EP0456829A1 - Heat-treatment device and method of drying functional thin film using said device - Google Patents
Heat-treatment device and method of drying functional thin film using said device Download PDFInfo
- Publication number
- EP0456829A1 EP0456829A1 EP90917342A EP90917342A EP0456829A1 EP 0456829 A1 EP0456829 A1 EP 0456829A1 EP 90917342 A EP90917342 A EP 90917342A EP 90917342 A EP90917342 A EP 90917342A EP 0456829 A1 EP0456829 A1 EP 0456829A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat
- infrared heater
- directly energized
- ceramic infrared
- treated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 88
- 238000001035 drying Methods 0.000 title claims abstract description 54
- 238000000034 method Methods 0.000 title claims abstract description 25
- 239000010409 thin film Substances 0.000 title claims description 33
- 239000000919 ceramic Substances 0.000 claims abstract description 195
- 239000011248 coating agent Substances 0.000 claims abstract description 105
- 238000000576 coating method Methods 0.000 claims abstract description 105
- 239000000758 substrate Substances 0.000 claims abstract description 17
- 239000010408 film Substances 0.000 claims description 97
- 238000007669 thermal treatment Methods 0.000 claims description 67
- 238000001816 cooling Methods 0.000 claims description 46
- 239000011810 insulating material Substances 0.000 claims description 26
- 230000005540 biological transmission Effects 0.000 claims description 19
- 239000011521 glass Substances 0.000 claims description 19
- 239000012530 fluid Substances 0.000 claims description 15
- 229920000642 polymer Polymers 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 10
- 230000003247 decreasing effect Effects 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 7
- 239000007788 liquid Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 23
- 239000002904 solvent Substances 0.000 description 16
- 230000007547 defect Effects 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000010276 construction Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 5
- 229910010293 ceramic material Inorganic materials 0.000 description 5
- 238000005245 sintering Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 238000000137 annealing Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 108091008695 photoreceptors Proteins 0.000 description 4
- 206010034972 Photosensitivity reaction Diseases 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000036211 photosensitivity Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- ZZUFCTLCJUWOSV-UHFFFAOYSA-N furosemide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC(C(O)=O)=C1NCC1=CC=CO1 ZZUFCTLCJUWOSV-UHFFFAOYSA-N 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- -1 polytetrafluoroethylene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000001132 ultrasonic dispersion Methods 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B3/00—Drying solid materials or objects by processes involving the application of heat
- F26B3/28—Drying solid materials or objects by processes involving the application of heat by radiation, e.g. from the sun
- F26B3/30—Drying solid materials or objects by processes involving the application of heat by radiation, e.g. from the sun from infrared-emitting elements
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/141—Conductive ceramics, e.g. metal oxides, metal carbides, barium titanate, ferrites, zirconia, vitrous compounds
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
Definitions
- the present invention relates to a thermal treatment equipment for heat-treating a pillar-shaped or cylindrical object to be heat-treated and a method of drying a functional thin film using the thermal treatment equipment.
- Heat treatments of the above described object to be heat-treated conventionally used include, for example, formation of a functional thin film by drying a polymer coating fluid applied to the surface of a pillar-shaped or cylindrical substrate, annealing of a plated film or a deposited film formed on the surface of the substrate, sintering of ceramics formed in a pillar shape or a cylindrical shape, and hardening of metal.
- Thermal treatment equipments generally used for the above described various heat treatments of the object to be heat-treated include one of such a type that an object to be heat-treated P is passed through a heat treatment furnace H which is heated to a predetermined interior temperature while being conveyed at constant speed, as shown in Figs. 21 and 22, so as to uniformly heat-treat the object to be heat-treated.
- Means for heating the heat treatment furnace H to a predetermined interior temperature include, for example, one of such a type that warm air is blown into the heat treatment furnace H or a lot of heaters h arranged in the heat treatment furnace H as shown in Figs. 21 and 22.
- a functional thin film is formed by drying, for example, the surface of a coating film on the substrate is heated and dried prior to the inside thereof, so that the inside of the coating film cannot be smoothly dried. Accordingly, there occur defects such as irregularity (so-called orange peel), a skinning phenomenon and the like on the coating film as well as bubbles, pinholes and cissing of the coating film when solvent vaporizes from the inside of the coating film. Moreover, a great amount of solvent remains in the functional thin film so that the performance thereof is unstable. For example, when the functional thin film is a photosensitive layer of a photosensitive drum, the photosensitive layer is inferior in sensitivity and stability of repeated exposure. In addition, the photosensitive layer is liable to be, for example, cracked and peeled.
- the solvent remaining in the functional thin film is solved if the substrate after forming the functional thin film is stored for a long time to naturally evaporate the solvent.
- productivity is significantly decreased, which presents a problem in terms of cost.
- the above described heat treatment furnace is divided into a plurality of chambers so that set heating temperatures of the chambers are gradually increased in the order from the chamber on the entrance sid e, and the object to be heat-treated is passed through the respective chambers in the order from the chamber on the entrance side, thereby to gradually raise the temperature thereof.
- a primary object of the present invention is to provide a thermal treatment equipment requiring no large-scale heat treatment furnace, capable of significantly cutting a space and cost required for installation of the heat treatment furnace, time required for heat treatment, consumed energy and the like as well as capable of uniformly heat-treating an object to be heat-treated.
- Another object of the present invention is to provide a method of drying a functional thin film using the above thermal treatment equipment in which it is possible to form a uniform functional thin film which is free from defects such as orange peel, bubbles, pinholes and cissing and is small in internal stress.
- a thermal treatment equipment comprising a cylindrical directly energized ceramic infrared heater for heating a pillar-shaped or cylindrical object to be heat-treated from the periphery with the object to be heat-treated being concentrically contained therein.
- the object to be heat-treated is heated with it being concentrically contained in the cylindrical directly energized ceramic infrared heater, thereby to make it possible to uniformly heat-treat the object to be heat-treated.
- a plurality of plate-shaped ceramic heaters are arranged in the shape of a prism which is polygonal in cross section to constitute the above described directly energized ceramic infrared heater, it is easy to manufacture the thermal treatment equipment.
- non uniformity in heat treatment can be prevented by setting the number of angles of the polygon to six or more or relatively rotating the cylindrical directly energized ceramic infrared heater and an object to be heat-treated at the time of heat treatment.
- the above cylindrical object to be heat-treated can be heat-treated from the inside and outside if a tubular or bar-shaped directly energized ceramic infrared heater having an outside diameter smaller than the inner size of the object to be heat-treated is concentrically arranged in the cylindrical directly energized ceramic infrared heater.
- a coating film can be dried, for example, by irradiating only the component in the particular wave range which can pass through the coating film of the far infrared rays radiated from the directly energized ceramic infrared heater to the coating film.
- the cylindrical directly energized ceramic infrared heater is arranged with its axis being directed toward the approximately vertical direction, and a pallet which is moved while holding the object to be heat-treated in an upright state is provided so as to concentrically contain the object to be heat-treated in the directly energized ceramic infrared heater. It is preferable that this pallet has a stepped portion for holding the object to be heat-treated in a region other than non-heated regions in both upper and lower ends of the directly energized ceramic infrared heater.
- ventilating means for circulating air from the upper end to the lower end of the object to be heat-treated can be also arranged in the upper part of the directly energized ceramic infrared heater.
- the above pallet is provided with a vent hole through which the air from the ventilating means is passed.
- a conveying rail for conveying the above pallet may be provided, on which a plurality of pallets are arranged, and the cylindrical directly energized ceramic infrared heater may be arranged movably up and down to a conveying path of the object to be heat-treated conveyed by the above conveying rail.
- the outer periphery of the cylindrical directly energized ceramic infrared heater may be surrounded by heat insulating materials detachably from the directly energized ceramic infrared heater, and the heat insulating materials may be separated from the directly energized ceramic infrared heater to be separately cooled at the time of cooling the directly energized ceramic infrared heater by the cooling means.
- cooling means for cooling the heat insulating material a cooling pipe inserted in the heat insulating material is preferably used.
- the above described heat treatment equipment may be so constructed that two cylindrical directly energized ceramic infrared heaters are arranged so as to alternately heat objects to be heat-treated by alternately moving up and down to conveying paths of the objects to be heat-treated conveyed by conveying rails, and one of the directly energized ceramic infrared heaters is cooled by cooling means at the time of heat-treating the object to be heat-treated by the other directly energized ceramic infrared heater.
- a method of drying a functional thin film in which a coating film of a polymer coating fluid formed on the surface of a pillar-shaped or cylindrical substrate is dried by predetermined natural drying and then, the substrate is rapidly raised to the glass transmission temperature of the entire coating film after film formation which is determined by the compositions in the polymer coating fluid and the amount of mixture thereof using the above directly energized ceramic infrared heater, and is gradually raised to a predetermined heating temperature by decreasing the heating rate from the glass transmission temperature on or is held at the glass transmission temperature for a predetermined time period and then, is raised to a predetermined heating temperature.
- the temperature of the substrate is slowly raised or the temperature rise is temporarily stopped from the glass transmission temperature on, thereby to make it possible to prevent the surface of the coating film from being dried prior to the inside thereof to uniformly dry the coating film to the inside thereof.
- the thermal treatment equipment shown in Fig. 1 comprises a plurality of bodies P which are conveyed in the direction indicated by white arrows in Fig. 1, a cylindrical directly energized ceramic infrared heater 1 which is arranged movably up and down, as indicated by a black arrow in Fig. 1, to a conveying path of the bodies P, a plurality of pallets 3 which are moved along the conveying path on a conveying rail 2 while holding the above bodies P in an upright state, and cooling means 4 for cooling the directly energized ceramic infrared heater 1 with the directly energized ceramic infrared heater 1 being contained therein.
- the directly energized ceramic infrared heater 1 heats the body P from the periphery with the body P being concentrically contained therein, as represented by a two-dot and dash line in Fig. 1, in its lowered state, while being cooled with it being contained in the cooling means 4, as represented by a solid line in Fig. 1, in its raised state.
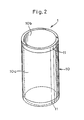
- a plurality of plate-shaped ceramic heaters 1a are arranged in the shape of a prism which is polygonal in cross section (eight-sided polygonal in Figs. 3 and 4) as shown in Figs. 3 and 4 can be used in addition to one so adapted that the whole is integrally formed of a conductive ceramic material as shown in Fig. 2.
- INFRALEX-BIRRC (trade name) manufactured by Asahi Glass Co., Ltd. is commercially available. This is constructed by sintering a mixture of a ceramic material and a metal material to form a cylinder body 10 or a plate body 12 made of conductive ceramics as well as laminating a metal material such as aluminium in the outer periphery in both ends of the cylinder body 10 or in both ends of the plate body 12 in a strip shape by a flame spray coating process, various gas phase processes, a wet plating process or the like to form a pair of electrodes 11 or 13.
- the object to be heat-treated (body 1) is heated by radiating far infrared rays having a wavelength of approximately 2.5 to 25 ⁇ m from the outer periphery 10a and the inner periphery 10b of the cylinder body 10 or the outer surface of the plate body 12.
- the above described directly energized ceramic infrared heater can uniformly heat the surface of the body P serving as the object to be heat-treated contained inside thereof because the cylinder body 10 or the plate body 12 itself is a uniform heating element having conductive properties and a portion other than both the ends where the electrodes are formed uniformly generates heat if a voltage is applied between the pair of electrodes 11 or 13.
- the above directly energized ceramic infrared heater 1 has the advantage that the heating rate or the like can be finely controlled as described later because it is superior in response to applied power.
- the directly energized ceramic infrared heater 1 shown in Fig. 2 comprises a seamless cylinder body 10 which is almost uniformly made of a conductive ceramic material throughout and a pair of annular electrodes 11 provided on both ends of the cylinder body 10, as described above.
- the spacing in the radial direction between an inner peripheral surface 10b of the above directly energized ceramic infrared heater 1 and an outer peripheral surface of the body P is not particularly limited, which preferably is in the range of 5 to 300 mm and particularly, in the is in the range of 5 to 300 mm and particularly, in the range of 10 to 100 mm.
- the spacing in the radial direction between the inner peripheral surface 10b of the directly energized ceramic infrared heater 1 and the outer peripheral surface of the body P is less than 5 mm, the distance therebetween is too short. Accordingly, any non-uniformity in heat generation in the directly energized ceramic infrared heater 1 would adversely affect the dry state of a coating film of the body P directly, so that the coating film is not uniformly dried.
- the density of vapors of solvent evaporated from the coating film is high. Accordingly, if drying air is circulated between the directly energized ceramic infrared heater 1 and the body P as described later, defects such as vertical reinforcement may occur on the surface of the coating film due to the flow of the vapors of the solvent. On the other hand, when the spacing in the radial direction between the inner periphery of the directly energized ceramic infrared heater 1 and the outer periphery of the body P exceeds 300 mm, the distance therebetween is too long, resulting in heat loss. Accordingly, energy more than necessary may be consumed so as to dry the coating film.
