EP0486876B1 - Machine element with at least a fitting member pressure-fitted on a shaft - Google Patents
Machine element with at least a fitting member pressure-fitted on a shaft Download PDFInfo
- Publication number
- EP0486876B1 EP0486876B1 EP91118912A EP91118912A EP0486876B1 EP 0486876 B1 EP0486876 B1 EP 0486876B1 EP 91118912 A EP91118912 A EP 91118912A EP 91118912 A EP91118912 A EP 91118912A EP 0486876 B1 EP0486876 B1 EP 0486876B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaft
- protrusions
- bore
- fitting member
- machine element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/84—Making other particular articles other parts for engines, e.g. connecting-rods
- B21D53/845—Making camshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P11/00—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L1/00—Valve-gear or valve arrangements, e.g. lift-valve gear
- F01L1/02—Valve drive
- F01L1/04—Valve drive by means of cams, camshafts, cam discs, eccentrics or the like
- F01L1/047—Camshafts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D1/00—Couplings for rigidly connecting two coaxial shafts or other movable machine elements
- F16D1/06—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end
- F16D1/064—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end non-disconnectable
- F16D1/072—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for attachment of a member on a shaft or on a shaft-end non-disconnectable involving plastic deformation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/02—Camshafts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49231—I.C. [internal combustion] engine making
- Y10T29/49233—Repairing, converting, servicing or salvaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49293—Camshaft making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/49—Member deformed in situ
- Y10T403/4966—Deformation occurs simultaneously with assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/19—Gearing
- Y10T74/1987—Rotary bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/21—Elements
- Y10T74/2101—Cams
Description
- The present invention relates to a machine element of the type having at least a fitting member pressure-fitted on a shaft, such as a camshaft for use in internal combution engines, a shaft-supported gear, and a shaft-supported rotor. The fitting member has a bore for receiving the shaft, which is eccentric to the center of the fitting member for use in the camshaft or the like and concentric in the shaft-supported gear or the like. At least one portion of the area of the shaft in which the fitting member is to be provided has a diameter which is greater than the remaining areas of the shaft. The bore has at least a narrow portion defining a spacing diametrally smaller than the increased diameter portion of the shaft. The fitting member is forced onto the increased diameter portion of the shaft with the narrow portion of the bore cutting and/or deforming the increased diameter portion. The present invention also relates to a method of manufacturing the above-described machine element.
- Machine elements are known in which the fitting members and the shafts, separately manufactured, are assembled by a press, fit accompanying a chip-removing operation. DE-OS 3717190 which represents the closest prior art document, describes a camshaft includes a shaft and at least one cam slid onto and connected to the shaft in an area of the shaft. The cam defines a bore for receiving the shaft. The bore has at least one radially inwardly directed projection. At least one portion of the area of the shaft has a diameter larger than the remaining areas of the shaft. The increased diameter portion of the shaft is a bead- like material displacement which extends circumferentially on the shaft and is manufactured by rolling. The cam is forced onto the increased diameter portion of the shaft with a projection in the bore of the cam forming in a chip-removing operation a groove in the increased diameter portion.
- The projection is so finished as a cutting edge with an angular cross-section to form the groove in the outer surface of the shaft. It is also required for the fitting member to be harder than the shaft, since the fitting member must cut the groove off on the shaft with its projection. However, it is not easy to provide and finish the axially extending angular projection as a cutting edge within the bore of the fitting member. The cost of manufacturing the camshaft considerably rises when the fitting member is made from a harder material for coupling with the relatively hard shaft.
- The present invention as claimed is intended to provide a remedy. It provides a machine element in which at least one fitting member is pressure-fitted onto the increased diameter portion of a shaft with at least an inner wall portion of the fitting member shaving and/or deforming the outer surface of the shaft for a tight connection therebetween, while the fitting member is manufactured with ease at a relatively low cost.
- In DE-A-2336241 a camshaft assembly is disclosed wherein a cam has a hexagonal bore for fitting with a hexagonal shaft. EP-A-190841 discloses a camshaft assembly wherein the cam is formed with a hexagonal bore to be fitted on a tubular shaft by a radial expansion of this hollow shaft.
