EP0778588B1 - Flat cable with small margin - Google Patents
Flat cable with small margin Download PDFInfo
- Publication number
- EP0778588B1 EP0778588B1 EP96400857A EP96400857A EP0778588B1 EP 0778588 B1 EP0778588 B1 EP 0778588B1 EP 96400857 A EP96400857 A EP 96400857A EP 96400857 A EP96400857 A EP 96400857A EP 0778588 B1 EP0778588 B1 EP 0778588B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conductor
- tape
- conductors
- longitudinal
- cable according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/08—Flat or ribbon cables
- H01B7/0838—Parallel wires, sandwiched between two insulating layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/08—Flat or ribbon cables
- H01B7/0861—Flat or ribbon cables comprising one or more screens
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B9/00—Power cables
- H01B9/02—Power cables with screens or conductive layers, e.g. for avoiding large potential gradients
Abstract
Description
La présente invention concerne un câble plat.The present invention relates to a flat cable.
De manière générale et connue en soi, les câbles plats comprennent au moins un conducteur longitudinal, intercalé, entre au moins deux couches d'un matériau isolant et éventuellement d'un matériau de blindage.In general and known per se, flat cables comprise at least one longitudinal conductor, interposed, between the at least two layers of an insulating material and possibly a shielding material.
Les câbles plats sont largement utilisés dans l'industrie électronique et dans l'informatique.Flat cables are widely used in industry electronics and IT.
La technique de fabrication des câbles en nappe, extrudés ou extrudo laminés permet l'assemblage de conducteurs par une matière fondue qui est ensuite refroidie.The technique of manufacturing ribbon, extruded or extrudo laminates allows the assembly of conductors by a material which is then cooled.
Il existe aussi, des câbles plats à conducteurs plats laminés qui résultent de l'encapsulage des dits conducteurs entre deux films complexes, composés généralement d'une couche thermoplastique thermostable destinée à apporter des propriétés mécaniques et électriques au câble, et d'une ou plusieurs couches thermoplastiques permettant le collage par pression à chaud.There are also flat cables with laminated flat conductors which result from the encapsulation of said conductors between two films complex, generally composed of a thermoplastic layer thermostable intended to provide mechanical properties and electric to the cable, and one or more thermoplastic layers allowing hot pressing bonding.
Suivant les cas, on peut ajouter dans ce complexe, différentes couches, soit pour permettre un bon accrochage entre les deux films cités précédemment et/ou pour permettre un meilleur accrochage sur le conducteur encapsulé.Depending on the case, we can add in this complex, different layers, either to allow good bonding between the two films mentioned above and / or to allow better hanging on the encapsulated conductor.
L'avantage principal de ce câble appelé FFC (flat flexible cable) est un coût d'installation moindre par rapport aux autres produits.The main advantage of this cable called FFC (flat flexible cable) is a lower installation cost compared to others products.
Les produits électroniques grand public ne nécessitent pas obligatoirement de composants sophistiqués bien que les contrôles effectués pour diminuer les risques de pannes potentiels soient de plus en plus sévères. L'effort pour ce type de marché se porte beaucoup plus sur les coûts qui tendent à être les plus bas possibles. Il arrive bien entendu que certaines applications requièrent des critères très techniques comme des essais en flexion avec des FFC qui doivent résister à plusieurs millions de cycles.Consumer electronics do not require necessarily sophisticated components although the controls to reduce the risk of potential breakdowns are more and more severe. The effort for this type of market is doing a lot more on costs which tend to be as low as possible. He is coming of course some applications require very specific criteria techniques like bending tests with FFCs which must withstand millions of cycles.
Les FFC conviennent parfaitement pour ces applications et détrônent de loin toutes les autres techniques citées précédemment.FFCs are ideal for these applications and far outweigh all the other techniques mentioned above.
Les câbles FFC décrits dans le US-A-5,262,590 comportent des couches de matériau isolant constituées par des plis longitudinaux autour des conducteurs, en une ou plusieurs passes, d'un ruban de garnissage, enduit sur au moins sa face interne avec un adhésif. The FFC cables described in US-A-5,262,590 include layers of insulating material consisting of longitudinal folds around the conductors, in one or more passes, with a ribbon of lining, coated on at least its internal face with an adhesive.
Cependant, malgré le peu de courant ou de tension qui doit passer dans ces câbles, leur technique actuelle de fabrication impose l'utilisation de marges importantes. Ces marges qui sont situées aux deux extrémités latérales du FFC laminé sont obligatoires pour éviter une détérioration et un délaminage du produit lors d'une utilisation par exemple en flexion. Elles peuvent mesurer de quelques dixièmes de millimètres à quelques millimètres de large, au-delà des conducteurs situés le plus à l'extérieur.However, despite the low current or voltage which must pass through these cables, their current manufacturing technique requires the use of large margins. These margins which are located at two lateral ends of the laminated FFC are compulsory to avoid deterioration and delamination of the product during use for example in bending. They can measure a few tenths from millimeters to a few millimeters wide, beyond outermost conductors.
Ces marges obligatoires et importantes présentent différents autres inconvénients, et notamment:
- une tolérance inhérente aux marges nécessaires et due au procédé ;
- une largeur totale importante par rapport aux câbles en nappe extrudés ;
- un volume d'implantation plus important dû à la largeur ;
- une tenue mécanique des marges limitée notamment en cas de frottement contre d'autres pièces (tenue limitée à l'abrasion, faible résistance au déchirement, risque de délaminage etc.).
- an inherent tolerance for the margins necessary and due to the process;
- a large overall width with respect to the extruded ply cables;
- a larger implantation volume due to the width;
- limited mechanical resistance of the margins, in particular in the event of friction against other parts (resistance limited to abrasion, low tear resistance, risk of delamination, etc.).
