EP0772020A2 - Procédé de fabrication d'éléments de radiateur modulaires, symétriques, en aluminium moulé par injection - Google Patents
Procédé de fabrication d'éléments de radiateur modulaires, symétriques, en aluminium moulé par injection Download PDFInfo
- Publication number
- EP0772020A2 EP0772020A2 EP96500139A EP96500139A EP0772020A2 EP 0772020 A2 EP0772020 A2 EP 0772020A2 EP 96500139 A EP96500139 A EP 96500139A EP 96500139 A EP96500139 A EP 96500139A EP 0772020 A2 EP0772020 A2 EP 0772020A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- semi
- manufactured
- aluminium
- tubular column
- fitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/05308—Assemblies of conduits connected side by side or with individual headers, e.g. section type radiators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05358—Assemblies of conduits connected side by side or with individual headers, e.g. section type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/14—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending longitudinally
- F28F1/16—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending longitudinally the means being integral with the element, e.g. formed by extrusion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/088—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal for domestic or space-heating systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/26—Arrangements for connecting different sections of heat-exchange elements, e.g. of radiators
- F28F9/262—Arrangements for connecting different sections of heat-exchange elements, e.g. of radiators for radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/0035—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for domestic or space heating, e.g. heating radiators
Definitions
- the invention is concerned with an industrial process for manufacture of modular radiator elements in injected (or die cast) aluminium.
- the said radiator elements are symmetrically shaped and are ideal for use for making radiator panels for use in hot-water heating installations.
- the invention also refers to the radiator element obtained with the process as per the invention.
- radiator elements which can be assembled, as a block, moulded in injected or die-cast aluminium and comprising a tubular column which is finished off at the top end and at the base with two crosswise bosses, threaded inside, via which each of the modular elements can be coupled and made to communicate, using connection couplings, with another two elements identical to them and positioned on their opposite sides.
- the system habitually adopted for manufacture of these block radiator elements consists of stamping or moulding the tubular column together with the bosses of the ends, and then in welding a stopper over the hole for removing the core used to shape the inside duct of the column.
- the piece removed from the shaping mould does indeed fit the outer wall of one of the two end bosses, with a hole which exactly matches and is coaxial to the inside duct of the tubular column, the shaping of which obviously implies use of a casting core which, once this casting is complete, is removed through this hole.
- a stopper is welded outside this hole, and this stopper spoils the looks, because of its thickness and, more specifically, because of the strip of welding all round its circumference, of the cleanliness of lines and shape of the boss to which the stopper in question is applied.
- radiators intended for heating the bathroom for additional functions such as hanging and drying bath towels.
- This function is achieved by arranging a series of tubular elements, inside which the heating water circulates, horizontally.
- the aim of this invention is, in one aspect, to conceive a new process of manufacture for these modular radiator elements, of the kind comprising a tubular column which is finished off with two end bosses, hidden in their respective covers In a "U"-shape, with the concavity facing outwards.
- the process as per the invention consists of eliminating the aforesaid stopper, so that radiator elements can be made with the end bosses with an exactly symmetrical shape and with lines which are perfectly linked up and clean, and which therefore have no limitation in terms of their looks as far as their modes of use are concerned.
- the process as per one aspect of the invention comprises the following operative phases:
- this invention provides for the radiator elements not to have any limitations for configuration; thus, these radiator elements do not have to be symmetrical and, therefore, can be asymmetrical, and the end extensions or covers of the tubular column can have any different configuration as required.
- this tubular column can be flat or be fitted with front and/or side fins, improving the radiation of heat from the radiator element into the atmosphere.
- the industrial process for manufacture of modular radiator elements in injected aluminium comprises the known operations relating to injection moulding or stamping of a first semi-manufactured component of a single piece of aluminium, comprising a tubular column, the ends of which are fitted with their respective extensions, and the inside of one extension is fitted with a boss which communicates with the inside duct of the column, and the other end of this column is cut off inside the other extension, and injection moulding or stamping of a second semi-manufactured component or a single piece of aluminium, which is made up of a boss fitted with a coupling of identical shape and size to the section of the tubular column of the first component.
- the industrial process with which this invention is concerned is characterized by the operation of welding the coupling of the second semi-manufactured component at the free end of the tubular column of the first semi-manufactured component.
- the tubular column fitted with front and/or side fins is made up.
- the invention also comprises the modular radiator element in injected aluminium obtained via the process as per the invention.
