung (10) verbunden werden, und wobei die Behälter nach Gebrauch zu der oder einer anderen Versorgungsstelle (3, 4) zurückgebracht werden,
dadurch gekennzeichnet, daß die auswechselbaren Behälter (48) von einem gegen Erde im wesentlichen isolierten Greifer (26) zu der von der Sprüheinrichtung (10) auf Hochspannung gelegten Materialentnahmestelle (1, 2) über eine zur Hochspannungsisolierung der Materialentnahmestelle (1, 2) gegen Erde ausreichende Isolierstrecke (30) bewegt werden.Process for supplying paint to an electrostatic coating system for the serial coating of workpieces, in particular vehicle bodies, with a spray device (10) which is at high voltage,
replaceable containers (48) with coating material of selectable color that can be connected to the spray device (10) are provided or filled at a supply point (3, 4) that is at ground potential, while they are decoupled and insulated from the spray device (10),
wherein the containers (48) are moved by a changing device (22, 26) from the supply point (3, 4) to a distant material removal point (1, 2), where they are connected to the spray device (10), and wherein the containers returned to the or another supply point (3, 4) after use,
characterized in that the interchangeable containers (48) from a gripper (26) which is essentially insulated from earth to the material removal point (1, 2) placed at high voltage by the spray device (10) via a for high-voltage insulation of the material removal point (1, 2) Earth sufficient insulation distance (30) to be moved.
dadurch gekennzeichnet, daß die Behälter (48) linear über die Isolierstrecke (30) bewegt werden. Method according to claim 1,
characterized in that the containers (48) are moved linearly over the insulating section (30).
dadurch gekennzeichnet, daß während der Materialentnahme aus einem in eine erste Entnahmestelle (1) eingesetzten Behälter (48) ein anderer Behälter von der Greifeinrichtung (23) auf dem Weg zwischen einer geerdeten Versorgungsstelle (3, 4) und einer zweiten Materialentnahmestelle (2) bewegt wird.The method of claim 1 or 2,
characterized in that during the removal of material from a container (48) inserted into a first removal point (1) another container is moved by the gripping device (23) on the way between an earthed supply point (3, 4) and a second material removal point (2) becomes.
dadurch gekennzeichnet, daß mindestens zwei zu versprühendes Beschichtungsmaterial enthaltende Behälter (48) an je einer Materialentnahmestelle (1, 2) bereitgestellt werden und über je eine elektrisch leitende Verbindung (14, 15) gleichzeitig mit der auf Hochspannung liegenden Sprüheinrichtung (10) verbunden sind.Method according to the preamble of claim 1,
characterized in that at least two containers (48) containing coating material to be sprayed are provided at each material removal point (1, 2) and are simultaneously connected to the high-voltage spray device (10) via an electrically conductive connection (14, 15).
dadurch gekennzeichnet, daß der erste Behälter mit der auf Hochspannung liegenden Sprüheinrichtung (10) zur Materialentnahme verbunden wird,
daß nach der Materialentnahme aus dem ersten Behälter die Verbindung zwischen ihm und der Sprüheinrichtung (10) für das Material gesperrt wird,
daß bei Sperrung der Verbindung zwischen dem ersten Behälter und der Sprüheinrichtung (10) der zweite Behälter mit der Sprüheinrichtung zur Materialentnahme verbunden wird,
und daß der erste Behälter während der Materialentnahme aus dem zweiten Behälter von der Wechseleinrichtung (22, 26) zu einer Nachfüll- oder sonstigen Versorgungsstelle (3, 4) transportiert oder gegen einen bereits befüllten dritten Behälter ausgewechselt wird. Method according to claim 4,
characterized in that the first container is connected to the high-voltage spray device (10) for removing material,
that after the material has been removed from the first container, the connection between it and the spray device (10) is blocked for the material,
that when the connection between the first container and the spray device (10) is blocked, the second container is connected to the spray device for material removal,
and that during the removal of material from the second container, the first container is transported from the changing device (22, 26) to a refill or other supply point (3, 4) or is exchanged for a third container which has already been filled.
dadurch gekennzeichnet, daß die Verbindung zwischen den Materialentnahmestellen (1, 2) und der Sprüheinrichtung (10) durch eine Trennkupplung (16, 17) hergestellt und unterbrochen wird.Method according to that of the preceding claims,
characterized in that the connection between the material removal points (1, 2) and the spray device (10) is established and interrupted by a separating coupling (16, 17).
