EP0590165A1 - Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten - Google Patents
Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten Download PDFInfo
- Publication number
- EP0590165A1 EP0590165A1 EP92116182A EP92116182A EP0590165A1 EP 0590165 A1 EP0590165 A1 EP 0590165A1 EP 92116182 A EP92116182 A EP 92116182A EP 92116182 A EP92116182 A EP 92116182A EP 0590165 A1 EP0590165 A1 EP 0590165A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle according
- electrostatic nozzle
- electrostatic
- liquid
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/14—Forme preparation for stencil-printing or silk-screen printing
- B41C1/147—Forme preparation for stencil-printing or silk-screen printing by imagewise deposition of a liquid, e.g. from an ink jet; Chemical perforation by the hardening or solubilizing of the ink impervious coating or sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B17/00—Apparatus for spraying or atomising liquids or other fluent materials, not covered by the preceding groups
- B05B17/04—Apparatus for spraying or atomising liquids or other fluent materials, not covered by the preceding groups operating with special methods
- B05B17/06—Apparatus for spraying or atomising liquids or other fluent materials, not covered by the preceding groups operating with special methods using ultrasonic or other kinds of vibrations
- B05B17/0607—Apparatus for spraying or atomising liquids or other fluent materials, not covered by the preceding groups operating with special methods using ultrasonic or other kinds of vibrations generated by electrical means, e.g. piezoelectric transducers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
Definitions
- the invention relates to an electrostatic nozzle according to the preamble of claim 1.
- Such an electrostatic nozzle is already part of the prior art and contains a piezo element for generating high-frequency mechanical vibrations, a membrane coupled to the piezo element, to which the mechanical vibrations are transmitted, and the one wall forms a pressure chamber for receiving a liquid to be ejected, and an ejection channel extending from the pressure chamber for ejecting the liquid from the pressure chamber.
- Electrostatic nozzles can be used according to a proposal of the applicant for the production of printing stencils, for example, with these to be able to print on textile webs.
- the printing stencils mentioned are usually thin sieves which are flat or cylindrical and have a pattern which is usually carried out in printing ink-resistant lacquer. It is known to produce such stencils by coating screens with light-sensitive varnishes, exposing these so-called photoresists with a pattern and then developing them. A distinction is made between negative and positive varnishes, depending on whether the exposed areas have remained after development or have been removed by the development process. The exposure can take place in a conventional manner via a large film or can be projected on using optics. It is also known to coat the screens with an easily evaporable lacquer and then to remove this lacquer thermally or photolytically with a focused laser beam.
- the applicant proposes to apply a viscous cover liquid to the screens in question by means of an electrostatic spray nozzle and to cover them only at those points which are not required for printing.
- Sieves in cylindrical form are preferably used, which are set in rotating motion, and one or more nozzles apply a covering liquid to these cylinders at the locations predetermined by the pattern.
- the rotary position of the sieve and the position of the nozzle in the axial direction are constantly recorded.
- the flat screen is first converted into a round shape, e.g. B. by winding the screen on a circular cylindrical die, and then coated according to the pattern.
- the flat screen can also z. B. coated along meandering tracks without being bent will.
- a covering liquid must be applied in the finest drops, the liquid having a high viscosity in order to be able to carry a sufficient proportion of solid substance with a relatively small drop size. In addition, this procedure only makes sense. when a very high drop frequency can be achieved.
- the cover liquid it can be, for. B. an aqueous emulsion of a synthetic resin varnish or an aqueous suspension of pigments.
- An annular charging electrode with a very small diameter must be arranged at the location of the first drop formation. Due to the inevitable air swirls, at such intervals neither the location of the first drop formation can be determined precisely nor the course of the jet, so that it can no longer be passed through such a small annular charging electrode. In addition, this would result in a very large overall length of the nozzle, which is unsuitable for practical use.
- the invention has for its object to provide an electrostatic nozzle of the type mentioned, with which even highly viscous liquids can be sprayed in drops, and which has a small overall length.
- An electrostatic nozzle according to the invention is characterized in that a plunger is connected to the membrane, which extends through the pressure chamber and into the ejection channel.
- the plunger preferably consists of a needle holder connected to the membrane and lying within the pressure chamber, the free tip of which carries a needle protruding into the ejection channel.
- the needle holder is horn-shaped and tapers in the direction of the ejection channel. So he can z. B. taper stepwise or according to an exponential function.
- the piezo element is coupled to the membrane via a pressure piece tapering in the direction of the membrane.
- the electrostatic nozzle according to the invention can, for. B. are used in a device, the at least one bearing device for the frontal storage of a hollow cylindrical screen, a drive device for rotating the screen about its cylinder axis, a parallel to the cylinder axis movable processing table and a control device for controlling the drive device, the transport of the processing table and Control of the nozzle arranged on the processing table has.
- the nozzle receives electrical ejection signals from the control device, in accordance with a predetermined pattern and in dependence on the rotary position of the screen cylinder and the position of the processing table.
- the pattern or print pattern can be pre-stored in electronic form in an electronic memory of the control device.
- Each saved sample point is assigned a pair of values that contains the rotary position of the screen cylinder (angular position) and the axial position of the machining table. As soon as this pair of values is supplied to the control device by sensors, the assigned value of the pressure pattern is read out of the named electronic memory and used to form an ejection signal which is transmitted to the nozzle.
- the control device outputs the electrical ejection signals to the respective nozzle located further back in the transport direction of the processing table, in such a way that one and the same point on the screen surface is sprayed successively through the respective nozzles.
- the electrical ejection signals are transmitted to all the nozzles at the same time, in order to combine different liquids at one point, which react with one another there to form a highly viscous gel.
- flow movements often occur which can lead to a deterioration in the edge structure if the cover layer is produced from only a one-component material which has a relatively long drying time.
- the setting time can be shortened considerably if several suitable liquid components are selected, which leads to an improved contour definition of the pattern.
- the reference numeral 1 denotes a rotating sieve in the shape of a cylinder, to which paint or varnish is applied as a covering liquid through one or more nozzles.
- This turns one of the nozzles 2 sprayed jet 3 of the covering liquid is controlled by means of a computer 4 so that the covering liquid is applied to the screen 1 only at those points at which the screen 1 must be covered due to the pattern and those areas of the screen 1 remain uncovered where they remain permeable should.
- the sieve 1 is received between two synchronously driven end heads 5 and set in rotating motion (direction of rotation D).
- the right end head 5 can, for example, be displaced in the direction of the cylinder axis of the circular screen 1.
- the sieve 1 is placed between the right and left end heads 5 and the right end head 5 is brought up to the sieve 1.
- the screen 1, which is usually very thin and light, can possibly be set in rotation by the axially acting clamping force and the friction between the screen 1 and the left driven end head 5.
- the rigidity of the sieve 1 is always sufficient to notify the right end head 5 of the rotational movement via the acting frictional forces if only the speed of the sieve 1 is increased so slowly that the required acceleration torque does not overwhelm the transmission capacity of the circular sieve 1.
- Both end heads 5 are rotatably mounted on pedestals 6, the pedestals 6 being arranged on a machine bed 7.
- guide rods 8 are available, the z. B. can be attached to the machine bed 7.
- the left end head 5 is driven by a motor 9 and a belt 10.
- This belt 10 spans a drive wheel 11 which is fixed on an axis 12 which carries the left end head 5.
- an incremental pulse generator 13 which determines the rotational position of the axis 12 or the sieve 1 and outputs corresponding signals S D to the computer 4.
- the nozzles 2, which are fastened on a processing table 14, are slowly advanced in the direction of the cylinder axis 1b of the sieve 1, so that a thin jet of droplet and consisting of masking liquid, which emerges from the nozzles 2, is very low along a helical line Slope hits the sieve 1.
- the feed table is impressed on the processing table 14 via a spindle 15, this spindle 15 being driven for this purpose via a stepper motor 16, which also receives its step signals S T from the computer 4.
- step signals S T are converted into power pulses P T by a driver stage 17.
- the rotation of the motor axis of the stepper motor 16 is controlled by a belt 18 and a pulley 19 transferred to the spindle 15. This extends through the processing table 14, which in turn is guided on guide rails 20 on the machine bed 7.
- the nozzles 2 must be supplied with a covering liquid suitable for the subsequent printing process.
- they are connected to small pressure vessels 21 via supply lines 22.
- the covering liquid is under a slight excess pressure of approximately 1 to 5 bar.
- a separate pressure container 21 will be provided for each nozzle 2, since differences in the line resistances and the need to be able to regulate the application quantity separately per nozzle 2 cause different outlet pressures of the covering liquid.
- Each nozzle 2 also has a not inconsiderable amount of unused covering liquid which has to be continuously sucked off and conveyed back.
- vacuum tanks 23 are provided, into which the unused covering liquid is returned via return lines 24 due to the negative pressure prevailing in these tanks.
- the recirculated cover liquid which has lost diluent as a result of the process which has been run through, can in turn be supplied to the application process as a cover liquid after preparation.
- the nozzles 2 are arranged several times, in the present case twice. They are spaced apart from one another in the direction of the cylinder axis 1b or template axis in order to give the covering liquid time to dry at least slightly before the second application. This drying can be supported by blowing warm air, or by generating appropriate heat radiation.
- a correspondingly designed heating device H can be mounted on the processing table 14.
- UV radiation Irradiation of the liquid drops sprayed onto the sieve 1 with ultraviolet (UV) radiation is also possible in order to start or accelerate the crosslinking reaction earlier, which leads to an even better edge definition of the pattern (UV hardening).
- the short phase of lowering the viscosity, which occurs during heating, is therefore avoided with pure UV curing.
- This curing with UV light takes place, for. B. by means of a arranged on the processing table 14 light source z. B. can be a mercury vapor lamp.
- the nozzles 2 can also be displaced in the circumferential direction of the cylinder 1 or sieve, but this leads to difficult handling the coating process if successive circular screens 1 of different diameters are to be coated.
- the nozzles 2 are designed as electrostatic nozzles, each of which is supplied with a control signal S 1, S 2 from the computer 4 in order to eject the covering liquid when a control signal is received.
- FIG. 2 shows a device that is basically the same as in FIG. 1, the same elements being provided with the same reference numerals.
- the processing table 14 is mounted on a rear support wall 25 on guide rails 26 so that it can be moved in the axial direction of the cylinder 1.
- the spindle 15 and the stepping motor 16 with spindle drive 18 and 19 are also fastened to this rear guide wall 25.
- the nozzle openings 28 point downward.
- the vertical ejection ensures that the path of the drops initially remains unaffected by gravity and the drops can therefore pass exactly through the center of a ring electrode in front of the ejection channel for electrostatic charging before they are finally deflected by a subsequent deflection electrode.
- the drop path is already influenced by gravity immediately behind the ejection channel, so that it is more difficult to hit the center of the ring electrode.
- the covering liquid In the coating process, the covering liquid must be applied in the finest drops in order to achieve a sufficiently high resolving power when generating the print pattern on the surface of the screen 1.
