EP0619584B1 - Magnetic body formed from encapsulated ferromagnetic particles and method for the manufacture thereof - Google Patents
Magnetic body formed from encapsulated ferromagnetic particles and method for the manufacture thereof Download PDFInfo
- Publication number
- EP0619584B1 EP0619584B1 EP19940200723 EP94200723A EP0619584B1 EP 0619584 B1 EP0619584 B1 EP 0619584B1 EP 19940200723 EP19940200723 EP 19940200723 EP 94200723 A EP94200723 A EP 94200723A EP 0619584 B1 EP0619584 B1 EP 0619584B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coating material
- magnetic
- polymeric coating
- temperature
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/20—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/22—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
- H01F1/24—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together the particles being insulated
- H01F1/26—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together the particles being insulated by macromolecular organic substances
Definitions
- the present invention generally relates to a method as specified in the preamble of claim 4, for enhancing the magnetic permeability of an article formed from coated ferromagnetic particles as specified in the preamble of claim 1. More particularly, this invention relates to a method in which a compression-moulded magnetic article is formed from ferromagnetic particles which are coated with a polymeric material, and then annealed so as to substantially relieve the stresses induced in the magnetic article during the compression-moulding process without significantly deteriorating the polymeric coating material, such that the magnetic article exhibits enhanced magnetic permeability without a significant loss in mechanical properties.
- powdered metals and particularly iron and its alloys
- magnets such as soft magnetic AC cores for transformers, inductors, motors, generators, and relays.
- An advantage to using powdered metals is that forming operations, such as compression, injection-moulding, or isostatic pressing techniques, can be used to form intricate moulded part configurations, such as magnetic cores, without the requirement for additional machining and/or piercing operations. As a result, the formed part is often substantially ready for use within its working environment as formed by the moulding process.
- Moulded magnetic cores for AC applications generally should have low magnetic core losses.
- the individual metal particles within the magnetic core must be electrically insulated from each other.
- Numerous types of insulating materials, which also act as the binder required for moulding, have been suggested by the prior art, including inorganic materials such as iron phosphate and alkali metal silicates, as well as an extensive variety of organic polymeric materials. It is also known to coat a powdered metal with an inorganic undercoating and then provide an organic topcoat.
- the coating material should also have the ability to provide sufficient lubrication during the moulding operation so as to enhance the flowability and compressibility of the particles, therefore enabling the moulded product to attain maximum density and strength.
- a shortcoming of the prior art arises in that the maximum operating temperature of a magnetic core will often be determined by the heat-resistant properties of the insulating material used to adhere the metal particles together. It is essential that the integrity of the insulating material should be maintained so as to insulate the individual metal particles from one another and thereby provide low core losses for AC applications. If the magnetic core is exposed to a temperature which exceeds the degradation temperature of the coating material, the ability of the coating material to encapsulate and adhere the particles will likely be degraded, which could ultimately destroy the magnetic core. Even where physical destruction of the magnetic core does not occur, the magnetic field characteristics of the magnetic core will likely be severely impaired because of the degradation of the insulating capability of the coating material due to the elevated temperatures.
- Polybenzimidazole (PBI), aromatic polyamides such as polyphthalamide (PPA), and certain polyimides have been found to perform well as the coating material for powdered iron and/or powdered iron alloys.
- PBI polybenzimidazole
- aromatic polyamides such as polyphthalamide (PPA)
- PPA polyphthalamide
- certain polyimides have been found to perform well as the coating material for powdered iron and/or powdered iron alloys.
- Each of these preferred polymers have operating temperatures, as defined by their heat-deflection temperatures, which permit their use in high-temperature applications of greater than about 270°C. As a result, these preferred polymers perform well, particularly with respect to their ability to withstand relatively high operating temperatures such that the mechanical properties and desired magnetic characteristics of the moulded magnetic core do not deteriorate at high temperatures.
- Polybenzimidazole, an aromatic polyamide such as polyphthalamide, and the preferred polyimides also have the ability to adhere well to the underlying iron particles, bind the iron particles together, and resist thermal and chemical attack, whilst also serving as a lubricant during the compression-moulding process so as to promote high density and strength of the magnetic core.
- the ability of an encapsulating material to serve as a lubricant during the moulding process is also important in that unsuitably low densities correspond to a lower magnetic permeability of the magnetic core.
- a shortcoming associated with compression-moulded magnetic cores is that work-hardening occurs during the compression-moulding process, inducing stresses within the magnetic cores that result in reduced magnetic permeability and possibly higher core losses.
- the magnetic permeability of magnetic cores formed by conventional compression-moulding techniques typically does not exceed about 125 Gauss/Oersteds (G/Oe) at about 50 oersteds field intensity and about 100 to about 400 Hz.
- magnetic cores which are compression-moulded from encapsulated iron particles generally do not exhibit sufficiently high magnetic permeability to be useful in AC applications such as generators, stator cores, transformers and the like, which require magnetic permeability in excess of about 175 G/Oe as measured at about 50 oersteds field intensity and about 100 to about 400 Hz.
- a method for forming a magnetic article suitable for extended high temperature use according to the present invention is characterised by the features specified in the characterising portion of claim 4.
- a compression-moulded magnetic core according to the present invention is characterised by the features specified in the characterising portion of claim 1.
- such a method should entail the use of a coating material for encapsulating the powdered metal particles, wherein the coating material is capable of withstanding temperatures sufficient to anneal a magnetic core which has been compression-moulded from the encapsulated metal particles, such that stresses induced in the magnetic core by the compression-moulding process can be relieved without a significant deterioration in the mechanical properties and magnetic characteristics of the magnetic core as a result of the degradation and/or pyrolyzation of the coating material during annealing.
- such a coating material should have high strength and insulating properties, such that the coating material is capable of strongly adhering the metal particles together so as to permit immediate handling and use of the magnetic core after the moulding process, and such that the metal particles are sufficiently insulated from each other so as to promote low core losses in the magnetic core.
- such a coating material should also exhibit high compressibility so as to facilitate compression-moulding of the metal particles, thereby optimising the density of the magnetic core produced.
- such a coating material should be capable of being deposited onto the metal particles using such methods as a fluidised bed process.
- a method for enhancing the magnetic permeability of compression-moulded magnetic cores which are formed from encapsulated powdered metals wherein the method entails the use of coating materials for encapsulating, i.e., coating, the powdered metals, such as iron and iron alloys, which are capable of withstanding temperatures that are sufficient to anneal the magnetic core.
- coating materials for encapsulating, i.e., coating the powdered metals, such as iron and iron alloys, which are capable of withstanding temperatures that are sufficient to anneal the magnetic core.
- the coating materials which have been determined to be most capable of withstanding the necessary annealing temperatures are polybenzimidazole (PBI) and specific polyimides (PI) having a heat-deflection temperature of at least about 400°C.
- magnetic articles compression-moulded from metal particles encapsulated with these preferred coating materials can sustain temperatures, generally in excess of about 450°C, for a duration which is sufficient to relieve the work-hardening stresses that are induced by the compaction process. The elimination of these stresses is believed to enhance the magnetic permeability of the magnetic article.
- the preferred coating materials do not significantly degrade or pyrolyze at these annealing temperatures, thus alleviating any loss in mechanical properties such as strength, and/or magnetic properties such as permeability, of the magnetic core.
- Each of the preferred coating materials has a heat-deflection temperature in excess of about 400°C, such that magnetic articles moulded from metal particles coated with any of the preferred coating materials are particularly suitable for use at relatively high operating temperatures.
- these coating materials enable the magnetic core to substantially retain its mechanical and magnetic properties at operating temperatures up to at least the corresponding heat-deflection temperature of the particular coating material used.
- the preferred coating materials are also sufficiently soluble, highly resistant to chemical attack, and exhibit relatively high strength and good dielectric properties.
- the coating materials can be applied by fluidised bed processes, and are suitable for use in applications which require high strength and insulating properties within a relatively high temperature environment.
- the coating materials are capable of adhering the metal particles together strongly so as to form a moulded article using a compression-moulding process.
- core losses produced by the insulating effect of the coating materials are suitably low to ensure the desired magnetic characteristics of the magnetic core.
- the coating materials are sufficiently lubricous to promote compaction and densification during the compression-moulding process. The above capabilities are particularly advantageous for the manufacture of magnetic cores which are compression-moulded from the coated metal particles.
- the preferred coating materials can achieve the above advantages whilst being present in relatively low quantities, i.e., less than about one weight percent as compared to the mass of the encapsulated metal particles.
