EP0704752A1 - Curtain coating method and device for coating onto a running web - Google Patents
Curtain coating method and device for coating onto a running web Download PDFInfo
- Publication number
- EP0704752A1 EP0704752A1 EP94810560A EP94810560A EP0704752A1 EP 0704752 A1 EP0704752 A1 EP 0704752A1 EP 94810560 A EP94810560 A EP 94810560A EP 94810560 A EP94810560 A EP 94810560A EP 0704752 A1 EP0704752 A1 EP 0704752A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- curtain
- air
- pouring
- support
- carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007766 curtain coating Methods 0.000 title claims abstract description 8
- 238000000034 method Methods 0.000 title claims description 16
- 239000011248 coating agent Substances 0.000 title claims description 8
- 238000000576 coating method Methods 0.000 title claims description 8
- 238000005266 casting Methods 0.000 claims description 11
- 239000007788 liquid Substances 0.000 claims description 9
- 238000009736 wetting Methods 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 3
- 239000000839 emulsion Substances 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 description 2
- 206010038743 Restlessness Diseases 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images
Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03C—PHOTOSENSITIVE MATERIALS FOR PHOTOGRAPHIC PURPOSES; PHOTOGRAPHIC PROCESSES, e.g. CINE, X-RAY, COLOUR, STEREO-PHOTOGRAPHIC PROCESSES; AUXILIARY PROCESSES IN PHOTOGRAPHY
- G03C1/00—Photosensitive materials
- G03C1/74—Applying photosensitive compositions to the base; Drying processes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/007—Slide-hopper coaters, i.e. apparatus in which the liquid or other fluent material flows freely on an inclined surface before contacting the work
- B05C5/008—Slide-hopper curtain coaters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S118/00—Coating apparatus
- Y10S118/04—Curtain coater
Definitions
- the present invention relates to a method and an apparatus for curtain coating a moving support with a liquid coating material.
- the curtain coating especially with the large width of the machines and high speed, there are a large number of problems in order to stabilize the liquid curtain and to bring it onto the base as evenly as possible.
- One of these problems is that the free falling liquid film is forward, i.e. is deformed in the direction of the moving carrier. This deviation from the vertical fall direction occurs due to the air boundary layer running along with the carrier.
- EP-A-0 489 978 a coating device is known which has an air shield which, as seen in the direction of the moving carrier, is attached in front of the liquid film and has an opening from which the shield can move stowed air is extracted.
- a shield By using a shield, the distance between the suction point and the curtain is quite large, which reduces the effectiveness of the arrangement.
- EP-A-0 551 237 discloses a method and a device for curtain coating in which an attempt is made to stabilize the air in front of the curtain by measuring the air pressure prevailing in the space in front of the curtain in order to starting from a setpoint, either supplying or removing air. Precise control, however, requires a lot of equipment in order to maintain a uniform air pressure across the entire width of the machine.
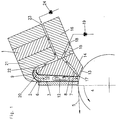
- Figure 1 shows the part of a coating system essential to the invention in section with a schematically illustrated pourer 1, which opens into a pouring lip 2, from which the liquid film 3, hereinafter called the curtain, falls freely in the direction of the casting roller 4, on which the carrier 5 is schematically recorded , which moves in the direction of the arrow, see also FIG. 2.
- the curtain is delimited on both sides by side guides 6.
- a doctor blade 7 is arranged in front of the curtain, at a distance b, see FIG.
- the squeegee must therefore be a carrier with a sufficient height and thus high Area moment of inertia are formed.
- the doctor blade on the casting roll side 13 is shaped approximately parallel to the surface of the casting roll or the carrier and merges into a lower part 14 which runs approximately at right angles to the casting roll surface.
- the rear surface 15 of the doctor blade runs parallel to the front of the base 16 or to the individual foundry plates of the foundry 1.
- the area in front of the curtain is delimited at the top by the underside 9 of the pouring lip 2, at the bottom by the support 5, opposite the curtain by the front 8 of the doctor blade, and on both sides by the side guides 6 and is therefore a practically closed space 10
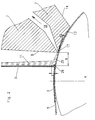
- Special measures would arise from the air boundary layer 11 along the falling curtain, see FIG. 2, rotating air vortices 12, which can be divided into individual unstable cells. As a result, the flow of the curtain is disturbed and restless, which leads to a reduced casting quality.