- the liquid has a high viscosity in order to be able to carry a sufficient proportion of solid substance with a relatively small droplet size.
- Several liquid components can also be sprayed on separately through different nozzles, which are combined at one point on the surface of the screen 1, as mentioned. However, the procedure only makes sense if the drop frequency is very high can be reached.
- electrostatically acting nozzles in which a liquid jet is regularly broken down into drops by a very high-frequency vibration, for example a pipe wall, and in which the drops are then electrically charged and deflected or, depending on the charge state, in an electrostatic field not be distracted.
- conventional nozzles of this type are not suitable for processing the highly viscous covering liquids required for coating screens. While with low-viscosity liquids, even minor initial disturbances are enough to quickly break the liquid jet into individual drops due to the effect of the surface tension of the liquid immediately behind the nozzle outlet, jet lengths of 0.5 - 1.0 m would result with the high viscosities required for masking before the first drop is caused by beam constriction.
- An annular charging electrode with a very small diameter must be arranged at the location of the first drop formation. Due to the inevitable air swirls, at such intervals neither the location of the first drop formation can be determined precisely nor the course of the jet, so that it can no longer be passed through such a small annular charging electrode.
- the invention therefore uses electrostatic nozzles with a modified design.
- Figure 3 shows the structure of such an electrostatic nozzle 2 according to the invention.
- the covering liquid which is supplied from the pressure containers 21 shown in FIG. 1, is under excess pressure. From there it emerges continuously through a bore 30 (spray channel).
- a thin needle 31 which is excited by ultrasound to produce high-frequency vibration in the longitudinal direction of the needle, provides regular disturbances in the annular flow channel formed by the needle 31 and the bore 30.
- the oscillatory movement of the needle 31 also prevents the bore 30 from becoming blocked, for example. B. by small particles.
- a ring electrode 33 is provided which is kept small in diameter, because sufficient charging of the drops can then be achieved even at low voltages.
- the aim is to be able to work with a voltage of 100 - 200 V. This voltage must be present at the ring electrode 33 at the moment the drop breaks off. Voltages of this size can still be conveniently switched at high frequencies using transistors.
- the drop At the time the drop is torn off from the still connected jet, it must be kept at a zero voltage potential with respect to the ring electrode 33 so that a negative charge remains on the tearing drop, and the tear must also take place in the area of the ring electrode 33.
- the ring electrode 33 is kept small in diameter, whereby high field strengths are achieved even at lower switching voltages.
- the charged liquid drops which here have the reference numeral 34, are then guided into a catcher 37 by the action of a direct voltage field applied via a high-voltage deflection electrode 35 on a curved path 36. From there they arrive via the return lines 24 mentioned in FIG. 1 into the vacuum tanks 23 which are also shown there.
- the uncharged liquid drops 38 are not deflected by this DC voltage field and accordingly continue their path almost linearly along the railway line 39 in order to finally reach the sieve 1 hold true.
- the screen 1 here has a position perpendicular to the web 39 of the unloaded drop 38 hitting it. However, it may well be expedient to incline this sieve 1 in relation to such a position, which is shown in connection with the next FIG. 4.
- the covering liquid must transport solids to a sufficient extent in order to form a well-covering film after drying on the sieve 1, as a result of which a high viscosity is required.
- the high viscosity helps, however, that after the covering liquid has been applied to the sieve 1, it remains at the impact point despite the centrifugal force acting on it and does not shoot through the perforation of the sieve due to the high impact speed or sprayed into even smaller droplets during the impact on the sieve 1.
- a combined liquid and air or inert gas supply is carried out in the area of the ring electrode 33.
- liquid is first introduced through bores 40, which are introduced laterally to the spraying channel 30 and in a massive wall 55 of the pressure chamber 29 opposite a membrane 47, in order to clean the ring electrode 33. It is then blown dry through the same bores 40, for example by dry, heated air or an inert gas.
- the same configuration of the nozzle is additionally used to prevent the thin bore 30 from drying out during longer work breaks.
- the adjacent air space 41 in front of the bore 30 and inside the ring electrode 33 is filled with flushing liquid through the bores 40.
- the air space 41 is greatly expanded compared to the diameter of the bore 30.
- This rinsing liquid is kept under a very slight excess pressure (approximately 10 to 20 mm water column), as a result of which a liquid meniscus 43 is formed within the nozzle channel 42, which can persist for a long time and which prevents liquid from escaping from the nozzle channel 42.
- This filling protects the thin bore 30 from drying out.
- a conical countersink 44 can be provided in the wall 55. Through it the bore 30 opens into the nozzle channel 42 in the direction of the ring electrode 33.
- the rinsing liquid may also be expedient not to let the rinsing liquid come into contact with the covering liquid within the bore 30 in order not to dilute the latter.
- the conical countersink 44 is omitted, and there is only a correspondingly small cylindrical drilling attachment at this point.
- the rinsing fluid will then also form a meniscus in this bore, similar to meniscus 43.
- the covering fluid at the exit of bore 30 also forms a meniscus.
- Between the two menisci there is then a small air space which, thanks to its small volume, quickly contains vaporous molecules that are easily evaporated Components of the top coat and the rinsing liquid is saturated. A further evaporation of these components from the masking lacquer is then no longer possible, so that drying is prevented without the risk of the masking liquid being thinned by rinsing liquid.
- the nozzle 2 is advantageously also flowed through by air during the application of covering liquid onto the sieve 1.
- the dry air emerging from the bores 40 keeps small secondary droplets away from the ring electrode 33 and thus cleans them.
- Such secondary droplets arise simultaneously with the main droplets when the liquid jet emerging from the bore 30 decays. Because of the smallness and the low mass of these secondary droplets, they can be thrown against the ring electrode 33 by the pinching process of the main droplets. If droplet deposits would form there, then the proper functioning of the electrode could be questioned over time.
- a further effect results from the flow through the diffuser-like channel 42.
- the flight speed of the drops should be delayed somewhat, but not too much, since they may only touch one another after they have hit the screen 1.
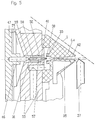
- FIG. 4 shows the overall structure of the nozzle according to FIG. 3.
- the same reference numerals apply as in FIG. 3.
- the direction of impact of the drops 38 on the screen 1 is no longer vertical here, but is at an angle 45. This helps the drops to prevent it from passing through the sieve 1 because there is always a material wall in front of each drop in the direction of its trajectory.
- the relative speed between the droplet and the sieve can be reduced thereby, which further reduces the risk of the droplets bursting when they strike the sieve 1.
- the needle 31 is held in a needle holder 46 which is designed as a step horn, ie the diameter of the needle holder 46 decreases towards the tip of the needle 31.
- the needle holder 46 is firmly held in a membrane 47 (bending vibration membrane) and this is excited by a piezo element 48 to the high-frequency vibration.
- a pressure piece 49 transmits this vibration to the membrane 47, so that the liquid in the pressure chamber 29 is also pressurized by this membrane 47 itself.
- the supply lines to the pressure chamber 29 must be designed to be correspondingly thin.
- the pressure piece 49 tapers in diameter in the direction of the needle holder 46.
- the piezo element 48 is supplied with a high-frequency sine or square wave voltage corresponding to the natural frequency of the nozzle arrangement by supply lines, which are no longer shown. Since the piezo element 48 is composed of a large number of thin layers in a sandwich-like manner, even low electrical voltages are sufficient to produce violent contractions or elongations in the longitudinal direction, in particular in the region of the natural frequency of the overall arrangement.
- the piezo element 48 is statically prestressed in its longitudinal direction by a pressure screw 50, and a counter nut 51 secures this screw setting.
- a housing 52 surrounds the piezo element 48 and statically and dynamically closes the flow of force of all individual components.
- the bore 30 of the nozzle 2 is made in a sapphire plate 53, which is pressed by a screw 54 into a holder 55 and is fixed there in this way.
- the choice of the sapphire bore material largely reduces the risk of the needle 31, which is made of a metallic material, from rubbing or welding to the bore wall due to the needle vibration.
- the holder 55 is part of a wall of the pressure chamber 29 opposite the membrane 47. In this wall there is a through opening into which the sapphire plate 53 is placed against the stop 55. An internal thread of the through hole receives a screw 54 which presses the sapphire plate 53 against the stop 55.
- the screw 54 has a through channel into which the needle holder 46 projects.
- the inner contour of the through-channel is adapted to the outer contour of the needle holder 46 such that a small gap remains between them for the highly viscous liquid to pass through.
- the ring electrode 33 which is located in a mouthpiece 61, is connected to a supply line 56 in order to be able to supply the former with an electrical potential via the supply line 56.
- FIG. 3 Another embodiment of an electrostatic nozzle according to the invention is shown in FIG.
- the bore 30 is so small in this embodiment, for example in the final diameter 17 microns that it is not more of the needle 31 can be penetrated in its entire length.
- the needle 31 therefore only extends to the vicinity of the narrowest bore point.
- the action of the needle 31 is similar to the action that was described earlier.
- a vibration movement of the needle 31 in the direction of the nozzle outlet increases the pressure in the ejection channel 57 both because of the wall thrust forces and because of the displacement effect of the needle end face 32.
- the corresponding return movement of the needle 31 causes a pressure reduction.
- the formation of the individual drops takes place in the area of the ring electrode 33, which here too is provided with a suitable supply line for applying an electrostatic potential.
- the ejection channel 57 in which the needle 31 moves is obtained through a nozzle body 58 made of hard metal or ceramic. This nozzle body 58 is inserted into a bore 59 of the holder 55, the needle holder 46 can still partially protrude into the bore 59.
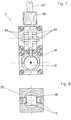
- FIGS. 6, 7 and 8 show the overall structure of the nozzle according to FIG. 5.
- FIG. 6 shows a section through an elevation of the nozzle
- FIG. 7 shows a cross-section
- FIG. 8 shows a cross section through the nozzle.
- the same elements as in FIGS. 3 to 5 are again provided with the same reference symbols and are not described again.
- a holder 60 presses a mouthpiece 61, into which the deflection electrode 35 is cast, against a nozzle base body 62.
- the nozzle channel 42 runs through the mouthpiece 61 and is surrounded on the input side by the ring electrode 33. It is also carried by the mouthpiece 61.
- the oscillating membrane 47 is located between the housing 52 and the nozzle base body 62.
- the oscillating membrane 47 is clamped between the housing 52 and the nozzle base body 62, wherein it is formed by an approximately 0.5 to 1.0 mm thick steel plate, which because of the Special type of clamping 31 can only perform bending vibrations in an area surrounding the needle. In the protruding area, this membrane 47 is used as a clamping element for a microsieve 63.
- the relatively large thickness of the membrane causes natural frequencies that are between 200 and 300 kHz.
- the microscreen 63 is clamped between the membrane 47 and the nozzle base body 62 and prevents particles that are larger than 5 ⁇ m and which are inadvertently carried along with the covering liquid into the one leading to the nozzle Enter the duct system.
- the membrane 47 guided over the microsieve 63 in the inlet area of the liquid and the ultrasound oscillation introduced into it help to avoid a blockage of the microsieve 63 by interlocking pigments.