- the cylinder body 10 is seamless and is formed almost uniformly throughout. Accordingly, it has the advantage that if a voltage is applied between the pair of electrodes 11 as described above, a portion other than both the ends where the electrodes 11 are formed uniformly generates heat, thereby to make it possible to uniformly dry the coating film on the surface of the body 1.
- the directly energized ceramic infrared heater 1 shown in Figs. 3 and 4 is constructed by arranging a plurality of plate-shaped ceramic heaters 1a each having a plate body 12 almost uniformly formed of a conductive ceramic material and a pair of electrodes 13 provided in both ends of the plate body 12 in the shape of a prism which is polygonal in cross section.
- the plate-shaped ceramic heaters 1a are arranged in the shape of a prism with clearances g being provided therebetween as shown in Figs. 3 and 4 so as to prevent leakage of a current.
- the clearances g can be also used with they not being blocked so as to efficiently remove vapors of solvent emitted from a coating film as described above.
- the clearances g are preferably blocked by an insulating material such as rubber or a heat insulating material as described later and the like in consideration of thermal efficiency and uniform heating.
- the number of angles of the polygon is not particularly limited.
- an object to be heat-treated is a cylinder body or a pillar body such as a body P of a photosensitive drum, however, it is preferable that the above number of angles is six or more.
- the difference in the spacing in the radial direction between the inner peripheral surface of the directly energized ceramic infrared heater 1 and the outer peripheral surface of the cylinder body or the pillar body in a vertex of the polygon and the center of a side thereof becomes large, so that there is a possibility that the object to be heat-treated is not uniformly heated.
- the directly energized ceramic infrared heater 1 is constituted by the plurality of plate-shaped ceramic heaters 1a as described above, each of the plate-shaped ceramic heaters 1a is manufactured more easily and can be formed to be thinner than the cylinder body. Accordingly, the directly energized ceramic infrared heater 1 can be manufactured at low cost and to be lightweight. Consequently, there are some advantages. For example, the whole of the above directly energized ceramic infrared heater 1 can be manufactured at low cost, combined with possible simplification of, for example, means for moving the above directly energized ceramic infrared heater 1 up and down to a conveying path of the body P (an up-and-down device as described later).
- the directly energized ceramic infrared heater 1 and the body P can be relatively rotated at the time of heating so as to further ensure uniformity in heating.
- the rotation speed of the directly energized ceramic infrared heater 1 or the body P is not particularly limited, which preferably is in the range of 5 to 40 r.p.m. If the rotation speed is less than 5 r.p.m., heating may be non-uniform. Contrary to this, if the rotation speed exceeds 40 r.p.m., air caused by the rotation may affect the coating film, and it may be difficult to control and maintain high-speed rotation.
- the cylindrical directly energized ceramic infrared heater 1 is constituted by the plurality of plate-shaped ceramic heaters 1a as described above, the widths of the plate-shaped ceramic heater 1a and the clearance g, the spacing between the above plate-shaped ceramic heater 1a and the surface of the body P serving as the object to be heat-treated, and the like can be suitably selected to preferred numerical values depending on the diameter of the body, the number of angles of the directly energized ceramic infrared heater 1, and the like.
- the body P is heat-treated by the directly energized ceramic infrared heater 1 in the shape of a prism which is eight-sided polygonal in cross section shown in Figs.
- the plate-shaped ceramic heaters 1a are arranged in the shape of an eight-sided polygon with the width of the clearances g being 1 mm or more such that the shortest distance between the inner wall surface of the plate-shaped ceramic heater 1a and the outer peripheral surface of the body P (represented by a sign d in Fig. 4) is 5 mm or more.
- the distance therebetween is too short. Accordingly, any non uniformity in heat generation in the plate-shaped ceramic heter 1a would adversely affect the dry state of the coating film of the body P directly, so that the coating film is not uniformly dried.
- the density of the vapors of the solvent evaporated from the coating film is high. Accordingly, if drying air is circulated between the directly energized ceramic infrared heater 1 and the body P as described later, defects such as vertical reinforcement are liable to occur on the surface of the coating film due to the flow of the vapors of the solvent.
- a seamless tubular or bar-shaped directly energized ceramic infrared heater 9 having an outside diameter smaller than the inside diameter of the body P may be arranged concentrically with the directly energized ceramic infrared heater 1, as shown in Figs. 5 and 6 or 7 and 8.
- the above directly energized ceramic infrared heater 9 is inserted in the body P when the body P is contained in the cylindrical directly energized ceramic infrared heater 1 and is used for heating the body P from the inside and outside, as shown in Fig.
- a wavelength cutting filter for transmitting only a component in a particular wave range which can pass through the coating film of far infrared rays radiated from the cylindrical directly energized ceramic infrared heater 1 opposed to the surface of the body P having the coating film formed thereon and cutting the other components may be interposed between at least the directly energized ceramic infrared heater 1 out of the above directly energized ceramic infrared heaters 1 and 9 and the above body P.
- ND filters Neutral Density Filters
- the wave range of the far infrared rays to be transmitted by the above wavelength cutting filter differs depending on the thickness of the coating film, as described above. For example, when the thickness of the coating film is approximately 5 to 40 ⁇ m, the particular wave range is in the range of 25 to 1000 ⁇ m.
- the directly energized ceramic infrared heater 1 described in the foregoing is attached to a mounting seat 51 in a forward end of an up-and-down bar 5 serving as the up-and-down device, as shown in Figs. 1 and 9, to be arranged movably up and down to the conveying path of the body P in the thermal treatment equipment shown in Fig. 1.
- blast tubes 6 serving as ventilating means are connected to the above described mounting seat 51, as shown in Fig. 9.
- the ventilating means is used for causing drying air to flow down from the upper and to the lower end of the body P to prevent the solvent evaporated from the coating film from staying in the directly energized ceramic infrared heater 1 to efficiently dry the coating film.
- the flow rate of the drying air is preferably in the range of 0.01 to 3 m/sec and particularly, in the range of 0. 1 to 2 m/sec. If the flow rate of the drying air is less than 0.01 m/sec, the solvent evaporated from the coating film cannot be sufficiently prevented from staying in the directly energized ceramic infrared heater 1. Contrary to this, when the flow rate of the drying air exceeds 3 m/sec, the temperature of the directly energized ceramic infrared heater itself is lowered, which may reduce radiation efficiency.
- the drying air is turbulent flow, the coating film is liable to be non-uniform.
- the drying air is upper flow from the lower end to the upper end of the body P, the difference in temperature appears between the lower end and the upper end of the body P, so that the coating film may not be uniformly dried. Consequently, the drying air is preferably down flow from the upper end to the lower end of the body P.
- the pallet 3 conveyed along the conveying path on a conveying rail 2 comprises a pillar-shaped convex portion 31 having a fitting groove 31a to which the lower end of the body P is fitted for holding the body P in an upright state and a fitting concave portion 32 to which the lower end of the directly energized ceramic infrared heater 1 lowered on the conveying path is fitted for concentrically holding the body P and the directly energized ceramic infrared heater 1, as shown in Fig. 10.
- a stepped portion represented by ⁇ in Fig. 10 is provided between the bottom surface of the above fitting groove 31a and the bottom surface of the fitting concave portion 32 so as to hold the body P in a region other than a non-heated region (in the range represented by ⁇ in Fig. 10) which corresponds to the above described electrode in the lower end of the directly energized ceramic infrared heater 1.
- the directly energized ceramic infrared heater 1 comprises the ventilating means for circulating the drying air from the upper end to the lower end of the body P, as described above. Accordingly, as shown in Fig. 10, in the palette 3, a plurality of vent holes 33 through which the drying air supplied from the ventilating means is passed are arranged on the bottom surface of the above fitting concave portion 32 so as to surround the convex portion 31.
- the cooling means 4 is used for preventing the coating film from being rapidly heated by covering the next body P with the directly energized ceramic infrared heater 1 which has heated the body P in a high temperature state, which comprises a cylindrical main body 41 containing the directly energized ceramic infrared heater 1 and a door 42 for closing an opening in the lower end of the cylindrical main body 41, as shown in Fig. 1. If the directly energized ceramic infrared heater 1 is raised to be contained in the main body 41, as represented by a solid line in Fig. 1, the door 42 is closed and then, cooling air is supplied from ventilating means (not shown) to the main body 41 so that the directly energized ceramic infrared heater 1 is cooled.
- the directly energized ceramic infrared heater 1 comprises the ventilating means for circulating the drying air from the upper end to the lower end of the body P as described above, drying air can be also used as cooling air for cooling the directly energized ceramic infrared heater 1 in the cooling means 4.
- thermal treatment equipment shown in Fig. 11.
- This thermal treatment equipment is the same as the above described thermal treatment equipment shown in Fig. 1 except that a plurality of heat insulating materials 7 for surrounding a directly energized ceramic infrared heater 1 at the time of heating a body P are arranged detachably from the above directly energized ceramic infrared heater 1.
- the thermal treatment equipment shown in Fig. 11 comprises a plurality of pallets 3 conveyed on a conveying rail 2 with the body P being held in an upright state, a cylindrical directly energized ceramic infrared heater 1 arranged movably up and down to a conveying path of the body P by the pallets 3 for heating the body P from the periphery with the body P being concentrically contained therein in its lowered state, and cooling means 4 for cooling the directly energized ceramic infrared heater 1 raised from the conveying path with the directly energized ceramic infrared heater 1 being contained therein.
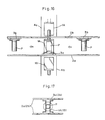
- the heat insulating materials 7 are used for trapping heat of the directly energized ceramic infrared heater 1 to heat the body P more efficiently and has such a shape that a cylinder body having an inside diameter conforming to the outer periphery of the above directly energized ceramic infrared heater 1 is divided (divided into four parts in Figs. 12 and 13) along the direction of its axis, as shown in Figs. 12 and 13.
- the whole of the above heat insulating materials 7 is formed of a heat-resistant heat insulating material, for example, a fiber having a diameter of approximately 3 mm comprising mica and a ceramics material.
- the above heat insulating materials 7 are firmly bonded to the outer periphery of the above directly energized ceramic infrared heater 1 (see Fig. 12) at the time of heating the body P by the directly energized ceramic infrared heater 1.
- the heat insulating materials 7 are separated from the directly energized ceramic infrared heater 1 to be cooled by themselves so as not to prevent the directly energized ceramic infrared heater 1 from being cooled (see Fig. 13).
- Cooling means 8 for cooling the heat insulating materials 7 separated from the directly energized ceramic infrared heater 1 by themselves is arranged beneath the conveying rail 2, as shown in Fig. 11, and cooling air is supplied from ventilating means (not shown) to cool the heat insulating materials 7.
- cooling pipe 81 inserted in each of the heat insulating materials 7 for cooling the heat insulating material 7 by circulating a refrigeration medium such as cooling water.
- Materials of the cooling pipe 81 include polytetrafluoroethylene (Teflon, whose heat resistance is 260 °C or less), silicone resin (whose heat resistance is 260 °C or less), fluororubber (whose heat resistance is 300 °C or less) and the like.
- thermal treatment equipment shown in Fig. 14.
- the thermal treatment equipment is the same as the above described thermal treatment equipments except that eight plate-shaped ceramic heaters 1a are arranged in the shape of a prism as described above to construct a cylindrical directly energized ceramic infrared heater 1, and the plate-shaped ceramic heaters 1a are divided into four blocks 1b two by two as shown in Fig. 15 and are separately cooled in a main body 41 of cooling means 4 at the time of cooling.
- the thermal treatment equipment shown in Fig. 14 is the same as the above described thermal treatment equipment shown in Fig. 11 except for the foregoing. More specifically, the thermal treatment equipment shown in Fig. 14 comprises a plurality of pallets 3 conveyed on a conveying rail 2 with a body P being held in an upright state, a cylindrical directly energized ceramic infrared heater 1 arranged movably up and down to a conveying path of the body P by the pallets 3 for heating the body P from the periphery with the body P being concentrically contained therein in its lowered state, cooling means 4 for cooling the directly energized ceramic infrared heater 1 raised from the conveying path with the directly energized ceramic infrared heater 1 being contained therein, and a plurality of heat insulating materials 7 for surrounding the directly energized ceramic infrared heater 1 assembled in a cylindrical shape at the time of heating the body P.
- each of the above described heat insulating materials 7 is arranged corresponding to one block 1b comprising two plate-shaped ceramic heaters 1a, as shown in Fig. 15.
- the heat insulating materials 7 are divided into four parts along with the blocks 1b, as indicated by white arrows in Fig. 15 and then, separated from the blocks 1b to be cooled by themselves in cooling means 8 arranged beneath the conveying rail, as indicated by black arrows in Fig. 14.
- the thermal treatment equipment shown in Fig. 14 comprising the above described parts has the advantage that the directly energized ceramic infrared heater 1 can be cooled more efficiently because it is cooled with it being divided into a plurality of blocks 1b.
- the thermal treatment equipment is the same as the above described three thermal treatment equipments except that there are provided two conveying rails 2a and 2b on upper and lower sides for alternately conveying a plurality of bodies P, and there are provided two cylindrical directly energized ceramic infrared heaters 1A and 1B with the two conveying rails 2a and 2b being interposed therebetween.
