EP0446901B1 - Apparatus for continuously supplying film - Google Patents
Apparatus for continuously supplying film Download PDFInfo
- Publication number
- EP0446901B1 EP0446901B1 EP91103851A EP91103851A EP0446901B1 EP 0446901 B1 EP0446901 B1 EP 0446901B1 EP 91103851 A EP91103851 A EP 91103851A EP 91103851 A EP91103851 A EP 91103851A EP 0446901 B1 EP0446901 B1 EP 0446901B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- type material
- shafts
- links
- new
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1857—Support arrangement of web rolls
- B65H19/1868—The roll support being of the turret type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1805—Flying splicing, i.e. the expiring web moving during splicing contact
- B65H19/1826—Flying splicing, i.e. the expiring web moving during splicing contact taking place at a distance from the replacement roll
- B65H19/1836—Flying splicing, i.e. the expiring web moving during splicing contact taking place at a distance from the replacement roll the replacement web being accelerated or running prior to splicing contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/20—Cutting-off the expiring web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/461—Processing webs in splicing process
- B65H2301/4611—Processing webs in splicing process before splicing
- B65H2301/46115—Processing webs in splicing process before splicing by bringing leading edge to splicing station, e.g. by chain or belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/464—Splicing effecting splice
- B65H2301/46412—Splicing effecting splice by element moving in a direction perpendicular to the running direction of the web
Definitions
- the invention relates to an apparatus for continuously supplying a film-type material while connecting a new-film-type material to a preceding film-type material running at a predetermined speed, comprising a synchronizing mechanism for synchronizing the movement of the new film-type material with the running of the preceding film-type material and a connecting mechanism for connecting the leading end of the synchronized new film-type material to the preceding film-type material.
- JP-A-63-106256 discloses an apparatus which is capable of connecting a new film to the trailing end of a preceding film while the films are running at the normal running speed.
- Such an apparatus essentially requires an accumulator which can accumulate or store a predetermined length of the new film which is determined by the time necessary for connecting the new film to the preceding film.
- the accumulator has a multiplicity of stages of rollers around which the film is folded to form a plurality of turns. Therefore, problems are encountered such as damaging of the film or lateral slipping of the film on the roller surfaces, as well as wrinkling of the film.
- the provision of the accumulator occupies a considerable space and requires a specific control device for controlling the accumulator. As a consequence, the cost of the whole apparatus is raised uneconomically.
- the known apparatus does not have any function for attaining synchronization of running speed between the new film and the preceding film which is running at the normal steady speed.
- the known apparatus is not designed to realize a compact construction.
- the time required for a manual work necessarily employed in the connecting operation exceeds a predetermined time which is allowed by the operation of the apparatus, the operation has to be stopped with the result that the quality of the product is impaired.
- the generic prior art according to the EP-A-0 273 286 discloses an apparatus for sticking labels (seals with adhesive) to packages which have the same size and are being conveyed at an equal interval.
- the labels are conveyed as a continuously running web.
- a preceding web is severed to establish a trailing edge thereon and a new web is severed to establish a leading edge thereon.
- the leading edge of the new web is brought to a position on the anvil at which the leading edge of the new web abuts the trailing edge of the preceding web.
- a block holding a splice strip is pressed onto the anvil to splice the trailing edge portion of the preceding web and the leading edge portion of the new web with the splice strip.
- the preceding web moves intermittently by the operation of a feed claw and the pressing action of the block is effected during the time period during which the preceding web is stationary.
- the object of the present invention is to provide an apparatus for continuously supplying a film-type material capable of automatically connecting the film-type material while continuously supplying the material at the steady speed.