- the coated metal particles are introduced into a suitable moulding apparatus, such as a compression or injection-moulding machine or isostatic press, where the coated metal particles are compressed within a heated mould cavity under a suitably high pressure to compact the coated metal particles to produce a dense, strong and solid magnetic article.
- the magnetic article is annealed at a temperature and for a duration which are sufficient to relieve the work-hardening induced by the moulding process, so as to enhance the magnetic permeability of the magnetic article, and is then allowed to cool, preferably at a rate slow enough to avoid the formation of thermally-induced stresses.
- the preferred coating materials are capable of withstanding the annealing process, such that there is no significant degradation or pyrolyzation of the coating material. Consequently, no significant loss in the strength or the AC magnetic properties of the magnetic article occurs as a result of a detrimental change in the preferred coating materials.
- magnetic cores which are compression-moulded from metal particles encapsulated with the preferred coating materials of this invention exhibit sufficiently high magnetic permeability to be useful in AC applications such as generators, stator cores, transformers and the like, which require magnetic permeability such as in excess of about 175 G/Oe as measured at about 50 oersteds field intensity and about 100 to about 400 Hz.
- Ranges specified herein are understood to be extendable slightly beyond the limits quoted in some cases, without significantly affecting the results sought to be achieved, as is well known in the art.
- the method of this invention involves the use of a group of polymeric coating materials for coating powdered materials, and more particularly, for encapsulating powdered iron and ferromagnetic iron alloys which are moulded under pressure so as to form, for example, magnets that are particularly suitable for use as AC magnetic cores used in the automotive industry.
- the preferred polymeric coating materials are capable of withstanding elevated temperatures which are sufficient to anneal the magnetic cores for the purpose of relieving stresses induced during the moulding process, so as to result in the enhancement of the magnetic permeability of the magnetic cores. It is to be noted that the moulding of other types of articles is also within the scope of the claims of this invention.
- the preferred polymeric materials are polybenzimidazole (PBI) and polyimides (PI) having heat-deflection temperatures of at least about 400°C.
- Such polyimides include those derived from 3-4' oxydianiline and polymethylene dianiline.
- Polybenzimidazole is available under the tradename Celazole U-60 from the Hoechst Celanese Corporation, USA.
- a preferred polyimide that is derived from 3-4'oxydianiline and polymethylene dianiline is available under the tradename Imitech 201A from Imitech, USA. It is to be noted that although these are the preferred polymeric coatings of this invention, it is foreseeable that other polymers having a suitably high heat-deflection temperature could also be foreseeably used. In addition, it is possible that thermoset polymers could be used, however a suitable high-temperature epoxy resin would be required.
- Each of the preferred coating materials is characterised by excellent mechanical properties and dielectric characteristics over a temperature range which exceeds at least about 400°C, as generally determined by a standardised heat-deflection temperature per ASTM test D-648 entitled "Deflection Temperature of Plastics Under Flexural Load", wherein a sheet of the polymeric material is supported at three points and deflection is measured as a function of increasing temperature of the polymeric material.
- Polybenzimidazole has a heat-deflection temperature of about 435°C, whilst the preferred polyimides, which are derived from 3-4'oxydianiline and polymethylene dianiline, have heat-deflection temperatures of at least about 400°C. It was first thought that these materials would not retain their integrity at higher annealing temperatures, thus causing a degradation in the integrity of the moulded article formed from the mass of encapsulated particles. Yet, it was determined that moulded articles formed from ferromagnetic metal particles coated with the preferred polybenzimidazole are able to withstand annealing temperatures of at least about 500°C for an hour, allowing such magnetic cores to be annealed to relieve the stresses induced during the moulding process.
- moulded articles formed from ferromagnetic particles coated with the preferred polyimide are also able to withstand annealing temperatures of at least about 450°C for an hour. Even at these relatively high temperatures, the integrity of the physical and dielectric properties of the magnetic core are retained, resulting in little, if any, degradation in the magnetic characteristics of the moulded article, such as measured by magnetic core loss.
- the preferred coating materials are each soluble in a suitable solvent, thereby permitting their use in the preferred Wurster-type fluidised coating process described above and known in the art.
- polybenzimidazole is soluble in 1-methyl-2-pyrrolidone with lithium chloride
- the preferred polyimides are generally soluble in N-methyl-2-pyrrolidone, though it is foreseeable that other suitable solvents exist and could be used.
- the preferred coating materials of this invention tend to be insoluble in solutions other than their named solvents, thereby making them substantially impervious to chemical attack within most environments, such as that for an engine component of an automobile.
- both polybenzimidazole and the preferred polyimide in at least one solvent is advantageous in view of the preferred coating and moulding processes utilised by the present invention.
- the preferred coating materials, and particularly polybenzimidazole could be used in a slurry-coating process which does not require that the coating material be first dissolved in a solvent.
- magnetic articles which are moulded from ferromagnetic particles encapsulated with the preferred coating materials are capable of withstanding annealing temperatures of at least 450°C for a duration sufficient to relieve the stresses induced by the moulding process, so as to enhance the magnetic permeability of the magnetic article.
- annealing the mechanical and physical properties of the preferred coating materials are retained to provide sufficient adhesion between adjacent metal particles, so as to sustain the desired strength and shape of the magnetic core after moulding.
- the insulating capability of the preferred coating materials is sufficiently retained to minimise magnetic core losses in the moulded article.
- the usable temperature for ferromagnetic metal particles coated with any of the preferred coating materials is in excess of about 375°C, thus permitting their extended use in high-temperature applications.
- the magnetic core loss properties of the moulded article are also retained at these elevated temperatures.
- the preferred coating materials also have desirable flow and feed properties, and are compressible and dense, making them highly suitable for use in compression-moulding processes. As a result, the preferred coating materials can be readily handled with conventional delivery equipment. Furthermore, maximum metal particle density can be achieved with a compression-moulding process.
- each of the preferred coating materials is able to achieve the above advantages whilst being present in quantities lower than about one weight percent, as compared to the total weight of the encapsulated metal particles.
- polybenzimidazole is present in the range of about 0.5 to about one weight percent
- the preferred polyimide is present in the range of about 0.25 to about 0.75 weight percent. It is foreseeable that greater quantities of the preferred coating materials could be used, though a corresponding change in physical properties and/or a reduction in magnetic permeability of the moulded article may result.
- the balance of the moulded article consists of ferromagnetic particles sized preferably in the range of about 5 to about 400 micrometres, and more preferably in the range of about 25 to about 350 micrometres, so as to attain magnetic cores of high permeability, as is discussed more fully later.
- the preferred method for coating the ferromagnetic metal particles utilises a Wurster-type spray-coating fluidised bed of the type known to those skilled in the art, although other methods which produce a uniform coating on the particles could also be used.
- the fluidised bed essentially includes a concentric pair of upright cylindrical vessels, one within the other.
- the outer vessel has its lower axial end closed to form a floor for the outer vessel only, with the inner vessel being suspended above this floor.
- the floor has perforations of various sizes through which heated air is drawn through both vessels. The perforations are sized and located such that the majority of the air flow will occur up through the inner vessel, and then down between the inner vessel and the outer vessel.
- the metal particles Prior to introduction into the fluidised bed, it may be preferred, although not necessary, that the metal particles be pre-sorted according to size, so as to promote substantially uniform coating thicknesses on the metal particles during the coating process.
- a batch of the powdered metal is deposited onto the floor of the vessel, and then circulated with heated air at a rate sufficient to fluidise the particles.
- the flow rate of the air will generally be in the range of about 100 to about 200 cubic meters per hour.
- the air temperature will generally range between about 55°C and 80°C when the coating process begins, but will vary during the coating process with the introduction and evaporation of the solvent. If the air temperature is too low, the solvent will not evaporate upon contact with the metal particle thereby resulting in a poorly-coated particle, whilst if the air temperature is too high, the solvent evaporates too quickly thereby also preventing the formation of a uniformly thick coating on the particles. As the coating process progresses, each of the particles are randomly coated an extraordinarily large number of times, so as to ensure a uniformly thick coating on the particle.
- a spray nozzle located on the floor under the inner chamber serves to introduce one of the preferred coating materials, which is dissolved in an appropriate solvent, into the chamber.
- the solution is preferably about 5 to about 15 weight percent coating material, and more preferably about 10 weight percent coating material, so as to maximise the efficiency of the coating procedure, though suitable coating results can be obtained with an extremely large range of solutions.
