EP0770720A1 - Noncontact heater for wire material - Google Patents
Noncontact heater for wire material Download PDFInfo
- Publication number
- EP0770720A1 EP0770720A1 EP96909360A EP96909360A EP0770720A1 EP 0770720 A1 EP0770720 A1 EP 0770720A1 EP 96909360 A EP96909360 A EP 96909360A EP 96909360 A EP96909360 A EP 96909360A EP 0770720 A1 EP0770720 A1 EP 0770720A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating pipe
- heating
- filament material
- heated
- slit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
















Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
- D02J13/001—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass in a tube or vessel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/001—Drying and oxidising yarns, ribbons or the like
Definitions
- This invention relates to an apparatus for heating, in a non-contacting state, a wire-like, rod-like or thread-like filament made from a metal material, glass material, synthetic resin material or synthetic fiber.
- a false twisting method wherein a fiber is heated in a non-contacting state, as opposed to methods wherein contact-heating is carried out with a hot plate, is disclosed in Japanese Patent Publication No. Hei 2-60769.
- a sheath heater is fitted into a main body with a U-shaped channel formed therein, a guide shaped like arrow feathers with a slit is set in this channel and a strand travels along the bottom part of the slit.
- This non-contact type heating apparatus compared to an apparatus which carries out heating with the material being heated making contact with a hot plate, is superior in such points as that the surface of the filament material being heated is not deteriorated and the length of the heater can be made smaller.
- a main body having a U-channel is indirectly heated with a sheath heater, it has had a problem in that it consumes a large amount of energy.
- Japanese Patent Publication No. Hei 4-66936 in order to raise the heating efficiency of this non-contact type heating apparatus, disclosed an apparatus using a direct heating method wherein a cylindrical electrically conducting ceramic molding is disposed along a passage through which a strand passes.
- thermocouple a temperature sensor for temperature detection consisting of a thermocouple or a resistance bulb
- it is difficult to detect an accurate temperature with no dispersion.
- the filament material is an electrically conducting material such as metal
- the filament material is an electrically conducting material such as metal
- a heating apparatus having a built-in tubular heating body, to pass a filament material to be heated, and particularly a fine filament material having no rigidity such as a fiber, into a tubular heating body set to a temperature below the melting point of the filament material, it is possible to carry out a thread setting operation by pulling the thread through by vacuum suction from the opposite end of the tubular heating body (hereinafter called a heating pipe), but when the heating body is set to a temperature higher than the melting point of the filament material the following problems arise.
- the fiber is a synthetic fiber, with a low melting point of about 250°C, and if the thread makes contact with the inside wall of a heating pipe heated to above that melting point, the thread melts and adheres to the pipe and the thread setting work is hampered or becomes impossible. Consequently, it is necessary to first cool the heating pipe to below the melting point of the thread and then carry out the thread setting work and then raise the heating pipe to the set temperature again.
- thermocouple when a temperature sensor including a thermocouple is attached to the outside of the heating pipe, because there is a temperature difference between the outside and the inside of the heating pipe, it is necessary to carry out a correction of the set temperature with respect to the detected temperature.
- a main object of this invention is to solve the above faults in a non-contact type heating apparatus with a built-in heating pipe containing a passage through which a filament material to be heated travels, and to provide a non-contact type filament heating apparatus having increased temperature measurement accuracy and improved ease of use, operatability and applicability.
- Another object of the invention is to complete a temperature controlling means for reducing the large temperature difference between the inside and outside of the pipe in the case of a cylindrical tubular heating pipe.
- Another object is to achieve uniformity of lengthwise heating temperature where the resistance heating zone of a tubular resistance heating body is rather long.
- a further object is to achieve an extended life for the resistance heating body itself.
- a still further object is to provide means for preventing change in the resistance value of the resistance heating body accompanying contamination of its inner surface, and for maintaining a heating atmosphere.
- a temperature sensor for detecting a temperature to be used for temperature control is disposed on the resistance heating zone of a heating pipe, either on the heating pipe itself or at a position which the filament material passes, and measurement accuracy is thereby raised, making it possible to carry out accurate temperature management control.
- a straight and long heating apparatus can be made by adopting a structure wherein a tubular resistance heating body is divided up into a plurality of component parts in the length direction or a structure wherein the ends of these component parts are connected by joints made of an insulating material.
- the amount of bend (curvature tolerance) with respect to the length in a generally commercially available Al 2 O 3 combustion tube, protecting tube or the like has a dimensional dispersion of up to 2 to 3%
- curvature in a ceramic pipe is, for manufacturing-related reasons, an unavoidable phenomenon.
- curvature tolerance curvature tolerance
- the material being heated is unable to advance in a straight line and makes sliding contact with the inside of the heater due to vibrations, slackening phenomena and the like resulting from conditions such as the travelling speed, tension, and kind of material being heated, and it becomes impossible to obtain a good product.
- three heaters (330mm long) of the same curvature tolerance (3/1000) in a straight line it is possible to reduce the overall curvature to about 1mm, or 1/3.
- the specific resistance value of the resistance heating body constituting the heating pipe is preferably adjusted in the range of from 1.0 ⁇ 10 -3 ⁇ cm to 9 ⁇ 10 3 ⁇ cm, and more preferably to the range of from 1.0 ⁇ 10 -2 ⁇ cm to 9 ⁇ 10 2 ⁇ cm.
- the specific resistance value is less than 1.0 ⁇ 10 -3 ⁇ cm, from the relationship between the diameter and the length of the tubular resistance heating body, its wall thickness may become less than 0.5mm, and problems arise such as that manufacture of the resistance heating body becomes difficult in the material strength aspect or that, because there are cases where a current of over 20 amperes flows even when the impressed voltage may be only 10V, it is necessary to increase the capacity of the lead wires.
- a tubular heating body or a tubular resistance heating body as a tubular heating body or a tubular resistance heating body, a ceramic material or an electrically conducting ceramic material producing near infrared radiation or far infrared radiation is used. Furthermore, a tubular heating pipe made by fitting an insulating ceramic member to the inside of a tubular resistance heating body, or by forming an insulating film on the inside of a resistance heating body, is used. It is also possible to use a heating pipe made by forming a resistance heatable conducting film on the outer peripheral surface of a tubular insulating ceramic material. Also, it is possible to form a laminated body of a sheet printed with a conducting pattern or with another sheet into cylindrical form and use it as a heating pipe.
- the resistance values of these heating pipes comprising conducting films are preferably calculated from their overall resistance values and heating pipe cross-sectional areas, and adjusted to within the range mentioned above.
- a ceramic material or a conducting ceramic material it is also possible to use a tubular heating body made by forming a film producing near infrared radiation or far infrared radiation on the inner surface of a metal pipe.
- a heating apparatus of the invention When a heating apparatus of the invention is used at a temperature above the melting point of the filament material, by providing a slit-shaped opening for introducing the filament material through the side of the built-in heating pipe along its entire length, operatability is improved.
- a connecting terminal member of the heating pipe with a structure able to grip a terminal part of the heating pipe from both sides and with an opening corresponding to the slit and, as necessary, by building into the heating pipe a guide for suppressing phenomena such as vibration and slackening of the travelling filament material, it is possible to increase the applicability of the apparatus. Furthermore, by mounting a temperature sensor on a side surface of this guide or by attaching a temperature sensor to the resistance heating zone of the heating pipe in direct contact therewith, it is also possible to raise the accuracy of its temperature control.
- Fig. 1 to Fig. 4 show, as a first preferred embodiment of the invention, methods of directly attaching a temperature sensor to a heating pipe.
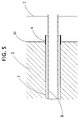
- Fig. 5 shows, as another preferred embodiment of the invention, an example wherein an insulating protecting pipe 8 is fitted to the inner surface of a heating pipe 1.
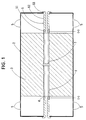
- Fig. 6 and Fig. 7 show a preferred embodiment wherein several component heating pipes are joined together to make a long heating part.
- Fig. 8 and Fig. 9 show preferred embodiments of the invention examples wherein an atmospheric gas can be introduced.
- Fig. 10 to Fig. 15 show examples of heating pipes wherein a straight slit passing through from the outside to the inside is formed in the lengthwise direction to enable a filament material being heated to be inserted through the side of a resistance heating body.
- Fig. 16 to Fig. 18 show preferred embodiments of a heating apparatus fitted with two heating pipes with slits formed therein in parallel.
- Fig. 19 to Fig. 23 show preferred embodiments of guides attached to slits.
- Fig. 24 to Fig. 27 show states of guides attached to slits and examples of slit structures.
