EP0806503A1 - A doubled yarn false twisting machine - Google Patents
A doubled yarn false twisting machine Download PDFInfo
- Publication number
- EP0806503A1 EP0806503A1 EP97105860A EP97105860A EP0806503A1 EP 0806503 A1 EP0806503 A1 EP 0806503A1 EP 97105860 A EP97105860 A EP 97105860A EP 97105860 A EP97105860 A EP 97105860A EP 0806503 A1 EP0806503 A1 EP 0806503A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- untwisting tension
- doubled
- yarns
- tension
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/04—Devices for imparting false twist
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/026—Doubling winders, i.e. for winding two or more parallel yarns on a bobbin, e.g. in preparation for twisting or weaving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/02—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to reduction in material tension, failure of supply, or breakage, of material
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H1/00—Spinning or twisting machines in which the product is wound-up continuously
- D01H1/11—Spinning by false-twisting
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/14—Warning or safety devices, e.g. automatic fault detectors, stop motions ; Monitoring the entanglement of slivers in drafting arrangements
- D01H13/16—Warning or safety devices, e.g. automatic fault detectors, stop motions ; Monitoring the entanglement of slivers in drafting arrangements responsive to reduction in material tension, failure of supply, or breakage, of material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
- D02G1/0266—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting false-twisting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the present invention relates to a doubled yarn false twisting machine producing false twist processed yarn of a conjugated yarn provided with a control device for cutting all the yarns of the doubled yarn when one yarn of among a plurality of yarns that are doubled breaks.
- a mechanical yarn breakage detection device is also arranged upstream of the first feed rollers that are upstream of where the yarns are combined and does not influence the transfer of the false twist. A breakage in any single yarn may thus be detected before the yarns are combined.
- FIG. 6 A schematic drawing of a conventional device is shown in Figure 6 with the mechanical yarn breakage detection device 4 being arranged between the cutter 2 and first feed roller F1.
- the supplied yarn Y is passed by the first feed roller F1 via the cutter 2 and mechanical yarn breakage detection device 4, then passed through the primary heater H1 and the cooling plate L2, then false twist processed by the false twister 9, then had the untwisting tension detected by the untwisting tension detection device 1 and doubled by the entangling device IL, the conjugated yarn which has been doubled is wound by the winding device W via the yarn breakage detection device 3.
- a mechanical type and electrical capacitance type of yarn breakage detection devices are used on conventional false twisting machines and an anti static agent is used on partially draw textured yarn being the supply yarn. Detection of the presence or absence of yarn by the electrical capacitance yarn breakage detection device which detects whether there is a yarn by the capacitance of static electricity is very difficult as the yarn is almost completely uncharged and thus a mechanical yarn breakage detection device is used which detects the presence or absence of yarn by contact. This antistatic agent soon becomes ineffective if heated and thus a non-contact gentle electrical capacitance yarn breakage detection device is used for the yarn which has passed through the primary heater.
- the yarn end of the downstream side of the broken yarn may be wound on the winding package or the upstream side yarn end is not wound and becomes entangled on the rotating part of the shaft etc. of the feed roller. If this entanglement occurs, the yarn continues to be fed and forms a lump but even in this case, it is not detected by the yarn breakage detection device. In the worst possible case, this may cause the stoppage of the machine and thus require an operation to remove the entangled lump. As a result, it is preferable to arrange the yarn breakage detection device as far as possible downstream being the winding device side.
- an electical capacitance or mechanical yarn breakage detection device is not suitable for the detection of a yarn breakage after the doubling of the yarn.
- a high performance device that is able to detect a single yarn breakage whilst in the doubled yarn state has been proposed as an electrical capacitance yarn breakage detection device but this is unusable due to the high costs.
- a first aspect of the present invention detects that one yarn has broken based on a drop in untwisting tension above a fixed level by a tension detection device that detects the untwisting tension.
- the tension detection device for detecting the untwisting tension is also connected to the control device that operates the cutter upon judging a yarn breakage from a tension change.
- the control device that operates the cutter upon judging a yarn breakage from a tension change.
- the aforementioned tension detection device measures the combining force of the untwisting tension of the plurality of yarns which are doubled, defines the operating range and judges a yarn breakage when the untwisting tension drops outside of that range.
- the untwisting tension of the conjugated yarn is the sum of the untwisting tensions of each yarn comprising the conjugated yarn
- the tension changes by amount of the untwisting tension of that broken yarn.
- the untwisting tension is normally always changing to some degree, the change when a single yarn of the yarns comprising the conjugated yarn breaks may not necessarily be due to the untwisting tension of a broken yarn.
- an operating range is defined and the cutter is operated regardless of the presence or absence of yarn when the untwisting tension drops out of that range.
- gearing with the cutter that cuts all of the doubled yarns is comprised to be freely engageable.
- single yarn processing may be performed on the machine of a doubled yarn false twisting machine with the gearing between the tension detection device and cutter disengaged.
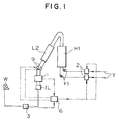
- Figure 1 is a schematic drawing of the doubled yarn false twisting machine of the present invention.
- Figure 2 is a side view of the doubled yarn false twisting machine of the present invention.
- Figure 3 is a schematic drawing of the untwisting tension detection device and false twisting machine used in one embodiment of the present invention.
- Figure 4 is a schematic drawing of the untwisting tension detection device and false twisting machine used in a second embodiment of the present invention.
- Figure 5 is a graph showing the relationship between the untwisting tension and yarn breakage.