- the solution is then sprayed into the fluidised bed. Within the fluidised bed, the solvent is evaporated, leaving the coating material deposited on the particles. Once coated, the encapsulated metal particles are recirculated by the action of the heated air between the confined volumes defined by the inner and outer vessels. Circulation is continued until each metal particle has acquired a uniform and sufficiently thick coating of the particular coating material used, preferably in accordance with the respective weight percentages indicated above for each of the coating materials of this invention. Typically, the coating thickness will be in the range of about 0.3 to about 4.5 micrometres for metal particles in the preferred range of about 5 to about 400 micrometres.
- the coated metal particles may be introduced into a suitable moulding apparatus.
- Typical moulding processes used to form, for example, magnetic cores include compression and injection-moulding and isostatic pressing, and are generally performed at mould temperatures ranging from about room temperature to about 370°C, and more preferably from about 260°C to about 370°C, with the particles being pre-heated to about 150°C to about 175° C.
- the preferred coating materials are sufficiently fluid to flow under pressure during the moulding operation, whilst also being sufficiently viscous to adhere to the metal particles and provide a lubricating action between adjacent metal particles.
- automated handling equipment can be used to process and feed the coated metal particles throughout the coating and moulding processes, resulting in shorter cycle times.
- compaction-moulded articles such as magnetic cores, formed by these processes are characterised by being physically strong and dense, so as to generally enable immediate handling and use of the as-formed moulded articles, as well as to permit machining of the moulded articles if necessary.
- the coated metal particles will readily flow into the mould cavity and, when subjected to typical moulding pressures of 308.886 to 772.215 MPa (about 20 to about 50 tons per square inch (tsi)), will flow sufficiently to become compacted and form a moulded article, such as a ferromagnetic core whose density is preferably greater than about 7.0 grams per cubic centimetre.
- a moulded article such as a ferromagnetic core whose density is preferably greater than about 7.0 grams per cubic centimetre.
- the coating and moulding processes described above can be widely varied to alter the physical and magnetic properties of the moulded article, as is known in the art.
- the moulded article is then annealed at an appropriate temperature so as to relieve the work-hardening stresses induced during the moulding process.
- the preferred temperature range for the annealing process of this invention depends in part on the particular coating material chosen. Generally, an annealing temperature of between about 425°C and about 550°C is preferred for the coating materials of this invention, with a more preferred range of about 475°C to about 550°C for moulded articles formed with polybenzimidazole, and a more preferred range of about 425°C to about 500°C for moulded articles formed with the preferred polyimide.
- the duration of the annealing process is preferably about 0.5 to about 2 hours for typical AC applications.
- annealing durations Whilst a duration of about 1 hour appears to be sufficient for most applications, the optimal duration for any given moulded article will be extremely dependent on the mass and shape of the moulded article. Accordingly, it is foreseeable that annealing durations of less than 0.5 hours or in excess of 2 hours may be preferable under some circumstances.
- the moulded article After annealing, the moulded article is allowed to cool without quenching, preferably at a rate slow enough to avoid the formation of thermally-induced stresses within the moulded article.
- a suitable method is to allow the moulded article to cool by natural convection within the annealing oven as the oven cools from its heating cycle.
- ferromagnetic particles coated in accordance with this invention To determine the preferred annealing temperature for magnetic bodies formed from ferromagnetic particles coated in accordance with this invention, individual quantities of ferromagnetic particles were selectively coated with one of the preferred coating materials in accordance with the fluidised bed process described above.
- the ferromagnetic particles generally had a particle size of about 5 to about 300 micrometres, and were coated with either polybenzimidazole (Celazole U-60 from the Hoechst Celanese Corporation), or the preferred polyimide (Imitech 201A from Imitech).
- the coating material was deposited to a thickness sufficient to result in it being about 0.75 weight percent of the mass of the coated ferromagnetic particles, whilst particles encapsulated with the polyimide were coated to a thickness sufficient to result in the polyimide being about 0.375 weight percent of the mass of the coated particles. These particular weight percents were determined to be the optimal amount for each of the polymeric coatings.
- ferromagnetic particles were also coated with a polyphthalamide obtained from Amoco Performance Products, Inc. USA, under the tradename Amodel AD-1000.
- Polyphthalamide is disclosed as a preferred coating for forming moulded magnetic articles suitable for high-temperature use.
- the polyphthalamide was deposited so as to compose about 0.75 weight percent of the coated ferromagnetic particles.
- a transverse rupture bar of each of the selected coating materials was then formed by room temperature compression-moulding at a moulding pressure of 772.215 MPa (about 50 tsi).
- the transverse rupture bar samples were approximately 31.75 mm (1.25 inches) long, 12.7 mm (0.5 inch) wide, and 9.525 mm (0.375 inch) thick.
- the polyimide-coated transverse rupture bars had densities of about 7.4 g/cm 3
- the polybenzimidazole-coated transverse rupture bars had densities of about 7.5 g/cm 3 .
- test bars for each of the coating materials were selectively annealed at temperatures of about 180°C, 290°C, 400°C, 450°C and 510°C, with one sample of each being left unannealed for comparison.
- the annealing time for the samples was about one hour.
- Strength tests were then conducted to determine the loads at 0.2% offset and loads at failure of the test bars, in accordance with ASTM test B528-83A, entitled "Transverse Rupture Strength of Sintered Metal Powder Specimens.”
- Results of the tensile tests are provided below in Table I, as well as in Figures 1 and 2.
- "PI” is used to indicate the results corresponding to the polyimide-coated transverse rupture bars
- "PBI” is used to indicate the results corresponding to the polybenzimidazole-coated transverse rupture bars
- PPA is used to indicate the comparative results corresponding to the polyphthalamide-coated transverse rupture bars. The lack of data for an entry indicates that the coating material degraded to the extent that testing was not possible.
- the test bars actually required a heavier load for failure as the annealing temperatures were increased, with the polybenzimidazole (PBI) requiring the heaviest loads for failure at elevated temperatures up to and including 510°C.
- the specimens utilising the preferred polyimide as the coating material exhibited some degradation in mechanical properties at about 510 °C, indicating that a more optimum annealing temperature is closer to about 450°C.
- the test bars utilising polyphthalamide as the coating material exhibited the lowest mechanical properties at annealing temperatures above 180°C, with thermal degradation resulting in these specimens being too deteriorated for further testing at annealing temperatures above about 400°C.
- the polybenzimidazole material and the preferred polyimides derived from 3-4'oxydianiline and polymethylene dianiline sufficiently soften so as to relieve the stresses present within the moulded article, whilst the preferred polyimides also possibly imidize at the relatively high temperature, thereby resulting in a stronger, stress-free article.
- the mechanical strength data was used to indicate the extent of polymer degradation.
- the results illustrate that the mechanical properties were enhanced after annealing these ferromagnetic bodies at temperatures of up to at least about 450°C.
- toroidal test samples were formed utilising polybenzimidazole as the coating material by compression-moulding at about 290°C with a moulding pressure of about 772.215 MPa (50 tsi).
- the toroidal test samples had an outer diameter of about 50.8 mm (2 inches), an inner diameter of about 43.18 mm, (1.7 inches), and a cross-sectional thickness of about 6.35 mm (0.25 inch).
- the toroidal samples were annealed at various temperatures for a duration of about one hour. An additional sample was not annealed for purposes of comparison.
- the polybenzimidazole coating was deposited such that the polybenzimidazole composed about 0.75 weight percent of the coated ferromagnetic particles.
- the annealing method of this invention can readily increase magnetic permeability in excess of about 210 G/Oe as measured at about 50 oersteds field intensity and about 100 to about 400 Hz, for a given magnetic article formed from ferromagnetic particles encapsulated with the preferred coating materials of this invention, such that the magnetic article could be used in demanding AC applications.
- toroidal test samples of each preferred coating material were again formed by the compression-moulding method described above.
- Polybenzimidazole was deposited so as to compose about 0.75 weight percent of its respective coated particles, whilst the preferred polyimide was deposited so as to compose about 0.375 weight percent of its respective coated particles.
- the polyimide-coated samples had densities of about 7.4 g/cm 3 , while the polybenzimidazole-coated samples had densities of about 7.5 g/cm 3 .
- a sample of each preferred coating material was then annealed in accordance with the best results achieved under the mechanical tests described above.
- the sample formed from ferromagnetic particles encapsulated with polybenzimidazole was annealed at about 510°C for a duration of about one hour.
- the sample formed from ferromagnetic particles encapsulated with the preferred polyimide was annealed at about 450°C for a duration of about one hour.
