EP0743384B1 - Method for controlling use of compressed air in jet loom and compressed-air supply/control apparatus for the same - Google Patents
Method for controlling use of compressed air in jet loom and compressed-air supply/control apparatus for the same Download PDFInfo
- Publication number
- EP0743384B1 EP0743384B1 EP96104289A EP96104289A EP0743384B1 EP 0743384 B1 EP0743384 B1 EP 0743384B1 EP 96104289 A EP96104289 A EP 96104289A EP 96104289 A EP96104289 A EP 96104289A EP 0743384 B1 EP0743384 B1 EP 0743384B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pressure
- air supply
- jet loom
- compressed air
- compressed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 10
- 230000002401 inhibitory effect Effects 0.000 claims description 5
- 238000003780 insertion Methods 0.000 description 17
- 230000037431 insertion Effects 0.000 description 17
- 230000001105 regulatory effect Effects 0.000 description 8
- 230000002159 abnormal effect Effects 0.000 description 7
- 238000001514 detection method Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 230000005856 abnormality Effects 0.000 description 6
- 230000009471 action Effects 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 230000004044 response Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- 230000002950 deficient Effects 0.000 description 2
- 230000004913 activation Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000010485 coping Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images








Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3026—Air supply systems
- D03D47/3053—Arrangements or lay out of air supply systems
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3026—Air supply systems
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3026—Air supply systems
- D03D47/3033—Controlling the air supply
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/18—Automatic stop motions
- D03D51/44—Automatic stop motions acting on defective operation of loom mechanisms
Definitions
- the present invention relates to a method for controlling use of compressed air in a jet loom and a compressed-air supply/control apparatus for the jet loom.
- the air supplying means having a desired discharge pressure can operatively be connected to the selected jet loom(s) so that the air discharged at a desired pressure can be supplied to the jet loom.
- a controller which is supplied with pressure information signals from pressure regulators provided in association with a plurality of jet looms, respectively, together with pressure information signals outputted from pressure sensors provided in association with air tanks which are installed in compressed air supplying passages.
- the controller is so designed or programmed as to arithmetically determine two theoretical basic pressure values differing from each other on the basis of maximum pressure values obtained from the plurality of pressure regulators to thereby compare the detected pressure values derived from the outputs of the pressure sensors with the two theoretical basic pressure values.
- the controller turns off the air compressor (i.e., stops operation of the compressor), while the controller turns on (i.e., puts into operation) the compressor, when the detected pressure is lower than the theoretical basic pressure of smaller value.
- the compressed-air supply pressure is so regulated as to fall within a range defined by the two theoretical basic values.
- Another object of the invention is to provide an apparatus for carrying out the method mentioned above.
- an air supply pressure of compressed air supplied to a jet loom from a compressed-air supply apparatus is detected and compared with a preset reference pressure, wherein use of the compressed air in the jet loom is disabled when the detected air supply pressure becomes lower than the preset reference pressure.
- an air supply pressure of compressed air supplied to a jet loom from a compressed-air supply apparatus is detected and then a period during which the detected air supply pressure is lower than a preset reference pressure is detected to be subsequently compared with a preset reference period, wherein use of the compressed air in the jet loom is disabled when the detected period reaches or exceeds the reference period.
- operation of the jet loom may be stopped substantially concurrently with the stoppage of the compressed air supply.
- the stoppage of use of the compressed air in the jet loom is so interlocked with stoppage of the loom operation that the weft inserting operation is inhibited upon stoppage of the loom operation.
- a pressure of compressed air supplied to a jet loom from a compressed-air supply apparatus is detected to be subsequently compared with a preset reference pressure, wherein use of the compressed air in the jet loom is enabled when the detected air supply pressure is higher than the preset reference pressure.
- the weft inserting operation in the jet loom is started only after the compressed air supply pressure exceeds the preset pressure level, whereby occurrence of abnormality in the jet loom due to abnormal lowering of the compressed air supply pressure can effectively be excluded.
- such arrangement may be adopted that the use of the compressed air in the jet loom is enabled substantially concurrently with starting of operation of the jet loom.
- a compressed-air supply apparatus for a jet loom, which apparatus includes a compressor for producing compressed air to be supplied to the jet loom, a pressure detecting means for detecting an air supply pressure at which the compressed air is supplied to the jet loom from the compressor through an air flow passage, a comparison means for comparing the air supply pressure detected by the pressure detecting means with a preset reference pressure, and a disabling decision means for issuing an inhibit signal for disabling the use of the compressed air in the jet loom when the air supply pressure detected by the pressure detecting means becomes lower than the preset reference pressure level.
- the weft inserting operation effected under the action of jet(s) of the compressed air is stopped when the detected compressed air supply pressure becomes lower than the preset level, whereby defective weft insertion due to the pressure lowering of the air jet(s) can effectively be suppressed.
- the jet loom can be protected against abnormality which may otherwise be brought about due to abnormal lowering of the compressed air supply pressure.
- a compressed-air supply apparatus for a jet loom, which apparatus includes a compressor for producing a compressed air to be supplied to the jet loom, a pressure detecting means for detecting an air supply pressure at which the compressed air is supplied to the jet loom from the compressor through an air flow passage, a period detecting means for detecting a period during which the compressed air supply pressure detected by the pressure detecting means remains lower than a preset reference pressure, a period comparing means for comparing the period detected by the period detecting means with a preset reference period, and a use disabling decision means for issuing an inhibit signal for inhibiting use of the compressed air in the jet loom when it is detected as a result of the period comparison that the period detected by the period detecting means exceeds the preset reference period.
- the signal for inhibiting use of the compressed air may serve additionally as a signal for stopping operation of the jet loom.
- a compressed-air supply apparatus for a jet loom, which apparatus includes a compressor for producing a compressed air to be supplied to the jet loom. a pressure detecting means for detecting an air supply pressure at which the compressed air is supplied to the jet loom from the compressor through an air flow passage, a comparison means for comparing the air supply pressure detected by the pressure detecting means with a preset reference pressure, and a use enabling decision means for issuing an enable signal for enabling use of the compressed air in the jet loom when the air supply pressure detected by the pressure detecting means exceeds the preset reference pressure level.
- the weft inserting operation in the jet loom is started only after the compressed air supply pressure exceeds the preset pressure level, whereby occurrence of abnormality in the jet loom due to abnormal lowering of the compressed air supply pressure can effectively be excluded.
- the signal for enabling the use of the compressed air may serve additionally as a signal for enabling operation of the jet loom.
- the use enabling decision means may be so arranged as to decide whether the use enabling signal for enabling the use of the compressed air is to be issued or not on the basis of the information which is supplied from status signal transmitting means and which indicates status of use of the compressed air in the jet loom.
- the status of use of the compressed air in the jet loom is transmitted or informed to the use enabling decision means through the use status information signal transmitting means.
- the use enabling decision means enables use of the compressed air only after the compressed air supply pressure exceeds the preset pressure level.
- a first referred mode for carrying out the invention i.e., a first exemplary embodiment thereof.
- Fig. 1 is a block diagram showing schematically a compressed-air supply control system for e.g., two jet looms provided for parallel operations independent of each other. That is, the compressed air supply control system comprises two subsystems each operatively associated with the corresponding air jet looms.
- each of the air jet looms (hereinafter referred to simply as the jet loom in abbreviation) generally designated by a reference numeral 1 is provided with a loom driving motor 2 which is under the control of a loom control computer C 0 serving also as a speed control command means.
- the loom control computer C 0 responds to a turning-on or closing operation of a starting switch 3 constituting a starting means, to thereby perform an operation control of the loom driving motor 2 and energization/deenergization controls of solenoid-operated on/off valve devices 4A and 4B.
- a weft is inserted into an inter-warp opening under the action of air jet injected by a weft inserting main nozzle (not shown), wherein the weft inserted into the inter-warp opening is caused to run therethrough under the action of air jets injected successively and sequentially in a relay-like fashion by means of a plurality of auxiliary nozzles (not shown ).
- a weft inserting main nozzle not shown
- reference character 4A designates a solenoid-operated on/off valve device (also referred to as an electromagnetic change-over valve device) which serves for controlling the supply of compressed air to the weft inserting main nozzle (i.e., changing over the air supplying state and the air-supply stopped state for the weft inserting main nozzle) while reference character 4B designates a solenoid-operated on/off valve for controlling the supply of the compressed air to the weft inserting auxiliary nozzles.
- the weft inserting main nozzle (not shown) is connected in series to the solenoid-operated on/off valve device 4A, a main compressed-air tank 20A and a pressure regulator 13A.
- the weft inserting auxiliary nozzles (not shown ) are connected in series to the solenoid-operated on/off valve device 4B, an auxiliary compressed-air tank 20B and a pressure regulator 13B.
- a reference numeral 5 generally designates a compressed-air supply/control apparatus which is destined to be employed in association with the jet loom 1 on a one-by-one basis.
- the compressed-air supply/control apparatus 5 is comprised of a discharge flow rate determining circuit 6, an inverter 7 constituting a part of a discharge flow rate change-over means, a pulse motor 8 also constituting a part of the discharge flow rate change-over means, an air compressor 9 of a fixed capacity type, a pressure-responsive on/off switch 10 which is employed as a pressure detecting means and a disabling decision circuit 14.
- the pressure-responsive on/off switch 10 is so arranged as to detect the pressure within a compressed air supplying passage 11 which extends from the air compressor 9 of the fixed capacity type to the jet loom 1.