Il apparaít clairement que les marges nécessaires à la fabrication de ces produits constituent un handicap certain notamment pour des applications très techniques. Pour exemple la simple utilisation d'un câble en mouvement dans un boítier tolérancé aux dimensions du câble contenant celui-ci, nécessite de tenir compte de la tolérance maximum du câble mais aussi d'une tolérance maximum du boítier. Cela signifie qu'en cas de cotes minimum du câble et de cotes maximum du boítier, le jeu très important qui en résulte peut avoir comme conséquence une usure prématurée du câble et du boítier ainsi que des bruits engendrés par des vibrations éventuelles.It is clear that the margins necessary for the manufacturing these products constitutes a certain handicap, in particular for very technical applications. For example the simple use of a moving cable in a housing tolerated to dimensions of the cable containing it, need to take into account the maximum tolerance of the cable but also of a maximum tolerance of the case. This means that in case of minimum cable dimensions and maximum dimensions of the box, the very important game which results can result in premature wear of the cable and housing as well as noises generated by possible vibrations.
La surface peut également poser un problème. En effet, les marges nécessaires à la fabrication des FFC prennent la place de un, voire de deux conducteurs que l'on pourrait installer en lieu et place des marges si celles-ci pouvaient être supprimées.The surface can also be a problem. Indeed, the margins required to manufacture FFCs take the place of one, or even two conductors that could be installed instead margins if these could be removed.
En outre, dans un environnement où les phénomènes d'ondes électromagnétiques peuvent perturber les signaux émis, les câbles FFC n'échappent pas à la règle. Or, si les marges étaient réduites, le blindage déposé autour de ces FFC serait de largeur moindre et serait donc moins cher. In addition, in an environment where wave phenomena electromagnetic interference to signals, cables FFC are no exception to the rule. However, if the margins were reduced, the shielding deposited around these FFCs would be of smaller width and would therefore cheaper.
Par ailleurs, les diverses opérations mécaniques effectuées avec le câble (dévidage, torsion ...) peuvent provoquer des décalages transversaux des deux films emprisonnant les conducteurs. Ces décalages éliminent toute possibilité d'alignement précis en vis-à-vis des zones de dénudage partiel, réalisées au préalable sur chacun des films d'encapsulation, et interdisent ainsi les connections transversales avec le câble.In addition, the various mechanical operations carried out with the cable (unwinding, twisting ...) can cause shifts of the two films trapping the conductors. These offsets eliminate any possibility of precise alignment vis-à-vis partial stripping zones, carried out beforehand on each of the encapsulation films, and thus prohibit connections transverse with the cable.
Au surplus, le blindage des câbles plats traditionnels soulève encore d'autres difficultés car il est nécessaire de relier électriquement, la couche de blindage (tresse de cuivre, feuille de polyester aluminisé ...) à la masse, par exemple par soudure à l'un des conducteurs.In addition, the shielding of traditional flat cables raises still other difficulties because it is necessary to link electrically, the shielding layer (copper braid, sheet of aluminized polyester, etc.) to ground, for example by welding to one of the conductors.
La présente invention a pour but de résoudre les problèmes techniques et économiques précédents.The object of the present invention is to solve the problems previous technical and economic.
Ce but est atteint selon l'invention au moyen d'un câble plat comprenant, au moins un conducteur longitudinal intercalé entre au moins deux couches d'un matériau isolant et éventuellement d'un matériau de blindage, lesdites couches étant constituées par des plis longitudinaux autour du conducteur, en une ou plusieurs épaisseurs, d'au moins un ruban de garnissage réalisé, au moins partiellement, avec une matière thermostable et enduit sur au moins sa face interne avec un adhésif thermofusible, caractérisé en ce que le ruban de garnissage est d'un seul tenant et porte le conducteur, sur une zone d'extrémité latérale, avant pliage.This object is achieved according to the invention by means of a flat cable comprising, at least one longitudinal conductor interposed between at at least two layers of an insulating material and possibly a shielding material, said layers consisting of pleats longitudinal around the conductor, in one or more thicknesses, at least one filling tape produced, at least partially, with a thermostable material and coated on at least its internal face with hot-melt adhesive, characterized in that the tape padding is in one piece and carries the conductor over an area lateral end, before folding.
On entend par - matière thermostable - une matière qui a été étirée selon deux directions et qui possède, en conséquence, une grande stabilité thermique.The term “thermostable material” means a material which has been stretched in two directions and which consequently has a high thermal stability.
L'adhésif thermofusible est une substance qui, outre ses propriétés adhésives, a une température de fusion inférieure à celle du ruban thermostable qui forme son support.Hot melt adhesive is a substance which, in addition to its adhesive properties, at a lower melting temperature than thermostable tape which forms its support.
Selon une caractéristique avantageuse, ledit ruban de garnissage est enduit d'adhésif sur ses deux faces. Les épaisseurs d'adhésifs peuvent, le cas échéant, varier sur le ruban de façon à modifier localement l'épaisseur du câble ou à créer des zones préparées pour le dénudage. According to an advantageous characteristic, said ribbon of lining is coated with adhesive on both sides. The thicknesses adhesives may, if necessary, vary on the tape so as to locally modify the thickness of the cable or create zones prepared for stripping.
Selon une variante de réalisation, les plis longitudinaux sont formés, au moins sur les bords latéraux, de replis du ruban sur lui-même qui emprisonnent le conducteur au centre du câble.According to an alternative embodiment, the longitudinal folds are formed, at least on the lateral edges, of folds of the ribbon on itself which trap the conductor in the center of the cable.
Selon une autre variante, les plis longitudinaux sont formés par des replis de tronçons indépendants de plusieurs rubans de natures éventuellement différentes.According to another variant, the longitudinal folds are formed by folds of independent sections of several natural ribbons possibly different.