- Figure 6 is a schematic drawing of a conventional doubled yarn false twisting machine.
- a draw texturizing machine M being a typical example of the present invention carries out texture processing of a synthetic filament yarn which is a melt-spun yarn and is shown in Figure 2 being a side view of a first embodiment of that.
- Ps is a supply package that is supported by a creel stand S.
- L1 is a guide pipe that guides a filament yarn Y unwound from the supply package Ps to a first feed roller F1.
- H1 is a primary heater that heat processes the yarn Y false twisted by a false twister 9.
- L2 is a cooling plate that fixes the properties of the yarn heat processed by the primary heater H1 by cooling.
- IL is the entangling device which entangles the yarn Y comprising a plurality of fiber bundles in approximately uniform intervals by a fluid and is able to form conjugated yarn by entangling a plurality of single yarns. Furthermore, when the entangling process is carried out, the unwinding properties are improved in the case of conjugated yarn or single yarn.
- O is an oiling roller that applies a lubricant to the yarn Y.
- W is a winding device that winds the yarn Y on a package Pw.
- the draw texturizing machine M is arranged with the creel stand S along the frame K and the filament yarn Y of the supply packages Ps supported on this creel stand S is unwound and guided to the first feed roller F1 by the guide pipe L1.
- a cutter 2 is arranged at the yarn exit hole of this guide pipe L1.
- the filament yarn Y is false twisted and heat fixed while being draw textured and bulkiness process is imparted on the filament yarn Y.
- the entangling device IL it is wound on the package Pw by the winding device W via the third feed roller F3, fourth feed roller F4, yarn breakage detection device 3, operation alley L3 and oiling roller O.
- 3 is the yarn breakage detection device which operates the cutter 2 and cuts the yarn Y upon detecting a yarn breakage.
- 1 is the untwisting tension detection device which also serves as a yarn breakage detection device and which sends signals to a control part 6 by obtaining various information necessary for quality management of the package such as changes in untwisting tension T by an internal sensor 5 and controls the untwisting tension T of the yarn Y by a contact pressure control means such as a cylinder or the like (not shown in the drawing) that adjusts the contact pressure of the false twister 9, based on the suitable signals sent from the control part 6.
- a yarn breakage is set for when the untwisting tension T shows a change exceeding the management range and the cutter 2 is operated by a signal from the control part 6.
- the yarn Y via the cutter 2 passes the first feed roller F1, primary heater H1, cooling plate L2, is false twist processed by the false twister 9, has the untwisting tension T detected by the untwisting tension detection device 1 and that result is entered in the control part 6.
- the control part 6 is pre-entered with target values for the untwisting tension T, the tension upper limit Tu and lower limit Td being the control range with respect to that target value To are entered simultaneously and the untwisting tension T of the false twister 9 is controlled via the contact pressure control means so as to be the target value To based on the untwisting tension T from the sensor 5.
- high quality yarn Y which had been controlled such that the untwisting tension T was within the target range is wound as a doubled conjugated yarn by the winding device W via the yarn breakage detection device 3 after being doubled by the entangling device IL.
- a first embodiment of the present invention has an untwisting tension detection device 1 with a plurality of internal sensors 5 and such an arrangement is shown in Figure 3 with two internal sensors 5.
- the conjugated yarn comprises two doubled yarns, the yarn path is seperate for each yarn Y so that the untwisting tension T may be detected and two each of a moving guide roller 8 and sensor 5 are arranged.
- Supposing the untwisting tension T of the conjugated yarn is for example 100g, with the untwisting tension of one yarn at 70g and the untwisting tension of the other at 30g. If a conjugated yarn of higher quality is to be produced, an embodiment arranged with such a plurality of sensors in the untwisting tension detection device 1 is able to produce better yarn by controlling the untwisting tensions of each of the composing yarns.
- the untwisting tension detection device 1 has a yarn path made of a guide 7 of which the shaft is fixed and a guide 8 that is linked to the sensor 5 and moves in response to the yarn tension, and measures the untwisting tension of the yarn Y passing along this yarn path.
- a single yarn false twisted by the false twister 9 passes along one yarn path.
- supposing a conjugated yarn YC is comprised of two single yarns being a 150 denier yarn YA and 75 denier yarn YB
- a yarn breakage when the untwisting tension T of the yarn YA is 70g and the untwisting tension T of the yarn YB is 30g. If a yarn breakage occurred in yarn YB, the untwisting tension T of the sensor 5 detecting the untwisting tension T of YB would become a value close to zero, a yarn breakage would be recognised and, the cutter 2 would be operated and the yarns YA, YB would be cut.
- one sensor 5 only detects the untwisting tension T of a single yarn Y but when the winding tension has become 0, it should be thought of as a yarn breakage but without actual experimentation, this can not be known. There is a margin of error and the untwisting tension T rarely reaches 0 even if a yarn breakage has occurred. Therefore, it is preferable to judge a yarn breakage when the untwisting tension T is close to 0 by reference to the margin of error and degree of change of the untwisting tension T.
- a yarn breakage may also be judged by large changes in the unwinding tension T of a single yarn such as changes of over half the unwinding tension T.
- a first embodiment of the present invention described a conjugate yarn comprising two yarns but naturally the number of yarns comprising the conjugate yarn is not necessarily limited to two.
- the cutter 2 operated by a single untwisting tension detection device 1 may be freely set corresponding to the number of yarns comprising the conjugated yarn.