dadurch gekennzeichnet, daß die Behälter an den Materialentnahmestellen (1, 2) durch programmgesteuertes Verschieben eines Kolbens im Behälter entleert und an der Versorgungsstelle (3, 4) an eine Farbwechselventilanordnung (FW) angeschlossen werden oder nach Gebrauch gegen einen zuvor bereitgestellten anderen Behälter ausgewechselt werden.Method according to one of the preceding claims,
characterized in that the containers are emptied at the material removal points (1, 2) by program-controlled displacement of a piston in the container and are connected to a color change valve arrangement (FW) at the supply point (3, 4) or are replaced after use with another container previously provided .
dadurch gekennzeichnet, daß die Bewegungsrichtung des Greifers (26) von einer drehbaren Unterlage (22) um deren Drehachse zwischen den Materialentnahme- und Versorgungsstellen (1-4) hin- und hergeschwenkt wird.Method according to one of the preceding claims,
characterized in that the direction of movement of the gripper (26) is pivoted back and forth between the material removal and supply points (1-4) by a rotatable base (22) about its axis of rotation.
mit einer auf Hochspannung liegenden Sprüheinrichtung (10),
mit einer auf Erdpotential liegenden Versorgungsstelle (3, 4), an der mit der Sprüheinrichtung (10) verbindbare auswechselbare Behälter bereitstellbar oder mit Beschichtungsmaterial wählbarer Farbe füllbar sind, und mit einer Behälterwechseleinrichtung (22, 26), mit welcher die Behälter von der Versorgungsstelle (3, 4) zu einer davon entfernten Materialentnahmestelle (1, 2) bewegbar sind, wo sie über eine Leitung (14, 15) mit der Sprüheinrichtung (10) verbindbar sind, und mit welcher die Behälter nach Gebrauch zu der oder einer anderen Versorgungsstelle (3, 4) zurückbringbar sind,
wobei zum Auswechseln der Behälter eine Greifeinrichtung (23, 43) vorgesehen ist, die auf einer auf Erdpotential liegenden Unterlage (22) angeordnet ist und mindestens einen relativ zu der Unterlage (22) bewegbaren, lösbar an dem jeweiligen Behälter angreifenden Greifer (26) hat,
dadurch gekennzeichnet, daß der Greifer (26) im wesentlichen hochspannungsisoliert mit einem auf Erdpotential liegenden Teil (24) der Greifeinrichtung (23, 43) verbunden ist und über eine Isolierstrecke (30), die zur Hochspannungsisolierung der von der Sprüheinrichtung (10) auf Hochspannung gelegten Materialentnahmestelle (1, 2) gegen Erde bemessen ist, zu der Materialentnahmestelle (1, 2) und von ihr weg bewegbar ist.System for supplying paint to an electrostatic coating system for the series coating of workpieces, in particular vehicle bodies,
with a high-voltage spray device (10),
with a supply point (3, 4) which is at ground potential, at which exchangeable containers which can be connected to the spraying device (10) can be provided or filled with coating material of a selectable color, and with a container changing device (22, 26) with which the containers can be removed from the supply point ( 3, 4) can be moved to a distant material removal point (1, 2), where they can be connected to the spray device (10) via a line (14, 15), and with which the containers can be used to the or another supply point ( 3, 4) can be returned,
A gripping device (23, 43) is provided for exchanging the containers, said gripping device being arranged on a base (22) which is at ground potential and having at least one gripper (26) which can be moved relative to the base (22) and detachably engages the respective container ,
characterized in that the gripper (26) is connected to a part (24) of the gripping device (23, 43) which is essentially insulated from high voltage and via an insulating section (30) which is used to insulate the voltage from the spray device (10) to high voltage placed material removal point (1, 2) is dimensioned against earth, to the material removal point (1, 2) and can be moved away from it.