- the radiator element obtained is made up of the two semi-manufactured elements welded together.
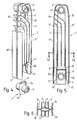
- the first semi-manufactured element (1) comprises a block piece of aluminium, moulded or stamped by injection or die-casting, made up of a tubular column (2), to the ends of which two identical, symmetrical covers or extensions (3a and 3b) have been fitted, and these are "U"-shaped; inside one of them (3a), there is a boss (4) fitted and hidden, which communicates with the inside duct of the column (2), which, at its other end, is cut off right inside the other "U"-shaped cover or extension (3b).
- the second semi-manufactured element (5) comprises a block piece of aluminium, mcuided or stamped by injection or die-casting, comprising a boss (4a), perfectly identical to that of the first semi-manufactured element and fitted with a coupling (6) which is perfectly identical, in terms of its shape and size, to the section of the tubular column (2) of the first semi-manufactured element (1).
- the strip of welding (7) joining the coupling (6) of the second semi-manufactured element (5) to the column (2) of the first semi-manufactured element (1) is inside the cover or extension (3b) of the first semi-manufactured element and, consequently, in a spot hidden from view, taking into account the fact that all the bosses of the modular elements jointly making up the assembled radiator panel are hidden inside the respective "U"-shaped covers or extensions, which to the contrary do not cover the respective front side, which faces the middle of the room, nor the rear, which faces the wall onto which the panel is installed.
- the radiator element obtained comprises the previous stages with regard to effecting stamping or injection moulding of a first semi-manufactured component (1') of a single piece of aluminium, and stamping or injection moulding of a second semi-manufactured component (2') of a single Dice of aluminium.
- the first semi-manufactured component (1') comprises a tubular column (3'), through which the heating fluid, normally hot water, travels; this tubular column (3') displays an extension (4') at one end, which defines, as in the case illustrated, two upper, side flanges, bent. whilst the opposite end displays an extension (5') which defines, as in the case illustrated, two lower side flanges, straight, the end extensions (4' and 5') of which can have any configuration as required and respectively hide the connected boss (6'), which communicates with the inside duct of the column (3') and which forms a single piece with the said first semi-manufactured component (1'), and the boss (7') of the second semi-manufactured component (2') which is described below.
- the second semi-manufactured component (2') is made up of a single piece of aluminium, stamped or injection moulded, comprising the said boss (7'), fitted with a coupling (8'), of an exactly identical shape and size to the section of the tubular column (3') of the first semi-manufactured component (1').
- the process of this invention comprises effecting the welding (9') which joins to coupling (8') of the second semi-manufactured component (2') to the free end of the tubular column (3') of the first semi-manufactured component (1'), as is illustrated in figure 5.
- the resulting radiator element, of a single piece of aluminium, is thereby obtained.
- one or both of the front fins (10') can be extensions without a solution of continuity or cut off, in relation to the end extensions (4' and 5').
- the side fins (11') can be straight or curved lengthways (as is illustrated in figures 4 to 6), or in any combination.
- the body of the second semi-manufactured component (2') can be finished off with the free end sealed in any manner, as illustrated or other, but always matching the configuration and size of the first semi-manufactured component (1'), so that it preferably does not protrude from this end.
- the front (2'a) and rear (2'b) edges of the second semi-manufactured element (2') face each other and are separated by the edges of the respective flanges (5'a and 5'b) of the lower extension (5'), (see figure 5).
- the invention is also concerned with the resulting radiator element obtained by way of this other aspect of the said process as per the invention.
- radiator elements As is usual, to make up the corresponding radiator, a number as required of radiator elements as per this invention are coupled together. Depending on the number of radiator elements, the corresponding radiator will be longer or shorter, according to the measurements of the premises or site where the radiator in question is to be installed.
- the radiator can optionally be fitted with front and/or side fins increases its output and, therefore, that of the corresponding radiator.