- the sensors 5 inside the single untwisting tension detection device 1 are not limited to two and are preferably the same number as the number of yarns comprising the conjugated yarn.
- the untwisting tension T decreases as the yarn delivery speed becomes slower relative to the contact pressure of the belt.
- the contact pressure of the contact pressure control means decreases, the slippage between the yarn and belts increases, the delivery amount is reduced and the untwisting tension T rises.
- the vertical axis is the unwinding tension T and the horizontal axis is the time.
- the control of the contact pressure of the belts is carried out by control of the contact pressure control means by signals from the control part 6. If the value of the untwisting tension T detected by the untwisting tension detection device 1 and sent to the control part 6 increases and exceeds the upper limit Tu, a signal is sent to the contact pressure control means from the control part 6, the contact pressure between the false twister 9 and the yarn Y is increased and the contact pressure of the belts rises. Accordingly, the increased untwisting tension T starts to fall and falls below the upper limit Tu.
- a signal is continuously sent to the contact pressure control means from the the control part 6 targeting the target value To, the contact pressure increases and the untwisting tension T decreases.
- the contact pressure of the contact pressure control means is lowered and the belt contact pressure drops. Accordingly, the lowered untwisting tension T starts to rise and rises above the lower limit Td. The contact pressure of the belts is further lowered thus increasing the untwisting tension T thus targeting the target value To.
- Controlling the untwisting tension T to the target value To is carried out by the repetition of the control of this contact pressure control means.
- the untwisting tension T of the entire conjugated yarn is the sum of the single yarns comprising the conjugated yarn
- the untwisting tension becomes the sum minus the broken yarn.
- the target value To, upper limit Tu, lower limit Td and operating lower limit Tmin are determined by the entire conjugated yarn. If a single yarn breaks, the value of the untwisting tension decreases only by the value of the untwisting tension of the broken yarn thus it is correct to judge a yarn breakage when the operating lower limit Tmin has been exceeded.
- supposing a conjugated yarn YC is comprised of two single yarns being a 150 denier yarn YA and 75 denier yarn YB, let us consider a yarn breakage of yarn YB and the wrapping of the yarn end around the shaft of the first feed rollers F1 when the untwisting tension of the yarn YA is 70g and the untwisting tension of the yarn YB is 30g.
- the untwisting tension T of the conjugated yarn YC is 100g being the sum of the untwisting tensions of each of yarns YA and YB. Accordingly, the target value To is 100g.
- the untwisting tension detection device 1 When the untwisting tension T is approximately 100g, the normal change would be ⁇ 3 to 5g, the untwisting tension T would be kept within the target range by controlling the false twister 9 so that the upper limit Tu would be 105g and the lower limit Td would be 95g if the change was 5g.
- the untwisting tension detection device 1 When a yarn breakage occurs, the untwisting tension detection device 1 would then register an untwisting tension value which has a change range at around 70g instead of 100g and the range should then be from 75g to 65g. Supposing the operating lower limit Tmin was set at 90g, a yarn breakage would be judged and the cutter 2 operated thus cutting yarns YA and YB as the untwisting tension had fallen below the operating lower limit Tmin.
- the thickness and untwisting tension T of the conjugated yarn is not limited to the numerical values described in the above embodiments and may correspond to a variety of conjugated yarns.
- the doubled yarn false twisting machine is not limited to that described in the above embodiments but any doubled yarn false twisting machine may be applied.
- the untwisting tension T determining cutting of the yarn may be freely set as the count and type of the yarn Y comprising the doubled yarn being produced are numerous and the cutter 2 to be operated may be freely chosen.
- the structure of an already existing doubled yarn false twisting machine may be utilised by the adjustment of the program controlling the untwisting tension and cutter and thus may be cheaper than currently operating false twisting machines.
- a conventional mechanical yarn breakage detection device arranged per every one yarn close to the first feed rollers may be abolished thus reducing the number of parts and labour during assembly and reducing production costs.
- a yarn breakage may be detected and the cutter operated even in the case of specifications where the untwisting tension of a plurality of yarns is measured in a single sensor of the untwisting tension detection device.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Using a plurality of yarns having different thicknesses and characteristics in order to make a non-torque yarn by doubling an S-twisted and Z-twisted yarn, a production method of conjugated yarn is known that doubles those yarns after a false twist process and entangling process.
- The present invention relates to a doubled yarn false twisting machine producing false twist processed yarn of a conjugated yarn provided with a control device for cutting all the yarns of the doubled yarn when one yarn of among a plurality of yarns that are doubled breaks.
- On a false twisting machine, as forcible delivery of even a single yarn and not just doubled yarn is carried out by feed rollers, when a yarn breakage occurs in the yarn pathway, the yarn upstream from the place where the breakage has ocurred becomes entangled in the machine and it is thus necessary to cut the yarn in front of the upstream feed rollers. As conventional electrical capacitance type yarn breakage detection devices only detect the presence or absence of a yarn in the detection part, when these yarn breakage detection devices are used for a post doubled yarn from a doubled yarn false twisting machine, they do not work unless all of the yarns comprising the conjugated yarn are cut. In short, it does not operate even if only one of the plurality of yarns is un-cut. Accordingly, in order to detect a yarn breakage, a mechanical yarn breakage detection device is also arranged upstream of the first feed rollers that are upstream of where the yarns are combined and does not influence the transfer of the false twist. A breakage in any single yarn may thus be detected before the yarns are combined.