- an opening 22 extending over the entire width of the machine is provided between the rear upper edge 20 of the doctor blade and the foremost foundry plate 21, which opening is connected to a second duct 23 and to a second fan 24.
- the air supply opening 22 opens at the bottom 9 of the pouring lip 2, so that the air arriving there at a low speed is deflected downward and is finally sucked off by the squeegee or its slot 17.
- a very uniform flow can be generated by various measures, the air supplied preferably being preheated.
- the dynamic wetting line 26 can be set at the desired location. Since the squeegee, as explained above, stabilizes the dynamic wetting line, a combination of the measures described achieves a uniform coating.
- the air extraction and supply devices can be combined and controlled into one unit.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Abstract
Description
Die vorliegende Erfindung bezieht sich auf ein Verfahren und eine Vorrichtung zur Vorhangbeschichtung eines bewegten Trägers mit einem flüssigen Beschichtungsmaterial. Bei der Vorhangbeschichtung, insbesondere bei grosser Breite der Maschinen und grosser Geschwindigkeit ergeben sich eine grosse Anzahl von Problemen, um den Flüssigkeitsvorhang zu stabilisieren und möglichst gleichmässig auf die Unterlage zu bringen. Eines dieser Probleme besteht darin, dass der frei fallende Flüssigkeitsfilm nach vorne, d.h. in Richtung des bewegten Trägers deformiert wird. Diese Abweichung von der senkrechten Fallrichtung erfolgt durch die mit dem Träger mitlaufende Luftgrenzschicht.The present invention relates to a method and an apparatus for curtain coating a moving support with a liquid coating material. With the curtain coating, especially with the large width of the machines and high speed, there are a large number of problems in order to stabilize the liquid curtain and to bring it onto the base as evenly as possible. One of these problems is that the free falling liquid film is forward, i.e. is deformed in the direction of the moving carrier. This deviation from the vertical fall direction occurs due to the air boundary layer running along with the carrier.
Es sind verschiedene Verfahren und Vorrichtungen bekannt, um den Flüssigkeitsvorhang in dieser Beziehung zu stabilisieren. So ist, unter anderem, aus der EP-A-0 489 978 eine Vorrichtung zur Beschichtung bekannt, die ein Luftschild aufweist, das, in Richtung des bewegten Trägers gesehen, vor dem Flüssigkeitsfilm angebracht ist und eine Oeffnung aufweist, aus der die im Schild gestaute Luft abgesaugt wird. Durch die Verwendung eines Schildes wird der Abstand zwischen der Absaugstelle und dem Vorhang recht gross, wodurch sich die Wirksamkeit der Anordnung verringert. Ausserdem ist aus der EP-A-0 551 237 ein Verfahren und eine Vorrichtung zur Vorhangbeschichtung bekannt, in dem versucht wird, die sich vor dem Vorhang befindliche Luft dadurch zu stabilisieren, dass der im Raum vor dem Giessvorhang herrschende Luftdruck gemessen wird, um, ausgehend von einem Sollwert, Luft entweder zu- oder abzuführen. Eine genaue Kontrolle erfordert jedoch einen hohen apparativen Aufwand, um über die ganze Breite der Maschine einen gleichmässigen Luftdruck zu erhalten.Various methods and devices are known to stabilize the liquid curtain in this regard. Thus, inter alia, from EP-A-0 489 978 a coating device is known which has an air shield which, as seen in the direction of the moving carrier, is attached in front of the liquid film and has an opening from which the shield can move stowed air is extracted. By using a shield, the distance between the suction point and the curtain is quite large, which reduces the effectiveness of the arrangement. In addition, EP-A-0 551 237 discloses a method and a device for curtain coating in which an attempt is made to stabilize the air in front of the curtain by measuring the air pressure prevailing in the space in front of the curtain in order to starting from a setpoint, either supplying or removing air. Precise control, however, requires a lot of equipment in order to maintain a uniform air pressure across the entire width of the machine.