- this is held by a system of very small, finely milled support channels 64.
- the covering liquid is fed through the supply line 22 to the nozzle 2. This supply line 22 is placed tightly on a clamping piece 66 by means of a union nut 65.
- an air-water supply line 67 Via an air-water supply line 67, the liquid required for the cleaning and drying of the nozzle 2 or the necessary air is fed to the nozzle 2 if necessary.
- This line 67 is also pressed with a union nut 68 against a screw-in clamping piece 69.
- the line 67 leads to a changeover valve 70, which is shown symbolically here and is located at a greater distance from the nozzle 2.
- the electrostatic nozzles described in FIGS. 3 to 8 are particularly suitable for spraying a highly viscous or viscous covering liquid drop by drop onto the sieve without the length of the nozzle and thus the dimensions of the device for producing stencils having to assume extremely large values.
- the cover liquid is resistant to abrasion and chemical influences from the printing chemicals.
Abstract
Description
- Die Erfindung betrifft eine Elektrostatikdüse gemäß dem Oberbegriff des Patentanspruchs 1. Eine derartige Elektrostatikdüse gehört bereits zum Stand der Technik und enthält ein Piezoelement zur Erzeugung hochfrequenter mechanischer Schwingungen, eine mit dem Piezoelement gekoppelte Membran, auf die die mechanischen Schwingungen übertragen werden, und die eine Wand einer Druckkammer zur Aufnahme einer auszuspritzenden Flüssigkeit bildet, sowie einen von der Druckkammer abgehenden Ausspritzkanal zum Ausspritzen der Flüssigkeit aus der Druckkammer.
- Elektrostatikdüsen können nach einem Vorschlag des Anmelders zur Herstellung von Druckschablonen verwendet werden, um mit diesen beispielsweise textile Stoffbahnen bedrucken zu können.
- Bei den genannten Druckschablonen handelt es sich gewöhnlich um dünne Siebe, die eben oder zylinderförmig ausgebildet sind und eine Bemusterung aufweisen, welche zumeist in druckfarbenbeständigem Lack ausgeführt wird. Es ist bekannt, solche Druckschablonen dadurch herzustellen, daß man Siebe mit lichtempfindlichen Lacken beschichtet, diese sogenannten Fotolacke mit einem Muster belichtet und anschließend entwickelt. Man unterscheidet Negativ- oder Positivlacke, je nachdem, ob die belichteten Stellen nach der Entwicklung stehen geblieben sind oder durch den Entwicklungsprozeß entfernt wurden. Die Belichtung kann hierbei auf konventionelle Art über einen Großfilm erfolgen oder mittels einer Optik aufprojeziert werden. Es ist auch bekannt, die Siebe mit einem leicht abdampfbaren Lack zu überziehen und diesen Lack anschließend mit einem fokussierten Laserstrahl thermisch oder photolytisch abzutragen.
- Alle diese Verfahren haben aber technologische und kostenmäßige Nachteile. Die photochemischen Verfahren sind sehr stark umweltbelastend, da nicht nur Lack ausgewaschen werden muß und somit Wasser verschmutzt wird, sondern es fallen auch chemisch belastete Abwässer bei der Herstellung der Großfilme an. Die lasertechnischen Verfahren belasten demgegenüber durch die Abdampfung von Teilen der Lackschicht die Abluft und in beiden Fällen sind aufwendige Apparaturen entweder für die Herstellung der Großfilme notwendig oder aber es ist ein kostenintensiver Leistungslaser erforderlich.
- Der Anmelder schlägt demgegenüber vor, mittels einer elektrostatischen Spraydüse eine zähviskose Abdeckflüssigkeit auf die in Frage stehenden Siebe aufzubringen und diese nur an jenen Stellen zu bedecken, die für den Druck nicht benötigt werden. Dabei werden vorzugsweise Siebe in Zylinderform verwendet, die in drehende Bewegung versetzt werden und eine oder mehrere Düsen bringen eine Abdeckflüssigkeit auf diese Zylinder an den durch das Muster vorbedingten Stellen auf. Hierbei werden die Drehlage des Siebes und die Stellung der Düse in Achsrichtung ständig registriert. Soll eine Flachschablone hergestellt werden, wird das Flachsieb zuerst in eine Rundform überführt, z. B. durch Aufwickeln des Siebes auf eine kreiszylindrische Matrize, und anschließend entsprechend dem Muster beschichtet. Das Flachsieb kann aber auch direkt z. B. entlang mäanderförmig ausgebildeter Bahnen beschichtet werden, ohne verbogen zu werden. Bei den genannten Verfahren ist allerdings eine weitere Forderung zu erfüllen. Es muß eine Abdeckflüssigkeit in feinsten Tropfen aufgebracht werden, wobei die Flüssigkeit eine hohe Viskosität aufweisen muß, um einen ausreichenden Anteil von Festsubstanz bei relativ kleiner Tropfengröße mitführen zu können. Außerdem ist dieses Verfahren nur sinnvoll. wenn eine sehr hohe Tropfenfrequenz erreicht werden kann. Bei der Abdeckflüssigkeit kann es sich z. B. um eine wässrige Emulsion eines Kunstharzlacks oder um eine wässrige Suspension von Pigmenten handeln.
- Es gibt nun bereits seit längerer Zeit sogenannte elektrostatisch wirkende Düsen, bei welchen ein Flüssigkeitsstrahl durch eine sehr hochfrequente Schwingung, beispielsweise einer Rohrwand, regelmäßig in Tropfen zerfallen gelassen wird und bei welchen die Tropfen anschließend elektrisch geladen werden und in einem Elektrostatikfeld je nach Ladungszustand abgelenkt oder nicht abgelenkt werden. Diese Düsen sind jedoch nicht geeignet, die für das Beschichten von Sieben erforderlichen hochviskosen Abdeckflüssigkeiten zu verarbeiten. Während bei niederviskosen Flüssigkeiten bereits geringe Anfangsstörungen genügen, um den Flüssigkeitsstrahl durch die Wirkung der Oberflächenspannung der Flüssigkeit unmittelbar hinter dem Düsenaustritt rasch in Einzeltropfen zerfallen zu lassen, würden bei den für die Siebabdeckung zur Erzeugung von Schablonen notwendigen hohen Viskositäten Strahllängen von 0,5 - 1 m entstehen, bevor der erste Tropfen durch Strahleinschnürung entsteht. An der Stelle der ersten Tropfenbildung muß eine ringförmige Ladeelektrode mit sehr kleinem Durchmesser angeordnet werden. Auf Grund der unvermeidlichen Luftwirbel ist bei solchen Abständen weder der Ort der ersten Tropfenbildung genau festlegbar noch der Verlauf des Strahles, so daß durch eine so kleine ringförmige Ladeelektrode nicht mehr hindurchgetroffen werden kann. Darüber hinaus würde sich hier eine sehr große Baulänge der Düse ergeben, was für die praktische Anwendung ungeeignet ist.
- Der Erfindung liegt die Aufgabe zugrunde, eine Elektrostatikdüse der eingangs genannten Art zu schaffen, mit der sich auch hochviskose Flüssigkeiten tropfenförmig ausspritzen lassen, und die gleichzeitig eine geringe Baulänge aufweist.
- Die Lösung der gestellten Aufgabe ist im kennzeichnenden Teil des Patentanspruchs 1 angegeben. Vorteilhafte Ausgestaltungen der Erfindung sind den Unteransprüchen zu entnehmen.
- Eine Elektrostatikdüse nach der Erfindung zeichnet sich dadurch aus, daß mit der Membran ein Stößel verbunden ist, der sich durch die Druckkammer hindurch und bis in den Ausspritzkanal hinein erstreckt.
- Vorzugsweise besteht der Stößel aus einem mit der Membran verbundenen und innerhalb der Druckkammer liegenden Nadelhalter, dessen freie Spitze eine in den Ausspritzkanal hineinragende Nadel trägt.
- Bei jeder Schwingbewegung der Nadel in Richtung des Austrittes der Düse, zu welchem die Abdeckflüssigkeit aufgrund des Druckgefälles strömt, wird die Flüssigkeit in Folge ihrer Zähigkeit mit der Nadelwand mitgenommen und so zusätzlich beschleunigt und bei jeder entgegengesetzt gerichteten Schwingbewegung wird sie auf die gleiche Weise verzögert. Auch die Bewegung der Stirnfläche der Nadel erbringt einen in der Wirkung gleichen Effekt. Hinzu kommt die Wirkung der Membran, die die in der Druckkammer befindliche Flüssigkeit ebenfalls druckbeaufschlagt, wenn die Zuleitungen zur Druckkammer entsprechend dünn ausgelegt sind. Aus den so herbeigeführten starken Störungen ergeben sich ausgeprägte, der Schwingfrequenz entsprechende regelmäßige Einschnürungen des Flüssigkeitsstrahles, die dann in Folge der Oberflächenspannung der Flüssigkeit zu einer raschen Tropfenbildung führen. Diese Tropfen liegen schon kurz nach Austritt aus dem Ausspritzkanal vor, so daß unmittelbar am Ausgang des Ausspritzkanals oder kurz dahinter die Ringelektrode zur elektrostatischen Aufladung der Tropfen angeordnet werden kann, was insgesamt zu einer kurzen Baulänge der Düse führt. Da in Folge der raschen Tropfenbildung die Ringelektrode sehr dicht benachbart zum Ausgang des Ausspritzkanals angeordnet werden kann, ergibt sich auch eine verbesserte Treffsicherheit des Ringelektrodenzentrums, so daß für alle Tropfen eine gleichmäßige bzw. einheitliche Aufladung erzielt wird.
- Nach einer sehr vorteilhaften Weiterbildung der Erfindung ist der Nadelhalter hornförmig und sich in Richtung des Ausspritzkanals verjüngend ausgebildet. So kann er sich z. B. stufenförmig oder gemäß einer Exponentialfunktion verjüngen.
- Hierdurch wird erreicht, daß die in den Nadelhalter eingeleitete Amplitude der hochfrequenten mechanischen Schwingung verstärkt wird, so daß die Nadel im Bereich des Ausspritzkanals mit größerer Amplitude schwingen kann. Hierdurch werden dem Flüssigkeitsstrahl innerhalb des Ausspritzkanals noch stärkere Störungen aufgeprägt, was zu einer noch rascheren Tropfenbildung führt.
- Nach einer anderen sehr vorteilhaften Ausgestaltung der Erfindung ist das Piezoelement mit der Membran über ein sich in Richtung der Membran verjüngendes Druckstück gekoppelt. Hierdurch wurd eine Vorverstärkung der auf den Nadelhalter zu übertragenden Amplitude auf mechanischem Wege erreicht, so daß sich die auf den Flüssigkeitsstrahl zu übertragenden Störungen noch weiter verstärken lassen.