dadurch gekennzeichnet, daß mindestens zwei gegen Erde isoliert angeordnete Materialentnahmestellen (1, 2) vorgesehen sind, die über parallelgeschaltete Leitungen (14, 15) und eine Ventilanordnung (12) gemeinsam mit der Sprüheinrichtung (10) verbunden und von dieser auf Hochspannung legbar sind.System according to the preamble of claim 9,
characterized in that at least two material removal points (1, 2), insulated from earth, are provided, which are connected to the spray device (10) via lines (14, 15) connected in parallel and a valve arrangement (12) and can be placed on high voltage by the latter.
dadurch gekennzeichnet, daß der Greifer (26) von einer Antriebseinrichtung (24), die auf einer drehbar oder schwenkbar gelagerten Unterlage (22) montiert ist, linear über die Isolierstrecke (30) bewegbar ist.System according to claim 9 or 10,
characterized in that the gripper (26) can be moved linearly over the insulating path (30) by a drive device (24) which is mounted on a rotatable or pivotable support (22).
dadurch gekennzeichnet, daß der Greifer (26) an einem mit einer Antriebseinrichtung (24) verbundenen Isolierarm (25) angeordnet ist, der den Greifer beim Einsetzen des Behälters in die auf Hochspannung gelegte Materialentnahmestelle (1, 2) gegen Erde isoliert.System according to one of claims 9 to 11,
characterized in that the gripper (26) is arranged on an insulating arm (25) which is connected to a drive device (24) and isolates the gripper from earth when the container is inserted into the high-voltage material removal point (1, 2).
dadurch gekennzeichnet, daß eine an eine Farbwechselventilanordnung (FW) angeschlossene, geerdete Versorgungsstelle (3) zum Befüllen der auswechselbaren Behälter an dieser Stelle (3) und/oder eine oder mehrere geerdete Versorgungs- oder Behälterwechselstellen (4) zum Bereitstellen befüllter Behälter und/oder zum Entnehmen gebrauchter Behälter vorgesehen sind.System according to one of claims 9 to 12,
characterized in that an earthed supply point (3) connected to a color change valve arrangement (FW) for filling the exchangeable containers at this point (3) and / or one or more earthed supply or container change points (4) for providing filled containers and / or are provided for removing used containers.
dadurch gekennzeichnet, daß mindestens zwei unabhängig voneinander bewegbare Greifer (26, 26') vorgesehen sind, deren lineare Bewegungsrichtungen einander an der oder den Materialentnahmestellen (1, 2) und/oder an der oder den Versorgungs- oder Behälterwechselstellen (4, 4', 4'') schneiden.System according to one of claims 9 to 13,
characterized in that at least two grippers (26, 26 ') which can be moved independently of one another are provided, the linear directions of movement of which are at the material removal point (s) (1, 2) and / or at the supply or container change point (4, 4', 4 '') cut.
dadurch gekennzeichnet, daß der oder die Greifer (26, 26') auf einem drehbar gelagerten Drehtisch (22) montiert sind, mit dem ihre linearen Bewegungsrichtungen programmgesteuert zwischen den Materialentnahme- und Versorgungs- oder Behälterwechselstellen (3, 4) schwenkbar sind.System according to one of claims 9 to 14,
characterized in that the gripper (s) (26, 26 ') are mounted on a rotatably mounted turntable (22) with which their linear directions of movement can be pivoted in a program-controlled manner between the material removal and supply or container change points (3, 4).
dadurch gekennzeichnet, daß die oder jede Materialentnahmestelle (1, 2) über eine gegen Erde isoliert angeordnete Leitung (14, 15) und eine Trennkupplung (16, 17), deren Trennstrecke zur Isolierung der Hochspannung gegen Erde bemessen ist, mit der Sprüheinrichtung (10) verbunden ist. System according to one of claims 9 to 15,
characterized in that the or each material extraction point (1, 2) is connected to the spray device (10.) via a line (14, 15) which is insulated from earth and a separating coupling (16, 17), the separating distance of which is dimensioned to isolate the high voltage from earth ) connected is.