Es ist von diesem Stand der Technik ausgehend Aufgabe der vorliegenden Erfindung ein Verfahren und eine Vorrichtung zur Vorhangbeschichtung anzugeben, mit denen der Einfluss der vom bewegten Träger mitgeführten Luft stark vermindert werden kann. Diese Aufgabe wird mit dem in Patentanspruch 1 definierten Verfahren gelöst. In einer Weiterausbildung des Verfahrens wird der Giessvorhang zusätzlich stabilisiert, indem dem Raum vor dem Giessvorhang kontrolliert Luft zu- und wieder abgeführt wird.Based on this prior art, it is an object of the present invention to provide a method and a device for curtain coating with which the influence of the air carried by the moving carrier can be greatly reduced. This object is achieved with the method defined in claim 1. In a further development of the process, the pouring curtain is additionally stabilized in that controlled air is supplied to and removed from the space in front of the pouring curtain.
Die Erfindung wird im folgenden anhand einer Zeichnung eines Ausführungsbeispiels näher erläutert.
- Fig. 1
- zeigt schematisch einen Schnitt durch eine Vorhangsbeschichtungsanlage und
- Fig. 2
- zeigt eine Ausschnittsvergrösserung von Fig. 1.
- Fig. 1
- shows schematically a section through a curtain coating system and
- Fig. 2
- shows an enlarged detail of FIG. 1.
Figur 1 zeigt den erfindungswesentlichen Teil einer Beschichtungsanlage im Schnitt mit einem schematisch dargestellten Giesser 1, der in eine Giesserlippe 2 mündet, von welcher der Flüssigkeitsfilm 3, im folgenden Vorhang genannt, frei in Richtung Giesswalze 4 fällt, auf der schematisch der Träger 5 aufgezeichnet ist, der sich in Richtung des Pfeiles bewegt, siehe auch Figur 2. Der Vorhang wird beidseitig durch Seitenführungen 6 begrenzt.Figure 1 shows the part of a coating system essential to the invention in section with a schematically illustrated pourer 1, which opens into a pouring lip 2, from which the
Vor dem Vorhang, in einem Abstand b, siehe Figur 2, ist ein Rakel 7 angeordnet, dessen zum Vorhang gerichtete Vorderfront 8 in diesem Beispiel nicht parallel zum Vorhang angeordnet ist, sondern nach oben hin einen etwas grösseren Abstand aufweist als bei der Giesswalze. Bei einer Maschinenbreite von ca. 1,5 m stellen sich hohe Anforderungen an die Biegesteifigkeit der beiden Elemente Giesswalze und Rakel. Das Rakel muss deshalb als Träger mit einer genügenden Höhe und damit hohem Flächenträgheitsmoment ausgebildet werden. Aus den Figuren 1 oder 2 geht hervor, dass das Rakel auf der Giesswalzenseite 13 etwa parallel zur Oberfläche der Giesswalze, respektive des Trägers geformt ist und in einen Unterteil 14 übergeht, der etwa rechtwinklig zur Giesswalzenoberfläche verläuft. Die hintere Fläche 15 des Rakels verläuft parallel zur Frontseite der Basis 16 bzw. zu den einzelnen Giesserplatten des Giessers 1.A
Die mit dem Träger mitlaufende Luft, dargestellt als Grenzschicht 25, siehe Figur 2, wird beim Auftreffen des Vorhanges im Bereich der dynamischen Benetzungslinie 26 durch den auftreffenden Flüssigkeitsfilm vollständig zurückgehalten. Dieser Vorgang kann Störungen erzeugen, z.B. Deformationen im Vorhang die zu einer verminderten Begussqualität führen. Mit dem Rakel wird ein möglichst grosser Anteil der mitgeführten Luft von der dynamischen Auftrefflinie 26 ferngehalten, wobei diese Störungen durch folgende Massnahmen weiter reduziert werden können:
- a) Abstand a Rakel/Träger klein halten und
- b) Abstand b Rakel/dynamische Benetzungslinie des Vorhanges ebenfalls klein halten.
- a) Keep the distance a squeegee / carrier small and
- b) Also keep the distance b squeegee / dynamic wetting line of the curtain small.
