EP0870712A1 - Method and device for unloading stacks of sheets - Google Patents
Method and device for unloading stacks of sheets Download PDFInfo
- Publication number
- EP0870712A1 EP0870712A1 EP98810255A EP98810255A EP0870712A1 EP 0870712 A1 EP0870712 A1 EP 0870712A1 EP 98810255 A EP98810255 A EP 98810255A EP 98810255 A EP98810255 A EP 98810255A EP 0870712 A1 EP0870712 A1 EP 0870712A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- door
- shelf
- closing
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000004519 manufacturing process Methods 0.000 claims description 23
- 230000005540 biological transmission Effects 0.000 claims description 13
- 230000000903 blocking effect Effects 0.000 claims description 13
- 238000004804 winding Methods 0.000 claims description 3
- 238000009434 installation Methods 0.000 claims description 2
- 230000008878 coupling Effects 0.000 claims 2
- 238000010168 coupling process Methods 0.000 claims 2
- 238000005859 coupling reaction Methods 0.000 claims 2
- 230000015556 catabolic process Effects 0.000 claims 1
- 238000001514 detection method Methods 0.000 claims 1
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 2
- 244000144619 Abrus precatorius Species 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/3081—Arrangements for removing completed piles by acting on edge of the pile for moving it along a surface, e.g. by pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4225—Handling piles, sets or stacks of articles in or on special supports
- B65H2301/42252—Vehicles, e.g. carriage, truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1912—Banknotes, bills and cheques or the like
Definitions
- Figure 6 is a side view in partial section of a container.
- the container 1 is adjusted by indexing and locked in relation to the shelf 31 of the production machine 34, door 6 of container 1 has been open and pusher 41 is transferring a set of ten trays 32, each carrying a train of sheets 35, by the open side of the output shelf 31 in container 1, while an eleventh tray 32 is located at the very top in the exit shelf 31 receives printed sheets that will constitute a new row 35.
- the door to container 1 is closed, the indexing and lock 20 is removed and pusher 41 returns to bottom of exit 31.
- the closed container 1 filled with oars of leaves 36 is taken on a pallet truck while the tray shelf 31 of the machine 34 fills with new of trays 32 and reams of sheets 36.
- the two indexes 24, 25 can in addition to being mounted on springs (not shown), this which compensates for the position of container 1 if the ground is not flat.
- Indexing and locking of container 1 relative to a tray shelf 31 of a production machine 34 are carried out as follows: container 1 is brought in front of the opening of the tray shelf 31, either frontally or laterally, and the two feet 8, 9 from the machine side container 34 are fed into two cones corresponding to the ground (not shown) and fixed by compared to the exit shelf 31. By self-centering feet 8, 9 of container 1 in the cones, the position of this with respect to the tray shelf 31 is thus referenced.
- the door opening and closing drive 27 must still be powered by a pneumatic motor 26 opening and closing doors to open door 6 of container 1 by means of a belt, by example.
Abstract
Description
L'invention concerne un procédé de déchargement d'une ou plusieurs rames de feuilles, en particulier de feuilles de papiers-valeurs, d'une sortie d'une machine appartenant à une installation de production de papiers-valeurs et un dispositif pour le déchargement d'une ou plusieurs rames de feuilles.The invention relates to a method of unloading one or more several reams of leaves, in particular leaves of securities, from an output of a machine belonging to a facility for the production of securities and a device for unloading one or more oars from leaves.
Sous le terme machine de production de papiers-valeurs, il faut notamment comprendre des machines d'impression, des machines de numérotation et des machines de contrôle de qualité des papiers-valeurs.Under the term machine for the production of securities, it include printing machines, numbering machines and control machines quality of securities.
Dans les machines de production connues, notamment d'impression taille-douce, les feuilles de papier destinées à être imprimées sont amenées à l'entrée de la machine d'impression, passent dans celle-ci l'une après l'autre et reçoivent des impressions soit recto seulement, soit recto-verso. Les feuilles sont finalement envoyées dans la sortie de la machine d'impression.In known production machines, in particular intaglio printing, sheets of paper intended to be printed are brought to the machine entrance one after the other and receive prints either single-sided or double-sided. The sheets are finally sent in the output of the printing machine.