- the pressure-responsive on/off switch 10 when the pressure within the compressed air supplying passage 11 becomes equal to or exceeds a first reference pressure P 1 , the pressure-responsive on/off switch 10 is turned off. This state (i.e., off-state) is held until the pressure within the compressed air supplying passage 11 has reduced to a second reference pressure P 2 ( ⁇ P 1 ). When the pressure of the compressed air supplying passage 11 becomes equal to or lower than the second reference pressure P 2 , the pressure-responsive on/off switch 10 is then turned on. This on-state of the switch 10 is held until the pressure of the compressed air supplying passage 11 has increased up to the first reference pressure P 1 .
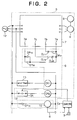
- Fig. 2 shows an electric control circuit for the compressed-air supply/control apparatus 5.
- the inverter 7 which serves as a frequency converter outputs to the pulse motor 8 an electric power of a pulse frequency resulting from a frequency conversion of the output power of a three-phase AC power source 12.
- the pulse motor 8 (which may also be referred to as the variable-speed motor) is designed to rotate at a rotation speed (rpm) which is in proportion to the pulse frequency of the electric power supplied from the inverter 7, while the air compressor 9 of fixed capacity type operates to discharge an amount of compressed air which depends on the rotation speed of the pulse motor 8. Consequently, the discharged air flow rate in the compressed air supplying passage 11 per unit time increases as the rotation speed of the pulse motor 8 increases.
- a status information transmitting switch 3A constituting a part of the discharge flow rate determining circuit 6 is adapted to operate in response to on/off commands issued from the loom control computer C 0 . More specifically, the loom control computer C 0 closes or turns on the status information transmitting switch 3A in response to the turn-on operation of the starting switch 3. On the other hand. when an operation stop signal S (see Fig. 3) is inputted to the loom control computer C 0 , the status information transmitting switch 3A is tuned off by the loom control computer C 0 .
- the air-use disabling decision circuit 14 (see Fig. 2) is comprised of an normally opened contact OP 14 and a period detecting circuit 15.
- the period detecting circuit 15 When a closed state of the normally opened contact OP 14 continues for a period longer than a preset period T 1 from a time point when the normally opened contact OP 14 is changed over to the closed state from the open state, the period detecting circuit 15 outputs the operation stop signal S to the loom control computer C 0 .
- the inverter 7 is provided with a common terminal 7a together with a predetermined number (three in the illustrated apparatus) of converted-frequency selecting terminals 7b. 7c and 7d.
- a curve E 1 illustrated in Fig. 3 represents graphically the rotation speed of the air compressor 9 of the fixed capacity type.
- a curve E 2 illustrated in Fig. 3 represents graphically change-over of an electrical connection with an electrical disconnection between the terminals 7a and 7b. As can be seen. when both a normally closed contact CL 11 and a normally opened contact OP 21 shown in Fig. 2 are closed concurrently, the terminals 7a and 7b are electrically connected.
- a curve Eg in Fig. 3 represents graphically change-over of an electrical connection with an electrical disconnection between the terminals 7a and 7c.
- a curve E 4 in Fig. 3 represents graphically change-over of an electrical connection with an electrical disconnection between the terminals 7a and 7d.
- the inverter 7 When the electric connection is formed neither between the terminals 7a and 7b, the terminals 7a and 7c nor between the terminals 7a and 7d, the inverter 7 outputs no electric power. In the state where the terminals 7a and 7b are disconnected while the electric connections are formed between the terminals 7a and 7c and between the terminals 7a and 7d, respectively, the inverter 7 outputs the electric power of a converted frequency which is effective to set the rotation speed of the inverter 7 to a speed N 3 (rpm).
- the inverter when the terminals 7a and 7b on one hand and the terminals 7a and 7d on the other hand are electrically connected, respectively, with the terminals 7a and 7c being electrically disconnected, the inverter outputs the electric power of a converted pulse frequency which sets the rotation speed of the air compressor 9 to a second rotation speed N 2 (> N 3 ). Furthermore, in the state where electrical disconnection exists between the terminals 7a and 7b and between the terminals 7a and 7c with the terminals 7a and 7d being electrically connected to each other, the inverter 7 outputs the electric power of a converted pulse frequency for setting the rotation speed of the air compressor 9 to the first rotation speed N 1 (> N 2 ).
- a curve E 5 represents the on/off state of the status information transmitting switch 3A (see Fig. 2).
- the on-off state of the status information transmitting switch 3A corresponds to that of the starting switch 3.
- a curve E 6 shown in Fig. 3 represents the on/off state of the pressure-responsive on/off switch 10, while a curve E 7 represents variation of the pressure within the compressed air supplying passage 11.
- the pressure-responsive on/off switch 10 assumes the closed state (i.e., the on-state).
- the three-phase AC power source 12 is turned on at a time point t 0 .
- the relay CR 1 is electrically energized, whereby the normally closed contact CL 11 is opened while the normally opened contacts OP 12 and OP 13 are closed (i.e., turned on).
- the terminals 7a and 7b are electrically disconnected from each other, while electrical connections are formed between the terminals 7a and 7c and between the terminals 7a and 7d, respectively.
- the air compressor 9 starts to rotate at the rotation speed N 3 , which results in that the compressed air is supplied to the jet loom 1 by way of the compressed air supplying passage 11.
- a straight line E 8 indicates that the operation stop signal S is not outputted from the period detecting circuit 15.
- the pressure-responsive on/off switch 10 When the pressure within the compressed air supplying passage 11 exceeds the first reference pressure P 1 , the pressure-responsive on/off switch 10 is turned off (i.e., opened state), causing the relay CR 1 to be electrically deenergized.
- the normally closed contact CL 11 Upon deenergization of the relay CR 1 , the normally closed contact CL 11 is closed with the normally opened contacts OP 12 and OP 13 being opened. In this state, there prevails electrically disconnected states between the terminals 7a and 7b, between the terminals 7a and 7c and between the terminals 7a and 7d. respectively.
- the inverter 7 stops outputting the pulse frequency electric power, to thereby stop the operation of the compressor 9.
- the compressed air within the compressed air supplying passage 11 is supplied to the weft inserting main nozzle by way of the pressure regulator 13.
- the pressure regulator 13 is set at a considerably lower pressure P 0 than the second reference pressure P 2 .
- the pressure of the compressed air which is higher than the pressure P 0 is lowered to the pressure P 0 , whereupon the compressed air is supplied to the weft inserting main nozzle.
- the air as supplied is jetted from the weft inserting main nozzle at the pressure P 0 . Because the pressure P 0 is low, the posture of the tip end portion of the weft in the standby state is rectified into a linear form under the action of the air jet, which contributes to suppression of occurrence of error or fault in the weft insertion.
- the pressure within the compressed air supplying passage 11 decreases. In that case, when the pressure within the compressed air supplying passage 11 becomes lower than the second reference pressure P 2 , the pressure-responsive on/off switch 10 is turned on, to thereby start rotation of the air compressor 9 at the rotation speed N 3 .
- the status information transmitting switch 3A is in the off-state, i.e., when the starting switch 3 is opened (OFF) to say in another way, the pressure within the compressed air supplying passage 11 is regulated to a level intermediate between the first reference pressure P 1 and the second reference pressure P 2 .
- the status information transmitting switch 3A is closed or turned on.
- the pressure within the compressed air supplying passage 11 at the time point t 1 is reduced with no electric connections being formed between the terminals 7a and 7b, between terminals 7a and 7c and between the terminals 7a and 7d. Consequently, the air compressor 9 is in the inoperative state.
- the relay CR 2 is electrically energized to close the normally opened contacts OP 21 and OP 23 while opening the normally closed contact CL 22 .
- the loom control computer C 0 activates the loom driving motor 2 while performing electric energization/deenergization of the solenoid-operated on/off valve devices 4A and 4B.
- the weft inserting main nozzle and the weft inserting auxiliary nozzles produce air jets at predetermined rotation angular positions, respectively, during every rotation of the jet loom 1. Under the actions of these air jets, insertion of the weft is carried out.
- the consumption of the compressed air used in the jet loom for the weft inserting air injections will exceed an amount of the compressed air supplied from the air compressor 9 operating at the second rotation speed N 2 , which involves gradual lowering of the pressure within the compressed air supplying passage 11.
- the relay CR 1 is electrically energized.
- the normally closed contacts CL 11 and CL 22 are opened while the normally opened contacts OP 12 , OP 13 , OP 21 and OP 23 are closed.
- the air compressor 9 is caused to rotate at the first rotation speed N 1 .
- the consumption of the compressed air as brought about by injection of the air jets from the weft inserting main nozzle and the weft inserting auxiliary nozzles is smaller than the amount of compressed air supplied from the air compressor 9 operating at the first rotation speed N 1 .
- the pressure within the compressed air supplying passage 11 rises progressively.
- the relay CR 1 When the pressure within the compressed air supplying passage 11 rises beyond the first reference pressure P 1 , the relay CR 1 is electrically deenergized. Thus, the state in which both the relays CR 1 and CR 2 are electrically energized is changed over to the state where the relay CR 1 is deenergized with the relay CR 2 being energized, whereby the rotation speed of the air compressor 9 decreases from the first rotation speed N 1 to the second rotation speed N 2 . Owing to such lowering of the rotation speed, the pressure within the compressed air supplying passage 11 decreases gradually from the first reference pressure P 1 toward the second reference pressure P 2 . Thus, it is safe to say that the pressure within the compressed air supplying passage 11 in the state in which the starting switch 3 is closed is regulated to a level intermediate between the first reference pressure P 1 and the second reference pressure P 2 .