Dadurch wird die Dicke c der Grenzschicht 25, die auf den Vorhang aufprallt, minimalisiert. Doch selbst wenn man den Abstand a Rakel/Träger, siehe Figur 2, sehr klein hält, beispielsweise 0,1 - 1,0 mm, vorzugsweise 0,1 - 0,5 mm und den Abstand b Rakel/dynamische Benetzungslinie auf 5 - 30 mm, vorzugsweise 10 - 20 mm einstellt, kann das Eintragen einer Restluftmenge und die Neubildung der Grenzschicht nicht ganz vermieden werden.This minimizes the thickness c of the
Um das Eintragen der Restluftmenge praktisch vollständig zu verhindern, ist auf der vollen Länge des Rakels ein Schlitz 17 angeordnet, dessen Mündung sich unmittelbar hinter der Vorderkante des Rakels befindet. Der Schlitz 17 ist über einen Kanal 18 mit einem Ventilator 19 verbunden, um die Restluftmenge bei der Rakelvorderkante abzusaugen. Durch diese Massnahme kann eine wesentliche Beruhigung des Vorhanges beim Auftreffen auf den bewegten Träger erzielt werden, wodurch eine Beseitigung oder starke Verminderung der dort vorherrschenden Vorhangdeformation erzielt wird.There is a slot along the full length of the squeegee to prevent the amount of residual air from entering almost completely 17 arranged, the mouth of which is located immediately behind the front edge of the squeegee. The
Das Gebiet vor dem Vorhang wird oben durch die Unterseite 9 der Giesserlippe 2, unten durch den Träger 5, gegenüber dem Vorhang durch die Frontseite 8 des Rakels, und beidseitig durch die Seitenführungen 6 begrenzt und stellt sich daher als praktisch geschlossener Raum 10 dar. Ohne besondere Massnahmen würden durch die Luftgrenzschicht 11 entlang des fallenden Vorhanges, siehe Figur 2, rotierende Luftwirbel 12 entstehen, die sich in einzelne instabile Zellen aufteilen können. Dadurch wird der Fluss des Vorhanges gestört und unruhig, was zu einer verminderten Begussqualität führt.The area in front of the curtain is delimited at the top by the underside 9 of the pouring lip 2, at the bottom by the
Um die Entstehung von Luftwirbeln 12 zu verhindern, ist zwischen der hinteren Oberkante 20 des Rakels und der vordersten Giesserplatte 21 eine über die ganze Breite der Maschine verlaufende Oeffnung 22 vorgesehen, die mit einem zweiten Kanal 23 und mit einem zweiten Ventilator 24 verbunden ist. Die Luftzufuhr-Oeffnung 22 mündet bei der Unterseite 9 der Giesserlippe 2, so dass die dort mit geringer Geschwindigkeit ankommende Luft nach unten abgelenkt und schliesslich vom Saugrakel, bzw. dessen Schlitz 17 abgesaugt wird.In order to prevent the formation of
Durch verschiedene Massnahmen kann eine sehr gleichmässige Strömung erzeugt werden, wobei die zugeführte Luft vorzugsweise vorgewärmt wird. Mit den entsprechenden Einstellungen der zugeführten und der abgesaugten Luftmenge kann die Auftrefflinie des Vorhanges auf dem Träger, die dynamische Benetzungslinie 26, am gewünschten Ort eingestellt werden. Da das Saugrakel, wie weiter oben erläutert, für eine Stabilisierung der dynamischen Benetzungslinie sorgt, wird durch eine Kombination der beschriebenen Massnahmen eine gleichmässige Beschichtung erzielt. Dabei können die Luftabsaug- und Zufuhreinrichtungen zu einer Einheit zusammengefasst und gesteuert werden.A very uniform flow can be generated by various measures, the air supplied preferably being preheated. With the appropriate settings for the supplied and extracted air volume the line of impact of the curtain on the carrier, the
Claims (11)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE59409768T DE59409768D1 (en) | 1994-09-27 | 1994-09-27 | Method and device for curtain coating of a moving support |
| EP94810560A EP0704752B1 (en) | 1994-09-27 | 1994-09-27 | Process and apparatus for curtain-coating a moving substrate. |
| JP24955595A JP3681443B2 (en) | 1994-09-27 | 1995-09-27 | Method and apparatus for curtain-like coating on moving support |