Les sorties des machines de production de papiers-valeurs comportent généralement au moins deux étagères et leur remplissage s'effectue de la manière suivante: une planche en forme de plateau ou de palette est introduite sur des glissières horizontales dans l'une des étagères, glissières qui sont montées sur un système du type paternoster. Le plateau reçoit ensuite les feuilles imprimées jusqu'à ce qu'une rame de taille déterminée, par exemple de cinq cent feuilles, soit constituée. A ce moment, l'autre étagère, dans laquelle un plateau aura préalablement été introduit, est sélectionnée pour les nouvelles feuilles imprimées arrivant dans la sortie, tandis les glissières et le plateau portant la rame de feuilles de la première étagère sont décalés vers le bas. Un nouveau plateau est introduit sur les glissières de la première étagère et des feuilles imprimées seront empilées sur ce plateau dès que cette étagère sera sélectionnée, c'est-à-dire lorsque le plateau de la deuxième étagère supportera une rame complète. L'empilage des feuilles sur ce nouveau plateau et sur les plateaux suivants se poursuit ainsi de manière alternative jusqu'à ce que l'étagère contienne un nombre déterminé de plateaux, par exemple dix plateaux portant chacun une rame de cinq cent feuilles. La demande de brevet EP 0 725 027 décrit un exemple de remplissage des étagères d'une machine d'impression. Dans cette demande, les rames sont finalement transférées des étagères sur un chariot et emmenées.The output of the paper production machines generally have at least two shelves and their filling is carried out as follows: a board in the form of a tray or pallet is introduced on horizontal rails in one of the shelves, rails which are mounted on a paternoster type system. The tray then receives the printed sheets until than a train of a certain size, for example five hundred leaves, either incorporated. At that moment, the other shelf, in which a tray has been previously introduced, is selected for new printed sheets arriving in the exit, while the slides and the tray carrying the ream of leaves from the first shelf are shifted down. A new tray is introduced on the rails of the first shelf and sheets printed will be stacked on this tray as soon as this shelf will be selected, i.e. when the shelf of the second shelf will support a full train. The stacking of the leaves on this new tray and on the following plateaus continues alternately until the shelf contains a specific number of trays, for example ten trays each carrying an oar of five hundred sheets. Patent application EP 0 725 027 describes an example of filling the shelves of a machine printing. In this request, the oars are finally transferred from the shelves to a cart and taken away.
Le vidage d'une étagère de sortie est une opération qui s'effectue actuellement encore de manière manuelle, opération au cours de laquelle les plateaux supportant les rames de feuilles sont retirés de l'étagère et transférés sur un chariot. Ce transfert est effectué pour tous les plateaux d'une étagère, chaque étagère contenant en général dix plateaux, et une fois que le chariot est rempli avec les dix plateaux de l'étagère, il est emmené soit vers une autre machine de production soit vers un lieu de stockage.Emptying an exit shelf is an operation that is still currently done manually, operation during which the plates supporting the reams of sheets are removed from the shelf and transferred on a cart. This transfer is made for all trays of a shelf, each shelf generally containing ten trays, and once the cart is filled with the ten trays of the shelf he is taken either to a other production machine either to a storage location.
L'inconvénient majeur du transfert manuel des plateaux portant des rames est que des feuilles imprimées peuvent d'une part être salies ou déchirées et d'autre part être volées lors du déplacement des rames entre deux machines. Chaque rame de feuilles pesant entre 30 et 40 kilos, le déchargement manuel est un travail particulièrement pénible. De plus, des vols de feuilles imprimées ne sont pas non plus acceptables. The major disadvantage of manual tray transfer carrying oars is that printed sheets can on the one hand be soiled or torn and on the other hand be stolen when trains were moved between two machines. Each ream of leaves weighing between 30 and 40 kilos, the manual unloading is particularly work annoying. In addition, thefts of printed sheets are not also not acceptable.
Le but de l'invention est de diminuer autant que possible
les manipulations manuelles des rames de feuilles imprimées
et par conséquent de diminuer les risques de voir des
feuilles imprimées être endommagées ou disparaítre. Ce but
est atteint, selon l'invention, par un procédé de
déchargement des rames de feuilles d'une sortie d'une
machine ayant au moins deux étagères à plateaux, le procédé
étant caractérisé par les étapes suivantes:
On obtient ainsi une automatisation au moins partielle du procédé de déchargement et de transfert des rames de feuilles.There is thus obtained at least partial automation of the process for unloading and transferring the oars of leaves.
Les revendications dépendantes 2 à 5 définissent des étapes particulière du procédé selon l'invention.Dependent claims 2 to 5 define steps particular of the process according to the invention.
Préférablement, toutes les rames de feuilles sont transférées simultanément de l'étagère à plateaux de la machine de production dans le conteneur.Preferably, all the reams of leaves are transferred simultaneously from the tray shelf of the production machine in the container.
L'ensemble des opérations s'exécute de manière automatique grâce à une commande appropriée, des moyens de transmission et des moyens de contrôle. De cette manière, l'opération sensible du transfert des plateaux portant les rames de l'étagère dans le conteneur se fait dans un espace toujours fermé, sans manipulations manuelles, et d'autre part le conteneur n'est libéré qu'au moment où sa porte a été refermée. Les rames de feuilles imprimées peuvent donc être déplacées sans risque de vol ou de détérioration.All operations are performed automatically through appropriate control, transmission means and means of control. In this way, the operation sensitive to the transfer of the trays carrying the oars of the shelf in the container is always in a space closed, without manual manipulation, and on the other hand the container is not released until its door has been opened closed. Reams of printed sheets can therefore be moved without risk of theft or damage.
Le dispositif selon l'invention de déchargement de rames de feuilles de papiers-valeurs de la sortie d'une machine de production comprenant au moins une étagère à plateaux, est caractérisé en ce qu'il comprend:
- un conteneur fermé dont au moins l'une des parois comporte une porte pouvant être ouverte et fermée de manière automatisée,
- des moyens de positionnement et de blocage du conteneur par rapport à l'étagère de sortie,
- des moyens d'ouverture et de fermeture de la porte,
- un système de transfert pour déplacer les plateaux portant les rames depuis l'étagère de sortie dans le conteneur,
- un système automatique pour commander et contrôler les moyens de positionnement et de blocage, les moyens d'ouverture et de fermeture de la porte, le système de transfert et la position de la porte.