- the apparatus of the generic kind comprises according to the invention a holding mechanism including a pair of links secured to respective shafts rotatably supported on a frame extending from a base and a holding means operatively connected to the lower ends of said links through pivots, said links being swingable about the axes of said shafts while keeping a parallelogram defined by said shafts and pivots located at its respective corners, said synchronizing mechanism comprising a driving mechanism for rotating said pair of shafts in normal and reverse directions to cause the swinging motion of said links such that the normal rotation of said shafts causes said holding means to be accelerated to move in synchronization with the movement of said preceding film-type material running at said predetermined speed, and said connecting mechanism comprising a pressing means operatively connected to the lower ends of said links to cooperate with said holding means and a magnetic means for operating said pressing means to press an adhesive material, which is attached to the leading end of said synchronized new film-type material, onto said preceding film-type material.
- the holding means is capable of holding the leading end of the new film-type material to be connected such that the new film-type material is in parallel with the preceding film-type material with the axes of both film-type materials aligned with each other.
- the new film-type material is held stably so as not to be deformed or come off the holding means during acceleration and synchronization.
- the synchronizing means can smoothly accelerating the holding means. Acceleration in the initial period of synchronizing operation is applied not in the feeding direction of the film-type material but in the thicknesswise direction of the same, so that collapsing of the new film-type material is avoided.
- the connecting means is incorporated in the synchronizing means and is adapted to press, when the synchronization is obtained, a manually supplied bonding tape to the portions of the film-type materials to be bonded. As a consequence, connection can be accomplished without any trouble attributable to a difference of speed between two film-type materials.
- the necessity for an accumulator for storing the film in a length corresponding to the time required for the connection is eliminated.
- amount of the film to be wasted is reduced because the connecting operation can be completed without stopping the line.
- the operator is not mentally stressed by a limitation of the time available for the connection.
- the apparatus reduces the installation space because it does not have an accumulator. This advantage becomes more significant in accordance with increase in the film size and the feeding speed.
- the apparatus according to the invention allows a synchronization of running speed between the new film and the preceding film, it is designed to realize a compact construction, and it continuously supplies the material at the steady speed without requiring a complicated accumulator and its associated devices, thereby eliminating necessity for a high degree of skill and experience of the operator and improving the working environment.
- the splicing operation in the apparatus of the present invention is effected while the preceding film-type material is running in a predetermined speed. Accordingly, the new film-type material is accelerated to move in synchronization with the running of the preceding film-type material because of the special structures of the holding mechanism and the synchronizing mechanism.
- the holding means includes a vacuum suction pad or an electromagnet.
- Fig. 1 shows an apparatus 1 for continuously supplying a film-type material (referred to as a "film” hereinafter) which is a part of a film processing system and is adapted for delivering a film 5 to a processing tank 3 and an introductory section 4.
- a film a film-type material
- a film 5 unwound from a roll 6 is fed at a constant speed in the direction of an arrow in Fig. 1 by a cooperation between a guide roller 7 and drive rollers 8.
- the guide roller 7 and the drive rollers 8 are disposed on the extension of a base 9 of the processing system 2 and are rotatably supported by shafts 10 and 11.
- the drive rollers 8 are power-driven by a suitable drive unit (not shown) at a constant rotation speed.
- the roll 6 is rotatably and replacably carried by an arm 13 through a shaft 12.
- a tension control device (not shown) also is provided to ensure that the film 5 is fed with a constant tension.
- a new roll 15 is rotatably and replacably carried by the end of the arm 13 opposite to the roll 6, through a shaft 14', such that the leading end portion of a new film 16 can be fed into a film connecting mechanism 18 via a guide roller 17 which is rotatably carried by an arm 14 through a shaft 19.
- the arms 13 and 14 are fixed to each other and are rotatably supported on a support 21 fixed to the base 9, through a pivot shaft 20.
- the rotational positions of the arms 13 and 14 are suitably controlled by a driving unit (not shown).
- the new film 16 is connected to the film 5 by the operation of the connecting mechanism 18.
- a guide roller 23 which is rotatably carried by the other end of the arm 14 through a shaft 22 has served to guide the film 5 when the film 5 was connected to a preceding film (not shown).
