EP0521581A1 - Automatic device for gas cylinder cap placing and prescrewing, in particular for liquefied petroleum gas cylinders - Google Patents
Automatic device for gas cylinder cap placing and prescrewing, in particular for liquefied petroleum gas cylinders Download PDFInfo
- Publication number
- EP0521581A1 EP0521581A1 EP92202014A EP92202014A EP0521581A1 EP 0521581 A1 EP0521581 A1 EP 0521581A1 EP 92202014 A EP92202014 A EP 92202014A EP 92202014 A EP92202014 A EP 92202014A EP 0521581 A1 EP0521581 A1 EP 0521581A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cap
- gripping
- rotating
- head
- prescrewing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007789 gas Substances 0.000 title claims description 26
- 239000003915 liquefied petroleum gas Substances 0.000 title claims description 7
- 238000013016 damping Methods 0.000 claims abstract description 13
- 239000000872 buffer Substances 0.000 claims description 12
- 230000033001 locomotion Effects 0.000 claims description 8
- 230000005540 biological transmission Effects 0.000 claims description 4
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000008685 targeting Effects 0.000 description 2
- 239000002775 capsule Substances 0.000 description 1
- 230000000881 depressing effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/20—Closing bottles, jars or similar containers by applying caps by applying and rotating preformed threaded caps
- B67B3/204—Linear-type capping machines
- B67B3/2053—Linear-type capping machines comprising capping heads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2209/00—Vessel construction, in particular methods of manufacturing
- F17C2209/23—Manufacturing of particular parts or at special locations
- F17C2209/234—Manufacturing of particular parts or at special locations of closing end pieces, e.g. caps
- F17C2209/236—Apparatus therefore
Definitions
- the invention relates to the placing and prescrewing of caps on gas cylinders, in particular Liquefied Petroleum Gas (LPG) cylinders.
- LPG Liquefied Petroleum Gas
- Precapping operations are at present executed manually, by an operator required to take an internally threaded cap from a cap storage station, to put that cap on the externally threaded collar of the gas cylinder moving on a transfer line and to turn it several times to engage the cap on the cylinder before it is transported to an automatic screwing station.
- This precapping station is considered to be one of the most arduous in the processing line, owing to the position of the operator (tiring standing position and wide amplitude of the movements performed) and the throughput rates to be maintained (approx. 900 cylinders per hour).
- the aim of the invention is the full automation of the precapping station by designing a device for automatic cap placing and prescrewing, thus in effect solving the ergonomic problems at this station.
- the applicant has also designed an automatic machine for placing or removal, working with a rectilinear or substantially rectilinear route for the cylinders, as described in French Patent No. 2 106 646.
- Such a machine does not guarantee perfect relative centering of the cap on the neck of the cylinder, which alone can eliminate the risk of jamming in prescrewing: in effect, on the one hand, use is made of a cylinder centering device with two swivelling arms, movable in symmetrical rotation around the vertical, to ensure machine centering about a first vertical axis; and, on the other hand, a movable support suspended from a frame so that it can rotate about a second vertical axis, said support carrying at least two gripping heads, so as to keep constant, irrespective of the cylinders, the relative positioning of the vertical axis of the cylinder and the axis of the cap held by the gripping head.
- the threaded collar is slightly off-centre in respect of the cylinder body, the machine more or less "forces" the cap in the process of screwing, resulting in a risk of jamming the screwing and damaging the threads.
- the aim of the invention is to provide an automatic cap placing and prescrewing device without the above drawbacks and capable, in particular, of ensuring optimum coaxiality of cap and collar in prescrewing, and of doing so irrespective of the relative positioning and the wear of the threads of those two elements.
- the invention also aims to provide a device whose structure is simple and space-saving, which can be easily integrated in a continuous gas cylinder transfer line while permitting increased processing rates.
- the invention relates to an automatic cap placing and prescrewing device for gas cylinders, in particular liquefied petroleum gas cylinders, characterized in that it comprises a rotatable support carrying at least one gripping head movable in rotation about a vertical axis and in translation parallel to that axis, said support being movable between a first position taking the gripping head to a cap gripping station and a second position taking that head to a cap placing and prescrewing station, vertically above a gas cylinder whose threaded collar is to receive a screw cap, said rotating gripping head having, on the one hand, mobile gripping fingers which the associated actuating means can move into a cap gripping position, coaxially with the axis of that head, and, on the other hand, a central telescopic spindle whose lower end extends into a centering cone for engaging the wheel of the valve screwed on the collar of the gas cylinder to centre the cap for prescrewing on the axis of that collar, and
- the rotatable support should carry two identical rotating gripping heads, one of which is at the cap gripping station while the other is at the cap placing and prescrewing station, each rotating gripping head being independent of the other in its rotational and translational movements.
- the two rotating gripping heads are positioned symmetrically on both sides of the vertical rotation axis of the rotatable support.
- the device of the invention comprises a temporary locking device for the rotatable support, acting when said support is in its first or second position: for instance, the locking device can consist of two retractable buffers, mounted on the end of the shafts of the two actuators joined to said buffers.
- each rotating gripping head is mounted on an arm projecting laterally from a sliding member mounted on the rotatable support, said member being guided by a vertical column integral with said rotatable support, and said arm comprising a motor serving to rotate the associated rotating head.
- each sliding member is also guided laterally during its vertical translation by rollers engaging two parallel cams that are substantially vertical.
- the parallel cams are mounted on the rotatable support and have a disengaging portion, providing the rotating gripping head with a degree of angular play when the cap to be prescrewed is engaged on the external thread of the collar.
- each cam has an upper portion followed by a recessed lower portion, arranged in such a way that, during lowering of the sliding member and the associated gripping head for the prescrewing of a cap, the guide rollers are at the level of the recessed lower portions before the centering cone of the central telescopic spindle reaches the wheel of the gas cylinder valve.
- the sliding member comprises an integrated double-action actuator, housed in said vertical guide column on which slides a cylindrical casing integral with the arm carrying the rotating gripping head.
- the or each rotating gripping head has a hub-shaped body on which is mounted a rotating assembly with mobile gripping fingers, said body having a central bore in which the central telescopic spindle slides.
- the hub-shaped body provides in its upper portion a casing in which is located the damping device contacting the upper end of the central telescopic spindle.
- the rotating assembly it is advantageous for the rotating assembly to contain push rods operated by an actuator activated through a rotary joint and acting, preferably via a ring, on the mobile gripping fingers.
- this is a single-action actuator enabling the opening of the mobile gripping fingers, said fingers being automatically returned to their gripping position by associated springs.