- In accordance with this invention a machine element as defined in
claim 1 is provided. Preferred embodiments are defined in the dependent claims. - In accordance with the present invention, the shaft has protrusions on the outer surface thereof in the area of the shaft in which the fitting member is to be mounted. The protrusions have a diameter larger than the remaining areas of the shaft. The protrusions extend continuously or discretely and axially, peripherally or helically on the shaft and are formed by means of the known manner as padding, cutting, rolling and knurling. The fitting member has a bore, concentric or eccentric to the center of the fitting member, for receiving the shaft. The bore is formed with at least a chordal inner surface as an inner wall portion defining a space diametrally smaller than the protrusions. The chordal surface has such a perpendicular from the center of the bore that is adequately smaller than the radius of the protrusions. The bore in the fitting member consists of alternately connected arcuate and chordal surfaces in which the inner diameter of the arcuate surface is slightly larger than the outer diameter of the protrusions. It is also composed of a plurality of chordal surfaces in the form of a polygon. The fitting member is not always required to be harder than the shaft or the protrusions thereof. It can be similar in hardness to the shaft or the protrusions thereof.
- The fitting member is forced onto the protrusions of the shaft with the inner chordal surface of the fitting member forming in a shaving and/or deforming operation an outer chordal surface on the the protrusions for a tight connection between the fitting member and the shaft. In the procedure of pressure-fitting the shaft into the bore of the fitting member, the chordal surface of the bore has the central portion thereof for shaving engagement with the protrusions of the shaft when the fitting member is harder than the shaft or for plastically deforming engagement with the protrusions of the shaft when the fitting member is similar in hardness to the shaft. The both side portions adjacent to central portion of the bore force the protrusions to deform partly plastically, partly elastically, so that the inner chordal surface of the bore is secured to a corresponding outer surface formed in the protrusions by a shaving and/or deforming operation. This connection is substantially similar to an angular joint. It ensures that the machine element thus assembled has no relative motion arising between the shaft and the fitting member under practical working conditions.
- It is easy to form and finish the flat chordal surface within the bore as the cutting edge for shaving and/or deforming the protrusions of the shaft as compared with the known projection in the form of an angular cutting edge for forming a groove in the outer surface of the shaft. Another advantage of the present invention is that the fitting member is not required to be harder than the shaft. Therefore, the machine element according to the present invention can be manufactured with ease at a lower cost than the prior art.
- The Present invention will become more fully understood from the detailed description given hereinbelow and the accompanying drawings which are given by way of illustration only, and thus, are not limitative of the present invention.
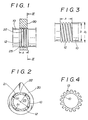
- FIG. 1 is a partial longitudinal sectional view of the camshaft according to the present invention;
- FIG. 2 is a cross-sectional view taken along the line II-II of FIG. 1;
- FIG. 3 is a partial longitudinal view of the shaft with helically, continuously extending protrusions;
- FIG. 4 is a cross-sectional view of the shaft with peripherally or helically, discretely extending protrusions;
- FIG. 5 is a partial longitudinal sectional view of the camshaft illustrating the cam piece being slid onto the protrusions of the shaft;
- FIG. 6 is a view similar to FIG. 5 but showing the cam piece chamferred at the forward end of the bore;
- FIG. 7 is a cross-sectional view of the shaft-supported rotor for use in a rotary compressor;
- FIG. 8 is a cross-sectional view of the shaft-supported spur gear;
- FIG. 9 is a graph illustrating the relation among the type of the protrusions, the pressure-fitting load, and the bonding strength between the fitting member and the shaft; and
- FIG. 10 is a graph illustrating the relation between the angular number of the polygonal bores in the fitting members and the bonding strength between the fitting member and the shaft.