Dans un mode de réalisation particulier, le ruban de garnissage est formé d'un substrat en matériau isolant sur la face interne duquel est fixée, avant pliage, une bande de matériau de blindage.In a particular embodiment, the ribbon of lining is formed of a substrate of insulating material on the face internal of which is fixed, before folding, a strip of material of shielding.
En outre, il peut être prévu que la bande de blindage soit en contact après pliage avec l'un des conducteurs.In addition, provision may be made for the shielding strip to be in contact after folding with one of the conductors.
Par ailleurs, lesdites couches peuvent comporter localement des cavités ou interruptions permettant la mise à nu des conducteurs et/ou du blindage, en vue d'un raccordement transversal sans découpe ni dénudage du câble.Furthermore, said layers may include locally cavities or interruptions allowing bare conductors and / or shielding, for cross connection without cutting no stripping of the cable.
Selon encore une variante de réalisation, les bords d'extrémités latérales du ruban sont fixés de manière jointive.According to another variant embodiment, the edges side ends of the tape are attached contiguously.
Selon une autre variante, ledit ruban a une épaisseur variable sur sa largeur.According to another variant, said strip has a variable thickness across its width.
De préférence, le ruban de matière thermostable est réalisé avec une matière choisie dans le groupe constitué par les polyesters thermostables (PET), les téréphtalates, les polyoléfines, les polyimides, la polyéther cétone (pek), la polyéther éther cétone (peek), le polysulfure de phénilène (pps), la polysulfone (psu), la polyétherimide(pei).Preferably, the ribbon of thermostable material is produced with a material chosen from the group consisting of polyesters thermostable (PET), terephthalates, polyolefins, polyimides, polyether ketone (pek), polyether ether ketone (peek), phenilene polysulfide (pps), polysulfone (psu), polyetherimide (pei).
Par ailleurs, l'adhésif est choisi, de préférence, dans le groupe constitué des polymères de styrène, des polyoléfines, des téréphtalates, des polymères cellulosiques, des polyamides, des méthacrylates, du polychlorure de vinyl (PVC), des élastomères thermoplastiques (etp), du polyuréthane (pur), du polyéthylène téréphtalate (pet), du polybutylène téréphtalate (pbt).Furthermore, the adhesive is preferably chosen from the group consisting of styrene polymers, polyolefins, terephthalates, cellulosic polymers, polyamides, methacrylates, polyvinyl chloride (PVC), elastomers thermoplastics (etp), polyurethane (pure), polyethylene terephthalate (pet), polybutylene terephthalate (pbt).
Le matériau de blindage, quant à lui, est de l'aluminium ou du cuivre pur ou bien du polyester métallisé, ou bien encore un complexe formé à partir d'un film isolant et d'une feuille conductrice.The shielding material, on the other hand, is aluminum or pure copper or metallized polyester, or even a complex formed from an insulating film and a conductive sheet.
Un autre objet de l'invention est un procédé de fabrication d'un câble plat caractérisé en ce que,
- on réalise d'abord un substrat isolant avec une matière thermostable,
- on enduit au moins une face dudit substrat avec un adhésif thermofusible, puis
- on prépare un ruban de garnissage d'un seul tenant en fixant sur une zone du bord d'extrémité latérale du substrat isolant, au moins un conducteur longitudinal et éventuellement, à distance sur la même face, une bande de blindage,
- on effectue ensuite des pliages longitudinaux successifs du ruban sur lui-même, en débutant par la zone du conducteur de façon à former au moins deux couches isolantes et éventuellement deux couches de blindage, entre lesquelles est emprisonné le conducteur, et
- on procède à un laminage à chaud du ruban plié.
- first an insulating substrate is produced with a thermostable material,
- at least one side of said substrate is coated with a hot-melt adhesive, then
- a packing tape is prepared in one piece by fixing on an area of the lateral end edge of the insulating substrate, at least one longitudinal conductor and possibly, at a distance on the same face, a shielding strip,
- successive longitudinal folds of the tape are then performed on itself, starting with the conductor area so as to form at least two insulating layers and possibly two shielding layers, between which the conductor is trapped, and
- hot bending of the folded ribbon is carried out.
Selon une caractéristique avantageuse du procédé, on fixe la bande de blindage sur le substrat isolant à une distance déterminée du conducteur le plus proche de façon à créer par pliage un contact longitudinal entre ladite bande et l'un des conducteurs.According to an advantageous characteristic of the process, the shielding strip on the insulating substrate at a determined distance from the nearest conductor to create a contact by bending longitudinal between said strip and one of the conductors.
Selon un variante, on fixe, sur au moins une face de la bande de blindage, une épaisseur de matériau à faible constante diélectrique.According to a variant, one fixes, on at least one face of the strip of shielding, a thickness of material with low dielectric constant.
Selon une autre caractéristique, on découpe le bord d'extrémité longitudinale du substrat isolant de façon à dénuder, au moins partiellement sur le ruban, les extrémités longitudinales du conducteur et de la bande de blindage.According to another characteristic, the end edge is cut out longitudinal of the insulating substrate so as to strip, at least partially on the tape, the longitudinal ends of the conductor and armor strip.
Cette dernière disposition permet la reprise de masse par raccordement du pourtour de la bande de blindage à un connecteur d'extrémité.This latter arrangement allows mass recovery by connection of the perimeter of the shielding strip to a connector end.
Dans le câble de l'invention, les marges sont réduites au minimum à l'épaisseur du ruban, qui est elle-même très faible. Par conséquent, il n'existe pas de risque de délaminage des bords latéraux du câble, comme cela est le cas avec les câbles plats traditionnels, lorsqu'ils sont soumis à des agressions mécaniques ou à des chocs thermiques.In the cable of the invention, the margins are reduced to minimum to the thickness of the ribbon, which is itself very small. Through therefore, there is no risk of delamination of the side edges cable, as is the case with traditional flat cables, when subjected to mechanical attack or shock thermal.