- Fig. 28 to Fig. 30 show connecting terminal members attached to metallized terminal parts formed at the front and rear ends of the heating pipe 1.
- Fig. 1 shows an example of a temperature sensor attached to a heating pipe in a non-contact type heating apparatus according to the invention.
- the reference number 1 denotes a heating pipe disposed inside a heater case 2 and consisting of a resistance heating body material of resistance value 9 ⁇ 10 -3 to 9 ⁇ 10 3 ⁇ cm.
- the inside surface of this heating pipe 1 is formed by the resistance heating body itself in an exposed state and forms a passage for a filament being heated.
- an electrically conducting ceramic material a conducting oxide or non-oxide ceramic material or a composite material made by combining an insulating ceramic and a conducting component such as carbide, nitride, boride of a IVa, Va, VIa group in the periodic table or these mutual solid solution or compounds of carbide and nitride; carbide and boride; nitride and boride; carbide, nitride and boride; or a compound wherein these substances contain oxygen, or a metal silicide such as MoSi 2 , or a conducting component such as a metal-based material is used.
- a conducting oxide or non-oxide ceramic material or a composite material made by combining an insulating ceramic and a conducting component such as carbide, nitride, boride of a IVa, Va, VIa group in the periodic table or these mutual solid solution or compounds of carbide and nitride; carbide and boride; nitride and boride; carbide, n
- a heating pipe made by forming a resistance heating conducting layer as an intermediate layer in the wall thickness of, or on the outer peripheral surface of an insulating ceramic material, can be used.
- a silicon carbide based resistance heating body can also be suitably used.
- a heating apparatus of this invention having a tubular resistance heating body or heating body producing near infrared radiation or far infrared radiation can be applied to various types of filament material, particularly with respect to synthetic resin and synthetic fiber, and natural fiber or cloth and other high molecular compound materials, because these absorb far infrared radiation and produce heat themselves. In this way, heating treatment at lower temperatures than with a conventional apparatus becomes possible, and it is possible to obtain a fiber product with good texture as well as save energy.
- the thermal expansivity coefficient of the resistance heating body material or heating pipe should be below 9.5 ⁇ 10 -6 /°C and as small as possible, but because there are cases wherein the furnace casing is heated to a temperature of about 50°C, thermal expansion of the apparatus as a whole should also be considered, and suitable materials should be selected or adjusted so that excessive tensile stress and compressive stress do not act on a heating pipe or a heating pipe fitted with a ceramic tube.
- the reference number 3 denotes a heat insulating material layer provided along the entire length (resistance heating zone) of the outer peripheral surface of the heating pipe 1, and by means of this it is possible to maintain a temperature and a uniform heating state inside the heating pipe 1.
- the reference number 4 denotes a terminal part consisting of the resistance heating body itself or a good conductor having a lower resistance than the resistance heating part.
- This terminal part 4 is preferably formed by metallizing the outer peripheral surface of an end part and is exposed outside the heat insulating material 3 and prevented from rising in temperature by a mechanism for air cooling through ventilation holes 5 provided in the heater case 2. Ill affects on the metallizing layer due to high temperature are thereby prevented, and cracking and flaking phenomena accompanying a difference in thermal expansivity between the base and the metallizing layer occurring during heating and cooling are prevented.
- a heating apparatus is used with the metallized parts of the heating pipe 1 and the connection terminal members enveloped in the heat insulating material 3, when the maximum temperature is set to 500°C, due to oxidation and cracking or flaking phenomena and the like, the life of the heating pipe is about 3 to 6 months. If this cooling mechanism is adopted there is absolutely no change in the metallized parts even after 3 years of use. Also, a ceramic guide 6 is fitted to the end of the metallized terminal part 4 of both ends of the heating pipe 1.
- This guide 6 has a small internal diameter and also has minimal surface roughness on its inner surface to improve slidability, and is made of a material having wear resistance, heat resistance, heat insulation and electrical insulation, and has the function of preventing the surface of the filament material being heated from being scratched even if the filament material vibrates or becomes slightly slack. Further, it is made of a cylindrical mating part 61 which is inserted into the terminal part 4, a main body 62 and a flange 63 for engaging with the outer surface of the heater case 2.
- the reference number 7 denotes a temperature sensor fixing part attached to the outer surface of a substantially central part of the heating pipe 1 in contact therewith. The location in which it is attached can be suitably adjusted to an optimum position according to the temperature distribution inside the heating pipe.
- Fig. 2 and Fig. 3 show how the temperature sensor fixing part 7 is mounted.
- Fig. 2 shows the state as seen from a cross- section of the heating pipe 1
- Fig. 3 is a view of this attachment state as seen from the side.
- the reference number 71 denotes a clip for mounting a thermocouple protecting tube 72 and forming a saddle shape having a projecting part 73 at its top.
- This saddle-shaped clip 71 is fixed by being clipped around the heating pipe 1.
- a large part of this clip 71 itself makes surface contact with the outer surface of the heating material, the contacting area transmitting heat to the sensor is consequently rather large, and a more accurate surface temperature can therefore be detected.
- thermocouple protecting tube 72 By binding the end of the thermocouple protecting tube 72 to the heater by winding without gaps with a ceramic string having heat resistance and heat insulation, because the inside of the wound string is heated and maintained at substantially the same temperature as the outer surface of the heater it is similarly possible to detect an accurate temperature.
- Fig. 4 shows another way of attaching the temperature sensor fixing part 7, wherein a blind hole 74 or a through hole is provided in the pipe wall of the heating pipe or the heating pipe 1, and the thermocouple protecting tube 72 is directly fitted into this hole.
- the sensor in the case of a blind hole, the sensor becomes built into the wall of the resistance heating pipe or heating pipe, and can detect an intermediate temperature between the outer surface temperature and the inside temperature of the heating pipe.
- the tip of the sensor is inserted as far as the inner surface into a hole provided passage all the way through the wall of the heating pipe, it can detect a value substantially equivalent to the inside temperature of the heating pipe.
- Fig. 5 shows, as a second preferred embodiment of the invention, an example wherein an insulating protecting pipe 8 is fitted to the inner surface of the heating pipe 1 and this is made the heating pipe.
- This protecting pipe 8 is thin-walled, for example an alumina-based or another ceramic based insulator, and is inserted replaceably as necessary.
- the protecting pipe 8 is also made of an insulating ceramic which extends through a heat insulating material partition plate 31 insulated from the heat insulating material 3 and the heating pipe 1 beyond a metallized terminal part 4, and also serves as a tubular guide projecting to outside the heater case 2.
- this insulating ceramic protecting pipe 8 By fitting this insulating ceramic protecting pipe 8, it is possible to reduce deterioration and consumption of the resistance heating body caused by the inner surface of the heating pipe 1 being contaminated by substances from the material being heated.
- these contaminating substances are for example organic substances, they can be burned off by raising the set temperature of the heating apparatus. When they are inorganic they cannot be burned off, react with the resistance heating body, and cause such problems as the heater resistance value decreasing. In this case, it is possible to reduce deterioration and consumption of the heating pipe by fitting this insulating ceramic protecting pipe 8.
- Change in the resistance value of the heating pipe caused by contamination of its inner surface can also be prevented by forming an insulating film on the inner surface and making this the heating pipe.
- Fig. 6 shows a preferred embodiment wherein several component heating pipes are joined together to make a straight heating part of 500 to 2000mm in length.
- a heating pipe 1 is divided into a central main heating pipe part 101 and two end heating pipe parts 102, 103.
- a metallized terminal part 4 is formed at each end of each of the component heating pipes 101, 102 and 103.
- Tubular guides made of a heat resistant and wear resistant insulating material for guiding the filament material being heated are connected to both ends of the tubular resistance heating body on which these metallized terminal parts are formed, thereby making it possible to smoothly introduce the filament material into the heating pipe passage and to reduce damage to the heating pipe and the end parts.
- the terminal parts 4 are preferably joined by way of joint members 9.
- Each of the component heating pipes is provided with a temperature sensor fixing part 7 described above with reference to the first preferred embodiment, and by this means it is possible to create any temperature gradient in the heating region in the heating pipes.
- Fig. 7 is a view showing how the component pipes are joined.
- the joint member 9 is made of an electrically insulating ceramic material and is made up of a joining part 91 having an internal diameter equal to the diameter of the pipe end of the resistance heating body or heating pipe with the metallized terminal part 4 formed thereon, or an internal diameter equal to the tubular guide and annular outer peripheral surface part 92, and this joint member 9 is fitted between terminal parts 4 of component heating pipes, thereby joining the component heating pipes.