dadurch gekennzeichnet, daß zwei Materialentnahmestellen (1, 2) zur Verbindung mit der Sprüheinrichtung (10) über je eine Leitung (14, 15) an eine der Sprüheinrichtungen (10) vorgeschaltete Verteilerventilanordnung (12) angeschlossen oder anschließbar sind, mit der die Sprüheinrichtung (10) bei gleichzeitigem Anschluß beider Materialentnahmestellen (1, 2) wahlweise aus einem in die erste Materialentnahmestelle (1) eingesetzten Behälter oder einem in die zweite Materialentnahmestelle (2) eingesetzten anderen Behälter versorgbar ist.System according to one of claims 9 to 16,
characterized in that two material removal points (1, 2) for connection to the spray device (10) are connected or can be connected via a line (14, 15) to a distributor valve arrangement (12) upstream of the spray devices (10), with which the spray device ( 10) with simultaneous connection of both material removal points (1, 2) can be supplied either from a container inserted into the first material removal point (1) or from another container inserted into the second material removal point (2).
dadurch gekennzeichnet, daß an die Verteilerventilanordnung (12) mindestens eine zusätzliche Leitung (30) angeschlossen oder über eine hochspannungsisolierende Trennkupplung anschließbar ist, durch die bei einem Farbwechsler restliches Beschichtungsmaterial und/oder Spülflüssigkeit geleitet wird.System according to claim 17,
characterized in that at least one additional line (30) is connected to the distributor valve arrangement (12) or can be connected via a high-voltage isolating coupling through which the remaining coating material and / or rinsing liquid is passed in the case of a color changer.
dadurch gekennzeichnet, daß an die Materialentnahmestelle (1, 2) eine zusätzliche Leitung (31) angeschlossen ist, durch die bei einem Farbwechsel restliches Beschichtungsmaterial und/oder Spülflüssigkeit geleitet wird.System according to one of claims 9 to 18,
characterized in that an additional line (31) is connected to the material removal point (1, 2), through which the remaining coating material and / or rinsing liquid is passed in the event of a color change.
dadurch gekennzeichnet, daß der Isolierarm (25) an dem Kolben einer pneumatischen Zylindereinheit (44) montiert ist und an seinem freien Ende ein langgestrecktes, sich mit seiner Längsachse quer zu der linearen Bewegungsrichtung des Isolierarms (25) erstreckendes Gehäuse (46) aus Isolierwerkstoff trägt, in dem metallische Greiferelemente untergebracht sind. System according to one of claims 12 to 19,
characterized in that the insulating arm (25) is mounted on the piston of a pneumatic cylinder unit (44) and carries at its free end an elongated housing (46) made of insulating material and extending with its longitudinal axis transverse to the linear direction of movement of the insulating arm (25) , in which metallic gripper elements are housed.
dadurch gekennzeichnet, daß die Greiferelemente von einer Antriebseinrichtung relativ zu dem Isolierarm (25) quer zu dessen Längsachse und parallel zu der Längsachse der allgemein zylindrischen auswechselbaren Behälter (48) verschiebbar sind.System according to claim 20,
characterized in that the gripper elements can be displaced by a drive device relative to the insulating arm (25) transversely to its longitudinal axis and parallel to the longitudinal axis of the generally cylindrical interchangeable containers (48).
dadurch gekennzeichnet, daß die Materialentnahmestelle (1, 2) sich in einem mit seiner Längsachse senkrecht zu der Bewegungsebene des Isolierarms (25) angeordneten Gehäusezylinder (41, 42) aus Isolierwerkstoff befindet, der eine Öffnung (52) zum Einsetzen der Behälter (48) hat.System according to one of claims 9 to 21,
characterized in that the material extraction point (1, 2) is located in a housing cylinder (41, 42) made of insulating material and having its longitudinal axis perpendicular to the plane of movement of the insulating arm (25), said cylinder having an opening (52) for inserting the containers (48) Has.
dadurch gekennzeichnet, daß die Öffnung (52) des Gehäusezylinders (41, 42) durch einen Deckel (54) verschließbar ist.System according to claim 22,
characterized in that the opening (52) of the housing cylinder (41, 42) can be closed by a cover (54).