- a closed container, at least one of the walls of which has a door which can be opened and closed automatically,
- means for positioning and blocking the container relative to the outlet shelf,
- means for opening and closing the door,
- a transfer system for moving the trays carrying the trains from the outlet shelf into the container,
- an automatic system for controlling and controlling the positioning and locking means, the door opening and closing means, the transfer system and the position of the door.
Les revendications dépendantes 7 à 12 définissent des modes d'exécution particuliers du dispositif selon l'invention.Dependent claims 7 to 12 define modes particular execution of the device according to the invention.
L'un des avantages du dispositif selon l'invention est qu'il est entièrement modulaire de sorte qu'il peut se monter aussi bien sur de nouvelles machines de production de papiers-valeurs que sur des machines déjà en service.One of the advantages of the device according to the invention is that it is fully modular so it can stand fit on new production machines as well of securities only on machines already in service.
La présente invention sera mieux comprise grâce à la description d'un mode de réalisation et des dessins qui l'accompagnent.The present invention will be better understood thanks to the description of an embodiment and drawings which accompany him.
Les figures 1 à 4 montrent le principe du procédé de déchargement automatique. Figures 1 to 4 show the principle of the automatic unloading.
La figure 5 est une vue de face d'un conteneur.Figure 5 is a front view of a container.
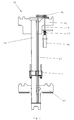
La figure 6 est une vue de côté en coupe partielle d'un conteneur.Figure 6 is a side view in partial section of a container.
La figure 7 est une vue de dessous d'un conteneur.Figure 7 is a bottom view of a container.
La figure 8 est une vue de face du système d'indexage.Figure 8 is a front view of the indexing system.
La figure 9 est une vue de côté en coupe axiale du système d'indexage.Figure 9 is a side view in axial section of the system indexing.
La figure 10 est une vue de dessus du système d'indexage.Figure 10 is a top view of the indexing system.
La figure 11 est une vue de dessus et en coupe partielle horizontale du système de transfert.Figure 11 is a top view in partial section horizontal transfer system.
La figure 12 est une vue de face en coupe du système de transfert.Figure 12 is a sectional front view of the transfer.
La figure 13 est une vue de côté du système de transfert.Figure 13 is a side view of the transfer system.
Le principe du procédé de déchargement automatique est maintenant décrit en référence aux figures 1 à 4.The principle of the automatic unloading process is now described with reference to Figures 1 to 4.
A la figure 1, une étagère à plateaux 31 d'une machine 34
de production de papiers-valeurs est munie d'un système
d'indexage et de verrouillage 20 et d'un pousseur 41 qui
seront décrits plus en détail dans la suite. Un premier
plateau 32 est introduit dans l'étagère 31. Un conteneur 1
fermé et comportant une porte 6 est amené devant la sortie
de l'étagère à plateaux 31. Le système d'indexage et de
verrouillage 20 est rétracté. De plus, le pousseur 41 est
rétracté au fond de l'étagère à plateaux 31. In FIG. 1, a
A la figure 2, la machine 34 est en production: les
feuilles imprimées arrivent en haut de l'étagère à plateaux
31 entraínées par un système de chaíne à pinces et elles
sont libérées dans l'étagère. L'étagère à plateaux 31 se
remplit de rames de feuilles 36 sur les plateaux 32,
l'ensemble des plateaux se décalant vers le bas lorsqu'un
nouveau plateau est introduit sur les glissières du haut de
l'étagère 31. Le conteneur 1 est positionné par rapport à
l'étagère à plateaux 31 de la machine de production 34 et
le pousseur 41 est toujours en position rétractée.In FIG. 2, the
A la figure 3, le conteneur 1 est ajusté par indexage et
verrouillé par rapport à l'étagère à plateaux 31 de la
machine de production 34, la porte 6 du conteneur 1 a été
ouverte et le pousseur 41 est en train de transférer un
ensemble de dix plateaux 32, portant chacun une rame de
feuilles 35, par le côté ouvert de l'étagère de sortie 31
dans le conteneur 1, tandis qu'un onzième plateau 32 se
trouvant tout en haut dans l'étagère de sortie 31 reçoit
des feuilles imprimées qui vont constituer une nouvelle
rame 35. Une fois le transfert terminé, la porte du
conteneur 1 est refermée, le système d'indexage et de
verrouillage 20 est retiré et le pousseur 41 revient au
fond de la sortie 31.In FIG. 3, the
A la figure 4, le conteneur 1 fermé et rempli de rames de
feuilles 36 est emmené sur un transpalette alors que
l'étagère à plateaux 31 de la machine 34 se remplit à
nouveau de plateaux 32 et de rames de feuilles 36.In FIG. 4, the
Le conteneur 1 est décrit en référence aux figures 5 à 7.
Il est entièrement fermé et comprend un cadre supportant
quatre parois latérales 2, 3, 4 et 5, dont l'une comporte
une porte 6 coulissant verticalement. Le conteneur comprend
en outre des glissières horizontales 11, 12 se faisant face
par paires pour recevoir les plateaux 32 portant les rames
36 de feuilles. L'écart vertical entre les glissières 11 et
entre les glissières 12 correspond à l'écart vertical entre
les supports des plateaux 32 dans l'étagère 31 de la
machine de production 34.The
Le conteneur 1 comporte également quatre pieds 8, 9, 14 et
15, un fond 13 et un plafond 10 fixés au cadre. La porte 6
s'enroule sur un support 16. Dans les figures 5 et 6, des
rames 36 sur des plateaux 32 sont également représentées.
