EP0868996A2 - Multifunktionale Falz-Leimmaschine und Verfahren zur Herstellung von dosenartigen Behältern - Google Patents
Multifunktionale Falz-Leimmaschine und Verfahren zur Herstellung von dosenartigen Behältern Download PDFInfo
- Publication number
- EP0868996A2 EP0868996A2 EP98830194A EP98830194A EP0868996A2 EP 0868996 A2 EP0868996 A2 EP 0868996A2 EP 98830194 A EP98830194 A EP 98830194A EP 98830194 A EP98830194 A EP 98830194A EP 0868996 A2 EP0868996 A2 EP 0868996A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- machine
- glueing
- boxes
- folded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/92—Delivering
- B31B50/98—Delivering in stacks or bundles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0022—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed made from tubular webs or blanks, including by tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/52—Folding sheets, blanks or webs by reciprocating or oscillating members, e.g. fingers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/58—Folding sheets, blanks or webs by moving endless belts or chains
Definitions
- the present invention relates to a multifunctional folding-glueing apparatus which, on the same line on which cardboard boxes or cases are made, also packages the formed boxes or cases both into stacks and into packs.
- the invention also relates to the method carried out by this apparatus.
- the folding-glueing apparatus of the type to which the invention relates (which are also called "case makers") comprise those machines which, starting from a suitably cut and ribbed cardboard sheet element, fold and glue the sheet element flaps.
- a sheet construction having folded and glued sides is made, the sides of which can be opened for forming a box-like case.
- the thus processed cardboard sheet elements are either stacked into stacks having a given height, or they are bound to form smaller size packs.
- the above mentioned operations are carried out only in part of the above mentioned folding and glueing machines which, actually, either perform only the stacking operation or perform only the packaging of the cases into packs.
- the above mentioned prior machines or apparatus require auxiliary devices and additional labour for processing the cases or boxes, which negatively affects both the making time and the end cost of the made articles.
- the folding-glueing apparatus is designed for packaging a pack including a given number of boxes, folded, glued and bound by straps (the so-called “strapped boxes or cases")
- the device for binding or strapping the boxes or cases (the so-called “strapping device"), applies the binding strap at a position transversal of the box or case feeding direction on the folding and glueing apparatus. Consequently, the finished box or case will be frequently affected by visible deformed portions which are undesired both from an aesthetic and a functional standpoint.
- the above mentioned apparatus are so designed as to anyhow fold the cardboard sheet element flaps, even if this operation is not desired (for example in the case in which the sheet elements must be merely transferred to their starting spread position). Even in this latter case it is accordingly necessary to provide stacking devices (also called “stackers”), separated by the folding-glueing apparatus proper, for transferring the sheet elements, as desired, without folding the flaps thereof.
- stacking devices also called “stackers”
- the aim of the present invention is to provide a multifunctional folding-glueing apparatus which is specifically designed for making, in addition to folded and glued cardboard boxes or cases and the like, both packs of said boxes or cases, as suitably levelled or jogged and strapped, and stacks of said boxes or cases, or stacks of the starting spread, cut and ribbed sheet elements.
- the boxes or cases will be strapped so as to prevent any undesired deformations from occurring on the finished box or case.
- a further object of the present invention is to provide such a folding and glueing apparatus which allows to switch off, as desired, the cardboard sheet flap folding function, to merely transfer said cardboard sheets, in the starting spread or extended condition thereof, to the subsequent automatic stacking operations.
- Yet another object of the present invention is to provide a novel folding and glueing method for automatically processing cardboard box-like cases and the like.
- a multifunctional folding-glueing apparatus of the type comprising a folding and glueing section for folding and glueing starting cut and ribbed spread sheet elements, characterized in that said apparatus comprises, on the same folding and glueing line, means for automatically forming loose stacks of strapped packs of folded and glued boxes.
- a further feature of the apparatus of the present invention provides that the above mentioned means are also suitable to automatically form stacks of the mentioned starting spread sheet elements.
- the above mentioned means can be displaced from a first position in which are formed said stacks of said folded and glued boxes or said starting spread sheet elements, to a second position in which are formed packs including a preset number of said folded, glued, levelled and strapped boxes.
- the mentioned means for automatically forming the stacks and packs comprise, according to further features of the inventive apparatus, a movable bridge arranged at the output of the sheets from said folding and glueing sections and adapted to operate between a lowered position, in which said bridge receives said folded and glued boxes and supplies them to a strapped pack forming line, and a raised position in which are formed said stacks of spread sheet elements or of said folded and glued boxes.
- the mentioned bridge is provided, in particular, with a hinge assembling for swingably fixing it to the apparatus, as well as with a belt and pressing wheel assembly provided for transferring said boxes, piston elements being moreover provided for driving said bridge about said hinge assembly.