- the two directly energized ceramic infrared heaters 1A and 1B are alternately raised and lowered to alternately heat the bodies P alternately conveyed on the above two conveying rails 2a and 2b.
- the plurality of bodies P are alternately conveyed by a pallet 3a moving on the conveying rail 2a on the lower side and a pallet 3b moving on the conveying rail 2b on the upper side.
- the directly energized ceramic infrared heater 1A on the upper side is lowered and concentrically contains the body P held on the above pallet 3a, as shown in Fig. 16, to heat and dry its coating film.
- the directly energized ceramic infrared heater 1B on the lower side is contained in cooling means 4b beneath the conveying rail 2a on the lower side to be cooled.
- the directly energized ceramic infrared heater 1A on the upper side is terminated, the directly energized ceramic infrared heater 1A is raised and is contained in cooling means 4a on the conveying rail 2b on the upper side to be cooled, as represented by a two-dot and dash line in Fig. 16.
- the body P which has been dried is conveyed from between the two directly energized ceramic infrared heaters 1A and 1B by the movement of the pallet 3a and then, the pallet 3b on the upper side holding the body P which has not been treated yet is moved to enter between the above two cylindrical directly energized ceramic infrared heaters 1A and 1B.
- the directly energized ceramic infrared heater 1B on the lower side is raised and concentrically contains the body P held on the above pallet 3b, to heat and dry its coating film.
- a gauge G between the above conveying rails 2a and 2b is set to be wider than the outside diameter of each of the directly energized ceramic infrared heaters 1A and 1B, as shown in Fig. 17. Consequently, the up-and-down movement of the directly energized ceramic infrared heaters 1A and 1B to the conveying rails 2a and 2b is not prevented by the conveying rails 2a and 2b.
- the above described thermal treatment equipment shown in Fig. 16 has the advantage that waiting time for cooling the directly energized ceramic infrared heater can be omitted and a photosensitive drum can be dried more efficiently because one of the directly energized ceramic infrared heters can be cooled while drying the body P by the other directly energized ceramic infrared heater.
- a method of drying a photosensitive layer of a photosensitive drum serving as a functional thin film using each of the above described thermal treatment equipments a method is employed in which the body P is concentrically contained once in the directly energized ceramic infrared heater 1 cooled by the cooling means 4 and then, this directly energized ceramic infrared heater 1 is energized to generate heat, to raise the body P from the room temperature to a predetermined heating temperature, and the body P is heated for a predetermined time period to dry the coating film of the polymer coating fluid formed on the surface of the above body P, as described above.
- the coating film formed by applying the polymer coating fluid on the surface of the body P is dried by predetermined natural drying and then, is dried by the directly energized ceramic infrared heater 1 so as to make the state of the coating film constant.
- the coating film can be uniformly dried to the inside thereof, thereby to make it possible to form a photoreceptor which is free from defects such as orange peel, bubbles and pinholes and has a stable performance because the amount of the remaining solvent is small.
- a temperature rise pattern shown in Fig. 18 is such a pattern that the body P is rapidly raised to the glass transmission temperature of the coating film (represented by Point I in Fig. 18), the body P is gradually raised to a predetermined heating temperature by decreasing the heating rate from the glass transmission temperature on, the temperature rise of the body P is stopped in the stage in which the body P reaches the predetermined heating temperature (represented by Point II in Fig. 18), and the above temperature is maintained until drying is terminated.
- the same heating rate may be maintained as represented by a solid line in Fig. 18 from the above point I to the above point II.
- control may be so carried out that the heating rate is decreased by stages through several points of inflection (two points of inflection, that is, Point I-a and Point I-b) as represented by a one dot and dash line in Fig. 18.
- points of inflection two points of inflection, that is, Point I-a and Point I-b
- the above point I and the above point II may be connected in a curve shape, which is not shown.
- a temperature rise pattern shown in Fig. 19 is such a pattern that the body P is rapidly raised to the glass transmission temperature of the coating film (Point III in Fig. 19), the temperature rise is stopped for a predetermined time period at the glass transmission temperature (to Point IV in Fig. 19) and then, the body P is raised again to a predetermined heating temperature, the temperature rise is stopped again in the stage in which the body P reaches the predetermined heating temperature (Point V in Fig. 19), and the above temperature is maintained until drying is terminated.
- a control device for controlling heating of the body P by the directly energized ceramic infrared heater 1 by stages as in the above described two examaples one of construction shown in, for example, Fig. 20 is adopted.
- the control device shown in Fig. 20 comprises an SCR unit U2 for controlling driving power supplied to the directly energized ceramic infrared heater 1 from the power supply on the basis of an instruction from temperature adjusting means U1, an inverter U3 for controlling the driving of a fan F for supplying drying air to the directly energized ceramic infrared heater 1, and a sequencer U4 for controlling the above temperature adjusting means U1 and the inverter U3.
- the sequencer U4 stores data, such as the procedure of the temperature control of the body P by the directly energized ceramic infrared heater 1, timing at which the fun F is rotated, or the glass transmission temperature of a polymer material in the coating film and is used for controlling the above temperature adjusting means U1 and the inverter U3 on the basis of this data.
- a temperature sensor C for measuring the temperature of the above body P in controlling heating of the body P using the directly energized ceramic infrared heater 1 by stages by controlling the SCR unit U2 on the basis of an instruction from the sequencer U4 to adjust power supplied to the directly energized ceramic infrared heater 1 is connected to the above temperature adjusting means U1.
- control signals are sequentially sent to the temperature adjusting means U1 and the inverter U3 from this sequencer U4 on the basis of the data previously store d.
- the temperature adjusting means U1 receiving the control signal from the sequencer U4 controls the SCR unit U2 while measuring the temperature of the body P by the temperature sensor C to control the heating temperature of the body P using the directly energized ceramic infrared heater 1 by stages as shown in Fig. 18 or 19, and the inverter U3 receiving the control signal from the sequencer U4 drives the fan F according to the procedure to dry the body P.
- the thermal treatment equipment according to the present invention is constructed as described above, and the object to be heat-treated is heated with it being concentrically contained in the cylindrical directly energized ceramic infrared heater, thereby to make it possible to uniformly heat-treat the object to be heat-treated.
- thermal treatment equipment Consequently, by using the thermal treatment equipment according to the present invention, a space and cost for installation, time required for heat treatment, consumed energy and the like can be significantly cut.
- the surface of the coating film can be prevented from being dried prior to the inside thereof to uniformly dry the coating film to the inside thereof by slowly raising the temperature or temporarily stopping the temperature rise from the glass transmission temperature of the coating film on, thereby to make it possible to form a uniform functional thin film which is free from defects such as orange peel, bubbles, pinholes and cissing and is small in internal stress.
- thermal treatment equipment and the method of drying a functional thin film according to the present invention are not limited to the foregoing examples.
- the directly energized ceramic infrared heater is moved up and down to the conveying path of the body P, the body P may be conversely moved up and down.
- the pallets 3, the conveying rail 2, the cooling means 4, the up-and-down bar 5 serving as the up-and-down device, the blast tubes 6 serving as the ventilating means, the heat insulating materials 7, the cooling means 8 and the like are provided so as to dry the body P more efficiently, the members are not necessarily required for the present invention.
- the constituent elements other than at least the cylindrical directly energized ceramic infrared heater are not particularly limited.
- thermal treatment equipment for drying a photosensitive layer of a photosensitive drum serving as a functional thin film
- the thermal treatment equipment according to the present invention can be used for other applications such as formation of the other functional thin films, annealing of a plated film or a deposited film formed on the surface of the substrate, sintering of ceramics formed in a pillar shape or a cylindrical shape, and hardening of metal.
- the object to be heat-treated is a cylindrical photosensitive drum. Accordingly, as the directly energized ceramic infrared heater, one in the shape of a cylinder or a prism which is not less than six-sided polygonal in cross section is used. However, when an object to be heat-treated having the other cross sectional shape is heat-treated, a cylindrical directly energized ceramic infrared heater having a cross sectional shape most suitable for uniformly heating the object to be heat-treated may be used.
- temperature control after reaching a predetermined heating temperature is not particularly limited.
- the method of drying a functional thin film according to the present invention can be applied to drying of functional thin films other than a photosensitive layer, for example, an energized exothermic coating film made of an energized exothermic coating having heating elements dispersed in an organic matrix.
- compositions are mixed and dispersed using a ultrasonic dispersion mixer, to prepare a polymer coating fluid for a single-layer type photosensitive layer.
- the above described polymer coating fluid is then applied to the surface of an aluminum body having an outside diameter of 78 mm and having an entire length of 344 mm by dipping and is naturally dried at room temperature (20 °C) for three minutes, to form a coating film having a thickness of 22 ⁇ m.
- the above body is concentrically contained in a seamless cylindrical directly energized ceramic infrared heater having an inside diameter of 197 mm and having an entire length of 450 mm, and is raised from the room temperature (20 °C) to the glass transmission temperature of the above coating film (62 °C) in thirty seconds (Point I in Fig. 18) and then, is raised to 100 °C in 141 seconds from the start of heating by decreasing the heating rate (Point II in Fig. 18) in accordance with a pattern linearly connecting the point I and the point II, represented by a solid line in Fig. 18, out of temperature rise patterns shown in Fig. 18. Thereafter, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100°C to form a single-layer type photosensitive layer on the surface of the body, thereby to fabricate a photosensitive drum.
- a photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried by a directly energized ceramic infrared heater in accordance with the following temperature rise pattern.
- the body is raised from the room temperature (20 °C) to the glass transmission temperature of the above coating film (62 °C) in thirty seconds (Point I in Fig. 18) and the n, is raised to 79°C in 51 seconds from the start of heating by decreasing the heating rate (Point I-a in Fig. 18), is raised to 93 °C in 90 seconds from the start of heating (Point I-b in Fig. 18) and then, is raised to 100°C in 141 seconds from the start of heating by further decreasing the heating rate (Point II in Fig. 18) in accordance with a pattern having two points of inflection I-a and I-b provided between the point I and the point II, as represented by a one dot and dash line, out of the temperature rise patterns shown in Fig. 18. Thereafter, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100°C.
- a photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried by a directly energized ceramic infrared heater in accordance with the following temperature rise pattern.
- the body is raised from the room temperature (20 °C) to the glass transmission temperature of the above coating film (62 °C) in thirty seconds (Point III in Fig. 19) and then, the temperature rise is stopped to maintain the above described temperature of 62°C until 330 seconds are elapsed from the start of heating (Point IV in Fig. 19) in accordance with a temperature rise pattern shown in Fig. 19.
- the temperature rise is then started again to raise the body to 100 °C in 390 seconds from the start of heating (Point V In Fig. 19). Thereafter, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100 °C.
- a photosensitive drum is fabricated in the same manner as the above described example 1 except that used as a directly energized ceramic infrared heater is one which is eight-sided polygonal in cross section comprising eight plate-shaped ceramic heaters having a width of 70 mm and having an entire length of 450 mm (manufactured by Asahi Glass Co., Ltd., INFRALEX-BIRRC (trade name)) and clearances having a width of 2 mm blocked by insulating rubber (d in Fig. 4 is 47 mm), and a coating film is dried while rotating a body at a rotation speed of 20 r.p.m. relatively to the above directly energized ceramic infrared heater.
- a directly energized ceramic infrared heater is one which is eight-sided polygonal in cross section comprising eight plate-shaped ceramic heaters having a width of 70 mm and having an entire length of 450 mm (manufactured by Asahi Glass Co., Ltd., INFRALEX-BIRRC
- a photosensitive drum is fabricated in the same manner as the above described example 4 except that the same temperature rise pattern as that in the example 2 is used.
- a photosensitive drum is fabricated in the same manner as the above described example 4 except that the same temperature rise pattern as that in the example 3 is used.
- a photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried by a directly energized ceramic infrared heater in accordance with the following temperature rise pattern.
- the body is linearly raised from the room temperature (20°C) to 100°C in ten seconds and then, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100°C.
- a photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried at 100 °C for thirty minutes using a conventional drier shown in Figs. 21 and 22.
- Each of the photosensitive drums is fitted in an electrostatic copying testing device (manufactured by Jentech Co., Ltd., Jentech Sinsia 30M) and the surface thereof is positively charged, to measure a surface potential V1s.p. (V).
- Each of the above described photosensitive drums in a charged state is exposed using a halogen lamp which is a light source for exposure of the above electrostatic copying testing device, and time elapsed until the above surface potential V1 s.p. (V) is reduced by half is found to calculate the amount of exposure reduced by half E1/2 ( ⁇ J/cm2).
- Each of the above described drums is fitted in an electrophotographic copying machine (of a DC-1656 type, which is manufactured by Mita Industrial Co., Ltd.) to make 300 copies and then, the surface potential is measured as a surface potential after repeated exposure V2 s.p. (V).
- the photosensitive drum fabricated in each of the above described examples is fitted in the electrophotographic copying machine (of a DC-1656 type, which is manufactured by Mita Industrial Co., Ltd.) to make 500 copies and then, each photoreceptor is cut into respective 16 checkers 1 mm square and 5 mm square by a cutting knife, and a peel test is carried out using a Nichiban tape (trademark) to observe peeling from the photoreceptor.