| US08/534,842 US5624715A (en) | 1994-09-27 | 1995-09-27 | Method and apparatus for curtain coating a moving support |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP94810560A EP0704752B1 (en) | 1994-09-27 | 1994-09-27 | Process and apparatus for curtain-coating a moving substrate. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0704752A1 true EP0704752A1 (en) | 1996-04-03 |
| EP0704752B1 EP0704752B1 (en) | 2001-05-30 |
Family
ID=8218314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94810560A Expired - Lifetime EP0704752B1 (en) | 1994-09-27 | 1994-09-27 | Process and apparatus for curtain-coating a moving substrate. |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5624715A (en) |
| EP (1) | EP0704752B1 (en) |
| JP (1) | JP3681443B2 (en) |
| DE (1) | DE59409768D1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0906789A1 (en) * | 1997-10-03 | 1999-04-07 | Troller Schweizer Engineering AG | Process and apparatus for curtain coating of a travelling support |
| EP0938935A2 (en) | 1998-02-27 | 1999-09-01 | Agfa-Gevaert AG | Curtain coating apparatus |
| WO2001091917A1 (en) | 2000-06-02 | 2001-12-06 | Mitsubishi Hitec Paper Flensburg Gmbh | Method and device for curtain coating |
| WO2006056386A1 (en) | 2004-11-22 | 2006-06-01 | Basf Aktiengesellschaft | Arrangement and method for curtain coating moving substrates |
| WO2006134052A1 (en) | 2005-06-15 | 2006-12-21 | Basf Aktiengesellschaft | Curtain coater with boundary layer detachment device |
| WO2011073094A1 (en) * | 2009-12-16 | 2011-06-23 | Voith Patent Gmbh | Curtain application mechanism |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5780109A (en) * | 1997-01-21 | 1998-07-14 | Minnesota Mining And Manufacturing Company | Die edge cleaning system |
| US5976630A (en) * | 1997-09-29 | 1999-11-02 | Eastman Kodak Company | Method and apparatus for curtain coating |
| DE19803240A1 (en) | 1998-01-28 | 1999-07-29 | Voith Sulzer Papiertech Patent | Paint curtain applicator |
| DE19829449A1 (en) * | 1998-07-01 | 2000-01-05 | Voith Sulzer Papiertech Patent | Application device and application method |
| JP4113985B2 (en) * | 1998-07-22 | 2008-07-09 | 富士フイルム株式会社 | Application method and apparatus |
| FI115295B (en) | 1999-09-01 | 2005-04-15 | Metso Paper Inc | Curtain coating device and curtain coating method |
| US6669993B2 (en) | 2000-09-19 | 2003-12-30 | Honeywell International Inc. | High speed yarn finish application |
| US6666946B2 (en) * | 2001-03-14 | 2003-12-23 | 3M Innovative Properties Company | Method of high speed coating pigment-containing liquid coating materials |
| AU2002357208A1 (en) * | 2001-12-13 | 2003-07-09 | Dow Global Technologies Inc. | Method and apparatus for curtain coating |
| EP1428582B1 (en) | 2002-12-12 | 2006-03-01 | Metso Paper, Inc. | Method and apparatus for curtain coating |
| FI115407B (en) * | 2003-06-26 | 2005-04-29 | Metso Paper Inc | Paper / cardboard machine drawer coating unit |
| DE10358754B4 (en) * | 2003-12-12 | 2011-07-14 | M-Real Oyj | Rail conveyor |
| US20070045896A1 (en) * | 2005-08-31 | 2007-03-01 | Fuji Photo Film Co., Ltd. | Method and apparatus for producing film |
| KR101273231B1 (en) * | 2006-05-02 | 2013-06-11 | 다우 코닝 아일랜드 리미티드 | Fluid replacement system |
| US8281734B2 (en) * | 2006-05-02 | 2012-10-09 | Dow Corning Ireland, Ltd. | Web sealing device |
| DE502006003618D1 (en) * | 2006-09-01 | 2009-06-10 | Mitsubishi Hitec Paper Bielefe | Curtain coating method and a device used therefor |
| JP5510785B2 (en) * | 2009-09-25 | 2014-06-04 | 大日本印刷株式会社 | Coating apparatus and coating method |
| CN104549797B (en) * | 2013-10-28 | 2017-01-18 | 沈阳芯源微电子设备有限公司 | Liquid spraying device with cleaning component |
| DE102016209336B4 (en) | 2016-05-30 | 2021-08-05 | Voith Patent Gmbh | Curtain applicator |
| DE102017124280A1 (en) * | 2017-10-18 | 2019-04-18 | Voith Patent Gmbh | Curtain coater and method for applying a coating medium |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1928025A1 (en) * | 1968-06-03 | 1969-12-18 | Eastman Kodak Co | Method and apparatus for making a photographic material |