- the connecting device 18 shown in Fig. 2 in detail includes a holding mechanism 24, a synchronizing mechanism 25 and a connecting mechanism 26.
- the holding mechanism 24 is rotatably carried by shafts 30 on links 29 which are rotatably carried by shafts 27 on the extension of the base 9 through a fixing member 28.
- the shafts 27, 30, 30 and 27 form a parallelogram.
- the holding mechanism 24 has a holding portion 31 for stably holding the new film 16.
- the synchronizing mechanism 25 includes a system constituted by the shafts 27, 30, 30 and 27. Before the start of the synchronizing operation, the synchronizing mechanism 25 is stationed at a position shown by broken lines in Fig. 2, i.e., positions indicated at the same reference numerals with suffix "a".
- the shafts 27 are movable within elongated slots 32 so as to vary the radius of rocking of the links 29.
- the connecting mechanism 26 includes a pressing arm 34 pivotally carried by the holding mechanism through a pivot shaft 33, a pressing pad 35 provided on the free end of the arm 34, a support arm 36 on the extension of the holding mechanism 24, an electromagnet 37 with an iron core on the support arm 36, and a permanent magnet 34 on the arm 34.
- the synchronizing mechanism 25 When the synchronizing mechanism 25 is accelerated from the position indicated by broken lines to the position shown by solid lines, the speed of the new film 16 has been elevated to the level at which the film 5 is fed, thus attaining a synchronization between the movement of the new film 16 and the running of the preceding film 5.
- electrical power is supplied to the electromagnet 37 so that a repulsion force is generated between the electromagnet 37 and the permanent magnet 38, with the result that the pressing pad 35 presses an adhesive tape 39, which has been adhered to the leading end of the film 16, downward to a position shown by broken lines, i.e., position denoted by 39b, thus completing the connection of the new film 16b to the film 5.
- the holding mechanism 24 releases the film 16.
- the cutter base 40 is stationed at the position denoted by the broken-lines 40a and is moved to and fixed at the position indicated by 40 immediately before the operation of the connecting device 18.
- a cutter 41 is moved to the broken-line position 41b substantially simultaneously with the pressing operation of the pressing pad 35 so as to severe remaining portion of the film 5.
- Each link 29 is rotatably supported on a frame 42 through a shaft 27.
- a support rotary shaft 43 is disengageably connected to a gear 45 through a reversible clutch 44.
- the gear 45 is connected to a pinion 47 through a transmission means such as a chain 46.
- the pinion 47 is fixed to the shaft 10 together with the drive roller 7.
- the link 29 is usually stationed at the broken-line position 29c and is stopped by a stopper 49 which is pivotally supported by the frame 42 through a pivot shaft 48 as the stopper 49 is set to a broken-line position 49a.
- the link 29 is released from the stopper 49a and the reversible clutch 44 is operated in forward direction so that the link is moved to the full-line position 29 past the broken-line position 29a.
- the speed of the link at the full-line position 29 is the same as the speed produced by the drive roller 7.
- the connection of the films is conducted when the link has reached the full-line position 29.
- a phase sensor 50 which produces a signal for disengaging the reversible clutch 44 simultaneously with the start of the connecting operation.
- the link which has been further swung to a chain-line position 29b due to inertia is held by a stopper 52 which is positioned at a broken-line position 52b.
- the stopper 52 is rotatably carried by the frame 42 through a pivot shaft 51. Impacts produced by the link 29 at both rotational stroke ends are absorbed by dampers 53 and 54.
- the link 29 which has been fixed at the chain-line position 29b is then released from the stopper 52b which moves in response to a resetting instruction. Then, the reversible clutch operates in backward direction so as to reset the link 29 to the waiting position 29c.