- the apparatus according to the invention is moreover characterized in that said apparatus comprises, downstream of said movable bridge, a section for packaging said boxes into packs and a strapping and ejecting station for displacing said packs through 90° either rightwardly or leftwardly, with respect to the folding-glueing line.
- This station is in turn provided with a pushing carriage and a box strapping device, said pushing carriage comprising moreover control means for controlling the stroke of said pushing carriage, thereby centering the position of the binding strap at the box glued flaps overlaying line.
- the folding-glueing apparatus is furthermore characterized in that it comprises, at said folding and glueing section, swinging folding rods which can swing between a spread sheet flap folding position and a position at which said rods do not interfere with said sheets.
- said apparatus is moreover provided with vertically extending belts for controlling the overlaying amount of the bent flaps, to be glued, of the starting sheet elements, movable between a folding and overlaying position of said flaps and a clearance position thereof.
- These belts are provided, in particular, with a supporting frame including pins which are slidably housed in bushings provided on the longitudinal beams of the apparatus, respective piston elements being moreover provided for performing the above mentioned movements of said belts.
- the method according to the present invention provides box-like cases or boxes by folding and glueing starting cut and ribbed sheet elements and is essentially characterized in that it comprises the alternating steps of providing, on the same folding and glueing line:
- a lateral or side transfer of the packs with respect to said folding and glueing line is performed by applying the binding straps according to the overlaying axis of the mentioned central flaps of the folded and glued boxes.
- the apparatus according to the present invention provides the advantage of making, on the same folding and glueing line, not only folded and glued boxes, but also strapped packs of said boxes, both of loose stacks of said boxes and of the starting distended sheet elements.
- the folding-glueing apparatus of the invention is of a multifunctional type, differently from prior art machines, thereby the inventive apparatus will perform a full making cycle, in which the boxes or cases are made and packaged in the most appropriate configuration for a subsequent transfer or dispatching thereof.
- a further advantage provided by the multi-functional apparatus according to the present invention is the provision of the above mentioned side ejecting line, for ejecting at 90°, either rightwardly or leftwardly, folded and glued box packs, thereby allowing the box pack to be strapped by causing it to be gripped by the binding straps on the end closing flaps of the boxes.
- the multifunctional apparatus has been generally indicated by the reference number 1 in Figure 1 and comprises a bending and glueing section 2 for bending and glueing starting sheet elements, as well as a levelling or jogging section 3 for forming both folded and glued box packs and a stack of said boxes of said starting distended sheet elements.
- the section 2 of the machine 1 is provided for folding and glueing the sheet elements, as suitably cut and ribbed, thereby forming a folded box or case.
- Figures 2 and 2A illustrate, in a simplified manner, the folding and glueing steps carried out in the section 2 of the machine 1.
- the process carried by said machine provides, in particular, to fold the central flaps 6 of the sheet element 4, made of corrugated cardboard or a like material, to apply a given amount of glue on the flaps and to overlap said glued flaps so as to form a folded and glued box 5.
- the cardboard box-like keys will be obtained by opening the folded box construction and closing the remaining side flaps 6a.
- the section 2 of the machine 1 comprises two top longitudinal beams 7, thereabove the sheet element 4 is transferred through a suitably designed system of conveyor belts 8 (shown in Figure 6).
- the folding of the flaps 6 of the of the box 5 is carried out at the level of the folding rods 9 and of the vertical belts 10, clearly shown in Figures 10 to 13.
- the folding rod 9 can rotate or swing between a lowered position and a raised position.
- the flaps 6 of the sheet element 4 are subjected to a folding operation and, at the output of the section 2 of the machine 1, a folded box 5 will be provided.
- the sheet 4 is not folded and the section 2 of the machine 1 will operate as a simple transfer unit for the distended sheet elements 4, to transfer them to the subsequent stacking section.
- Each folding rod 9 comprises a metal wire, of helical configuration, so as to facilitate the engagement thereof with the flaps 6 to be folded.
- Each folding or bending rod 9, moreover, is pivoted at 37 to the top longitudinal beam 7 of the machine 1, thereby each folding rod can be displaced to the positions shown in Figures 10 and 11, by suitable pneumatic pistons 38.
- the vertical belts 10, shown in Figures 12 and 13, which control the overlapping amount of the flaps 6 of the sheet element 4, are driven with a vertical movement.
- the belts 10 are lowered to the position shown in Figure 12, they will so operate as to overlap and control the mutual overlapping amount of the glued flaps 6, preliminarily folded by the folding rods 9.
- the belts 10 are arranged at a raised position ( Figure 13), in combination with the corresponding position of the folding rods 9, then the sheet element 4 will pass, with its opened and extended flaps 6, under the mentioned belts 10.