| DE2723444A1 (en) * | 1976-05-26 | 1977-12-15 | Ciba Geigy Ag | METHOD AND APPARATUS FOR COATING RUNNING MATERIAL |
| US4128667A (en) * | 1974-01-10 | 1978-12-05 | Polaroid Corporation | Manipulation of coating streams with air foils |
| US4842900A (en) * | 1986-02-12 | 1989-06-27 | Fuji Photo Film Co., Ltd. | Method and apparatus for coating |
| WO1992002851A2 (en) * | 1990-07-30 | 1992-02-20 | Eastman Kodak Company | Apparatus and method for curtain coating |
| EP0489978A1 (en) * | 1990-12-12 | 1992-06-17 | Agfa-Gevaert N.V. | Curtain coater |
| EP0551237A1 (en) * | 1992-01-10 | 1993-07-14 | Eastman Kodak Company | Curtain coating apparatus and method |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3508947A (en) * | 1968-06-03 | 1970-04-28 | Eastman Kodak Co | Method for simultaneously applying a plurality of coated layers by forming a stable multilayer free-falling vertical curtain |
| US3867901A (en) * | 1968-06-03 | 1975-02-25 | Eastman Kodak Co | Apparatus for production of photographic elements |
-
1994
- 1994-09-27 DE DE59409768T patent/DE59409768D1/en not_active Expired - Lifetime
- 1994-09-27 EP EP94810560A patent/EP0704752B1/en not_active Expired - Lifetime
-
1995
- 1995-09-27 JP JP24955595A patent/JP3681443B2/en not_active Expired - Fee Related
- 1995-09-27 US US08/534,842 patent/US5624715A/en not_active Expired - Lifetime
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1928025A1 (en) * | 1968-06-03 | 1969-12-18 | Eastman Kodak Co | Method and apparatus for making a photographic material |
| US4128667A (en) * | 1974-01-10 | 1978-12-05 | Polaroid Corporation | Manipulation of coating streams with air foils |
| DE2723444A1 (en) * | 1976-05-26 | 1977-12-15 | Ciba Geigy Ag | METHOD AND APPARATUS FOR COATING RUNNING MATERIAL |
| US4842900A (en) * | 1986-02-12 | 1989-06-27 | Fuji Photo Film Co., Ltd. | Method and apparatus for coating |
| WO1992002851A2 (en) * | 1990-07-30 | 1992-02-20 | Eastman Kodak Company | Apparatus and method for curtain coating |
| EP0489978A1 (en) * | 1990-12-12 | 1992-06-17 | Agfa-Gevaert N.V. | Curtain coater |
| EP0551237A1 (en) * | 1992-01-10 | 1993-07-14 | Eastman Kodak Company | Curtain coating apparatus and method |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0906789A1 (en) * | 1997-10-03 | 1999-04-07 | Troller Schweizer Engineering AG | Process and apparatus for curtain coating of a travelling support |
| US6162502A (en) * | 1997-10-03 | 2000-12-19 | Troller Schweizer Engineering Ag | Method and device for curtain coating a moving support |
| EP0938935A2 (en) | 1998-02-27 | 1999-09-01 | Agfa-Gevaert AG | Curtain coating apparatus |
| EP0938935A3 (en) * | 1998-02-27 | 2000-05-03 | Agfa-Gevaert AG | Curtain coating apparatus |
| WO2001091917A1 (en) | 2000-06-02 | 2001-12-06 | Mitsubishi Hitec Paper Flensburg Gmbh | Method and device for curtain coating |
| WO2006056386A1 (en) | 2004-11-22 | 2006-06-01 | Basf Aktiengesellschaft | Arrangement and method for curtain coating moving substrates |
| WO2006134052A1 (en) | 2005-06-15 | 2006-12-21 | Basf Aktiengesellschaft | Curtain coater with boundary layer detachment device |
| DE112006001484B4 (en) * | 2005-06-15 | 2015-06-18 | Basf Se | Curtain coater with boundary layer release device |
| WO2011073094A1 (en) * | 2009-12-16 | 2011-06-23 | Voith Patent Gmbh | Curtain application mechanism |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08173879A (en) | 1996-07-09 |
| US5624715A (en) | 1997-04-29 |
| JP3681443B2 (en) | 2005-08-10 |
| EP0704752B1 (en) | 2001-05-30 |
| DE59409768D1 (en) | 2001-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0704752A1 (en) | Curtain coating method and device for coating onto a running web | |
| EP0740197B1 (en) | Process and apparatus for curtain-coating a moving substrate | |