- the discharge flow rate determining circuit 6 serves to control the rotation speed of the pulse motor 8 selectively at four speed stages or levels in dependence on the on/off states of the status information transmitting switch 3A which constitutes an operation status transmit means for transmitting or informing the pressure detection state of the pressure-responsive on/off switch 10 and the operation status of the jet loom 1. More specifically, when the starting switch 3 is in the off-state, the discharge flow rate determining circuit 6 determines either a discharge flow rate regulating mode in which the rotation speed of the air compressor 9 is set to zero or a discharge flow rate regulating mode in which the rotation speed of the air compressor 9 is set to the rotation speed N 3 on the basis of the result of comparison between the two reference pressures P 1 and P 2 and the detected pressure.
- the discharge flow rate determining circuit 6 determines either a first discharge flow rate regulating mode in which the rotation speed of theair compressor 9 is set to the second rotation speed N 2 or alternatively a second discharge flow rate regulating mode in which the rotation speed of the air compressor 9 is set to the first rotation speed N 1 on the basis of the result of comparison between the two reference pressures P 1 and P 2 and the detected pressure.
- the difference or gap between the reference pressures P 1 and P 2 can be decreased, whereby the range defined by the reference pressures P 1 and P 2 can be regulated to such a range in which variation in the weft inserting air injection pressure can provide no obstacle to a satisfactory weft insertion.
- variation in the pressure within the compressed air supplying passage 11 is limited to the range defined between the reference pressures P 1 and P 2 , whereby steep lowering of the compressed air supply pressure can positively be suppressed.
- the reference pressures P 1 and P 2 are determined in consideration of the types of the weft, the rotation speed of the jet loom and others. It is however desirable to alter or update the rotation speed of the air compressor 9 when the reference pressures P 1 and P 2 are changed.
- the use of the pulse motor 8 serving as a variable speed driving motor in combination with the inverter 7 constituting the discharge flow rate change-over means makes it easy to set selectively the rotation speed of the air compressor 9.
- a curve E 71 shown in Fig. 4 represents, by way of example only, a manner in which the compressed air supply pressure becomes lower without attaining the first reference pressure P 1 in the course of operation of the jet loom 1.
- the pressure-responsive on/off switch 10 is closed (i.e., turned on)
- the relay CR 1 is electrically energized, whereby the normally opened contact OP 14 is closed.
- the period detecting circuit 15 When the on-state (closed state) of the normally opened contact OP 14 is changed over to the off-state (opened state) within the preset period T 1 , the period detecting circuit 15 does not output the operation stop signal S. On the contrary, when the state in which the normally opened contact OP 14 continues to be in the on-state (closed state) over a time span longer than the preset period T 1 , the period detecting circuit 15 outputs the operation stop signal S.
- a curve E 81 shown in Fig. 4 indicates presence and absence of the operation stop signal S outputted from the period detecting circuit 15.
- curves E 11 , E 21 , E 31 , E 41 , E 51 and E 61 correspond to the curves E 1 , E 2 , E 3 , E 4 , E 5 and E 6 , respectively.
- the pressure-responsive on/off switch 10 is not turned off until the preset period T 1 has lapsed from the time point t 2 at which the pressure-responsive on/off switch 10 was closed. Consequently, the closed state (on-state) of the normally opened contact OP 14 continues to exist beyond the preset period T 1 . Consequently, the period detecting circuit 15 issues the operation stop signal S to the loom control computer C 0 at a time point t 3 after lapse of the preset period T 1 from the time point t 2 .
- the loom control computer C 0 In response to the inputting of the operation stop signal S, the loom control computer C 0 issues a command for stopping operation of the loom driving motor 2 as well as a command for electrically deenergizing the solenoid-operated on/off valve device 4, while turning off the status information transmitting switch 3A.
- the relay CR 2 is electrically deenergized, whereby the normally closed contact CL 22 is closed while the normally opened contacts OP 21 and OP 23 are opened, to thereby cause the pulse motor 8 to rotate at the rotation speed N 3 after the time point t 3 .
- air jets through the weft inserting main nozzle and a weft inserting auxiliary nozzle are interrupted with the operation of the jet loom 1 being stopped substantially concurrently.
- the use of the compressed air in the jet loom can be controlled properly such that the weft inserting air jets are interrupted upon occurrence of abnormal lowering of the compressed air supply pressure, whereby occurrence of error in the weft insertion or quality degradation of the woven fabric can be suppressed to a possible minimum.
- the pressure-responsive on/off switch 10 for maintaining the compressed air pressure at an appropriate level within the pressure range of P 1 to P 2 is utilized for controlling properly the use or consumption status of the compressed air in the jet loom 1.
- the arrangement which allows the pressure-responsive on/off switch 10 to be used additionally for the control for establishing the effective utilization of the compressed air is advantageous in response to reduction of the total cost involved in implementing the compressed-air supply/control apparatus even when the pressure-responsive on/off switch 10 itself is expensive.
- employment of a single pressure detector contributes to significant simplification of the piping arrangement of the compressed air supplying passage 11 in the compressed air supplying system.
- the compressed air pressure within the compressed air supplying passage 11 is detected by a pressure-responsive on/off switch 16. More specifically, when the detected air supply pressure exceeds a preset pressure P 3 , the pressure-responsive on/off switch 16 is closed (i.e., turned on). In the case of the instant embodiment of the invention, the preset pressure P 3 is set slightly lower than the second reference pressure P 2 .
- An operation enabling decision circuit 17 responds to the on-state of the pressure-responsive on/off switch 16 to generate an operation enabling signal H.
- a curve E 9 shown in Fig. 7 illustrates presence/absence of the output of the operation enabling signal H. So long as the operation enabling signal H is inputted, the loom control computer C 0 assumes the state in which the on-signal from the starting switch 3 is validated. When the starting switch 3 in the standby state is closed or turned on, the loom control signal C 0 commands activation of the loom driving motor 2 as well as the electrical energization/deenergization of the solenoid-operated on/off valve devices 4A and 4B.
- the pressure-responsive on/off switch 16 does not output the on-signal to the operation enabling decision circuit 17.
- the operation enabling signal H is not outputted to the loom control signal C 0 from the decision circuit 17.
- the preset pressure P 3 is so set as to be only slightly lower than the second reference pressure P 2 .
- the air jet pressure for the weft insertion may be regarded as a suitable injection pressure when compressed air supply pressure is the preset pressure P 3 .
- Figs. 8 to 10 are views for illustrating the compressed-air supply/control apparatus for a jet loom according to a third embodiment of the present invention.
- components or parts same as or equivalent to those of the compressed-air supply/control apparatus according to the second embodiment are designated by like reference characters. Accordingly, repeated description thereof is omitted.
- a pair of change-over detecting circuits 18 and 19 are provided for outputting change-over detection signals F generated in response to the on-and-off operations of the pressure-responsive on/off switch 10, respectively, to the operation disabling decision circuit 20.
- the change-over detecting circuit 18 is comprised of a normally opened contact OP 15 and a pulse signal output circuit 21.
- the change-over detecting circuit 19 is comprised of the normally closed contact CL 15 and a pulse signal output circuit 22. Every time the normally opened contact OP 15 is changed over from the opened state to the closed state, the pulse signal output circuit 21 outputs the pulse-like change-over detection signal F, while the pulse signal output circuit 22 outputs the pulse-like change-over detection signal every time the normally closed contact CL 15 is changed over from the opened state (off-state) to the closed state (on-state).
- a curve E 10 shown in Fig. 10 illustrates the presence/absence of the change-over detection signal F.
- the disabling decision circuit 20 When the interval at which the change-over detection signal F is inputted attains or exceeds the preset period T 2 , the disabling decision circuit 20 outputs the operation stop signal S to the loom control computer C 0 . Of course, unless the input interval of the change-over detection signal F reaches the preset period T 2 , the disabling decision circuit 20 does not issue the operation stop signal S. It is to be mentioned that the preset period T 2 is set longer than the interval at which the pressure-responsive on/off switch 10 is turned on and off in the normal operation of the jet loom 1. As can be seen from a curve E 72 shown in Fig.
- the operation disabling decision circuit 20 outputs the operation stop signal S. In this manner, suitable control of the use or consumption status of the compressed air in the jet loom can be carried out with the weft inserting air injection being disabled when the compressed air pressure is insufficient, whereby undesirable possibility of occurrence error in the weft insertion can positively be suppressed to a minimum.
- the teachings of the present invention can be applied to operation control of the weft processing apparatus such as disclosed in Japanese Unexamined Patent Application Publication No. 90755/1995 (JP-A-7-90755).
- JP-A-7-90755 Japanese Unexamined Patent Application Publication No. 90755/1995
- a succeeding weft can be discharged from the weft inserting main nozzle without need for separating or cutting off the succeeding weft from the preceding one suffering error, whereupon the succeeding weft as injected is prevented from traveling through the inter-warp path and displaced to a weft withdrawing route from the weft inserting path.
- the weft inserted erroneously is withdrawn from the cloth fell to be eliminated by finding the trace of the succeeding weft which is prevented from insertion.