- the numbers of checkers which are not peeled from the photoreceptor out of the above checkers 1 mm square and 5 mm square are respectively recorded. The foregoing results are shown in the following table:
- the results of the foregoing table are as follows: In the example 7 in which the body is raised linearly and rapidly from the room temperature to 100°C, a lot of defects such as bubbles, pinholes and cissing are observed in the photosensitive layer, that is, the photosensitive layer is inferior in state, thereby to make it impossible to measure photosensitivity and adhesion of the photosensitive layer to the surface of the body. Furthermore, in the example 8 in which the coating film is dried using the conventional drier, the photosensitive drum is inferior in photosensitivity and adhesion of the photosensitive layer to the surface of the body. Moreover, when the photosensitive layer is observed, pinholes and a skinning phenomenon are observed.
- the photosensitive drums obtained in the examples 1 to 6 are all superior in photosensitivity as well as adhesion of the photosensitive layer to the surface of the body to those in the examples 7 and 8. Moreover, when the photosensitive layer in each of the examples is observed, no bubbles, pinholes, cissing and the like are observed, so that it is confirmed that the photosensitive layer is a superior layer being free from defects. This proves that the coating film can be uniformly and sufficiently dried to the inside thereof, thereby to make it possible to form a photosensitive layer which is free from defects, is uniform and is small in internal stress in the above described examples 1 to 6.
- the photosensitive drum in the example 3 in which the temperature rise is stopped once from the glass transmission temperature on is smallest in internal stress and has a photosensitive layer superior in adhesion. Consequently, it is presumed that the amount of the solvent remaining in the photosensitive layer can be minimized in accordance with such a temperature rise pattern as in the above described example 3.
- the amount of the solvent remaining in the coating film is measured at random by a pyrolysis chromatograph. This measurement indicates that the amount of the solvent remaining in 1 mg of the coating film is decreased to 5 x 10 ⁇ 3 to 1 ⁇ l/mg in a state where the temperature rise is stopped, that is, from the point III to the point IV in Fig. 19 and then, the amount of the solvent remaining in the photosensitive layer formed can be made zero by the rapid temperature rise.
- the thermal treatment equipment according to the present invention is suitable for, for example, formation of a functional thin film by drying a polymer coating fluid applied to the surface of a pillar-shaped or cylindrical substrate, annealing of a plated film or a deposited film formed on the surface of the substrate, sintering of ceramics formed in a pillar shape or a cylindrical shape, and hardening of metal because it can uniformly heat-treat an object to be heat-treated.
- a method of drying a functional thin film according to the present invention is suitable for drying of a functional thin film such as a photosensitive layer of a photosensitive drum or an energized exothermic coating film made of an energized exothermic coating having heating elements dispersed in an organic matrix because the surface of the coating film can be prevented from being dried prior to the inside thereof to uniformly dry the coating film to the inside thereof.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Combustion & Propulsion (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microbiology (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
- Drying Of Solid Materials (AREA)
- Photoreceptors In Electrophotography (AREA)
Abstract
A heat-treatment device equipped with a cylindrical directly powered far-infrared ceramic heater for heating a columnar or cylindrical object to be treated, which is placed concentrically therewith, from the surrounding. This device can uniformly heat-treat an object. This invention also provides a method of drying a coating film of polymeric coating liquid formed on the surface of a columnar or cylindrical substrate using a specified heating pattern using said heat-treatment device. Said drying method prevents the surface of a coating film from being dried earlier than the inner part thereof so that uniform drying may reach even the inner part of the coating film.
Description
- The present invention relates to a thermal treatment equipment for heat-treating a pillar-shaped or cylindrical object to be heat-treated and a method of drying a functional thin film using the thermal treatment equipment.
- Heat treatments of the above described object to be heat-treated conventionally used include, for example, formation of a functional thin film by drying a polymer coating fluid applied to the surface of a pillar-shaped or cylindrical substrate, annealing of a plated film or a deposited film formed on the surface of the substrate, sintering of ceramics formed in a pillar shape or a cylindrical shape, and hardening of metal.
- Thermal treatment equipments generally used for the above described various heat treatments of the object to be heat-treated include one of such a type that an object to be heat-treated P is passed through a heat treatment furnace H which is heated to a predetermined interior temperature while being conveyed at constant speed, as shown in Figs. 21 and 22, so as to uniformly heat-treat the object to be heat-treated.
- Means for heating the heat treatment furnace H to a predetermined interior temperature include, for example, one of such a type that warm air is blown into the heat treatment furnace H or a lot of heaters h arranged in the heat treatment furnace H as shown in Figs. 21 and 22.
- In the heating using the above described heaters and warm air, however, when a functional thin film is formed by drying, for example, the surface of a coating film on the substrate is heated and dried prior to the inside thereof, so that the inside of the coating film cannot be smoothly dried. Accordingly, there occur defects such as irregularity (so-called orange peel), a skinning phenomenon and the like on the coating film as well as bubbles, pinholes and cissing of the coating film when solvent vaporizes from the inside of the coating film. Moreover, a great amount of solvent remains in the functional thin film so that the performance thereof is unstable. For example, when the functional thin film is a photosensitive layer of a photosensitive drum, the photosensitive layer is inferior in sensitivity and stability of repeated exposure. In addition, the photosensitive layer is liable to be, for example, cracked and peeled.
- The solvent remaining in the functional thin film is solved if the substrate after forming the functional thin film is stored for a long time to naturally evaporate the solvent. However, productivity is significantly decreased, which presents a problem in terms of cost.
- Therefore, a heat treatment furnace using an infrared heater for emitting far infrared rays capable of uniformaly heating and drying the entire coating film by passing through the coating film has been proposed (for example, see Japanese Patent Laid-Open Gazette No. 277958/1986). Even when the above infrared heater is used, however, the surface of the coating film is dried prior to the inside thereof if the coating film is rapidly heated, so that the above described various problems may arise.
- Furthermore, even in the case of the other heat treatments of the object to be heat-treated, rapid heating is not preferable because it adversely affects the object to be heat-treated.
- For example, in the case of annealing of a plated film or a deposited film, internal stress of the film is rather increased by rapid heating, which may cause cracking, peeling or the like. Further, in the case of sintering of ceramics, internal stress is increased by rapid heating, which causes cracking or the like. In the case of hardening of metal, rapid heating causes deformation or the like due to non-uniform termal expansion.
- Therefore, for example, the above described heat treatment furnace is divided into a plurality of chambers so that set heating temperatures of the chambers are gradually increased in the order from the chamber on the entrance sid e, and the object to be heat-treated is passed through the respective chambers in the order from the chamber on the entrance side, thereby to gradually raise the temperature thereof.
- As the above described conventional heat treatment furnace, however, such a so-called tunnel-type one that the object to be heat-treated is heated and dried while being conveyed at constant speed as described above is generally used so as to enhance the productivity. The heat treatment furnace becomes huge so as to sufficiently heat-treat the object to be heat-treated. Accordingly, there are problems in terms of a space and cost required for installation of the heat treatment furnace. In addition, there are some problems. For example, it takes long to raise the heat treatment furnace to a predetermined interior temperature from the start, and a great amount of energy is consumed because the heat treatment furnace must be kept at a constant interior temperature while the heat treatment furnace is being driven.
- A primary object of the present invention is to provide a thermal treatment equipment requiring no large-scale heat treatment furnace, capable of significantly cutting a space and cost required for installation of the heat treatment furnace, time required for heat treatment, consumed energy and the like as well as capable of uniformly heat-treating an object to be heat-treated.
- Furthermore, another object of the present invention is to provide a method of drying a functional thin film using the above thermal treatment equipment in which it is possible to form a uniform functional thin film which is free from defects such as orange peel, bubbles, pinholes and cissing and is small in internal stress.
- According to the present invention, there is provided a thermal treatment equipment comprising a cylindrical directly energized ceramic infrared heater for heating a pillar-shaped or cylindrical object to be heat-treated from the periphery with the object to be heat-treated being concentrically contained therein. In the thermal treatment equipment according to the present invention, the object to be heat-treated is heated with it being concentrically contained in the cylindrical directly energized ceramic infrared heater, thereby to make it possible to uniformly heat-treat the object to be heat-treated.
- Meanwhile, a plurality of plate-shaped ceramic heaters are arranged in the shape of a prism which is polygonal in cross section to constitute the above described directly energized ceramic infrared heater, it is easy to manufacture the thermal treatment equipment. In this case, non uniformity in heat treatment can be prevented by setting the number of angles of the polygon to six or more or relatively rotating the cylindrical directly energized ceramic infrared heater and an object to be heat-treated at the time of heat treatment.
- Additionally, when the object to be heat-treated is in a cylindrical shape, the above cylindrical object to be heat-treated can be heat-treated from the inside and outside if a tubular or bar-shaped directly energized ceramic infrared heater having an outside diameter smaller than the inner size of the object to be heat-treated is concentrically arranged in the cylindrical directly energized ceramic infrared heater.
- Furthermore, if a wavelength cutting filter which transmits only a component in a particular wave range of far infrared rays radiated from the cylindrical directly energized ceramic infrared heater is interposed between the cylindrical directly energized ceramic infrared heater and the object to be heat-treated, a coating film can be dried, for example, by irradiating only the component in the particular wave range which can pass through the coating film of the far infrared rays radiated from the directly energized ceramic infrared heater to the coating film.
- As the concrete construction of the thermal treatment equipment, the cylindrical directly energized ceramic infrared heater is arranged with its axis being directed toward the approximately vertical direction, and a pallet which is moved while holding the object to be heat-treated in an upright state is provided so as to concentrically contain the object to be heat-treated in the directly energized ceramic infrared heater. It is preferable that this pallet has a stepped portion for holding the object to be heat-treated in a region other than non-heated regions in both upper and lower ends of the directly energized ceramic infrared heater.
- Furthermore, ventilating means for circulating air from the upper end to the lower end of the object to be heat-treated can be also arranged in the upper part of the directly energized ceramic infrared heater. In this case, the above pallet is provided with a vent hole through which the air from the ventilating means is passed.
- In order to continuously treat objects to be heat-treated, a conveying rail for conveying the above pallet may be provided, on which a plurality of pallets are arranged, and the cylindrical directly energized ceramic infrared heater may be arranged movably up and down to a conveying path of the object to be heat-treated conveyed by the above conveying rail. In this case, it is preferable to provide cooling means for cooling the cylindrical directly energized ceramic infrared heater which retreats from the conveying path of the object to be heat-treated conveyed by the conveying rail after heat-treating the object to be heat-treated. In addition, the outer periphery of the cylindrical directly energized ceramic infrared heater may be surrounded by heat insulating materials detachably from the directly energized ceramic infrared heater, and the heat insulating materials may be separated from the directly energized ceramic infrared heater to be separately cooled at the time of cooling the directly energized ceramic infrared heater by the cooling means. As cooling means for cooling the heat insulating material, a cooling pipe inserted in the heat insulating material is preferably used.
- Furthermore, the above described heat treatment equipment may be so constructed that two cylindrical directly energized ceramic infrared heaters are arranged so as to alternately heat objects to be heat-treated by alternately moving up and down to conveying paths of the objects to be heat-treated conveyed by conveying rails, and one of the directly energized ceramic infrared heaters is cooled by cooling means at the time of heat-treating the object to be heat-treated by the other directly energized ceramic infrared heater.
- On the other hand, according to the present invention, there is provided a method of drying a functional thin film in which a coating film of a polymer coating fluid formed on the surface of a pillar-shaped or cylindrical substrate is dried by predetermined natural drying and then, the substrate is rapidly raised to the glass transmission temperature of the entire coating film after film formation which is determined by the compositions in the polymer coating fluid and the amount of mixture thereof using the above directly energized ceramic infrared heater, and is gradually raised to a predetermined heating temperature by decreasing the heating rate from the glass transmission temperature on or is held at the glass transmission temperature for a predetermined time period and then, is raised to a predetermined heating temperature.
- In the method of drying the functional thin film according to the present invention, the temperature of the substrate is slowly raised or the temperature rise is temporarily stopped from the glass transmission temperature on, thereby to make it possible to prevent the surface of the coating film from being dried prior to the inside thereof to uniformly dry the coating film to the inside thereof.