| DE60105477T2 (en) | Coating device and method | |
| EP1792860B1 (en) | Vacuum web transport device for guiding a running web | |
| DE19829449A1 (en) | Application device and application method | |
| EP0056630A1 (en) | Rotary screen printing machine | |
| DE10012344A1 (en) | Continuous liquid curtain coating, for paper or card operates under specified conditions of temperature, pressure and viscosity, leaving thin wet film on surface | |
| EP0576820A1 (en) | Sheet piling device and method | |
| EP0780332A2 (en) | Device for acting on sheets in a sheet delivery apparatus | |
| DE3435501C2 (en) | Device for the continuous cooling of a heated, horizontally lying metal plate | |
| US4964364A (en) | Apparatus for coating a web with coating mix | |
| DE19823686B4 (en) | Curtain casting device and curtain coating process | |
| EP2146003A2 (en) | Curtain application device | |
| CH621269A5 (en) | Process and apparatus for coating an object by the curtain-coating method | |
| EP0906789B1 (en) | Process and apparatus for curtain coating of a travelling support | |
| EP0821101A2 (en) | Moistening device | |
| DE69422261T2 (en) | Collection container with side walls to prepare curtain sprinklers | |
| DE4035985A1 (en) | METHOD AND DEVICE IN A PAPER MACHINE | |
| EP1295973B1 (en) | Apparatus and method for transporting a textile sheet | |
| DE9408597U1 (en) | Fleece calender | |
| EP0041151B1 (en) | Apparatus and process for removing marginal thickenings in coatings | |
| DE19808159A1 (en) | Device for coating curtains | |
| DE4432179C1 (en) | Liquid or paste application mechanism to travelling strip | |
| DE2836625C3 (en) | Sampling device | |
| DE3339780A1 (en) | Apparatus for the application of a controllable layer of a saturation or coating medium by means of a free-falling curtain, and process therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE FR GB LI NL |
|
| AX | Request for extension of the european patent |
Free format text: LT;SI |
|
| RAX | Requested extension states of the european patent have changed |
Free format text: LT;SI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE CH DE FR GB LI NL |
|
| K1C1 | Correction of patent application (title page) published |
Effective date: 19960403 |
|
| 17P | Request for examination filed |
Effective date: 19960801 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ILFORD IMAGING SWITZERLAND GMBH |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ILFORD IMAGING SWITZERLAND GMBH |
|
| 17Q | First examination report despatched |
Effective date: 19990316 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RTI1 | Title (correction) |
Free format text: PROCESS AND APPARATUS FOR CURTAIN-COATING A MOVING SUBSTRATE. |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB LI NL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: AMMANN PATENTANWAELTE AG BERN Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010530 |
|
| REF | Corresponds to: |
Ref document number: 59409768 Country of ref document: DE Date of ref document: 20010705 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080923 Year of fee payment: 15 Ref country code: FR Payment date: 20080922 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090922 Year of fee payment: 16 Ref country code: CH Payment date: 20090923 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090922 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20091023 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100401 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| BERE | Be: lapsed |
Owner name: *ILFORD IMAGING SWITZERLAND G.M.B.H. Effective date: 20100930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100927 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59409768 Country of ref document: DE Effective date: 20110401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110401 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100927 |