- Prevention of insertion of the succeeding weft is effectuated by an air flow in the direction orthogonal to that of the weft inserting air flow passage, wherein a suction air flow is utilized for withdrawing the weft undergone the erroneous insertion.
- the signal outputted from the use disabling decision circuit 14, 20 represents a signal for inhibiting use or consumption of the compressed air in the jet loom while the signal outputted from the use enabling decision circuit 17 may be used for allowing the operation of the jet loom to start.
- a compressed-air supply/control apparatus (5) includes a discharge flow rate determining circuit (6), an inverter (7) constituting a part of a discharge flow rate change-over means, a pulse motor (8) constituting another part of the discharge flow rate change-over means, an air compressor (9) of fixed capacity type, a pressure-responsive on/off switch (10) employed as a pressure detecting means and operation enable/disable decision circuit (14).
- the pressure-responsive on/off switch (10) serves to detect a pressure within a compressed air supplying passage (11) which extends from the air compressor (9) to the jet loom (1).
- the operation enable/disable decision circuit responds to an output of a period detecting circuit (15) to thereby issue an operation stop signal (S) to the loom control computer C0 when an on-state of the pressure-responsive on/off switch (10) continues for a period longer than a preset one.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
- Control Of Positive-Displacement Pumps (AREA)
Description
- The present invention relates to a method for controlling use of compressed air in a jet loom and a compressed-air supply/control apparatus for the jet loom.
- An apparatus for supplying compressed air to an air jet loom is disclosed in Japanese Utility Model Application Publication No. 53582/1991 (JP-UA-3-53582) and Japanese Unexamined Patent Application Publication No. 104962/1991 (JP-A-3-104962). In the case of the apparatus disclosed in the first mentioned publication, a plurality of air supply means having discharge pressures differing from one another and a plurality of jet looms are interconnected by means of air pipes, wherein change-over valves are installed in the air pipes for establishing selectively air supply paths between the air supplying means and the jet looms. In other words, by selecting the air supply path or passage by manipulating correspondingly the change-over valves, the air supplying means having a desired discharge pressure can operatively be connected to the selected jet loom(s) so that the air discharged at a desired pressure can be supplied to the jet loom.
- On the other hand, in the case of the apparatus disclosed in Japanese Unexamined Patent Application Publication No. 104962/1991 (JP-A-3-104962), on which the preambles of the independent claims are based, there is provided a controller which is supplied with pressure information signals from pressure regulators provided in association with a plurality of jet looms, respectively, together with pressure information signals outputted from pressure sensors provided in association with air tanks which are installed in compressed air supplying passages. The controller is so designed or programmed as to arithmetically determine two theoretical basic pressure values differing from each other on the basis of maximum pressure values obtained from the plurality of pressure regulators to thereby compare the detected pressure values derived from the outputs of the pressure sensors with the two theoretical basic pressure values. When the detected pressure value exceeds the theoretical basic pressure of a greater value, the controller turns off the air compressor (i.e., stops operation of the compressor), while the controller turns on (i.e., puts into operation) the compressor, when the detected pressure is lower than the theoretical basic pressure of smaller value. By virtue of such on/off control of the compressor, the compressed-air supply pressure is so regulated as to fall within a range defined by the two theoretical basic values.
- As can readily be appreciated, when the pressure of the compressed air supplied to the jet loom becomes lower than a desired pressure for some reason, there may arise a problem that weft inserting operation can not be performed satisfactorily. In this conjunction, it is to be mentioned that in the case of the conventional jet loom systems such as mentioned above, there is neither disclosed nor suggested any measures for coping with failure or fault in the weft inserting operation which may be brought about when the compressed air supply pressure falls abnormally.
- In the light of the state of the art described above, it is an object of the present invention to provided a method controlling the use of compressed air in a jet loom in dependence on a pressure at which the compressed air is supplied to the jet loom from a compressed-air supply apparatus.
- Another object of the invention is to provide an apparatus for carrying out the method mentioned above.
- In view of the above and other objects which will become apparent as the description proceeds, it is proposed according to an aspect of the present invention that an air supply pressure of compressed air supplied to a jet loom from a compressed-air supply apparatus is detected and compared with a preset reference pressure, wherein use of the compressed air in the jet loom is disabled when the detected air supply pressure becomes lower than the preset reference pressure. Thus, when the detected air supply pressure becomes lower than the preset pressure level, the weft inserting operation effectuated by injecting or jetting the compressed air is stopped, whereby the weft insertion can positively be protected against a failure or fault due to the pressure lowering of the compressed air. Further, occurrence of abnormality in the jet loom due to abnormal lowering of the compressed air supply pressure can positively be suppressed or prevented.
- According to another aspect of the invention, it is taught that an air supply pressure of compressed air supplied to a jet loom from a compressed-air supply apparatus is detected and then a period during which the detected air supply pressure is lower than a preset reference pressure is detected to be subsequently compared with a preset reference period, wherein use of the compressed air in the jet loom is disabled when the detected period reaches or exceeds the reference period. Thus, faulty weft insertion can positively be prevented.
- In a preferred mode for carrying out the invention, operation of the jet loom may be stopped substantially concurrently with the stoppage of the compressed air supply. Thus, the stoppage of use of the compressed air in the jet loom is so interlocked with stoppage of the loom operation that the weft inserting operation is inhibited upon stoppage of the loom operation.
- According to yet another aspect of the invention, it is proposed that a pressure of compressed air supplied to a jet loom from a compressed-air supply apparatus is detected to be subsequently compared with a preset reference pressure, wherein use of the compressed air in the jet loom is enabled when the detected air supply pressure is higher than the preset reference pressure. Thus, the weft inserting operation in the jet loom is started only after the compressed air supply pressure exceeds the preset pressure level, whereby occurrence of abnormality in the jet loom due to abnormal lowering of the compressed air supply pressure can effectively be excluded.
- In another preferred mode for carrying out the invention, such arrangement may be adopted that the use of the compressed air in the jet loom is enabled substantially concurrently with starting of operation of the jet loom.
- According to a further aspect of the invention, there is provided a compressed-air supply apparatus for a jet loom, which apparatus includes a compressor for producing compressed air to be supplied to the jet loom, a pressure detecting means for detecting an air supply pressure at which the compressed air is supplied to the jet loom from the compressor through an air flow passage, a comparison means for comparing the air supply pressure detected by the pressure detecting means with a preset reference pressure, and a disabling decision means for issuing an inhibit signal for disabling the use of the compressed air in the jet loom when the air supply pressure detected by the pressure detecting means becomes lower than the preset reference pressure level. With the arrangement of the compressed-air supply apparatus described above, the weft inserting operation effected under the action of jet(s) of the compressed air is stopped when the detected compressed air supply pressure becomes lower than the preset level, whereby defective weft insertion due to the pressure lowering of the air jet(s) can effectively be suppressed. Thus, the jet loom can be protected against abnormality which may otherwise be brought about due to abnormal lowering of the compressed air supply pressure.
- According to yet further aspect of the invention, there is provided a compressed-air supply apparatus for a jet loom, which apparatus includes a compressor for producing a compressed air to be supplied to the jet loom, a pressure detecting means for detecting an air supply pressure at which the compressed air is supplied to the jet loom from the compressor through an air flow passage, a period detecting means for detecting a period during which the compressed air supply pressure detected by the pressure detecting means remains lower than a preset reference pressure, a period comparing means for comparing the period detected by the period detecting means with a preset reference period, and a use disabling decision means for issuing an inhibit signal for inhibiting use of the compressed air in the jet loom when it is detected as a result of the period comparison that the period detected by the period detecting means exceeds the preset reference period. Thus, when the period during which the detected air supply pressure remains lower than the preset pressure level exceeds the preset time period, weft inserting operation being effected under the action of the air jet(s) is stopped, whereby the defective weft insertion can successfully be prevented.
- In yet another preferred mode for carrying out the invention, the signal for inhibiting use of the compressed air may serve additionally as a signal for stopping operation of the jet loom.
- Provided according to still further aspect of the invention is a compressed-air supply apparatus for a jet loom, which apparatus includes a compressor for producing a compressed air to be supplied to the jet loom. a pressure detecting means for detecting an air supply pressure at which the compressed air is supplied to the jet loom from the compressor through an air flow passage, a comparison means for comparing the air supply pressure detected by the pressure detecting means with a preset reference pressure, and a use enabling decision means for issuing an enable signal for enabling use of the compressed air in the jet loom when the air supply pressure detected by the pressure detecting means exceeds the preset reference pressure level. Thus, the weft inserting operation in the jet loom is started only after the compressed air supply pressure exceeds the preset pressure level, whereby occurrence of abnormality in the jet loom due to abnormal lowering of the compressed air supply pressure can effectively be excluded.
- In yet further preferred mode for carrying out the invention, the signal for enabling the use of the compressed air may serve additionally as a signal for enabling operation of the jet loom.
- In a still further preferred mode for carrying out the invention, the use enabling decision means may be so arranged as to decide whether the use enabling signal for enabling the use of the compressed air is to be issued or not on the basis of the information which is supplied from status signal transmitting means and which indicates status of use of the compressed air in the jet loom.
- With the above-mentioned arrangement of the compressed-air supply apparatus for the jet loom, the status of use of the compressed air in the jet loom is transmitted or informed to the use enabling decision means through the use status information signal transmitting means. When the air is not used, the use enabling decision means enables use of the compressed air only after the compressed air supply pressure exceeds the preset pressure level. Thus, operation of the jet loom can be started with high security and reliability.