- As seen in FIGS. 1 and 2, the
shaft 10 has a fitting area A on which thecam piece 20 is fitted. The area is provided on the outer periphery thereof with a plurality of peripherally extendingprotrusions 12 in the form of an annular-groove knurling. The protrusions are previously formed by rolling for fitting engagement with the chordalinner surface 22 which is formed in thebore 25 of thecam piece 20 to assemble the cam piece and the shaft into a camshaft. The peripheral or helical protrusions in the form of an annular or helical-groove knurling can be formed by means of pressure deformation, for example, by rolling. The protrusions extend continuously, peripherally in the form of an annular-groove knurling as seen in FIG. 1. The protrusions extend continuously, helically in the form of a helical-groove knurling as seen in FIG. 3. The protrusions extend discretely, peripherally or helically in the form of a criss-cross or diamond knurling as seen in FIG. 4, The protrusions in the form of a coarse criss-cross or diamond knurling are shaped by knurling. The knurled and rolled protrusions are preferable considering an efficiency in production. - As seen in FIG. 2, the
protrusions 12 have an outer diameter D1 larger than the outer diameter D of theshaft 10 except the fitting area A in which the individual root between the twoadjacent protrusions 12 has a diameter smaller than D. As seen in FIG. 2, the bore in thecam piece 20 consists of innerarcuate surfaces 21 andinner chordal surfaces 22 which are alternately, circumferentially connected. Thearcuate surface 21 has a diameter D2 larger than the diameter D1 of theprotrusions 12. Thechordal surface 22 has such a perpendicular from the center of thebore 25 that is shorter than the radius of theprotrusions 12 but longer than the radius of the root between the two adjacent protrusions. If the inner diameter D2 were smaller than or equal to the outer diameter D1, a highly tight fitting would be obtained. However, it is preferable for an efficient assembling of the cam piece and the shaft that the inner diameter D2 of the inner arcuate surface is larger than the outer diameter D1 of the protrusions. Thebore 25 of FIG. 2 consists of four samearcuate surfaces 21 and four same chordal surfaces 22. It can consists of any number of arcuate or chordal surfaces. Both or either of arcuate and chordal surfaces may be in number more or less than 4. For example, an arcuate surface and a chordal surface can constitute the bore. Furthermore, the bore in the shape of polygon is formed only by the chordal surfaces. The polygonal bore makes a tight fitting with the shaft so that there occurs no relative motion between the fitting member and the shaft. The chordal surface is easy to be manufactured and finished since it is simple and flat. This results to remarkably reduce the cost of manufacturing the camshaft as compared with the conventional camshaft. - As seen by the arrow B in FIG. 5, the
cam piece 20 is axially slid onto the fitting area A from an end of theshaft 10. Then, thechordal surface 22 within thebore 25 of thecam piece 20 has its central portion shaving theprotrusions 12 partly, the both side portions adjacent to the central portion deforming the same plastically, and the both further side portions deforming the same elastically, so that thecam piece 20 is tightly fitted on the protrusions. - As seen in FIG. 6, the
cam piece 20 is chamferred at the forward end of thebore 25 and formed with aconical surface 23. When thecam piece 20 is slid onto the fitting area A of the shaft in the direction shown by the arrow B, theconical surface 23 facilitates for the innerchordal surface 22 to form the corresponding outer surface on theprotrusions 12 of theshaft 10 in a shaving and/or deforming operation. Theconical surface 23 also serves as a stopper to determine the axial position of the cam piece on the shaft. - There is shown a shaft-supported rotor for use in a rotary compressor in FIG. 7, in which the
rotor body 20 in the form of a disk is the fitting member. Thebore 25 is eccentric to the center of therotor body 20. Theshaft 10 has theprotrusions 12 formed on the outer surface in the fitting area of the shaft by means of pressure deformation. Thebore 25 is composed of four innerarcuate surfaces 21 and four innerchordal surfaces 22, alternately connected to each other. The diameter D1 of theprotrusions 12 is smaller than the diameter D2 of thearcuate surface 21, while the radius of theprotrusions 12 is larger than the perpendicular to thechordal surface 22 from the center of thebore 25. The shaft-supported rotor has the same longitudinal section as shown in FIG. 1. - A shaft-supported gear is shown in FIG. 8, in which the
spur gear 20 is the fitting member. Thebore 25 is concentric to the center of thegear 20. There is the same relation among the diameter D1 of theprotrusions 12, the diameter D2 of the innerarcuate surfaces 21, and the perpendicular to the innerchordal surface 22 from the center of thebore 25 as shown in FIG. 7. - Three sorts of protrusions were formed on the outer surface of the shafts and tested by measuring the pressure-fitting load when inserted into the hexagonal bore of the fitting members and the bonding strength between the shaft and the fitting member after the protrusions being inserted into the bore. The fitting members were made from a Fe-8%Cr alloy and had an axial length of 11 mm. The shafts were made from a steel similar to SAE 1050. The first protrusions extended continuously, axially in the form of axial-groove knurling. The second protrusions extended discretely, peripherally or helically in the form of a criss-cross or diamond knurling. The third protrusions extended continuously, peripherally in the form of an annular-groove knurling. The hexagonal bore had an inscribed circle which was radially smaller by 0.8 mm than the protrusions, so that there was in maximum a radial interference of 0.8 mm between the fitting members and the shafts. The test results are shown in FIG. 9, which illustrates that the axial-groove knurling gives the relatively small bonding strength or applicable torque to the machine element, although it needs the relatively small pressure-fitting load, that the criss-cross and annular-groove knurlings advantageously give the relatively large bonding strength or applicable torque to the machine element, and that the criss-cross knurling needs the pressure-fitting load less than the annular-groove knurling.