- Die erfindungsgemäße Elektrostatikdüse kann z. B. in einer Vorrichtung zum Einsatz kommen, die wenigstens eine Lagereinrichtung zur stirnseitigen Lagerung eines hohlzylinderförmigen Siebes, eine Antriebseinrichtung zur Drehung des Siebes um seine Zylinderachse, einen parallel zur Zylinderachse bewegbaren Bearbeitungstisch und eine Steuereinrichtung zur Steuerung der Antriebseinrichtung, des Transports des Bearbeitungstisches sowie zur Steuerung der auf dem Bearbeitungstisch angeordneten Düse aufweist.
- Die Düse empfängt elektrische Ausspritzsignale von der Steuereinrichtung, und zwar in Übereinstimmung mit einem vorgegebenen Muster sowie in Abhängigkeit der Drehstellung des Siebzylinders und der Position des Bearbeitungstisches. Das Muster bzw. Druckmuster kann dabei in elektronischer Form in einem Elektronikspeicher der Steuereinrichtung vorgespeichert sein. Dabei ist jedem gespeicherten Musterpunkt ein Wertepaar zugeordnet, das die Drehstellung des Siebzylinders (Winkelstellung) und die Axialposition des Bearbeitungstisches enthält. Sobald dieses Wertepaar durch Sensoren zur Steuereinrichtung geliefert wird, wird der zugeordnete Wert des Druckmusters aus dem genannten Elektronikspeicher ausgelesen und zur Bildung eines Ausspritzsignals herangezogen, das zur Düse übertragen wird.
- Befinden sich mehrere Düsen in Zylinderlängsrichtung nebeneinanderliegend auf dem Bearbeitungstisch, und beaufschlagen diese Düsen unterschiedliche Bereiche des Siebzylinders, so gibt die Steuereinrichtung die elektrischen Ausspritzsignale zur jeweiligen in Transportrichtung des Bearbeitungstisches weiter hinten liegenden Düse zeitverzögert aus, derart, daß ein und dieselbe Stelle auf der Sieboberfläche durch die jeweiligen Düsen nacheinander bespritzt wird.
- Für den Fall, daß alle Düsen den selben Bereich auf der Oberfläche des Siebzylinders beaufschlagen, also entsprechend zueinander geneigt sind, werden die elektrischen Ausspritzsignale zu allen Düsen gleichzeitig übertragen, um somit unterschiedliche Flüssigkeiten in einem Punkt zu vereinigen, welche dort miteinander reagieren, um ein hochviskoses Gel zu bilden. Vorteilhaft ist die Verwendung mehrerer Flüssigkeitskomponenten z. B. in der Hinsicht, daß dadurch eine bessere Konturenschärfe des Musters erhalten werden kann. Insbesondere bei langen Schablonen und damit langen Bearbeitungszeiten treten häufig Fließbewegungen auf, die zu einer Verschlechterung der Kantenstruktur führen können, wenn die Abdeckschicht aus nur einem einkomponentigen Material hergestellt wird, das eine relativ lange Trocknungszeit aufweist. Dagegen kann die Verfestigungszeit bei Wahl mehrerer geeigneter Flüssigkeitskomponenten erheblich verkürzt werden, was zu einer verbesserten Konturenschärfe des Musters führt.
- Die Erfindung wird nachfolgend unter Bezugnahme auf die Zeichnung näher beschrieben. Es zeigen:
- Figur 1 eine Vorrichtung mit horizontalen Düsen zum Beschichten eines feinmaschigen Rundsiebes mit einer Abdeckschicht,
- Figur 2 eine Vorrichtung mit vertikalen Düsen zum Beschichten eines feinmaschigen Rundsiebes mit einer Abdeckschicht,
- Figur 3 Aufbau und Anordnung einer ersten Düse nach der Erfindung zum Beschichten des Rundsiebes mit Abdeckmaterial,
- Figur 4 den Gesamtaufbau der ersten Düse,
- Figur 5 Aufbau und Anordnung einer zweiten Düse nach der Erfindung zum Beschichten des Rundsiebes mit Abdeckmaterial, und
- Figuren 6 - 8 den Gesamtaufbau der zweiten Düse.
- Nachfolgend werden verschiedene Ausführungsbeispiele der Erfindung im einzelnen unter Bezugnahme auf die Zeichnung näher beschrieben.
- In Figur 1 ist mit dem Bezugszeichen 1 ein rotierendes Sieb in Zylinderform bezeichnet, auf welches durch eine oder mehrere Düsen 2 Farbe oder Lack als Abdeckflüssigkeit aufgebracht wird. Hierbei wird ein aus den Düsen 2 ausgespritzter Strahl 3 der Abdeckflüssigkeit mittels eines Rechners 4 so gesteuert, daß die Abdeckflüssigkeit nur an jenen Stellen auf das Sieb 1 aufgebracht wird, an welchem das Sieb 1 musterbedingt abgedeckt werden muß und jene Stellen des Siebes 1 unbedeckt bleiben, an welchen dieses durchlässig bleiben soll. Das Sieb 1 wird zu diesem Zweck zwischen zwei synchron angetriebenen Endköpfen 5 aufgenommen und in drehende Bewegung (Drehrichtung D) versetzt. Um verschiedene Schablonenlängen bzw. Sieblängen zwischen den Endköpfen 5 aufnehmen zu können, ist beispielsweise der rechte Endkopf 5 in Richtung der Zylinderachse des Rundsiebes 1 verschiebbar. Das Sieb 1 wird zwischen den rechten und den linken Endkopf 5 gelegt und der rechte Endkopf 5 an das Sieb 1 herangefahren. Das üblicherweise sehr dünn und leicht gestaltete Sieb 1 kann unter Umständen schon durch die axial wirkende Spannkraft und die Reibung zwischen Sieb 1 und dem linken angetriebenen Endkopf 5 in Drehung versetzt werden. Auch reicht die Steifigkeit des Siebes 1 immer aus, um auch dem rechten Endkopf 5 über die wirkenden Reibkräfte die Drehbewegung mitzuteilen, wenn nur die Drehzahl des Siebes 1 so langsam erhöht wird, daß das erforderliche Beschleunigungsmoment die Übertragungsfähigkeit des Rundsiebes 1 nicht überfordert. Beide Endköpfe 5 sind an Lagerböcken 6 drehbar montiert, wobei die Lagerböcke 6 auf einem Maschinenbett 7 angeordnet sind. Zur Führung des rechten Lagerbockes 6 in Figur 1 sind Führungsstangen 8 vorhanden, die z. B. auf dem Maschinenbett 7 befestigt sein können.
- Der linke Endkopf 5 wird durch einen Motor 9 und einen Riemen 10 angetrieben. Dieser Riemen 10 umspannt ein Antriebsrad 11, das fest auf einer Achse 12 liegt, welche den linken Endkopf 5 trägt. Am anderen Ende der Achse 12 befindet sich ein inkrementaler Impulsgeber 13, der die Drehlage der Achse 12 bzw. des Siebes 1 bestimmt und entsprechende Signale SD an den Rechner 4 abgibt. Gleichzeitig werden die Düsen 2, die auf einem Bearbeitungstisch 14 befestigt sind, in Richtung der Zylinderachse 1b des Siebes 1 langsam vorgeschoben, so daß ein dünner in Tropfen aufgelöster und aus Abdeckflüssigkeit bestehender Strahl, der aus den Düsen 2 austritt, entlang einer Schraubenlinie sehr geringer Steigung auf dem Sieb 1 auftrifft. Dem Bearbeitungstisch 14 wird seine Vorschubbewegung über eine Spindel 15 aufgeprägt, wobei diese Spindel 15 hierzu über einen Schrittmotor 16 angetrieben wird, der seine Schritt-Signale ST ebenfalls vom Rechner 4 empfängt. Diese Schritt-Signale ST werden durch eine Treiberstufe 17 in Leistungsimpulse PT umgesetzt. Die Drehung der Motorachse des Schrittmotors 16 wird über einen Riemen 18 und eine Riemenscheibe 19 auf die Spindel 15 übertragen. Diese durchragt den Bearbeitungstisch 14, der seinerseits auf Führungsschienen 20 am Maschinenbett 7 geführt ist.
- Die Düsen 2 müssen mit einer für den späteren Druckvorgang geeigneten Abdeckflüssigkeit versorgt werden. Hierzu sind sie mit kleinen Druckbehältern 21 über Versorgungsleitungen 22 verbunden. In den Druckbehältern 21 steht die Abdeckflüssigkeit unter einem geringen Überdruck von etwa 1 bis 5 bar. Zweckmäßigerweise wird man für jede Düse 2 einen getrennten Druckbehälter 21 vorsehen, da Unterschiede in den Leitungswiderständen und die Notwendigkeit, die Auftragsmenge je Düse 2 getrennt einregeln zu können, unterschiedliche Ausgangsdrucke der Abdeckflüssigkeit bedingen. Es fällt bei jeder Düse 2 auch eine nicht unbeträchtliche Menge unverbrauchter Abdeckflüssigkeit an, die kontinuierlich abgesaugt und zurückbefördert werden muß. Hierzu sind Unterdrucktanks 23 vorgesehen, in welche über Rückleitungen 24 die unverbrauchte Abdeckflüssigkeit durch den in diesen Tanks herrschenden Unterdruck zurückbefördert wird. Die rezirkulierte Abdeckflüssigkeit, welche auf Grund des durchlaufenen Prozesses Verdünnungsmittel verloren hat, kann nach einer Aufbereitung wiederum dem Auftragsprozeß als Abdeckflüssigkeit zugeführt werden. Um eine entsprechende Dicke der Abdeckschicht 1a auf dem Sieb 1 zu erzielen, sind die Düsen 2 mehrfach angeordnet, im vorliegenden Fall zweifach. Sie sind in Richtung der Zylinderachse 1b bzw. Schablonenachse voneinander beabstandet, um der Abdeckflüssigkeit vor dem zweiten Auftrag Zeit zu einem zumindest leichten Trocknen zu geben. Diese Trocknung kann durch Aufblasen von Warmluft unterstützt werden, oder durch Erzeugung entsprechender Wärmestrahlung. Hierzu kann auf dem Bearbeitungstisch 14 eine entsprechend ausgebildete Heizeinrichtung H montiert sein. Auch eine Bestrahlung der auf das Sieb 1 aufgespritzten Flüssigkeitstropfen mit Ultraviolett (UV)-Strahlung ist möglich, um die Vernetzungsreaktion früher beginnen zu lassen bzw. zu beschleunigen, was zu einer noch besseren Kantenschärfe des Musters führt (UV-Härtung). Die kurze Phase der Viskositätserniedrigung, wie sie bei der Erhitzung auftritt, wird daher bei der reinen UV-Härtung vermieden. Diese Aushärtung mit UV-Licht erfolgt z. B. mittels einer auf dem Bearbeitungstisch 14 angeordneten Lichtquelle, die z. B. eine Quecksilberdampflampe sein kann.
- Im Prinzip kann man die Düsen 2 auch in Umfangsrichtung des Zylinders 1 bzw. Siebes versetzen, jedoch führt dies zu einer erschwerten Handhabung des Beschichtungsvorganges, wenn aufeinanderfolgende Rundsiebe 1 unterschiedlichen Durchmessers beschichtet werden sollen.