- A schematic drawing of a conventional device is shown in Figure 6 with the mechanical yarn
breakage detection device 4 being arranged between thecutter 2 and first feed roller F1. - After the supplied yarn Y is passed by the first feed roller F1 via the
cutter 2 and mechanical yarnbreakage detection device 4, then passed through the primary heater H1 and the cooling plate L2, then false twist processed by thefalse twister 9, then had the untwisting tension detected by the untwisting tension detection device 1 and doubled by the entangling device IL, the conjugated yarn which has been doubled is wound by the winding device W via the yarnbreakage detection device 3. - In this example, if a single yarn of the yarns comprising the conjugated yarn breaks after the first feed roller F1 and then becomes wrapped around the shaft of the feed roller F1, there is still yarn Y in the mechanical yarn
breakage detection device 4 and on top of this, as there is also at least a single yarn of those comprising the conjugated yarn remains in the electrical capacitance yarnbreakage detection device 3, detection of the breakage is impossible. - The following is a brief description of yarn breakage detection devices. A mechanical type and electrical capacitance type of yarn breakage detection devices are used on conventional false twisting machines and an anti static agent is used on partially draw textured yarn being the supply yarn. Detection of the presence or absence of yarn by the electrical capacitance yarn breakage detection device which detects whether there is a yarn by the capacitance of static electricity is very difficult as the yarn is almost completely uncharged and thus a mechanical yarn breakage detection device is used which detects the presence or absence of yarn by contact. This antistatic agent soon becomes ineffective if heated and thus a non-contact gentle electrical capacitance yarn breakage detection device is used for the yarn which has passed through the primary heater.
- Thus, when a conventional mechanical yarn breakage detection device is arranged upstream of the first feed roller as described above, a number of problems arise.
- Firstly, there is no realisation that the conjugated yarn is no longer a conjugated yarn and production will continue as a defective product due to the breakage occurring downstream from the detection device.
- Secondly, there is a possibility that the yarn end of the downstream side of the broken yarn may be wound on the winding package or the upstream side yarn end is not wound and becomes entangled on the rotating part of the shaft etc. of the feed roller. If this entanglement occurs, the yarn continues to be fed and forms a lump but even in this case, it is not detected by the yarn breakage detection device. In the worst possible case, this may cause the stoppage of the machine and thus require an operation to remove the entangled lump. As a result, it is preferable to arrange the yarn breakage detection device as far as possible downstream being the winding device side.
- However, as previously described, an electical capacitance or mechanical yarn breakage detection device is not suitable for the detection of a yarn breakage after the doubling of the yarn. A high performance device that is able to detect a single yarn breakage whilst in the doubled yarn state has been proposed as an electrical capacitance yarn breakage detection device but this is unusable due to the high costs.
- It is an object of the present invention to propose a simple yarn breakage detection device that addresses the problems existing in this kind of conventional technology.
- It is a further object to propose a device that cuts all of the yarns which have been doubled upon detection of even a single yarn breakage downstream from the first feed rollers of among the plurality of yarns which have been doubled.
- In order to achieve the above object, a first aspect of the present invention detects that one yarn has broken based on a drop in untwisting tension above a fixed level by a tension detection device that detects the untwisting tension.
- Accordingly, the tension detection device for detecting the untwisting tension is also connected to the control device that operates the cutter upon judging a yarn breakage from a tension change. When the detected untwisting tension drops by exceeding the normal range based on the properties of the yarn or the like, the cutter is operated due to supposition of a yarn breakage. The tension value at which the cutter operates is the value close to zero referring to the margin of error with the zero point setting in the case of tension zero or is the value lower than the aforementioned range of untwisting tension.
- Furthermore, the aforementioned tension detection device measures the combining force of the untwisting tension of the plurality of yarns which are doubled, defines the operating range and judges a yarn breakage when the untwisting tension drops outside of that range.
- Accordingly, as the untwisting tension of the conjugated yarn is the sum of the untwisting tensions of each yarn comprising the conjugated yarn, when a single yarn breaks, the tension changes by amount of the untwisting tension of that broken yarn. As the untwisting tension is normally always changing to some degree, the change when a single yarn of the yarns comprising the conjugated yarn breaks may not necessarily be due to the untwisting tension of a broken yarn. As a result, an operating range is defined and the cutter is operated regardless of the presence or absence of yarn when the untwisting tension drops out of that range.
- Yet further, the gearing with the cutter that cuts all of the doubled yarns is comprised to be freely engageable.
- Accordingly, single yarn processing may be performed on the machine of a doubled yarn false twisting machine with the gearing between the tension detection device and cutter disengaged.
- Figure 1 is a schematic drawing of the doubled yarn false twisting machine of the present invention.
- Figure 2 is a side view of the doubled yarn false twisting machine of the present invention.
- Figure 3 is a schematic drawing of the untwisting tension detection device and false twisting machine used in one embodiment of the present invention.
- Figure 4 is a schematic drawing of the untwisting tension detection device and false twisting machine used in a second embodiment of the present invention.
- Figure 5 is a graph showing the relationship between the untwisting tension and yarn breakage.
- Figure 6 is a schematic drawing of a conventional doubled yarn false twisting machine.