- a heating pipe containing a passage for a filament material being heated to pass through is made of a ceramic resistance heating body, an insulating ceramic pipe fitted inside a resistance heating body or a tubular resistance heating body whose inner surface is made of an insulating material, and to make this sort of pipe straight without any curvature is extremely difficult. Moreover, the longer the pipe is, the higher the production cost runs. Also, lengthwise temperature distribution in a tubular heating body manufactured using a single body will feature a high temperature in the central vicinity and a low temperature at the ends of the heater where heat-loss is greater.
- Fig. 8 shows another preferred embodiment of a heating apparatus adapted to cause steam or a gas for forming a surface layer, or a non-oxidizing or reducing gas for preventing surface oxidation, to act on the material being heated and travelling through the inside of the heating pipe.
- the reference numbers 10 and 11 denote a gas inlet pipe and a discharge pipe for discharging some of the introduced gas disposed near an entrance 12 and an exit 13 for a filament material being heated of a resistance heating body or of a heating pipe 1 fitted to the inside of a heating body, with each having a metallized terminal part 4 formed near their end.
- this inlet gas discharge pipe 11 it is not necessary to employ the form shown in the drawing, as it is also possible to metallize the discharge opening 13 to form a terminal part and to make the end of this terminal part the gas discharge opening.
- This gas inlet pipe 10 is made to be integral with the heating pipe 1 or is connected to the heating pipe 1 by suitable joining means so that its angle of intersection ⁇ therewith is over 90°C so that the introduced gas flows smoothly. Most of the gas introduced into the heating pipe 1 through the inlet pipe 10 flows in the direction of the arrows through a heating zone inside the heating pipe 1 heated to a predetermined temperature, forming a heating atmosphere suited to the filament material being heated, and then is discharged through the discharge pipe 11. Some of the gas introduced through the inlet pipe 10 may flow toward the entrance for the filament material being heated, and even in an apparatus provided with a gas discharge pipe 11 some of the introduced gas is released through the exit 13. Therefore, when tubular guides are attached to the entrance 12 and the exit 13, the internal diameter of the guides is preferably made as small as possible.
- Fig. 9 shows an example wherein, instead of a gas inlet pipe 10 provided branching from the heating pipe 1 as shown in Fig. 8, a gas inlet member 14 is fitted in the entrance 12 part of the heating pipe 1 for the material being heated.
- the gas inlet member 14 is formed to also serve as a guide and is provided with an entrance 15 for the material being heated and a gas inlet 16.
- the power consumption of a heating apparatus of this invention with the construction of the preferred embodiment shown in Fig. 1 when the internal diameter of the resistance heating body was 10mm and its length was 500mm and the thickness of the heat insulating material was 70mm and the temperature was held at 500°C was 70W/H, which indicates that the apparatus is extremely energy efficient.
- This embodiment shows an example wherein a straight slit passing through from the outside to the inside of the pipe is formed in the lengthwise direction and the filament material to be heated is inserted through the side of the tubular resistance heating body.
- Fig. 10 shows the basic construction of this heating pipe 1
- Fig. 11 is a sectional view along the line A-A in Fig. 10.
- the reference number 4 denotes terminal parts formed by metallizing at the ends of the heating pipe 1.
- a slit-shaped opening 17 is formed along the entire length of the heating pipe 1, and a passage 18 through which a wire-shaped material travels is formed inside the heating pipe 1.
- Fig. 14 and Fig. 15 which show a sectional view along the line C-C in Fig. 14, a straight slit-shaped opening 17 is formed in a heating pipe 1, and conducting passages 19 having terminal parts 4 are joined to this heating pipe 1 near the ends thereof to form a gateway-shaped structure.
- Fig. 16 is a plan view of a non-contact type filament material heating apparatus in which two heating pipes 1 of the kind shown in Fig. 10 and Fig. 11 are disposed in parallel inside a heater case 2 shown with a cover removed, as seen in the direction of the slits in the heating pipes.
- Fig. 17 is a view of the same apparatus as seen along the line D-D of Fig. 16 and with the cover attached.
- the heating apparatus has a structure wherein, as necessary, one or two or more heating pipes 1 are disposed in parallel inside a heater case 2 having a releasable cover 21 mounted on its lower side.
- the heater case 2 of this heating apparatus may be mounted so that the slit-shaped openings 17 in the heating pipes 1 are horizontal and facing upward or facing downward, but it does not have to be horizontal and may alternatively be mounted in a vertical direction or in a sloping direction.
- the slit- shaped openings 17 of the heating pipes 1 are both arranged so that they face in the opening direction of the cover 21 of the heater case 2.
- the cover 21 has a trapezoid shape and, by this cover 21 being slid downward along slide plates 20 for cover opening and closing as shown with a dotted line arrow, the lower side of the heater case 2 opens and the filament material passages inside the heating pipes 1, the slit-shaped openings 17 of the heating pipes 1, and the opening in the lower side of the heater case 2 all become opened facing outward.
- cover 21 of this heater case 2 besides this sliding type, any other form of cover can be employed.
- Fig. 18 shows a cover structure wherein the lower side of the heater case 2 is divided into two parts 211 and 212 which pivot, open and close about hinges 213, 214 mounted on the sides of the heater case 2. Also, the whole cover can be made like an opening door, or a structure can be adopted wherein left and right sides are opened by the whole cover being estranged from the slit-shaped openings.
- the filament material passages 18 inside the heating pipes 1 face the openings in the lower side of the heater case 2 by way of the slit-shaped openings 17.
- filament material introduction guides set at the front and rear of the heater case.
- guides for guiding the filament material through the slit-shaped opening into the inside of the heating pipe have the function of preventing the filament material from making contact with the inner surface of the heating pipe due to the balloon phenomenon or the like in cases of vibration, shaking, slackening or fiber material when the filament material travels through the inside of the heating pipe having the slit.
- Table 2 Apparatus Type Set Temperature Thread Speed Tensile Strength Luster contact type of hot plate length 2.5m 170°C 500m/min 243gf average apparatus of this invention (same as a. above) 250°C 700m/min 260gf good apparatus of this invention (same as a. above) 300°C 700m/min 276gf good apparatus of this invention (same as a. above) 330°C 700m/min 243gf good
- the apparatus of the invention was an extremely good one in that there was no difference between the inside and outside temperatures of the heating pipe and temperature control could be carried out accurately, that it displayed equal or better performance even though the length of the heating pipe was shorter than that of the conventional commercially available equipment, that the power required for maintaining the set temperature was extremely small, that the heating processed thread did not lose the original characteristics of the fiber such as its strength, and also in the aspect of luster.
- This preferred embodiment shows an example wherein a guide for guiding a filament material to be heated into a heating pipe is built into the heating pipe.
- Fig. 19 to Fig. 21 show a first example of this guide 22.
- Fig. 19 is a view seen from above
- Fig. 20 is a view seen from the side
- Fig. 21 is a front view.
- This guide 22 is made up of a body part 221 positioned inside the above- mentioned heating pipe and a guide blade part 222 the inner side of whose end positioned outside through the slit opening in the heating pipe is formed with a taper or a curvature, and a deep groove 223 is formed from the end of the guide blade part 222 to the body part 221.
- This guide 22 is inserted into a heating pipe with a slit formed therein through the end of the heating pipe and has a structure wherein the width dimension of the guide blade 222 part is slightly smaller than the width dimension of the slit, and the width dimension of the body part 221 is larger than the width dimension of the slit of the heating pipe.
- the reference number 223 denotes a guide groove and groove through which the filament material travels formed in the guide blade part 222 to guide in the filament material.
- the reference number 224 denotes a mounting groove formed in the side of the guide 22 for mounting a temperature sensor (hereinafter including a thermocouple).
- this guide 22 performs three functions, namely the function of a guide for guiding a filament material into the inside of the heating pipe, the function of a guide for mounting a temperature sensor inside the heating pipe and the function of a travel guide of the filament material.
- Fig. 22 and Fig. 23 show other examples of this guide 22.
- a temperature sensor mounting groove 224 in the side is formed in a straight line from a guide blade part 222 to a body part 221, and there is the effect of eliminating defects of cracking in the length direction of the deep groove 223.
- Fig. 23 shows a groove structure wherein side curvature parts of the body part 221 are cut off.
- Fig. 24 and Fig. 25 show this guide 22 inserted into a heating pipe 1 and with a temperature sensor 23 fitted in the temperature sensor mounting groove 224 of the guide 22; Fig. 24 is a view seen from the end of the heating pipe 1 and Fig. 25 is a view seen from above the slit in the heating pipe. Because the temperature sensor 23 is fitted in the mounting groove 224 of the guide 22 and furthermore extends to inside the heating pipe 1, it can accurately detect the temperature inside the heating pipe 1.