- th section 2 of the machine 1 will not perform any folding and glueing operations, but it will exclusively operate as transfer means for transferring the spread or extended sheet elements 4 toward the subsequent stacking operation.
- Each belt 10 is provided with a respective supporting frame 39, in turn provided with pins 40 which are slidably housed within bushings 41 provided on the longitudinal beams 7 of the machine 1.
- the displacement of the belts 10 to the positions thereof shown in Figures 12 and 13 will be finally achieved through the pneumatic piston 42.
- the section 2 of the machine comprises moreover a glueing system for applying a glue material on the sheet elements, said glueing system being generally indicated by the reference number 11 in Figure 1.
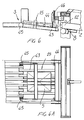
- FIG. 6 and 6A The construction of said movable bridge 15 is clearly shown in Figures 6 and 6A.
- This construction comprises, in particular, a bottom belt assembly 43, including a plurality of belts adapted to cooperate with a plurality of top pressing wheels 44, in turn swingably mounted on spring-urged arms (not shown in the Figures).
- the system which provides a substantially “sandwich” construction, receives the folded and glued boxes 5, and transfer them by engaging them between the wheels 44 and belts 43.
- the swinging movement of the wheels 44 on the other hand, will allow to trade-off any thickness differences characteristic of the different types of materials used for making the boxes.
- the bridge 15 construction is swingably mounted on the section 3 of the machine 1, at its hinge or pivot-pin point 45.
- Pneumatic pistons 46 are provided for lowering and raising the bridge 15.
- the bridge 15 As the bridge 15 is arranged in its lowered position shown in Figure 6, it will receive the folded and glued boxes 5 coming from the outlet 12 of the folding-glueing section 2 of the machine 1.
- the section 3 of said machine will be then preset for packaging the boxes into strapped packs 13.
- the section 3 of the machine is provided with a well 16 (shown in Figure 7, in turn provided with box feeding belts 17, a rear jogging or levelling bracket 18, for levelling or jogging said boxes, as well as a front abutment bracket 19, which can be driven transversely of the box feeding direction, thereby fitting the size of said boxes.
- the system comprises furthermore a top pressing element 20 for restraining the pack 13 and a counting system for counting the boxes forming said pack.
- the box pack 13 exiting the well 16 is sent, by a motorized roller assembly, to a strapping and ejecting station 26.
- This station comprises a suitably designed pushing carriage 27, adapted to eject the packs through 90° with respect to the machine running direction (arrows of Figure 8), by indifferently translating said packs either rightwardly or leftwardly.
- the station 26 is moreover provided with a strapping machine 28, adapted to bind the box pack 13 by binding straps 29 ( Figure 8).
- the pushing carriage 27 is moreover provided with a stroke control system therefor (not shown), adapted to transfer the box pack 13 so as to center it with the line 36 on the strap 29 applying point, by the machine 28.
- the movable bridge 15 As disclosed thereinabove, as the movable bridge 15 is arranged at a raised position on the outlet 12 of the sheet elements 4 or of the boxes 5 from the section 2 of the machine 1, said machine will operate as an automatic stacker. In this position of the bridge 5, as clearly shown in Figure 9, the distended sheet elements 4 or the folded boxes 5 will fall from above on a platform 30 arranged at and under this outlet 12.
- the above disclosed falling movement of said elements on the platform 30 will be controlled or driven, from one side, through vertical shoulders 31 arranged downstream of the section 2 of the machine 1 and, on the other side, by a counter-biassing arm 32 included in the section 3 of said machine, at a facing or opposite position with respect to that of the guiding shoulders 31.
- Figure 14 schematically illustrates the method carried out by the disclosed folding-glueing machine.
- the latter operation is performed, on the same bending and glueing line, at first by transferring through 90° the pack with respect to the line and, then, by applying the binding straps according to the overlapping axes of the central flaps of the folded and glued boxes.
- the materials of the sheet elements for making the boxes could be any strong and flexible materials suitable for making cases or the like.