- the rotating gripping head is mounted on the associated arm through its hub-shaped body, and if the rotating assembly of said rotating gripping head has external teeth over which passes a transmission belt coupled to the drive shaft of the associated motor.
- the rotating gripping head is then suspended from the associated arm by elastic buffers, providing a degree of play of said head in relation to said arm.
- Figure 1 shows an automatic device 100 for placing and prescrewing of caps on gas cylinders, in particular LPG cylinders, according to the invention.
- a cap gripping station 20 comprising here a channel G containing a delivery conveyor band for caps 10 (arrow 203).
- This conveyor band (not shown in the figure) is permanently moving, permitting sequential presentation of the caps 10, depicted here with a hinged handle 11, in a single file halted by an end stop 160.
- a cap placing and prescrewing station 30 where the gas cylinders 1 pass in a virtually straight line, as illustrated by arrow 200.
- Each cylinder 1 has, in a completely conventional fashion, a neck 2 above which there is a collar 3 on which valve 4 is screwed by means of an internal thread in the collar. It is a conventional valve, above which there is a wheel 5. It has a filling inlet 7 closed by a stopper 8 (or an equivalent capsule); there is also a square end bolt 6 for screwing the valve 4 by the threaded male end thereof in the female threaded socket of the collar 3.
- the collar 3 of each gas cylinder 1 also has an external thread 3' to receive a screw cap 10, whose lower end has a corresponding internal thread.
- the automatic device 100 has a rotatable support 101, movable about a vertical axis 102.
- This support carries at least one gripping head 104 movable in rotation about a vertical axis and in parallel translation in respect of that axis.
- the rotatable support 101 is movable between a first position taking the gripping head 104 to the cap gripping station 20 and a second position taking said head to the cap placing and prescrewing station 30, vertically above a gas cylinder 1 whose threaded collar 3 is to receive a screw cap 10.
- the rotatable support 101 carries two identical rotating gripping heads 104, one of which is at the cap gripping station 20 while the other is at the cap placing and prescrewing station 30, each rotating gripping head 104 being independent of the other in its rotational and translational movements.
- the two rotating gripping heads 104 are positioned symmetrically on both sides of the vertical rotation axis 102 of the rotatable support 101.
- Said temporary locking device here consists of two retractable buffers 130 mounted on the end of the shafts of two actuators 131 joined to said buffers, whose body is fixed to the fixed base B of the device.
- the rotating gripping head 104 is equipped, on the one hand, with mobile gripping fingers 106 that the associated actuating means can move into the cap gripping position, coaxially with the axis 105 of that head (as shown in fig. 4), and, on the other, with a central telescopic spindle 122 whose lower end extends into a centering cone 123 for engaging the valve wheel 5 of the gas cylinder to centre the cap for prescrewing on the axis of the threaded collar of that cylinder (as shown in fig.
- the telescopic centering spindle 122 with its centering cone 123 constitutes an essential element of the device of the invention.
- the conical interior face 129 of the centering cone 123, lowered onto the valve wheel 5 ensures the coaxiality of the axis of said wheel and the axis 105 of the rotating gripping head 104. Since the valve 4 is screwed onto the internal thread 3'' of the collar 3, the axis 9 of the valve coincides very precisely with the axis of the external thread 3' of the collar 3 on which the cap 10 is to be screwed.
- the rotating gripping head 104 has a hub-shaped body 120, on which is mounted a rotating assembly 121 with mobile gripping fingers 106 hinged on their respective axes 118.
- the perfect coaxiality of the rotating assembly 121 relative to the axis 105 of the hub-shaped body 120 is ensured by the presence of the two bearings 116 and 117.
- the hub-shaped body 120 also has a smooth central bore 119 in which slides the central telescopic spindle 122.
- the hub-shaped body 120 extends upwards into a portion forming a casing 146 in which the damping device 124 is placed that engages the upper end 125 of the central telescopic spindle 122.
- the damping device 124 consists here of a central buffer element 126 whose shaft passes into a damping pad 128; the buffer element is held permanently against the end 125 of the central telescopic spindle 122 by a compression spring 127. It goes without saying that alternatively one could use any equivalent device that does not necessarily use a compression spring, e.g. a hydraulic damper, so that the term "damping device” should be understood in a wide sense, without being limited to the particular embodiment described here.
- the rotating assembly 121 contains push rods 107 operated by actuators and acting, preferably via a ring 108, on the mobile gripping fingers 106.
- a ring permits perfect synchronization of the movement of the set of mobile gripping fingers 106, so that they simultaneously reach the outer surface of the cap to be picked up for gripping of the cap (fig. 4). So as not to complicate the structure of the rotating assembly 121, it is advantageous to ensure that all push rods 107 associated with the corresponding gripping fingers 106 are activated by a common ring 109 that constitutes the movable part of the actuator of said fingers.
- a spring 110 is fitted, coaxial with each push rod 107, to return to a raised position said ring 109 when said actuator is not activated.
- the actuator is preferably pneumatic, with the operating fluid entering by an inlet 112, running through a feeder channel 111 in the hub-shaped body 120, then, by way of a rotary joint 114, through a channel 113 issuing from the front of the common ring 109.
- This is a single-action actuator for opening the mobile gripping fingers 106 in perfect synchronization. Those fingers are returned to their gripping position by associated springs not shown here.
- the presence will be noted, around the outside of the rotating assembly 121, of external teeth 115 over which a transmission belt can run (shown in fig. 1 and 2) to rotate the assembly and thus in turn the cap held by the mobile gripping fingers 106.
- each rotating gripping head 104 is here supported by an arm 133 projecting laterally from a sliding member 134 on the rotatable support 101.
- Said sliding member 134 is guided by a vertical column 135 integral with the rotatable support, or, more exactly, with the upper rotatable part 103' of that support mounted on a fixed lower part 103.
- Figure 2 in fact shows a fixed lower base 103 of the rotatable support 101, containing the motor-driven means that make it possible to rotate the upper rotatable portion 103' of that support about its vertical axis 102, whose upper part is integral with the fixed guide columns 135 on which slide the two members 134, as indicated by the arrows 201.
- Arrow 202 indicates the rotation of the rotatable support 101 about its vertical axis 102.
- the sliding member 134 preferably comprises an integrated double-action actuator, housed in said guide column 135, which is tubular, on which slides a cylindrical casing 137 integral with the lateral arm 133 carrying the associated rotating gripping head 104.
- Figures 1 and 2 show the shaft 138 of the integrated double-action actuator, whose free end has a connecting plate 140 to which are linked parallel guide bars 139. Said shaft 138, connecting plate 140 and guide bars 139 form a vertically mobile assembly integral with the sliding casing 137.