- the temperature sensor 23 serves as a stopper, and the guide 22 does not move outward beyond an enlarged opening part 171 of the slit opening 17 formed by an upper surface cut, and furthermore the body part 221 of the guide 22 positioned inside the heating pipe 1 does not come out because it is larger than the width of the slit opening 17. Also, because the temperature sensor 23 is mounted inside the heating pipe 1 using the guide 22 it is possible to measure the actual filament material heating temperature.
- the guide 22 When the guide 22 is fitted where it is not necessary to mount the temperature sensor 23, it is possible to prevent the guide from slipping out of position by fitting a heat resisting pin instead of the temperature sensor 23. Also, when the guide 22 is set in a position where it is not necessary to build in a temperature sensor, the upper surface cut groove can be dispensed with and vertical direction or front-rear direction slipping (movement) of the guide can be prevented by forming an enlarged opening part 171 locally in the slit opening 17 of the heating pipe 1 as shown in Fig. 26 and Fig. 27, and fitting a jig such as a pin or the like for stopping movement of the guide in this enlarged opening part 171 and the side of the guide 22.
- the production cost of a filament material side-entry type heating apparatus is relatively high.
- the internal diameter of the heating pipe is larger than the amplitude of vibration caused by the ballooning phenomenon of a filament material or particularly a fiber, and by pulling the filament material in with a heat resisting and insulating material inserted into the heating pipe, it is possible to dispense with forming a slit opening and mounting guides.
- Fig. 28 is a view of a connecting terminal member 24 attached to a metallized terminal part 4 formed on the front and rear end parts of a heating pipe 1 seen from above a slit-shaped opening 17 of the heating pipe 1.
- Fig. 29 is a view of the connecting terminal member 24 seen from the end of the heating pipe 1.
- This connecting terminal member 24 is made up of component members 241 and 242 forming an opening corresponding to the slit 17 in the heating pipe 1, and is of such a structure that it does not obstruct introduction of a filament material into the heating pipe 1.
- the component members 241 and 242 can be strongly clamped onto the terminal part from both sides by way of support parts 244 by tightening a pushing part 243.
- This connecting terminal member 24 is of such a structure that it can be strongly clamped by tightening the pushing part 243 with a coating of a silver or other conducting paste or a wire mesh made of a good conductor 245 interposed between the component members 241 and 242 and the terminal surface of the resistance heating body.
- Fig. 30 a, b, c and d show modified examples of this connecting terminal member 24.
- a non-contact type heating apparatus provides the following benefits:
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
Abstract
A non-contact type heating apparatus shown in Fig. 1 comprising a heating pipe (1) containing inside it a passage through which a filament material to be heated travels housed inside a heater case (2) having a heat insulating material layer (3), wherein a temperature sensor (7) is mounted in contact with the heating pipe (1) or inside the heating pipe. A structure can be adopted wherein this heating pipe (1) is provided along its entire length with a slit-shaped opening having a constant slit width or locally enlarged and an open/closeable cover part of the heater case is provided facing the slit-shaped opening in the heating pipe. Also, a guide for suppressing phenomena such as vibrations and slackening of the travelling filament material can be built into the heating pipe, a temperature sensor can be fitted in a side of this guide, and a connecting terminal member can be made of two-pieces.
Description
- This invention relates to an apparatus for heating, in a non-contacting state, a wire-like, rod-like or thread-like filament made from a metal material, glass material, synthetic resin material or synthetic fiber.
- A false twisting method wherein a fiber is heated in a non-contacting state, as opposed to methods wherein contact-heating is carried out with a hot plate, is disclosed in Japanese Patent Publication No. Hei 2-60769. In an apparatus used for this, a sheath heater is fitted into a main body with a U-shaped channel formed therein, a guide shaped like arrow feathers with a slit is set in this channel and a strand travels along the bottom part of the slit.
- This non-contact type heating apparatus, compared to an apparatus which carries out heating with the material being heated making contact with a hot plate, is superior in such points as that the surface of the filament material being heated is not deteriorated and the length of the heater can be made smaller. However, because it uses a method wherein a main body having a U-channel is indirectly heated with a sheath heater, it has had a problem in that it consumes a large amount of energy.
- The present application, Japanese Patent Publication No. Hei 4-66936, in order to raise the heating efficiency of this non-contact type heating apparatus, disclosed an apparatus using a direct heating method wherein a cylindrical electrically conducting ceramic molding is disposed along a passage through which a strand passes.
- However, when a temperature sensor for temperature detection consisting of a thermocouple or a resistance bulb is attached, depending on the method by which the temperature sensor is attached, it is difficult to detect an accurate temperature with no dispersion.
- Also, when the filament material is an electrically conducting material such as metal, there is a risk of shorts or electric shocks when it comes into contact with the cylindrical electrically conducting ceramic molding.
- Furthermore, with the heating apparatus of Japanese Patent Publication No. H.4-66936, there has been a problem in that it lacks applicability when used to heat above the melting point or below the melting point of a filament material.
- For example, with a heating apparatus having a built-in tubular heating body, to pass a filament material to be heated, and particularly a fine filament material having no rigidity such as a fiber, into a tubular heating body set to a temperature below the melting point of the filament material, it is possible to carry out a thread setting operation by pulling the thread through by vacuum suction from the opposite end of the tubular heating body (hereinafter called a heating pipe), but when the heating body is set to a temperature higher than the melting point of the filament material the following problems arise.
- Particularly when the fiber is a synthetic fiber, with a low melting point of about 250°C, and if the thread makes contact with the inside wall of a heating pipe heated to above that melting point, the thread melts and adheres to the pipe and the thread setting work is hampered or becomes impossible. Consequently, it is necessary to first cool the heating pipe to below the melting point of the thread and then carry out the thread setting work and then raise the heating pipe to the set temperature again.
- Taking as an example a case where false twisting is to be carried out, after the heating pipe has reached the set temperature and this temperature has been held until the entire heating apparatus has reached a constant temperature state, about 5 minutes/spindle is required for the thread setting operation of allowing the apparatus to cool to below the melting point of the fiber, or for lowering the set temperature and then pulling the fiber through the heating pipe by vacuum suction or the like. Then, only when the apparatus has risen to the set temperature again and become constant does a false-twisted thread as a product start to be obtained.
- Thus, with a non-contact type heating apparatus having a built-in heating pipe, this lost time needed for cooling and heating until a constant temperature is reached, and energy for reheating until the constant temperature is reached, are unproductively consumed. Furthermore, the false-twisted thread obtained between the time of thread setting and when the constant temperature state is reached becomes an off-specification product.
- Furthermore, when a temperature sensor including a thermocouple is attached to the outside of the heating pipe, because there is a temperature difference between the outside and the inside of the heating pipe, it is necessary to carry out a correction of the set temperature with respect to the detected temperature.
- A main object of this invention is to solve the above faults in a non-contact type heating apparatus with a built-in heating pipe containing a passage through which a filament material to be heated travels, and to provide a non-contact type filament heating apparatus having increased temperature measurement accuracy and improved ease of use, operatability and applicability.
- Another object of the invention is to complete a temperature controlling means for reducing the large temperature difference between the inside and outside of the pipe in the case of a cylindrical tubular heating pipe.
- Another object is to achieve uniformity of lengthwise heating temperature where the resistance heating zone of a tubular resistance heating body is rather long.
- A further object is to achieve an extended life for the resistance heating body itself.
- A still further object is to provide means for preventing change in the resistance value of the resistance heating body accompanying contamination of its inner surface, and for maintaining a heating atmosphere.
- In this invention, a temperature sensor for detecting a temperature to be used for temperature control is disposed on the resistance heating zone of a heating pipe, either on the heating pipe itself or at a position which the filament material passes, and measurement accuracy is thereby raised, making it possible to carry out accurate temperature management control.
- Also, a straight and long heating apparatus can be made by adopting a structure wherein a tubular resistance heating body is divided up into a plurality of component parts in the length direction or a structure wherein the ends of these component parts are connected by joints made of an insulating material. As, for example, the amount of bend (curvature tolerance) with respect to the length in a generally commercially available Al2O3 combustion tube, protecting tube or the like has a dimensional dispersion of up to 2 to 3%, curvature in a ceramic pipe is, for manufacturing-related reasons, an unavoidable phenomenon. For example, in a 1m-long tubular resistance heating body the same sort of curvature occurs to a maximum curvature of 3mm. As a result, the material being heated is unable to advance in a straight line and makes sliding contact with the inside of the heater due to vibrations, slackening phenomena and the like resulting from conditions such as the travelling speed, tension, and kind of material being heated, and it becomes impossible to obtain a good product. However, by arranging three heaters (330mm long) of the same curvature tolerance (3/1000) in a straight line it is possible to reduce the overall curvature to about 1mm, or 1/3.