- the extensions or covers of the radiator element can be symmetrical and "U"-shaped (3a, 3b), as is illustrated in figures 1 to 3 or can have any other configuration as required, preferably different (4', 5'), as is illustrated in figures 4 to 6, and similarly, the number of front and/or side fins to be fitted to the tubular column (3') - in the application of figures 4 to 6 - can be any as appropriate and of any shape as required, the foregoing regardless of the specific application illustrated.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITAN950052 | 1995-10-30 | ||
| IT95AN000052 IT1280569B1 (it) | 1995-10-30 | 1995-10-30 | Processo industriale per la fabbricazione di elementi radianti, modulari, in alluminio pressofuso, di profilo simmetrico |
| ES9601286A ES2142198B1 (es) | 1996-06-10 | 1996-06-10 | Proceso industrial para la fabricacion de elementos de radiador, modulares, en aluminio inyectado. |
| ES9601286 | 1996-06-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0772020A2 true EP0772020A2 (fr) | 1997-05-07 |
| EP0772020A3 EP0772020A3 (fr) | 1998-08-12 |
| EP0772020B1 EP0772020B1 (fr) | 2002-04-17 |
Family
ID=26154972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19960500139 Expired - Lifetime EP0772020B1 (fr) | 1995-10-30 | 1996-10-28 | Procédé de fabrication d'éléments de radiateur modulaires en aluminium moulé par injection |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0772020B1 (fr) |
| ES (1) | ES2174043T3 (fr) |
| PT (1) | PT772020E (fr) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1471309A2 (fr) * | 2003-04-24 | 2004-10-27 | Industrie Meccaniche di Alano S.r.l. | Radiateur avec des couvercles adaptables pour usage multiple, en particulier pour système de chauffage d'immeubles |
| EP2000747A3 (fr) * | 2007-06-08 | 2009-07-08 | José Romero Pérez | Radiateur électrique modulaire |
| EP2146170A1 (fr) * | 2008-07-15 | 2010-01-20 | Tesy Ood | Élément de radiateur et bloc pour radiateur |
| ITBS20110031A1 (it) * | 2011-03-18 | 2012-09-19 | Giorgio Lancini | Elemento di radiatore, radiatore e relativo metodo di realizzazione |
| WO2012127508A1 (fr) * | 2011-03-18 | 2012-09-27 | Lancini Giorgio | Élément de radiateur, radiateur et procédé de réalisation de celui-ci |
| ITMI20112028A1 (it) * | 2011-11-09 | 2013-05-10 | Fondital Spa | Elemento di radiatore da riscaldamento in alluminio pressofuso |
| ITMI20112027A1 (it) * | 2011-11-09 | 2013-05-10 | Fondital Spa | Elemento di radiatore da riscaldamento in alluminio pressofuso |
| ITMI20121977A1 (it) * | 2012-11-21 | 2014-05-22 | Fondital Spa | Elemento di radiatore da riscaldamento a doppia camera realizzato in alluminio pressofuso e relativo metodo di fabbricazione |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2083028A (en) * | 1935-10-14 | 1937-06-08 | Richmond Radiator Company | Radiator |
| BE755969A (fr) * | 1969-11-26 | 1971-02-15 | Termia Srl | Radiateur pour thermosiphon qui aspire l'air froid du bas pour l'ejecter chaud en avant et en haut |
| CH649374A5 (en) * | 1981-03-19 | 1985-05-15 | Schlatter Ag | Method for producing a heat exchanger, in particular a radiator, and heat exchanger produced using the method |
-
1996
- 1996-10-28 PT PT96500139T patent/PT772020E/pt unknown
- 1996-10-28 EP EP19960500139 patent/EP0772020B1/fr not_active Expired - Lifetime
- 1996-10-28 ES ES96500139T patent/ES2174043T3/es not_active Expired - Lifetime
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1471309A2 (fr) * | 2003-04-24 | 2004-10-27 | Industrie Meccaniche di Alano S.r.l. | Radiateur avec des couvercles adaptables pour usage multiple, en particulier pour système de chauffage d'immeubles |
| EP1471309A3 (fr) * | 2003-04-24 | 2004-12-08 | Industrie Meccaniche di Alano S.r.l. | Radiateur avec des couvercles adaptables pour usage multiple, en particulier pour système de chauffage d'immeubles |
| EP2000747A3 (fr) * | 2007-06-08 | 2009-07-08 | José Romero Pérez | Radiateur électrique modulaire |
| EP2146170A1 (fr) * | 2008-07-15 | 2010-01-20 | Tesy Ood | Élément de radiateur et bloc pour radiateur |
| WO2010006901A1 (fr) * | 2008-07-15 | 2010-01-21 | Tesy Ood | Élément de radiateur et bloc pour un radiateur |