- Die Düsen 2 sind als Elektrostatikdüsen ausgebildet, denen jeweils ein Steuersignal S₁, S₂ vom Rechner 4 zugeführt wird, um bei Empfang eines Steuersignals die Abdeckflüssigkeit auszuspritzen.
- Die Figur 2 zeigt eine im Prinzip gleiche Vorrichtung wie in Figur 1, wobei gleiche Elemente mit den gleichen Bezugszeichen versehen sind. Abweichend von Figur 1 ist hier der Bearbeitungstisch 14 aber an einer hinteren Trägerwand 25 auf Führungsschienen 26 in Axialrichtung des Zylinders 1 verschiebbar gelagert. An dieser hinteren Führungswand 25 sind ebenfalls die Spindel 15 und der Schrittmotor 16 mit Spindelantrieb 18 und 19 befestigt. An der dem Sieb 1 zugwandten Vorderseite des Bearbeitungstisches 14 befindet sich eine Halteeinrichtung 27, die zum Festklemmen zweier Düsen 2 dient, welche nunmehr mit ihren Düsenachsen vertikal stehen, also senkrecht zur ebenen Oberfläche des Maschinenbettes 7. Die Düsenöffnungen 28 weisen dabei nach unten.
- Auf diese Weise ist es möglich, die Tropfen des Abdeckmaterials zunächst parallel zur und in Gravitationsrichtung auszuspritzen, bevor sie auf die Oberfläche des Siebes 1 auftreffen. Durch die vertikale Ausspritzung wird erreicht, daß die Bahn der Tropfen zunächst unbeeinflußt von der Schwerkraft bleibt und die Tropfen daher genau durch das Zentrum einer vor dem Ausspritzkanal liegenden Ringelektrode zur elektrostatischen Aufladung hindurchtreten können, bevor sie schließlich durch eine nachfolgende Ablenkelektrode abgelenkt werden. Im Gegensatz dazu wird bei horizontalen Düsen die Tropfenbahn schon unmittelbar hinter dem Ausspritzkanal durch Schwerkraft beeinflußt, so daß es schwieriger ist, das Zentrum der Ringelektrode zu treffen.
- Bei dem Beschichtungsverfahren muß die Abdeckflüssigkeit in feinsten Tropfen aufgebracht werden, um ein hinreichend hohes Auflösungsvermögen bei der Erzeugung des Druckmusters auf der Oberfläche des Siebes 1 zu erzielen. Dabei weist die Flüssigkeit eine hohe Viskosität auf, um einen ausreichenden Anteil von Festsubstanz bei relativ kleiner Tropfengröße mitführen zu können. Es können auch mehrere Flüssigkeitskomponenten getrennt durch verschiedene Düsen aufgespritzt werden, die in einem Punkt auf der Oberfläche des Siebes 1 vereinigt werden, wie erwähnt. Sinnvoll ist das Verfahren allerdings nur, wenn eine sehr hohe Tropfenfrequenz erreicht werden kann.
- Dies alles ist möglich durch den Einsatz sogenannter elektrostatisch wirkender Düsen, bei welchen ein Flüssigkeitsstrahl durch eine sehr hochfrequente Schwingung, beispielsweise einer Rohrwand, regelmäßig in Tropfen zerfallen gelassen wird und bei welchen die Tropfen anschließend elektrisch geladen werden und in einem Elektrostatikfeld je nach Ladungszustand abgelenkt oder nicht abgelenkt werden. Herkömmliche Düsen dieser Art sind jedoch nicht geeignet, die für das Beschichten von Sieben erforderlichen hochviskosen Abdeckflüssigkeiten zu verarbeiten. Während bei niederviskosen Flüssigkeiten bereits geringe Anfangsstörungen genügen, um den Flüssigkeitsstrahl durch die Wirkung der Oberflächenspannung der Flüssigkeit unmittelbar hinter dem Düsenaustritt rasch in Einzeltropfen zerfallen zu lassen, würden bei den für die Schablonenabdeckung notwendigen hohen Viskositäten Strahllängen von 0,5 - 1,0 m entstehen, bevor der erste Tropfen durch Strahleinschnürung entsteht. An der Stelle der ersten Tropfenbildung muß eine ringförmige Ladeelektrode mit sehr kleinem Durchmesser angeordnet werden. Auf Grund der unvermeidlichen Luftwirbel ist bei solchen Abständen weder der Ort der ersten Tropfenbildung genau festlegbar noch der Verlauf des Strahles, so daß durch eine so kleine ringförmige Ladeelektrode nicht mehr hindurchgetroffen werden kann. Bei der Erfindung kommen daher Elektrostatikdüsen mit geänderter Bauweise zum Einsatz.
- Die Figur 3 zeigt den Aufbau einer derartigen Elektrostatikdüse 2 nach der Erfindung.
- In einer kleinen Druckkammer 29 steht die Abdeckflüssigkeit, die aus den in Figur 1 gezeigten Druckbehältern 21 herangeführt wird, unter Überdruck. Von dort tritt sie kontinuierlich durch eine Bohrung 30 (Ausspritzkanal) aus. In der Bohrung 30 sorgt eine dünne Nadel 31, die durch Ultraschall zu hochfrequenter Schwingung in Nadellängsrichtung angeregt wird, für regelmäßige Störungen in jenem ringförmigen Strömungskanal, der durch die Nadel 31 und die Bohrung 30 gebildet wird. Außerdem verhindert die Schwingungsbewegung der Nadel 31 auch ein Verstopfen der Bohrung 30 z. B. durch kleine Partikel. Bei jeder Schwingungsbewegung der Nadel 31 in Richtung des Austritts, zu welchem die Abdeckflüssigkeit auf Grund des Druckgefälles strömt, wird die Abdeckflüssigkeit zufolge ihrer Zähigkeit mit der Nadelwand mitgenommen und so zusätzlich beschleunigt und bei jeder entgegengesetzt gerichteten Schwingungsbewegung wird sie auf die gleiche Weise verzögert. Auch die Bewegung der Stirnfläche 32 der Nadel 31 erbringt einen in der Wirkung gleichen Effekt. Diese Stirnflächenbewegung der Nadel 31 ist bei den hier vorliegenden zähen Flüssigkeiten von besonderem Vorteil, da bei entsprechend hohen Beschleunigungswerten der Stirnfläche 32 die Festkörperchen der Flüssigkeit abgeschleudert werden, was zu einer besonders starken Unterstützung des Einschnürvorgangs führt. Man hat es durch Dimensionierung des Durchmessers der Nadel 31 und der Bohrung 30 in der Hand, die Beschleunigungs- bzw. die Verzögerungseffekte ausreichend groß zu gestalten. Je größer der Durchmesser der Nadel 31 und je kleiner der Durchmesser der Bohrung 30 sind, desto stärker sind die Beschleunigungs- und damit die Störungseffekte. Aus den so herbeigeführten starken Störungen ergeben sich ausgeprägte, der Schwingungsfrequenz entsprechende regelmäßige Einschnürungen des die Bohrung 30 verlassenden Flüssigkeitsstrahls, die außerhalb der Bohrung 30 zufolge der Oberflächenspannung der Flüssigkeit weiter fortgebildet werden und so zu einer raschen Tropfenbildung führen. Damit die entstandenen Tropfen elektrostatisch aufgeladen werden können, ist eine Ringelektrode 33 vorgesehen, die im Durchmesser kleingehalten wird, weil dann schon bei niedrigen Spannungen eine ausreichende Aufladung der Tropfen erreicht werden kann. Es wird angestrebt, mit einer Spannung von 100 - 200 V arbeiten zu können. Diese Spannung muß im Augenblick des Tropfenabrisses an der Ringelektrode 33 anliegen. Spannungen dieser Größe lassen sich noch bequem mit hohen Frequenzen durch Transistoren schalten. Zum Zeitpunkt des Abrisses des Tropfens vom noch zusammenhängenden Strahl muß dieser auf einem 0 - Spannungspotential gegenüber der Ringelektrode 33 gehalten werden, damit auf dem abreißenden Tropfen eine negative Ladung verbleibt, und außerdem muß der Abriß im Bereich der Ringelektrode 33 erfolgen. Für die elektrische Verbindung mit der Druckkammer 29, die dauernd auf Erdpotential (= 0 V) gehalten wird, muß die innere Leitfähigkeit der Abdeckflüssigkeit sorgen. Daher ist es äußerst zweckmäßig, für die Abdeckflüssigkeit eine wässrige Emulsion von Kunstharzlacken oder eine wässrige Suspension von Pigmenten zu wählen. Die Ringelektrode 33 wird im Durchmesser kleingehalten, wodurch hohe Feldstärken bereits bei niedrigeren Schaltspannungen erreicht werden. Damit der aus der Bohrung 30 austretende Flüssigkeitsstrahl das Zentrum der Ringelektrode 33 mit möglichst großer Sicherheit trifft, wird diese Ringelektrode 33 so nahe wie möglich an den Austritt der Bohrung 30 herangeführt. Der Strahl muß an dieser Stelle gerade beginnen, in Tropfen zu zerfallen. Die Treffsicherheit des Ringelektrodenzentrums wird durch eine vertikale Strahlführung, wie bereits im Zusammenhang mit der Figur 2 erwähnt, wesentlich vergrößert, wobei für den notwendigen raschen Strahlzerfall entsprechend stark ausgeprägte Anfangseinschnürungen des aus der Bohrung 30 austretenden Flüssigkeitsstrahles sorgen, die durch eine entsprechend starke Schwingung der Nadel 31 erzwungen werden.
- Die aufgeladenen Flüssigkeitstropfen, die hier das Bezugszeichen 34 tragen, werden anschließend durch die Wirkung eines über eine Hochspannungs- Ablenkelektrode 35 aufgebrachten Gleichspannungsfeldes auf einer gekrümmten Bahnlinie 36 in einen Fänger 37 geleitet. Von dort gelangen sie über die in Figur 1 erwähnten Rückleitungen 24 in die ebenfalls dort gezeigten Unterdrucktanks 23. Die nichtgeladenen Flüssigkeitstropfen 38 werden durch dieses Gleichspannungsfeld nicht abgelenkt und entsprechend setzen diese ihren Weg nahezu geradlinig entlang der Bahnlinie 39 fort, um schließlich auf das Sieb 1 zu treffen. Das Sieb 1 weist hier eine zur Bahn 39 der auf dieses auftreffenden, ungeladenen Tropfen 38 senkrechte Lage auf. Es kann aber durchaus zweckmäßig sein, dieses Sieb 1 gegenüber einer solchen Lage zu neigen, was im Zusammenhang mit der nächsten Figur 4 gezeigt wird. Die Abdeckflüssigkeit muß in ausreichendem Maße Feststoffe transportieren, um nach Eintrocknen auf dem Sieb 1 einen gut abdeckenden Film zu bilden, wodurch eine hohe Viskosität bedingt wird. Die hohe Zähigkeit hilft aber, daß nach der Aufbringung der Abdeckflüssigkeit auf das Sieb 1 diese trotz der wirkenden Fliehkraft am Auftreffort verbleibt und auch nicht auf Grund der hohen Auftreffgeschwindigkeit durch die Siebperforation hindurchschießt oder während des Auftreffens auf dem Sieb 1 in noch kleinere Tröpfchen zerspritzt.