- By attaching at least one temperature sensor to each of these tubular resistance heating zone it is possible to control the temperature of each component pipe individually, and the temperature over the entire length of the heating apparatus can be controlled more precisely.
- The specific resistance value of the resistance heating body constituting the heating pipe is preferably adjusted in the range of from 1.0×10-3Ω·cm to 9×103Ω·cm, and more preferably to the range of from 1.0×10-2Ω·cm to 9×102Ω·cm. When the specific resistance value is less than 1.0×10-3Ω·cm, from the relationship between the diameter and the length of the tubular resistance heating body, its wall thickness may become less than 0.5mm, and problems arise such as that manufacture of the resistance heating body becomes difficult in the material strength aspect or that, because there are cases where a current of over 20 amperes flows even when the impressed voltage may be only 10V, it is necessary to increase the capacity of the lead wires.
- Also, in a heating apparatus of this invention, as a tubular heating body or a tubular resistance heating body, a ceramic material or an electrically conducting ceramic material producing near infrared radiation or far infrared radiation is used. Furthermore, a tubular heating pipe made by fitting an insulating ceramic member to the inside of a tubular resistance heating body, or by forming an insulating film on the inside of a resistance heating body, is used. It is also possible to use a heating pipe made by forming a resistance heatable conducting film on the outer peripheral surface of a tubular insulating ceramic material. Also, it is possible to form a laminated body of a sheet printed with a conducting pattern or with another sheet into cylindrical form and use it as a heating pipe. However, the resistance values of these heating pipes comprising conducting films are preferably calculated from their overall resistance values and heating pipe cross-sectional areas, and adjusted to within the range mentioned above. In addition, instead of a ceramic material or a conducting ceramic material, it is also possible to use a tubular heating body made by forming a film producing near infrared radiation or far infrared radiation on the inner surface of a metal pipe.
- When a heating apparatus of the invention is used at a temperature above the melting point of the filament material, by providing a slit-shaped opening for introducing the filament material through the side of the built-in heating pipe along its entire length, operatability is improved.
- When introducing a filament material to be heated into the heating pipe by use of this slit-shaped opening, and by sliding the filament material stretched outside the heating pipe over the entire length thereof into the heating pipe along a guide, the introduction is greatly simplified.
- Also, by providing a connecting terminal member of the heating pipe with a structure able to grip a terminal part of the heating pipe from both sides and with an opening corresponding to the slit and, as necessary, by building into the heating pipe a guide for suppressing phenomena such as vibration and slackening of the travelling filament material, it is possible to increase the applicability of the apparatus. Furthermore, by mounting a temperature sensor on a side surface of this guide or by attaching a temperature sensor to the resistance heating zone of the heating pipe in direct contact therewith, it is also possible to raise the accuracy of its temperature control.
- Fig. 1 to Fig. 4 show, as a first preferred embodiment of the invention, methods of directly attaching a temperature sensor to a heating pipe.
- Fig. 5 shows, as another preferred embodiment of the invention, an example wherein an insulating protecting
pipe 8 is fitted to the inner surface of aheating pipe 1. - Fig. 6 and Fig. 7 show a preferred embodiment wherein several component heating pipes are joined together to make a long heating part.
- Fig. 8 and Fig. 9 show preferred embodiments of the invention examples wherein an atmospheric gas can be introduced.
- Fig. 10 to Fig. 15 show examples of heating pipes wherein a straight slit passing through from the outside to the inside is formed in the lengthwise direction to enable a filament material being heated to be inserted through the side of a resistance heating body.
- Fig. 16 to Fig. 18 show preferred embodiments of a heating apparatus fitted with two heating pipes with slits formed therein in parallel.
- Fig. 19 to Fig. 23 show preferred embodiments of guides attached to slits.
- Fig. 24 to Fig. 27 show states of guides attached to slits and examples of slit structures.
- Fig. 28 to Fig. 30 show connecting terminal members attached to metallized terminal parts formed at the front and rear ends of the
heating pipe 1. - Fig. 1 shows an example of a temperature sensor attached to a heating pipe in a non-contact type heating apparatus according to the invention. In Fig. 1, the
reference number 1 denotes a heating pipe disposed inside aheater case 2 and consisting of a resistance heating body material ofresistance value 9×10-3 to 9×103Ω·cm. The inside surface of thisheating pipe 1 is formed by the resistance heating body itself in an exposed state and forms a passage for a filament being heated. As an electrically conducting ceramic material, a conducting oxide or non-oxide ceramic material or a composite material made by combining an insulating ceramic and a conducting component such as carbide, nitride, boride of a IVa, Va, VIa group in the periodic table or these mutual solid solution or compounds of carbide and nitride; carbide and boride; nitride and boride; carbide, nitride and boride; or a compound wherein these substances contain oxygen, or a metal silicide such as MoSi2, or a conducting component such as a metal-based material is used. Also, a heating pipe made by forming a resistance heating conducting layer as an intermediate layer in the wall thickness of, or on the outer peripheral surface of an insulating ceramic material, can be used. A silicon carbide based resistance heating body can also be suitably used. A heating apparatus of this invention having a tubular resistance heating body or heating body producing near infrared radiation or far infrared radiation can be applied to various types of filament material, particularly with respect to synthetic resin and synthetic fiber, and natural fiber or cloth and other high molecular compound materials, because these absorb far infrared radiation and produce heat themselves. In this way, heating treatment at lower temperatures than with a conventional apparatus becomes possible, and it is possible to obtain a fiber product with good texture as well as save energy. The thermal expansivity coefficient of the resistance heating body material or heating pipe should be below 9.5×10-6/°C and as small as possible, but because there are cases wherein the furnace casing is heated to a temperature of about 50°C, thermal expansion of the apparatus as a whole should also be considered, and suitable materials should be selected or adjusted so that excessive tensile stress and compressive stress do not act on a heating pipe or a heating pipe fitted with a ceramic tube. Thereference number 3 denotes a heat insulating material layer provided along the entire length (resistance heating zone) of the outer peripheral surface of theheating pipe 1, and by means of this it is possible to maintain a temperature and a uniform heating state inside theheating pipe 1. Thereference number 4 denotes a terminal part consisting of the resistance heating body itself or a good conductor having a lower resistance than the resistance heating part. Thisterminal part 4 is preferably formed by metallizing the outer peripheral surface of an end part and is exposed outside theheat insulating material 3 and prevented from rising in temperature by a mechanism for air cooling throughventilation holes 5 provided in theheater case 2. Ill affects on the metallizing layer due to high temperature are thereby prevented, and cracking and flaking phenomena accompanying a difference in thermal expansivity between the base and the metallizing layer occurring during heating and cooling are prevented. If a heating apparatus is used with the metallized parts of theheating pipe 1 and the connection terminal members enveloped in theheat insulating material 3, when the maximum temperature is set to 500°C, due to oxidation and cracking or flaking phenomena and the like, the life of the heating pipe is about 3 to 6 months. If this cooling mechanism is adopted there is absolutely no change in the metallized parts even after 3 years of use. Also, aceramic guide 6 is fitted to the end of the metallizedterminal part 4 of both ends of theheating pipe 1. Thisguide 6 has a small internal diameter and also has minimal surface roughness on its inner surface to improve slidability, and is made of a material having wear resistance, heat resistance, heat insulation and electrical insulation, and has the function of preventing the surface of the filament material being heated from being scratched even if the filament material vibrates or becomes slightly slack. Further, it is made of acylindrical mating part 61 which is inserted into theterminal part 4, amain body 62 and aflange 63 for engaging with the outer surface of theheater case 2. Thereference number 7 denotes a temperature sensor fixing part attached to the outer surface of a substantially central part of theheating pipe 1 in contact therewith. The location in which it is attached can be suitably adjusted to an optimum position according to the temperature distribution inside the heating pipe. - Fig. 2 and Fig. 3 show how the temperature
sensor fixing part 7 is mounted. Fig. 2 shows the state as seen from a cross- section of theheating pipe 1, and Fig. 3 is a view of this attachment state as seen from the side. In the figures, thereference number 71 denotes a clip for mounting athermocouple protecting tube 72 and forming a saddle shape having a projectingpart 73 at its top. This saddle-shapedclip 71 is fixed by being clipped around theheating pipe 1. A large part of thisclip 71 itself makes surface contact with the outer surface of the heating material, the contacting area transmitting heat to the sensor is consequently rather large, and a more accurate surface temperature can therefore be detected. Also by binding the end of thethermocouple protecting tube 72 to the heater by winding without gaps with a ceramic string having heat resistance and heat insulation, because the inside of the wound string is heated and maintained at substantially the same temperature as the outer surface of the heater it is similarly possible to detect an accurate temperature. - Fig. 4 shows another way of attaching the temperature
sensor fixing part 7, wherein ablind hole 74 or a through hole is provided in the pipe wall of the heating pipe or theheating pipe 1, and thethermocouple protecting tube 72 is directly fitted into this hole. In this way, in the case of a blind hole, the sensor becomes built into the wall of the resistance heating pipe or heating pipe, and can detect an intermediate temperature between the outer surface temperature and the inside temperature of the heating pipe. When the tip of the sensor is inserted as far as the inner surface into a hole provided passage all the way through the wall of the heating pipe, it can detect a value substantially equivalent to the inside temperature of the heating pipe. - Fig. 5 shows, as a second preferred embodiment of the invention, an example wherein an insulating
protecting pipe 8 is fitted to the inner surface of theheating pipe 1 and this is made the heating pipe. This protectingpipe 8 is thin-walled, for example an alumina-based or another ceramic based insulator, and is inserted replaceably as necessary. The protectingpipe 8 is also made of an insulating ceramic which extends through a heat insulatingmaterial partition plate 31 insulated from theheat insulating material 3 and theheating pipe 1 beyond a metallizedterminal part 4, and also serves as a tubular guide projecting to outside theheater case 2. By fitting this insulating ceramic protectingpipe 8, it is possible to reduce deterioration and consumption of the resistance heating body caused by the inner surface of theheating pipe 1 being contaminated by substances from the material being heated. When these contaminating substances are for example organic substances, they can be burned off by raising the set temperature of the heating apparatus. When they are inorganic they cannot be burned off, react with the resistance heating body, and cause such problems as the heater resistance value decreasing. In this case, it is possible to reduce deterioration and consumption of the heating pipe by fitting this insulating ceramic protectingpipe 8. - Change in the resistance value of the heating pipe caused by contamination of its inner surface can also be prevented by forming an insulating film on the inner surface and making this the heating pipe.