- a plate 132 serving as a bottom fixing base for the guide column 135 to part 103' of the support, a base plate 159 for the integrated actuator, and the nose 161 of the integrated actuator, serving to guide the shaft 138 of that actuator.
- the arm 133 carrying a rotating gripping head 104 has a motor 136 serving to rotate the associated head. Further, a transmission belt 147 is fitted, to run over the external teeth 115 of the rotating assembly 121 of the associated rotating head and a pinion connected to the drive shaft 148 of the associated motor 136.
- the rotating gripping head 104 is preferably suspended from the associated arm 103 by elastic buffers 149 (shown in figure 1), to allow a degree of play of that head in relation to the base.
- a top plate 150 is used, resting on said elastic buffers 149, while the motor 136 is, in turn, mounted on a base plate 151 rigidly connected to said top plate and passing under the arm 133.
- the drive motor 136 is preferably pneumatic; the feed pipes 152 and 153 to operate respectively the mobile gripping fingers 106 and to operate the drive motor 136 for each rotating head are shown.
- Figure 1 also shows two pipes 154 representing the fluid feed of each integrated double-action actuator housed in the associated guide column 135 (figure 1 shows three of the corresponding connections 155).
- the sliding member 134 is also guided laterally, during its vertical translation, by rollers 141 co-operating with two parallel cams 142 that are substantially vertical. It is especially advantageous to ensure that the parallel cams 142, attached to the rotatable support 101, have a disengaging portion 143, giving the rotating gripping head 104 a degree of angular play when the cap to be prescrewed engages the external thread of the gas cylinder collar.
- Figure 1 shows one of those cams 142 with a vertical upper portion 144, followed, after the disengaging portion 143, by another, recessed lower portion 145, also vertical.
- Portions 144 and 145 are arranged such that, during lowering of the sliding member 134 and the associated gripping head 104 for prescrewing of a cap 10, the guide rollers 141 are at the level of the recessed lower portions 145 before the centering cone 123 of the central telescopic spindle 122 reaches the valve wheel 5 of the gas cylinder. This offers a degree of lateral play, making it possible to profit maximally from the centering achieved with the cone 123 attached to the central telescopic spindle 122 of the rotating gripping head 104.
- Figure 1 also shows some additional fixtures, including two push buttons 156, mounted on the upper portion of the rotatable support 101. These are bolts to keep the two rotating gripping heads in the raised position in the event of a failure of the pneumatic feed system.
- the device in accordance with the invention thus can function in a fully automatic fashion to perform cap placing and prescrewing, while being able to ensure perfect coaxiality of the cap and the collar during prescrewing, irrespective of the relative positioning and the degree of wear of the thread of those two elements.
- the construction of this device is especially simple and space-saving, so that the device can easily be integrated into a continuous transfer line of gas cylinders, thus permitting increased processing rates to be achieved.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
Description
- The invention relates to the placing and prescrewing of caps on gas cylinders, in particular Liquefied Petroleum Gas (LPG) cylinders.
- Precapping operations are at present executed manually, by an operator required to take an internally threaded cap from a cap storage station, to put that cap on the externally threaded collar of the gas cylinder moving on a transfer line and to turn it several times to engage the cap on the cylinder before it is transported to an automatic screwing station.
- This precapping station is considered to be one of the most arduous in the processing line, owing to the position of the operator (tiring standing position and wide amplitude of the movements performed) and the throughput rates to be maintained (approx. 900 cylinders per hour).
- It is considered desirable to improve as far as possible the ergonomics of the precapping station, ideally, of course, resulting in full automation of the cap placing and prescrewing operations carried out there.
- The machines conventionally used for automatic cap screwing, having turning grippers to complete screwing, are not suitable for prescrewing, because the depth of the first threads of the collar and the vertical angle of the caps are such that there is a risk of jamming if screwing takes place when positioning is incorrect, resulting in damage to the thread of collar and cap.
- That is why manual placing and prescrewing are usually still the norm.
- It would certainly be possible to attempt to improve the ergonomics at this precapping station by using a machine for sorting and good presentation of the cap straight in front of the working position, allowing the operator to adopt a less fatiguing "sitting-standing" position; however, placing and prescrewing would still be carried out manually; better still would be to perform automatic placing of the cap on the cylinder neck, so the operator would only have to engage manually the first few threads, resulting in a less tiring operator position making it easier for him to maintain high throughput.
- The aim of the invention is the full automation of the precapping station by designing a device for automatic cap placing and prescrewing, thus in effect solving the ergonomic problems at this station.
- As was stated earlier, automatic screwing equipment is not wholly satisfactory since it does not allow optimum cap placement in relation to the threaded collar of the gas cylinder.
- The prior art is illustrated by a device for cap removal and placing developed 20 years ago by the applicant, of the type described in French Patent No. 1 586 239 and the Certificate of Addition No. 2 129 150 attached thereto.
- Such a device, called a "carousel", involves a complicated route for the gas cylinders and takes up a lot of space. It is worth pointing out that the Certificate of Addition referred to above proposes using a special facility that automatically causes the drive to stop and reverse the direction of rotation, for a fraction of the turn, as soon as the resisting torque exceeds a predetermined level, as might be the case with incorrect cap placing on the cylinder and/or damaged threads.
- The applicant has also designed an automatic machine for placing or removal, working with a rectilinear or substantially rectilinear route for the cylinders, as described in French Patent No. 2 106 646.
- Such a machine however does not guarantee perfect relative centering of the cap on the neck of the cylinder, which alone can eliminate the risk of jamming in prescrewing: in effect, on the one hand, use is made of a cylinder centering device with two swivelling arms, movable in symmetrical rotation around the vertical, to ensure machine centering about a first vertical axis; and, on the other hand, a movable support suspended from a frame so that it can rotate about a second vertical axis, said support carrying at least two gripping heads, so as to keep constant, irrespective of the cylinders, the relative positioning of the vertical axis of the cylinder and the axis of the cap held by the gripping head. Thus, if the threaded collar is slightly off-centre in respect of the cylinder body, the machine more or less "forces" the cap in the process of screwing, resulting in a risk of jamming the screwing and damaging the threads.
- It is conceivable to target not the cylinder body (so as to cope with the inevitable off-centering of some collars in relation to the body), but the collar itself, its outside. A difficulty with this, however, is inherent in the limited available height (approx. one centimetre), which does not permit simultaneous cap centering and prescrewing, a difficulty aggravated where the thread of the collar and/or cap is worn.
- The aim of the invention is to provide an automatic cap placing and prescrewing device without the above drawbacks and capable, in particular, of ensuring optimum coaxiality of cap and collar in prescrewing, and of doing so irrespective of the relative positioning and the wear of the threads of those two elements.