-
- Fig. 1 is a front view showing the preferred construction of a thermal treatment equipment according to the present invention;
- Fig. 2 is a perspective view showing one example of a directly energized ceramic infrared heater used in the above thermal treatment equipment;
- Fig. 3 is a perspective view showing another directly energized ceramic infrared heater;
- Fig. 4 is a plan view showing a state where a body of a photosensitive drum which serves as an object to be heat-treated is concentrically contained in the directly energized ceramic infrared heater shown in Fig. 3;
- Fig. 5 is a perspective view showing still another directly energized ceramic infrared heater;
- Fig. 6 is a plan view showing a state where a body is heated by the directly energized ceramic infrared heater shown in Fig. 5;
- Fig. 7 is a perspective view showing a further directly energized ceramic infrared heater;
- Fig. 8 is a plan view showing a state where a body is heated by the directly energized ceramic infrared heater shown in Fig. 7;
- Fig. 9 is a cross sectional view showing a portion where the directly energized ceramic infrared heater is mounted on an up-and-down device in the thermal treatment equipment shown in Fig. 1;
- Fig. 10 is a cross sectional view showing a structure of a pallet for holding a body in the thermal treatment equipment shown in Fig. 1;
- Fig. 11 is a front view showing the construction of another thermal treatment equipment according to the present invention;
- Figs. 12 and 13 are plan views showing a state where heat insulating materials and a directly energized ceramic infrared heater which are used in the thermal treatment equipment shorn in Fig. 11 are detached from each other;
- Fig. 14 is a front view showing the construction of still another thermal treatment equipment according to the present invention;
- Figs. 15 is a plan view showing a state where heat insulating materials and a directly energized ceramic infrared heater which are used in the thermal treatment equipment shown in Fig. 14 are detached from each other;
- Fig. 16 is a front view showing the construction of a further thermal treatment equipment according to the present invention;
- Fig. 17 is a plan view showing the relation among a conveying rail, a pallet and a directly energized ceramic infrared heater in the thermal treatment equipment shown in Fig. 16;
- Figs. 18 and 19 are graphs each showing one example of a temperature rise pattern in a method of drying a functional thin film according to the present invention;
- Fig. 20 is a circuit diagram showing one example of a control device for controlling a directly energized ceramic infrared heater for implementing a method of drying a photosensitive drum according to the present invention;
- Fig. 21 is a plan view showing one example of a conventional thermal treatment equipment; and
- Fig. 22 is a front view showing the thermal treatment equipment shown in Fig. 21.
- Description is now made of a thermal treatment equipment and a method of drying a functional thin film according to the present invention with reference to accompanying drawings showing a case where they are utilized for drying a photosensitive drum having a photosensitive layer serving as the above functional thin film.
- A thermal treatment equipment shown in Fig. 1 will be described.
- The thermal treatment equipment shown in Fig. 1 comprises a plurality of bodies P which are conveyed in the direction indicated by white arrows in Fig. 1, a cylindrical directly energized ceramic
infrared heater 1 which is arranged movably up and down, as indicated by a black arrow in Fig. 1, to a conveying path of the bodies P, a plurality ofpallets 3 which are moved along the conveying path on a conveyingrail 2 while holding the above bodies P in an upright state, and cooling means 4 for cooling the directly energized ceramicinfrared heater 1 with the directly energized ceramicinfrared heater 1 being contained therein. The directly energized ceramicinfrared heater 1 heats the body P from the periphery with the body P being concentrically contained therein, as represented by a two-dot and dash line in Fig. 1, in its lowered state, while being cooled with it being contained in the cooling means 4, as represented by a solid line in Fig. 1, in its raised state. - As the cylindrical directly energized ceramic
infrared heater 1, one so adapted that a plurality of plate-shapedceramic heaters 1a are arranged in the shape of a prism which is polygonal in cross section (eight-sided polygonal in Figs. 3 and 4) as shown in Figs. 3 and 4 can be used in addition to one so adapted that the whole is integrally formed of a conductive ceramic material as shown in Fig. 2. - As the above described cylindrical or plate-shaped directly energized ceramic infrared heater, INFRALEX-BIRRC (trade name) manufactured by Asahi Glass Co., Ltd. is commercially available. This is constructed by sintering a mixture of a ceramic material and a metal material to form a
cylinder body 10 or aplate body 12 made of conductive ceramics as well as laminating a metal material such as aluminium in the outer periphery in both ends of thecylinder body 10 or in both ends of theplate body 12 in a strip shape by a flame spray coating process, various gas phase processes, a wet plating process or the like to form a pair ofelectrodes outer periphery 10a and theinner periphery 10b of thecylinder body 10 or the outer surface of theplate body 12. - The above described directly energized ceramic infrared heater can uniformly heat the surface of the body P serving as the object to be heat-treated contained inside thereof because the
cylinder body 10 or theplate body 12 itself is a uniform heating element having conductive properties and a portion other than both the ends where the electrodes are formed uniformly generates heat if a voltage is applied between the pair ofelectrodes infrared heater 1 has the advantage that the heating rate or the like can be finely controlled as described later because it is superior in response to applied power. - General items of the above described INFRALEX-BIRRC are shown in the following:

- The directly energized ceramic
infrared heater 1 shown in Fig. 2 comprises aseamless cylinder body 10 which is almost uniformly made of a conductive ceramic material throughout and a pair ofannular electrodes 11 provided on both ends of thecylinder body 10, as described above. - The spacing in the radial direction between an inner
peripheral surface 10b of the above directly energized ceramicinfrared heater 1 and an outer peripheral surface of the body P is not particularly limited, which preferably is in the range of 5 to 300 mm and particularly, in the is in the range of 5 to 300 mm and particularly, in the range of 10 to 100 mm. When the spacing in the radial direction between the innerperipheral surface 10b of the directly energized ceramicinfrared heater 1 and the outer peripheral surface of the body P is less than 5 mm, the distance therebetween is too short. Accordingly, any non-uniformity in heat generation in the directly energized ceramicinfrared heater 1 would adversely affect the dry state of a coating film of the body P directly, so that the coating film is not uniformly dried. In addition, the density of vapors of solvent evaporated from the coating film is high. Accordingly, if drying air is circulated between the directly energized ceramicinfrared heater 1 and the body P as described later, defects such as vertical reinforcement may occur on the surface of the coating film due to the flow of the vapors of the solvent. On the other hand, when the spacing in the radial direction between the inner periphery of the directly energized ceramicinfrared heater 1 and the outer periphery of the body P exceeds 300 mm, the distance therebetween is too long, resulting in heat loss. Accordingly, energy more than necessary may be consumed so as to dry the coating film. - When the above described directly energized ceramic
infrared heater 1 is used, thecylinder body 10 is seamless and is formed almost uniformly throughout. Accordingly, it has the advantage that if a voltage is applied between the pair ofelectrodes 11 as described above, a portion other than both the ends where theelectrodes 11 are formed uniformly generates heat, thereby to make it possible to uniformly dry the coating film on the surface of thebody 1. - On the other hand, the directly energized ceramic
infrared heater 1 shown in Figs. 3 and 4 is constructed by arranging a plurality of plate-shapedceramic heaters 1a each having aplate body 12 almost uniformly formed of a conductive ceramic material and a pair ofelectrodes 13 provided in both ends of theplate body 12 in the shape of a prism which is polygonal in cross section. - Meanwhile, the plate-shaped
ceramic heaters 1a are arranged in the shape of a prism with clearances g being provided therebetween as shown in Figs. 3 and 4 so as to prevent leakage of a current. The clearances g can be also used with they not being blocked so as to efficiently remove vapors of solvent emitted from a coating film as described above. Generally, however, the clearances g are preferably blocked by an insulating material such as rubber or a heat insulating material as described later and the like in consideration of thermal efficiency and uniform heating. - Furthermore, when the plurality of plate-shaped
ceramic heaters 1a are arranged in the shape of a prism which is polygonal in cross section, the number of angles of the polygon is not particularly limited. When an object to be heat-treated is a cylinder body or a pillar body such as a body P of a photosensitive drum, however, it is preferable that the above number of angles is six or more. If the number of angles of the polygon is five or less, the difference in the spacing in the radial direction between the inner peripheral surface of the directly energized ceramicinfrared heater 1 and the outer peripheral surface of the cylinder body or the pillar body in a vertex of the polygon and the center of a side thereof becomes large, so that there is a possibility that the object to be heat-treated is not uniformly heated. - When the directly energized ceramic
infrared heater 1 is constituted by the plurality of plate-shapedceramic heaters 1a as described above, each of the plate-shapedceramic heaters 1a is manufactured more easily and can be formed to be thinner than the cylinder body. Accordingly, the directly energized ceramicinfrared heater 1 can be manufactured at low cost and to be lightweight. Consequently, there are some advantages. For example, the whole of the above directly energized ceramicinfrared heater 1 can be manufactured at low cost, combined with possible simplification of, for example, means for moving the above directly energized ceramicinfrared heater 1 up and down to a conveying path of the body P (an up-and-down device as described later). - When the directly energized ceramic
infrared heater 1 of the above described construction is used, the directly energized ceramicinfrared heater 1 and the body P can be relatively rotated at the time of heating so as to further ensure uniformity in heating. The rotation speed of the directly energized ceramicinfrared heater 1 or the body P is not particularly limited, which preferably is in the range of 5 to 40 r.p.m. If the rotation speed is less than 5 r.p.m., heating may be non-uniform. Contrary to this, if the rotation speed exceeds 40 r.p.m., air caused by the rotation may affect the coating film, and it may be difficult to control and maintain high-speed rotation. - When the cylindrical directly energized ceramic
infrared heater 1 is constituted by the plurality of plate-shapedceramic heaters 1a as described above, the widths of the plate-shapedceramic heater 1a and the clearance g, the spacing between the above plate-shapedceramic heater 1a and the surface of the body P serving as the object to be heat-treated, and the like can be suitably selected to preferred numerical values depending on the diameter of the body, the number of angles of the directly energized ceramicinfrared heater 1, and the like. For example, when the body P is heat-treated by the directly energized ceramicinfrared heater 1 in the shape of a prism which is eight-sided polygonal in cross section shown in Figs. 3 and 4, it is preferable that the plate-shapedceramic heaters 1a are arranged in the shape of an eight-sided polygon with the width of the clearances g being 1 mm or more such that the shortest distance between the inner wall surface of the plate-shapedceramic heater 1a and the outer peripheral surface of the body P (represented by a sign d in Fig. 4) is 5 mm or more. - In the above described case, if the shortest distance d between the inner wall surface of the plate-shaped
ceramic heater 1a and the outer peripheral surface of the body P is less than 5 mm, the distance therebetween is too short. Accordingly, any non uniformity in heat generation in the plate-shapedceramic heter 1a would adversely affect the dry state of the coating film of the body P directly, so that the coating film is not uniformly dried. In addition, the density of the vapors of the solvent evaporated from the coating film is high. Accordingly, if drying air is circulated between the directly energized ceramicinfrared heater 1 and the body P as described later, defects such as vertical reinforcement are liable to occur on the surface of the coating film due to the flow of the vapors of the solvent. - Furthermore, when the width of the clearances g is less than 1 mm, leakage of a current is liable to be developed between the adjacent plate-shaped
ceramic heaters 1a. - In the directly energized ceramic
infrared heater 1, a seamless tubular or bar-shaped directly energized ceramicinfrared heater 9 having an outside diameter smaller than the inside diameter of the body P may be arranged concentrically with the directly energized ceramicinfrared heater 1, as shown in Figs. 5 and 6 or 7 and 8. The above directly energized ceramicinfrared heater 9 is inserted in the body P when the body P is contained in the cylindrical directly energized ceramicinfrared heater 1 and is used for heating the body P from the inside and outside, as shown in Fig. 6 or 8, which comprises a seamless tubular or bar-shapedmain body 90 which is almost uniformly made of a conductive ceramic material throughout and a pair ofannular electrodes 91 formed in both ends of themain body 90, similarly to the outer directly energized ceramicinfrared heater 1. As the above described tubular or bar-shaped directly energized ceramicinfrared heater 9, one, which has a small outside diameter, of the above described INFRALEX-BIRRC is suitably used. - Furthermore, a wavelength cutting filter for transmitting only a component in a particular wave range which can pass through the coating film of far infrared rays radiated from the cylindrical directly energized ceramic
infrared heater 1 opposed to the surface of the body P having the coating film formed thereon and cutting the other components may be interposed between at least the directly energized ceramicinfrared heater 1 out of the above directly energized ceramicinfrared heaters - The directly energized ceramic
infrared heater 1 described in the foregoing is attached to a mountingseat 51 in a forward end of an up-and-downbar 5 serving as the up-and-down device, as shown in Figs. 1 and 9, to be arranged movably up and down to the conveying path of the body P in the thermal treatment equipment shown in Fig. 1. - Meanwhile,
blast tubes 6 serving as ventilating means are connected to the above described mountingseat 51, as shown in Fig. 9. The ventilating means is used for causing drying air to flow down from the upper and to the lower end of the body P to prevent the solvent evaporated from the coating film from staying in the directly energized ceramicinfrared heater 1 to efficiently dry the coating film. - The flow rate of the drying air is preferably in the range of 0.01 to 3 m/sec and particularly, in the range of 0. 1 to 2 m/sec. If the flow rate of the drying air is less than 0.01 m/sec, the solvent evaporated from the coating film cannot be sufficiently prevented from staying in the directly energized ceramic
infrared heater 1. Contrary to this, when the flow rate of the drying air exceeds 3 m/sec, the temperature of the directly energized ceramic infrared heater itself is lowered, which may reduce radiation efficiency. - Meanwhile, when the above drying air is turbulent flow, the coating film is liable to be non-uniform. On the other hand, when the drying air is upper flow from the lower end to the upper end of the body P, the difference in temperature appears between the lower end and the upper end of the body P, so that the coating film may not be uniformly dried. Consequently, the drying air is preferably down flow from the upper end to the lower end of the body P.
