EP0507411A1 - Aluminium sheet and method for its manufacture - Google Patents
Aluminium sheet and method for its manufacture Download PDFInfo
- Publication number
- EP0507411A1 EP0507411A1 EP92200925A EP92200925A EP0507411A1 EP 0507411 A1 EP0507411 A1 EP 0507411A1 EP 92200925 A EP92200925 A EP 92200925A EP 92200925 A EP92200925 A EP 92200925A EP 0507411 A1 EP0507411 A1 EP 0507411A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- max
- sheet
- annealing
- grain size
- aluminium sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
Abstract
Description
- The invention relates to a method for the manufacture of soft, deformable SSF aluminium sheet having a composition belonging to the known AA 5000 series of Al-Mg alloys with a Mg content of over 0.8% Mg, and to sheet of this type. The sheet is suitable for deforming purposes such as, for example, the manufacture of bodywork parts for cars by pressing.
- In this specification, in relation to the aluminium sheet of the type described above, 'soft' is understood to describe the supply condition of the sheet. Within the framework of this application, the supply condition 'soft' relates to the condition following recrystallisation annealing, which may sometimes be followed by a light post-treatment such as flattening. In its 'soft' condition, the material is ready for shaping by deformation involving curvature in two planes.
- In this specification, 'sheet' is understood to be not only sheets obtained by cutting off, but also strip-shaped sheet still on coils until cut off.
- In this specification, 'SSF' (Stretcher Strain Free) is used in its meaning normal in this art, i.e. to define sheet that, in cold plastic deformation, remains free of type A Stretcher Strain marks, so-called Lüder lines. These grain-like unevenesses in the surface of the material occur when the material flows and are not acceptable for visible outer bodywork parts because they remain visible after painting.
- Lüder lines are also known in steel. For this reason, deformation steel is usually temper rolled. This is not customary with aluminium because this cold work-hardening reduces deformability to a significant degree.
- In their soft condition Al-Mg alloys of the 5000 series are very susceptible to Lüder lines. With Al-Mg alloys the conventional way to make material unsusceptible to type A Lüder lines is to ensure that the grain size of the material is greater than 50 µm at finished gauge. With a grain size of over 50 µm the risk of type A Lüder lines is then low. This is achieved by recrystallization annealing at a gauge greater than the finished gauge, so-called intermediate annealing. Thereafter, in a second cold rolling stage the material is brought to finished gauge with a precisely determined reduction in the range of 15 to 20% and is again recrystallization annealed, so-called final annealing. If reduced more the grain size is smaller than 50 µm and Lüder lines occur. If reduced less the grain size of the material after recrystallization is so great that the so-called orange-peel phenomenon occurs on pressing. All in all this classic way of manufacturing SSF Al-Mg sheet is a rather critical procedure which can easily lead to complaints from sheet users about Lüder lines or orange-peel effects after they have processed the sheet.
- US-A-4151013 describes AA 5000 Al-Mg alloy SSF sheet. The document discusses the disadvantages and failure of a process for dealing with type A lines involving annealing at 500°C (or 300°C) then quenching in cold water and finally lightly rolling or roller-levelling. The new process proposed by the document includes a brief annealing followed by a slight but significant stretching, of about 0.5%. The annealing is said to involve quenching at rates slower than a cold-water quench. The details of the specific process of continuous annealing described imply that a very rapid heating rate during annealing was not used. The grain size of this product is not mentioned.
- GB-A-2024861 describes an Al-Mg alloy SSF sheet having a content of Zn (0.5 to 2.0%) which places it outside the AA 5000 series. The sheet has grain size of less than 50 µm. Comparative tests in this document suggest that a AA 5000 sheets having a grain size of less than 50 µm are not SSF.
- EP-A-259700 proposes that, after a T4 solution heat treatment and straightening of Al-Mg alloy containing 2 to 6% Mg, a post-heat-treatment involving rapid heating and cooling is performed; this post-heat-treatment is an artificial ageing, not a recrystallization heat treatment. The alloy is of the so-called heat-treatable type. The alloys of the present invention are not suitable for T4 treatment.
