EP0718203B1 - A method of manufacturing moulded containers - Google Patents
A method of manufacturing moulded containers Download PDFInfo
- Publication number
- EP0718203B1 EP0718203B1 EP19950500118 EP95500118A EP0718203B1 EP 0718203 B1 EP0718203 B1 EP 0718203B1 EP 19950500118 EP19950500118 EP 19950500118 EP 95500118 A EP95500118 A EP 95500118A EP 0718203 B1 EP0718203 B1 EP 0718203B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- recesses
- recess
- cuts
- thickened portions
- coplanar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/20—External fittings
- B65D25/205—Means for the attachment of labels, cards, coupons or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
- B65B61/202—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents for attaching articles to the outside of a container
Definitions
- the present invention relates to a method of manufacturing moulded containers, which bring substantial features of novelty and inventive activity to the object for which they are intended.
- the moulded containers to which the present invention relates generally comprise two bodies, a moulded casing and moulded lid, respectively, produced from synthetic materials, which are hinged to one another, generally with moulded elements formed for the said purpose in the mentioned casing and lid and optionally with the cooperation of detachable elements, the said casing and lid comprising, in the closure area, devices for maintaining the two elements joined to one another in a releasable manner.
- Containers of this type are widely used in various industrial fields, preferably as tool-carrying containers, containers for small industrial apparatuses, etc.
- information-carrying sheet-form elements are normally provided in the form of labels and the like and are connected to some of the surfaces of the container in order to indicate, where appropriate, the type and make of the contents of the container or other information necessary for the contents of the container or for its function.
- DE-A-3 121 084 refers to a rectangular container which has four lateral walls and a bottom wall, having in the lateral surfaces of the longer sides recesses having slits to receive corresponding expansions of a web-like element carrying graphic information.
- said reference does not disclose closable containers made out of two articulated parts with thickened portions in the recesses to receive coplanar cuts parallel to the base of the recess.
- the improvements forming the subject- matter of the present invention are intended to overcome the mentioned disadvantages by providing means such that it is possible to arrange the instruction label or sheet in a very simple manner in containers of the moulded type without having to use adhesives or the like and with the possibility of changing the instruction label or sheet very rapidly and easily.
- the method of manufacturing moulded containers of the present invention resides in the provision of recessed areas in those faces of the container which are to be provided with the instruction labels or sheets, such as, principally, the larger faces of the container, which recessed areas may be of varying size and shape and the depth of which recessed areas is substantially equal to the thickness of the card or sheet-form element acting as label, advertisement, instruction carrier, etc., there being produced in the moulding operation a series of thickened areas in the form of local ribs which may extend to the corner areas, intermediate areas, etc., and the thickness of which may be substantially equal to the depth of the recess.
- the operation of cutting the mentioned slots in the thickened portions or ribs in the areas of the edges of the recesses mentioned may be effected in a completely mechanised manner by means of a knife or saw of the discoidal type, the thickness of which is equal to the desired width of the slots for introducing the sheet-form element carrying the printed motifs and which operates in the manner of a rotating tool having an axis perpendicular to the base of the recess in which the thickened portions or ribs have been moulded and which is displaced automatically for successive following of the various thickened portions or ribs in such a manner that each of the containers can simply be centred in a completely mechanised manner in the work table of a machine having a structure similar to a vertical milling machine, the automatic cutting cycle being effected continuously.
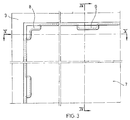
- the present invention can be applied to moulded containers, such as that indicated by the general reference numeral 1 in Figures 1 and 2, the preferred form of which is a flat parallelepiped with rounded edges and which has two irregular halves 2 and 3 which constitute the casing and the lid, respectively, of the container, and an upper handle 4 and lower hinges for the articulation of the two parts 2 and 3 to one another, lower protuberances such as 5 and 6 being provided as protuberances for supporting the container.
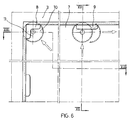
- the present invention provide for the production, in the moulding phase of the parts 2 and 3, of recesses 7 which are of a variable size and which preferably have a shape corresponding to that of the inscription-carrying sheet-form element which is to be incorporated in the container, and the depth of which recesses is very shallow, as shown in Figures 4 and 5 which indicate the flat base of the recess 7 which, characteristically, has a series of thickened portions or ribs distributed over its sides and corners, such as the thickened portions 8, 8', 8'' and 8''' which are in the form of a right-angle and are arranged in the corners of the recess and other short, straight thickened portions, such as those indicated by the reference numerals 9 and 9' for one of the larger sides and 9'' and 9'' for the other side.