- Fig. 6 shows a preferred embodiment wherein several component heating pipes are joined together to make a straight heating part of 500 to 2000mm in length.
- In Fig. 6, a
heating pipe 1 is divided into a central mainheating pipe part 101 and two endheating pipe parts terminal part 4 is formed at each end of each of thecomponent heating pipes terminal parts 4 are preferably joined by way ofjoint members 9. Each of the component heating pipes is provided with a temperaturesensor fixing part 7 described above with reference to the first preferred embodiment, and by this means it is possible to create any temperature gradient in the heating region in the heating pipes. - Fig. 7 is a view showing how the component pipes are joined. The
joint member 9 is made of an electrically insulating ceramic material and is made up of a joiningpart 91 having an internal diameter equal to the diameter of the pipe end of the resistance heating body or heating pipe with the metallizedterminal part 4 formed thereon, or an internal diameter equal to the tubular guide and annular outerperipheral surface part 92, and thisjoint member 9 is fitted betweenterminal parts 4 of component heating pipes, thereby joining the component heating pipes. Normally, a heating pipe containing a passage for a filament material being heated to pass through is made of a ceramic resistance heating body, an insulating ceramic pipe fitted inside a resistance heating body or a tubular resistance heating body whose inner surface is made of an insulating material, and to make this sort of pipe straight without any curvature is extremely difficult. Moreover, the longer the pipe is, the higher the production cost runs. Also, lengthwise temperature distribution in a tubular heating body manufactured using a single body will feature a high temperature in the central vicinity and a low temperature at the ends of the heater where heat-loss is greater. However, by using a sectional type of heater made by connecting two or more heaters in a series, and by disposing a temperature sensor in an optimum position on each of the component pipes, it is possible to provide a temperature gradient preferable to that of only one heater, or to make an apparatus having a temperature distribution with long uniform temperature zones. - Fig. 8 shows another preferred embodiment of a heating apparatus adapted to cause steam or a gas for forming a surface layer, or a non-oxidizing or reducing gas for preventing surface oxidation, to act on the material being heated and travelling through the inside of the heating pipe.
- In Fig. 8, the
reference numbers entrance 12 and anexit 13 for a filament material being heated of a resistance heating body or of aheating pipe 1 fitted to the inside of a heating body, with each having a metallizedterminal part 4 formed near their end. For this inletgas discharge pipe 11 it is not necessary to employ the form shown in the drawing, as it is also possible to metallize thedischarge opening 13 to form a terminal part and to make the end of this terminal part the gas discharge opening. Thisgas inlet pipe 10 is made to be integral with theheating pipe 1 or is connected to theheating pipe 1 by suitable joining means so that its angle of intersection α therewith is over 90°C so that the introduced gas flows smoothly. Most of the gas introduced into theheating pipe 1 through theinlet pipe 10 flows in the direction of the arrows through a heating zone inside theheating pipe 1 heated to a predetermined temperature, forming a heating atmosphere suited to the filament material being heated, and then is discharged through thedischarge pipe 11. Some of the gas introduced through theinlet pipe 10 may flow toward the entrance for the filament material being heated, and even in an apparatus provided with agas discharge pipe 11 some of the introduced gas is released through theexit 13. Therefore, when tubular guides are attached to theentrance 12 and theexit 13, the internal diameter of the guides is preferably made as small as possible. - Fig. 9 shows an example wherein, instead of a
gas inlet pipe 10 provided branching from theheating pipe 1 as shown in Fig. 8, agas inlet member 14 is fitted in theentrance 12 part of theheating pipe 1 for the material being heated. In this case, thegas inlet member 14 is formed to also serve as a guide and is provided with anentrance 15 for the material being heated and agas inlet 16. - By introducing steam or any of various kinds of gasses into the heating pipe in this way, various effects can be obtained when heating a material being processed. For example, in the case of a fiber material, when heating not only a synthetic fiber but also a plant or animal derived strand inside a tubular resistance heating body, by supplying steam into the heating pipe, because a wetting action is added to the heating action, it is possible to improve extendibility, false twisting performance and feeling on compressed air processing. Also, when used for heat processing of a metal wire or the like, by introducing a non-oxidizing gas or a reducing gas it is possible to obtain a superior wire material with little power consumption and with an extremely small amount of gas consumption.
- The power consumption of a heating apparatus of this invention with the construction of the preferred embodiment shown in Fig. 1 when the internal diameter of the resistance heating body was 10mm and its length was 500mm and the thickness of the heat insulating material was 70mm and the temperature was held at 500°C was 70W/H, which indicates that the apparatus is extremely energy efficient.
- This embodiment shows an example wherein a straight slit passing through from the outside to the inside of the pipe is formed in the lengthwise direction and the filament material to be heated is inserted through the side of the tubular resistance heating body.