- A draw texturizing machine M being a typical example of the present invention carries out texture processing of a synthetic filament yarn which is a melt-spun yarn and is shown in Figure 2 being a side view of a first embodiment of that. Ps is a supply package that is supported by a creel stand S. L1 is a guide pipe that guides a filament yarn Y unwound from the supply package Ps to a first feed roller F1. H1 is a primary heater that heat processes the yarn Y false twisted by a
false twister 9. L2 is a cooling plate that fixes the properties of the yarn heat processed by the primary heater H1 by cooling. IL is the entangling device which entangles the yarn Y comprising a plurality of fiber bundles in approximately uniform intervals by a fluid and is able to form conjugated yarn by entangling a plurality of single yarns. Furthermore, when the entangling process is carried out, the unwinding properties are improved in the case of conjugated yarn or single yarn. O is an oiling roller that applies a lubricant to the yarn Y. W is a winding device that winds the yarn Y on a package Pw. - As shown in Figure 2, the draw texturizing machine M is arranged with the creel stand S along the frame K and the filament yarn Y of the supply packages Ps supported on this creel stand S is unwound and guided to the first feed roller F1 by the guide pipe L1. A
cutter 2 is arranged at the yarn exit hole of this guide pipe L1. - Further, it is then guided to a second feed roller F2 via the primary heater H1 for texturing, the cooling plate L2,
false twister 9 and untwisting tension detection device 1 that is arranged in order to obtain various information necessary for quality management of the package such as changes in untwisting tension T. By this process, the filament yarn Y is false twisted and heat fixed while being draw textured and bulkiness process is imparted on the filament yarn Y. Then, after doubling by the entangling device IL, it is wound on the package Pw by the winding device W via the third feed roller F3, fourth feed roller F4, yarnbreakage detection device 3, operation alley L3 and oiling roller O. - The structure of the main part of the doubled yarn false twisting machine M of the present invention will be described with reference to Figure 1 being a schematic drawing.
- 3 is the yarn breakage detection device which operates the
cutter 2 and cuts the yarn Y upon detecting a yarn breakage. 1 is the untwisting tension detection device which also serves as a yarn breakage detection device and which sends signals to acontrol part 6 by obtaining various information necessary for quality management of the package such as changes in untwisting tension T by aninternal sensor 5 and controls the untwisting tension T of the yarn Y by a contact pressure control means such as a cylinder or the like (not shown in the drawing) that adjusts the contact pressure of thefalse twister 9, based on the suitable signals sent from thecontrol part 6. Apart from this, a yarn breakage is set for when the untwisting tension T shows a change exceeding the management range and thecutter 2 is operated by a signal from thecontrol part 6. - In the case of normal winding, the yarn Y via the
cutter 2 passes the first feed roller F1, primary heater H1, cooling plate L2, is false twist processed by thefalse twister 9, has the untwisting tension T detected by the untwisting tension detection device 1 and that result is entered in thecontrol part 6. Thecontrol part 6 is pre-entered with target values for the untwisting tension T, the tension upper limit Tu and lower limit Td being the control range with respect to that target value To are entered simultaneously and the untwisting tension T of thefalse twister 9 is controlled via the contact pressure control means so as to be the target value To based on the untwisting tension T from thesensor 5. - Furthermore, high quality yarn Y which had been controlled such that the untwisting tension T was within the target range is wound as a doubled conjugated yarn by the winding device W via the yarn
breakage detection device 3 after being doubled by the entangling device IL. - A first embodiment of the present invention has an untwisting tension detection device 1 with a plurality of
internal sensors 5 and such an arrangement is shown in Figure 3 with twointernal sensors 5. The conjugated yarn comprises two doubled yarns, the yarn path is seperate for each yarn Y so that the untwisting tension T may be detected and two each of a movingguide roller 8 andsensor 5 are arranged. - Supposing the untwisting tension T of the conjugated yarn is for example 100g, with the untwisting tension of one yarn at 70g and the untwisting tension of the other at 30g. If a conjugated yarn of higher quality is to be produced, an embodiment arranged with such a plurality of sensors in the untwisting tension detection device 1 is able to produce better yarn by controlling the untwisting tensions of each of the composing yarns.
- As shown in Figure 3, the untwisting tension detection device 1 has a yarn path made of a
guide 7 of which the shaft is fixed and aguide 8 that is linked to thesensor 5 and moves in response to the yarn tension, and measures the untwisting tension of the yarn Y passing along this yarn path. A single yarn false twisted by thefalse twister 9 passes along one yarn path. When this untwisting tension detection device 1 detects normal changes, if necessary, a yarn of higher quality may be produced by the control of the untwisting tension of the yarn Y by controlling a cylinder that adjusts the contact pressure of thefalse twister 9. - Thus, for example, supposing a conjugated yarn YC is comprised of two single yarns being a 150 denier yarn YA and 75 denier yarn YB, let us consider a yarn breakage when the untwisting tension T of the yarn YA is 70g and the untwisting tension T of the yarn YB is 30g. If a yarn breakage occurred in yarn YB, the untwisting tension T of the
sensor 5 detecting the untwisting tension T of YB would become a value close to zero, a yarn breakage would be recognised and, thecutter 2 would be operated and the yarns YA, YB would be cut. - In this example, one
sensor 5 only detects the untwisting tension T of a single yarn Y but when the winding tension has become 0, it should be thought of as a yarn breakage but without actual experimentation, this can not be known. There is a margin of error and the untwisting tension T rarely reaches 0 even if a yarn breakage has occurred. Therefore, it is preferable to judge a yarn breakage when the untwisting tension T is close to 0 by reference to the margin of error and degree of change of the untwisting tension T. - Further, a yarn breakage may also be judged by large changes in the unwinding tension T of a single yarn such as changes of over half the unwinding tension T.