Lorsque les bords d'extrémité du ruban sont disposés de manière jointive, les efforts produits par des flexions répétitives appliquées au câble, ne s'exercent pas dans la zone de collage, ce qui permet d'améliorer la résistance du câble à la flexion et donc sa durée de vie. When the end edges of the ribbon are arranged so contiguous, the forces produced by repetitive flexions applied to the cable, do not work in the bonding area, which allows to improve the cable's resistance to bending and therefore its service life.
En outre, chaque couche étant constituée d'un repli longitudinal d'un seul tronçon de ruban, il devient possible de réaliser des zones de dénudage partiel en vis-à-vis de part et d'autre du câble et sans décalage de positionnement. Par suite, des connections partielles transversales sont facilement réalisables.In addition, each layer consisting of a longitudinal fold with a single section of ribbon, it becomes possible to make zones of partial stripping opposite the cable on both sides and without positioning offset. As a result, partial connections transverse are easily achievable.
Par ailleurs, il est possible d'obtenir de très bonnes propriétés diélectriques du câble en lui donnant une grande épaisseur par plusieurs plis de ruban autour du ou des conducteurs.Furthermore, it is possible to obtain very good properties. dielectric of the cable giving it a great thickness by several folds of tape around the conductor (s).
Le câble de l'invention est facile à réaliser et possède une structure qui est plus homogène et plus compacte que celle des câbles plats traditionnels.The cable of the invention is easy to make and has a structure which is more homogeneous and more compact than that of cables traditional dishes.
L'invention sera mieux comprise à la lecture de la description qui va suivre accompagnée des dessins sur lesquels :
- la figure 1 représente une vue schématique en coupe transversale d'un premier mode de réalisation du câble de l'invention ;
- les figures 2, 3, 4 et 5 représentent des vues schématiques d'autres modes de réalisation du câble de l'invention ;
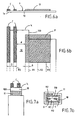
- les figures 6a et 6b représentent des vues respectivement de face et en plan d'un mode de réalisation du ruban de garnissage selon l'invention, avant pliage ;
- les figures 7a et 7b représentent des vues respectivement en plan et de face du câble de l'invention selon le mode de réalisation des figures 6a et 6b, après pliage ;
- les figures 8a et 8b représentent des vues respectivement de face et en plan d'un autre mode de réalisation du ruban selon l'invention, avant pliage, et
- les figures 9a et 9b représentent des vues respectivement en plan et de face du câble de l'invention selon le mode de réalisation des figures 8a et 8b, après pliage.
- Figure 1 shows a schematic cross-sectional view of a first embodiment of the cable of the invention;
- Figures 2, 3, 4 and 5 show schematic views of other embodiments of the cable of the invention;
- Figures 6a and 6b show respectively front and plan views of an embodiment of the packing tape according to the invention, before folding;
- Figures 7a and 7b show respectively plan and front views of the cable of the invention according to the embodiment of Figures 6a and 6b, after folding;
- FIGS. 8a and 8b show respectively front and plan views of another embodiment of the ribbon according to the invention, before folding, and
- Figures 9a and 9b show respectively plan and front views of the cable of the invention according to the embodiment of Figures 8a and 8b, after folding.
Le câble plat de l'invention comprend, en général, au moins un,
et dans le mode de réalisation des figures 1 à 5, par exemple, trois
conducteurs longitudinaux C intercalés entre, au moins deux couches
d'un matériau isolant. Les couches isolantes sont constituées par des plis
longitudinaux R0, R1, R2 ... autour des conducteurs C, d'un ruban 1 de
garnissage réalisé, au moins partiellement, avec un substrat de matière
thermostable. Le substrat est enduit préalablement au pliage, sur au
moins sa face interne, avec un adhésif thermofusible.The flat cable of the invention generally comprises at least one, and in the embodiment of FIGS. 1 to 5, for example, three longitudinal conductors C interposed between, at least two layers of an insulating material. The insulating layers consist of longitudinal folds R 0 , R 1 , R 2, etc. around the conductors C, of a
Les plis longitudinaux R0, R1, ... du ruban 1, forment ainsi une
ou plusieurs épaisseurs de matériau isolant autour des conducteurs C.The longitudinal folds R 0 , R 1 , ... of the
La matière thermostable est choisie, de préférence, dans le groupe constitué par les polyesters thermostables (PET), les téréphtalates, les polyoléfines, les polyimides, la polyéther cétone (pek), la polyéther éther cétone (peek), le polysulfure de phénilène (pps), la polysulfone (psu), la polyétherimide (pei).The thermostable material is preferably chosen from the group made up of thermostable polyesters (PET), terephthalates, polyolefins, polyimides, polyether ketone (pek), polyether ether ketone (peek), phenilene polysulfide (pps), polysulfone (psu), polyetherimide (pei).
L'adhésif est choisi, de préférence, dans le groupe constitué par les polymères de styrène, les polyoléfines, les téréphtalates, les polyamides, les méthacrylates et les polymères cellulosiques, le polychlorure de vinyl (PVC), des élastomères thermoplastiques (etp), le polyuréthane (pur), le polyéthylène téréphtalate (pet), le polybutylène téréphtalate (pbt). Cet adhésif peut être appliqué sur le substrat, par exemple, sous forme d'un liquide ou d'un gel chaud résultant de la fusion préalable de granulés.The adhesive is preferably chosen from the group consisting of styrene polymers, polyolefins, terephthalates, polyamides, methacrylates and cellulosic polymers, polyvinyl chloride (PVC), thermoplastic elastomers (etp), polyurethane (pure), polyethylene terephthalate (pet), polybutylene terephthalate (pbt). This adhesive can be applied to the substrate, by example, in the form of a hot liquid or gel resulting from the prior melting of granules.