- The
pallet 3 conveyed along the conveying path on a conveyingrail 2 comprises a pillar-shapedconvex portion 31 having afitting groove 31a to which the lower end of the body P is fitted for holding the body P in an upright state and a fittingconcave portion 32 to which the lower end of the directly energized ceramicinfrared heater 1 lowered on the conveying path is fitted for concentrically holding the body P and the directly energized ceramicinfrared heater 1, as shown in Fig. 10. - A stepped portion represented by β in Fig. 10 is provided between the bottom surface of the above
fitting groove 31a and the bottom surface of the fittingconcave portion 32 so as to hold the body P in a region other than a non-heated region (in the range represented by α in Fig. 10) which corresponds to the above described electrode in the lower end of the directly energized ceramicinfrared heater 1. - Meanwhile, the directly energized ceramic
infrared heater 1 comprises the ventilating means for circulating the drying air from the upper end to the lower end of the body P, as described above. Accordingly, as shown in Fig. 10, in thepalette 3, a plurality of vent holes 33 through which the drying air supplied from the ventilating means is passed are arranged on the bottom surface of the above fittingconcave portion 32 so as to surround theconvex portion 31. - The cooling means 4 is used for preventing the coating film from being rapidly heated by covering the next body P with the directly energized ceramic
infrared heater 1 which has heated the body P in a high temperature state, which comprises a cylindricalmain body 41 containing the directly energized ceramicinfrared heater 1 and adoor 42 for closing an opening in the lower end of the cylindricalmain body 41, as shown in Fig. 1. If the directly energized ceramicinfrared heater 1 is raised to be contained in themain body 41, as represented by a solid line in Fig. 1, thedoor 42 is closed and then, cooling air is supplied from ventilating means (not shown) to themain body 41 so that the directly energized ceramicinfrared heater 1 is cooled. - Meanwhile, when the directly energized ceramic
infrared heater 1 comprises the ventilating means for circulating the drying air from the upper end to the lower end of the body P as described above, drying air can be also used as cooling air for cooling the directly energized ceramicinfrared heater 1 in the cooling means 4. - Description is now made of a thermal treatment equipment shown in Fig. 11. This thermal treatment equipment is the same as the above described thermal treatment equipment shown in Fig. 1 except that a plurality of
heat insulating materials 7 for surrounding a directly energized ceramicinfrared heater 1 at the time of heating a body P are arranged detachably from the above directly energized ceramicinfrared heater 1. - More specifically, the thermal treatment equipment shown in Fig. 11 comprises a plurality of
pallets 3 conveyed on a conveyingrail 2 with the body P being held in an upright state, a cylindrical directly energized ceramicinfrared heater 1 arranged movably up and down to a conveying path of the body P by thepallets 3 for heating the body P from the periphery with the body P being concentrically contained therein in its lowered state, and cooling means 4 for cooling the directly energized ceramicinfrared heater 1 raised from the conveying path with the directly energized ceramicinfrared heater 1 being contained therein. - The
heat insulating materials 7 are used for trapping heat of the directly energized ceramicinfrared heater 1 to heat the body P more efficiently and has such a shape that a cylinder body having an inside diameter conforming to the outer periphery of the above directly energized ceramicinfrared heater 1 is divided (divided into four parts in Figs. 12 and 13) along the direction of its axis, as shown in Figs. 12 and 13. The whole of the aboveheat insulating materials 7 is formed of a heat-resistant heat insulating material, for example, a fiber having a diameter of approximately 3 mm comprising mica and a ceramics material. - The above
heat insulating materials 7 are firmly bonded to the outer periphery of the above directly energized ceramic infrared heater 1 (see Fig. 12) at the time of heating the body P by the directly energized ceramicinfrared heater 1. When the directly energized ceramicinfrared heater 1 is cooled by the cooling means 4 after heating of the body P is terminated, theheat insulating materials 7 are separated from the directly energized ceramicinfrared heater 1 to be cooled by themselves so as not to prevent the directly energized ceramicinfrared heater 1 from being cooled (see Fig. 13). - Cooling means 8 for cooling the
heat insulating materials 7 separated from the directly energized ceramicinfrared heater 1 by themselves is arranged beneath the conveyingrail 2, as shown in Fig. 11, and cooling air is supplied from ventilating means (not shown) to cool theheat insulating materials 7. - Meanwhile, as represented by a one-dot and dash line in Fig. 11, it is possible to use as the above described cooling means a heat-
resistant cooling pipe 81 inserted in each of theheat insulating materials 7 for cooling theheat insulating material 7 by circulating a refrigeration medium such as cooling water. Materials of the coolingpipe 81 include polytetrafluoroethylene (Teflon, whose heat resistance is 260 °C or less), silicone resin (whose heat resistance is 260 °C or less), fluororubber (whose heat resistance is 300 °C or less) and the like. - Description is now made of a thermal treatment equipment shown in Fig. 14. The thermal treatment equipment is the same as the above described thermal treatment equipments except that eight plate-shaped
ceramic heaters 1a are arranged in the shape of a prism as described above to construct a cylindrical directly energized ceramicinfrared heater 1, and the plate-shapedceramic heaters 1a are divided into fourblocks 1b two by two as shown in Fig. 15 and are separately cooled in amain body 41 of cooling means 4 at the time of cooling. - The thermal treatment equipment shown in Fig. 14 is the same as the above described thermal treatment equipment shown in Fig. 11 except for the foregoing. More specifically, the thermal treatment equipment shown in Fig. 14 comprises a plurality of
pallets 3 conveyed on a conveyingrail 2 with a body P being held in an upright state, a cylindrical directly energized ceramicinfrared heater 1 arranged movably up and down to a conveying path of the body P by thepallets 3 for heating the body P from the periphery with the body P being concentrically contained therein in its lowered state, cooling means 4 for cooling the directly energized ceramicinfrared heater 1 raised from the conveying path with the directly energized ceramicinfrared heater 1 being contained therein, and a plurality ofheat insulating materials 7 for surrounding the directly energized ceramicinfrared heater 1 assembled in a cylindrical shape at the time of heating the body P. - Meanwhile, each of the above described
heat insulating materials 7 is arranged corresponding to oneblock 1b comprising two plate-shapedceramic heaters 1a, as shown in Fig. 15. Theheat insulating materials 7 are divided into four parts along with theblocks 1b, as indicated by white arrows in Fig. 15 and then, separated from theblocks 1b to be cooled by themselves in cooling means 8 arranged beneath the conveying rail, as indicated by black arrows in Fig. 14. - The thermal treatment equipment shown in Fig. 14 comprising the above described parts has the advantage that the directly energized ceramic
infrared heater 1 can be cooled more efficiently because it is cooled with it being divided into a plurality ofblocks 1b. - Description is now made of a thermal treatment equipment shown in Fig. 16. The thermal treatment equipment is the same as the above described three thermal treatment equipments except that there are provided two conveying
rails 2a and 2b on upper and lower sides for alternately conveying a plurality of bodies P, and there are provided two cylindrical directly energized ceramicinfrared heaters rails 2a and 2b being interposed therebetween. - In the above described thermal treatment equipment, the two directly energized ceramic
infrared heaters rails 2a and 2b. - More specifically, the plurality of bodies P are alternately conveyed by a
pallet 3a moving on the conveying rail 2a on the lower side and apallet 3b moving on the conveyingrail 2b on the upper side. - When the
pallet 3a on the lower side enters between the two directly energized ceramicinfrared heaters infrared heater 1A on the upper side is lowered and concentrically contains the body P held on theabove pallet 3a, as shown in Fig. 16, to heat and dry its coating film. During this time period, the directly energized ceramicinfrared heater 1B on the lower side is contained in cooling means 4b beneath the conveying rail 2a on the lower side to be cooled. - Then, when drying of the body P by the directly energized ceramic
infrared heater 1A on the upper side is terminated, the directly energized ceramicinfrared heater 1A is raised and is contained in cooling means 4a on the conveyingrail 2b on the upper side to be cooled, as represented by a two-dot and dash line in Fig. 16. - The body P which has been dried is conveyed from between the two directly energized ceramic
infrared heaters pallet 3a and then, thepallet 3b on the upper side holding the body P which has not been treated yet is moved to enter between the above two cylindrical directly energized ceramicinfrared heaters - The directly energized ceramic
infrared heater 1B on the lower side is raised and concentrically contains the body P held on theabove pallet 3b, to heat and dry its coating film. - Meanwhile, a gauge G between the above conveying
rails 2a and 2b is set to be wider than the outside diameter of each of the directly energized ceramicinfrared heaters infrared heaters rails 2a and 2b is not prevented by the conveyingrails 2a and 2b. - The above described thermal treatment equipment shown in Fig. 16 has the advantage that waiting time for cooling the directly energized ceramic infrared heater can be omitted and a photosensitive drum can be dried more efficiently because one of the directly energized ceramic infrared heters can be cooled while drying the body P by the other directly energized ceramic infrared heater. As a method of drying a photosensitive layer of a photosensitive drum serving as a functional thin film using each of the above described thermal treatment equipments, a method is employed in which the body P is concentrically contained once in the directly energized ceramic
infrared heater 1 cooled by the cooling means 4 and then, this directly energized ceramicinfrared heater 1 is energized to generate heat, to raise the body P from the room temperature to a predetermined heating temperature, and the body P is heated for a predetermined time period to dry the coating film of the polymer coating fluid formed on the surface of the above body P, as described above. It is to prevent the coating film from being rapidly heated by covering the next body P with the directly energized ceramicinfrared heater 1 which has heated the previous body P at a high temperature state that the directly energized ceramicinfrared heater 1 is cooled once by the cooling means 4. Furthermore, in the above drying method, the coating film formed by applying the polymer coating fluid on the surface of the body P is dried by predetermined natural drying and then, is dried by the directly energized ceramicinfrared heater 1 so as to make the state of the coating film constant. In the above described drying method, if the temperature rise of the body P by the directly energized ceramic infrared heater is controlled by stages with the glass transmission temperature (Tg) of the entire coating film after film formation which is determined by the compositions in the polymer coating fluid and the amount of mixture thereof being defined as its boundary, as shown in Fig. 18 or 19, the coating film can be uniformly dried to the inside thereof, thereby to make it possible to form a photoreceptor which is free from defects such as orange peel, bubbles and pinholes and has a stable performance because the amount of the remaining solvent is small. - A temperature rise pattern shown in Fig. 18 is such a pattern that the body P is rapidly raised to the glass transmission temperature of the coating film (represented by Point I in Fig. 18), the body P is gradually raised to a predetermined heating temperature by decreasing the heating rate from the glass transmission temperature on, the temperature rise of the body P is stopped in the stage in which the body P reaches the predetermined heating temperature (represented by Point II in Fig. 18), and the above temperature is maintained until drying is terminated. The same heating rate may be maintained as represented by a solid line in Fig. 18 from the above point I to the above point II. On the other hand, control may be so carried out that the heating rate is decreased by stages through several points of inflection (two points of inflection, that is, Point I-a and Point I-b) as represented by a one dot and dash line in Fig. 18. In addition, the above point I and the above point II may be connected in a curve shape, which is not shown.
- On the other hand, a temperature rise pattern shown in Fig. 19 is such a pattern that the body P is rapidly raised to the glass transmission temperature of the coating film (Point III in Fig. 19), the temperature rise is stopped for a predetermined time period at the glass transmission temperature (to Point IV in Fig. 19) and then, the body P is raised again to a predetermined heating temperature, the temperature rise is stopped again in the stage in which the body P reaches the predetermined heating temperature (Point V in Fig. 19), and the above temperature is maintained until drying is terminated.
- As a control device for controlling heating of the body P by the directly energized ceramic
infrared heater 1 by stages as in the above described two examaples, one of construction shown in, for example, Fig. 20 is adopted. - The control device shown in Fig. 20 comprises an SCR unit U2 for controlling driving power supplied to the directly energized ceramic
infrared heater 1 from the power supply on the basis of an instruction from temperature adjusting means U1, an inverter U3 for controlling the driving of a fan F for supplying drying air to the directly energized ceramicinfrared heater 1, and a sequencer U4 for controlling the above temperature adjusting means U1 and the inverter U3. The sequencer U4 stores data, such as the procedure of the temperature control of the body P by the directly energized ceramicinfrared heater 1, timing at which the fun F is rotated, or the glass transmission temperature of a polymer material in the coating film and is used for controlling the above temperature adjusting means U1 and the inverter U3 on the basis of this data. In addition, a temperature sensor C for measuring the temperature of the above body P in controlling heating of the body P using the directly energized ceramicinfrared heater 1 by stages by controlling the SCR unit U2 on the basis of an instruction from the sequencer U4 to adjust power supplied to the directly energized ceramicinfrared heater 1 is connected to the above temperature adjusting means U1. In the control device comprising the above described parts, when a driving start signal is inputted to the sequencer U4, control signals are sequentially sent to the temperature adjusting means U1 and the inverter U3 from this sequencer U4 on the basis of the data previously store d. - The temperature adjusting means U1 receiving the control signal from the sequencer U4 controls the SCR unit U2 while measuring the temperature of the body P by the temperature sensor C to control the heating temperature of the body P using the directly energized ceramic
infrared heater 1 by stages as shown in Fig. 18 or 19, and the inverter U3 receiving the control signal from the sequencer U4 drives the fan F according to the procedure to dry the body P. - The thermal treatment equipment according to the present invention is constructed as described above, and the object to be heat-treated is heated with it being concentrically contained in the cylindrical directly energized ceramic infrared heater, thereby to make it possible to uniformly heat-treat the object to be heat-treated.