- Fig. 10 shows the basic construction of this
heating pipe 1, and Fig. 11 is a sectional view along the line A-A in Fig. 10. In the drawings, thereference number 4 denotes terminal parts formed by metallizing at the ends of theheating pipe 1. In one side of this heating pipe 1 a slit-shapedopening 17 is formed along the entire length of theheating pipe 1, and apassage 18 through which a wire-shaped material travels is formed inside theheating pipe 1. - Fig. 12 and Fig. 13, which is a sectional view on the line B-B in Fig. 12, show an example wherein a film consisting of an insulating material or a
flameproof pipe 8 is provided on the inner surface of aheating pipe 1 consisting of the tubular resistance heating body shown in Fig. 10 and Fig. 11. - In Fig. 14 and Fig. 15, which show a sectional view along the line C-C in Fig. 14, a straight slit-shaped
opening 17 is formed in aheating pipe 1, and conductingpassages 19 havingterminal parts 4 are joined to thisheating pipe 1 near the ends thereof to form a gateway-shaped structure. - Fig. 16 is a plan view of a non-contact type filament material heating apparatus in which two
heating pipes 1 of the kind shown in Fig. 10 and Fig. 11 are disposed in parallel inside aheater case 2 shown with a cover removed, as seen in the direction of the slits in the heating pipes. Fig. 17 is a view of the same apparatus as seen along the line D-D of Fig. 16 and with the cover attached. - In Fig. 16 and Fig. 17, the heating apparatus has a structure wherein, as necessary, one or two or
more heating pipes 1 are disposed in parallel inside aheater case 2 having areleasable cover 21 mounted on its lower side. Theheater case 2 of this heating apparatus may be mounted so that the slit-shapedopenings 17 in theheating pipes 1 are horizontal and facing upward or facing downward, but it does not have to be horizontal and may alternatively be mounted in a vertical direction or in a sloping direction. The slit- shapedopenings 17 of theheating pipes 1 are both arranged so that they face in the opening direction of thecover 21 of theheater case 2. Thecover 21 has a trapezoid shape and, by thiscover 21 being slid downward alongslide plates 20 for cover opening and closing as shown with a dotted line arrow, the lower side of theheater case 2 opens and the filament material passages inside theheating pipes 1, the slit-shapedopenings 17 of theheating pipes 1, and the opening in the lower side of theheater case 2 all become opened facing outward. - For the
cover 21 of thisheater case 2, besides this sliding type, any other form of cover can be employed. - Fig. 18 shows a cover structure wherein the lower side of the
heater case 2 is divided into twoparts hinges heater case 2. Also, the whole cover can be made like an opening door, or a structure can be adopted wherein left and right sides are opened by the whole cover being estranged from the slit-shaped openings. - As a result of the
cover 21,partS filament material passages 18 inside theheating pipes 1 face the openings in the lower side of theheater case 2 by way of the slit-shapedopenings 17. Thus, it becomes possible to introduce a filament material into a heating pipe along the kind of route shown with a broken line in Fig. 17, and in this way it is possible to complete the thread setting operation in a short time. - To set this filament material into the heating pipe, although not shown in Fig. 16 to Fig. 18, it is convenient to slide the filament material along a path opened by the opening of the cover as shown by the broken line in Fig. 17 using filament material introduction guides set at the front and rear of the heater case. Also, guides for guiding the filament material through the slit-shaped opening into the inside of the heating pipe have the function of preventing the filament material from making contact with the inner surface of the heating pipe due to the balloon phenomenon or the like in cases of vibration, shaking, slackening or fiber material when the filament material travels through the inside of the heating pipe having the slit.
- The amounts of electrical power required for temperature maintaining and results of a test wherein a synthetic fiber was heated in a non-contacting state in the apparatus shown in Fig. 16 and Fig. 17 are shown below.
-
a. specifications of apparatus of the invention - · dimensions of heating pipe (resistance heating body)

- · dimensions of heater case filled with heat insulating material

- · impressed voltage = 200V
- · installation orientation of apparatus: length direction set vertical
-
Table 2 Apparatus Type Set Temperature Thread Speed Tensile Strength Luster contact type of hot plate length 2.5m 170°C 500m/min 243gf average apparatus of this invention (same as a. above) 250°C 700m/min 260gf good apparatus of this invention (same as a. above) 300°C 700m/min 276gf good apparatus of this invention (same as a. above) 330°C 700m/min 243gf good - As shown in these test results, the apparatus of the invention was an extremely good one in that there was no difference between the inside and outside temperatures of the heating pipe and temperature control could be carried out accurately, that it displayed equal or better performance even though the length of the heating pipe was shorter than that of the conventional commercially available equipment, that the power required for maintaining the set temperature was extremely small, that the heating processed thread did not lose the original characteristics of the fiber such as its strength, and also in the aspect of luster.
- This preferred embodiment shows an example wherein a guide for guiding a filament material to be heated into a heating pipe is built into the heating pipe.
- Fig. 19 to Fig. 21 show a first example of this
guide 22. Fig. 19 is a view seen from above, Fig. 20 is a view seen from the side and Fig. 21 is a front view. Thisguide 22 is made up of abody part 221 positioned inside the above- mentioned heating pipe and aguide blade part 222 the inner side of whose end positioned outside through the slit opening in the heating pipe is formed with a taper or a curvature, and adeep groove 223 is formed from the end of theguide blade part 222 to thebody part 221. Thisguide 22 is inserted into a heating pipe with a slit formed therein through the end of the heating pipe and has a structure wherein the width dimension of theguide blade 222 part is slightly smaller than the width dimension of the slit, and the width dimension of thebody part 221 is larger than the width dimension of the slit of the heating pipe. Thereference number 223 denotes a guide groove and groove through which the filament material travels formed in theguide blade part 222 to guide in the filament material. Thereference number 224 denotes a mounting groove formed in the side of theguide 22 for mounting a temperature sensor (hereinafter including a thermocouple). As a result, thisguide 22 performs three functions, namely the function of a guide for guiding a filament material into the inside of the heating pipe, the function of a guide for mounting a temperature sensor inside the heating pipe and the function of a travel guide of the filament material. - Fig. 22 and Fig. 23 show other examples of this
guide 22. In both cases, a temperaturesensor mounting groove 224 in the side is formed in a straight line from aguide blade part 222 to abody part 221, and there is the effect of eliminating defects of cracking in the length direction of thedeep groove 223. Fig. 23 shows a groove structure wherein side curvature parts of thebody part 221 are cut off. - Fig. 24 and Fig. 25 show this
guide 22 inserted into aheating pipe 1 and with atemperature sensor 23 fitted in the temperaturesensor mounting groove 224 of theguide 22; Fig. 24 is a view seen from the end of theheating pipe 1 and Fig. 25 is a view seen from above the slit in the heating pipe. Because thetemperature sensor 23 is fitted in the mountinggroove 224 of theguide 22 and furthermore extends to inside theheating pipe 1, it can accurately detect the temperature inside theheating pipe 1. Also, thetemperature sensor 23 serves as a stopper, and theguide 22 does not move outward beyond anenlarged opening part 171 of the slit opening 17 formed by an upper surface cut, and furthermore thebody part 221 of theguide 22 positioned inside theheating pipe 1 does not come out because it is larger than the width of theslit opening 17. Also, because thetemperature sensor 23 is mounted inside theheating pipe 1 using theguide 22 it is possible to measure the actual filament material heating temperature. - When the
guide 22 is fitted where it is not necessary to mount thetemperature sensor 23, it is possible to prevent the guide from slipping out of position by fitting a heat resisting pin instead of thetemperature sensor 23. Also, when theguide 22 is set in a position where it is not necessary to build in a temperature sensor, the upper surface cut groove can be dispensed with and vertical direction or front-rear direction slipping (movement) of the guide can be prevented by forming anenlarged opening part 171 locally in the slit opening 17 of theheating pipe 1 as shown in Fig. 26 and Fig. 27, and fitting a jig such as a pin or the like for stopping movement of the guide in thisenlarged opening part 171 and the side of theguide 22. - Here, due to the cost of forming the slit-shaped
opening 17, of making and fitting theguide 22, and due to the complexity of the heater case, generally the production cost of a filament material side-entry type heating apparatus is relatively high. However, by making the internal diameter of the heating pipe larger than the amplitude of vibration caused by the ballooning phenomenon of a filament material or particularly a fiber, and by pulling the filament material in with a heat resisting and insulating material inserted into the heating pipe, it is possible to dispense with forming a slit opening and mounting guides. - Fig. 28 is a view of a connecting
terminal member 24 attached to a metallizedterminal part 4 formed on the front and rear end parts of aheating pipe 1 seen from above a slit-shapedopening 17 of theheating pipe 1. Fig. 29 is a view of the connectingterminal member 24 seen from the end of theheating pipe 1. This connectingterminal member 24 is made up ofcomponent members slit 17 in theheating pipe 1, and is of such a structure that it does not obstruct introduction of a filament material into theheating pipe 1. To attach this connectingterminal member 24 to the end part of theheating pipe 1, thecomponent members support parts 244 by tightening a pushingpart 243. - This connecting
terminal member 24 is of such a structure that it can be strongly clamped by tightening the pushingpart 243 with a coating of a silver or other conducting paste or a wire mesh made of agood conductor 245 interposed between thecomponent members - Also, Fig. 30 a, b, c and d show modified examples of this connecting
terminal member 24. By forming terminal members able to grip the terminal part of the heating pipe from both sides as shown in these examples, it is possible to tighten the terminal part and the connecting terminal member together strongly. Thus, it is possible to obtain the result that, even after over 1000 heating and cooling cycles with the power being switched on and off, the contact resistance does not change at all. - A non-contact type heating apparatus according to this invention provides the following benefits:
- (1) It is possible to minimize the length and back-to-front depth of the overall heating apparatus and thereby make it an extremely compact installation.
- (2) It is possible to obtain superior energy economy with extremely low power consumption.