Dans le mode de réalisation de la figure 1, les plis R0, R1, R2
sont formés, au moins sur les bords latéraux, par des replis du ruban 1
sur lui-même qui emprisonnent les conducteurs au centre du câble. Le
bord libre de l'extrémité latérale externe 1b du ruban 1 est fixé sur le pli
de base R0. Le bord libre de l'extrémité latérale interne 1a du ruban 1
est, quant à lui, fixé, par exemple, au contact du conducteur latéral C.In the embodiment of Figure 1, the folds R 0 , R 1 , R 2 are formed, at least on the side edges, by folds of the
Dans ce cas, l'épaisseur du câble plat n'est pas uniforme mais on dispose d'une plus grande surface de collage. Les couches isolantes formées des plis R0, R1, R2 sont, le cas échéant, pourvues localement d'interruptions ou de cavités formant autant de zones de mise à nu des conducteurs et permettant des connections transversales complètes ou partielles avec seulement certains conducteurs sans qu'il soit nécessaire d'effectuer une découpe du câble et sans risques de décalage.In this case, the thickness of the flat cable is not uniform but there is a larger bonding surface. The insulating layers formed by the folds R 0 , R 1 , R 2 are, where appropriate, provided locally with interruptions or cavities forming as many areas of exposure of the conductors and allowing complete or partial transverse connections with only certain conductors without the need to cut the cable and without risk of offset.
Dans le mode de réalisation de la figure 2, les bords libres 1a, 1b
d'extrémités latérales, respectivement du pli R0, et du pli R2 du ruban
1, sont fixés de manière jointive, ce qui permet d'obtenir une épaisseur
uniforme et une meilleure finition.In the embodiment of FIG. 2, the
Dans le mode de réalisation de la figure 3, le câble plat
comporte plusieurs plis longitudinaux réalisés avec des tronçons
indépendants de largeurs prédéterminées de plusieurs rubans 1, 2, 3 de
natures différentes. On peut ainsi réaliser, le cas échéant, un enrobage
composite des conducteurs C, en utilisant des matières isolantes
différentes pour chaque repli.In the embodiment of Figure 3, the flat cable
has several longitudinal folds made with sections
independent of predetermined widths of
Les bords d'extrémités des plis de chaque repli sont ici
également jointifs, ce qui nécessite des largeurs croissantes pour les
tronçons de rubans 1, 2, 3 superposés. En outre, les épaisseurs
respectives de chacun des tronçons de rubans 1, 2, 3 pourront être
différentes. On pourra éventuellement prévoir que les tronçons de
rubans 1, 2, 3 sont enduits d'adhésif sur leurs deux faces, pour renforcer
la tenue des couches entre elles.The end edges of the folds of each fold are here
also joined, which requires increasing widths for
sections of
Bien entendu, dans le cas où l'on souhaite utiliser des tronçons
distincts mais de largeurs égales, les bords d'extrémités latérales 1a, 1b
des plis ne peuvent plus être jointifs pour toutes les couches, du fait de
l'augmentation progressive de l'épaisseur.Of course, if you want to use sections
distinct but of equal widths, the
Dans ces conditions, il est nécessaire de déterminer, au préalable, la largeur unique des tronçons, de telle sorte que chaque couche recouvre complètement la couche située immédiatement en dessous, comme représenté sur la figure 4. Dans le mode de réalisation représenté sur cette figure, il subsiste des espaces vides V, dans les différentes couches, qui sont éventuellement comblés par l'adhésif.In these conditions, it is necessary to determine, at beforehand, the unique width of the sections, so that each layer completely covers the layer immediately in below, as shown in Figure 4. In the embodiment represented in this figure, there remain empty spaces V, in the different layers, which are possibly filled with adhesive.
Ces espaces vides V sont créés du fait que la largeur unique des tronçons est insuffisante pour que les extrémités des plis R3, R5 d'une part, et R6, R8, d'autre part, soient réunies.These empty spaces V are created because the single width of the sections is insufficient for the ends of the folds R 3 , R 5 on the one hand, and R 6 , R 8 , on the other hand, to be united.
Ici, seules les extrémités des plis R0, R2 se chevauchent et l'extrémité du pli R2 est fixé en vis-à-vis de celle du pli R3.Here, only the ends of the folds R 0 , R 2 overlap and the end of the fold R 2 is fixed opposite that of the fold R 3 .
Dans le mode de réalisation de la figure 5, le câble plat
comporte quatre conducteurs. Les conducteurs C ont des dimensions
différentes de celles des conducteurs C, de sorte qu'il est préférable
d'utiliser un ruban 1 dont l'épaisseur n'est pas uniforme et varie sur la
largeur ou bien un ruban d'épaisseur uniforme mais avec une enduction
adhésive dont l'épaisseur est variable.In the embodiment of Figure 5, the flat cable
has four conductors. C conductors have dimensions
different from those of C conductors, so it's better
use a
Les figures 6a, 6b et 8a, 8b représentant le ruban de garnissage 1
avant pliage.Figures 6a, 6b and 8a, 8b showing the
Le procédé de fabrication du câble blindé selon l'invention est décrit ci-après en référence aux figures 6a, 6b et suivantes. The method of manufacturing the shielded cable according to the invention is described below with reference to Figures 6a, 6b and following.