- The above and other objects, features and attendant advantages of the present invention will more easily be understood by reading the following description of the preferred embodiments thereof taken, only by way of example, in conjunction with the accompanying drawings.
- In the course of the description which follows, reference is made to the drawings, in which:
- Fig. 1 is a block diagram showing schematically compressed-air supply apparatuses each provided in association with one jet loom according to a first embodiment of the present invention;
- Fig. 2 is a circuit diagram showing a configuration of a control circuit for the compressed-air supply apparatus;
- Fig. 3 is a timing chart for illustrating graphically variations in rotation speed of an air compressor together with variation in pressure of compressed air discharged from the same;
- Fig. 4 is a timing chart for illustrating graphically variations in rotation speed of the air compressor together with variations in the pressure of the compressed air discharged from the same;
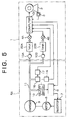
- Fig. 5 is a circuit diagram showing an arrangement of a compressed-air supply apparatus according to a second embodiment of the present invention;
- Fig. 6 is a circuit diagram showing an arrangement of a control circuit employed in the compressed-air supply apparatus according to the second embodiment of the invention;
- Fig. 7 is a timing chart for illustrating graphically variations in rotation speed of an air compressor together with variations in pressure supplied from the same in the apparatus according to the second embodiment of the invention;
- Fig. 8 is a block diagram showing a configuration of a control circuit employed in a compressed-air supply apparatus according to a third embodiment of the present invention;
- Fig. 9 is a circuit diagram showing a configuration of a control circuit for the compressed-air supply apparatus according to the third embodiment of the invention; and
- Fig. 10 is a timing chart for illustrating graphically variations in rotation speed of an air compressor together with variations in pressure discharged from the same in the apparatus according to the third embodiment of the invention.
-
- Now, the present invention will be described in detail in conjunction with what is presently considered as preferred or typical embodiments thereof by reference to the drawings. In the following description, like reference characters designate like or corresponding parts throughout the several views.
- Now, referring to Figs. 1 to 4, description will be made of a first referred mode for carrying out the invention, i.e., a first exemplary embodiment thereof.
- Fig. 1 is a block diagram showing schematically a compressed-air supply control system for e.g., two jet looms provided for parallel operations independent of each other. That is, the compressed air supply control system comprises two subsystems each operatively associated with the corresponding air jet looms. Referring to Fig. 1, each of the air jet looms (hereinafter referred to simply as the jet loom in abbreviation) generally designated by a
reference numeral 1 is provided with aloom driving motor 2 which is under the control of a loom control computer C0 serving also as a speed control command means. The loom control computer C0 responds to a turning-on or closing operation of astarting switch 3 constituting a starting means, to thereby perform an operation control of theloom driving motor 2 and energization/deenergization controls of solenoid-operated on/offvalve devices jet loom 1, a weft is inserted into an inter-warp opening under the action of air jet injected by a weft inserting main nozzle (not shown), wherein the weft inserted into the inter-warp opening is caused to run therethrough under the action of air jets injected successively and sequentially in a relay-like fashion by means of a plurality of auxiliary nozzles (not shown ). In Fig. 1,reference character 4A designates a solenoid-operated on/off valve device (also referred to as an electromagnetic change-over valve device) which serves for controlling the supply of compressed air to the weft inserting main nozzle (i.e., changing over the air supplying state and the air-supply stopped state for the weft inserting main nozzle) whilereference character 4B designates a solenoid-operated on/off valve for controlling the supply of the compressed air to the weft inserting auxiliary nozzles. The weft inserting main nozzle (not shown) is connected in series to the solenoid-operated on/offvalve device 4A, a main compressed-air tank 20A and apressure regulator 13A. Similarly, the weft inserting auxiliary nozzles (not shown ) are connected in series to the solenoid-operated on/offvalve device 4B, an auxiliary compressed-air tank 20B and apressure regulator 13B. - A
reference numeral 5 generally designates a compressed-air supply/control apparatus which is destined to be employed in association with the jet loom 1 on a one-by-one basis. The compressed-air supply/control apparatus 5 is comprised of a discharge flowrate determining circuit 6, aninverter 7 constituting a part of a discharge flow rate change-over means, apulse motor 8 also constituting a part of the discharge flow rate change-over means, anair compressor 9 of a fixed capacity type, a pressure-responsive on/offswitch 10 which is employed as a pressure detecting means and a disablingdecision circuit 14. The pressure-responsive on/offswitch 10 is so arranged as to detect the pressure within a compressedair supplying passage 11 which extends from theair compressor 9 of the fixed capacity type to the jet loom 1. As can be seen from Fig. 3, when the pressure within the compressedair supplying passage 11 becomes equal to or exceeds a first reference pressure P1, the pressure-responsive on/offswitch 10 is turned off. This state (i.e., off-state) is held until the pressure within the compressedair supplying passage 11 has reduced to a second reference pressure P2 (< P1). When the pressure of the compressedair supplying passage 11 becomes equal to or lower than the second reference pressure P2, the pressure-responsive on/offswitch 10 is then turned on. This on-state of theswitch 10 is held until the pressure of the compressedair supplying passage 11 has increased up to the first reference pressure P1. - Fig. 2 shows an electric control circuit for the compressed-air supply/
control apparatus 5. Theinverter 7 which serves as a frequency converter outputs to thepulse motor 8 an electric power of a pulse frequency resulting from a frequency conversion of the output power of a three-phaseAC power source 12. The pulse motor 8 (which may also be referred to as the variable-speed motor) is designed to rotate at a rotation speed (rpm) which is in proportion to the pulse frequency of the electric power supplied from theinverter 7, while theair compressor 9 of fixed capacity type operates to discharge an amount of compressed air which depends on the rotation speed of thepulse motor 8. Consequently, the discharged air flow rate in the compressedair supplying passage 11 per unit time increases as the rotation speed of thepulse motor 8 increases. - A status
information transmitting switch 3A constituting a part of the discharge flow rate determining circuit 6 (see Fig. 2) is adapted to operate in response to on/off commands issued from the loom control computer C0. More specifically, the loom control computer C0 closes or turns on the statusinformation transmitting switch 3A in response to the turn-on operation of the startingswitch 3. On the other hand. when an operation stop signal S (see Fig. 3) is inputted to the loom control computer C0, the statusinformation transmitting switch 3A is tuned off by the loom control computer C0. - The air-use disabling decision circuit 14 (see Fig. 2) is comprised of an normally opened contact OP14 and a
period detecting circuit 15. When a closed state of the normally opened contact OP14 continues for a period longer than a preset period T1 from a time point when the normally opened contact OP14 is changed over to the closed state from the open state, theperiod detecting circuit 15 outputs the operation stop signal S to the loom control computer C0. - The
inverter 7 is provided with acommon terminal 7a together with a predetermined number (three in the illustrated apparatus) of converted-frequency selecting terminals 7b. 7c and 7d. A curve E1 illustrated in Fig. 3 represents graphically the rotation speed of theair compressor 9 of the fixed capacity type. Further, a curve E2 illustrated in Fig. 3 represents graphically change-over of an electrical connection with an electrical disconnection between theterminals terminals terminals terminals terminals terminals - When the electric connection is formed neither between the
terminals terminals terminals inverter 7 outputs no electric power. In the state where theterminals terminals terminals inverter 7 outputs the electric power of a converted frequency which is effective to set the rotation speed of theinverter 7 to a speed N3 (rpm). On the other hand, when theterminals terminals terminals air compressor 9 to a second rotation speed N2 (> N3). Furthermore, in the state where electrical disconnection exists between theterminals terminals terminals inverter 7 outputs the electric power of a converted pulse frequency for setting the rotation speed of theair compressor 9 to the first rotation speed N1 (> N2). - Further referring to Fig. 3, a curve E5 represents the on/off state of the status
information transmitting switch 3A (see Fig. 2). In this conjunction, it should be mentioned that the on-off state of the statusinformation transmitting switch 3A corresponds to that of the startingswitch 3. Further, a curve E6 shown in Fig. 3 represents the on/off state of the pressure-responsive on/offswitch 10, while a curve E7 represents variation of the pressure within the compressedair supplying passage 11. When the jet loom 1 is in the shutdown state (i.e., stopped) with theair compressor 9 being in the non-operative state, the pressure within the compressedair supplying passage 11 assumes a low level near to the atmospheric pressure. In that case, the pressure-responsive on/offswitch 10 assumes the closed state (i.e., the on-state). The three-phaseAC power source 12 is turned on at a time point t0. When the three-phaseAC power source 12 is turned on, then the relay CR1 is electrically energized, whereby the normally closed contact CL11 is opened while the normally opened contacts OP12 and OP13 are closed (i.e., turned on). In this state, theterminals terminals terminals AC power source 12 is turned on, theair compressor 9 starts to rotate at the rotation speed N3, which results in that the compressed air is supplied to the jet loom 1 by way of the compressedair supplying passage 11. - A straight line E8 indicates that the operation stop signal S is not outputted from the