| WO2012127508A1 (fr) * | 2011-03-18 | 2012-09-27 | Lancini Giorgio | Élément de radiateur, radiateur et procédé de réalisation de celui-ci |
| ITBS20110031A1 (it) * | 2011-03-18 | 2012-09-19 | Giorgio Lancini | Elemento di radiatore, radiatore e relativo metodo di realizzazione |
| ITMI20112028A1 (it) * | 2011-11-09 | 2013-05-10 | Fondital Spa | Elemento di radiatore da riscaldamento in alluminio pressofuso |
| ITMI20112027A1 (it) * | 2011-11-09 | 2013-05-10 | Fondital Spa | Elemento di radiatore da riscaldamento in alluminio pressofuso |
| WO2013068989A1 (fr) * | 2011-11-09 | 2013-05-16 | Fondital S.P.A. | Élément de radiateur chauffant réalisé en aluminium moulé sous pression |
| WO2013068991A1 (fr) * | 2011-11-09 | 2013-05-16 | Fondital S.P.A. | Élément de radiateur de chauffage composé d'aluminium moulé sous pression |
| CN104053964A (zh) * | 2011-11-09 | 2014-09-17 | 方地陶有限公司 | 由压铸铝制成的加热散热器元件 |
| EA025798B1 (ru) * | 2011-11-09 | 2017-01-30 | Фондитал С.П.А. | Нагревательный радиаторный элемент, выполненный из литого под давлением алюминия |
| ITMI20121977A1 (it) * | 2012-11-21 | 2014-05-22 | Fondital Spa | Elemento di radiatore da riscaldamento a doppia camera realizzato in alluminio pressofuso e relativo metodo di fabbricazione |
| WO2014080363A1 (fr) * | 2012-11-21 | 2014-05-30 | Fondital S.P.A. | Élément de radiateur chauffant à double chambre constitué d'aluminium coulé sous pression et procédé de fabrication de celui-ci |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0772020A3 (fr) | 1998-08-12 |
| ES2174043T3 (es) | 2002-11-01 |
| EP0772020B1 (fr) | 2002-04-17 |
| PT772020E (pt) | 2002-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0772020A2 (fr) | Procédé de fabrication d'éléments de radiateur modulaires, symétriques, en aluminium moulé par injection | |
| KR100247888B1 (ko) | 열 교환기 | |
| USD462954S1 (en) | Home network gateway | |
| JP2001280885A (ja) | 熱交換器用一体型パイプを備えるマニホールド | |
| CA2158233C (fr) | Prise electrique combinee | |
| US5832564A (en) | Handle extension base for securement to a refrigerator door | |
| USD462953S1 (en) | Home network gateway | |
| US5920033A (en) | Combined wall mount and electrical outlet box | |
| KR970075817A (ko) | 냉매호스연결구를 구비한 오일쿨러 및 그 제조방법 | |
| JPS6324395Y2 (fr) | ||
| CA2071247A1 (fr) | Capuchon d'extremite pour serpentin de refroidissement de four a arc electrique | |
| USD487376S1 (en) | Heat insulating and hot water pot | |
| JPH08327278A (ja) | 熱交換器のタンク | |
| USD407183S (en) | Customer interface panel for a transaction terminal | |
| JPH0942777A (ja) | 壁掛式器具のケース構造 | |
| CN208075105U (zh) | 一种对流散热器扣盖 | |
| CN213776520U (zh) | 一种带数显的电热水龙头壳体结构 | |
| CN108204629B (zh) | 一种对流散热器扣盖 | |
| EP1058072A1 (fr) | Poignée pour porte d'appareil électrique, notamment pour réfrigérateur | |
| CN2208182Y (zh) | 瓦斯炉具内配管连接装置 | |
| FR2385069A1 (fr) | Element modulaire en alliage leger, permettant de realiser des radiateurs pour locaux | |
| USD449369S1 (en) | Water cooler/circulator | |
| JPS6327642Y2 (fr) | ||
| JP3054317U (ja) | バーベキュー器具部品取り付け金具 | |
| JPH0431915Y2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE ES FR IT PT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE ES FR IT PT |
|
| 17P | Request for examination filed |
Effective date: 19981119 |
|
| 17Q | First examination report despatched |
Effective date: 20001220 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RTI1 | Title (correction) |
Free format text: INDUSTRIAL PROCESS OF MANUFACTURE OF MODULAR RADIATOR ELEMENTS OF INJECTED ALUMINIUM |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE ES FR IT PT |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20020628 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2174043 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030120 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040917 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20041007 Year of fee payment: 9 Ref country code: BE Payment date: 20041007 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20041028 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Effective date: 20060428 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20051029 |
|
| BERE | Be: lapsed |
Owner name: LORETO METALLI S.P.A. *LOMET Effective date: 20051031 |