- The invention also aims to provide a device whose structure is simple and space-saving, which can be easily integrated in a continuous gas cylinder transfer line while permitting increased processing rates.
- In particular, the invention relates to an automatic cap placing and prescrewing device for gas cylinders, in particular liquefied petroleum gas cylinders, characterized in that it comprises a rotatable support carrying at least one gripping head movable in rotation about a vertical axis and in translation parallel to that axis, said support being movable between a first position taking the gripping head to a cap gripping station and a second position taking that head to a cap placing and prescrewing station, vertically above a gas cylinder whose threaded collar is to receive a screw cap, said rotating gripping head having, on the one hand, mobile gripping fingers which the associated actuating means can move into a cap gripping position, coaxially with the axis of that head, and, on the other hand, a central telescopic spindle whose lower end extends into a centering cone for engaging the wheel of the valve screwed on the collar of the gas cylinder to centre the cap for prescrewing on the axis of that collar, and whose upper end contacts a damping device serving to limit the axial force to which the external thread of said collar is subjected during the combined rotation and lowering of said rotating head performing the prescrewing of said cap.
- Preferably, the rotatable support should carry two identical rotating gripping heads, one of which is at the cap gripping station while the other is at the cap placing and prescrewing station, each rotating gripping head being independent of the other in its rotational and translational movements. Specifically, the two rotating gripping heads are positioned symmetrically on both sides of the vertical rotation axis of the rotatable support.
- Advantageously, the device of the invention comprises a temporary locking device for the rotatable support, acting when said support is in its first or second position: for instance, the locking device can consist of two retractable buffers, mounted on the end of the shafts of the two actuators joined to said buffers.
- It is advantageous for the or each rotating gripping head to be mounted on an arm projecting laterally from a sliding member mounted on the rotatable support, said member being guided by a vertical column integral with said rotatable support, and said arm comprising a motor serving to rotate the associated rotating head.
- Preferably, that sliding member is also guided laterally during its vertical translation by rollers engaging two parallel cams that are substantially vertical. Specifically, the parallel cams are mounted on the rotatable support and have a disengaging portion, providing the rotating gripping head with a degree of angular play when the cap to be prescrewed is engaged on the external thread of the collar. More precisely, each cam has an upper portion followed by a recessed lower portion, arranged in such a way that, during lowering of the sliding member and the associated gripping head for the prescrewing of a cap, the guide rollers are at the level of the recessed lower portions before the centering cone of the central telescopic spindle reaches the wheel of the gas cylinder valve.
- It is a further advantage that the sliding member comprises an integrated double-action actuator, housed in said vertical guide column on which slides a cylindrical casing integral with the arm carrying the rotating gripping head.
- According to a further advantageous characteristic, the or each rotating gripping head has a hub-shaped body on which is mounted a rotating assembly with mobile gripping fingers, said body having a central bore in which the central telescopic spindle slides.
- Preferably, the hub-shaped body provides in its upper portion a casing in which is located the damping device contacting the upper end of the central telescopic spindle.
- In that case it is advantageous for the rotating assembly to contain push rods operated by an actuator activated through a rotary joint and acting, preferably via a ring, on the mobile gripping fingers. Specifically, this is a single-action actuator enabling the opening of the mobile gripping fingers, said fingers being automatically returned to their gripping position by associated springs.
- It is also an advantage if the rotating gripping head is mounted on the associated arm through its hub-shaped body, and if the rotating assembly of said rotating gripping head has external teeth over which passes a transmission belt coupled to the drive shaft of the associated motor.
- Preferably, the rotating gripping head is then suspended from the associated arm by elastic buffers, providing a degree of play of said head in relation to said arm.
- Other characteristics and advantages of the invention will become clearer in the light of the following description and the appended drawings, relating to a specific embodiment of the invention, with reference to the figures where:
- figure 1 illustrates a device according to the invention, with two rotating gripping heads, one of which picks up a cap at a gripping station while the other performs prescrewing of a cap on an LPG cylinder at a placing and prescrewing station;
- figure 2 is a partial view detailing the translational and rotational movements of the various elements of the device of figure 1;
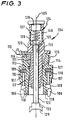
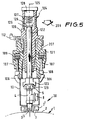
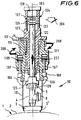
- figures 3 to 6 illustrate the various operating stages of a rotating gripping head according to the invention, with, respectively and successively, a rest position, a cap gripping position, a position for cap placement on the cylinder, and a prescrewing position for that cap.
- Figure 1 shows an
automatic device 100 for placing and prescrewing of caps on gas cylinders, in particular LPG cylinders, according to the invention. - It shows on one side a
cap gripping station 20, comprising here a channel G containing a delivery conveyor band for caps 10 (arrow 203). This conveyor band (not shown in the figure) is permanently moving, permitting sequential presentation of thecaps 10, depicted here with ahinged handle 11, in a single file halted by anend stop 160. Also shown is a cap placing and prescrewingstation 30, where thegas cylinders 1 pass in a virtually straight line, as illustrated byarrow 200. - Each
cylinder 1 has, in a completely conventional fashion, aneck 2 above which there is acollar 3 on whichvalve 4 is screwed by means of an internal thread in the collar. It is a conventional valve, above which there is awheel 5. It has a fillinginlet 7 closed by a stopper 8 (or an equivalent capsule); there is also asquare end bolt 6 for screwing thevalve 4 by the threaded male end thereof in the female threaded socket of thecollar 3. Thecollar 3 of eachgas cylinder 1 also has an external thread 3' to receive ascrew cap 10, whose lower end has a corresponding internal thread. - The