- A first embodiment of the present invention described a conjugate yarn comprising two yarns but naturally the number of yarns comprising the conjugate yarn is not necessarily limited to two. The
cutter 2 operated by a single untwisting tension detection device 1 may be freely set corresponding to the number of yarns comprising the conjugated yarn. - Also, the
sensors 5 inside the single untwisting tension detection device 1 are not limited to two and are preferably the same number as the number of yarns comprising the conjugated yarn. - Next, a second embodiment of the present invention will be described using Figure 4.
- There is a
single sensor 5 in the untwisting tension detection device 1, a single yarn groove in the fixedguide roller 7, a single movingguide roller 8 and it is different with respect to the number of single yarns comprising the conjugate yarn but all else is fundamentally the same. - In the example shown in Figure 4, there are two single yarns comprising the conjugated yarn and a
single sensor 5. Due to this, two yarns Y which have been false twisted by thefalse twister 9 pass through thesensor 5 and the untwisting tension T of the entire conjugated yarn is measured. A single yarn Y which has been false twisted by thefalse twister 9 passes through the yarn path. Under normal tension changes, a target range is set in the untwisting tension detection device 1 so that the tension is adjusted to the target value To of the untwisting tension and a operating lower limit value of the allowable range is entered in thecontrol part 6. As thefalse twister 9 in the present embodiment is a belt type, the relationship between the contact pressure of thefalse twister 9 and the untwisting tension T is as follows. - When the contact pressure of the contact pressure control means increases, the untwisting tension T decreases as the yarn delivery speed becomes slower relative to the contact pressure of the belt. In reverse, if the contact pressure of the contact pressure control means decreases, the slippage between the yarn and belts increases, the delivery amount is reduced and the untwisting tension T rises.
- The control of the contact pressure of the belts of the
false twister 9 will be described with reference to Figure 5. - The vertical axis is the unwinding tension T and the horizontal axis is the time. The control of the contact pressure of the belts is carried out by control of the contact pressure control means by signals from the
control part 6. If the value of the untwisting tension T detected by the untwisting tension detection device 1 and sent to thecontrol part 6 increases and exceeds the upper limit Tu, a signal is sent to the contact pressure control means from thecontrol part 6, the contact pressure between thefalse twister 9 and the yarn Y is increased and the contact pressure of the belts rises. Accordingly, the increased untwisting tension T starts to fall and falls below the upper limit Tu. - Furthermore, a signal is continuously sent to the contact pressure control means from the the
control part 6 targeting the target value To, the contact pressure increases and the untwisting tension T decreases. In reverse, if the value of the untwisting tension T sent to thecontrol part 6 decreases and exceeds the lower limit Td, a signal is sent from thecontrol part 6, the contact pressure of the contact pressure control means is lowered and the belt contact pressure drops. Accordingly, the lowered untwisting tension T starts to rise and rises above the lower limit Td. The contact pressure of the belts is further lowered thus increasing the untwisting tension T thus targeting the target value To. - Controlling the untwisting tension T to the target value To is carried out by the repetition of the control of this contact pressure control means. As the untwisting tension T of the entire conjugated yarn is the sum of the single yarns comprising the conjugated yarn, when a yarn breakage occurs, the untwisting tension becomes the sum minus the broken yarn. In short, the target value To, upper limit Tu, lower limit Td and operating lower limit Tmin are determined by the entire conjugated yarn. If a single yarn breaks, the value of the untwisting tension decreases only by the value of the untwisting tension of the broken yarn thus it is correct to judge a yarn breakage when the operating lower limit Tmin has been exceeded.
- For example, supposing a conjugated yarn YC is comprised of two single yarns being a 150 denier yarn YA and 75 denier yarn YB, let us consider a yarn breakage of yarn YB and the wrapping of the yarn end around the shaft of the first feed rollers F1 when the untwisting tension of the yarn YA is 70g and the untwisting tension of the yarn YB is 30g. The untwisting tension T of the conjugated yarn YC is 100g being the sum of the untwisting tensions of each of yarns YA and YB. Accordingly, the target value To is 100g. When the untwisting tension T is approximately 100g, the normal change would be ±3 to 5g, the untwisting tension T would be kept within the target range by controlling the
false twister 9 so that the upper limit Tu would be 105g and the lower limit Td would be 95g if the change was 5g. When a yarn breakage occurs, the untwisting tension detection device 1 would then register an untwisting tension value which has a change range at around 70g instead of 100g and the range should then be from 75g to 65g. Supposing the operating lower limit Tmin was set at 90g, a yarn breakage would be judged and thecutter 2 operated thus cutting yarns YA and YB as the untwisting tension had fallen below the operating lower limit Tmin. - As can be understood from above, the detected value shown by the dotted line in Figure 5 would be obtained if the other yarn YA broke.
- The above described embodiment only details the production of a conjugated yarn but a single frame need not only process conjugated yarn but also the false twisting of single yarn. In this kind of single yarn processing, a yarn breakage is detected based on the detection value of the untwisting tension detection device 1 thus reducing the operating efficiency of and causing unnecessary operations of the
cutter 2. - For example, as shown in Figure 3, in the case of an untwisting tension detection device that detects the untwisting tension of one yarn by one tensor, the basic value of the untwisting tension T detected when false twist processing an especially fine yarn is low as there are only single yarns. This may then be erroneously interpreted as yarn breakage. In order to prevent this mistaken recognition, a doubled yarn false twisting machine has been obtained for use also in the processing of singla yarns by the arrangement of a structure that engages/disengages the gearing of the
cutter 2. It should be noted that a yarn breakage of this kind is detected by a electrical capacitance type yarnbreakage detection device 3 similar to a conventional device. - It should be noted that the present invention may also be realised as follows:
- The thickness and untwisting tension T of the conjugated yarn is not limited to the numerical values described in the above embodiments and may correspond to a variety of conjugated yarns.