period detecting circuit 15. - When the pressure within the compressed
air supplying passage 11 exceeds the first reference pressure P1, the pressure-responsive on/offswitch 10 is turned off (i.e., opened state), causing the relay CR1 to be electrically deenergized. Upon deenergization of the relay CR1, the normally closed contact CL11 is closed with the normally opened contacts OP12 and OP13 being opened. In this state, there prevails electrically disconnected states between theterminals terminals terminals inverter 7 stops outputting the pulse frequency electric power, to thereby stop the operation of thecompressor 9. As can be seen in Fig. 1, the compressed air within the compressedair supplying passage 11 is supplied to the weft inserting main nozzle by way of the pressure regulator 13. At this junction, it should be mentioned that the pressure regulator 13 is set at a considerably lower pressure P0 than the second reference pressure P2. To say in another way. the pressure of the compressed air which is higher than the pressure P0 is lowered to the pressure P0, whereupon the compressed air is supplied to the weft inserting main nozzle. Thus. the air as supplied is jetted from the weft inserting main nozzle at the pressure P0. Because the pressure P0 is low, the posture of the tip end portion of the weft in the standby state is rectified into a linear form under the action of the air jet, which contributes to suppression of occurrence of error or fault in the weft insertion. - When the operation of the
air compressor 9 is stopped, the pressure within the compressedair supplying passage 11 decreases. In that case, when the pressure within the compressedair supplying passage 11 becomes lower than the second reference pressure P2, the pressure-responsive on/offswitch 10 is turned on, to thereby start rotation of theair compressor 9 at the rotation speed N3. Thus, when the statusinformation transmitting switch 3A is in the off-state, i.e., when the startingswitch 3 is opened (OFF) to say in another way, the pressure within the compressedair supplying passage 11 is regulated to a level intermediate between the first reference pressure P1 and the second reference pressure P2. - At a time point t1, the status
information transmitting switch 3A is closed or turned on. In the case as illustrated, the pressure within the compressedair supplying passage 11 at the time point t1 is reduced with no electric connections being formed between theterminals terminals terminals air compressor 9 is in the inoperative state. When the statusinformation transmitting switch 3A is closed (turned on), the relay CR2 is electrically energized to close the normally opened contacts OP21 and OP23 while opening the normally closed contact CL22. In this state, electrical connections are formed between theterminals terminals terminals switch 3 is closed in the state where the pressure within the compressedair supplying passage 11 is low, theair compressor 9 is rotated at the second rotation speed N2. - In response to the closing of the starting
switch 3, the loom control computer C0 activates the loom drivingmotor 2 while performing electric energization/deenergization of the solenoid-operated on/offvalve devices valve devices air compressor 9 operating at the second rotation speed N2, which involves gradual lowering of the pressure within the compressedair supplying passage 11. In that case, when the pressure within the compressedair supplying passage 11 becomes lower than the second reference pressure P2, the relay CR1 is electrically energized. When both the relays CR1 and CR2 are in the electrically energized state, the normally closed contacts CL11 and CL22 are opened while the normally opened contacts OP12, OP13, OP21 and OP23 are closed. In this state, the electrical conductions between theterminals terminals terminals air compressor 9 is caused to rotate at the first rotation speed N1. In this conjunction, it should be noted that the consumption of the compressed air as brought about by injection of the air jets from the weft inserting main nozzle and the weft inserting auxiliary nozzles is smaller than the amount of compressed air supplied from theair compressor 9 operating at the first rotation speed N1. As a consequence, the pressure within the compressedair supplying passage 11 rises progressively. - When the pressure within the compressed
air supplying passage 11 rises beyond the first reference pressure P1, the relay CR1 is electrically deenergized. Thus, the state in which both the relays CR1 and CR2 are electrically energized is changed over to the state where the relay CR1 is deenergized with the relay CR2 being energized, whereby the rotation speed of theair compressor 9 decreases from the first rotation speed N1 to the second rotation speed N2. Owing to such lowering of the rotation speed, the pressure within the compressedair supplying passage 11 decreases gradually from the first reference pressure P1 toward the second reference pressure P2. Thus, it is safe to say that the pressure within the compressedair supplying passage 11 in the state in which thestarting switch 3 is closed is regulated to a level intermediate between the first reference pressure P1 and the second reference pressure P2. - The discharge flow
rate determining circuit 6 serves to control the rotation speed of thepulse motor 8 selectively at four speed stages or levels in dependence on the on/off states of the statusinformation transmitting switch 3A which constitutes an operation status transmit means for transmitting or informing the pressure detection state of the pressure-responsive on/offswitch 10 and the operation status of the jet loom 1. More specifically, when the startingswitch 3 is in the off-state, the discharge flowrate determining circuit 6 determines either a discharge flow rate regulating mode in which the rotation speed of theair compressor 9 is set to zero or a discharge flow rate regulating mode in which the rotation speed of theair compressor 9 is set to the rotation speed N3 on the basis of the result of comparison between the two reference pressures P1 and P2 and the detected pressure. By contrast, when the startingswitch 3 is in the on-state, the discharge flowrate determining circuit 6 determines either a first discharge flow rate regulating mode in which the rotation speed oftheair compressor 9 is set to the second rotation speed N2 or alternatively a second discharge flow rate regulating mode in which the rotation speed of theair compressor 9 is set to the first rotation speed N1 on the basis of the result of comparison between the two reference pressures P1 and P2 and the detected pressure. - In the state where the starting
switch 3 is in the on-state, a great amount of the compressed air will be consumed by the jet loom 1. Accordingly, with the control of the compressed air supply by turning on/off the compressor in the state where the consumption of the compressed air is of a large amount, a steep lowering of the pressure under which the compressed air is supplied to the jet loom 1 can not be avoided. It will readily be understood that such steep lowering of the compressed air supply pressure is likely to bring about a fault or failure in the weft insertion. In this conjunction, it should be noted that by selecting appropriately or properly the two rotation speeds N1 and N2 of theair compressor 9, as taught by the invention, the difference or gap between the reference pressures P1 and P2 can be decreased, whereby the range defined by the reference pressures P1 and P2 can be regulated to such a range in which variation in the weft inserting air injection pressure can provide no obstacle to a satisfactory weft insertion. Besides, variation in the pressure within the compressedair supplying passage 11 is limited to the range defined between the reference pressures P1 and P2, whereby steep lowering of the compressed air supply pressure can positively be suppressed. - In general, the reference pressures P1 and P2 are determined in consideration of the types of the weft, the rotation speed of the jet loom and others. It is however desirable to alter or update the rotation speed of the
air compressor 9 when the reference pressures P1 and P2 are changed. In this conjunction, it should be appreciated that the use of thepulse motor 8 serving as a variable speed driving motor in combination with theinverter 7 constituting the discharge flow rate change-over means makes it easy to set selectively the rotation speed of theair compressor 9. - At this juncture, it is noted that there may arise such unwanted situation that the state in which the air supply pressure lower than the second reference pressure P2 continues to exist due to occurrence of abnormality in the compressor, pressure leakage and/or for some other reasons. In that case, the weft inserting operation cannot be carried out satisfactorily with the leading end of the weft reaching short of a predetermined destination or terminal position. Parenthetically, there is installed at the predetermined terminal position a weft detector for detecting arrival of the leading end of the weft. Thus, when the leading end of the weft does not arrive at the predetermined terminal position, the weft detector generates an operation stop signal to the loom control computer C0. Additionally, such a problem may arise that the quality of woven fabric is degraded due to unfavorable or unsatisfactory posture or positioning of the weft even when the leading end of the weft can reach the predetermined terminal position.
