EP0919317A1 - Method for the plasmic arc-welding of metals - Google Patents
Method for the plasmic arc-welding of metals Download PDFInfo
- Publication number
- EP0919317A1 EP0919317A1 EP96925208A EP96925208A EP0919317A1 EP 0919317 A1 EP0919317 A1 EP 0919317A1 EP 96925208 A EP96925208 A EP 96925208A EP 96925208 A EP96925208 A EP 96925208A EP 0919317 A1 EP0919317 A1 EP 0919317A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- arc
- plasma
- pilot
- welding
- anode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
- B23K10/02—Plasma welding
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3421—Transferred arc or pilot arc mode
Definitions
- the present invention relates to methods of plasma-arc welding of metals and is applicable in mechanical engineering, automotive industry, construction engineering, and many other industries.
- the present invention is aimed at eliminating the aforementioned disadvantages of the known method.
- the essence of the proposed method of plasma-arc welding with a direct electric arc resides in using water vapor as the plasma-producer gas, the straight (normal) polarity of the main arc being mandatory. Vapor can be generated directly in the welding torch due to heat energy released by the pilot arc.
- the plasma jet may be controlled to suit the required weld penetration by varying the pilot arc amperage.
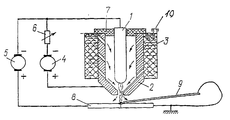
- the device comprises a plasma-arc welding torch which incorporates a cathode 1, a nozzle - anode 2 provided with passages for a plasma-producing medium, a container 3 filled with a moisture absorbent material, and a pilot arc power source 4, a direct arc power source 5, and a pilot arc current regulator 6.
- the torch is provided with an insulating pressure-tight cover 7. Used as a moisture absorbent material may be kaolin wool, carbon fabric, or carbon felt.
- the device operates as follows.
- An inlet 10 of the container is opened and water is filled therein, whereupon and the inlet 10 of the container 3 is closed. Then a voltage is applied from the pilot arc power source 4 to the cathode 1 and the nozzle - anode 2.
- the pilot arc is initiated by, e.g., reciprocating the cathode 1 till contacting the nozzle - anode 2.
- the heat energy released by the pilot arc on the nozzle - anode 2 evaporates the water held in the container 3.
- the resultant water vapor enters the discharge chamber via the passages of the nozzle - anode 2 and emerge through the central nozzle opening, thus drawing the arc-gaseous column.
- the water vapor is then heated to high temperatures due to constriction of the arc-gaseous column in the opening of the nozzle - anode 2, and thus goes into the plasma state to establish a plasma jet at the outlet of the nozzle - anode 2.
- a voltage is applied from the power source of the direct arc 5 to the cathode 1 and the metal 8 being welded, the pilot arc plasma jet is directed to the weld area, and the distance between the nozzle - anode and the metal being welded is decreased until a direct arc is started between the cathode 1 and the metal 8 being welded.
- the resultant direct arc space-stabilized with the plasma jet of the pilot arc welds the metal by its fusion.
- the depth of fusion of the metal and the degree of stabilization of the direct arc are changed using the current regulator of the pilot arc 6 by so selecting the regulator position as, on the one hand, to prevent molten metal from being blown out of the weld puddle and on the other hand, to provide a steady stabilization of the direct arc position.
- a filling material 9 is used, it is electrically connected to the metal being welded and is brought into the plasma jet as necessary, wherein said material is fused under the action of the direct arc and fills the weld puddle formed on the surface of the metal being welded.
Abstract
Description
- The present invention relates to methods of plasma-arc welding of metals and is applicable in mechanical engineering, automotive industry, construction engineering, and many other industries.
- A method of plasma-arc welding of metals using the so-called constricted arc (cf. a textbook "Microplasma-arc welding" ed. by B.Ye. Patton, Ukraine, Kiev, "Naukova dumka" publishers, 1979, pp.19-21 (in Russian). The essence of the method resides in that the arc discharge occurs in a stream of inert gas between the cathode of the plasma-arc welding torch of a plasmatron and the workpiece - anode, while the diameter of the arc discharge is restricted to the torch nozzle passage. Insofar as direct arc striking between the electrode and the workpiece across a narrow nozzle passage is difficult, first a pilot arc is initiated between the electrode and the torch nozzle - anode, whereupon an inert gas is fed thereto.
- While being under pressure said gas emerges from the outlet of the nozzle - anode to establish a plasma jet due to constriction of the pilot arc. As soon as the plasma jet contacts the workpiece the main arc is started. In this case the pilot arc may persist, thus stabilizing the main arc under low-amperage conditions. While controlling the consumption rate of the plasma-producer gas, one can vary the pressure exerted on the molten weld pool and hence the depth of penetration of the workpiece - anode.