- US-A-4021271 describes a different kind of aluminium product containing 2-9% Mg, and also containing 0.75-5% aluminide-forming transition elements such as Fe, Co, Ni, whose function is cause formation of fine aluminide particles in casting. On annealing, the cold-worked structure recrystallizes to give an ultra-fine structure with an average grain size of less than 15 µm. Continuous and batch annealing is mentioned, but not heating or cooling rates are given. The present invention excludes aluminium products of this kind in which aluminide-forming elements are present in order to achieve a fine grain size.
- The object of the present invention is to provide an improved SSF Al-Mg sheet material and an improved method for its manufacture.
- The invention in one aspect is set out in claim 1. Preferably the grain size of the sheet after recrystallization annealing at finished gauge is less than 40 µm. In this specification, the grain size is understood to be the average grain diameter according to ASTM E 112.
- In the invention, the aluminium sheet is recrystallization annealed at finished gauge in a continuous annealing furnace with a heating rate in the heating section of the continuous annealing furnace of over 50°C/s and preferably of over 80°C/s, whereafter the sheet is rapidly quenched. Preferably the aluminium sheet is warmed up homogeneously in the continuous annealing furnace by means of inductive heating.
- Although an intermediate recrystallization in cold rolling may be performed, it is preferred that the sheet is recrystallization annealed solely at finished thickness.
- Surprisingly it has been found that continuously annealed material made by the method of the invention, of which the grain size is smaller than 50 µm, does not display Lüder lines on cold plastic deformation. Up to now specialists have generally assumed that continuously annealed material would not be Stretcher Strain Free on account of the small grain size which is obtained in continuous annealing.
- The invention also provides soft, recrystallization-annealed, deformable SSF aluminium sheet as set out in claim 8.
- The invention has many advantages. First of all the deformability of the sheet in accordance with the invention is excellent and the elastic limit is high. As a result of the small grain size the material does not display any orange-peel effect on deformation, so that in the deformed zones a very smooth surface appearance is obtained. Secondly, because of the very short annealing time at the surface of the sheet, practically no oxide layer forms on the sheet so that no discolorations occur and fewer problems arise during pressing. Also, in the case of continuous annealing after cold rolling, the rolling oil gives far less problems because no spots are left as a result of partial combustion. When there is no intermediate annealing, energy consumption is much lower and the throughput time of the product much shorter.
- The method of production of sheet of the invention is generally in accordance with conventional principles, except as specified, for aluminium alloy sheet of this type, which is hot-rolled to a suitable thickness for the subsequent cold-rolling.
- Trials were conducted with AA 5051 A material; this is a material from the AAA 5000 series containing 1.8% Mg, and standardized in DIN as AlMg 1.8. Fe + Ni + Co is less than 0.50%. The material was cold rolled with 75% reduction from an initial thickness of 4 mm to a final thickness of 1 mm.
- The following samples were manufactured:
Sample Intermediate annealing Final annealing¹) Annealing method³) Figure A - x batch 1A B x x²) batch 1B C x x²) continuous 1C D - x continuous 1D Notes:
1) at finished gauge2) reduction took place following intermediate annealing, of 15% to 20% 3) method for final annealing - In the final annealing, the heating rate in the batch method (samples A and B) was 40°C/hour, and for the continuously annealed samples (C and D) 80°C/s. The heating temperatures and holding times were 1 hour at 400°C in the batch annealing and 1 to 15 seconds at 440°C in the continuous annealing. In the continuous annealing, the quenching was by water with a cooling rate of 400 °C/s (in the invention, a minimum cooling rate in the quenching of 200°C/s is preferred).
- Tensile tests were conducted, the results of which are given in accompanying Figures 1A to 1D and in the Table below.
- Figures 1A to 1D show the transition from the elastic to the plastic part of the stress/strain graphs of the samples A to D.
- It was found that only sample A has a distinct yield point (horizontal plateau); for the specialist this is an indication that Lüder lines can occur on cold plastic deformation.