De plus, les parois fixes de l'étagère peuvent être
ajourées.The
Le cadre du conteneur est suffisamment rigide et solide
pour supporter un empilement de plusieurs conteneurs
remplis de rames de feuilles. En plus, le plafond 10
comporte des moyens (non représentés) pour recevoir les
pieds des conteneurs lors de l'empilage de ceux-ci.The container frame is sufficiently rigid and solid
to support a stack of several containers
filled with oars of leaves. In addition, the
Les moyens d'indexage et de blocage 20 sont décrits en
référence aux figures 8 à 10. Ces moyens 20 qui sont fixés
au dessus de l'étagère à plateaux 31 de la machine 34 de
production de papiers-valeurs comprennent un support 19 sur
lequel sont montés deux index de positionnement 24, 25. Le
support 19 est lui-même fixé sur l'étagère à plateaux de la
machine de production 34 par l'intermédiaire de guidages
verticaux 22, 23, par exemple des systèmes de glissières,
permettant son déplacement dans le sens vertical, et ce
déplacement est actionné par deux vérins pneumatiques 21,
21'.The indexing and blocking means 20 are described in
reference to FIGS. 8 to 10. These means 20 which are fixed
above the
De manière avantageuse, les deux index 24, 25 peuvent en
outre être montés sur des ressorts (non représentés), ce
qui permet de compenser la position du conteneur 1 si le
sol n'est pas plat.Advantageously, the two
Des moyens d'ouverture et de fermeture de la porte du
conteneur sont également fixés au support 19. Ces moyens
comprennent au moins un moteur pneumatique 26, un
entraíneur d'ouverture et de fermeture 27, un moyen de
transmission entre le moteur 26 et l'entraíneur 27 et un
limiteur de couple 30.Means for opening and closing the door of the
container are also fixed to the
L'indexage et le verrouillage du conteneur 1 par rapport à
une étagère à plateaux 31 d'une machine de production 34
s'effectuent de la manière suivante: le conteneur 1 est
amené en face de l'ouverture de l'étagère à plateaux 31,
soit frontalement soit latéralement, et les deux pieds 8, 9
du conteneur côté machine 34 sont introduits dans deux
cônes correspondants au sol (non représentés) et fixes par
rapport à l'étagère de sortie 31. Par autocentrage des
pieds 8, 9 du conteneur 1 dans les cônes, la position de
celui-ci par rapport à l'étagère à plateaux 31 est ainsi
référencée.Indexing and locking of
Le support 19 du système d'indexage 20 est ensuite abaissé
le long des guidages 22, 23, au moyen des vérins
pneumatiques 21, 21' et les index de positionnement 24, 25
pénètrent dans des orifices correspondants (non
représentés) du conteneur 1. Une fois ces index 24, 25 en
place, la position du conteneur 1 est bloquée par rapport à
l'étagère à plateaux 31 de la machine de production 34 et
le transfert des plateaux 32 peut s'opérer.The
L'entraíneur d'ouverture et de fermeture 27 de portes doit
encore être actionné par un moteur pneumatique 26
d'ouverture et fermeture des portes pour ouvrir la porte 6
du conteneur 1 par l'intermédiaire d'une courroie, par
exemple.The door opening and closing
Le conteneur 1 comprend également des moyens permettant
l'ouverture de sa porte 6 depuis l'extérieur. Le conteneur
1 représenté dans les figures 1 à 7 ayant une porte 6
s'enroulant dans sa partie supérieure, ces moyens peuvent
être, par exemple, une vis sans fin verticale dont
l'extrémité supérieure coopère avec l'entraíneur
d'ouverture et de fermeture 27 et l'extrémité inférieure
filetée entraíne un support horizontal 16 dans le conteneur
1 autour duquel la porte 6 s'enroule. En cas de problème
lors de l'enroulement de la porte, un limiteur de couple 30
permet d'éviter une surcharge du moteur 26. Une fois que la
porte 6 est entièrement ouverte, le transfert des plateaux
32 peut s'opérer et dès que celui-ci est terminé, la
commande du moteur 26 est inversée et la porte 6 est
refermée par l'intermédiaire de l'entraíneur d'ouverture et
de fermeture 27.The
Dans une variante particulière, un doigt de sécurité 28 est
ajouté, ce doigt maintenant les moyens d'indexage et de
blocage en position relevée au cas où l'alimentation en air
comprimé des moyens d'indexage et de blocage 20 est
interrompue.In a particular variant, a
A la figure 9, l'index 25 est en outre représenté en traits
mixtes dans sa position abaissée, position qui permet le
blocage du conteneur.In FIG. 9, the
Le système de transfert est décrit maintenant en référence
aux figures 11, 12 et 13. Ce système de transfert 40
comprend un pousseur 41 en forme de montant vertical, deux
châssis 42 et 43 horizontaux reliés entre eux par un rail
de guidage 44 sur lequel le pousseur 41 est fixé et se
déplace. Pour entraíner le pousseur 41 le long du rail de
guidage 44, le système comporte en outre une vis à billes
45 disposée parallèlement au rail de guidage 44. La vis à
billes 45 elle-même est, à l'une de ses extrémités, reliée
à une transmission crantée 48 reliée à un moteur 46 par
l'intermédiaire d'un arbre de transmission 49 et d'un
limiteur de couple de sécurité 47. L'ensemble du système de
transfert 40 est monté à l'intérieur de chaque étagère à