- The afore-discussed known method is instrumental in obtaining quality weld joints; however, provision of an external inert-gas source involves some operational inconveniences in carrying said method into effect, while high production cost of the inert gas and considerable expenses for charging gas bottles and their delivery impose substantial limitation on practical applicability of the aforementioned method of plasma-arc welding.
- The present invention is aimed at eliminating the aforementioned disadvantages of the known method.
- The essence of the proposed method of plasma-arc welding with a direct electric arc resides in using water vapor as the plasma-producer gas, the straight (normal) polarity of the main arc being mandatory. Vapor can be generated directly in the welding torch due to heat energy released by the pilot arc. The plasma jet may be controlled to suit the required weld penetration by varying the pilot arc amperage.
- It should be noted that known from prior art are plasma-arc torches, wherein used as the plasma-producing medium is water vapor generated immediately in the torch due to water evaporation under the effect of high temperatures of the electrodes (cf. PCT/RU93/00053 published on September 1, 1994 under # WO94/19139). However, said torches have not so far been used for welding of metals with direct electric arc stricken between the torch cathode and the workpiece.
- A drawing appended to the present specification presents the device for carrying into effect the welding method, according to the present invention. The device comprises a plasma-arc welding torch which incorporates a cathode 1, a nozzle - anode 2 provided with passages for a plasma-producing medium, a container 3 filled with a moisture absorbent material, and a pilot arc power source 4, a direct
arc power source 5, and a pilot arc current regulator 6. The torch is provided with an insulating pressure-tight cover 7. Used as a moisture absorbent material may be kaolin wool, carbon fabric, or carbon felt. - The device operates as follows.
- An inlet 10 of the container is opened and water is filled therein, whereupon and the inlet 10 of the container 3 is closed. Then a voltage is applied from the pilot arc power source 4 to the cathode 1 and the nozzle - anode 2.
- Next the pilot arc is initiated by, e.g., reciprocating the cathode 1 till contacting the nozzle - anode 2. The heat energy released by the pilot arc on the nozzle - anode 2 evaporates the water held in the container 3. The resultant water vapor enters the discharge chamber via the passages of the nozzle - anode 2 and emerge through the central nozzle opening, thus drawing the arc-gaseous column. The water vapor is then heated to high temperatures due to constriction of the arc-gaseous column in the opening of the nozzle - anode 2, and thus goes into the plasma state to establish a plasma jet at the outlet of the nozzle - anode 2.
- Once the torch has got steady-state temperature conditions, a voltage is applied from the power source of the
direct arc 5 to the cathode 1 and the metal 8 being welded, the pilot arc plasma jet is directed to the weld area, and the distance between the nozzle - anode and the metal being welded is decreased until a direct arc is started between the cathode 1 and the metal 8 being welded. - Thus, the resultant direct arc space-stabilized with the plasma jet of the pilot arc welds the metal by its fusion. The depth of fusion of the metal and the degree of stabilization of the direct arc are changed using the current regulator of the pilot arc 6 by so selecting the regulator position as, on the one hand, to prevent molten metal from being blown out of the weld puddle and on the other hand, to provide a steady stabilization of the direct arc position.
- Whenever a filling
material 9 is used, it is electrically connected to the metal being welded and is brought into the plasma jet as necessary, wherein said material is fused under the action of the direct arc and fills the weld puddle formed on the surface of the metal being welded. - An experimental model of the device made according to the drawing appended to the present specification was tested by welding steel structures with a sheet thickness of 4-5 mm carrying out the aforelisted operations in the specified sequence at a pilot arc current of 3-4 A and a direct arc current of 7-10 A, the depth of fusion being 3-4 mm.
Claims (3)
- A method of plasma-arc welding of metals, comprising the following steps:striking a pilot electric arc between the electrode and the nozzle - anode of the plasma-arc welding torch,approaching a plasma-producing medium to the arcing zone of said pilot arc, constricting the pilot arc with said plasma-producing medium in the nozzle - anode of the welding torch, and producing a plasma jet as a result,establishing the main electric arc between the electrode of the plasma-arc welding torch and the metal being welded,stabilizing the main electric arc with said plasma jet and fusing the metal with said stabilized main electric arc,
CHARACTERIZED in that used as the plasma-producing medium is water vapor and welding of metals is effected with a straight polarity of the main electric arc. - A method according to claim 1, CHARACTERIZED in that used as the plasma-producing medium is water vapor generated directly in the plasma-arc welding torch by virtue of heat energy evolved by the pilot ar.