- Sample B, a material manufactured in accordance with the state of the art, does not have any horizontal plateau. However, horizontal plateaux were also not found with samples C and D, which embody the invention. Sample D which was not subjected to intermediate annealing is the best embodiment of the invention.
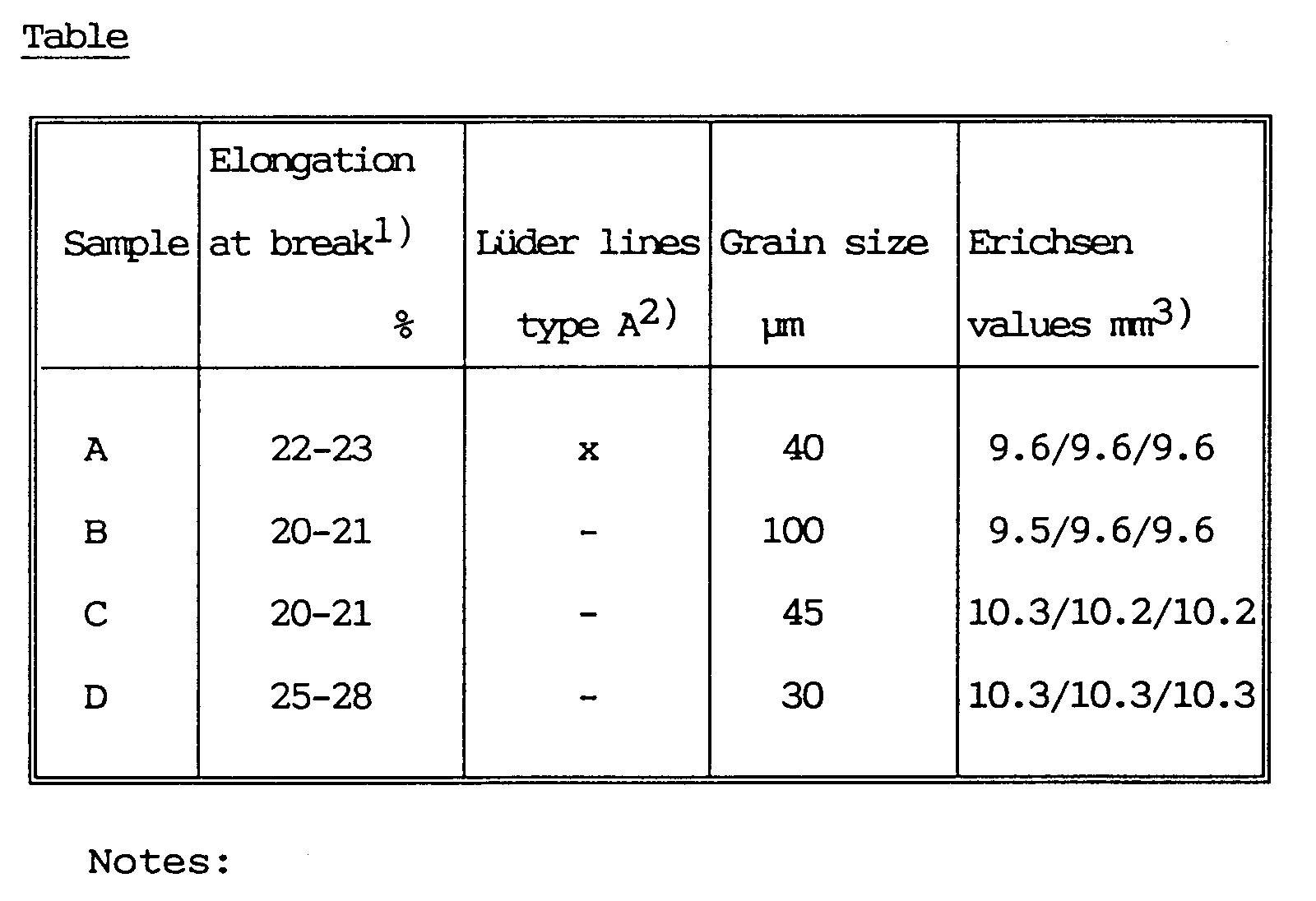

- The Table shows that in particular continuous annealing without intermediate annealing (Sample D) produces a high elongation at break.