- a significant advantage of the present invention is that there is provided a group of polymeric coatings for encapsulating powdered metals which are capable of withstanding temperatures sufficient to anneal a magnetic core that has been compression-moulded from the coated metal particles.
- the stresses induced through work-hardening of the magnetic core during the compression-moulding process can be relieved without a significant loss in the mechanical properties of the magnetic core as a consequence of the degradation and/or pyrolyzation of the coating material during annealing.
- significant improvements in magnetic properties more specifically, improvements in magnetic permeability can be achieved using the preferred coating materials in accordance with this invention.
- magnetic cores made in accordance with this invention are able to exhibit sufficiently higher magnetic permeability of the order of about 210 G/Oe so as to be useful in AC applications such as generators, stator cores, transformers and the like, which require magnetic permeability, such as in excess of about 175 G/Oe at about 50 oersteds field intensity and about 100 to about 400 Hz.
- the temperature capabilities of the preferred coating materials are also beneficial for magnetic cores used in thermally-hostile environments.
- the preferred coating materials imbue mechanical properties to the magnetic cores which include strength and high density as a result of strongly adhering the metal particles together.
- the resistance of the preferred coating materials to high temperatures includes the ability to electrically insulate the metal particles from each other, so as to result in acceptable core losses for many applications, a critical magnetic characteristic for AC applications.
- the preferred coating materials are also highly resistant to a wide variety of chemicals, making their magnetic cores suitable for use in chemically-hostile environments, such as the engine compartment of an automobile.
- the coating materials are sufficiently lubricous so as to enable high densities of the moulded material to be achieved at typical moulding temperatures.
Description
- The present invention generally relates to a method as specified in the preamble of
claim 4, for enhancing the magnetic permeability of an article formed from coated ferromagnetic particles as specified in the preamble ofclaim 1. More particularly, this invention relates to a method in which a compression-moulded magnetic article is formed from ferromagnetic particles which are coated with a polymeric material, and then annealed so as to substantially relieve the stresses induced in the magnetic article during the compression-moulding process without significantly deteriorating the polymeric coating material, such that the magnetic article exhibits enhanced magnetic permeability without a significant loss in mechanical properties. - The use of powdered metals, and particularly iron and its alloys, is known for forming magnets, such as soft magnetic AC cores for transformers, inductors, motors, generators, and relays. An advantage to using powdered metals is that forming operations, such as compression, injection-moulding, or isostatic pressing techniques, can be used to form intricate moulded part configurations, such as magnetic cores, without the requirement for additional machining and/or piercing operations. As a result, the formed part is often substantially ready for use within its working environment as formed by the moulding process.
- Moulded magnetic cores for AC applications generally should have low magnetic core losses. To provide low core losses, the individual metal particles within the magnetic core must be electrically insulated from each other. Numerous types of insulating materials, which also act as the binder required for moulding, have been suggested by the prior art, including inorganic materials such as iron phosphate and alkali metal silicates, as well as an extensive variety of organic polymeric materials. It is also known to coat a powdered metal with an inorganic undercoating and then provide an organic topcoat. In addition to providing adequate insulation and adhesion between the metal particles upon moulding, the coating material should also have the ability to provide sufficient lubrication during the moulding operation so as to enhance the flowability and compressibility of the particles, therefore enabling the moulded product to attain maximum density and strength.
- A shortcoming of the prior art arises in that the maximum operating temperature of a magnetic core will often be determined by the heat-resistant properties of the insulating material used to adhere the metal particles together. It is essential that the integrity of the insulating material should be maintained so as to insulate the individual metal particles from one another and thereby provide low core losses for AC applications. If the magnetic core is exposed to a temperature which exceeds the degradation temperature of the coating material, the ability of the coating material to encapsulate and adhere the particles will likely be degraded, which could ultimately destroy the magnetic core. Even where physical destruction of the magnetic core does not occur, the magnetic field characteristics of the magnetic core will likely be severely impaired because of the degradation of the insulating capability of the coating material due to the elevated temperatures.
- Polybenzimidazole (PBI), aromatic polyamides such as polyphthalamide (PPA), and certain polyimides have been found to perform well as the coating material for powdered iron and/or powdered iron alloys. Each of these preferred polymers have operating temperatures, as defined by their heat-deflection temperatures, which permit their use in high-temperature applications of greater than about 270°C. As a result, these preferred polymers perform well, particularly with respect to their ability to withstand relatively high operating temperatures such that the mechanical properties and desired magnetic characteristics of the moulded magnetic core do not deteriorate at high temperatures.
- Polybenzimidazole, an aromatic polyamide such as polyphthalamide, and the preferred polyimides also have the ability to adhere well to the underlying iron particles, bind the iron particles together, and resist thermal and chemical attack, whilst also serving as a lubricant during the compression-moulding process so as to promote high density and strength of the magnetic core. The ability of an encapsulating material to serve as a lubricant during the moulding process is also important in that unsuitably low densities correspond to a lower magnetic permeability of the magnetic core.
- However, a shortcoming associated with compression-moulded magnetic cores is that work-hardening occurs during the compression-moulding process, inducing stresses within the magnetic cores that result in reduced magnetic permeability and possibly higher core losses. As an example, the magnetic permeability of magnetic cores formed by conventional compression-moulding techniques typically does not exceed about 125 Gauss/Oersteds (G/Oe) at about 50 oersteds field intensity and about 100 to about 400 Hz. As a result, magnetic cores which are compression-moulded from encapsulated iron particles generally do not exhibit sufficiently high magnetic permeability to be useful in AC applications such as generators, stator cores, transformers and the like, which require magnetic permeability in excess of about 175 G/Oe as measured at about 50 oersteds field intensity and about 100 to about 400 Hz.
- To relieve the undesirable stresses induced during compression-moulding, it would be necessary to anneal a magnetic core at a temperature of at least about 450°C, and then cool the magnetic core without quenching. However, polymer coatings generally cannot withstand such temperatures, and tend to degrade and pyrolyze, causing a significant loss of strength and magnetic properties in the magnetic core.
- Thus, it would be desirable to provide a method for enhancing the magnetic permeability of compression-moulded magnetic cores which are formed from encapsulated powdered metals, wherein the coating material has the ability to withstand processing temperatures which are sufficient to anneal the magnetic core so as to relieve the stresses induced by the compression-moulding process. Furthermore, it would be desirable that such a method should not cause a corresponding loss in the mechanical properties and magnetic characteristics of the moulded magnetic core as a result of the degradation and/or pyrolyzation of the coating material during annealing. In addition, such a coating material should be soluble in a suitable solvent, and capable of improving lubrication during the moulding process and providing adhesion between the metal particles after moulding, so as to attain maximum density and strength of the as-moulded article.
- A method for forming a magnetic article suitable for extended high temperature use according to the present invention is characterised by the features specified in the characterising portion of
claim 4. A compression-moulded magnetic core according to the present invention is characterised by the features specified in the characterising portion ofclaim 1. - It is an object of this invention to provide a method for enhancing the magnetic permeability of compression-moulded magnetic cores which are formed from encapsulated powdered metals.
- It is a further object of this invention that such a method should entail the use of a coating material for encapsulating the powdered metal particles, wherein the coating material is capable of withstanding temperatures sufficient to anneal a magnetic core which has been compression-moulded from the encapsulated metal particles, such that stresses induced in the magnetic core by the compression-moulding process can be relieved without a significant deterioration in the mechanical properties and magnetic characteristics of the magnetic core as a result of the degradation and/or pyrolyzation of the coating material during annealing.
- It is yet another object of this invention that such a coating material should have high strength and insulating properties, such that the coating material is capable of strongly adhering the metal particles together so as to permit immediate handling and use of the magnetic core after the moulding process, and such that the metal particles are sufficiently insulated from each other so as to promote low core losses in the magnetic core.
- It is a still a further object of this invention that such a coating material should also exhibit high compressibility so as to facilitate compression-moulding of the metal particles, thereby optimising the density of the magnetic core produced.
- Lastly, it is yet another object of this invention that such a coating material should be capable of being deposited onto the metal particles using such methods as a fluidised bed process.
- In accordance with a preferred embodiment of this invention, these and other objects and advantages are accomplished as follows.