- A method according to claim 1 or claim 2, CHARACTERIZED in that the plasma jet is controlled by varying the value of the pilot arc current.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/RU1996/000188 WO1998002270A1 (en) | 1996-07-11 | 1996-07-11 | Method for the plasmic arc-welding of metals |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0919317A1 true EP0919317A1 (en) | 1999-06-02 |
| EP0919317A4 EP0919317A4 (en) | 2000-10-25 |
Family
ID=20130013
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96925208A Withdrawn EP0919317A4 (en) | 1996-07-11 | 1996-07-11 | Method for the plasmic arc-welding of metals |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6087616A (en) |
| EP (1) | EP0919317A4 (en) |
| JP (1) | JP2000514362A (en) |
| WO (1) | WO1998002270A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001021362A2 (en) * | 1999-09-21 | 2001-03-29 | Hypertherm, Inc. | Process and apparatus for cutting or welding a workpiece |
| EP1122453A1 (en) * | 2000-01-31 | 2001-08-08 | Freni Brembo S.p.A. | Caliper body for disc brakes and corresponding method of fabrication |
| EP1439041A3 (en) * | 1999-09-21 | 2004-07-28 | Hypertherm, Inc. | Apparatus for cutting or welding a workpiece with a metal jet |
| WO2007028471A2 (en) * | 2005-09-07 | 2007-03-15 | Purratio Ag | Method for producing thermal energy |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6489584B1 (en) | 2001-05-08 | 2002-12-03 | General Electric Company | Room-temperature surface weld repair of nickel-base superalloys having a nil-ductility range |
| AT502422B1 (en) * | 2005-09-09 | 2007-06-15 | Fronius Int Gmbh | METHOD FOR OPERATING A WATER STEAM PLASMA CYLINDER AND WATER VAPOR CUTTING DEVICE |
| AT503917B1 (en) * | 2005-09-09 | 2008-02-15 | Fronius Int Gmbh | Control device for a water vapor cutting device comprises a memory element with definitions for carrying out a filling mode for testing the readiness of a water vapor cutting device and an activating element coupled with the control device |
| US20070108165A1 (en) * | 2005-11-17 | 2007-05-17 | Petrik Viktor I | Configurations and methods for improved plasma torch |
| US8742284B2 (en) * | 2007-11-06 | 2014-06-03 | Institute Of Nuclear Energy Research, Atomic Energy Council | Steam plasma torch |
| DE102008044203A1 (en) * | 2008-11-28 | 2010-06-02 | Linde Aktiengesellschaft | Method and apparatus for plasma taphole welding |
| WO2013051255A1 (en) * | 2011-10-07 | 2013-04-11 | Fukikoshi Hirofumi | A plasma generating method and system |
| US20140131325A1 (en) * | 2012-11-13 | 2014-05-15 | Adaptive Intelligent Systems Llc | Method to plasma arc weld and full-position pipe weld |
| RU2686505C1 (en) * | 2018-06-25 | 2019-04-29 | федеральное государственное бюджетное образовательное учреждение высшего образования "Пермский национальный исследовательский политехнический университет" | Method of plasma processing of metal products |
| US20220111111A1 (en) | 2019-01-17 | 2022-04-14 | Scapa Tapes Na | Composition for use in wound dressings |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4521666A (en) * | 1982-12-23 | 1985-06-04 | Union Carbide Corporation | Plasma arc torch |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3567898A (en) * | 1968-07-01 | 1971-03-02 | Crucible Inc | Plasma arc cutting torch |
| BE795891A (en) * | 1972-02-23 | 1973-06-18 | Electricity Council | PLASMA TORCH IMPROVEMENTS |
| CH593754A5 (en) * | 1976-01-15 | 1977-12-15 | Castolin Sa | |
| GB1487926A (en) * | 1976-10-06 | 1977-10-05 | Rikagaku Kenkyusho | Plasma arc torch operating method |
| US4311897A (en) * | 1979-08-28 | 1982-01-19 | Union Carbide Corporation | Plasma arc torch and nozzle assembly |
| GB2116810B (en) * | 1982-02-15 | 1986-01-08 | Ceskoslovenska Akademie Ved | Method for stabilization of low-temperature plasma of an arc burner, and the arc burner for carrying out said method |
| US5609777A (en) * | 1993-02-23 | 1997-03-11 | Adamas At Ag | Electric-arc plasma steam torch |
| ES2104155T3 (en) * | 1993-02-23 | 1997-10-01 | Adamas At Ag | ELECTRIC ARC PLASMA TORCH. |
| JPH0839256A (en) * | 1994-08-02 | 1996-02-13 | Nippon Steel Weld Prod & Eng Co Ltd | Plasma cutting device |
| US5660743A (en) * | 1995-06-05 | 1997-08-26 | The Esab Group, Inc. | Plasma arc torch having water injection nozzle assembly |