plateaux d'un machine de production de papiers-valeurs et
lorsque l'étagère doit être vidée dans un conteneur,
préalablement indexé et bloqué comme décrit ci-dessus, une
commande appropriée démarre le moteur 46 qui, en entraínant
la vis à billes 45 par la transmission, fait déplacer le
pousseur 41 le long du rail de guidage 44. Ce déplacement
du pousseur 41 transfère toutes les plateaux de l'étagère à
plateaux 31 dans le conteneur 1 en une seule passe. Une
fois le transfert des plateaux effectué, la rotation du
moteur 46 est inversée et le pousseur 41 revient en arrière
le long du rail 44.The transfer system is now described with reference
Figures 11, 12 and 13. This
Dans la figure 12, deux tôles de protection 50, 51 sont en
outre représentées, la tôle 51 permettant de protéger le
moteur 46 d'entraínement du pousseur 41.In FIG. 12, two
Pour permettre l'automatisation du procédé, une unité de commande et de contrôle est utilisée ainsi que des moyens de contrôle, des moyens de commande et des moyens de transmission. L'unité de commande et de contrôle permet de déterminer les commandes à exécuter, par exemple l'abaissement du système d'indexage et de verrouillage, l'ouverture de la porte, le déplacement du pousseur, la fermeture de la porte ou la libération du conteneur. Cette unité peut être un calculateur. Les moyens de contrôle permettent de contrôler qu'une commande peut être exécutée ou a été exécutée. Ces moyens comprennent par exemple des capteurs de position associés aux éléments mobiles du dispositif. Les moyens de transmission, tels que des câbles et des circuits pneumatiques, permettent de transmettre les commandes de l'unité de commande et de contrôle vers les actionneurs et de recevoir les informations issues des moyens de contrôle.To allow the automation of the process, a unit of command and control is used as well as means control, control means and means of transmission. The command and control unit allows determine the commands to be executed, for example lowering the indexing and locking system, opening the door, moving the pusher, closing the door or releasing the container. This unit can be a calculator. The means of control allow to control that a command can be executed or has been executed. These means include for example position sensors associated with the mobile elements of the device. Transmission means, such as cables and pneumatic circuits, allow the transmission of commands from the command and control unit to the actuators and receive information from Control measures.
L'un des avantages du dispositif selon l'invention est qu'il est parfaitement modulaire. En effet, le système d'indexage peut sans autre être placé sur une machine de production de papiers-valeurs existante puisqu'il suffit de le monter au dessus de l'étagère à plateaux et de raccorder les élément pneumatiques sur le réseau d'air comprimé déjà présent sur ces machines de production. D'autre part, le système de transfert peut s'intégrer dans les étagères à plateaux des machines de production existantes.One of the advantages of the device according to the invention is that it is perfectly modular. Indeed, the system indexing can without other be placed on a machine production of existing securities since it suffices to mount it above the shelf and connect the pneumatic elements on the compressed air network already present on these production machines. On the other hand, the transfer system can be integrated into the shelves platforms of existing production machines.
Les modes d'exécution sont donnés à titre d'exemple et des
variations sont possibles dans le cadre de l'invention
revendiquée. Par exemple, les étagères de la machine de
production peuvent aussi être équipées d'une porte
coulissante. Celle-ci ne pourra alors être ouverte que
lorsqu'un conteneur sera indexé et verrouillé et elle sera
refermée après la porte du conteneur. Cette construction
permet de créer une sorte de sas pour les feuilles
imprimées qui ne seront à aucun moment libre d'accès.
De plus, le porte du conteneur peut s'enrouler
verticalement sur un côté du conteneur plutôt
qu'horizontalement en haut du conteneur.
Le conteneur peut également comporter une deuxième porte
similaire à la première et placée sur la paroi lui faisant
face. Cette exécution permettrait de diminuer les
manipulations du conteneur lors de son déchargement.The embodiments are given by way of example and variations are possible within the framework of the claimed invention. For example, the shelves of the production machine can also be fitted with a sliding door. This can only be opened when a container is indexed and locked and it will be closed after the container door. This construction makes it possible to create a sort of airlock for the printed sheets which will at no time be free to access. In addition, the container door can be rolled up vertically on one side of the container rather than horizontally at the top of the container.
The container may also include a second door similar to the first and placed on the wall facing it. This would reduce handling of the container during unloading.