automatic device 100 has arotatable support 101, movable about avertical axis 102. This support carries at least one grippinghead 104 movable in rotation about a vertical axis and in parallel translation in respect of that axis. Therotatable support 101 is movable between a first position taking the grippinghead 104 to thecap gripping station 20 and a second position taking said head to the cap placing and prescrewingstation 30, vertically above agas cylinder 1 whose threadedcollar 3 is to receive ascrew cap 10. In this case, therotatable support 101 carries two identical rotatinggripping heads 104, one of which is at thecap gripping station 20 while the other is at the cap placing and prescrewingstation 30, each rotating grippinghead 104 being independent of the other in its rotational and translational movements. As shown here, the two rotatinggripping heads 104 are positioned symmetrically on both sides of thevertical rotation axis 102 of therotatable support 101. Although using two rotating gripping heads is by no means essential, it is clear that such an arrangement offers the advantage of being able to work during interval times, as one of the heads performs the gripping of acap 10 at thecorresponding station 20, while the other head performs the placing and prescrewing of a cap on the threaded collar of a gas cylinder passing at thecorresponding station 30. Therotatable support 101 in that case rotates by 180° to transfer one rotating gripping head from one station to the other. As will be described later in detail, the positioning of the rotating gripping head vertically above a gas cylinder is especially important, since the device should perform the prescrewing of a cap on the external thread of the collar in conditions of optimum coaxiality. That is why it is indispensable for therotatable support 101 to be correctly positioned at the two specific positions referred to before: therefore, it would be preferable to have a temporary locking device for therotatable support 101, acting as soon as the support reaches its first or second position. Said temporary locking device here consists of tworetractable buffers 130 mounted on the end of the shafts of twoactuators 131 joined to said buffers, whose body is fixed to the fixed base B of the device. - As is shown in fig. 3, and in accordance with an essential characteristic of the device of the invention, the rotating
gripping head 104 is equipped, on the one hand, withmobile gripping fingers 106 that the associated actuating means can move into the cap gripping position, coaxially with theaxis 105 of that head (as shown in fig. 4), and, on the other, with a centraltelescopic spindle 122 whose lower end extends into acentering cone 123 for engaging thevalve wheel 5 of the gas cylinder to centre the cap for prescrewing on the axis of the threaded collar of that cylinder (as shown in fig. 5) and whose upper end contacts adamping device 124 serving to limit the axial force exerted on the external thread 3' of said collar during the combined rotation and lowering of said rotating head in performing the prescrewing of said cap (as shown in fig. 6). - The
telescopic centering spindle 122 with its centeringcone 123 constitutes an essential element of the device of the invention. In fact, on referring to fig. 5, it is apparent that the conicalinterior face 129 of thecentering cone 123, lowered onto thevalve wheel 5, ensures the coaxiality of the axis of said wheel and theaxis 105 of the rotatinggripping head 104. Since thevalve 4 is screwed onto the internal thread 3'' of thecollar 3, theaxis 9 of the valve coincides very precisely with the axis of the external thread 3' of thecollar 3 on which thecap 10 is to be screwed. Thus, owing to the perfect concentricity of the internal thread 3'' and external thread 3' of thecollar 3, thevalve 4 screwed onto that collar maintains the same concentricity, so that the centering relative to thewheel 5 of that valve ensures optimum coaxiality between the two elements to be joined (cap 10 and collar 3). This solves the problem of centering of the rotating gripping head, by ensuring presentation of the cap in perfect coaxiality with the external thread of the cylinder collar. This was not obtainable while targeting the body of the cylinder, owing to the off-centredness of the collar in relation to the body thereof, nor by targeting the outside of said collar, owing to the limited available height that does not permit simultaneous cap centering and prescrewing. - There now follows a detailed description of the construction of a rotating
gripping head 104, with reference to fig. 3; it being understood that where several such gripping heads are used (in this case, two identical heads), the description will apply to each rotating head of the device. - The rotating
gripping head 104 has a hub-shapedbody 120, on which is mounted arotating assembly 121 with mobilegripping fingers 106 hinged on theirrespective axes 118. The perfect coaxiality of therotating assembly 121 relative to theaxis 105 of the hub-shapedbody 120 is ensured by the presence of the twobearings body 120 also has a smoothcentral bore 119 in which slides the centraltelescopic spindle 122. The hub-shapedbody 120 extends upwards into a portion forming acasing 146 in which the dampingdevice 124 is placed that engages theupper end 125 of the centraltelescopic spindle 122. The dampingdevice 124 consists here of acentral buffer element 126 whose shaft passes into a dampingpad 128; the buffer element is held permanently against theend 125 of the centraltelescopic spindle 122 by acompression spring 127. It goes without saying that alternatively one could use any equivalent device that does not necessarily use a compression spring, e.g. a hydraulic damper, so that the term "damping device" should be understood in a wide sense, without being limited to the particular embodiment described here. - The
rotating assembly 121 containspush rods 107 operated by actuators and acting, preferably via aring 108, on the mobilegripping fingers 106. Using a ring permits perfect synchronization of the movement of the set of mobilegripping fingers 106, so that they simultaneously reach the outer surface of the cap to be picked up for gripping of the cap (fig. 4). So as not to complicate the structure of therotating assembly 121, it is advantageous to ensure that all pushrods 107 associated with the correspondinggripping fingers 106 are activated by acommon ring 109 that constitutes the movable part of the actuator of said fingers. Aspring 110 is fitted, coaxial with eachpush rod 107, to return to a raised position saidring 109 when said actuator is not activated. The actuator is preferably pneumatic, with the operating fluid entering by aninlet 112, running through afeeder channel 111 in the hub-shapedbody 120, then, by way of a rotary joint 114, through achannel 113 issuing from the front of thecommon ring 109. This is a single-action actuator for opening the mobilegripping fingers 106 in perfect synchronization. Those fingers are returned to their gripping position by associated springs not shown here. In addition, the presence will be noted, around the outside of therotating assembly 121, ofexternal teeth 115 over which a transmission belt can run (shown in fig. 1 and 2) to rotate the assembly and thus in turn the cap held by the mobilegripping fingers 106. - Before describing the various stages in the operation of a rotating gripping head with reference to figures 3-6, there now follows a description of the means permitting execution of the various translational and rotational movements of each rotating gripping head, with reference to figures 1 and 2.