- Regular hexagonal, octagonal, decagonal and dodecagonal bores in the fitting members were tested by measuring the bonding strength between the fitting members and the shafts after each bore being forced onto the protrusions in the form of the criss-cross knurling on the shaft. The polygonal bores had the same circumcircle which was radially larger by 0.8 mm than the protrusions, so that there was in maximum a radial interference between the fitting member and the protrusions. The fitting members and the shafts were made from the same materials as those illustrated in FIG 9. The test results are shown in FIG. 10 in which the graph illustrates the relation between the angular number of the regular polygonal bores and the bonding strength. From FIG. 10 it is known that the polygonal bores with an angular number of 8 to 10 are superior in bonding strength or applicable torque to the hexagonal and dodecagonal bores.
Claims (8)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP311431/90 | 1990-11-19 | ||
| JP31143190 | 1990-11-19 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP0486876A2 EP0486876A2 (en) | 1992-05-27 |
| EP0486876A3 EP0486876A3 (en) | 1992-09-16 |
| EP0486876B1 true EP0486876B1 (en) | 1994-09-14 |
| EP0486876B2 EP0486876B2 (en) | 1998-12-30 |
Family
ID=18017127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91118912A Expired - Lifetime EP0486876B2 (en) | 1990-11-19 | 1991-11-06 | Machine element with at least a fitting member pressure-fitted on a shaft |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US5419217A (en) |
| EP (1) | EP0486876B2 (en) |
| DE (1) | DE69104016T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104379882A (en) * | 2012-07-18 | 2015-02-25 | 马勒国际有限公司 | Camshaft |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5909980A (en) * | 1995-01-26 | 1999-06-08 | Barsplice Products, Inc. | Tubular coupler for concrete reinforcing bars |
| DE19608983A1 (en) * | 1995-03-17 | 1996-09-19 | Volkswagen Ag | Camshaft for motor vehicle IC-engine |
| US5682641A (en) * | 1995-06-29 | 1997-11-04 | Robert D. Newman, Sr. | Tool handle with locking assembly |
| WO1997022819A1 (en) * | 1995-12-15 | 1997-06-26 | Zenith Sintered Products, Inc. | Duplex sprocket/gear construction and method of making same |
| DE19625554C2 (en) * | 1996-06-26 | 1999-07-29 | Hans Dipl Ing Kuehl | Method and device for the rotationally fixed connection of a shaft with at least one part arranged on the shaft |
| JP3450970B2 (en) * | 1996-10-17 | 2003-09-29 | アスモ株式会社 | Water harness connection waterproofing |
| DE59808217D1 (en) * | 1997-03-21 | 2003-06-12 | Stefan Battlogg | camshaft |
| JPH1136831A (en) * | 1997-07-18 | 1999-02-09 | Toyota Motor Corp | Three-dimensional camshaft and its manufacture |
| DE19925028A1 (en) * | 1999-06-01 | 2000-12-21 | Thyssen Krupp Automotive Ag | Cam for composite camshaft |
| US6375381B1 (en) * | 2000-01-06 | 2002-04-23 | Curtiss Wright Flight Systems, Inc. | Machine element/assembly and magneform joint |
| IL135744A (en) * | 2000-04-18 | 2008-08-07 | Mosaid Technologies Inc | Telephone communication system over a single telephone line |
| DE10027517A1 (en) * | 2000-06-06 | 2001-12-13 | Thyssen Krupp Automotive Ag | Shaft with hub with edge area of hub opening having profile formed by surface line of cone and merging into hub opening |
| JP3820347B2 (en) * | 2000-12-28 | 2006-09-13 | 本田技研工業株式会社 | Cam assembly and cam positioning device |
| JP2002307237A (en) * | 2001-04-09 | 2002-10-23 | Harmonic Drive Syst Ind Co Ltd | Method of manufacturing rigid internal tooth gear for wave motive gear |