Claims (12)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH73597 | 1997-03-26 | ||
| CH73597 | 1997-03-26 | ||
| CH735/97 | 1997-03-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0870712A1 true EP0870712A1 (en) | 1998-10-14 |
| EP0870712B1 EP0870712B1 (en) | 2002-06-05 |
Family
ID=4193981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98810255A Expired - Lifetime EP0870712B1 (en) | 1997-03-26 | 1998-03-24 | Method and device for unloading stacks of sheets |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US6071069A (en) |
| EP (1) | EP0870712B1 (en) |
| JP (2) | JPH1120906A (en) |
| KR (1) | KR100587899B1 (en) |
| CN (1) | CN1087262C (en) |
| AT (1) | ATE218496T1 (en) |
| AU (1) | AU733955B2 (en) |
| CA (1) | CA2231666C (en) |
| DE (1) | DE69805696T2 (en) |
| RU (1) | RU2197421C2 (en) |
| UA (1) | UA46053C2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6715411B1 (en) | 2000-05-17 | 2004-04-06 | Boegli Gravures S.A. | Device for the treatment of flat materials |
| KR100587899B1 (en) * | 1997-03-26 | 2007-01-31 | 드라루지오리에쓰.에이. | Method for unloading reams of sheets and apparatus for unloading reams of sheets |
| EP1995062A1 (en) | 2007-05-25 | 2008-11-26 | Kba-Giori S.A. | Intaglio printing press systems for recto-verso intaglio-printing of sheets, in particular for the production of banknotes and the like securities |
| WO2020015851A1 (en) * | 2018-07-19 | 2020-01-23 | Giesecke+Devrient Currency Technology Gmbh | Method for depositing printed banknote sheets on a delivery stack and delivery board table for same |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6543983B1 (en) * | 1998-07-07 | 2003-04-08 | University Of Virginia Patent Foundation | Robotic pick up and deliver system |
| US6676355B1 (en) * | 2001-07-20 | 2004-01-13 | American Airlines, Inc. | Apparatus and method to effectuate pre-lift positioning for a drop furnace cage |
| DE10154743A1 (en) * | 2001-11-09 | 2003-05-22 | Nexpress Solutions Llc | Paper trolley |
| NL1020012C2 (en) * | 2002-02-20 | 2003-08-21 | Visser S Gravendeel Holding | Pushing device for pot plants. |
| US20040136814A1 (en) * | 2003-01-15 | 2004-07-15 | Tromp Peter Bastiaan | Method and device for transferring baking trays and a load carrier therefore |
| US7563158B2 (en) * | 2005-07-01 | 2009-07-21 | Poly-Clip System Corp. | Automatic rack loader |
| US20090016862A1 (en) * | 2007-07-12 | 2009-01-15 | Gould Richard H | Method and apparatus for providing flat panel display environmental isolation |
| ITPR20080019A1 (en) * | 2008-03-19 | 2009-09-20 | Ingegneria Biomedica Santa Lucia Spa | METHOD AND DEVICE FOR THE STORAGE AND DISTRUBUTION OF PHARMACEUTICAL ARTICLES DIVIDED IN UNITARY DOSES OR POSOLOGICAL UNITS. |
| US20110014023A1 (en) * | 2009-05-22 | 2011-01-20 | Wolfgang Schwarz | Method and apparatus for transporting mail |
| US20110150622A1 (en) * | 2009-05-22 | 2011-06-23 | Wolfgang Schwarz | Method and apparatus for transporting mail |
| EP2508161A1 (en) * | 2009-12-03 | 2012-10-10 | Panasonic Corporation | Medicine assortment system and cart |
| EP2384639B2 (en) * | 2010-05-06 | 2024-02-14 | Poly-clip System GmbH & Co. KG | Loading station for a storage frame |
| CN102992012B (en) * | 2011-09-15 | 2015-07-15 | 鸿富锦精密工业(深圳)有限公司 | Positioning mechanism |
| CN106032227A (en) * | 2015-03-16 | 2016-10-19 | 天津市恒远印刷有限公司 | Collating machine operating console |
| WO2020141010A1 (en) * | 2019-01-06 | 2020-07-09 | Saadallah Karim | Method for unloading and storing reams of sheets and apparatus for unloading and storing reams of sheets |
| CN114313746B (en) * | 2022-03-16 | 2022-05-24 | 合肥皖维化工有限公司 | Be applicable to white latex storage device |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5172968A (en) * | 1990-02-23 | 1992-12-22 | Shutters Of Substance Limited | Security casing |
| EP0718810A2 (en) * | 1990-12-28 | 1996-06-26 | Fujitsu Limited | Cash handling apparatus |
| EP0725027A2 (en) * | 1994-12-02 | 1996-08-07 | De La Rue Giori S.A. | Pallet for storing a sheet stack and automat for handling such pallet |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1883493A (en) * | 1929-08-03 | 1932-10-18 | Albert W Berg | Transferring and transporting apparatus |
| US3637095A (en) * | 1969-07-08 | 1972-01-25 | Conveyor Specialties Co | Cart-loading machine |
| JPS5131840Y2 (en) * | 1974-08-30 | 1976-08-09 | ||
| US4032027A (en) * | 1975-08-18 | 1977-06-28 | Lindberg Gunnar Vilhelm | Automatic tray loading device |
| DE2712705C3 (en) * | 1977-03-23 | 1980-01-03 | Ingenieurgesellschaft Kuhbier Kg, 4044 Kaarst | Transport, transfer and storage system for means of payment, valuables or other valuable or dangerous substances |
| US4239447A (en) * | 1978-05-08 | 1980-12-16 | Bert Bach | Armored money-delivering vehicle |
| FI823467A0 (en) * | 1982-10-12 | 1982-10-12 | Valpak Oy | FOERFARANDE OCH ANORDNING FOER ATT FYLLA OCH ATT TOEMMA ETT LAGRINGS- OCH TRANSPORTSTAELL |