- Incidentally, a curve E71 shown in Fig. 4 represents, by way of example only, a manner in which the compressed air supply pressure becomes lower without attaining the first reference pressure P1 in the course of operation of the jet loom 1. In the case of this example, it is assumed that such a pressure leakage takes place that the compressed air supply pressure lowers below the second reference pressure P2 without rising up to the first reference pressure P1 after closing of the pressure-responsive on/off
switch 10 at a time point t2. More specifically, when the pressure-responsive on/offswitch 10 is closed (i.e., turned on), the relay CR1 is electrically energized, whereby the normally opened contact OP14 is closed. When the on-state (closed state) of the normally opened contact OP14 is changed over to the off-state (opened state) within the preset period T1, theperiod detecting circuit 15 does not output the operation stop signal S. On the contrary, when the state in which the normally opened contact OP14 continues to be in the on-state (closed state) over a time span longer than the preset period T1, theperiod detecting circuit 15 outputs the operation stop signal S. A curve E81 shown in Fig. 4 indicates presence and absence of the operation stop signal S outputted from theperiod detecting circuit 15. Parenthetically, curves E11, E21, E31, E41, E51 and E61 correspond to the curves E1, E2, E3, E4, E5 and E6, respectively. In the case of the example illustrated in Fig. 4, the pressure-responsive on/offswitch 10 is not turned off until the preset period T1 has lapsed from the time point t2 at which the pressure-responsive on/offswitch 10 was closed. Consequently, the closed state (on-state) of the normally opened contact OP14 continues to exist beyond the preset period T1. Consequently, theperiod detecting circuit 15 issues the operation stop signal S to the loom control computer C0 at a time point t3 after lapse of the preset period T1 from the time point t2. - In response to the inputting of the operation stop signal S, the loom control computer C0 issues a command for stopping operation of the
loom driving motor 2 as well as a command for electrically deenergizing the solenoid-operated on/offvalve device 4, while turning off the statusinformation transmitting switch 3A. As a consequence, the relay CR2 is electrically deenergized, whereby the normally closed contact CL22 is closed while the normally opened contacts OP21 and OP23 are opened, to thereby cause thepulse motor 8 to rotate at the rotation speed N3 after the time point t3. Additionally, air jets through the weft inserting main nozzle and a weft inserting auxiliary nozzle are interrupted with the operation of the jet loom 1 being stopped substantially concurrently. In this way, the use of the compressed air in the jet loom can be controlled properly such that the weft inserting air jets are interrupted upon occurrence of abnormal lowering of the compressed air supply pressure, whereby occurrence of error in the weft insertion or quality degradation of the woven fabric can be suppressed to a possible minimum. - As is apparent from the foregoing description, in the case of the compressed-air supply/control apparatus according to the instant embodiment of the invention, the pressure-responsive on/off
switch 10 for maintaining the compressed air pressure at an appropriate level within the pressure range of P1 to P2 is utilized for controlling properly the use or consumption status of the compressed air in the jet loom 1. It should be mentioned that the arrangement which allows the pressure-responsive on/offswitch 10 to be used additionally for the control for establishing the effective utilization of the compressed air is advantageous in response to reduction of the total cost involved in implementing the compressed-air supply/control apparatus even when the pressure-responsive on/offswitch 10 itself is expensive. Besides, when compared with the arrangement in which a plurality of pressure detectors are used, employment of a single pressure detector contributes to significant simplification of the piping arrangement of the compressedair supplying passage 11 in the compressed air supplying system. - Next, referring to Figs. 5 to 7, a second embodiment of the present invention will be described. In these figures, components similar or equivalent to those of the apparatus according to the first embodiment described above are designated by like reference characters. Thus, repeated description of these components will be unnecessary. In the compressed-air supply/control apparatus generally denoted by
reference character 5A according to the instant embodiment of the invention, the compressed air pressure within the compressedair supplying passage 11 is detected by a pressure-responsive on/offswitch 16. More specifically, when the detected air supply pressure exceeds a preset pressure P3, the pressure-responsive on/offswitch 16 is closed (i.e., turned on). In the case of the instant embodiment of the invention, the preset pressure P3 is set slightly lower than the second reference pressure P2. An operation enablingdecision circuit 17 responds to the on-state of the pressure-responsive on/offswitch 16 to generate an operation enabling signal H. A curve E9 shown in Fig. 7 illustrates presence/absence of the output of the operation enabling signal H. So long as the operation enabling signal H is inputted, the loom control computer C0 assumes the state in which the on-signal from the startingswitch 3 is validated. When the startingswitch 3 in the standby state is closed or turned on, the loom control signal C0 commands activation of theloom driving motor 2 as well as the electrical energization/deenergization of the solenoid-operated on/offvalve devices - Unless the compressed air supply pressure reaches the preset pressure P3, the pressure-responsive on/off
switch 16 does not output the on-signal to the operation enablingdecision circuit 17. As a consequence, the operation enabling signal H is not outputted to the loom control signal C0 from thedecision circuit 17. Thus, so long as the compressed air supply pressure does not reach the preset pressure P3 due to occurrence of abnormality in the air compressor, pressure leakage or for some other reasons, the weft inserting operation can not be started. The preset pressure P3 is so set as to be only slightly lower than the second reference pressure P2. The air jet pressure for the weft insertion may be regarded as a suitable injection pressure when compressed air supply pressure is the preset pressure P3. Additionally, because of the proper control of the use status of the compressed air in the jet loom such that the weft inserting air injection is inhibited or disabled when the compressed air supply pressure is insufficient, occurrence of failure or fault in the weft insertion due to abnormal compressed air supply pressure can be suppressed to a minimum. - Figs. 8 to 10 are views for illustrating the compressed-air supply/control apparatus for a jet loom according to a third embodiment of the present invention. In these figures, components or parts same as or equivalent to those of the compressed-air supply/control apparatus according to the second embodiment are designated by like reference characters. Accordingly, repeated description thereof is omitted. In the compressed-air supply/
control apparatus 5B according to the instant embodiment of the invention, a pair of change-over detectingcircuits switch 10, respectively, to the operation disablingdecision circuit 20. The change-over detectingcircuit 18 is comprised of a normally opened contact OP15 and a pulsesignal output circuit 21. On the other hand, the change-over detectingcircuit 19 is comprised of the normally closed contact CL15 and a pulsesignal output circuit 22. Every time the normally opened contact OP15 is changed over from the opened state to the closed state, the pulsesignal output circuit 21 outputs the pulse-like change-over detection signal F, while the pulsesignal output circuit 22 outputs the pulse-like change-over detection signal every time the normally closed contact CL15 is changed over from the opened state (off-state) to the closed state (on-state). A curve E10 shown in Fig. 10 illustrates the presence/absence of the change-over detection signal F. - When the interval at which the change-over detection signal F is inputted attains or exceeds the preset period T2, the disabling
decision circuit 20 outputs the operation stop signal S to the loom control computer C0. Of course, unless the input interval of the change-over detection signal F reaches the preset period T2, the disablingdecision circuit 20 does not issue the operation stop signal S. It is to be mentioned that the preset period T2 is set longer than the interval at which the pressure-responsive on/offswitch 10 is turned on and off in the normal operation of the jet loom 1. As can be seen from a curve E72 shown in Fig. 10, when the interval at which the pressure-responsive on/offswitch 10 is turned on and off due to abnormal lowering of the compressed air supply pressure attains the preset period T2, the operation disablingdecision circuit 20 outputs the operation stop signal S. In this manner, suitable control of the use or consumption status of the compressed air in the jet loom can be carried out with the weft inserting air injection being disabled when the compressed air pressure is insufficient, whereby undesirable possibility of occurrence error in the weft insertion can positively be suppressed to a minimum. - The teachings of the present invention can be applied to operation control of the weft processing apparatus such as disclosed in Japanese Unexamined Patent Application Publication No. 90755/1995 (JP-A-7-90755). In this type of the weft inserting apparatus, even when error should occur in the insertion of a weft, a succeeding weft can be discharged from the weft inserting main nozzle without need for separating or cutting off the succeeding weft from the preceding one suffering error, whereupon the succeeding weft as injected is prevented from traveling through the inter-warp path and displaced to a weft withdrawing route from the weft inserting path. Subsequently, the weft inserted erroneously is withdrawn from the cloth fell to be eliminated by finding the trace of the succeeding weft which is prevented from insertion. Prevention of insertion of the succeeding weft is effectuated by an air flow in the direction orthogonal to that of the weft inserting air flow passage, wherein a suction air flow is utilized for withdrawing the weft undergone the erroneous insertion. Thus, when the pressure of the compressed air used in the weft processing apparatus of the type mentioned above lowers abnormally, the weft undergone the erroneous insertion can positively be removed from the cloth fell of a woven fabric. When the compressed air supply pressure falls abnormally, operation of the weft processing apparatus may be inhibited or may be enabled in dependence on the results of the compressed air supply pressure as detected. In that case, the signal outputted from the use disabling
decision circuit decision circuit 17 may be used for allowing the operation of the jet loom to start. - Many features and advantages of the present invention are apparent from the detailed description and thus it is intended by the appended claims to cover all such features and advantages of the system. Further, since numerous modifications and combinations will readily occur to those skilled in the art, it is not intended to limit the invention to the exact construction and operation illustrated and described.
- By way of example, it is also possible to supply or feed the compressed air from a single compressed-air supply/control apparatus to a plurality of jet looms weaving a same kind of cloth.
- Method and apparatus for properly controlling a status of use of compressed air in a jet loom. A compressed-air supply/control apparatus (5) includes a discharge flow rate determining circuit (6), an inverter (7) constituting a part of a discharge flow rate change-over means, a pulse motor (8) constituting another part of the discharge flow rate change-over means, an air compressor (9) of fixed capacity type, a pressure-responsive on/off switch (10) employed as a pressure detecting means and operation enable/disable decision circuit (14). The pressure-responsive on/off switch (10) serves to detect a pressure within a compressed air supplying passage (11) which extends from the air compressor (9) to the jet loom (1). The operation enable/disable decision circuit responds to an output of a period detecting circuit (15) to thereby issue an operation stop signal (S) to the loom control computer C0 when an on-state of the pressure-responsive on/off switch (10) continues for a period longer than a preset one.
Claims (12)
- A method for controlling a compressed air supply to a jet loom (1), comprising the steps of:detecting an air supply pressure of compressed air supplied to said jet loom (1) from compressed air supply means (9);comparing the detected air supply pressure with a preset reference pressure (P2); and characterized bydisabling the use of said compressed air in said jet loom (1) when said detected air supply pressure becomes lower than said reference pressure (P2).
- A method for controlling a compressed air supply to a jet loom (1), comprising the steps of:
detecting an air supply pressure of compressed air supplied to said jet loom (1) from compressed air supply means (9);
characterized bydetecting a period during which said detected air supply pressure is lower than a preset reference pressure (P2);comparing said detected period with a preset reference period (T2); anddisabling the use of the compressed air in said jet loom (1) when said detected period reaches said reference period (T2). - A method for controlling a compressed air supply to a jet loom (1) according to any one of claims 1 and 2. wherein operation of said jet loom (1) is stopped substantially concurrently with the stoppage of said compressed air supply.
- A method for controlling a compressed air supply to a jet loom (1), comprising the steps of:detecting a pressure of compressed air supplied to said jet loom (1) from compressed air supply means (9);comparing the detected air supply pressure with a preset reference pressure (P3); and characterized byenabling the use of said compressed air in said jet loom (1) when said detected air supply pressure becomes higher than said preset reference pressure (P3).