- (3) The heating up speed and cooling down speed of the apparatus are quite fast and therefore waiting times are reduced.
- (4) It is possible to detect the temperature of the heating pipe accurately, and the temperature control accuracy is therefore excellent.
- (5) By forming a slit opening it is possible to carry out the work of introducing a filament material into the heating pipe simply and in a short time.
- (6) Slipping out of position, movement, and disconnecting of a filament material guide (or a filament material guide holding a temperature sensor) can be prevented.
- (7) Because it is possible to introduce moistening air containing steam or a non-oxidizing gas or the like into the heating pipe, the non-contact type heating apparatus can be used for various purposes.
- (8) A long apparatus can be made while joining the heating pipe straight.
- (9) Even if a material being heated is introduced in a vibrating state, because it is held in small diameter parts of guides at both ends, it does not make contact with the inner wall of the heating pipe.
- (10) The connecting terminal member of this invention can also be applied to a heating pipe having no slit-shaped opening.
- (11) There is no deterioration of the filament material, particularly of a fiber, and a product having excellent luster and good texture can be obtained.
- Therefore, a multi-purpose and highly practical non-contact type heating apparatus can be realized.
b. test conditions
c. apparatus performance on temperature change
| Apparatus Type | Set Temperature | Temperature inside Heating Pipe | Power for Temperature Holding |
| conventional available equipment | 250°C | - | 150W |
| Japanese Patent Application No. Hei 7-89799 | 400°C | 410°C | 39W |
| apparatus of this invention | 250°C | 250°C | 22W |
| apparatus of this invention | 400°C | 401°C | 40W |
| Note) The conventional available equipment is an apparatus of heating part length 2000mm. | |||
Claims (10)
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein a temperature sensor is attached to a resistance heating zone of said heating pipe in direct contact therewith.
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein a temperature sensor is fitted inside the heating pipe.
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein a heat resistant insulating and protecting layer is provided on the inner surface of the heating pipe.
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein the heating pipe is divided in its lengthwise direction into a plurality of component heat pipes and each of the component heat pipes can be individually temperature controlled.
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein an inlet opening for introducing a gas for atmosphere control into the heating pipe body is formed in the vicinity of one terminal of the heating pipe or in a tubular guide.
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein a slit-shaped opening for introducing a filament material into the heating pipe from the side is provided extending along the entire length of the heating pipe.
- A non-contact type filament material heating apparatus according to claim 6, wherein at least at one end of the slit-shaped opening the slit width dimension is locally enlarged by an angular groove or a curved groove being provided.
- A non-contact type filament material heating apparatus comprising a heater case containing a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein a slit-shaped opening for introducing a filament material into the heating pipe from the side is provided extending along the entire length of the heating pipe, and the heater case is provided with an open/closeable cover facing this slit-shaped opening provided in the heating pipe.
- A non-contact type filament material heating apparatus according to any of claims 6 through claim 8, wherein a guide for guiding a filament material to be heated into the heating pipe having a body dimension larger than the slit-shaped opening provided in the heating pipe, and having in a side surface a groove for a temperature sensor or a pin for movement prevention to be fitted in, is disposed inside the heating pipe.
- A non-contact type filament material heating apparatus having a heating pipe inside which is formed a passage for a filament material being heated to pass through, wherein to a terminal part of the heating pipe is connected a connecting terminal member capable of gripping the terminal part from two sides.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08979995A JP3420379B2 (en) | 1995-04-14 | 1995-04-14 | Non-contact wire heating device |
| JP89799/95 | 1995-04-14 | ||
| JP41949/96 | 1996-02-28 | ||
| JP8041949A JPH09237674A (en) | 1996-02-28 | 1996-02-28 | Non-contact type linear material heating device |
| PCT/JP1996/001016 WO1996032525A1 (en) | 1995-04-14 | 1996-04-12 | Noncontact heater for wire material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0770720A1 true EP0770720A1 (en) | 1997-05-02 |
Family
ID=26381599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96909360A Withdrawn EP0770720A1 (en) | 1995-04-14 | 1996-04-12 | Noncontact heater for wire material |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0770720A1 (en) |
| KR (1) | KR100212641B1 (en) |
| TW (1) | TW438189U (en) |
| WO (1) | WO1996032525A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1306086C (en) * | 2004-01-17 | 2007-03-21 | 江苏宏源纺机股份有限公司 | Hot rail in high temperature heating device |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101558459B (en) * | 2007-03-30 | 2012-06-13 | 古河电气工业株式会社 | Method and apparatus for producing insulated wire |
| US20140216340A1 (en) * | 2010-04-08 | 2014-08-07 | Furukawa Electric Co., Ltd. | Method and apparatus for producing insulated wire |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5241370B2 (en) * | 1973-09-14 | 1977-10-18 | ||
| JPS5143700U (en) * | 1974-09-20 | 1976-03-31 | ||
| JPS5255718A (en) * | 1975-10-31 | 1977-05-07 | Toyobo Co Ltd | Apparatus for heat-treating of filament yarns |
| JPS5918319Y2 (en) * | 1977-10-05 | 1984-05-26 | 富士電機株式会社 | Graphite fiber heating device in an inert gas atmosphere |
| JPS5516936A (en) * | 1978-07-20 | 1980-02-06 | Teijin Ltd | Yarn heat treating method |
| FR2670807A1 (en) * | 1990-12-21 | 1992-06-26 | Icbt Roanne | DEVICE FOR THE HEAT TREATMENT OF MOVING THREADS. |
| JP3300771B2 (en) * | 1993-01-19 | 2002-07-08 | 帝人製機株式会社 | Synthetic fiber yarn heating device |
-
1996
- 1996-04-12 KR KR1019960707130A patent/KR100212641B1/en not_active IP Right Cessation
- 1996-04-12 WO PCT/JP1996/001016 patent/WO1996032525A1/en not_active Application Discontinuation
- 1996-04-12 EP EP96909360A patent/EP0770720A1/en not_active Withdrawn
- 1996-04-18 TW TW87218854U patent/TW438189U/en not_active IP Right Cessation
Non-Patent Citations (1)
| Title |
|---|
| See references of WO9632525A1 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1306086C (en) * | 2004-01-17 | 2007-03-21 | 江苏宏源纺机股份有限公司 | Hot rail in high temperature heating device |
Also Published As
| Publication number | Publication date |
|---|---|
| TW438189U (en) | 2001-05-28 |
| WO1996032525A1 (en) | 1996-10-17 |
| KR100212641B1 (en) | 1999-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4309201A (en) | Method of and apparatus for manufacturing optical fibres | |
| US7027722B2 (en) | Electric heater for a semiconductor processing apparatus | |
| EP0899777A2 (en) | Carbon heater | |
| US5756998A (en) | Process for manufacturing coated wire composite and a corona generating device produced thereby | |
| US4668262A (en) | Protective coating for refractory metal substrates | |
| EP0770720A1 (en) | Noncontact heater for wire material | |
| US4031851A (en) | Apparatus for producing improved high strength filaments | |
| JPH10287441A (en) | Drawing machine for glass preform and drawing method | |
| JP3014901B2 (en) | Heat treatment equipment | |
| US3715441A (en) | Induction furnace with thermocouple assembly | |
| US4472622A (en) | Apparatus for thermal treatment of semiconductors | |
| US20090260401A1 (en) | Heater having multi hot-zones, furnace having the heater for drawing down optical fiber preform into optical fiber, and method for drawing optical fiber using the same | |
| US4330312A (en) | Apparatus for flowing streams of fiber-forming material for attenuation to fibers or filaments | |
| GB2273302A (en) | Heating means for false-twister | |
| JP2005529045A (en) | Single crystal pulling device | |
| JPH02262213A (en) | Device for curing and bridging plastic overlazed on conductor | |
| AU1189699A (en) | Apparatus and method for drawing waveguide fibers | |
| KR970003005Y1 (en) | Equipment for supplying molten metal | |
| US6806432B1 (en) | Superconducting coils | |
| CA1199177A (en) | Auxiliary side heater for a float glass forming chamber | |
| JPH01150096A (en) | Conduit having heat-insulating function | |
| FI72112B (en) | MOTOR FACILITY CONSTRUCTION FOER EN UPPHETTNINGSUGN FOER GLASSKIVOR OCH FOERFARANDE FOER UTBYTE AV MOTSTAONDSELEMENT | |
| KR100219413B1 (en) | Method of manufacturing semiconductor device | |
| JPH08291435A (en) | Noncontact type heating device for wiry material | |
| JPH08102445A (en) | Wafer heating device and wafer boat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19961212 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20011101 |