- Damit die Ringelektrode 33 auch während langer Betriebszeiten sauber bleibt, wird eine kombinierte Flüssigkeits- und Luft- oder Inertgaszufuhr in den Bereich der Ringelektrode 33 durchgeführt. Knapp vor Beginn des Spritzbetriebs wird durch Bohrungen 40, die seitlich zum Ausspritzkanal 30 und in einer einer Membran 47 gegenüberliegenden und massiven Wand 55 der Druckkammer 29 eingebracht sind, zunächst Flüssigkeit eingeleitet, um die Ringelektrode 33 zu reinigen. Anschließend wird diese durch die gleichen Bohrungen 40 trocken geblasen, etwa durch trockene, erwärmte Luft oder ein Inertgas. Die gleiche Ausgestaltung der Düse wird zusätzlich genutzt, um ein Eintrocknen der dünnen Bohrung 30 während längerer Arbeitspausen zu verhindern. In diesem Fall wird durch die Bohrungen 40 der anschließende Luftraum 41 vor der Bohrung 30 und innerhalb der Ringelektrode 33 mit Spülflüssigkeit gefüllt. Der Luftraum 41 ist gegenüber dem Durchmesser der Bohrung 30 stark erweitert. Diese Spülflüssigkeit wird unter einem sehr geringen Überdruck gehalten (etwa 10 bis 20 mm Wassersäule), wodurch sich noch innerhalb des Düsenkanals 42 ein Flüssigkeitsmeniskus 43 ausbildet, der über längere Zeit bestehen kann, und der ein Austreten von Flüssigkeit aus dem Düsenkanal 42 verhindert. Diese Befüllung schützt die dünne Bohrung 30 vor dem Eintrocknen. Um der Flüssigkeit einen möglichst guten Zutritt zu der Bohrung 30 zu ermöglichen, kann eine kegelförmige Ansenkung 44 in der Wand 55 vorgesehen ein. Durch sie öffnet sich die Bohrung 30 in den Düsenkanal 42 in Richtung der Ringelektrode 33. Es kann aber auch zweckmäßig sein, die Spülflüssigkeit nicht in Kontakt mit der Abdeckflüssigkeit innerhalb der Bohrung 30 treten zu lassen, um letztere nicht zu verdünnen. In diesem Fall entfällt die konische Ansenkung 44, und es findet sich an dieser Stelle nur ein entsprechend klein gehaltener zylindrischer Bohransatz. Die Spülflüssigkeit wird dann auch in dieser Bohrung einen Meniskus bilden, ähnlich dem Meniskus 43. Einen ebensolchen bildet die Abdeckflüssigkeit am Ausgang der Bohrung 30. Zwischen beiden Menisken befindet sich dann ein kleiner Luftraum, der dank seines kleinen Volumens rasch mit dampfförmigen Molekülen der leicht abdampfbaren Komponenten des Abdecklackes und der Spülflüssigkeit gesättigt wird. Eine weitere Abdunstung dieser Komponenten aus dem Abdecklack ist dann nicht mehr möglich, so daß ein Eintrocknen verhindert wird, ohne die Gefahr, daß die Abdeckflüssigkeit durch Spülflüssigkeit vedünnt wird.
- Die Düse 2 wird vorteilhaft auch während der Ausbringung von Abdeckflüssigkeit auf das Sieb 1 von Luft durchströmt. Dadurch hält die aus den Bohrungen 40 austretende Trockenluft kleine Sekundärtröpfchen von der Ringelektrode 33 ab und diese somit sauber. Solche Sekundärtröpfchen entstehen gleichzeitig mit den Haupttropfen bei dem Zerfall des aus der Bohrung 30 austretenden Flüssigkeitsstrahls. Wegen der Kleinheit und der geringen Masse dieser Sekundärtröpfchen können diese durch den Abschnürungsvorgang der Haupttropfen an die Ringelektrode 33 geschleudert werden. Würden sich dort Tropfenansätze bilden, dann könnte mit der Zeit die einwandfreie Funktion der Elektrode in Frage gestellt werden. Ein weiterer Effekt ergibt sich bei der Durchströmung des diffusorartigen Kanals 42. Hier sollte die Fluggeschwindigkeit der Tropfen zwar etwas aber nicht zu stark verzögert werden, da sich diese erst nach dem Auftreffen auf dem Sieb 1 berühren dürfen. Eine Berührung der Flüssigkeitstropfen noch innerhalb des Düsenkanals 42 würde zur sofortigen Bildung von großen Tropfen führen, die wiederum wegen des spezifisch geringeren Luftwiderstandes weitere Normal-Tropfen einfangen und in Summe führen diese Vorgänge zu einer Verfälschung des elektrisch aufgeprägten Musterbildes. Diese Erscheinung kann dann verhindert werden, wenn die Tropfen auf ihrer Flugbahn innerhalb des Düsenkanals 42 von einer laminaren Luftströmung eingehüllt werden, die eine hierzu geeignete Strömungsgeschwindigkeit aufweist. Die Geschwindigkeit des laminaren Gasstroms wird also so gewählt, daß sich einmal gebildete Flüssigkeitstropfen auf ihrem Weg zur Sieboberfläche nicht mehr einander nähern können, wodurch sich die Bildung größerer Tropfen vermeiden läßt. Durch eine solche Luftströmung kann auch eine Vortrocknung der Einzeltropfen erreicht werden. Dies bringt Vorteile, wenn der Tropfen am Sieb 1 aufschlägt. Durch eine Vortrocknung läßt sich die Tropfenviskosität erhöhen und außerdem die Größe der Tropfen verringern. Dadurch wird ein Zerplatzen des Tropfens in viele kleine Einzeltropfen beim Auftreffen auf das Sieb 1 und die Ausbildung einer entsprechend unscharfen Lackkontur vermieden. Für eine ausreichende Vortrocknung ist allerdings eine verhältnismäßig große Länge des Düsenka-nals 42 erforderlich, was insbesondere bei parallel zum Gravitationsfeld verlaufender Achse des Düsenkanals 30 möglich ist, also bei vertikaler Düsenachse.
- Die Figur 4 zeigt den Gesamtaufbau der Düse nach Figur 3. Es gelten dabei die gleichen Bezugszeichen wie in Figur 3. Die Auftreffrichtung der Tropfen 38 auf das Sieb 1 ist hier nicht mehr senkrecht, sondern liegt unter einem Winkel 45. Dies hilft, die Tropfen an einem Hindurchtreten durch das Sieb 1 zu hindern, weil sich dann vor jedem Tropfen in der Richtung seiner Flugbahn stets eine Materialwand befindet. Außerdem läßt sich hierdurch die Relativgeschwindigkeit zwischen Tropfen und Sieb verringern, wodurch die Gefahr des Zerplatzens der Tropfen beim Auftreffen auf das Sieb 1 weiter verringert wird. Die Nadel 31 ist in einem Nadelhalter 46 gefaßt, der als Stufenhorn ausgebildet ist, d. h. der Durchmesser des Nadelhalters 46 nimmt zur Spitze der Nadel 31 hin ab. Dies verstärkt die in den Nadelhalter 46 eingeleitete Amplitude der hochfrequenten mechanischen Schwingung, so daß die Nadel 31 im Bereich der Bohrung 30 mit maximaler Amplitude schwingt. Der Nadelhalter 46 ist fest in einer Membran 47 (Biegeschwingungsmembran) gefaßt und diese wird durch ein Piezoelement 48 zu der hochfrequenten Schwingung angeregt. Ein Druckstück 49 leitet diese Schwingung an die Membran 47 weiter, wodurch die in der Druckkammer 29 befindliche Flüssigkeit auch durch diese Membran 47 selbst druckbeaufschlagt wird. Um dies zu gewährleisten, müssen die Zuleitungen zur Druckkammer 29 entsprechend dünn ausgelegt sein. Bei entsprechender Ausbildung des Druckstückes 49 kann bereits hier eine Vorverstärkung der Amplitude auf mechanischem Weg erreicht werden. Dazu verjüngt sich das Druckstück 49 im Durchmesser in Richtung zum Nadelhalter 46. Das Piezoelement 48 wird durch nicht mehr dargestellte Versorgungsleitungen mit einer der Eigenfrequenz der Düsenanordnung entsprechenden hochfrequenten Sinus- oder Rechteckspannung versorgt. Da das Piezoelement 48 sandwichartig aus sehr vielen dünnen Schichten zusammengesetzt ist, genügen bereits geringe elektrische Spannungen, um heftige Kontraktionen bzw. Elongationen in Längsrichtung insbesondere im Bereich der Eigenfrequenz der Gesamtanordnung zu erzeugen. Das Piezoelement 48 wird statisch in seiner Längsrichtung durch eine Druckschraube 50 vorgespannt, und eine Kontramutter 51 sichert diese Schraubeneinstellung. Ein Gehäuse 52 umgibt das Piezoelement 48 und schließt statisch und dynamisch den Kraftfluß aller Einzelbauteile. Die Bohrung 30 der Düse 2 ist in einem Saphirplättchen 53 ausgeführt, welches von einer Schraube 54 in eine Halterung 55 gepreßt und auf diese Weise dort fixiert wird. Durch die Wahl des Bohrungsmaterials Saphir wird die durch die Nadelschwingung bedingte Gefahr des Verreibens oder Verschweißens der Nadel 31, die aus einem metallischen Material besteht, mit der Bohrungswandung weitgehend gemindert. Die Halterung 55 ist Teil einer der Membran 47 gegenüberliegenden Wand der Druckkammer 29. In dieser Wand befindet sich eine Durchgangsöffnung, in die das Saphirplättchen 53 gegen den Anschlag 55 gelegt ist. Ein Innengewinde der Durchgangsbohrung nimmt eine Schraube 54 auf, die das Saphirplättchen 53 gegen den Anschlag 55 drückt. Die Schraube 54 weist einen Durchgangskanal auf, in den der Nadelhalter 46 hineinragt. Dabei ist die Innenkontur des Durchgangskanals an die Außenkontur des Nadelhalters 46 derart angepaßt, daß zwischen ihnen ein kleiner Spalt zum Durchtritt der hochviskosen Flüssigkeit verbleibt.
- Es sei noch darauf hingewiesen, daß die Ringelektrode 33, die sich in einem Mundstück 61 befindet, mit einer Zuleitung 56 verbunden ist, um erstere mit einem elektrischen Potential über die Zuleitung 56 versorgen zu können.