dadurch gekennzeichnet, daß die Isolierstrecke (30) durch den Abstand der auf Hochspannung gelegten Elemente der Materialentnahmestellen (1, 2) von dem nächstliegenden Rand der metallischen geerdeten Unterlage (22) oder der auf der Unterlage befindlichen geerdeten Elemente (44) gebildet ist.System according to one of claims 9 to 23,
characterized in that the insulating section (30) is formed by the distance of the elements of the material removal points (1, 2) which are connected to high voltage from the nearest edge of the metallic earthed support (22) or of the earthed elements (44) located on the support.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19858397A DE19858397A1 (en) | 1998-12-17 | 1998-12-17 | Process and system for supplying paint to an electrostatic coating system |
| DE19858397 | 1998-12-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1010469A2 true EP1010469A2 (en) | 2000-06-21 |
| EP1010469A3 EP1010469A3 (en) | 2003-02-05 |
| EP1010469B1 EP1010469B1 (en) | 2006-11-02 |
Family
ID=7891514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99123855A Expired - Lifetime EP1010469B1 (en) | 1998-12-17 | 1999-12-01 | Process and system for supplying paint to an electrostatic coating installation |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1010469B1 (en) |
| AT (1) | ATE344103T1 (en) |
| DE (2) | DE19858397A1 (en) |
| ES (1) | ES2274601T3 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19940542A1 (en) * | 1999-08-26 | 2001-03-01 | Abb Patent Gmbh | Method and arrangement for transporting electrically conductive paint |
| DE19940541A1 (en) * | 1999-08-26 | 2001-03-01 | Abb Patent Gmbh | Method and arrangement for transporting electrically conductive paint |
| DE10059041C2 (en) | 2000-11-28 | 2002-11-14 | Lactec Ges Fuer Moderne Lackte | Method and device for conveying electrically conductive paints between different voltage potentials |
| DE10120272A1 (en) | 2001-04-25 | 2002-10-31 | Duerr Systems Gmbh | Process for operating control of a coating system |
| DE10145169A1 (en) | 2001-09-13 | 2003-04-03 | Duerr Systems Gmbh | Process for the serial coating of workpieces |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2900660A1 (en) | 1978-01-11 | 1979-07-19 | Akzo Gmbh | METHOD AND DEVICE FOR ELECTROSTATIC SPRAYING OF ELECTRICALLY CONDUCTIVE PAINT |
| US4313475A (en) | 1980-06-26 | 1982-02-02 | The Gyromat Corporation | Voltage block system for electrostatic coating with conductive materials |
| US4785760A (en) | 1987-01-02 | 1988-11-22 | S A M E S S.A. | Sprayer installation |
| EP0455107A2 (en) | 1990-04-30 | 1991-11-06 | Dürr GmbH | Method and installation for coating work pieces in series with a conductive coating product |
| EP0455109A2 (en) | 1990-04-30 | 1991-11-06 | Dürr GmbH | Method and installation for coating work pieces in series with a conductive coating product |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5549755A (en) * | 1994-12-08 | 1996-08-27 | Nordson Corporation | Apparatus for supplying conductive coating materials including transfer units having a combined shuttle and pumping device |
| JP3245040B2 (en) * | 1996-02-29 | 2002-01-07 | トリニティ工業株式会社 | Electrostatic coating machine |
| DE19610589A1 (en) * | 1996-03-18 | 1997-09-25 | Duerr Gmbh & Co | Process and system for supplying paint to a coating system |
| DE19610588B4 (en) * | 1996-03-18 | 2010-08-05 | Dürr Systems GmbH | Coating machine with replaceable container |
-
1998
- 1998-12-17 DE DE19858397A patent/DE19858397A1/en not_active Ceased
-
1999
- 1999-12-01 ES ES99123855T patent/ES2274601T3/en not_active Expired - Lifetime
- 1999-12-01 AT AT99123855T patent/ATE344103T1/en not_active IP Right Cessation
- 1999-12-01 EP EP99123855A patent/EP1010469B1/en not_active Expired - Lifetime
- 1999-12-01 DE DE59913959T patent/DE59913959D1/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2900660A1 (en) | 1978-01-11 | 1979-07-19 | Akzo Gmbh | METHOD AND DEVICE FOR ELECTROSTATIC SPRAYING OF ELECTRICALLY CONDUCTIVE PAINT |
| US4313475A (en) | 1980-06-26 | 1982-02-02 | The Gyromat Corporation | Voltage block system for electrostatic coating with conductive materials |
| US4313475B1 (en) | 1980-06-26 | 1994-07-12 | Nordson Corp | Voltage block system for electrostatic coating with conductive materials |
| US4785760A (en) | 1987-01-02 | 1988-11-22 | S A M E S S.A. | Sprayer installation |
| EP0455107A2 (en) | 1990-04-30 | 1991-11-06 | Dürr GmbH | Method and installation for coating work pieces in series with a conductive coating product |