| US4634333A (en) * | 1984-10-19 | 1987-01-06 | Doran Brothers Inc. | Conveyor line loader for multi-tiered rolling carts |
| US4818171A (en) * | 1987-10-22 | 1989-04-04 | Caterpillar Industrial Inc. | Pallet transferring arrangement and method |
| IT1217766B (en) * | 1988-06-02 | 1990-03-30 | Meschi Ind Grafica | AUTOMATIC SERVICE TROLLEY FOR MOVING OR TRANSPORTING PACKAGES OF MATERIAL IN SHEETS AND ITS OPERATING METHOD |
| JP2520705B2 (en) * | 1988-08-23 | 1996-07-31 | 株式会社ダイフク | Warehouse equipment |
| US5224812A (en) * | 1991-08-22 | 1993-07-06 | Delaware Capital Formation, Inc. | Transport cart |
| US5441376A (en) * | 1992-04-15 | 1995-08-15 | American Sterilizer Company | Sterilizer loading car transfer apparatus |
| CA2157123C (en) * | 1993-02-27 | 1998-12-15 | Erich Michael Zahn | Device for producing individual stacks of sheets |
| US5337880A (en) * | 1993-07-23 | 1994-08-16 | Automated Systems, Inc. | Article storage carousel with automatic conveyor loading and unloading |
| KR960017459U (en) * | 1994-11-08 | 1996-06-17 | 김충환 | Steel plate loading and taking out device |
| AU733955B2 (en) * | 1997-03-26 | 2001-05-31 | De La Rue Giori S.A. | Method for unloading reams of sheets and apparatus for unloading reams of sheets |
-
1998
- 1998-03-09 AU AU58297/98A patent/AU733955B2/en not_active Ceased
- 1998-03-09 US US09/037,246 patent/US6071069A/en not_active Expired - Lifetime
- 1998-03-10 CA CA002231666A patent/CA2231666C/en not_active Expired - Fee Related
- 1998-03-24 DE DE69805696T patent/DE69805696T2/en not_active Expired - Lifetime
- 1998-03-24 AT AT98810255T patent/ATE218496T1/en not_active IP Right Cessation
- 1998-03-24 RU RU98105416/12A patent/RU2197421C2/en active
- 1998-03-24 EP EP98810255A patent/EP0870712B1/en not_active Expired - Lifetime
- 1998-03-25 CN CN98105799A patent/CN1087262C/en not_active Expired - Fee Related
- 1998-03-25 UA UA98031517A patent/UA46053C2/en unknown
- 1998-03-25 KR KR1019980010235A patent/KR100587899B1/en not_active IP Right Cessation
- 1998-03-26 JP JP10079879A patent/JPH1120906A/en active Pending
-
2000
- 2000-03-30 US US09/538,668 patent/US6231292B1/en not_active Expired - Lifetime
-
2008
- 2008-08-06 JP JP2008203555A patent/JP4361956B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5172968A (en) * | 1990-02-23 | 1992-12-22 | Shutters Of Substance Limited | Security casing |
| EP0718810A2 (en) * | 1990-12-28 | 1996-06-26 | Fujitsu Limited | Cash handling apparatus |
| EP0725027A2 (en) * | 1994-12-02 | 1996-08-07 | De La Rue Giori S.A. | Pallet for storing a sheet stack and automat for handling such pallet |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100587899B1 (en) * | 1997-03-26 | 2007-01-31 | 드라루지오리에쓰.에이. | Method for unloading reams of sheets and apparatus for unloading reams of sheets |
| US6715411B1 (en) | 2000-05-17 | 2004-04-06 | Boegli Gravures S.A. | Device for the treatment of flat materials |
| US10052862B2 (en) | 2007-05-15 | 2018-08-21 | Kba-Notasys Sa | Intaglio printing press systems for recto-verso intaglio-printing of sheets for the production of banknotes and like securities |
| EP1995062A1 (en) | 2007-05-25 | 2008-11-26 | Kba-Giori S.A. | Intaglio printing press systems for recto-verso intaglio-printing of sheets, in particular for the production of banknotes and the like securities |
| US8794141B2 (en) | 2007-05-25 | 2014-08-05 | Kba-Notasys Sa | Intaglio printing press systems for recto-verso intaglio-printing of sheets for the production of banknotes and like securities |
| US9278514B2 (en) | 2007-05-25 | 2016-03-08 | Kba-Notasys Sa | Intaglio printing press systems for recto-verso intaglio-printing of sheets for the production of banknotes and like securities |
| WO2020015851A1 (en) * | 2018-07-19 | 2020-01-23 | Giesecke+Devrient Currency Technology Gmbh | Method for depositing printed banknote sheets on a delivery stack and delivery board table for same |
Also Published As
| Publication number | Publication date |
|---|---|
| AU733955B2 (en) | 2001-05-31 |
| RU2197421C2 (en) | 2003-01-27 |
| ATE218496T1 (en) | 2002-06-15 |
| CN1197032A (en) | 1998-10-28 |
| CN1087262C (en) | 2002-07-10 |
| EP0870712B1 (en) | 2002-06-05 |
| US6231292B1 (en) | 2001-05-15 |
| CA2231666A1 (en) | 1998-09-26 |
| CA2231666C (en) | 2006-07-18 |
| UA46053C2 (en) | 2002-05-15 |
| DE69805696D1 (en) | 2002-07-11 |
| JPH1120906A (en) | 1999-01-26 |
| JP4361956B2 (en) | 2009-11-11 |
| DE69805696T2 (en) | 2002-12-19 |
| JP2008260637A (en) | 2008-10-30 |
| US6071069A (en) | 2000-06-06 |
| AU5829798A (en) | 1998-10-01 |
| KR100587899B1 (en) | 2007-01-31 |
| KR19980080629A (en) | 1998-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0870712B1 (en) | Method and device for unloading stacks of sheets | |
| EP0927136B1 (en) | Device for dispensing pallets | |