- Eine weitere Ausführungsform einer elektrostatischen Düse nach der Erfindung ist in Figur 5 gezeigt. Auch hier sind die gleichen Elemente wie in den Figuren 3 und 4 mit den gleichen Bezugszeichen versehen und werden nicht nochmals erläutert. Die Bohrung 30 ist bei diesem Ausführungsbeispiel so klein, beispielsweise im Enddurchmesser 17 µm, daß sie nicht mehr von der Nadel 31 in ihrer ganzen Länge durchsetzt werden kann. Die Nadel 31 reicht daher nur bis in die Nähe der engsten Bohrungsstelle. Die Wirkung der Nadel 31 ist aber ähnlich der Wirkung, die früher beschrieben wurde. Eine Schwingungsbewegung der Nadel 31 in Richtung zum Düsenaustritt steigert sowohl auf Grund der Wandschubkräfte als auch auf Grund der Verdrängungswirkung der Nadelstirnfläche 32 den Druck im Ausspritzkanal 57. Die entsprechende Rücklaufbewegung der Nadel 31 bewirkt eine Druckminderung. Hierdurch werden wiederum starke Störungen dem austretenden Flüssigkeitsstrahl aufgeprägt und dieser zeigt eine starke Neigung zum geregelten und raschen Zerfall. Die Bildung der Einzeltropfen findet im Bereich der Ringelektrode 33 statt, die auch hier mit einer geeigneten Zuleitung zum Anlegen eines elektrostatischen Potentials versehen ist. DerAusspritzkanal 57, in welchem sich die Nadel 31 bewegt, wird durch einen Düsenkörper 58 erhalten, der aus Hartmetall oder Keramik hergestellt ist. Dieser Düsenkörper 58 ist in eine Bohrung 59 der Halterung 55 eingesetzt, wobei der Nadelhalter 46 noch teilweise in die Bohrung 59 hineinragen kann.
- In den Figuren 6, 7 und 8 ist der Gesamtaufbau der Düse nach Fig. 5 dargestellt. Die Figur 6 zeigt den Schnitt durch einen Aufriß der Düse, die Figur 7 den Kreuzriß und die Figur 8 einen Querschnitt durch die Düse. Es sind wiederum gleiche Elemente wie in den Figuren 3 bis 5 mit den gleichen Bezugszeichen versehen und werden nicht nochmals beschrieben.
- Ein Halter 60 preßt ein Mundstück 61, in welches die Ablenkelektrode 35 eingegossen ist, gegen einen Düsengrundkörper 62. Der Düsenkanal 42 verläuft durch das Mundstück 61 hindurch und ist eingangsseitig mit der Ringelektrode 33 umgeben. Sie wird ebenfalls durch das Mundstück 61 getragen. Die schwingende Membran 47 befindet sich zwischen dem Gehäuse 52 und dem Düsengrundkörper 62. Dabei ist die schwingende Membran 47 zwischen Gehäuse 52 und Düsengrundkörper 62 eingespannt, wobei sie durch ein etwa 0,5 bis 1,0 mm dickes Stahlplättchen gebildet wird, welches wegen der besonderen Art der Einspannung nur in einem Umgebungsbereich der Nadel 31 Biegeschwingungen ausführen kann. Im darüberhinausragenden Bereich wird diese Membran 47 als Klemmelement für ein Mikrosieb 63 verwendet. Die relativ große Dicke der Membran bedingt Eigenfrequenzen, die zwischen 200 und 300 kHz liegen. Das Mikrosieb 63 ist zwischen der Membran 47 und dem Düsengrundkörper 62 eingespannt und verhindert, daß Partikel, die größer als 5 µm sind, und die unbeabsichtigt mit der Abdeckflüssigkeit mitgeführt werden, in das zur Düse führende Kanalsystem eintreten. Hier hilft die über das Mikrosieb 63 im Eintrittsbereich der Flüssigkeit geführte Membran 47 und die in diese eingeleitete Ultraschallschwingung eine Blockade des Mikrosiebs 63 durch sich verhakende Pigmente zu vermeiden. Um eine möglichst große Filterfläche des Mikrosiebes 63 auszunutzen, wird dieses von einem System sehr kleiner feingefräster Stützkanäle 64 gehalten. Die Abdeckflüssigkeit wird durch die Versorgungsleitung 22 der Düse 2 zugeleitet. Diese Versorgungsleitung 22 ist mittels einer Überwurfmutter 65 auf ein Klemmstück 66 dicht aufgesetzt.
- Über eine Luft- Wasserversorgungsleitung 67 wird die für die Reinigung und die Trocknung der Düse 2 erforderliche Flüssigkeit bzw. die notwendige Luft der Düse 2 im Bedarfsfall zugeführt. Auch diese Leitung 67 wird mit einer Überwurfmutter 68 gegen ein Einschraubklemmstück 69 gepreßt. Die Leitung 67 führt zu einem Umschaltventil 70, welches hier symbolisch dargestellt ist und sich in einer größeren Entfernung von der Düse 2 befindet.
- In Figur 8 ist zu erkennen, daß das Piezoelement 48 innerhalb des Gehäuses 52 durch zwei kurze Gewindestifte 71 in einer Symmetrielage relativ zum Gehäuse 52 gehalten wird.
- Die in den Figuren 3 bis 8 beschriebenen Elektrostatikdüsen eignen sich in besonderer Weise dazu, eine hochviskose bzw. zähe Abdeckflüssigkeit tropfenweise auf das Sieb aufzuspritzen, ohne daß dazu die Baulänge der Düse und damit die Abmessungen der Vorrichtung zur Schablonenerzeugung extrem große Werte annehmen müssen. Die Abdeckflüssigkeit ist resistent gegen Abrasion und gegen chemische Einflüsse der Druckchemikalien.
Claims (19)
- Elektrostatikdüse, mit- einem Piezoelement (48) zur Erzeugung hochfrequenter mechanischer Schwingungen,- einer mit dem Piezoelement (48) gekoppelten Membran (47), auf die die mechanischen Schwingungen übertragen werden, und die eine Wand einer Druckkammer (29) zur Aufnahme einer auszuspritzenden Flüssigkeit bildet, und- einem von der Druckkammer (29) abgehenden Ausspritzkanal (30, 57) zum Ausspritzen der Flüssigkeit aus der Druckkammer (29), dadurch gekennzeichnet, daß mit der Membran (47) ein Stößel (46, 31) verbunden ist, der sich durch die Druckkammer (29) hindurch und bis in den Ausspritzkanal (30, 57) hinein erstreckt.
- Elektrostatikdüse nach Anspruch 1, dadurch gekennzeichnet, daß der Stößel (46, 31) aus einem mit der Membran (47) verbundenen und innerhalb der Druckkammer (29) liegenden Nadelhalter (46) besteht, dessen freie Spitze eine in den Ausspritzkanal (30, 57) hineinragende Nadel (31) trägt.
- Elektrostatikdüse nach Anspruch 2, dadurch gekennzeichnet, daß der Nadelhalter (46) hornförmig und sich in Richtung des Ausspritzkanals (30, 57) verjüngend ausgebildet ist.
- Elektrostatikdüse nach Anspruch 3, dadurch gekennzeichnet, daß sich der Nadelhalter (46) stufenförmig verjüngt.
- Elektrostatikdüse nach Anspruch 3, dadurch gekennzeichnet, daß sich der Nadelhalter (46) exponentiell verjüngt.
- Elektrostatikdüse nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der Ausspritzkanal (30, 57) eingangsseitig hohlzylindrisch sowie in Richtung zum Ausgang mit stetig kleiner werdendem Innendurchmesser ausgebildet ist und die Nadel (31) nur in seinem hohlzylindrischen Teil zu liegen kommt.
- Elektrostatikdüse nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß sich der Ausspritzkanal (30, 57) in einem in die Düse einsetzbaren Körper (53, 58) befindet.
- Elektrostatikdüse nach Anspruch 7, dadurch gekennzeichnet, daß der Körper (53) plättchenförmig ausgebildet ist.
- Elektrostatikdüse nach Anspruch 7, dadurch gekennzeichnet, daß der Körper (58) rohrförmig ausgebildet ist.
- Elektrostatikdüse nach Anspruch 7, 8 oder 9, dadurch gekennzeichnet, daß der Körper aus Saphir, Hartmetall oder Keramik besteht.
- Elektrostatikdüse nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, daß der Köper (53, 58) in einer der Membran (47) gegenüberliegenden Wand (55, 62) der Druckkammer (29) gehalten ist.
- Elektrostatikdüse nach Anspruch 8 und 11, dadurch gekennzeichnet, daß der Körper (53) in eine innenseitige Ausnehmung der Wand (55, 62) eingesetzt und mittels einer in die Ausnehmung eingeschraubten hohlzylindrischen Schraube (54) gehalten ist.
- Elektrostatikdüse nach Anspruch 12, dadurch gekennzeichnet, daß die Innenkontur der hohlzylindrischen Schraube (54) der Außenkontur des Nadelhalters (46) angepaßt ist.
- Elektrostatikdüse nach Anspruch 11, 12 oder 13, dadurch gekennzeichnet, daß in der Wand (55) sich zur Ausgangsseite des Ausspritzkanals (30, 57) hin öffnende Kanäle (40) vorhanden sind.
- Elektrostatikdüse nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, daß der Ausspritzkanal (30) in eine sich in Auspritzrichtung kegelförmig erweiternde Öffnung (44) der Wand (55) mündet.
- Elektrostatikdüse nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, daß das Piezoelement (48) mit der Membran (47) über ein sich in Richtung der Membran (47) verjüngendes Druckstück (49) gekoppelt ist.
- Elektrostatikdüse nach einem der Ansprüche 2 bis 16, dadurch gekennzeichnet, daß die Nadel (31) als zylindrischer Stift ausgebildet ist.
- Elektrostatikdüse nach einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, daß der Ausspritzkanal (30) in einen Düsenkanal (42) übergeht, der eingangsseitig eine koaxial zum Ausspritzkanal (30) liegende Ringelektrode (33) aufweist.