Le ruban 1 est ici formé d'un substrat 10 d'un seul tenant en
matériau isolant thermostable enduit sur au moins une face avec un
adhésif thermofusible comme décrit précédemment. Le ruban 1 porte
les deux conducteurs C sur une zone du bord d'extrémité latérale 1a. Le
cas échéant, l'adhésif thermofusible assure la fixation à plat des
conducteurs sur le ruban 1. Sur la face interne (ici supérieure) du
substrat 10 est ici fixée avant pliage une bande 11 de matériau de
blindage. La fixation de la bande de blindage 11 peut, bien entendu, être
également assurée par l'enduction adhésive thermofusible.The
Le matériau de blindage est un matériau conducteur, par exemple de l'aluminium ou du cuivre (en feuille ou en tresse) ou bien du polyester métallisé ou bien encore un complexe formé à partir d'un film isolant et d'une feuille conductrice.The shielding material is a conductive material, for example example of aluminum or copper (sheet or braided) or else metallized polyester or a complex formed from a insulating film and a conductive sheet.
On effectue ensuite des pliages longitudinaux successifs R0, R1,
R2, R3, du ruban 1 sur lui-même en débutant par la zone des
conducteurs C de façon à former au moins deux couches isolantes, et
deux couches de blindage, entre lesquelles sont emprisonnés les
conducteurs C. Les lignes de pliages R0, R1, R2, R3, sont représentées
sur les figures 6b et 8b.Then successive longitudinal folds R 0 , R 1 , R 2 , R 3 are carried out , of the
Enfin, on procède à un laminage à chaud du ruban plié de façon à rendre le câble plat et compact; l'enduction thermofusible participant à la cohésion, d'une part, entre les différents plis et, d'autre part, entre les plis et les conducteurs et/ou le blindage.Finally, hot rolling of the ribbon folded in such a way is carried out. to make the cable flat and compact; the hot-melt coating participating in cohesion, on the one hand, between the different folds and, on the other hand, between the folds and conductors and / or shielding.
L'étape de laminage est de préférence exécutée au moyen de rouleaux chauffants.The rolling step is preferably carried out by means of heated rollers.
Dans le mode de réalisation des figures 6a, 6b, 7a et 7b, on fixe
la bande de blindage 11 sur le substrat 10 à une distance déterminée d
du conducteur C le plus proche de façon à créer par pliage, un contact
longitudinal entre la bande 11 et l'un des conducteurs C, comme
représenté sur la gauche de la figure 7b. La distance d est donc dans ce
cas inférieure à la distance D séparant les bords latéraux extrêmes des
deux conducteurs.In the embodiment of FIGS. 6a, 6b, 7a and 7b, one fixes
the shielding
L'écart Δ représente la largeur de la zone de contact créée par
pliage entre le conducteur C et la bande de blindage 11. The difference Δ represents the width of the contact area created by
bending between conductor C and the shielding
Sur la figure 8b, la distance d, séparant la bande de blindage 11
du conducteur le plus proche, est supérieure à la distance D séparant les
bords extrêmes des conducteurs C.In FIG. 8b, the distance d, separating the shielding
Dans ce dernier cas, il n'existe alors, après pliage, aucun contact
entre les conducteurs et le blindage 11 comme représenté sur la figure
9b.In the latter case, there is then, after folding, no contact
between the conductors and the
Le blindage 11 est alors séparé des conducteurs au moins par la
matière isolante thermostable du substrat 10.The
Comme représenté sur les figures 6b et 8b, le bord d'extrémité
longitudinale 1c du ruban 1 est réalisé avec une découpe en créneau 100
du substrat isolant 10 de façon à dénuder, au moins partiellement, les
extrémités longitudinales respectives des conducteurs C et de la bande
de blindage 11.As shown in Figures 6b and 8b, the end edge
longitudinal 1c of the
Selon une variante de réalisation, non représentée, on fixe sur au moins une face de la bande de blindage 11 une épaisseur de matériau à faible constante diélectrique pour obtenir une impédance plus élevée ou diminuer les valeurs capacitives en éloignant les conducteurs de la couche de blindage.According to an alternative embodiment, not shown, it is fixed on at minus one face of the shielding strip 11 a thickness of material to low dielectric constant to obtain a higher impedance or decrease the capacitive values by moving the conductors away from the shielding layer.
Claims (16)
- Flat cable comprising at least one longitudinal conductor (C, C') interposed between at least two layers of an insulating material and, if appropriate, a screening material, said layers being constituted by longitudinal folds (R0, R1, ...) around the conductor (C, C'), in one or more thicknesses of at least one lining tape (1) made, at least partly, from a thermostable material and coated, on at least its inner face, with a hot-melt adhesive, characterised in that the lining tape (1) is in a single piece and, prior to folding, carries the conductor (C) on one lateral end area.
- Cable according to Claim 1, characterised in that said lining tape (1) is coated with adhesive on both faces.
- Cable according to Claim 1 or 2, characterised in that the longitudinal folds (R0, R1, R2, ...) are formed, at least on the side edges, by folding the tape (1) back onto itself, thereby capturing the conductor (C) in the centre of the cable.
- Cable according to Claim 1 or 2, characterised in that the longitudinal folds (R0, R1, R2, ...) are formed by folding independent sections of several tapes (1, 2, 3), possibly of different kinds.
- Flat cable according to one of the preceding claims, characterised in that the lining tape (1) is formed of a substrate (10) made of insulating material, on the inner face of which a strip (11) of screening material is fixed prior to folding.
- Flat cable according to Claim 5, characterised in that the screening strip (11) is in contact, after folding, with one of the conductors (C).
- Cable according to one of the preceding claims, characterised in that said layers comprise, locally, cavities or gaps allowing the conductors (C, C') and/or the screening (11) to be left bare with a view to connecting the conductors transversely without cutting or stripping the cable.
- Cable according to one of the preceding claims, characterised in that the free lateral end edges (1a, 1b) of the tape (1) are fixed so as to be contiguous.
- Cable according to one of the preceding claims, characterised in that said tape (1) is of a thickness that varies across its width.
- Cable according to one of the preceding claims, characterised in that the thermostable material is selected from the group constituted by thermostable polyesters (PET), terephthalates, polyolefins, polyimides, polyetherketone (pek), polyetheretherketone (peek), polyphenylene sulphide (pps), polysulphone (psu) and polyetherimide (pei).