Landscapes
- Making Paper Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT97MI000760A IT1290516B1 (it) | 1997-04-02 | 1997-04-02 | Macchina multifunzionale piega-incolla per la produzione di contenitori scatolari e simili e procedimento realizzato con questa |
| ITMI970760 | 1997-04-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0868996A2 true EP0868996A2 (de) | 1998-10-07 |
| EP0868996A3 EP0868996A3 (de) | 2000-03-22 |
| EP0868996B1 EP0868996B1 (de) | 2003-05-07 |
Family
ID=11376728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98830194A Expired - Lifetime EP0868996B1 (de) | 1997-04-02 | 1998-03-31 | Multifunktionale Falz-Leimmaschine und Verfahren zur Herstellung von dosenartigen Behältern |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0868996B1 (de) |
| DE (1) | DE69814226T2 (de) |
| ES (1) | ES2197448T3 (de) |
| IT (1) | IT1290516B1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002085611A1 (de) * | 2001-04-23 | 2002-10-31 | Alfred Klett Kg | Maschine zur herstellung von fertiggeklebten und flachgelegten faltkartons |
| US12208590B2 (en) | 2019-03-08 | 2025-01-28 | Bobst Lyon | Line for manufacturing packagings in the form of folding boxes |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4134330A (en) * | 1977-10-26 | 1979-01-16 | Koppers Company, Inc. | Method and apparatus for stacking blanks |
| FR2544658B1 (fr) * | 1983-04-22 | 1985-12-20 | Dev Mat Emballage | Intallation pour produire des caisses en carton sous forme pliee |
-
1997
- 1997-04-02 IT IT97MI000760A patent/IT1290516B1/it active IP Right Grant
-
1998
- 1998-03-31 EP EP98830194A patent/EP0868996B1/de not_active Expired - Lifetime
- 1998-03-31 ES ES98830194T patent/ES2197448T3/es not_active Expired - Lifetime
- 1998-03-31 DE DE69814226T patent/DE69814226T2/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002085611A1 (de) * | 2001-04-23 | 2002-10-31 | Alfred Klett Kg | Maschine zur herstellung von fertiggeklebten und flachgelegten faltkartons |
| US12208590B2 (en) | 2019-03-08 | 2025-01-28 | Bobst Lyon | Line for manufacturing packagings in the form of folding boxes |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69814226D1 (de) | 2003-06-12 |
| EP0868996A3 (de) | 2000-03-22 |
| EP0868996B1 (de) | 2003-05-07 |
| IT1290516B1 (it) | 1998-12-04 |
| ITMI970760A1 (it) | 1998-10-02 |
| ES2197448T3 (es) | 2004-01-01 |
| DE69814226T2 (de) | 2004-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1179995A (en) | Apparatus and method for automatically packing articles in cartons | |
| US5535572A (en) | Apparatus for placing corner protectors and top protectors on palletized loads | |
| US20020189209A1 (en) | Method and apparatus for packing | |
| US20060283151A1 (en) | Method and apparatus for packing | |
| EP1060990B1 (de) | Verpackungsvorrichtung und Verfahren zum Einwickeln von flachen Gegenständen, wie Büchern | |
| US5024045A (en) | Panel packaging system | |
| US6238173B1 (en) | Apparatus for placing groups of products on pallets | |
| JP2019517424A (ja) | 段ボールブランクの上に載った物品を梱包するための段ボールブランクの折曲げステーションおよび段ボールブランクから得られた段ボール箱の内部で物品を包装するための機械 | |
| EP3638589B1 (de) | Verfahren zum verpacken von keramischen platten | |
| CN218343849U (zh) | 一种纸箱机用装配装置 | |
| KR20010020531A (ko) | 계수 운반기 겸용 겹침 출력 반송 시스템 | |
| US20240025583A1 (en) | Systems for packaging stacks of bags | |
| CN114313392A (zh) | 全自动多规格瓷砖包装流水线 | |
| EP0342418B1 (de) | Vorrichtung zum Wickeln und Verschliessen einer Buchverpackung | |
| US4117646A (en) | Method of applying a lid to a case | |
| EP0685328B1 (de) | Stauchfalzmaschine | |
| EP0868996B1 (de) | Multifunktionale Falz-Leimmaschine und Verfahren zur Herstellung von dosenartigen Behältern | |
| CN1115176A (zh) | 自动封闭输送袋口的方法和设备 | |
| US6944928B1 (en) | Process and apparatus for producing a pallet from folded material | |
| GB2219269A (en) | Apparatus for filling and closing open top bags | |
| EP3530578B1 (de) | Verpackungsmaschine und zugehöriges betriebsverfahren | |
| KR20100083749A (ko) | 접장 반송용 턴 테이블 | |
| EP1609586A1 (de) | Vorrichtung und Verfahren zum Aufrichten von Schachteln | |
| JP3479638B2 (ja) | スタッカーバンドラーの当紙供給装置 | |
| CN110844193A (zh) | 一种折纸箱机的工作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE ES FR GB IE IT NL PT SE |
|
| RTI1 | Title (correction) | ||
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000607 |
|
| AKX | Designation fees paid |
Free format text: BE DE ES FR GB IE IT NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010903 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE ES FR GB IE IT NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030507 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030507 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69814226 Country of ref document: DE Date of ref document: 20030612 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030807 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2197448 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| 26N | No opposition filed |
Effective date: 20040210 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140910 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140910 Year of fee payment: 17 Ref country code: ES Payment date: 20140911 Year of fee payment: 17 Ref country code: SE Payment date: 20140924 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140925 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140910 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69814226 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151001 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150401 |