- In order to ascertain with certainty the presence of type A lines, a tensile test was carried out in which a strip with a polished surface was pulled perpendicularly to the rolling direction. The Table shows that, in this test, type A lines only occur with sample A. The grain size of sample A is smaller than 50 µm.
- As a result of the intermediate annealing the grain size of sample B is greater than 50 µm, while the grain size of samples C and D is smaller than 50 µm.
- Finally the table shows that with continuous annealing a significant 7% higher Erichsen value is achieved with the same sheet gauge.
- Practical deformation trials were conducted. A car body part was made on an industrial press from sheets of the samples B, C and D. No Lüder lines occurred but the surface of the component made from samples C and D was much smoother than that made from sample B. The most pronounced difference was in the most greatly deformed zones of the component.
Claims (10)
- Method for the manufacture of soft, deformable SSF aluminium sheet which has the following composition, in percent by weight:Mg 0.8 - 5.6 %Si 0.4 % maxFe + Ni + Co 0.75 % max in totalCu 0.2 % maxMn 1.0 % maxCr 0.35 % maxZn 0.25 % maxOther elements 0.05 % max each and 0.15 % max in total
remainder Al,
which method comprises the steps of(i) cold rolling of sheet, optionally with intermediate annealing, to finished thickness,(ii) recrystallization annealing at finished thickness in a continuous annealing furnace with a heating rate of over 50°C/s,(iii) quenching the sheet after the annealing step (ii),
steps (i) to (iii) being such that the grain size of the sheet after step (iii) is less than 50 µm. - Method according to claim 1 wherein the content of Fe + Ni + Co is not more than 0.50% in total.
- Method according to claim 1 or claim 2 which does not include any stretching of the sheet following step (iii).
- Method according to any one of claims 1 to 3 wherein said heating rate in step (ii) is over 80°C/s.
- Method according to any one of claims 1 to 4 wherein the aluminium sheet is heated homogeneously in the continuous annealing furnace by inductive heating.
- Method according to any one of claims 1 to 5 wherein the sheet is cold rolled without intermediate annealing, recrystallization annealing being conducted solely at finished thickness.
- Method according to any one of claims 1 to 6 wherein said grain size after step (iii) is less than 40 µm.
- Soft, recrystallization-annealed, deformable SSF aluminium sheet have the following composition, in percent by weight:Mg 0.8 - 5.6 %Si 0.4 % maxFe + Ni + Co 0.75 % max in totalCu 0.2 % maxMn 1.0 % maxCr 0.35 % maxZn 0.25 % maxother elements 0.05 % max each and 0.15 % max in total
remainder Al,
and having a grain size of less than 50 µm. - Aluminium sheet according to claim 8 wherein said grain size is less than 40 µm.