- The or each rotating
gripping head 104 is here supported by anarm 133 projecting laterally from a slidingmember 134 on therotatable support 101. Said slidingmember 134 is guided by avertical column 135 integral with the rotatable support, or, more exactly, with the upper rotatable part 103' of that support mounted on a fixedlower part 103. Figure 2 in fact shows a fixedlower base 103 of therotatable support 101, containing the motor-driven means that make it possible to rotate the upper rotatable portion 103' of that support about itsvertical axis 102, whose upper part is integral with the fixedguide columns 135 on which slide the twomembers 134, as indicated by thearrows 201.Arrow 202 indicates the rotation of therotatable support 101 about itsvertical axis 102. The slidingmember 134 preferably comprises an integrated double-action actuator, housed in saidguide column 135, which is tubular, on which slides acylindrical casing 137 integral with thelateral arm 133 carrying the associated rotating grippinghead 104. Figures 1 and 2 show theshaft 138 of the integrated double-action actuator, whose free end has a connectingplate 140 to which are linked parallel guide bars 139.Said shaft 138, connectingplate 140 and guidebars 139 form a vertically mobile assembly integral with the slidingcasing 137. Also shown are, beneath thecasing 137, aplate 132 serving as a bottom fixing base for theguide column 135 to part 103' of the support, abase plate 159 for the integrated actuator, and thenose 161 of the integrated actuator, serving to guide theshaft 138 of that actuator. Thus said means make it possible, on the one hand, to move each rotatinggripping head 104 from one station to the other, and, on the other hand, to raise or lower that head to seize a cap at the gripping station or to perform the placing and prescrewing of a cap at the placing and prescrewing station. - As is illustrated in figs. 1 and 2, the
arm 133 carrying a rotatinggripping head 104 has amotor 136 serving to rotate the associated head. Further, atransmission belt 147 is fitted, to run over theexternal teeth 115 of therotating assembly 121 of the associated rotating head and a pinion connected to thedrive shaft 148 of the associatedmotor 136. The rotatinggripping head 104 is preferably suspended from the associatedarm 103 by elastic buffers 149 (shown in figure 1), to allow a degree of play of that head in relation to the base. Preferably, atop plate 150 is used, resting on saidelastic buffers 149, while themotor 136 is, in turn, mounted on a base plate 151 rigidly connected to said top plate and passing under thearm 133. Thedrive motor 136 is preferably pneumatic; thefeed pipes gripping fingers 106 and to operate thedrive motor 136 for each rotating head are shown. Figure 1 also shows twopipes 154 representing the fluid feed of each integrated double-action actuator housed in the associated guide column 135 (figure 1 shows three of the corresponding connections 155). - In accordance with another advantageous characteristic of the invention, the sliding
member 134 is also guided laterally, during its vertical translation, byrollers 141 co-operating with twoparallel cams 142 that are substantially vertical. It is especially advantageous to ensure that theparallel cams 142, attached to therotatable support 101, have a disengagingportion 143, giving the rotating gripping head 104 a degree of angular play when the cap to be prescrewed engages the external thread of the gas cylinder collar. Figure 1 shows one of thosecams 142 with a verticalupper portion 144, followed, after the disengagingportion 143, by another, recessedlower portion 145, also vertical.Portions member 134 and the associated grippinghead 104 for prescrewing of acap 10, theguide rollers 141 are at the level of the recessedlower portions 145 before the centeringcone 123 of the centraltelescopic spindle 122 reaches thevalve wheel 5 of the gas cylinder. This offers a degree of lateral play, making it possible to profit maximally from the centering achieved with thecone 123 attached to the centraltelescopic spindle 122 of the rotatinggripping head 104. - Figure 1 also shows some additional fixtures, including two
push buttons 156, mounted on the upper portion of therotatable support 101. These are bolts to keep the two rotating gripping heads in the raised position in the event of a failure of the pneumatic feed system. - There now follows a description of the various operating stages of a rotating gripping head according to the invention, with reference to figures 3 to 6:
- figure 3: the rotating
gripping head 104 is motionless, and the actuator of the mobilegripping fingers 106 is not activated, so that said fingers are in the open position, ready to grip a cap; the telescopic centeringspindle 122, with its centeringcone 123, is in the low position, as a result of the force exerted by thespring 127 of the dampingdevice 124; - figure 4: the rotating gripping head is lowered (arrow 201) onto a
cap 10 to be picked up at the cap gripping station, and the actuator of the mobilegripping fingers 106 is activated (arrow 205), so that the fingers close to grip a cap 10 (arrows 204); - figure 5: the rotating
gripping head 104 holding thecap 10 has been moved to the cap placing and prescrewing station, and has been lowered with said cap (arrow 206) vertically above thegas cylinder 1. This lowering engages the centeringcone 123 of the centraltelescopic spindle 122 on thevalve wheel 5, thus ensuring perfect coaxiality of theaxis 9 of the threadedcollar 3 and theaxis 105 of the rotatinggripping head 104; the action of lowering the rotating gripping head and the cap it holds cause the central telescopic spindle 122 (arrow 207) to rise again progressively, depressing thespring 127 of the dampingdevice 124, while maintaining said coaxiality; - figure 6: the rotating
assembly 121 is put into rotation (simultaneaously with the lowering of the rotating gripping head, or slightly later) by the associated drive motor (arrows 208), so that the action of lowering the rotatinggripping head 204 and thecap 10 it holds produce a heliocoidal motion allowing said cap to be screwed onto the external thread 3' of thecollar 3 of the gas cylinder, while the centraltelescopic spindle 122 rises progressively (arrow 207). - It is important to note that any excessive axial force on the external thread of the collar during this prescrewing is avoided due to the presence of the damping
device 124; after several turns have secured adequate prescrewing of thecap 10, the feed of the actuator of the mobile gripping fingers is cut off (or inverted), which automatically causes retraction of the mobilegripping fingers 106 and permits the normal return of the rotatinggripping head 104, before a new transfer of said head to the cap prescrewing station. - The device in accordance with the invention thus can function in a fully automatic fashion to perform cap placing and prescrewing, while being able to ensure perfect coaxiality of the cap and the collar during prescrewing, irrespective of the relative positioning and the degree of wear of the thread of those two elements. Moreover, the construction of this device is especially simple and space-saving, so that the device can easily be integrated into a continuous transfer line of gas cylinders, thus permitting increased processing rates to be achieved.
- The invention is not limited to the specific embodiment described above, but on the contrary encompasses all variations that, using equivalent means, possess the basic characteristics described above.
Claims (16)
- Automatic placing and prescrewing device for caps for gas cylinders, in particular liquefied petroleum gas cylinders, characterized in that it comprises a rotatable support (101) carrying at least one gripping head (104) movable in rotation about a vertical axis (105) and in translation parallel to that axis, said support being movable between a first position taking the gripping head (104) to a cap gripping station (20) and a second position taking that head to a cap placing and prescrewing station (30), vertically above a gas cylinder (1) whose threaded collar (3) is to receive a screw cap (10), said rotating gripping head (104) having, on the one hand, mobile gripping fingers (106) which the associated actuating means (107, 108, 109) can move into the cap gripping position, coaxially with the axis of that head, and, on the other hand, a central telescopic spindle (122) whose lower end extends into a centering cone (123) for engaging the wheel (5) of the valve (4) screwed on the collar (3) of the gas cylinder to centre the cap for prescrewing on the axis of that collar, and whose upper end contacts a damping device (124) serving to limit the axial force to which the external thread of said collar is subjected during the combined rotation and lowering of said rotating head performing the prescrewing of said cap.
- Device according to claim 1, characterized in that the rotatable support (101) carries two identical rotating gripping heads (104), one of which is at the cap gripping station (20) while the other is at the cap placing and prescrewing station (30), each rotating gripping head (104) being independent of the other in its rotational and translational movements.
- Device according to claim 2, characterized in that the two rotating gripping heads (104) are positioned symmetrically on both sides of the vertical rotation axis (102) of the rotatable support (101).