- Elektrostatikdüse nach Anspruch 18, dadurch gekennzeichnet, daß der Düsenkanal (42) in einem mit der Wand (55, 60) verbindbaren Mundstück (61) ausgebildet ist, in das eine zum Düsenkanal (42) ausgangsseitige Ablenkelektrode (35) integriert ist.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP92116182A EP0590165B1 (de) | 1992-09-22 | 1992-09-22 | Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten |
| DE59208075T DE59208075D1 (de) | 1992-09-22 | 1992-09-22 | Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten |
| AT92116182T ATE149102T1 (de) | 1992-09-22 | 1992-09-22 | Elektrostatikdüse, insbesondere zum ausspritzen hochviskoser flüssigkeiten |
| ES92116182T ES2099187T3 (es) | 1992-09-22 | 1992-09-22 | Tobera electroestatica, especialmente para la eyeccion de liquidos de alta viscosidad. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP92116182A EP0590165B1 (de) | 1992-09-22 | 1992-09-22 | Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0590165A1 true EP0590165A1 (de) | 1994-04-06 |
| EP0590165B1 EP0590165B1 (de) | 1997-02-26 |
Family
ID=8210034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92116182A Expired - Lifetime EP0590165B1 (de) | 1992-09-22 | 1992-09-22 | Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0590165B1 (de) |
| AT (1) | ATE149102T1 (de) |
| DE (1) | DE59208075D1 (de) |
| ES (1) | ES2099187T3 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995026236A1 (en) * | 1994-03-25 | 1995-10-05 | Zeneca Limited | Aqueous ophthalmic sprays |
| WO1996025293A1 (en) * | 1995-02-15 | 1996-08-22 | Svecia Screen Printing Systems Ab | Method and arrangement for the production of a stencil |
| WO2000030762A1 (en) * | 1998-11-23 | 2000-06-02 | General Electric Company | Apparatus for atomizing high-viscosity fluids using low-frequency vibrations |
| EP1498262A1 (de) * | 2003-07-15 | 2005-01-19 | Kesper Druckwalzen GmbH | Verfahren und Vorrichtung zur Herstellung einer Siebdruckschablone sowie Sieb mit einer Siebdruckschablone |
| US8684980B2 (en) | 2010-07-15 | 2014-04-01 | Corinthian Ophthalmic, Inc. | Drop generating device |
| US8733935B2 (en) | 2010-07-15 | 2014-05-27 | Corinthian Ophthalmic, Inc. | Method and system for performing remote treatment and monitoring |
| US9087145B2 (en) | 2010-07-15 | 2015-07-21 | Eyenovia, Inc. | Ophthalmic drug delivery |
| US10154923B2 (en) | 2010-07-15 | 2018-12-18 | Eyenovia, Inc. | Drop generating device |
| US10639194B2 (en) | 2011-12-12 | 2020-05-05 | Eyenovia, Inc. | High modulus polymeric ejector mechanism, ejector device, and methods of use |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3066408A1 (en) | 2017-06-10 | 2018-12-13 | Eyenovia, Inc. | Methods and devices for handling a fluid and delivering the fluid to the eye |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1103191B (de) * | 1959-05-12 | 1961-03-23 | Mach Electrostatiques S A M E | Spritzpistole zum Zerstaeuben und Niederschlagen von fluessigen und pulverigen Stoffen |
| DE2724931A1 (de) * | 1976-06-21 | 1977-12-29 | Lonza Ag | Vorrichtung zum verspruehen von dispersen systemen |
| EP0011269A1 (de) * | 1978-11-15 | 1980-05-28 | Dr. Karl Thomae GmbH | Verfahren und Vorrichtung zum Bepunkten von Formwerkzeugen mittels diskreter Tröpfchen flüssiger oder suspendierter Schmiermittel bei der Herstellung von Formlingen im Pharma-, Lebensmittel- oder Katalysatorenbereich |
-
1992
- 1992-09-22 DE DE59208075T patent/DE59208075D1/de not_active Expired - Fee Related
- 1992-09-22 AT AT92116182T patent/ATE149102T1/de not_active IP Right Cessation
- 1992-09-22 ES ES92116182T patent/ES2099187T3/es not_active Expired - Lifetime
- 1992-09-22 EP EP92116182A patent/EP0590165B1/de not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1103191B (de) * | 1959-05-12 | 1961-03-23 | Mach Electrostatiques S A M E | Spritzpistole zum Zerstaeuben und Niederschlagen von fluessigen und pulverigen Stoffen |
| DE2724931A1 (de) * | 1976-06-21 | 1977-12-29 | Lonza Ag | Vorrichtung zum verspruehen von dispersen systemen |
| EP0011269A1 (de) * | 1978-11-15 | 1980-05-28 | Dr. Karl Thomae GmbH | Verfahren und Vorrichtung zum Bepunkten von Formwerkzeugen mittels diskreter Tröpfchen flüssiger oder suspendierter Schmiermittel bei der Herstellung von Formlingen im Pharma-, Lebensmittel- oder Katalysatorenbereich |
Non-Patent Citations (3)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 004, no. 123 (M-029)30. August 1980 & JP-A-55 081 161 ( RICOH CO LTD ) 18. Juni 1980 * |
| PATENT ABSTRACTS OF JAPAN vol. 010, no. 291 (M-522)3. Oktober 1986 & JP-A-61 106 261 ( FUJI XEROX CO LTD ) 24. Mai 1986 * |
| PATENT ABSTRACTS OF JAPAN vol. 014, no. 549 (M-1055)6. Dezember 1990 & JP-A-02 233 255 ( NEC CORP ) 14. September 1990 * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995026236A1 (en) * | 1994-03-25 | 1995-10-05 | Zeneca Limited | Aqueous ophthalmic sprays |
| EP0678337A1 (de) * | 1994-03-25 | 1995-10-25 | Zeneca Limited | Wässeriges Spray für ophthalmologische Anwendung |
| US5630793A (en) * | 1994-03-25 | 1997-05-20 | Zeneca Limited | Aqueous ophthalmic sprays |
| WO1996025293A1 (en) * | 1995-02-15 | 1996-08-22 | Svecia Screen Printing Systems Ab | Method and arrangement for the production of a stencil |
| AU696182B2 (en) * | 1995-02-15 | 1998-09-03 | Svecia Screen Printing Systems Ab | Method and arrangement for the production of a stencil |
| US5875712A (en) * | 1995-02-15 | 1999-03-02 | Svecia Screen Printing Systems Ab | Methods and arrangement for the production of a stencil by a modified laser printer |
| WO2000030762A1 (en) * | 1998-11-23 | 2000-06-02 | General Electric Company | Apparatus for atomizing high-viscosity fluids using low-frequency vibrations |
| US6135357A (en) * | 1998-11-23 | 2000-10-24 | General Electric Company | Apparatus for atomizing high-viscosity fluids |
| EP1498262A1 (de) * | 2003-07-15 | 2005-01-19 | Kesper Druckwalzen GmbH | Verfahren und Vorrichtung zur Herstellung einer Siebdruckschablone sowie Sieb mit einer Siebdruckschablone |
| US8684980B2 (en) | 2010-07-15 | 2014-04-01 | Corinthian Ophthalmic, Inc. | Drop generating device |
| US8733935B2 (en) | 2010-07-15 | 2014-05-27 | Corinthian Ophthalmic, Inc. | Method and system for performing remote treatment and monitoring |
| US9087145B2 (en) | 2010-07-15 | 2015-07-21 | Eyenovia, Inc. | Ophthalmic drug delivery |
| US10073949B2 (en) | 2010-07-15 | 2018-09-11 | Eyenovia, Inc. | Ophthalmic drug delivery |
| US10154923B2 (en) | 2010-07-15 | 2018-12-18 | Eyenovia, Inc. | Drop generating device |
| US10839960B2 (en) | 2010-07-15 | 2020-11-17 | Eyenovia, Inc. | Ophthalmic drug delivery |
| US11011270B2 (en) | 2010-07-15 | 2021-05-18 | Eyenovia, Inc. | Drop generating device |
| US11398306B2 (en) | 2010-07-15 | 2022-07-26 | Eyenovia, Inc. | Ophthalmic drug delivery |
| US10639194B2 (en) | 2011-12-12 | 2020-05-05 | Eyenovia, Inc. | High modulus polymeric ejector mechanism, ejector device, and methods of use |
| US10646373B2 (en) | 2011-12-12 | 2020-05-12 | Eyenovia, Inc. | Ejector mechanism, ejector device, and methods of use |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0590165B1 (de) | 1997-02-26 |
| DE59208075D1 (de) | 1997-04-03 |
| ATE149102T1 (de) | 1997-03-15 |
| ES2099187T3 (es) | 1997-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2428331C2 (de) | Absaugelektrodenanordnung für einen Tintenstrahlschreiber | |
| DE2704514C2 (de) | ||
| EP2566627B1 (de) | Beschichtungseinrichtung mit zertropfenden beschichtungsmittelstrahlen | |
| DE3247540C2 (de) | ||
| DE60222858T2 (de) | Vorrichtung und verfahren zur herstellung von stationären mehrkomponentenflüssigkeits-kapillarströmen und kapseln in mikrometergrösse und nanometergrösse | |
| EP0137313B1 (de) | Vorrichtung für Tintenschreibeinrichtungen zum Beschreiben eines Aufzeichnungsträgers | |
| EP0590164B1 (de) | Verfahren und Vorrichtung zur Herstellung von Druckschablonen | |
| DE69532416T2 (de) | Methode und vorrichtung zur tröpfchenerzeugung mit hoher rate bei der durchfluss-cytometrie | |
| DE2221698A1 (de) | Verfahren und Einrichtung zum Beeinflussen einer Fluessigkeitsstroemung | |
| DE2617885A1 (de) | Tintenstrahldrucker | |
| DE3045932A1 (de) | Verfahren und einrichtung zum erzeugen eines strahles aus fluessigkeitstroepfchen | |
| EP0590165B1 (de) | Elektrostatikdüse, insbesondere zum Ausspritzen hochviskoser Flüssigkeiten | |
| DE2554499A1 (de) | Verfahren zum erzeugen von stoerungen in einem tintenstrahl | |
| EP3890895A1 (de) | Reinigungsgerät für ein applikationsgerät | |
| DE4332264C2 (de) | Tintenspritzvorrichtung sowie Tintenspritzverfahren | |
| DE2927488C2 (de) | ||
| DE3501145A1 (de) | Stroemungsverstaerkende fluessigkeitszerstaeubungsduese | |
| EP0818711B1 (de) | Vorrichtung zum Aufbringen einer Abdeckflüssigkeit auf einen Zylinder | |
| DE2412131A1 (de) | Vorrichtung zum elektrostatischen ueberziehen von gegenstaenden mit fluessigem oder pulverfoermigem ueberzugsmaterial | |
| EP0671261A1 (de) | Verfahren und Vorrichtung zur Herstellung einer Siebdruckschablone | |
| DE3414245C2 (de) | ||
| DE2543038B2 (de) | Vorrichtung für das Auftragen von Flüssigkeitstropfen auf eine Oberfläche | |
| EP0907423B1 (de) | Verfahren und vorrichtung zum dosierten aufbringen von flüssigkeiten auf materialbahnen | |
| DE2259521C3 (de) | Vorrichtung zum Zerteilen einer Hochgeschwindigkeitsflüssigkeitsstrahls | |
| DE2045617C2 (de) | Tröpfchenaufladeeinrichtung für einen Flüssigkeitsstrahlschreiber mit mehreren Flüssigkeitsstrahlerzeugungssystemen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19930715 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT CH DE ES FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 19950711 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SCHABLONENTECHNIK KUFSTEIN AKTIENGESELLSCHAFT |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 149102 Country of ref document: AT Date of ref document: 19970315 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: A. BRAUN, BRAUN, HERITIER, ESCHMANN AG PATENTANWAE Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59208075 Country of ref document: DE Date of ref document: 19970403 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970321 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO TORTA S.R.L. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2099187 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20010918 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010924 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010926 Year of fee payment: 10 Ref country code: ES Payment date: 20010926 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010928 Year of fee payment: 10 Ref country code: CH Payment date: 20010928 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020922 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020922 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030603 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20031011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050922 |