- Consequently, by using the thermal treatment equipment according to the present invention, a space and cost for installation, time required for heat treatment, consumed energy and the like can be significantly cut.
- Furthermore, in the method of drying a functional thin film according to the present invention, the surface of the coating film can be prevented from being dried prior to the inside thereof to uniformly dry the coating film to the inside thereof by slowly raising the temperature or temporarily stopping the temperature rise from the glass transmission temperature of the coating film on, thereby to make it possible to form a uniform functional thin film which is free from defects such as orange peel, bubbles, pinholes and cissing and is small in internal stress.
- Meanwhile, the thermal treatment equipment and the method of drying a functional thin film according to the present invention are not limited to the foregoing examples.
- For example, although in each of the above described thermal treatment equipments, the directly energized ceramic infrared heater is moved up and down to the conveying path of the body P, the body P may be conversely moved up and down.
- Furthermore, although in each of the above described thermal treatment equipments, the
pallets 3, the conveyingrail 2, the cooling means 4, the up-and-downbar 5 serving as the up-and-down device, theblast tubes 6 serving as the ventilating means, theheat insulating materials 7, the cooling means 8 and the like are provided so as to dry the body P more efficiently, the members are not necessarily required for the present invention. The constituent elements other than at least the cylindrical directly energized ceramic infrared heater are not particularly limited. - Although each of the above described thermal treatment equipments is used for drying a photosensitive layer of a photosensitive drum serving as a functional thin film, the thermal treatment equipment according to the present invention can be used for other applications such as formation of the other functional thin films, annealing of a plated film or a deposited film formed on the surface of the substrate, sintering of ceramics formed in a pillar shape or a cylindrical shape, and hardening of metal.
- Additionally, in each of the above described thermal treatment equipments, the object to be heat-treated is a cylindrical photosensitive drum. Accordingly, as the directly energized ceramic infrared heater, one in the shape of a cylinder or a prism which is not less than six-sided polygonal in cross section is used. However, when an object to be heat-treated having the other cross sectional shape is heat-treated, a cylindrical directly energized ceramic infrared heater having a cross sectional shape most suitable for uniformly heating the object to be heat-treated may be used.
- In the method of drying a functional thin film according to the present invention, temperature control after reaching a predetermined heating temperature is not particularly limited. For example, it is possible to carry out such temperature control that the temperature is gradually lowered.
- Furthermore, the method of drying a functional thin film according to the present invention can be applied to drying of functional thin films other than a photosensitive layer, for example, an energized exothermic coating film made of an energized exothermic coating having heating elements dispersed in an organic matrix.
- Various modifications can be made without departing from the gist of the present invention.
- The following compositions are mixed and dispersed using a ultrasonic dispersion mixer, to prepare a polymer coating fluid for a single-layer type photosensitive layer.

- The above described polymer coating fluid is then applied to the surface of an aluminum body having an outside diameter of 78 mm and having an entire length of 344 mm by dipping and is naturally dried at room temperature (20 °C) for three minutes, to form a coating film having a thickness of 22 µm.
- The above body is concentrically contained in a seamless cylindrical directly energized ceramic infrared heater having an inside diameter of 197 mm and having an entire length of 450 mm, and is raised from the room temperature (20 °C) to the glass transmission temperature of the above coating film (62 °C) in thirty seconds (Point I in Fig. 18) and then, is raised to 100 °C in 141 seconds from the start of heating by decreasing the heating rate (Point II in Fig. 18) in accordance with a pattern linearly connecting the point I and the point II, represented by a solid line in Fig. 18, out of temperature rise patterns shown in Fig. 18. Thereafter, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100°C to form a single-layer type photosensitive layer on the surface of the body, thereby to fabricate a photosensitive drum.
- A photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried by a directly energized ceramic infrared heater in accordance with the following temperature rise pattern.
- The body is raised from the room temperature (20 °C) to the glass transmission temperature of the above coating film (62 °C) in thirty seconds (Point I in Fig. 18) and the n, is raised to 79°C in 51 seconds from the start of heating by decreasing the heating rate (Point I-a in Fig. 18), is raised to 93 °C in 90 seconds from the start of heating (Point I-b in Fig. 18) and then, is raised to 100°C in 141 seconds from the start of heating by further decreasing the heating rate (Point II in Fig. 18) in accordance with a pattern having two points of inflection I-a and I-b provided between the point I and the point II, as represented by a one dot and dash line, out of the temperature rise patterns shown in Fig. 18. Thereafter, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100°C.
- A photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried by a directly energized ceramic infrared heater in accordance with the following temperature rise pattern.
- The body is raised from the room temperature (20 °C) to the glass transmission temperature of the above coating film (62 °C) in thirty seconds (Point III in Fig. 19) and then, the temperature rise is stopped to maintain the above described temperature of 62°C until 330 seconds are elapsed from the start of heating (Point IV in Fig. 19) in accordance with a temperature rise pattern shown in Fig. 19. The temperature rise is then started again to raise the body to 100 °C in 390 seconds from the start of heating (Point V In Fig. 19). Thereafter, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100 °C.
- A photosensitive drum is fabricated in the same manner as the above described example 1 except that used as a directly energized ceramic infrared heater is one which is eight-sided polygonal in cross section comprising eight plate-shaped ceramic heaters having a width of 70 mm and having an entire length of 450 mm (manufactured by Asahi Glass Co., Ltd., INFRALEX-BIRRC (trade name)) and clearances having a width of 2 mm blocked by insulating rubber (d in Fig. 4 is 47 mm), and a coating film is dried while rotating a body at a rotation speed of 20 r.p.m. relatively to the above directly energized ceramic infrared heater.
- A photosensitive drum is fabricated in the same manner as the above described example 4 except that the same temperature rise pattern as that in the example 2 is used.
- A photosensitive drum is fabricated in the same manner as the above described example 4 except that the same temperature rise pattern as that in the example 3 is used.
- A photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried by a directly energized ceramic infrared heater in accordance with the following temperature rise pattern.
- The body is linearly raised from the room temperature (20°C) to 100°C in ten seconds and then, the coating film is dried for ten minutes from the start of heating while maintaining the above described temperature of 100°C.
- A photosensitive drum is fabricated in the same manner as the above described example 1 except that a coating film is dried at 100 °C for thirty minutes using a conventional drier shown in Figs. 21 and 22.
- The following tests are carried out with respect to the respective photosensitive drums fabricated in the above described examples.
- Each of the photosensitive drums is fitted in an electrostatic copying testing device (manufactured by Jentech Co., Ltd., Jentech Sinsia 30M) and the surface thereof is positively charged, to measure a surface potential V₁s.p. (V).
-
- Each of the above described photosensitive drums in a charged state is exposed using a halogen lamp which is a light source for exposure of the above electrostatic copying testing device, and time elapsed until the above surface potential V₁ s.p. (V) is reduced by half is found to calculate the amount of exposure reduced by half E1/2 (µJ/cm²).
- Each of the above described drums is fitted in an electrophotographic copying machine (of a DC-1656 type, which is manufactured by Mita Industrial Co., Ltd.) to make 300 copies and then, the surface potential is measured as a surface potential after repeated exposure V₂ s.p. (V).
- Furthermore, the value of the change in surface potential - Δ V (V) is calculated from the value of the above surface potential V₁ s.p. and the value of the surface potential after repeated exposure V₂ s.p. by the following equation (I):
- Δ V (V) = V₂ s.p. (V) - V₁ s.p. (V) (I)
- The photosensitive drum fabricated in each of the above described examples is fitted in the electrophotographic copying machine (of a DC-1656 type, which is manufactured by Mita Industrial Co., Ltd.) to make 500 copies and then, each photoreceptor is cut into respective 16
checkers 1 mm square and 5 mm square by a cutting knife, and a peel test is carried out using a Nichiban tape (trademark) to observe peeling from the photoreceptor. The numbers of checkers which are not peeled from the photoreceptor out of theabove checkers 1 mm square and 5 mm square are respectively recorded. The foregoing results are shown in the following table:
- The results of the foregoing table are as follows: In the example 7 in which the body is raised linearly and rapidly from the room temperature to 100°C, a lot of defects such as bubbles, pinholes and cissing are observed in the photosensitive layer, that is, the photosensitive layer is inferior in state, thereby to make it impossible to measure photosensitivity and adhesion of the photosensitive layer to the surface of the body. Furthermore, in the example 8 in which the coating film is dried using the conventional drier, the photosensitive drum is inferior in photosensitivity and adhesion of the photosensitive layer to the surface of the body. Moreover, when the photosensitive layer is observed, pinholes and a skinning phenomenon are observed. This proves that the coating film is not uniformly and sufficiently dried in the above described examples 7 and 8 and particularly, the coating film cannot be sufficiently dried to the inside thereof irrespective of the fact that time which is three times that in the examples 1 to 6 is spent in drying the coating film in the example 8.
- On the other hand, the photosensitive drums obtained in the examples 1 to 6 are all superior in photosensitivity as well as adhesion of the photosensitive layer to the surface of the body to those in the examples 7 and 8. Moreover, when the photosensitive layer in each of the examples is observed, no bubbles, pinholes, cissing and the like are observed, so that it is confirmed that the photosensitive layer is a superior layer being free from defects. This proves that the coating film can be uniformly and sufficiently dried to the inside thereof, thereby to make it possible to form a photosensitive layer which is free from defects, is uniform and is small in internal stress in the above described examples 1 to 6.
- Furthermore, when the above described examples are compared, it is confirmed that the photosensitive drum in the example 3 in which the temperature rise is stopped once from the glass transmission temperature on is smallest in internal stress and has a photosensitive layer superior in adhesion. Consequently, it is presumed that the amount of the solvent remaining in the photosensitive layer can be minimized in accordance with such a temperature rise pattern as in the above described example 3.
- When the coating film is dried in the same manner as the above described example 3, the amount of the solvent remaining in the coating film is measured at random by a pyrolysis chromatograph. This measurement indicates that the amount of the solvent remaining in 1 mg of the coating film is decreased to 5 x 10⁻³ to 1 µl/mg in a state where the temperature rise is stopped, that is, from the point III to the point IV in Fig. 19 and then, the amount of the solvent remaining in the photosensitive layer formed can be made zero by the rapid temperature rise.
- As described in the foregoing, the thermal treatment equipment according to the present invention is suitable for, for example, formation of a functional thin film by drying a polymer coating fluid applied to the surface of a pillar-shaped or cylindrical substrate, annealing of a plated film or a deposited film formed on the surface of the substrate, sintering of ceramics formed in a pillar shape or a cylindrical shape, and hardening of metal because it can uniformly heat-treat an object to be heat-treated. In addition, a method of drying a functional thin film according to the present invention is suitable for drying of a functional thin film such as a photosensitive layer of a photosensitive drum or an energized exothermic coating film made of an energized exothermic coating having heating elements dispersed in an organic matrix because the surface of the coating film can be prevented from being dried prior to the inside thereof to uniformly dry the coating film to the inside thereof.
Claims (16)
- A thermal treatment equipment being characterized by comprising a cylindrical directly energized ceramic infrared heater for heating a pillar-shaped or cylindrical object to be heat-treated from the periphery with the object to be heat-treated being concentrically contained therein.
- The thermal treatment equipment according to claim 1, wherein the cylindrical directly energized ceramic infrared heater is constructed by arranging a plurality of plate-shaped ceramic heaters in the shape of a prism which is polygonal in cross section.
- The thermal treatment equipment according to claim 2, wherein the number of angles of the polygon is six or more.
- The thermal treatment equipment according to claim 2, wherein the cylindrical directly energized ceramic infrared heater and the object to be heat-treated are relatively rotated at the time of heat treatment.
- The thermal treatment equipment according to claim 1, wherein the object to be heat-treated is in a cylindrical shape, and a tubular or bar-shaped directly energized ceramic infrared heater having an outside diameter smaller than the inner size of the cylindrical object to be heat-treated is concentrically arranged in the cylindrical directly energized ceramic infrared heater.
- The thermal treatment equipment according to claim 1, wherein a wavelength cutting filter for transmitting only a component in a particular wave range of far infrared rays radiated from the cylindrical directly energized ceramic infrared heater is interposed between the directly energized ceramic infrared heater and the object to be heat-treated.
- The thermal treatment equipment according to claim 1, wherein the cylindrical directly energized ceramic infrared heater is arranged with its axis being directed toward the approximately vertical direction, and a pallet for holding the object to be heat-treated in an upright state is provided so as to concentrically contain the object to be heat-treated in the directly energized ceramic infrared heater.