| US6682250B2 (en) | 2001-11-07 | 2004-01-27 | Lockheed Martin Corporation | Position-adjustable fastening apparatus and method |
| DE60306150T2 (en) * | 2002-05-01 | 2007-04-19 | Ultimate Design Solutions Ltd. | CONNECTION DEVICE |
| JP2004195567A (en) * | 2002-12-16 | 2004-07-15 | Denso Corp | Press-in material, press-in method of rectifying element and rectifier |
| JP2005040842A (en) * | 2003-07-24 | 2005-02-17 | Uk:Kk | Method of forming hollow stepped shaft |
| WO2005021183A1 (en) * | 2003-08-27 | 2005-03-10 | Gen Tek Technologies Marketing, Inc. | A method and system for forming a cam-engaged rocker arm |
| ATE350607T1 (en) * | 2004-01-12 | 2007-01-15 | Robert Buergler | ARRANGEMENT AND METHOD FOR PRODUCING A CAMSHAFT |
| ATE491542T1 (en) * | 2004-02-06 | 2011-01-15 | Karl Merz | METHOD FOR MAKING A CAMSHAFT |
| US20070271985A1 (en) * | 2004-08-26 | 2007-11-29 | Gentek Technologies Marketing Inc. | Method for Forming a Cam-Engaged Rocker Arm |
| DE202005000430U1 (en) * | 2005-01-13 | 2006-05-24 | Brose Fahrzeugteile Gmbh & Co. Kommanditgesellschaft, Coburg | Attachment of drive element for adjusting seat in motor vehicle has drive element with opening for admission of second drive element whereby one of the surfaces of expandable section results in deformation |
| JP2006234437A (en) * | 2005-02-22 | 2006-09-07 | Seiko Instruments Inc | Gear structure, and timepiece equipped therewith |
| JPWO2007077880A1 (en) * | 2005-12-28 | 2009-06-11 | 日本ピストンリング株式会社 | Manufacturing method of shaft member to which sintered parts are joined, and camshaft for internal combustion engine |
| DE102006012358A1 (en) * | 2006-03-17 | 2007-09-27 | Mahle International Gmbh | Driving part e.g. cam, press-fit connection producing method, involves mounting driving part in press-fit connection, where part is heated up to reaching joining temperature and thus expanded, and part is moved on shaft in force-free manner |
| US20070247015A1 (en) * | 2006-04-25 | 2007-10-25 | A. O. Smith Corporation | Rotor having lobed bore and method of assembling same |
| CN101153599B (en) * | 2006-09-28 | 2010-07-28 | 株式会社神户制钢所 | Screw rotor |
| GB0619741D0 (en) * | 2006-10-06 | 2006-11-15 | Rolls Royce Plc | Mounting arrangement |
| WO2008089056A1 (en) * | 2007-01-19 | 2008-07-24 | Erico International Corporation | Reinforcing bar splice with cutting edge bolts |
| DE102007018920B3 (en) * | 2007-04-19 | 2008-08-28 | Thyssenkrupp Presta Ag | Drive shaft i.e. camshaft, has engagement sections with outer surfaces that are formed with material projections or wall, where wall limits inner openings of hollow shafts and includes material projections in end section |
| GB0807778D0 (en) * | 2008-04-29 | 2008-06-04 | Romax Technology Ltd | Apparatus and method for improving radial stresses in a gear transmission mounting |
| DE202009000623U1 (en) * | 2009-01-15 | 2009-03-19 | Acument Gmbh & Co. Ohg | Profiles for transmitting torque and torque-locking connection |
| DE102010048225B4 (en) * | 2010-10-12 | 2021-03-18 | Neumayer Tekfor Engineering Gmbh | Production of a functional shaft |
| DE102012207271A1 (en) * | 2012-05-02 | 2013-11-07 | Robert Bosch Gmbh | A method of connecting a shaft to a rotating member and a turbocharger shaft made by this method |
| DE102012223811A1 (en) * | 2012-12-19 | 2014-06-26 | Mahle International Gmbh | camshaft |
| WO2014179949A1 (en) * | 2013-05-08 | 2014-11-13 | 吉瑞高新科技股份有限公司 | Connecting seat of electronic cigarette and atomizer of electronic cigarette |