- According to the present invention, there is provided a method for enhancing the magnetic permeability of compression-moulded magnetic cores which are formed from encapsulated powdered metals, wherein the method entails the use of coating materials for encapsulating, i.e., coating, the powdered metals, such as iron and iron alloys, which are capable of withstanding temperatures that are sufficient to anneal the magnetic core. As a result, the stresses induced in the magnetic core by the compression-moulding process can be relieved without a substantial loss in the mechanical properties and magnetic characteristics of the magnetic core as a consequence of the degradation of the coating material during annealing.
- The coating materials which have been determined to be most capable of withstanding the necessary annealing temperatures are polybenzimidazole (PBI) and specific polyimides (PI) having a heat-deflection temperature of at least about 400°C.
- It has been determined that magnetic articles compression-moulded from metal particles encapsulated with these preferred coating materials can sustain temperatures, generally in excess of about 450°C, for a duration which is sufficient to relieve the work-hardening stresses that are induced by the compaction process. The elimination of these stresses is believed to enhance the magnetic permeability of the magnetic article. According to this invention, the preferred coating materials do not significantly degrade or pyrolyze at these annealing temperatures, thus alleviating any loss in mechanical properties such as strength, and/or magnetic properties such as permeability, of the magnetic core.
- Each of the preferred coating materials has a heat-deflection temperature in excess of about 400°C, such that magnetic articles moulded from metal particles coated with any of the preferred coating materials are particularly suitable for use at relatively high operating temperatures. Specifically, these coating materials enable the magnetic core to substantially retain its mechanical and magnetic properties at operating temperatures up to at least the corresponding heat-deflection temperature of the particular coating material used.
- The preferred coating materials are also sufficiently soluble, highly resistant to chemical attack, and exhibit relatively high strength and good dielectric properties. As a result, the coating materials can be applied by fluidised bed processes, and are suitable for use in applications which require high strength and insulating properties within a relatively high temperature environment. The coating materials are capable of adhering the metal particles together strongly so as to form a moulded article using a compression-moulding process. Furthermore, core losses produced by the insulating effect of the coating materials are suitably low to ensure the desired magnetic characteristics of the magnetic core. Finally, the coating materials are sufficiently lubricous to promote compaction and densification during the compression-moulding process. The above capabilities are particularly advantageous for the manufacture of magnetic cores which are compression-moulded from the coated metal particles.
- The preferred coating materials can achieve the above advantages whilst being present in relatively low quantities, i.e., less than about one weight percent as compared to the mass of the encapsulated metal particles. The coated metal particles are introduced into a suitable moulding apparatus, such as a compression or injection-moulding machine or isostatic press, where the coated metal particles are compressed within a heated mould cavity under a suitably high pressure to compact the coated metal particles to produce a dense, strong and solid magnetic article.
- The magnetic article is annealed at a temperature and for a duration which are sufficient to relieve the work-hardening induced by the moulding process, so as to enhance the magnetic permeability of the magnetic article, and is then allowed to cool, preferably at a rate slow enough to avoid the formation of thermally-induced stresses. The preferred coating materials are capable of withstanding the annealing process, such that there is no significant degradation or pyrolyzation of the coating material. Consequently, no significant loss in the strength or the AC magnetic properties of the magnetic article occurs as a result of a detrimental change in the preferred coating materials. Thus, magnetic cores which are compression-moulded from metal particles encapsulated with the preferred coating materials of this invention exhibit sufficiently high magnetic permeability to be useful in AC applications such as generators, stator cores, transformers and the like, which require magnetic permeability such as in excess of about 175 G/Oe as measured at about 50 oersteds field intensity and about 100 to about 400 Hz.
- Other objects and advantages of this invention will be better appreciated from the following detailed description taken in conjunction with the accompanying drawings in which:
- Figures 1 and 2 are graphs which illustrate the effect that various annealing temperatures have on the mechanical properties of magnetic articles formed in accordance with this invention; and
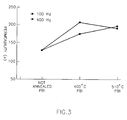
- Figure 3 is a graph which illustrates the effect that annealing has on the permeability of magnetic articles formed in accordance with this invention.
- Ranges specified herein are understood to be extendable slightly beyond the limits quoted in some cases, without significantly affecting the results sought to be achieved, as is well known in the art.
- The method of this invention involves the use of a group of polymeric coating materials for coating powdered materials, and more particularly, for encapsulating powdered iron and ferromagnetic iron alloys which are moulded under pressure so as to form, for example, magnets that are particularly suitable for use as AC magnetic cores used in the automotive industry. The preferred polymeric coating materials are capable of withstanding elevated temperatures which are sufficient to anneal the magnetic cores for the purpose of relieving stresses induced during the moulding process, so as to result in the enhancement of the magnetic permeability of the magnetic cores. It is to be noted that the moulding of other types of articles is also within the scope of the claims of this invention.
- According to the present invention, the preferred polymeric materials are polybenzimidazole (PBI) and polyimides (PI) having heat-deflection temperatures of at least about 400°C. Such polyimides include those derived from 3-4' oxydianiline and polymethylene dianiline. Polybenzimidazole is available under the tradename Celazole U-60 from the Hoechst Celanese Corporation, USA. A preferred polyimide that is derived from 3-4'oxydianiline and polymethylene dianiline is available under the tradename Imitech 201A from Imitech, USA. It is to be noted that although these are the preferred polymeric coatings of this invention, it is foreseeable that other polymers having a suitably high heat-deflection temperature could also be foreseeably used. In addition, it is possible that thermoset polymers could be used, however a suitable high-temperature epoxy resin would be required.
- Each of the preferred coating materials is characterised by excellent mechanical properties and dielectric characteristics over a temperature range which exceeds at least about 400°C, as generally determined by a standardised heat-deflection temperature per ASTM test D-648 entitled "Deflection Temperature of Plastics Under Flexural Load", wherein a sheet of the polymeric material is supported at three points and deflection is measured as a function of increasing temperature of the polymeric material.
- Polybenzimidazole has a heat-deflection temperature of about 435°C, whilst the preferred polyimides, which are derived from 3-4'oxydianiline and polymethylene dianiline, have heat-deflection temperatures of at least about 400°C. It was first thought that these materials would not retain their integrity at higher annealing temperatures, thus causing a degradation in the integrity of the moulded article formed from the mass of encapsulated particles. Yet, it was determined that moulded articles formed from ferromagnetic metal particles coated with the preferred polybenzimidazole are able to withstand annealing temperatures of at least about 500°C for an hour, allowing such magnetic cores to be annealed to relieve the stresses induced during the moulding process. In addition, moulded articles formed from ferromagnetic particles coated with the preferred polyimide, such as those derived from 3-4'oxydianiline and polymethylene dianiline, are also able to withstand annealing temperatures of at least about 450°C for an hour. Even at these relatively high temperatures, the integrity of the physical and dielectric properties of the magnetic core are retained, resulting in little, if any, degradation in the magnetic characteristics of the moulded article, such as measured by magnetic core loss.
- In addition, the preferred coating materials are each soluble in a suitable solvent, thereby permitting their use in the preferred Wurster-type fluidised coating process described above and known in the art. Specifically, polybenzimidazole is soluble in 1-methyl-2-pyrrolidone with lithium chloride, and the preferred polyimides are generally soluble in N-methyl-2-pyrrolidone, though it is foreseeable that other suitable solvents exist and could be used. However, the preferred coating materials of this invention tend to be insoluble in solutions other than their named solvents, thereby making them substantially impervious to chemical attack within most environments, such as that for an engine component of an automobile.
- The solubility of both polybenzimidazole and the preferred polyimide in at least one solvent is advantageous in view of the preferred coating and moulding processes utilised by the present invention. Though it is foreseeable that the preferred coating materials, and particularly polybenzimidazole, could be used in a slurry-coating process which does not require that the coating material be first dissolved in a solvent. However, it is generally preferable to use a fluidised coating process, wherein the preferred polymer is in solution so as to achieve a more uniform coating on the powdered materials, thereby promoting low core losses.
- According to the present invention, magnetic articles which are moulded from ferromagnetic particles encapsulated with the preferred coating materials are capable of withstanding annealing temperatures of at least 450°C for a duration sufficient to relieve the stresses induced by the moulding process, so as to enhance the magnetic permeability of the magnetic article. After annealing, the mechanical and physical properties of the preferred coating materials are retained to provide sufficient adhesion between adjacent metal particles, so as to sustain the desired strength and shape of the magnetic core after moulding. Furthermore, the insulating capability of the preferred coating materials is sufficiently retained to minimise magnetic core losses in the moulded article.
- The usable temperature for ferromagnetic metal particles coated with any of the preferred coating materials is in excess of about 375°C, thus permitting their extended use in high-temperature applications. Correspondingly, the magnetic core loss properties of the moulded article are also retained at these elevated temperatures.