- Cable according to one of the preceding claims, characterised in that the hot-melt adhesive is selected from the group constituted by styrene polymers, polyolefins, terephthalates, cellulose polymers, polyamides, methacrylate, polyvinylchloride (PVC), thermoplastic elastomers (etp), polyurethane (pur), polyethylene terephthalate (pet) and polybutylene terephthalate (pbt).
- Cable according to one of the preceding claims, characterised in that the screening material is aluminium or pure copper, or metal-coated polyester, or else a complex formed by an insulating film and a conducting sheet.
- Method of manufacturing a flat cable, characterised in thatan insulating substrate (10) is first made with a thermostable material,at least one face of said substrate (10) is coated with a hot-melt adhesive, thena lining tape (1) is prepared in a single piece by fixing at least one longitudinal conductor (C) and optionally a screening strip (11), at a distance therefrom and on the same face, to an area of the lateral end edge (1 a) of the insulating substrate (10);successive longitudinal folds (R0, R1, ...) of the tape back onto itself are then made, starting from the area of the conductor (C), so as to form at least two insulating layers and optionally two screening layers, between which the conductor is captured, andthe folded tape is hot-rolled.
- Method according to Claim 13, characterised in thatthe screening strip (11) is fixed to the insulating substrate (10) a given distance (d) away from the nearest conductor so as to create, by folding, longitudinal contact between said strip and one of the conductors (C).
- Method according to Claim 13 or Claim 14, characterised in thata thickness of material having a low dielectric constant is fixed to at least one face of the screening strip (11).
- Method according to one of Claims 13 to 15, characterised in thatthe longitudinal end edge (1c) of the insulating substrate (10) is cut out so as to lay bare on the tape (1), at least in part, the respective longitudinal ends of the conductors (C) and of the screening strip (11).
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1019960061192A KR970051479A (en) | 1995-12-08 | 1996-12-03 | Flat cable with small margin |
| CN 96118553 CN1156889A (en) | 1995-12-08 | 1996-12-05 | Small-margin flat cable |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9514548 | 1995-12-08 | ||
| FR9514548A FR2742258B1 (en) | 1995-12-08 | 1995-12-08 | LOW MARGIN FLAT CABLE |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0778588A1 EP0778588A1 (en) | 1997-06-11 |
| EP0778588B1 true EP0778588B1 (en) | 2004-09-22 |
Family
ID=9485292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96400857A Expired - Lifetime EP0778588B1 (en) | 1995-12-08 | 1996-04-23 | Flat cable with small margin |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5917154A (en) |
| EP (1) | EP0778588B1 (en) |
| JP (1) | JPH09161551A (en) |
| KR (1) | KR970051479A (en) |
| AT (1) | ATE277409T1 (en) |
| DE (1) | DE69633434T2 (en) |
| FR (1) | FR2742258B1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11257608B2 (en) | 2020-06-24 | 2022-02-22 | Bellwether Electronic Corp. | Cable structure |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6296725B1 (en) | 1998-09-29 | 2001-10-02 | Litton Systems, Inc. | High frequency ribbon cable for twist capsule cable applications |
| JP3497110B2 (en) * | 1999-11-09 | 2004-02-16 | 山一電機株式会社 | Flat type shielded cable |
| KR100392227B1 (en) * | 1999-12-16 | 2003-07-22 | 주식회사 폴리플러스 | Polyetherketone and heat-resistant PVC blend containing the same |
| US6954983B2 (en) * | 2000-11-20 | 2005-10-18 | Reifenhäuser GmbH & Co Maschinenfabrik | Method for producing flat cables |
| DE10103367C2 (en) * | 2000-11-20 | 2002-10-24 | Reifenhaeuser Masch | Process for the production of ribbon cables |
| US7049523B2 (en) * | 2002-08-30 | 2006-05-23 | Belden Technologies, Inc. | Separable multi-member composite cable |
| US7009113B2 (en) * | 2003-01-22 | 2006-03-07 | Schlumberger Technology Corporation | High temperature electrical cable having interstitial filler |
| JP3982511B2 (en) * | 2004-03-09 | 2007-09-26 | ソニー株式会社 | Flat cable manufacturing method |
| US7288721B2 (en) * | 2004-12-28 | 2007-10-30 | Schlumberger Technology Corporation | Electrical cables |
| US7119283B1 (en) * | 2005-06-15 | 2006-10-10 | Schlumberger Technology Corp. | Enhanced armor wires for electrical cables |
| US7989701B2 (en) * | 2007-11-27 | 2011-08-02 | Sabic Innovative Plastics Ip B.V. | Multiconductor cable assembly and fabrication method therefor |
| US20090194314A1 (en) * | 2008-01-31 | 2009-08-06 | Joseph Varkey | Bimetallic Wire with Highly Conductive Core in Oilfield Applications |
| KR100942639B1 (en) * | 2008-05-08 | 2010-02-17 | 반성덕 | Apparatus for producing of plate cable, method thereof and plate cable thereby |
| JP5644716B2 (en) * | 2011-08-17 | 2014-12-24 | 日立金属株式会社 | Adhesive film and flat cable |
| DE102012109576A1 (en) | 2012-10-09 | 2014-04-10 | Sumida Flexible Connections Gmbh | Flat-conductor ribbon cable |
| JP5534628B1 (en) * | 2013-09-19 | 2014-07-02 | 株式会社湘南合成樹脂製作所 | Flat cable for signal transmission |
| JP6270344B2 (en) * | 2013-06-05 | 2018-01-31 | ソニーセミコンダクタソリューションズ株式会社 | Transmission module, shielding method and connector |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3382118A (en) * | 1963-04-02 | 1968-05-07 | Square D Co | Method of constructing an assembly of bus bars |
| US4406914A (en) * | 1981-08-10 | 1983-09-27 | Belden Corporation | Slotless multi-shielded cable and tape therefor |