| CN203457808U (en) * | 2013-08-23 | 2014-03-05 | 刘秋明 | Atomizing component, battery component and electronic cigarette |
| CH709379A1 (en) | 2014-03-11 | 2015-09-15 | Unipart Ag | Device and method for the preparation of a function wave. |
| CN106352619B (en) * | 2015-07-14 | 2020-05-12 | 株式会社不二工机 | Storage device |
| DE102015224574A1 (en) | 2015-12-08 | 2017-06-08 | Bayerische Motoren Werke Aktiengesellschaft | Rotor, method of manufacturing a rotor, asynchronous machine and vehicle |
| DE102015224577A1 (en) | 2015-12-08 | 2017-06-08 | Bayerische Motoren Werke Aktiengesellschaft | Rotor, method of manufacturing a rotor, asynchronous machine and vehicle |
| DE102015224579A1 (en) | 2015-12-08 | 2017-06-08 | Bayerische Motoren Werke Aktiengesellschaft | Rotor, method of manufacturing a rotor, asynchronous machine and vehicle |
| DE102016208968A1 (en) * | 2016-05-24 | 2017-11-30 | Thyssenkrupp Ag | Sliding module of a camshaft |
| JP6717711B2 (en) | 2016-08-30 | 2020-07-01 | ファナック株式会社 | Electromagnetic brake |
| US9759098B1 (en) | 2016-09-09 | 2017-09-12 | William Cullen Chapman, Jr. | Valvetrain conversion kit for an engine |
| US10487932B2 (en) * | 2016-11-30 | 2019-11-26 | GM Global Technology Operations LLC | Vehicle differential |
| DE102017108373A1 (en) * | 2017-04-20 | 2018-08-16 | Schaeffler Technologies AG & Co. KG | Roll stabilizer for a motor vehicle |
| IT201800003230A1 (en) * | 2018-03-02 | 2019-09-02 | Ge Avio Srl | NON-AXIAL SYMMETRIC GEAR |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2336241A1 (en) * | 1973-07-17 | 1975-02-06 | Volkswagenwerk Ag | Compound camshaft assembly for combustion engine - consists of shaft carrying separate bearings cams gearwheels etc fixed in correct positions |
| US4006993A (en) * | 1975-11-25 | 1977-02-08 | Borg-Warner Corporation | Shaft mounting arrangement |
| JPS5891311A (en) * | 1981-11-24 | 1983-05-31 | Toyota Motor Corp | Cam shaft |
| DE3401057A1 (en) * | 1983-01-14 | 1984-07-19 | Kokan Kako Co., Ltd., Yokohama, Kanagawa | METHOD FOR CONNECTING A TUBULAR PART TO A RING-SHAPED PART |
| US4597365A (en) * | 1985-02-07 | 1986-07-01 | General Motors Corporation | Camshaft assembly and method |
| JPH0121192Y2 (en) * | 1985-06-07 | 1989-06-23 | ||
| JPS62199907A (en) * | 1986-02-28 | 1987-09-03 | Mazda Motor Corp | Camshaft for engine |
| JPS62248808A (en) * | 1986-04-22 | 1987-10-29 | Musashi Seimitsu Ind Co Ltd | Built-up camshaft |
| DE3704092C1 (en) * | 1987-02-10 | 1988-05-26 | Schneider Gesenkschmiede | Hollow shaft and process for its manufacture |
| CA1290596C (en) * | 1987-03-09 | 1991-10-15 | Philip D. Arnold | Tubular camshaft assemblies, method and apparatus |
| DE3717190A1 (en) * | 1987-05-22 | 1988-12-15 | Supervis Ets | CAMSHAFT FOR CONTROLLING VALVES IN COMBUSTION ENGINES AND METHOD FOR THEIR PRODUCTION |
| GB8720052D0 (en) * | 1987-08-25 | 1987-09-30 | Jaguar Cars | Cam mechanisms |
| DE8805679U1 (en) * | 1988-04-29 | 1988-06-09 | Kasper, Guenter, 5439 Bad Marienberg, De | |
| JP3163505B2 (en) * | 1991-06-07 | 2001-05-08 | 日本ピストンリング株式会社 | Mechanical element obtained by press-fitting a shaft into a fitting member and method for manufacturing the same |
| US5419365A (en) * | 1993-12-16 | 1995-05-30 | J. Edward Stachowiak | Pressure regulator for water blasting |
-
1991
- 1991-11-06 EP EP91118912A patent/EP0486876B2/en not_active Expired - Lifetime
- 1991-11-06 DE DE69104016T patent/DE69104016T3/en not_active Expired - Fee Related
-
1993
- 1993-06-29 US US08/083,323 patent/US5419217A/en not_active Expired - Lifetime