- The preferred coating materials also have desirable flow and feed properties, and are compressible and dense, making them highly suitable for use in compression-moulding processes. As a result, the preferred coating materials can be readily handled with conventional delivery equipment. Furthermore, maximum metal particle density can be achieved with a compression-moulding process.
- Each of the preferred coating materials is able to achieve the above advantages whilst being present in quantities lower than about one weight percent, as compared to the total weight of the encapsulated metal particles. Most preferably, polybenzimidazole is present in the range of about 0.5 to about one weight percent, and the preferred polyimide is present in the range of about 0.25 to about 0.75 weight percent. It is foreseeable that greater quantities of the preferred coating materials could be used, though a corresponding change in physical properties and/or a reduction in magnetic permeability of the moulded article may result.
- The balance of the moulded article, about 99 weight percent, consists of ferromagnetic particles sized preferably in the range of about 5 to about 400 micrometres, and more preferably in the range of about 25 to about 350 micrometres, so as to attain magnetic cores of high permeability, as is discussed more fully later.
- The preferred method for coating the ferromagnetic metal particles utilises a Wurster-type spray-coating fluidised bed of the type known to those skilled in the art, although other methods which produce a uniform coating on the particles could also be used. The fluidised bed essentially includes a concentric pair of upright cylindrical vessels, one within the other. The outer vessel has its lower axial end closed to form a floor for the outer vessel only, with the inner vessel being suspended above this floor. The floor has perforations of various sizes through which heated air is drawn through both vessels. The perforations are sized and located such that the majority of the air flow will occur up through the inner vessel, and then down between the inner vessel and the outer vessel. Prior to introduction into the fluidised bed, it may be preferred, although not necessary, that the metal particles be pre-sorted according to size, so as to promote substantially uniform coating thicknesses on the metal particles during the coating process.
- At start-up, a batch of the powdered metal is deposited onto the floor of the vessel, and then circulated with heated air at a rate sufficient to fluidise the particles. According to the batch size and particle sizes, the flow rate of the air will generally be in the range of about 100 to about 200 cubic meters per hour. Also, the air temperature will generally range between about 55°C and 80°C when the coating process begins, but will vary during the coating process with the introduction and evaporation of the solvent. If the air temperature is too low, the solvent will not evaporate upon contact with the metal particle thereby resulting in a poorly-coated particle, whilst if the air temperature is too high, the solvent evaporates too quickly thereby also preventing the formation of a uniformly thick coating on the particles. As the coating process progresses, each of the particles are randomly coated an extraordinarily large number of times, so as to ensure a uniformly thick coating on the particle.
- A spray nozzle located on the floor under the inner chamber serves to introduce one of the preferred coating materials, which is dissolved in an appropriate solvent, into the chamber. The solution is preferably about 5 to about 15 weight percent coating material, and more preferably about 10 weight percent coating material, so as to maximise the efficiency of the coating procedure, though suitable coating results can be obtained with an extremely large range of solutions.
- The solution is then sprayed into the fluidised bed. Within the fluidised bed, the solvent is evaporated, leaving the coating material deposited on the particles. Once coated, the encapsulated metal particles are recirculated by the action of the heated air between the confined volumes defined by the inner and outer vessels. Circulation is continued until each metal particle has acquired a uniform and sufficiently thick coating of the particular coating material used, preferably in accordance with the respective weight percentages indicated above for each of the coating materials of this invention. Typically, the coating thickness will be in the range of about 0.3 to about 4.5 micrometres for metal particles in the preferred range of about 5 to about 400 micrometres.
- As stated previously, other deposition methods may also be employed so long as a substantially uniform coating on each particle is obtained.
- Thereafter, the coated metal particles may be introduced into a suitable moulding apparatus. Typical moulding processes used to form, for example, magnetic cores, include compression and injection-moulding and isostatic pressing, and are generally performed at mould temperatures ranging from about room temperature to about 370°C, and more preferably from about 260°C to about 370°C, with the particles being pre-heated to about 150°C to about 175° C. At these temperatures, the preferred coating materials are sufficiently fluid to flow under pressure during the moulding operation, whilst also being sufficiently viscous to adhere to the metal particles and provide a lubricating action between adjacent metal particles. As a result, automated handling equipment can be used to process and feed the coated metal particles throughout the coating and moulding processes, resulting in shorter cycle times. Yet the compaction-moulded articles, such as magnetic cores, formed by these processes are characterised by being physically strong and dense, so as to generally enable immediate handling and use of the as-formed moulded articles, as well as to permit machining of the moulded articles if necessary.
- In that the metal particles and the mould cavity are pre-heated, the coated metal particles will readily flow into the mould cavity and, when subjected to typical moulding pressures of 308.886 to 772.215 MPa (about 20 to about 50 tons per square inch (tsi)), will flow sufficiently to become compacted and form a moulded article, such as a ferromagnetic core whose density is preferably greater than about 7.0 grams per cubic centimetre. The coating and moulding processes described above can be widely varied to alter the physical and magnetic properties of the moulded article, as is known in the art.
- The moulded article is then annealed at an appropriate temperature so as to relieve the work-hardening stresses induced during the moulding process. The preferred temperature range for the annealing process of this invention depends in part on the particular coating material chosen. Generally, an annealing temperature of between about 425°C and about 550°C is preferred for the coating materials of this invention, with a more preferred range of about 475°C to about 550°C for moulded articles formed with polybenzimidazole, and a more preferred range of about 425°C to about 500°C for moulded articles formed with the preferred polyimide. The duration of the annealing process is preferably about 0.5 to about 2 hours for typical AC applications. Whilst a duration of about 1 hour appears to be sufficient for most applications, the optimal duration for any given moulded article will be extremely dependent on the mass and shape of the moulded article. Accordingly, it is foreseeable that annealing durations of less than 0.5 hours or in excess of 2 hours may be preferable under some circumstances.
- After annealing, the moulded article is allowed to cool without quenching, preferably at a rate slow enough to avoid the formation of thermally-induced stresses within the moulded article. A suitable method is to allow the moulded article to cool by natural convection within the annealing oven as the oven cools from its heating cycle.
- To determine the preferred annealing temperature for magnetic bodies formed from ferromagnetic particles coated in accordance with this invention, individual quantities of ferromagnetic particles were selectively coated with one of the preferred coating materials in accordance with the fluidised bed process described above. The ferromagnetic particles generally had a particle size of about 5 to about 300 micrometres, and were coated with either polybenzimidazole (Celazole U-60 from the Hoechst Celanese Corporation), or the preferred polyimide (Imitech 201A from Imitech). For the particles encapsulated with polybenzimidazole, the coating material was deposited to a thickness sufficient to result in it being about 0.75 weight percent of the mass of the coated ferromagnetic particles, whilst particles encapsulated with the polyimide were coated to a thickness sufficient to result in the polyimide being about 0.375 weight percent of the mass of the coated particles. These particular weight percents were determined to be the optimal amount for each of the polymeric coatings.
- For comparison, ferromagnetic particles were also coated with a polyphthalamide obtained from Amoco Performance Products, Inc. USA, under the tradename Amodel AD-1000. Polyphthalamide is disclosed as a preferred coating for forming moulded magnetic articles suitable for high-temperature use. The polyphthalamide was deposited so as to compose about 0.75 weight percent of the coated ferromagnetic particles.
- A transverse rupture bar of each of the selected coating materials was then formed by room temperature compression-moulding at a moulding pressure of 772.215 MPa (about 50 tsi). The transverse rupture bar samples were approximately 31.75 mm (1.25 inches) long, 12.7 mm (0.5 inch) wide, and 9.525 mm (0.375 inch) thick. The polyimide-coated transverse rupture bars had densities of about 7.4 g/cm3, whilst the polybenzimidazole-coated transverse rupture bars had densities of about 7.5 g/cm3.
- After forming, test bars for each of the coating materials were selectively annealed at temperatures of about 180°C, 290°C, 400°C, 450°C and 510°C, with one sample of each being left unannealed for comparison. The annealing time for the samples was about one hour. Strength tests were then conducted to determine the loads at 0.2% offset and loads at failure of the test bars, in accordance with ASTM test B528-83A, entitled "Transverse Rupture Strength of Sintered Metal Powder Specimens."