- Device according to any one of claims 1 to 3, characterized in that it comprises a temporary locking device (130, 131) for the rotatable support (101), acting when said support is in its first or second position.
- Device according to claim 4, characterized in that the temporary locking device consists of two retractable buffers (130), mounted on the end of the shafts of the two actuators (131) joined to said buffers.
- Device according to any one of claims 1 to 5, characterized in that the or each rotating gripping head (104) is mounted on an arm (133) projecting laterally from a sliding member (134) mounted on the rotatable support (101), said member being guided by a vertical column (135) integral with said rotatable support, and said arm comprising a motor (136) serving to rotate the associated rotating head.
- Device according to claim 6, characterized in that the sliding member (134) is also guided laterally during its vertical translation by rollers (141) engaging two parallel cams (142) that are substantially vertical.
- Device according to claim 7, characterized in that the parallel cams (142) are mounted on the rotatable support (101) and have a disengaging portion (143), providing the rotating gripping head (104) with a degree of angular play when the cap for prescrewing (10) is engaged on the external thread (3') of the collar (3).
- Device according to claim 8, characterized in that each cam (142) has an upper portion (144) followed by a recessed lower portion (145), arranged in such a way that, during lowering of the sliding member (134) and the associated gripping head (104) for the prescrewing of a cap (10), the guide rollers (141) are at the level of the recessed lower portions (145) before the centering cone (123) of the central telescopic spindle (122) reaches the wheel (5) of the gas cylinder valve.
- Device according to claim 6 and any one of claims 7 to 9, characterized in that the sliding member (134) comprises an integrated double-action actuator, housed in said vertical guide column (135) on which slides a cylindrical casing (137) integral with the arm (133) carrying the rotating gripping head (104).
- Device according to any one of claims 1 to 10, characterized in that the or each rotating gripping head (104) has a hub-shaped body (120) on which is mounted a rotating assembly (121) with mobile gripping fingers (106), said body having a central bore (119) in which the central telescopic spindle (122) slides.
- Device according to claim 11, characterized in that the hub-shaped body (120) provides in its upper portion a casing (146) in which is located the damping device (124) contacting the upper end (125) of the central telescopic spindle (122).
- Device according to claim 11 or 12, characterized in that the rotating assembly (121) contains push rods (107) operated by an actuator activated through a rotary joint and acting, preferably via a ring (108), on the mobile gripping fingers (106).
- Device according to claim 13, characterized by a single-action actuator (107, 109) enabling the opening of the mobile gripping fingers (106), said fingers being automatically returned to their gripping position by associated springs.
- Device according to claim 6 and any one of claims 11 to 14, characterized in that the rotating gripping head (104) is mounted on the associated arm (103) through its hub-shaped body (120), and the rotating assembly (121) of said rotating gripping head has external teeth (115) over which passes a transmission belt (147), coupled to the drive shaft (148) of the associated motor (136).
- Device according to the claim 15, characterized in that the rotating gripping head (104) is suspended from the associated arm (103) by elastic buffers (149), providing a certain degree of play of said head in relation to said arm.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9108367A FR2678598B1 (en) | 1991-07-04 | 1991-07-04 | AUTOMATIC DEVICE FOR LAYING AND PRE-SCREWING HATS ONTO GAS BOTTLES, ESPECIALLY LIQUEFIED OIL GAS BOTTLES. |
| FR9108367 | 1991-07-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0521581A1 true EP0521581A1 (en) | 1993-01-07 |
| EP0521581B1 EP0521581B1 (en) | 1995-10-18 |
Family
ID=9414704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19920202014 Expired - Lifetime EP0521581B1 (en) | 1991-07-04 | 1992-07-02 | Automatic device for gas cylinder cap placing and prescrewing, in particular for liquefied petroleum gas cylinders |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0521581B1 (en) |
| DK (1) | DK0521581T3 (en) |
| ES (1) | ES2078644T3 (en) |
| FR (1) | FR2678598B1 (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0636573A1 (en) * | 1993-07-28 | 1995-02-01 | AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.p.A. | Capping unit for automatically assembling pump-operated spray cap bottles |
| WO1995030619A1 (en) * | 1994-05-06 | 1995-11-16 | Dowbrands Inc. | Carrier puck for container closures |
| EP0889002A1 (en) * | 1997-07-01 | 1999-01-07 | Crown Simplimatic Ortmann + Herbst Maschinen- und Anlagenbau GmbH | Device for screwing threaded caps on beverage bottles |
| FR2790395A1 (en) * | 1999-03-05 | 2000-09-08 | Usines Desautel Sa | Plant for assembling head of fire extinguisher comprises workstations for presentation of gas cartridge to base cup tapping, and for screwing cartridge to base cup |
| EP0919516A3 (en) * | 1997-11-27 | 2002-07-24 | Repsol Butano, S.A. | Sealing cap installing machine |
| EP1424307A1 (en) | 2002-11-29 | 2004-06-02 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Apparatus for closing containers |
| DE10352016B3 (en) * | 2003-11-07 | 2005-08-11 | Khs Maschinen- Und Anlagenbau Ag | Closing machine for closing vessels |
| GR1005223B (en) * | 2004-12-27 | 2006-05-18 | Soukos Robots Αβεε | Robotic system for mounting valves on barrels that are used for bottling beer, refreshments and other liquids |
| US7162849B2 (en) | 2003-11-06 | 2007-01-16 | Khs Maschinen-Und Anlagenbau Ag | Beverage bottling plant for filling bottles with a liquid beverage material having a bottle closing device, and a closure applying machine for closing of containers, such as bottles, cans, canisters, or the like, by way of screwing on of screw caps |
| CN105000517A (en) * | 2015-06-29 | 2015-10-28 | 金华市名仕科技股份有限公司 | Inner cap rotating mechanism for nail polish bottle |
| CN109606770A (en) * | 2018-12-04 | 2019-04-12 | 北京航天斯达科技有限公司 | A three-petal automatic grasping and capping head |
| CN109911824A (en) * | 2019-04-26 | 2019-06-21 | 郑州奥特智能设备股份有限公司 | Gas cylinder rotary mounting robot |