- The thermal treatment equipment according to claim 7, wherein the directly energized ceramic infrared heater has non-heated regions in both upper and lower ends thereof, and the pallet has a stepped portion for holding the object to be heat-treated in a region other than said non-heated regions.
- The thermal treatment equipment according to claim 7, wherein ventilating means for circulating air from the upper end to the lower end of the object to be heat-treated is arranged in the upper part of the directly energized ceramic infrared heater, and the pallet for holding the object to be heat-treated is provided with a vent hole through which the air from said ventilating means is passed.
- The thermal treatment equipment according to claim 7, wherein a plurality of pallets are arranged on a conveying rail for conveying said pallet, and the cylindrical directly energized ceramic infrared heater is arranged so as to freely advance or retreat to or from the conveying path of the object to be heat-treated conveyed by said conveying rail.
- The thermal treatment equipment according to claim 10, which further comprises cooling means for cooling the cylindrical directly energized ceramic infrared heater which retreats from the conveying path of the object to be heat-treated conveyed by the conveying rail after heat-treating the object to be heat-treated.
- The thermal treatment equipment according to claim 11, wherein the outer periphery of the cylindrical directly energized ceramic infrared heater is surrounded by heat insulating materials detachably from the directly energized ceramic infrared heater, and the heat insulating materials are separated from the directly energized ceramic infrared heater and separately cooled at the time of cooling said directly energized ceramic infrared heater by the cooling means.
- The thermal treatment equipment according to claim 12, wherein cooling means for cooling the heat insulating materials separately from the directly energized ceramic infrared heater is a cooling pipe inserted into the heat insulating material.
- The thermal treatment equipment according to claim 11, wherein two directly energized ceramic infrared heaters are arranged so as to alternately heat objects to be heat-treated by alternately advancing or retreating to or from the conveying paths of the objects to be heat-treated conveyed by conveying rails, and one of the directly energized ceramic infrared heaters is cooled by cooling means at the time of heat-treating the object to be heat-treated by the other directly energized ceramic infrared heater.
- In a method of drying a functional thin film using the thermal treatment equipment according to claim 1 in which a pillar-shape or cylindrical substrate is raised to a predetermined heating temperature and heated for a predetermined time period, thereby to dry a coating film of a polymer coating fluid formed on the surface of the substrate to form a functional thin film, the method of drying a functional thin film being characterized in that the coating film of said polymer coating fluid is dried by predetermined natural drying and then, the substrate is rapidly raised to the glass transmission temperature of the entire coating film after film formation which is determined by the compositions in the polymer coating fluid and the amount of mixture thereof and is gradually raised to a predetermined heating temperature by decreasing the heating rate from the glass transmission temperature on using said directly energized ceramic infrared heater.
- In a method of drying a functional thin film using the thermal treatment equipment according to claim 1 in which a pillar-shaped or cylindrical substrate is raised to a predetermined heating temperature and heated for a predetermined time period, thereby to dry a coating film of a polymer coating fluid formed on the surface of the substrate to form a functional thin film, the method of drying a functional thin film being characterized in that the coating film of said polymer coating fluid is dried by predetermined natural drying and then, the substrate is rapidly raised to the glass transmission temperature of the entire coating film after film formation which is determined by the compositions in the polymer coating fluid and the amount of mixture thereof, is kept at the glass transmission temperature for a predetermined time period and then, is raised to a predetermined heating temperature using said directly energized ceramic infrared heater.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30838589 | 1989-11-28 | ||
| JP308385/89 | 1989-11-28 | ||
| JP4824/90 | 1990-01-12 | ||
| JP2004824A JPH03233885A (en) | 1989-11-28 | 1990-01-12 | Heat treating unit and drying method for functional thin film using it |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0456829A1 true EP0456829A1 (en) | 1991-11-21 |
| EP0456829A4 EP0456829A4 (en) | 1992-05-13 |
Family
ID=26338667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19900917342 Withdrawn EP0456829A4 (en) | 1989-11-28 | 1990-11-26 | Heat-treatment device and method of drying functional thin film using said device |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0456829A4 (en) |
| JP (1) | JPH03233885A (en) |
| KR (1) | KR920702179A (en) |
| WO (1) | WO1991008655A1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995012102A1 (en) * | 1993-10-28 | 1995-05-04 | Bayerische Motoren Werke Aktiengesellschaft | Process for drying automobile paints |
| FR2869831A1 (en) * | 2004-05-06 | 2005-11-11 | Heights France Sas Soc Par Act | METHOD OF DRYING-DESORPING FLEXOGRAVIDE PLATES BY EXPOSURE TO RADIATION IN THE ABSENCE OF HOT AIR CIRCULATION, AND ENCLOSURE FOR IMPLEMENTING THE METHOD |
| EP2071260A1 (en) * | 2007-12-13 | 2009-06-17 | EISENMANN Anlagenbau GmbH & Co. KG | Device for drying objects, in particular painted vehicle bodies |
| US7560217B2 (en) | 2004-12-09 | 2009-07-14 | Sharp Kabushiki Kaisha | Method of forming electrophotographic photoreceptor and method of drying coating film |
| US9904186B2 (en) | 2011-08-05 | 2018-02-27 | Fuji Electric Co., Ltd. | Electrophotographic photoreceptor, method for manufacturing same, and electrophotographic apparatus using same |
| US11840609B1 (en) * | 2023-04-12 | 2023-12-12 | King Faisal University | Method to prepare superhydrophobic sheets from virgin and waste polypropylene |
| EP4343248A1 (en) * | 2022-09-23 | 2024-03-27 | Duo Technik GmbH | Device for drying flat articles |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4654131B2 (en) * | 2006-02-07 | 2011-03-16 | 株式会社リコー | Surface layer heat treatment equipment, surface layer heating / quenching treatment equipment |
| JP4824495B2 (en) * | 2006-07-18 | 2011-11-30 | 株式会社リコー | Continuous heat treatment equipment |
| JP6020679B2 (en) * | 2015-07-15 | 2016-11-02 | 富士電機株式会社 | Electrophotographic photoreceptor, method for producing the same, and electrophotographic apparatus using the same |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB323690A (en) * | 1929-03-21 | 1930-01-09 | Albert Boecler | Improvements in or relating to apparatus for the continuous drying of webs |
| US2315124A (en) * | 1942-09-03 | 1943-03-30 | Park Chem Co | Drying machine |
| FR951180A (en) * | 1947-07-30 | 1949-10-18 | Electric lamp dryer for stereoscopic blanks | |
| US2660723A (en) * | 1951-03-06 | 1953-12-01 | Delamarre Emile Jules | Apparatus for the stabilization of ivory |
| FR1098620A (en) * | 1954-01-19 | 1955-08-16 | Gallet & Cie | Improvements to dryers for large objects |
| EP0143568A2 (en) * | 1983-11-02 | 1985-06-05 | American Screen Printing Equipment Company | Curing apparatus with ejector mechanism |
| US4813153A (en) * | 1985-02-25 | 1989-03-21 | Palmer Arthur R | Ink drying apparatus |
| WO1989010524A1 (en) * | 1988-04-25 | 1989-11-02 | Urquhart Gordon T | An oven for the curing and cooling of painted objects and method |
| EP0367867A1 (en) * | 1988-11-09 | 1990-05-16 | Classic Sanitär-Produkte Gmbh | Apparatus for heating relatively small work pieces |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5216055U (en) * | 1975-07-23 | 1977-02-04 | ||
| ZA839303B (en) * | 1982-12-24 | 1984-12-24 | Thorn Emi Domestic Appliances | Heating apparatus |
| JPS61203292U (en) * | 1985-06-07 | 1986-12-20 | ||
| JPS62241286A (en) * | 1986-04-10 | 1987-10-21 | 真空理工株式会社 | Infrared heating furnace |
| JPS6330360A (en) * | 1986-06-04 | 1988-02-09 | 工業技術院長 | Ferric oxide sintered body and ceramic infrared ray heater |
| JPH01289087A (en) * | 1988-05-14 | 1989-11-21 | Toho Rayon Co Ltd | Extreme infrared-ray generator |
-
1990
- 1990-01-12 JP JP2004824A patent/JPH03233885A/en active Pending
- 1990-11-26 WO PCT/JP1990/001535 patent/WO1991008655A1/en not_active Application Discontinuation
- 1990-11-26 EP EP19900917342 patent/EP0456829A4/en not_active Withdrawn
- 1990-11-26 KR KR1019910700785A patent/KR920702179A/en not_active Application Discontinuation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB323690A (en) * | 1929-03-21 | 1930-01-09 | Albert Boecler | Improvements in or relating to apparatus for the continuous drying of webs |
| US2315124A (en) * | 1942-09-03 | 1943-03-30 | Park Chem Co | Drying machine |
| FR951180A (en) * | 1947-07-30 | 1949-10-18 | Electric lamp dryer for stereoscopic blanks | |
| US2660723A (en) * | 1951-03-06 | 1953-12-01 | Delamarre Emile Jules | Apparatus for the stabilization of ivory |
| FR1098620A (en) * | 1954-01-19 | 1955-08-16 | Gallet & Cie | Improvements to dryers for large objects |
| EP0143568A2 (en) * | 1983-11-02 | 1985-06-05 | American Screen Printing Equipment Company | Curing apparatus with ejector mechanism |
| US4813153A (en) * | 1985-02-25 | 1989-03-21 | Palmer Arthur R | Ink drying apparatus |
| WO1989010524A1 (en) * | 1988-04-25 | 1989-11-02 | Urquhart Gordon T | An oven for the curing and cooling of painted objects and method |
| EP0367867A1 (en) * | 1988-11-09 | 1990-05-16 | Classic Sanitär-Produkte Gmbh | Apparatus for heating relatively small work pieces |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO9108655A1 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995012102A1 (en) * | 1993-10-28 | 1995-05-04 | Bayerische Motoren Werke Aktiengesellschaft | Process for drying automobile paints |
| FR2869831A1 (en) * | 2004-05-06 | 2005-11-11 | Heights France Sas Soc Par Act | METHOD OF DRYING-DESORPING FLEXOGRAVIDE PLATES BY EXPOSURE TO RADIATION IN THE ABSENCE OF HOT AIR CIRCULATION, AND ENCLOSURE FOR IMPLEMENTING THE METHOD |
| US7560217B2 (en) | 2004-12-09 | 2009-07-14 | Sharp Kabushiki Kaisha | Method of forming electrophotographic photoreceptor and method of drying coating film |
| EP2071260A1 (en) * | 2007-12-13 | 2009-06-17 | EISENMANN Anlagenbau GmbH & Co. KG | Device for drying objects, in particular painted vehicle bodies |
| US9904186B2 (en) | 2011-08-05 | 2018-02-27 | Fuji Electric Co., Ltd. | Electrophotographic photoreceptor, method for manufacturing same, and electrophotographic apparatus using same |
| EP4343248A1 (en) * | 2022-09-23 | 2024-03-27 | Duo Technik GmbH | Device for drying flat articles |
| US11840609B1 (en) * | 2023-04-12 | 2023-12-12 | King Faisal University | Method to prepare superhydrophobic sheets from virgin and waste polypropylene |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH03233885A (en) | 1991-10-17 |
| KR920702179A (en) | 1992-08-12 |
| EP0456829A4 (en) | 1992-05-13 |
| WO1991008655A1 (en) | 1991-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10541150B2 (en) | Heat treatment apparatus emitting flash of light | |
| US8498525B2 (en) | Heat treatment apparatus and method for heating substrate by light irradiation | |
| EP0456829A1 (en) | Heat-treatment device and method of drying functional thin film using said device | |
| KR100217542B1 (en) | Thermal processing method | |
| KR900000560B1 (en) | Method for heat treatment | |
| EP3165860A1 (en) | Device and method for product drying | |
| US4967487A (en) | Oven for the curing and cooling of painted objects and method | |
| JP2003007633A (en) | Heat treatment equipment | |
| JP2002506284A (en) | Equipment for heat treating substrates | |
| JPS60137027A (en) | Optical irradiation heating method | |
| JP6644893B2 (en) | Powder slush molding machine and powder slush molding method | |
| JPH05114570A (en) | Photoirradiation heating system | |
| JP2003178857A (en) | Oven | |
| JP2001336878A (en) | Dryer and drying method | |
| JPH103085A (en) | Sealing device and dealing method for liquid crystal element | |
| JP2002039675A (en) | Drying device for coating and printing on glass vessel | |
| KR100400468B1 (en) | Burning method of flat color display tube | |
| JPH09294952A (en) | Over dryer equipped with rotation mechanism | |
| JPS62193248A (en) | Resist coating and baking device | |
| KR0161872B1 (en) | Heater for drying s.o.g | |
| JPH1157579A (en) | Drying furnace and drying device | |
| KR100252851B1 (en) | P/r hardening device of p/r coating equipment | |
| JP2001012871A (en) | Double heating thermostat | |
| JP2002100582A (en) | Heat treatment device | |
| JPH0310874B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910726 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 19920326 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): DE FR GB |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19930818 |