| US4468089A (en) * | 1982-07-09 | 1984-08-28 | Gk Technologies, Inc. | Flat cable of assembled modules and method of manufacture |
| US5030794A (en) * | 1990-02-14 | 1991-07-09 | Rlp Tool Co. | Accessory RF shields for multiple-line ribbon cables |
| US5144098A (en) * | 1990-03-08 | 1992-09-01 | W. L. Gore & Associates, Inc. | Conductively-jacketed electrical cable |
| CA2038349C (en) * | 1990-05-16 | 1996-07-09 | James O. Davis | Multiconductor and support and machine and method for making |
| AU662689B2 (en) * | 1991-09-27 | 1995-09-07 | Minnesota Mining And Manufacturing Company | An improved ribbon cable construction |
| US5268531A (en) * | 1992-03-06 | 1993-12-07 | Raychem Corporation | Flat cable |
| US5262590A (en) * | 1992-04-27 | 1993-11-16 | Sheldahl, Inc. | Impedance controlled flexible circuits with fold-over shields |
| JP2545518Y2 (en) * | 1992-05-16 | 1997-08-25 | 古河電気工業株式会社 | Flat cable connection |
| US5387113A (en) * | 1992-09-24 | 1995-02-07 | Woven Electronics Corp. | Composite shield jacket for electrical transmission cable |
| US5502287A (en) * | 1993-03-10 | 1996-03-26 | Raychem Corporation | Multi-component cable assembly |
-
1995
- 1995-12-08 FR FR9514548A patent/FR2742258B1/en not_active Expired - Lifetime
-
1996
- 1996-04-23 AT AT96400857T patent/ATE277409T1/en not_active IP Right Cessation
- 1996-04-23 DE DE69633434T patent/DE69633434T2/en not_active Expired - Lifetime
- 1996-04-23 EP EP96400857A patent/EP0778588B1/en not_active Expired - Lifetime
- 1996-05-13 US US08/645,146 patent/US5917154A/en not_active Expired - Lifetime
- 1996-06-21 JP JP8162026A patent/JPH09161551A/en active Pending
- 1996-12-03 KR KR1019960061192A patent/KR970051479A/en not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11257608B2 (en) | 2020-06-24 | 2022-02-22 | Bellwether Electronic Corp. | Cable structure |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2742258A1 (en) | 1997-06-13 |
| EP0778588A1 (en) | 1997-06-11 |
| DE69633434T2 (en) | 2005-11-10 |
| JPH09161551A (en) | 1997-06-20 |
| US5917154A (en) | 1999-06-29 |
| DE69633434D1 (en) | 2004-10-28 |
| KR970051479A (en) | 1997-07-29 |
| FR2742258B1 (en) | 1998-02-27 |
| ATE277409T1 (en) | 2004-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0778588B1 (en) | Flat cable with small margin | |
| EP0763831B1 (en) | Multi-pairs cable, shielded by pair and easy to connect | |
| EP0394089B1 (en) | Electrically heated car windshield | |
| CH655764A5 (en) | MULTIPLE GLAZING. | |
| EP0427619A2 (en) | Heated laminated glass window for vehicles | |
| EP0217703A1 (en) | Electrically heated vehicle window | |
| FR2465300A1 (en) | BLINTED FLAT ELECTRICAL CABLE | |
| WO2003026869A1 (en) | Method for making a plastic pane with electrical conductor structure and plastic pane with embedded wires | |
| EP0964408A1 (en) | Information transmission cable and its manufacturing method | |
| FR2798209A1 (en) | Manufacturing smart card, includes forming center fold line in sheet, applying chip and then adhesive to sheet, folding and pressing sheet together and activating adhesive | |
| EP0867891A1 (en) | Data transmission cable and its manufacturing process | |
| EP1160937B1 (en) | Electrical solderable connection element with solder deposition | |
| EP3782790B1 (en) | Process for a vehicle body part comprising a heating film | |
| CA2962211C (en) | Heated glass panel for electromagnetic shielding | |
| CA2032225C (en) | Electrically heated glass | |
| EP0789423B1 (en) | Method of making an electrical connection by adhesion of a rigid terminal to a conductive track, a rigid terminal for carrying out this method and a heating plate comprising this terminal | |
| EP0619691B2 (en) | Window with connecting element | |
| FR2721857A1 (en) | GLAZING EQUIPPED WITH AN ELECTROSTATIC PROTECTION CIRCUIT | |
| FR2764739A1 (en) | RADIANT SLIT NETWORK ANTENNA | |
| EP0506521A1 (en) | Laminated heating window | |
| EP0015816B1 (en) | Method of manufacturing a coaxial cable | |
| EP0101359B1 (en) | Connector box | |
| FR2854940A1 (en) | Multilayer insulator for walls of buildings, comprises sheets of polyester fibres coated on one side with reflecting aluminum foil and laid in two layers with displaced but joints | |
| EP0353142B1 (en) | Heated window having a thin electrically conductive layer deposited on a glass pane and connected to a metallic foil as the electrical power supply | |
| FR2752063A1 (en) | Elementary flat plane conductor assembly for fibre optic circuits |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19971128 |
|
| 17Q | First examination report despatched |
Effective date: 20011106 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MORTIER, CHRISTIAN J. |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 69633434 Country of ref document: DE Date of ref document: 20041028 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050102 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20040922 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050623 |
|
| BERE | Be: lapsed |
Owner name: S.A. *AXON'CABLE Effective date: 20050430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: S.A. *AXON'CABLE Effective date: 20050430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050222 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150409 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150427 Year of fee payment: 20 Ref country code: IT Payment date: 20150423 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69633434 Country of ref document: DE |