| CN111760860A (en) * | 2020-07-06 | 2020-10-13 | 惠州凯美特气体有限公司 | Fully automatic integrated gas cylinder cleaning inverted discharge device and system |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112194075B (en) * | 2020-11-10 | 2022-05-03 | 常德市同创包装有限公司 | Cover loading mechanism applied to beverage packaging machine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1586239A (en) * | 1968-09-20 | 1970-02-13 | ||
| FR2106646A5 (en) * | 1970-09-18 | 1972-05-05 | Utilisation Ration Gaz | |
| FR2129150A6 (en) * | 1971-03-17 | 1972-10-27 | Utilisation Ration Gaz |
-
1991
- 1991-07-04 FR FR9108367A patent/FR2678598B1/en not_active Expired - Fee Related
-
1992
- 1992-07-02 ES ES92202014T patent/ES2078644T3/en not_active Expired - Lifetime
- 1992-07-02 EP EP19920202014 patent/EP0521581B1/en not_active Expired - Lifetime
- 1992-07-02 DK DK92202014T patent/DK0521581T3/en active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1586239A (en) * | 1968-09-20 | 1970-02-13 | ||
| FR2106646A5 (en) * | 1970-09-18 | 1972-05-05 | Utilisation Ration Gaz | |
| FR2129150A6 (en) * | 1971-03-17 | 1972-10-27 | Utilisation Ration Gaz |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5467527A (en) * | 1993-07-28 | 1995-11-21 | Azionaria Costruzioni Macchine Automatiche A.C.M.A. S.P.A. | Capping unit for automatically assembling pump-operated spray cap |
| EP0636573A1 (en) * | 1993-07-28 | 1995-02-01 | AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.p.A. | Capping unit for automatically assembling pump-operated spray cap bottles |
| WO1995030619A1 (en) * | 1994-05-06 | 1995-11-16 | Dowbrands Inc. | Carrier puck for container closures |
| EP0889002A1 (en) * | 1997-07-01 | 1999-01-07 | Crown Simplimatic Ortmann + Herbst Maschinen- und Anlagenbau GmbH | Device for screwing threaded caps on beverage bottles |
| DE19728059C2 (en) * | 1997-07-01 | 1999-05-12 | Crown Simplimatic Ortmann & He | Screwing device for beverage bottles |
| EP0919516A3 (en) * | 1997-11-27 | 2002-07-24 | Repsol Butano, S.A. | Sealing cap installing machine |
| FR2790395A1 (en) * | 1999-03-05 | 2000-09-08 | Usines Desautel Sa | Plant for assembling head of fire extinguisher comprises workstations for presentation of gas cartridge to base cup tapping, and for screwing cartridge to base cup |
| EP1424307A1 (en) | 2002-11-29 | 2004-06-02 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Apparatus for closing containers |
| US7162849B2 (en) | 2003-11-06 | 2007-01-16 | Khs Maschinen-Und Anlagenbau Ag | Beverage bottling plant for filling bottles with a liquid beverage material having a bottle closing device, and a closure applying machine for closing of containers, such as bottles, cans, canisters, or the like, by way of screwing on of screw caps |
| DE10352016B3 (en) * | 2003-11-07 | 2005-08-11 | Khs Maschinen- Und Anlagenbau Ag | Closing machine for closing vessels |
| US9233820B2 (en) | 2003-11-07 | 2016-01-12 | Khs Gmbh | Rotatable bottle or container capping machine for screwing threaded screw caps onto a threaded mouth portion of filled bottles or containers to close filled bottles or containers, and a method of operation thereof |
| GR1005223B (en) * | 2004-12-27 | 2006-05-18 | Soukos Robots Αβεε | Robotic system for mounting valves on barrels that are used for bottling beer, refreshments and other liquids |
| CN105000517A (en) * | 2015-06-29 | 2015-10-28 | 金华市名仕科技股份有限公司 | Inner cap rotating mechanism for nail polish bottle |
| CN109606770A (en) * | 2018-12-04 | 2019-04-12 | 北京航天斯达科技有限公司 | A three-petal automatic grasping and capping head |
| CN109606770B (en) * | 2018-12-04 | 2022-07-08 | 北京航天斯达科技有限公司 | Three-petal type automatic grasping cap screwing head |
| CN109911824A (en) * | 2019-04-26 | 2019-06-21 | 郑州奥特智能设备股份有限公司 | Gas cylinder rotary mounting robot |
| CN109911824B (en) * | 2019-04-26 | 2024-01-02 | 郑州奥特智能设备股份有限公司 | Gas cylinder rotary loading robot |
| CN111760860A (en) * | 2020-07-06 | 2020-10-13 | 惠州凯美特气体有限公司 | Fully automatic integrated gas cylinder cleaning inverted discharge device and system |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0521581T3 (en) | 1996-03-18 |
| FR2678598A1 (en) | 1993-01-08 |
| FR2678598B1 (en) | 1993-11-05 |
| EP0521581B1 (en) | 1995-10-18 |
| ES2078644T3 (en) | 1995-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0521581B1 (en) | Automatic device for gas cylinder cap placing and prescrewing, in particular for liquefied petroleum gas cylinders | |
| US3031822A (en) | Chuck for capping machines | |
| RU2682066C2 (en) | Device for replacing machining inserts | |
| US8430226B2 (en) | Work transfer apparatus | |
| US3852941A (en) | Vial capping apparatus | |
| CN106583945B (en) | Four paws automatic centring chuck and lathe | |
| US20130334831A1 (en) | Clamp having three jaws | |
| CN108747358B (en) | Automatic valve body assembly line | |
| US4980969A (en) | Rotating multi-station machine for inserting an under-plug in vials and similar containers | |
| EP0066014A1 (en) | Manipulator with two opposing arms | |
| CA1142192A (en) | Material handling device | |
| US8096099B2 (en) | Capping torque head and method of cap application | |
| MX2008016497A (en) | Installation for packing objects such as bottles of different designs. | |
| CN109465839A (en) | A kind of feeding clamping jaw | |
| CN110091171A (en) | A kind of oil seal assembly mounting device of air spring piston bar assembly | |
| US5081762A (en) | Tool exchange device for a machine tool | |
| CN107187870A (en) | A kind of feeding handgrip for adapting to unlike material automotive upholstery | |
| CN109911824A (en) | Gas cylinder rotary mounting robot | |
| CN207558712U (en) | Handleset assembling device and breaker lower housing on breaker assembly machine | |
| DE69114817T2 (en) | DEVICE FOR STORING AND CONVEYING STACKED PARTS. | |
| EP3266566B1 (en) | Self-centering part extractor | |
| JPH0354241B2 (en) | ||
| US2826884A (en) | Apparatus for applying sealing bands to bottle tops and the like | |
| DE2726474C2 (en) | ||
| CN218260750U (en) | Offline manipulator for liquefied petroleum gas cylinder valve |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DK ES |
|
| 17P | Request for examination filed |
Effective date: 19930601 |
|
| 17Q | First examination report despatched |
Effective date: 19941202 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DK ES |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2078644 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20080602 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080729 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090731 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090703 |