- the number and arrangement of the said thickened portions may vary widely and will depend on the nature of the sheet-form element which is to be connected to the moulded container.
- the exact shape of the recess may vary within wide limits, depending on the shape of the sheet-form element carrying the graphic information, and may be rectangular, as in the case illustrated, square, pentagonal, circular, etc.
- the thickened portions or ribs mentioned above are to receive coplanar slots which are parallel to the flat base of the recess 7 and which are preferably produced by means of a circular tool 10, Figure 6, in the form of a discoidal saw or mill which rotates about an axis 11 perpendicular to the plane of the recess 7 and the thickness of which coincides with that of the slots which are to be formed in the said ribs.
- the penetration of the cutting discs 10 depends on the size of the mentioned ribs or thickened portions, and the path to be followed by the discoidal cutting tool is determined by the profile of the recess 7. In any case, the discoidal cutting tool is driven automatically, as a result of which the cutting operation is completely automated.
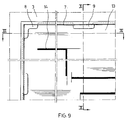
- the slots 12 are produced adjacent to the base 7 of the recesses so that the sheet-form elements carrying the printed motifs can fit against the flat base 7.
- the sheet-form element 13 carrying various printed motifs 14 has a shape which substantially matches that of the periphery of the recesses 7 and has dimensions which enable it to be introduced into the slots produced by cutting in the thickened portions. In this manner, the sheet-form element 13 is centered and held well in the desired faces of the container and can be readily fitted and exchanged in accordance with the descriptions they are to carry.
- the depth of the coplanar cuts is greater than the width of the thickened portions, thus permitting the insertion of the sheet-form element which carries the graphic information and which is completely adapted to the straight side edges of the recesses.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
Claims (5)
- A method of manufacturing moulded containers of the type comprising two moulded elements (2,3) connected to one another by articulation and being provided with closure members for the container, characterised in that, in the moulding phase, recessed areas (7) of shallow depth are formed in the principal external faces of the container and are provided at their periphery with a plurality of thickened portions (8,8',8'',8''',9,9',9'',9''') which are of a height equal to the depth of the recess and which are distributed over the sides and corners of the recess, and, in a subsequent phase, coplanar cuts (12) parallel to the base of the recess are produced for the retention of the edges of corresponding exchangeable sheet-form elements (13) carrying graphic information.
- A method, according to Claim 1, characterised in that the thickened portions (8,8',8'',8''') corresponding to the corners of the recesses (7) have an angular shape matching that of the said corners.
- A method, according to Claim 1, characterised in that the coplanar cuts (12) produced in the thickened portions of the periphery of the recesses (7) are arranged adjacent to the flat base of the said recesses.
- A method, according to Claim 1, characterised in that the coplanar cuts (12) in the recesses (7) are produced by means of a circular cutting tool (10), the thickness of which matches that of the cuts (12) to be made and which is actuated about a rotating axis perpendicular to the base of the recess (7), automatically following the development of the edges of the same.
- A method, according to Claim 4, characterised in that the depth of the coplanar cuts (12) is greater than the width of the thickened portions, (8,8',8'',8''',9,9',9'',9''') thus permitting the insertion of the sheet-form element (13) which carries the graphic information and which is completely adapted to the straight side edges of the recesses.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES9402585A ES2116184B1 (en) | 1994-12-19 | 1994-12-19 | IMPROVEMENTS IN THE MANUFACTURE OF MOLDED CASES. |
| ES9402585 | 1994-12-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0718203A2 EP0718203A2 (en) | 1996-06-26 |
| EP0718203A3 EP0718203A3 (en) | 1996-07-03 |
| EP0718203B1 true EP0718203B1 (en) | 1999-10-06 |
Family
ID=8288300
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19950500118 Expired - Lifetime EP0718203B1 (en) | 1994-12-19 | 1995-08-08 | A method of manufacturing moulded containers |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0718203B1 (en) |
| DE (2) | DE69512619T2 (en) |