-
1996
- 1996-07-11 WO PCT/RU1996/000188 patent/WO1998002270A1/en not_active Application Discontinuation
- 1996-07-11 JP JP10505895A patent/JP2000514362A/en not_active Ceased
- 1996-07-11 EP EP96925208A patent/EP0919317A4/en not_active Withdrawn
- 1996-07-11 US US09/214,740 patent/US6087616A/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4521666A (en) * | 1982-12-23 | 1985-06-04 | Union Carbide Corporation | Plasma arc torch |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO9802270A1 * |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001021362A2 (en) * | 1999-09-21 | 2001-03-29 | Hypertherm, Inc. | Process and apparatus for cutting or welding a workpiece |
| WO2001021362A3 (en) * | 1999-09-21 | 2001-10-04 | Hypertherm Inc | Process and apparatus for cutting or welding a workpiece |
| US6525291B1 (en) | 1999-09-21 | 2003-02-25 | Hypertherm, Inc. | Process and apparatus for cutting or welding a workpiece |
| US6713709B2 (en) | 1999-09-21 | 2004-03-30 | Hypertherm, Inc. | Process and apparatus for cutting or welding a workpiece |
| US6720518B2 (en) | 1999-09-21 | 2004-04-13 | Hypertherm, Inc. | Process and apparatus for cutting or welding a workpiece |
| EP1439041A3 (en) * | 1999-09-21 | 2004-07-28 | Hypertherm, Inc. | Apparatus for cutting or welding a workpiece with a metal jet |
| EP1122453A1 (en) * | 2000-01-31 | 2001-08-08 | Freni Brembo S.p.A. | Caliper body for disc brakes and corresponding method of fabrication |
| WO2001057413A1 (en) * | 2000-01-31 | 2001-08-09 | Freni Brembo S.P.A. | Calliper body for disc brakes |
| WO2007028471A2 (en) * | 2005-09-07 | 2007-03-15 | Purratio Ag | Method for producing thermal energy |
| WO2007028471A3 (en) * | 2005-09-07 | 2007-06-28 | Purratio Ag | Method for producing thermal energy |
| EA013479B1 (en) * | 2005-09-07 | 2010-04-30 | Пуррацио Аг | Method for producing thermal energy |
| US8129656B2 (en) | 2005-09-07 | 2012-03-06 | Purratio Ag | Method for producing thermal energy |
Also Published As
| Publication number | Publication date |
|---|---|
| US6087616A (en) | 2000-07-11 |
| EP0919317A4 (en) | 2000-10-25 |
| WO1998002270A1 (en) | 1998-01-22 |
| JP2000514362A (en) | 2000-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6087616A (en) | Method for the plasmic arc-welding of metals | |
| US2862099A (en) | Arc torch process with reactive gases | |
| US5990446A (en) | Method of arc welding using dual serial opposed torches | |
| US20040238511A1 (en) | Method and apparatus for initiating welding arc with aid of vaporized chemical | |
| JP2010172911A (en) | Method of welding steel plate for low temperature use | |
| US2847555A (en) | High pressure arc process and apparatus | |
| JP2008229641A (en) | Plasma mig welding method | |
| WO2018145544A1 (en) | Welding torch used for laser beam-plasma arc hybrid welding | |
| CN106624402A (en) | Double heat source hybrid welding torch and welding method | |
| NO121388B (en) | ||
| US5734144A (en) | Plasma arc welding method and apparatus in which a swirling flow is imparted to a plasma gas to stabilize a plasma arc | |
| US20170008116A1 (en) | Method for tungsten inert gas welding | |
| US3515839A (en) | Plasma torch | |
| US6156994A (en) | Arc-plasma method for welding metals | |
| GB1444880A (en) | Arc welding method and apparatus | |
| JPH0924467A (en) | Method to ignite welding arc | |
| CN108838491B (en) | Device and method for narrow gap welding | |
| Otani | Titanium welding technology | |
| RU2319584C1 (en) | Electric arc surfacing and welding method with combination type gas shield | |
| GB866106A (en) | Improved arc working process and apparatus | |
| RU2640105C1 (en) | Method of hybrid laser-arc welding | |
| RU2111098C1 (en) | Method for electric-arc plasma welding of metals | |
| US3130294A (en) | Method for pre-heating a joint to be arc-welded | |
| Al-Quenaei | Fusion welding techniques | |
| KR20000023663A (en) | Method of plasma-arc welding of metals |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990206 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20000907 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 23K 10/02 A, 7H 05H 1/32 B, 7B 23K 10/00 B |
|
| 17Q | First examination report despatched |
Effective date: 20030131 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20030812 |