- Results of the tensile tests are provided below in Table I, as well as in Figures 1 and 2. In Table I and Figures 1 and 2, "PI" is used to indicate the results corresponding to the polyimide-coated transverse rupture bars, "PBI" is used to indicate the results corresponding to the polybenzimidazole-coated transverse rupture bars, and "PPA" is used to indicate the comparative results corresponding to the polyphthalamide-coated transverse rupture bars. The lack of data for an entry indicates that the coating material degraded to the extent that testing was not possible.
TABLE I No Post Bake PPA PI PBI Max Failure Load MPa(psi) 12.79(1855) 20.42(2962) 15.93(2310) 0.2% Offset Load MPa(psi) 10.63(1542) 20.15(2923) 15.04(2181) 180°C Anneal Max Failure Load MPa(psi) 38.18(5537) 15.57(2258) 20.07(2911) 0.2% Offset Load MPa(psi) 36.71(5325) 15.44(2240) 18.96(2750) 290°C Anneal Max Failure Load MPa(psi) 41.12(5964) 63.52(9213) 70.70(11270) 0.2% Offset Load MPa(psi) 39.44(5721) 45.11(6542) 52.54(7621) 400°C Anneal Max Failure Load MPa(psi) 29.49(4277) 86.81(12590) 98.04(14220) 0.2% Offset Load MPa(psi) 23.12(3353) 53.08(7698) 59.58(8642) 450°C Anneal Max Failure Load MPa(psi) -- 90.98(13170) 105.90(15360) 0.2% Offset Load MPa(psi) -- 51.89(7526) 67.49(9788) 510°C Anneal Max Failure Load MPa(psi) -- 68.48(9932) 106.18(15400) 0.2% Offset Load MPa(psi) -- 46.55(6751) 67.09(9730) - The above data illustrates that the preferred coating materials of this invention exhibited suitable strength after annealing at the selected temperatures. In fact, the test bars actually required a heavier load for failure as the annealing temperatures were increased, with the polybenzimidazole (PBI) requiring the heaviest loads for failure at elevated temperatures up to and including 510°C. The specimens utilising the preferred polyimide as the coating material exhibited some degradation in mechanical properties at about 510 °C, indicating that a more optimum annealing temperature is closer to about 450°C. In contrast, the test bars utilising polyphthalamide as the coating material exhibited the lowest mechanical properties at annealing temperatures above 180°C, with thermal degradation resulting in these specimens being too deteriorated for further testing at annealing temperatures above about 400°C.
- It is believed that, at their respective preferred annealing temperatures, the polybenzimidazole material and the preferred polyimides derived from 3-4'oxydianiline and polymethylene dianiline, sufficiently soften so as to relieve the stresses present within the moulded article, whilst the preferred polyimides also possibly imidize at the relatively high temperature, thereby resulting in a stronger, stress-free article.
- The mechanical strength data was used to indicate the extent of polymer degradation. The results illustrate that the mechanical properties were enhanced after annealing these ferromagnetic bodies at temperatures of up to at least about 450°C.
- To evaluate the effect that annealing has on the magnetic properties of magnetic bodies formed from the preferred coating materials, toroidal test samples were formed utilising polybenzimidazole as the coating material by compression-moulding at about 290°C with a moulding pressure of about 772.215 MPa (50 tsi). The toroidal test samples had an outer diameter of about 50.8 mm (2 inches), an inner diameter of about 43.18 mm, (1.7 inches), and a cross-sectional thickness of about 6.35 mm (0.25 inch). The toroidal samples were annealed at various temperatures for a duration of about one hour. An additional sample was not annealed for purposes of comparison. The polybenzimidazole coating was deposited such that the polybenzimidazole composed about 0.75 weight percent of the coated ferromagnetic particles.
- The samples were then tested to determine permeability (µ) when exposed to 100 Hz and 400 Hz AC currents. The best test results were achieved for the samples annealed at either 450°C or 510°C, the data for these samples being illustrated in Figure 3. The data obtained from these samples indicated that a substantial increase in permeability occurred for the samples which were annealed, in comparison to the sample which was not. Such results are compatible with the position that the compression-moulding process work-hardens the moulded articles, causing a corresponding decrease in magnetic permeability thereof. By annealing the test samples, the stresses resulting from work-hardening were sufficiently relieved so as to cause an increase in magnetic permeability, as shown by the results in Figure 3. It is anticipated that the annealing method of this invention can readily increase magnetic permeability in excess of about 210 G/Oe as measured at about 50 oersteds field intensity and about 100 to about 400 Hz, for a given magnetic article formed from ferromagnetic particles encapsulated with the preferred coating materials of this invention, such that the magnetic article could be used in demanding AC applications.
- To further evaluate the magnetic properties of magnetic bodies formed from the preferred coating materials, toroidal test samples of each preferred coating material were again formed by the compression-moulding method described above. Polybenzimidazole was deposited so as to compose about 0.75 weight percent of its respective coated particles, whilst the preferred polyimide was deposited so as to compose about 0.375 weight percent of its respective coated particles. The polyimide-coated samples had densities of about 7.4 g/cm3, while the polybenzimidazole-coated samples had densities of about 7.5 g/cm3.
- A sample of each preferred coating material was then annealed in accordance with the best results achieved under the mechanical tests described above. The sample formed from ferromagnetic particles encapsulated with polybenzimidazole was annealed at about 510°C for a duration of about one hour. The sample formed from ferromagnetic particles encapsulated with the preferred polyimide was annealed at about 450°C for a duration of about one hour.
- The samples were then tested to determine the magnetic field intensity (Hmax) in oersteds, flux density (Bmax) in gauss, total core loss (Pcm) in watts per pound, and permeability (µ) when exposed to a DC current, a 100 Hz AC current and a 400 Hz AC current. Results of these tests are provided below in Table II. In the table, each of the coating materials are identified as before in Table I.
TABLE II DC current PI PBI Hmax (Oe) 160 159 Bmax (G) 16,000 16,800 Permeability (µ) 100 106 Freq = 100 Hz Hmax (Oe) 59.1 75.9 Bmax (G) 12,520 15,100 Permeability (µ) 212 198 Core Loss (W/lb) 23.0 39.8 Freq = 400 Hz Hmax (Oe) 58.9 78.6 Bmax (G) 12,520 15,100 Permeability (µ) 213 192 Core Loss (W/lb) 120 326 - The above data, in conjunction with the results shown in Figure 3, illustrates that useful magnetic core bodies having enhanced permeabilities were obtained by annealing the samples. Whilst the polyimide (PI) samples exhibited lower core losses than the polybenzimidazole (PBI) samples, it is expected that improvements could be made to the polybenzimidazole (PBI) by achieving a more uniform coating on the individual ferromagnetic particles, or by using lower moulding pressures. A possible explanation for the polyimide samples having lower core losses is that it is believed that the preferred polyimide partially imidizes during moulding and almost fully imidizes during annealing.
- From the above, it will be apparent to one skilled in the art that a significant advantage of the present invention is that there is provided a group of polymeric coatings for encapsulating powdered metals which are capable of withstanding temperatures sufficient to anneal a magnetic core that has been compression-moulded from the coated metal particles. As a result, the stresses induced through work-hardening of the magnetic core during the compression-moulding process can be relieved without a significant loss in the mechanical properties of the magnetic core as a consequence of the degradation and/or pyrolyzation of the coating material during annealing. Furthermore, it is apparent that significant improvements in magnetic properties, more specifically, improvements in magnetic permeability can be achieved using the preferred coating materials in accordance with this invention. As a result, magnetic cores made in accordance with this invention are able to exhibit sufficiently higher magnetic permeability of the order of about 210 G/Oe so as to be useful in AC applications such as generators, stator cores, transformers and the like, which require magnetic permeability, such as in excess of about 175 G/Oe at about 50 oersteds field intensity and about 100 to about 400 Hz.
- The temperature capabilities of the preferred coating materials are also beneficial for magnetic cores used in thermally-hostile environments. The preferred coating materials imbue mechanical properties to the magnetic cores which include strength and high density as a result of strongly adhering the metal particles together.
- Furthermore, the resistance of the preferred coating materials to high temperatures includes the ability to electrically insulate the metal particles from each other, so as to result in acceptable core losses for many applications, a critical magnetic characteristic for AC applications. The preferred coating materials are also highly resistant to a wide variety of chemicals, making their magnetic cores suitable for use in chemically-hostile environments, such as the engine compartment of an automobile. In addition, the coating materials are sufficiently lubricous so as to enable high densities of the moulded material to be achieved at typical moulding temperatures.