- Aluminium sheet according to claim 8 or claim 9 wherein the content of Fe + Ni + Co is not more than 0.50% in total.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL9100565A NL9100565A (en) | 1991-04-02 | 1991-04-02 | ALUMINUM PLATE AND METHOD FOR MANUFACTURING THAT. |
| NL9100565 | 1991-04-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0507411A1 true EP0507411A1 (en) | 1992-10-07 |
| EP0507411B1 EP0507411B1 (en) | 1997-12-10 |
Family
ID=19859079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92200925A Revoked EP0507411B1 (en) | 1991-04-02 | 1992-04-01 | Aluminium sheet and method for its manufacture |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0507411B1 (en) |
| AT (1) | ATE161056T1 (en) |
| DE (1) | DE69223435T2 (en) |
| ES (1) | ES2111035T3 (en) |
| NL (1) | NL9100565A (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996026299A1 (en) * | 1995-02-24 | 1996-08-29 | Pechiney Rhenalu | PRODUCT FOR OBTAINING WELDED AlMgMn ALLOY STRUCTURES WITH IMPROVED MECHANICAL RESISTANCE |
| FR2731018A1 (en) * | 1995-02-24 | 1996-08-30 | Pechiney Rhenalu | Rolled or extruded aluminium@ alloy sections suitable for welding |
| WO1998001593A1 (en) * | 1996-07-08 | 1998-01-15 | Alcan International Limited | Process for producing aluminum alloy can body stock |
| NL1004154C2 (en) * | 1996-09-30 | 1998-04-06 | Arend Anne Mollee | Wheel body for roller-coaster carriages etc |
| US6093266A (en) * | 1996-09-30 | 2000-07-25 | Mollee; Arend Anne | Wheel body |
| EP1466992A1 (en) * | 2003-04-08 | 2004-10-13 | Hydro Aluminium Deutschland GmbH | A flat rolled semi-finished product from an aluminium alloy |
| FR3007041A1 (en) * | 2013-06-17 | 2014-12-19 | Constellium Singen Gmbh | SHEET OR BAND FOR DECORATIVE CAR ROLLER FOR MOTOR VEHICLE |
| EP3350355A4 (en) * | 2015-09-18 | 2019-03-27 | Norsk Hydro ASA | Method for the manufacturing of extruded profiles that can be anodized with high gloss surfaces, the profiles being extruded of an age hardenable aluminium alloy that can be recrystallized after cold deformation, for example a 6xxx or a 7xxx alloy |
| EP3690076A1 (en) | 2019-01-30 | 2020-08-05 | Amag Rolling GmbH | Method for producing a metal sheet or strip made from aluminum alloy and a metal sheet, strip or moulded part produced thereby |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4499369B2 (en) | 2003-03-27 | 2010-07-07 | 株式会社神戸製鋼所 | Al-Mg-Si-based alloy plate with excellent surface properties with reduced generation of ridging marks |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1954751A1 (en) * | 1968-10-30 | 1970-05-06 | Olin Mathieson | Process for the production of aluminum-magnesium alloys with increased stress corrosion resistance |
| GB2024861A (en) * | 1978-07-05 | 1980-01-16 | Alusuisse | Method fo manufacture of aluminium alloy sheets containingmagnesium and zine |
| EP0259700A1 (en) * | 1986-09-09 | 1988-03-16 | Sky Aluminium Co., Ltd. | Production process for aluminium alloy rolled sheet |
| EP0385257A1 (en) * | 1989-02-23 | 1990-09-05 | Sumitomo Light Metal Industries Limited | Method of producing hardened aluminium alloy forming sheet having high strength and superior corrosion resistance |
-
1991
- 1991-04-02 NL NL9100565A patent/NL9100565A/en not_active Application Discontinuation
-
1992
- 1992-04-01 AT AT92200925T patent/ATE161056T1/en not_active IP Right Cessation
- 1992-04-01 DE DE69223435T patent/DE69223435T2/en not_active Revoked
- 1992-04-01 EP EP92200925A patent/EP0507411B1/en not_active Revoked
- 1992-04-01 ES ES92200925T patent/ES2111035T3/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1954751A1 (en) * | 1968-10-30 | 1970-05-06 | Olin Mathieson | Process for the production of aluminum-magnesium alloys with increased stress corrosion resistance |
| GB2024861A (en) * | 1978-07-05 | 1980-01-16 | Alusuisse | Method fo manufacture of aluminium alloy sheets containingmagnesium and zine |
| EP0259700A1 (en) * | 1986-09-09 | 1988-03-16 | Sky Aluminium Co., Ltd. | Production process for aluminium alloy rolled sheet |