| EP2167251B1 (en) | Device for handling a load such as a sheet metal coil | |
| EP0226075B1 (en) | Automatic lining installation for the inner wall of a vessel | |
| EP3116809A1 (en) | Device for unloading waste into a container of a waste disposal facility | |
| FR2972951A1 (en) | Device for loading and unloading large vertical pallet of support part for machine tool in aeronautics field, has support articulated to provide vertical and horizontal positions to pallet-carrier plate for loading/unloading of pallets | |
| US7094015B2 (en) | Device for conveying empty rolls | |
| SE449590B (en) | A PROCEDURE AND DEVICE FOR HANDLING UNITS WITH A LOAD Pallet | |
| JP3779140B2 (en) | Dust input device for garbage truck | |
| FR2853853A1 (en) | Substrate printing process for, e.g., paper documents, involves distributing documents to be printed into printing module and recovering printed documents using recovery system after passing the document through printing module | |
| KR100772834B1 (en) | Apparatus for exchanging the work rolls in the tension leveller | |
| JP3736263B2 (en) | Automatic warehouse | |
| JP3027381B1 (en) | Plate making equipment for plate making equipment | |
| JP2703876B2 (en) | Pallet changer | |
| JP2708706B2 (en) | Method and device for dispensing container | |
| FR2849648A1 (en) | Unloading device for grape harvesting case, has gripping unit to catch cases and suspension unit, and to associate with transfer unit to take cases on drive unit, which drives cases one behind other to wine press | |
| JP2733408B2 (en) | Ejection assist mechanism in united paper ejection | |
| FR2563204A1 (en) | ATTACHMENT FOR FORK TROLLEY, AND UNLOADING METHOD USING THE SAME | |
| US20070221551A1 (en) | Device for Filling and Automatically Conveying Away Containers for Sorted Postal Articles | |
| JPH0524655A (en) | Pedestal for container | |
| WO2020141010A1 (en) | Method for unloading and storing reams of sheets and apparatus for unloading and storing reams of sheets | |
| JP2572928Y2 (en) | Dump truck cargo handling equipment | |
| JP4026489B2 (en) | Posture correction equipment | |
| TWI362343B (en) | Twist-lock handling system | |
| JPH0745500Y2 (en) | Temporary paper receiving device for branch and leaf printing machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990227 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE FR GB IT LI SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KBA-GIORI S.A. |
|
| 17Q | First examination report despatched |
Effective date: 20010816 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 218496 Country of ref document: AT Date of ref document: 20020615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69805696 Country of ref document: DE Date of ref document: 20020711 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020813 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030306 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090324 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090324 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20090324 Year of fee payment: 12 Ref country code: IT Payment date: 20090318 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090325 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BA-GIORI S.A. Free format text: KBA-GIORI S.A.#4, RUE DE LA PAIX#1003 LAUSANNE (CH) -TRANSFER TO- KBA-GIORI S.A.#AVENUE DU GREY 55 CASE POSTALE 347#1000 LAUSANNE 22 (CH) |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100324 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: KBA-NOTASYS SA Free format text: KBA-GIORI S.A.#AVENUE DU GREY 55 CASE POSTALE 347#1000 LAUSANNE 22 (CH) -TRANSFER TO- KBA-NOTASYS SA#AVENUE DU GREY 55 CASE POSTALE 347#1000 LAUSANNE 22 (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100324 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100324 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69805696 Country of ref document: DE Representative=s name: REBLE KLOSE SCHMITT PARTNERSCHAFTSGESELLSCHAFT, DE Effective date: 20111222 Ref country code: DE Ref legal event code: R082 Ref document number: 69805696 Country of ref document: DE Representative=s name: REBLE & KLOSE RECHTS- UND PATENTANWAELTE, DE Effective date: 20111222 Ref country code: DE Ref legal event code: R081 Ref document number: 69805696 Country of ref document: DE Owner name: KBA-NOTASYS SA, CH Free format text: FORMER OWNER: KBA-GIORI S.A., LAUSANNE, CH Effective date: 20111222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100325 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20140425 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69805696 Country of ref document: DE Representative=s name: REBLE KLOSE SCHMITT PARTNERSCHAFTSGESELLSCHAFT, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170323 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69805696 Country of ref document: DE |