| ES (2) | ES2116184B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2674367A1 (en) * | 2012-06-11 | 2013-12-18 | Wojciech Czajkowski | Box with a carrier of information |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1366962A (en) * | 1973-05-07 | 1974-09-18 | Gpg Holdings Ltd | Containers |
| DE2642327A1 (en) * | 1976-09-21 | 1978-03-23 | Stucki Kunststoffwerk | Plastic storage and transport box - has three lips protruding from sidewalls to retain label |
| DE3121084A1 (en) * | 1981-05-27 | 1982-12-16 | Oberland-Glas-GmbH, 7954 Bad Wurzach | Rectangular receptacle |
| NL8502335A (en) * | 1985-08-26 | 1987-03-16 | Unilever Nv | Crate for bottles with exchangeable cardboard panel - has quick-fit attachments which allow removal of publicity panel as required |
| DE3939516A1 (en) * | 1989-11-30 | 1991-06-06 | Linde Ag | Sales display counter with replaceable data carriers - has holder and locking device for carriers formed by gap and clamping lip |
| FR2663907B1 (en) * | 1990-06-27 | 1994-01-07 | Novap | STORAGE TANK. |
| DE9111986U1 (en) * | 1991-09-26 | 1992-01-23 | Fritz Schäfer GmbH, 5908 Neunkirchen | Transport and/or storage box |
-
1994
- 1994-12-19 ES ES9402585A patent/ES2116184B1/en not_active Expired - Lifetime
-
1995
- 1995-08-08 DE DE1995612619 patent/DE69512619T2/en not_active Expired - Fee Related
- 1995-08-08 DE DE1995500118 patent/DE718203T1/en active Pending
- 1995-08-08 ES ES95500118T patent/ES2098201T3/en not_active Expired - Lifetime
- 1995-08-08 EP EP19950500118 patent/EP0718203B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2116184A1 (en) | 1998-07-01 |
| EP0718203A2 (en) | 1996-06-26 |
| DE69512619D1 (en) | 1999-11-11 |
| DE69512619T2 (en) | 2000-06-08 |
| DE718203T1 (en) | 1997-09-11 |
| ES2098201T3 (en) | 2000-02-01 |
| ES2098201T1 (en) | 1997-05-01 |
| ES2116184B1 (en) | 1999-03-01 |
| EP0718203A3 (en) | 1996-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2036684A1 (en) | Slitting machine for travelling webs | |
| USD259594S (en) | Embossed plastic sheet material | |
| EP0718203B1 (en) | A method of manufacturing moulded containers | |
| JPH072285U (en) | Grooved food container for cutting | |
| CA2187057A1 (en) | Print holder | |
| EP0065498A3 (en) | A rotary box for storing and mixing colors, paints and the like | |
| EP1004235A2 (en) | Improved tray for plant pots | |
| CN209203082U (en) | A kind of Novel toothbrush case | |
| USD276585S (en) | Plastic bucket lid removal tool | |
| JPS6113334Y2 (en) | ||
| IT1239378B (en) | TEAR LID FOR A CONTAINER, IN PARTICULAR FOR A BOX | |
| CN220574461U (en) | Forming device for machining integral knife | |
| JPH0138017Y2 (en) | ||
| EP1004511A3 (en) | Device for tranverse cutting of sealed bags for a packaging machine | |
| FR2606748B3 (en) | INSEPARABLE LID BOX, STACKABLE IN OPEN POSITION | |
| ES257564Y (en) | CONTAINER MOLDED ON A SHEET OF PLASTIC MATTER | |
| FI97162B (en) | Stackable washer which can be used for roofing | |
| JPS6014702Y2 (en) | packaging material | |
| DE69912660D1 (en) | Plastic egg container | |
| EP1721832B1 (en) | Nestable Trays | |
| JP3131275U (en) | Double-type paper taper tray | |
| USD287857S (en) | Cutter for a sheet of film, paper, plastic or the like | |
| WO1996033110A1 (en) | Folding package, especially of paper material | |
| FI950026A (en) | Stackable containers of sheet-like material, such as cardboard or corrugated cardboard, as well as manufactures for the manufacture thereof | |
| JP2657904B2 (en) | Box material manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR GB IE |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR GB IE |
|
| 17P | Request for examination filed |
Effective date: 19961210 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: BA2A Ref document number: 2098201 Country of ref document: ES Kind code of ref document: T1 |
|
| EL | Fr: translation of claims filed | ||
| DET | De: translation of patent claims | ||
| 17Q | First examination report despatched |
Effective date: 19980129 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19991006 |
|
| REF | Corresponds to: |
Ref document number: 69512619 Country of ref document: DE Date of ref document: 19991111 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: CIPEX, S.A. |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Free format text: RIBAS QUER, MARIA VICTORIA |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2098201 Country of ref document: ES Kind code of ref document: T3 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000808 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: GC2A Effective date: 20010116 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000808 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20010611 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20010612 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010928 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030301 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030912 |