| EP0455109A2 (en) | 1990-04-30 | 1991-11-06 | Dürr GmbH | Method and installation for coating work pieces in series with a conductive coating product |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59913959D1 (en) | 2006-12-14 |
| EP1010469B1 (en) | 2006-11-02 |
| ES2274601T3 (en) | 2007-05-16 |
| ATE344103T1 (en) | 2006-11-15 |
| EP1010469A3 (en) | 2003-02-05 |
| DE19858397A1 (en) | 2000-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2268415B1 (en) | Painting robot and associated operating method | |
| EP2976160B1 (en) | Spraying system, coating machine and method for coating | |
| DE69326519T2 (en) | Device and method for dispensing conductive coating materials | |
| EP0796665B1 (en) | Process and system for supplying paint to a coatinginstallation | |
| DE19610588B4 (en) | Coating machine with replaceable container | |
| DE19545144A1 (en) | Apparatus for supplying conductive coating materials, comprising transfer units with a combined pendulum and pump device | |
| EP1245295A2 (en) | Colour changing system for a coating device | |
| DE60300815T2 (en) | APPARATUS FOR SPRAYING A COATING PRODUCT AND METHOD FOR CLEANING THEREOF | |
| EP1314483A2 (en) | Method and system for metered delivery of coating material to a coating apparatus | |
| DE10115470A1 (en) | Coating system with an atomizer change station | |
| DE60127273T2 (en) | METHOD AND DEVICE FOR FILLING A COLOR VESSEL IN AN AUTOMATIC COATING SYSTEM | |
| EP0983798B1 (en) | Process and system for supplying paint to a coating installation | |
| EP1010469B1 (en) | Process and system for supplying paint to an electrostatic coating installation | |
| EP0455111B1 (en) | Plant for coating series of work pieces with conductive coating material | |
| EP1369183B1 (en) | Method and paint supply system for an electrostatic coating station | |
| DE102004058053B4 (en) | Method and piston dispenser for the metered supply of material to a coating device | |
| EP0455109B1 (en) | Method and installation for coating work pieces in series with a conductive coating product | |
| DE102008037035B4 (en) | Valve arrangement of a painting robot | |
| DE4201521A1 (en) | DEVICE FOR PREVENTING LEAKAGE CURRENTS FROM EQUIPMENT PARTS FOR ELECTROSTATIC SPRAYING | |
| DE19940542A1 (en) | Method and arrangement for transporting electrically conductive paint | |
| DE4117613A1 (en) | SPRAY COATING DEVICE | |
| DE19940541A1 (en) | Method and arrangement for transporting electrically conductive paint | |
| EP0771268B1 (en) | Spray damper | |
| EP1005968B1 (en) | Apparatus for forming decorative coatings | |
| EP1502656B1 (en) | Method and paint supply system for an electrostatic coating station and coupling system therefore |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20030604 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DUERR SYSTEMS GMBH |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59913959 Country of ref document: DE Date of ref document: 20061214 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070202 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070402 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2274601 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59913959 Country of ref document: DE Representative=s name: V. BEZOLD & PARTNER PATENTANWAELTE - PARTG MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 59913959 Country of ref document: DE Owner name: DUERR SYSTEMS AG, DE Free format text: FORMER OWNER: DUERR SYSTEMS GMBH, 74321 BIETIGHEIM-BISSINGEN, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59913959 Country of ref document: DE Representative=s name: V. BEZOLD & PARTNER PATENTANWAELTE - PARTG MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 59913959 Country of ref document: DE Owner name: DUERR SYSTEMS AG, DE Free format text: FORMER OWNER: DUERR SYSTEMS AG, 74321 BIETIGHEIM-BISSINGEN, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20181219 Year of fee payment: 20 Ref country code: DE Payment date: 20181210 Year of fee payment: 20 Ref country code: NL Payment date: 20181219 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181219 Year of fee payment: 20 Ref country code: BE Payment date: 20181217 Year of fee payment: 20 Ref country code: GB Payment date: 20181218 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20190122 Year of fee payment: 20 Ref country code: IT Payment date: 20181220 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59913959 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20191201 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20191202 |