- A method for controlling a compressed air supply for a jet loom (1) according to claim 4, wherein use of the compressed air in said jet loom (1) is enabled substantially concurrently with starting of operation of said jet loom (1).
- A compressed-air supply system for at least one jet loom (1), including at least one compressed-air supply subsystem, said subsystem comprising:characterized bya compressor (9) for producing compressed air to be supplied to said jet loom (1);pressure detecting means (10) for detecting an air supply pressure at which said compressed air is supplied to said jet loom (1) from said compressor (9) through an air flow passage (11);comparison means for comparing the air supply pressure detected by said pressure detecting means (10) with a preset reference pressure (P2); and
disabling decision means (14) for issuing an inhibit signal (S) for disabling the use of said compressed air in said jet loom (1) when the air supply pressure detected by said pressure detecting means (10) becomes lower than said preset reference pressure level (P2). - A compressed-air supply system for at least one jet loom. including at least one compressed-air supply subsystem, said subsystem comprising:characterized bya compressor (9) for producing a compressed air to be supplied to said jet loom (1);means (10) for detecting an air supply pressure at which said compressed air is supplied to said jet loom from said compressor (9) through an air flow passage;means (15) for detecting a period during which said compressed air supply pressure detected by said pressure detecting means (10) remains lower than a preset reference pressure (P2);means for comparing said period detected by said period detecting means with a preset reference period (T2); anddisabling decision means (20) for issuing an inhibit signal (S) for inhibiting use of said compressed air in said jet loom (1) when it is detected as a result of said period comparison that the period detected by said period detecting means exceeds said preset reference period (T2).
- A compressed-air supply system for at least one jet loom according to any one of claims 6 and 7, wherein said signal (S) for inhibiting use of said compressed air serves additionally as a signal for stopping operation of said jet loom (1).
- A compressed-air supply system for at least one jet loom according to any one of claims 6 to 8, wherein each of said compressed-air supply subsystems is associated with a single jet loom.
- A compressed-air supply system for at least one jet loom (1), including at least one compressed-air supply subsystem, said subsystem comprising:characterized bya compressor (9) for producing a compressed air to be supplied to said jet loom;means (10) for detecting an air supply pressure at which said compressed air is supplied to said jet loom (1) from said compressor through an air flow passage (11);means for comparing the air supply pressure detected by said pressure detecting means with a preset reference pressure (P3); and
enabling decision means (17) for issuing an enable signal (H) for enabling use of said compressed air in said jet loom (1) when the air supply pressure detected by said pressure detecting means (10) exceeds said preset reference pressure level (P3). - A compressed-air supply system for at least one jet loom according to claim 10, wherein said signal (H) for enabling use of said compressed air serves additionally as a signal for enabling operation of said jet loom.
- A compressed-air supply system for at least one jet loom according to any one of claims 10 and 11, wherein said enabling decision means (17) decides whether said enable signal (H) is to be issued or not on the basis of the information which is supplied from status signal transmitting means and which indicates status of use of air in said jet loom (1).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP118642/95 | 1995-05-17 | ||
| JP7118642A JPH08311744A (en) | 1995-05-17 | 1995-05-17 | Control of use of compressed air in jet loom and compressed air supplier for use in jet loom |
| JP11864295 | 1995-05-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0743384A2 EP0743384A2 (en) | 1996-11-20 |
| EP0743384A3 EP0743384A3 (en) | 1997-09-24 |
| EP0743384B1 true EP0743384B1 (en) | 2000-06-14 |
Family
ID=14741606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96104289A Expired - Lifetime EP0743384B1 (en) | 1995-05-17 | 1996-03-18 | Method for controlling use of compressed air in jet loom and compressed-air supply/control apparatus for the same |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0743384B1 (en) |
| JP (1) | JPH08311744A (en) |
| KR (1) | KR100237261B1 (en) |
| DE (1) | DE69608852T2 (en) |
| TW (1) | TW358127B (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6796338B2 (en) | 2001-09-03 | 2004-09-28 | Sulzer Textil Ag | Air jet weaving machine and compressed air supply for same |
| EP1288359A1 (en) * | 2001-09-03 | 2003-03-05 | Sulzer Textil Ag | Air jet loom and compressed air supply therefor |
| JP4830808B2 (en) * | 2006-11-24 | 2011-12-07 | 株式会社豊田自動織機 | Compressed air abnormality detection method for air jet loom |
| JP5780102B2 (en) * | 2011-10-11 | 2015-09-16 | 株式会社豊田自動織機 | Air leak detection method for air jet loom |
| JP5958296B2 (en) * | 2012-11-16 | 2016-07-27 | 株式会社豊田自動織機 | Compressed air flow rate display device for air jet loom |
| JP5842889B2 (en) * | 2013-09-26 | 2016-01-13 | 株式会社豊田自動織機 | Air leak detection method for air jet loom |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5933522A (en) | 1982-08-20 | 1984-02-23 | Nippon Signal Co Ltd:The | Signal generator of power failure restoration |
| JP2838219B2 (en) | 1989-09-13 | 1998-12-16 | 日産テクシス株式会社 | Air supply device for air jet loom |
| JP2849456B2 (en) * | 1990-06-27 | 1999-01-20 | 津田駒工業株式会社 | Loom weft insertion control device |
| JP2596231B2 (en) * | 1991-02-05 | 1997-04-02 | 株式会社豊田自動織機製作所 | Weft insertion control device in jet loom |
| JP3170863B2 (en) * | 1992-05-08 | 2001-05-28 | 株式会社豊田自動織機製作所 | Step prevention method for jet looms |
| DE4243118A1 (en) * | 1992-12-21 | 1994-06-23 | Continental Ag | Maintaining constant press. in hydraulic system |
| JPH0790755A (en) | 1993-09-14 | 1995-04-04 | Toyota Autom Loom Works Ltd | Weft yarn treating unit of jet loom |
| DE19517748A1 (en) * | 1994-05-16 | 1995-11-23 | Toyoda Automatic Loom Works | In air jet loom pressure transients are minimised without bulky appts. |
| JP3053582U (en) | 1998-04-20 | 1998-11-04 | 淑郎 山田 | Office equipment for keeping memo records |
-
1995
- 1995-05-17 JP JP7118642A patent/JPH08311744A/en active Pending
-
1996
- 1996-01-29 KR KR1019960002398A patent/KR100237261B1/en not_active IP Right Cessation
- 1996-03-18 EP EP96104289A patent/EP0743384B1/en not_active Expired - Lifetime
- 1996-03-18 DE DE69608852T patent/DE69608852T2/en not_active Expired - Fee Related
- 1996-05-16 TW TW085105795A patent/TW358127B/en active
Also Published As
| Publication number | Publication date |
|---|---|
| KR100237261B1 (en) | 2000-01-15 |
| TW358127B (en) | 1999-05-11 |
| JPH08311744A (en) | 1996-11-26 |
| EP0743384A3 (en) | 1997-09-24 |
| DE69608852D1 (en) | 2000-07-20 |
| DE69608852T2 (en) | 2000-12-28 |
| EP0743384A2 (en) | 1996-11-20 |
| KR960041835A (en) | 1996-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5224520A (en) | Weaving bar prevention in a jet loom | |
| EP0743384B1 (en) | Method for controlling use of compressed air in jet loom and compressed-air supply/control apparatus for the same | |
| US4644238A (en) | Airflow control apparatus | |
| EP1420095B1 (en) | Air supply apparatus for air jet loom | |
| EP0186597A2 (en) | Air jet loom | |
| US4393903A (en) | Weft feeler unit for a fluid-jet loom | |
| JPH1023601A (en) | Controller for motor of electric vehicle | |
| JPS6324145Y2 (en) | ||
| JPH06169993A (en) | Electrode type steam humidifier | |
| JPH04185741A (en) | Control of air pressure for weft inserting in jet loom | |
| JPH03104962A (en) | Air feeding device for air jetting type loom | |
| JP3288635B2 (en) | Water supply system | |
| JP3007575U (en) | Controller for high pressure washer | |
| JPH09132840A (en) | Operation control of jet loom and apparatus therefor | |
| JP2708826B2 (en) | Water supply control device | |
| JPH0632552A (en) | Elevator control device | |
| JPH11200811A (en) | Turbine controller | |
| JP3005504B2 (en) | Water supply system | |
| JPH09111607A (en) | Control of compressed air supply in jet loom and system therefor | |
| KR100261645B1 (en) | Beverage feeding apparatus | |
| EP3896203B1 (en) | Abnormality detection method for air jet loom and air jet loom | |
| US5642759A (en) | Method for avoiding weaving a faulty weft thread during repair of weft thread fault | |
| JP2010144270A (en) | Air-feeding device in air-jet loom | |
| KR100205218B1 (en) | Valve checking apparatus of semiconductor manufactutre | |
| JPH09111608A (en) | Control of compressed air supply in jet loom and system therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE IT LI |
|
| 17P | Request for examination filed |
Effective date: 19971016 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19990607 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE IT LI |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: NOVAPAT INTERNATIONAL S.A. |
|
| REF | Corresponds to: |
Ref document number: 69608852 Country of ref document: DE Date of ref document: 20000720 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030331 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070315 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20150311 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150318 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150219 Year of fee payment: 20 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20180104 |