- Whilst the invention has been described in terms of a preferred embodiment thereof, it is apparent that other forms could be adopted by one skilled in the art; for example, by substituting other thermoplastic polymers having a heat-deflection temperature of at least about 400°C, or by modifying the processing parameters such as the temperatures or pressures employed, or by substituting other appropriate powdered materials such as other magnetic or magnetisable materials, or by utilising the particular materials and methods for use in alternative applications. Accordingly, the scope of the present invention is to be limited only by the scope of the following claims.
Claims (12)
- A compression-moulded magnetic core comprising a coalesced body consisting of a plurality of coated ferromagnetic particles, in which said plurality of coated ferromagnetic particles comprise individual ferromagnetic particles which are each substantially surrounded by a polymeric coating material, characterised in that the polymeric coating material is selected from the group consisting of polybenzimidazole and polyimides derived from 3-4'oxydianiline and polymethylene dianiline, the polymeric coating material constitutes less than substantially one weight percent as compared to the total mass of the coalesced body, and said magnetic core has a magnetic permeability of at least 175 G/Oe as measured at 50 oersteds field intensity and at 100 to 400 Hz.
- A magnetic core according to claim 1, in which the polymeric coating material is polybenzimidazole and constitutes 0.5 to one weight percent as compared to the total mass of the coalesced body.
- A magnetic core according to claim 1, in which the polymeric coating material is the polyimide derived from 3-4'oxydianiline and polymethylene dianiline, and the polymeric coating material constitutes 0.25 to 0.75 weight percent as compared to the total mass of the coalesced body.
- A method for forming a magnetic article suitable for extended high temperature use, the method comprising the steps of: depositing onto each of a plurality of ferromagnetic particles a substantially uniform encapsulating layer of a polymeric coating material to form a plurality of coated particles comprising less than substantially one weight percent of the polymeric coating material, the plurality of ferromagnetic particles ranging in size from 5 to 400 micrometres; and compacting the plurality of coated particles within a mould cavity at a temperature and pressure which are sufficient to compact and adhere the plurality of coated particles together with the polymeric coating material to form the magnetic article; characterised in that the polymeric coating material is selected from the group consisting of polybenzimidazole and polyimides having a heat-deflection temperature of at least 400°C and the magnetic article is annealed at a temperature and for a duration which are sufficient to relieve stresses induced by the compacting step so as to enhance the magnetic permeability of the magnetic article without significantly degrading or pyrolyzing the polymeric coating material.
- A method according to claim 4, in which the polyimide is derived from 3-4'oxydianiline and polymethylene dianiline.
- A method according to claim 4, in which the polymeric coating material is polybenzimidazole and constitutes 0.5 to one weight percent as compared to the total mass of the plurality of coated particles after the depositing step.
- A method according to claim 4, in which the polymeric coating material is polyimide and constitutes 0.25 to 0.75 weight percent as compared to the total mass of the plurality of coated particles after the depositing step.
- A method according to claim 4, in which the magnetic article is compression-moulded at a temperature ranging from room temperature up to 370°C.
- A method according to claim 4, in which the layer of polymeric coating material is deposited on the plurality of ferromagnetic particles using fluidised bed spray methods.
- A method according to claim 4, in which the polymeric coating material is polybenzimidazole and the magnetic article is annealed at a temperature of 475°C to 550°C.
- A method according to claim 4, in which the polymeric coating material is polyimide and the magnetic article is annealed at a temperature of 425°C to 500°C.
- A method according to claim 4, in which the magnetic article has a magnetic permeability of at least 175 G/Oe as measured at 50 oersteds field intensity and at 100 to 400 Hz.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US4442193A | 1993-04-09 | 1993-04-09 | |
| US44421 | 1993-04-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0619584A2 EP0619584A2 (en) | 1994-10-12 |
| EP0619584A3 EP0619584A3 (en) | 1994-10-26 |
| EP0619584B1 true EP0619584B1 (en) | 1997-07-16 |
Family
ID=21932297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19940200723 Expired - Lifetime EP0619584B1 (en) | 1993-04-09 | 1994-03-21 | Magnetic body formed from encapsulated ferromagnetic particles and method for the manufacture thereof |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0619584B1 (en) |
| JP (1) | JPH076911A (en) |
| DE (1) | DE69404195T2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7803457B2 (en) | 2003-12-29 | 2010-09-28 | General Electric Company | Composite coatings for groundwall insulation, method of manufacture thereof and articles derived therefrom |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE9401392D0 (en) * | 1994-04-25 | 1994-04-25 | Hoeganaes Ab | Heat-treating or iron powders |
| US6054210A (en) * | 1996-04-10 | 2000-04-25 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Molded magnetic article |
| US20050164002A1 (en) * | 2002-05-09 | 2005-07-28 | Krizan Timothy D. | Polymeric particles |
| WO2004015724A1 (en) | 2002-08-07 | 2004-02-19 | Hitachi Powdered Metals Co., Ltd. | Dust core and process for producing the same |
| JP2010270197A (en) * | 2009-05-20 | 2010-12-02 | Citizen Electronics Co Ltd | Resin composition for coating and cured product obtained by using the composition |
| KR20180033883A (en) * | 2016-09-26 | 2018-04-04 | 삼성전기주식회사 | Inductor |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4358419A (en) * | 1980-11-12 | 1982-11-09 | The United States Of America As Represented By The United States Department Of Energy | Method of making amorphous metal composites |
| US4543208A (en) * | 1982-12-27 | 1985-09-24 | Tokyo Shibaura Denki Kabushiki Kaisha | Magnetic core and method of producing the same |
-
1994
- 1994-03-21 DE DE1994604195 patent/DE69404195T2/en not_active Expired - Fee Related
- 1994-03-21 EP EP19940200723 patent/EP0619584B1/en not_active Expired - Lifetime
- 1994-04-11 JP JP7228594A patent/JPH076911A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7803457B2 (en) | 2003-12-29 | 2010-09-28 | General Electric Company | Composite coatings for groundwall insulation, method of manufacture thereof and articles derived therefrom |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0619584A3 (en) | 1994-10-26 |
| DE69404195D1 (en) | 1997-08-21 |
| DE69404195T2 (en) | 1997-10-30 |
| EP0619584A2 (en) | 1994-10-12 |
| JPH076911A (en) | 1995-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5595609A (en) | Annealed polymer-bonded soft magnetic body | |
| EP0535806B1 (en) | Thermoplastic coated iron powder components and methods of making same | |
| US5063011A (en) | Doubly-coated iron particles | |
| EP0647180B1 (en) | Thermoplastic coated magnetic powder compositions and methods of making same | |
| KR100267836B1 (en) | Method of making iron powder components containing thermoplastic resin | |
| US5225459A (en) | Method of making an iron/polymer powder composition | |
| US6808807B2 (en) | Coated ferromagnetic particles and composite magnetic articles thereof | |
| US5629092A (en) | Lubricous encapsulated ferromagnetic particles | |
| US5306524A (en) | Thermoplastic coated magnetic powder compositions and methods of making same | |
| JP4689038B2 (en) | Soft magnetic synthetic material and manufacturing method thereof | |
| JP2015053499A (en) | Soft magnetic powder | |
| US7153594B2 (en) | Iron-based powder | |
| US5679402A (en) | Method of making lubricous polymer-encapsulated ferromagnetic particles | |
| US5563001A (en) | Encapsulated ferromagnetic particles suitable for high temperature use | |
| EP0619584B1 (en) | Magnetic body formed from encapsulated ferromagnetic particles and method for the manufacture thereof | |
| US5271891A (en) | Method of sintering using polyphenylene oxide coated powdered metal | |
| US5589010A (en) | Annealed polymer-bonded soft magnetic body | |
| PL209529B1 (en) | Soft magnetic powder composition comprising insulated particles and a lubricant selected from organo-silanes, -titanates, -aluminates and zirconates and a process for their preparation | |
| US6179894B1 (en) | Method of improving compressibility of a powder and articles formed thereby | |
| US6054210A (en) | Molded magnetic article | |
| EP1675137B1 (en) | Process for producing soft magnetism material | |
| JP2005079511A (en) | Soft magnetic material and its manufacturing method | |
| EP0338736A2 (en) | Shaped aromatic imide polymer article and method of producing same | |
| KR20220015830A (en) | Iron-based powder with soft magnetic and Method for manufacturing the same and Method for manufacturing soft magnetic composite |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19950426 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19961008 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 69404195 Country of ref document: DE Date of ref document: 19970821 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000229 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000315 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010321 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030425 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041001 |