- Furthermore, the doubled yarn false twisting machine is not limited to that described in the above embodiments but any doubled yarn false twisting machine may be applied. Naturally, the untwisting tension T determining cutting of the yarn may be freely set as the count and type of the yarn Y comprising the doubled yarn being produced are numerous and the
cutter 2 to be operated may be freely chosen. - Due to the structure as described above, the present invention demonstrates the following merits:
- According to a first aspect of the present invention, the structure of an already existing doubled yarn false twisting machine may be utilised by the adjustment of the program controlling the untwisting tension and cutter and thus may be cheaper than currently operating false twisting machines. Furthermore, a conventional mechanical yarn breakage detection device arranged per every one yarn close to the first feed rollers may be abolished thus reducing the number of parts and labour during assembly and reducing production costs.
- If a yarn breakage occurs and the yarn end becomes entangled between the first feed roller and untwisting tension detection device, detection is impossible as there is more than one yarn comprising the conjugated yarn in the electrical capacitance type yarn breakage detection device but the yarn breakage which could not be detected in conventional devices can be detected due to the great changes in untwisting tension and the untwisting tension detection device detecting those changes. Due to this, the fact that there is no realisation that the conjugated yarn is no longer a conjugated yarn and that production continues resulting in a defective product can be prevented. Furthermore, the downstream side of the cut yarn is wound by the winding device but operations for removing lumps of the upstream yarn end entangled around the rotating part of the shaft of the feed rollers and stopping of the machine are not neccessary.
- Furthermore, a yarn breakage may be detected and the cutter operated even in the case of specifications where the untwisting tension of a plurality of yarns is measured in a single sensor of the untwisting tension detection device.
- Yet further, unnecessary yarn cutting when used as a single yarn false twisting machine can be prevented by the free engagement/disengagement of whether to operate the cutter or not by the detection of a yarn breakage by the untwisting tension detection device. In this kind of situation, only a conventional electrical capacitance type yarn breakage detection device is used.
Claims (3)
- A doubled yarn false twisting machine for producing false twist processed doubled yarn provided with a control device for cutting all the yarns of the doubled yarn when one yarn of the plurality of yarns that are doubled is broken, where
the breakage of the one yarn is detected by a tension detection device thatdetects the untwisting tension based on a decrease in untwisting tension by more than a fixed amount. - A doubled yarn false twisting machine as in claim 1, which measures the combining force of the untwisting tension of the plurality of yarns that are doubled, defines a operating range and judges a yarn breakage to have occurred when the untwisting tension drops out of that range.
- A doubled yarn false twisting machine as in claim 2, wherein the engagement/disengagement for the gearing of the cutter that cuts all of the yarns which are doubled is free.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11239696 | 1996-05-07 | ||
| JP112396/96 | 1996-05-07 | ||
| JP11239696A JP3079997B2 (en) | 1996-05-07 | 1996-05-07 | Thread breakage detection device for twine false twisting machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0806503A1 true EP0806503A1 (en) | 1997-11-12 |
| EP0806503B1 EP0806503B1 (en) | 2002-10-02 |
Family
ID=14585620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19970105860 Expired - Lifetime EP0806503B1 (en) | 1996-05-07 | 1997-04-09 | A doubled yarn false twisting machine |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0806503B1 (en) |
| JP (1) | JP3079997B2 (en) |
| KR (1) | KR100456745B1 (en) |
| CN (1) | CN1057574C (en) |
| DE (1) | DE69715957T2 (en) |
| TW (1) | TW335420B (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0864677A1 (en) * | 1997-03-14 | 1998-09-16 | Murata Kikai Kabushiki Kaisha | Tension control system in false twist texturing machine for producing a doubled yarn |
| EP1424411A1 (en) * | 2002-11-27 | 2004-06-02 | Polyfelt Gesellschaft m.b.H. | Apparatus to improve the spinning stability |
| US9422928B2 (en) | 2010-08-27 | 2016-08-23 | Koninklijke Philips N.V. | Electric motor thermal energy isolation |
| EP3540104A1 (en) * | 2018-03-16 | 2019-09-18 | TMT Machinery, Inc. | Draw texturing machine |
| CN110592750A (en) * | 2019-10-10 | 2019-12-20 | 海盐县梦芝舟毛纺厂 | A self-adjusting doubling machine |
| CN116685729A (en) * | 2021-03-16 | 2023-09-01 | 日本Tmt机械株式会社 | False twist processing machine |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102517718A (en) * | 2011-11-15 | 2012-06-27 | 海宁市建利纺织有限公司 | False twisting machine for hairy curved yarns |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4947633A (en) * | 1988-02-20 | 1990-08-14 | Hans Stahlecker | Process and an arrangement for producing packages to be used as feeding packages for twisting |
| EP0495446A1 (en) * | 1991-01-17 | 1992-07-22 | Barmag Ag | Method and apparatus of monitoring the quality of a false twist textured yarn |