-
1995
- 1995-03-03 US US08/397,931 patent/US5598631A/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104379882A (en) * | 2012-07-18 | 2015-02-25 | 马勒国际有限公司 | Camshaft |
| CN104379882B (en) * | 2012-07-18 | 2016-12-14 | 马勒国际有限公司 | Camshaft |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0486876B2 (en) | 1998-12-30 |
| EP0486876A2 (en) | 1992-05-27 |
| DE69104016T2 (en) | 1995-01-26 |
| US5598631A (en) | 1997-02-04 |
| US5419217A (en) | 1995-05-30 |
| DE69104016D1 (en) | 1994-10-20 |
| DE69104016T3 (en) | 1999-09-02 |
| EP0486876A3 (en) | 1992-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0486876B1 (en) | Machine element with at least a fitting member pressure-fitted on a shaft | |
| US4903543A (en) | Camshaft for controlling valves in internal combustion engines and method of manufacturing the camshaft | |
| US5272930A (en) | Mechanical element having a shaft pressure-fitted into an engaging member and its manufacturing method | |
| EP0650550B1 (en) | Camshaft and method of making a camshaft | |
| US5307708A (en) | Camshaft for controlling valves in internal combustion engines | |
| EP0282166B1 (en) | Assembled camshafts. | |
| US5607358A (en) | Connection between inner joint part and driveshaft | |
| US5469759A (en) | Camshaft and method of making a camshaft | |
| EP1653099B1 (en) | Power transmission mechanism of shaft and hub | |
| JPS5926805B2 (en) | Fixing method of fitting member to shaft part | |
| EP0153409B1 (en) | Cam shaft and method of manufacturing thereof | |
| EP1653100B1 (en) | Power transmission mechanism of shaft and hub | |
| JP3189058B2 (en) | Mechanical element obtained by press-fitting a shaft into a fitting member and method for manufacturing the same | |
| US4719682A (en) | Method of forming a laminated wheel assembly | |
| US4809831A (en) | One-way sprag clutch and assembly method of sprags in retainer | |
| EP0765432A1 (en) | Assembled camshaft | |
| CN107435687B (en) | Rotatable assembly comprising a coupling interface | |
| US6464058B2 (en) | Hub for a clutch | |
| JPH08105307A (en) | Cam shaft for press-fitting parts thereon | |
| JP2747537B2 (en) | Camshaft | |
| GB2160935A (en) | Preventing movement of a component along the bore of a housing | |
| DE102017121135A1 (en) | Method for mounting at least one coupling pin in a clutch assembly for a wave gear, clutch assembly for a wave gear and coupling pin for use in a clutch assembly for a wave gear | |
| JP3292216B2 (en) | Manufacturing method of camshaft for engine | |
| JPH07238978A (en) | Connecting structure of rotation transmission shaft | |
| JPH04365907A (en) | Manufacture for cam shaft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19920828 |
|
| 17Q | First examination report despatched |
Effective date: 19921023 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI CASETTA & PERANI S.P.A. |
|
| REF | Corresponds to: |
Ref document number: 69104016 Country of ref document: DE Date of ref document: 19941020 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: ETABLISSEMENT SUPERVIS Effective date: 19950607 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19981230 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081103 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081126 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081112 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081105 Year of fee payment: 18 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20091106 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091106 |