| EP0385257A1 (en) * | 1989-02-23 | 1990-09-05 | Sumitomo Light Metal Industries Limited | Method of producing hardened aluminium alloy forming sheet having high strength and superior corrosion resistance |
Non-Patent Citations (4)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 12, no. 410 (C-540)28 October 1988 & JP-A-63 149 348 ( KOBE STEEL LTD ) 22 June 1988 * |
| PATENT ABSTRACTS OF JAPAN vol. 13, no. 423 (C-638)20 September 1989 & JP-A-1 162 753 ( KOBE STEEL LTD ) 27 June 1989 * |
| PATENT ABSTRACTS OF JAPAN vol. 13, no. 504 (C-653)13 November 1988 & JP-A-1 201 449 ( KOBE STEEL LTD ) 14 August 1989 * |
| PATENT ABSTRACTS OF JAPAN vol. 14, no. 334 (C-742)18 July 1988 & JP-A-2 122 054 ( KOBE STEEL LTD ) 9 May 1990 * |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0909828A3 (en) * | 1995-02-24 | 1999-06-16 | Pechiney Rhenalu | Product for welded construction, made from AlMgMn alloy with improved mechanical properties |
| FR2731018A1 (en) * | 1995-02-24 | 1996-08-30 | Pechiney Rhenalu | Rolled or extruded aluminium@ alloy sections suitable for welding |
| FR2731019A1 (en) * | 1995-02-24 | 1996-08-30 | Pechiney Rhenalu | PRODUCT FOR WELDED CONSTRUCTION IN ALMGMN ALLOY WITH IMPROVED MECHANICAL STRENGTH |
| AU690433C (en) * | 1995-02-24 | 2002-06-06 | Constellium France | Product for obtaining welded almgmn alloy structures with improved mechanical resistance |
| WO1996026299A1 (en) * | 1995-02-24 | 1996-08-29 | Pechiney Rhenalu | PRODUCT FOR OBTAINING WELDED AlMgMn ALLOY STRUCTURES WITH IMPROVED MECHANICAL RESISTANCE |
| AU690433B2 (en) * | 1995-02-24 | 1998-04-23 | Constellium France | Product for obtaining welded almgmn alloy structures with improved mechanical resistance |
| GB2330590B (en) * | 1996-07-08 | 2000-09-27 | Alcan Int Ltd | Process for producing aluminum alloy can body stock |
| GB2330590A (en) * | 1996-07-08 | 1999-04-28 | Alcan Int Ltd | Process for producing aluminum alloy can body stock |
| US5913989A (en) * | 1996-07-08 | 1999-06-22 | Alcan International Limited | Process for producing aluminum alloy can body stock |
| WO1998001593A1 (en) * | 1996-07-08 | 1998-01-15 | Alcan International Limited | Process for producing aluminum alloy can body stock |
| US6093266A (en) * | 1996-09-30 | 2000-07-25 | Mollee; Arend Anne | Wheel body |
| NL1004154C2 (en) * | 1996-09-30 | 1998-04-06 | Arend Anne Mollee | Wheel body for roller-coaster carriages etc |
| WO2004090184A1 (en) * | 2003-04-08 | 2004-10-21 | Hydro Aluminium Deutschland Gmbh | Flat, rolled semi-finished product made of an aluminum alloy |
| EP1466992A1 (en) * | 2003-04-08 | 2004-10-13 | Hydro Aluminium Deutschland GmbH | A flat rolled semi-finished product from an aluminium alloy |
| FR3007041A1 (en) * | 2013-06-17 | 2014-12-19 | Constellium Singen Gmbh | SHEET OR BAND FOR DECORATIVE CAR ROLLER FOR MOTOR VEHICLE |
| WO2014203077A1 (en) * | 2013-06-17 | 2014-12-24 | Constellium Singen Gmbh | Motor vehicle moulding ring made from aluminium/magnesium alloy |
| RU2674056C2 (en) * | 2013-06-17 | 2018-12-04 | Констеллиум Роллд Продактс Зинген Гмбх Унд Ко. Кг | Motor vehicle moulding ring made from aluminium/magnesium alloy |
| US10710516B2 (en) | 2013-06-17 | 2020-07-14 | Constellium Singen Rolled Products Gmbh | Motor vehicle moulding ring made from aluminium/magnesium alloy |
| EP3350355A4 (en) * | 2015-09-18 | 2019-03-27 | Norsk Hydro ASA | Method for the manufacturing of extruded profiles that can be anodized with high gloss surfaces, the profiles being extruded of an age hardenable aluminium alloy that can be recrystallized after cold deformation, for example a 6xxx or a 7xxx alloy |
| EP3690076A1 (en) | 2019-01-30 | 2020-08-05 | Amag Rolling GmbH | Method for producing a metal sheet or strip made from aluminum alloy and a metal sheet, strip or moulded part produced thereby |
| WO2020157246A1 (en) | 2019-01-30 | 2020-08-06 | Amag Rolling Gmbh | Method for producing a sheet or strip from an aluminium alloy, and a sheet, strip or shaped part produced thereby |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE161056T1 (en) | 1997-12-15 |