| US5502961A (en) * | 1992-08-31 | 1996-04-02 | Murata Kikai Kabushiki Kaisha | False twister and method for controlling same |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR950009866B1 (en) * | 1991-09-06 | 1995-08-29 | 후지레비오 가부시끼가이샤 | 4-hydroxytetrahydropyran-2-one derivatives and intermediates used for their synthesis |
| JPH07133535A (en) * | 1993-11-08 | 1995-05-23 | Murata Mach Ltd | Maintenance system for draw false-twister |
| JPH0892828A (en) * | 1994-09-21 | 1996-04-09 | Unitika Ltd | Removal of abnormal part in frictional false twisting |
-
1996
- 1996-05-07 JP JP11239696A patent/JP3079997B2/en not_active Expired - Lifetime
- 1996-12-31 TW TW085116354A patent/TW335420B/en not_active IP Right Cessation
-
1997
- 1997-03-06 KR KR1019970007360A patent/KR100456745B1/en not_active Expired - Lifetime
- 1997-04-09 DE DE1997615957 patent/DE69715957T2/en not_active Expired - Lifetime
- 1997-04-09 EP EP19970105860 patent/EP0806503B1/en not_active Expired - Lifetime
- 1997-05-06 CN CN97104220A patent/CN1057574C/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4947633A (en) * | 1988-02-20 | 1990-08-14 | Hans Stahlecker | Process and an arrangement for producing packages to be used as feeding packages for twisting |
| EP0495446A1 (en) * | 1991-01-17 | 1992-07-22 | Barmag Ag | Method and apparatus of monitoring the quality of a false twist textured yarn |
| US5502961A (en) * | 1992-08-31 | 1996-04-02 | Murata Kikai Kabushiki Kaisha | False twister and method for controlling same |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0864677A1 (en) * | 1997-03-14 | 1998-09-16 | Murata Kikai Kabushiki Kaisha | Tension control system in false twist texturing machine for producing a doubled yarn |
| EP1424411A1 (en) * | 2002-11-27 | 2004-06-02 | Polyfelt Gesellschaft m.b.H. | Apparatus to improve the spinning stability |
| US9422928B2 (en) | 2010-08-27 | 2016-08-23 | Koninklijke Philips N.V. | Electric motor thermal energy isolation |
| EP3540104A1 (en) * | 2018-03-16 | 2019-09-18 | TMT Machinery, Inc. | Draw texturing machine |
| CN110592750A (en) * | 2019-10-10 | 2019-12-20 | 海盐县梦芝舟毛纺厂 | A self-adjusting doubling machine |
| CN116685729A (en) * | 2021-03-16 | 2023-09-01 | 日本Tmt机械株式会社 | False twist processing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1057574C (en) | 2000-10-18 |
| TW335420B (en) | 1998-07-01 |
| DE69715957D1 (en) | 2002-11-07 |
| CN1165210A (en) | 1997-11-19 |
| HK1003898A1 (en) | 1998-11-13 |
| JPH09296331A (en) | 1997-11-18 |
| KR100456745B1 (en) | 2005-02-23 |
| DE69715957T2 (en) | 2003-08-07 |
| EP0806503B1 (en) | 2002-10-02 |
| JP3079997B2 (en) | 2000-08-21 |
| KR970075002A (en) | 1997-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6536087B2 (en) | Method and apparatus for continuously unwinding and processing a yarn | |
| US6199361B1 (en) | False twist texturing machine | |
| US4356690A (en) | Fasciated yarn | |
| US5343601A (en) | Yarn spinning method with high-speed winding | |
| US5661880A (en) | Method and apparatus for producing a multifilament yarn by a spin-draw process | |
| CN1043688C (en) | Method of monitoring yarn in motion | |
| US7137238B2 (en) | Yarn quality assurance method and yarn processing machine | |
| EP0806503B1 (en) | A doubled yarn false twisting machine | |
| JP2003253531A (en) | Thread break prevention device and yarn processing machine having the same | |
| JP2003293236A (en) | Fiber toe splice detection sensor and control method using the same | |
| US3341913A (en) | Drawing and bulking of synthetic polymer yarns | |
| US4012816A (en) | Method and apparatus for processing thermoplastic yarn | |
| US5036568A (en) | Method and system to detect the position and tension of yarn being air textured | |
| IE41990B1 (en) | A process for texturing thermoplastic synthetic yarns | |
| JP3509870B2 (en) | Production of processed yarn | |
| US20060201129A1 (en) | Continuous constant tension air covering | |
| US4343144A (en) | Control arrangement for a textile machine | |
| US4309801A (en) | Texturizing process | |
| JPH1060745A (en) | Method for producing bulky elastic yarn | |
| US3938307A (en) | Drawing and texturing by false twist crimping of synthetic textile filament | |
| JPH11100735A (en) | Stretch false twisting machine | |
| EP0907079A1 (en) | Quality control apparatus for textured filament yarn | |
| US7454889B2 (en) | Method for producing an effect yarn on an open-end rotor spinning machine, and corresponding effect yarn | |
| CA1138631A (en) | Fasciated yarn and a process for making the same | |
| US5351471A (en) | Machine having a reduced height for twisting and texturing a yarn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19980115 |
|
| 17Q | First examination report despatched |
Effective date: 20000518 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69715957 Country of ref document: DE Date of ref document: 20021107 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030703 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050419 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20050422 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060430 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20061230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070409 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69715957 Country of ref document: DE Representative=s name: WEICKMANN & WEICKMANN PATENTANWAELTE - RECHTSA, DE Ref country code: DE Ref legal event code: R082 Ref document number: 69715957 Country of ref document: DE Representative=s name: PATENTANWAELTE WEICKMANN & WEICKMANN, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160421 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69715957 Country of ref document: DE |