| DE69223435D1 (en) | 1998-01-22 |
| EP0507411B1 (en) | 1997-12-10 |
| DE69223435T2 (en) | 1998-04-23 |
| ES2111035T3 (en) | 1998-03-01 |
| NL9100565A (en) | 1992-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3950987B1 (en) | Highly formable automotive aluminum sheet with reduced or no surface roping and a method of preparation | |
| JP2823797B2 (en) | Manufacturing method of aluminum alloy sheet for forming | |
| EP0097319B1 (en) | A cold-rolled aluminium-alloy sheet for forming and process for producing the same | |
| EP0970259B1 (en) | Process for producing aluminium sheet | |
| EP0062469B1 (en) | Method for producing fine-grained, high strength aluminum alloy material | |
| US4517034A (en) | Strip cast aluminum alloy suitable for can making | |
| EP0507411B1 (en) | Aluminium sheet and method for its manufacture | |
| EP0030070A1 (en) | Method for producing aircraft stringer material | |
| EP0385257B1 (en) | Method of producing hardened aluminium alloy forming sheet having high strength and superior corrosion resistance | |
| EP0990058B1 (en) | Process of producing heat-treatable aluminum alloy sheet | |
| JP4865174B2 (en) | Manufacturing method of aluminum alloy sheet with excellent bending workability and drawability | |
| KR100716607B1 (en) | Flat, rolled semi-finished product made of an aluminum alloy | |
| US3661657A (en) | Method for making aluminum sheet | |
| EP0269773B1 (en) | Production of aluminum alloy sheet and articles fabricated therefrom | |
| US5292386A (en) | Process for the manufacture of aluminum sheets | |
| WO1998035069A1 (en) | A process of reducing roping in automotive sheet products | |
| JPH10219412A (en) | Manufacture of rolled aluminum alloy sheet excellent in external appearance characteristic after forming | |
| RU2021537C1 (en) | Method for treatment of zirconium | |
| EP4253585A1 (en) | Method of manufacturing sheet metal or strip and sheet or tape made therefrom | |
| JPH0565583A (en) | Can barrel material for lightweight can excellent in bake hardenavbility and formability and its production | |
| JPH04276050A (en) | Production of al-mg alloy sheet for forming |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19920401 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19961028 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 161056 Country of ref document: AT Date of ref document: 19971215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69223435 Country of ref document: DE Date of ref document: 19980122 |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980226 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2111035 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980312 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19980316 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980319 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980320 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980325 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19980403 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980408 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980415 Year of fee payment: 7 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| 26 | Opposition filed |
Opponent name: ALCAN INTERNATIONAL LIMITED Effective date: 19980908 Opponent name: ALUSUISSE TECHNOLOGY & MANAGEMENT AG Effective date: 19980908 Opponent name: PECHINEY Effective date: 19980824 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: ALCAN INTERNATIONAL LIMITED Opponent name: ALUSUISSE TECHNOLOGY & MANAGEMENT AG Opponent name: PECHINEY |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990405 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| PLAV | Examination of admissibility of opposition |
Free format text: ORIGINAL CODE: EPIDOS OPEX |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 27W | Patent revoked |
Effective date: 19990627 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Free format text: 990627 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19991101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 92200925.3 |