- Figs. 4 and 5 illustrate the method for replacing a roll with a new roll after completion of the connecting operation. More specifically, Fig. 4 shows the state of the apparatus immediately after the completion of the connecting operation. The new roll 15 has been moved to a solid-line position 15b. The new roll 15b further moves to a chain-line position 15c. Fig. 5 shows the roll arrangement in the steady condition. The film is fed from the new roll set at the steady supply position 15c and a next roll 56 is set at a position where it is ready for supplying the film when the roll 15c has become almost empty.
Landscapes
- Replacement Of Web Rolls (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Description
- The invention relates to an apparatus for continuously supplying a film-type material while connecting a new-film-type material to a preceding film-type material running at a predetermined speed, comprising a synchronizing mechanism for synchronizing the movement of the new film-type material with the running of the preceding film-type material and a connecting mechanism for connecting the leading end of the synchronized new film-type material to the preceding film-type material.
- JP-A-63-106256 discloses an apparatus which is capable of connecting a new film to the trailing end of a preceding film while the films are running at the normal running speed. Such an apparatus essentially requires an accumulator which can accumulate or store a predetermined length of the new film which is determined by the time necessary for connecting the new film to the preceding film. The accumulator has a multiplicity of stages of rollers around which the film is folded to form a plurality of turns. Therefore, problems are encountered such as damaging of the film or lateral slipping of the film on the roller surfaces, as well as wrinkling of the film. In addition, the provision of the accumulator occupies a considerable space and requires a specific control device for controlling the accumulator. As a consequence, the cost of the whole apparatus is raised uneconomically.
- The known apparatus does not have any function for attaining synchronization of running speed between the new film and the preceding film which is running at the normal steady speed. In addition, the known apparatus is not designed to realize a compact construction. Furthermore, when the time required for a manual work necessarily employed in the connecting operation exceeds a predetermined time which is allowed by the operation of the apparatus, the operation has to be stopped with the result that the quality of the product is impaired.
- The generic prior art according to the EP-A-0 273 286 discloses an apparatus for sticking labels (seals with adhesive) to packages which have the same size and are being conveyed at an equal interval. The labels are conveyed as a continuously running web. A preceding web is severed to establish a trailing edge thereon and a new web is severed to establish a leading edge thereon. When the trailing edge of the preceding web is detected with detection means and arrives at midway of an anvil in a splicing station, the leading edge of the new web is brought to a position on the anvil at which the leading edge of the new web abuts the trailing edge of the preceding web. A block holding a splice strip is pressed onto the anvil to splice the trailing edge portion of the preceding web and the leading edge portion of the new web with the splice strip. The preceding web moves intermittently by the operation of a feed claw and the pressing action of the block is effected during the time period during which the preceding web is stationary.
- The object of the present invention is to provide an apparatus for continuously supplying a film-type material capable of automatically connecting the film-type material while continuously supplying the material at the steady speed.
- For achieving this object, the apparatus of the generic kind comprises according to the invention a holding mechanism including a pair of links secured to respective shafts rotatably supported on a frame extending from a base and a holding means operatively connected to the lower ends of said links through pivots, said links being swingable about the axes of said shafts while keeping a parallelogram defined by said shafts and pivots located at its respective corners, said synchronizing mechanism comprising a driving mechanism for rotating said pair of shafts in normal and reverse directions to cause the swinging motion of said links such that the normal rotation of said shafts causes said holding means to be accelerated to move in synchronization with the movement of said preceding film-type material running at said predetermined speed, and said connecting mechanism comprising a pressing means operatively connected to the lower ends of said links to cooperate with said holding means and a magnetic means for operating said pressing means to press an adhesive material, which is attached to the leading end of said synchronized new film-type material, onto said preceding film-type material.
- The functions of the means incorporated in the apparatus are as follows.
- The holding means is capable of holding the leading end of the new film-type material to be connected such that the new film-type material is in parallel with the preceding film-type material with the axes of both film-type materials aligned with each other. The new film-type material is held stably so as not to be deformed or come off the holding means during acceleration and synchronization. The synchronizing means can smoothly accelerating the holding means. Acceleration in the initial period of synchronizing operation is applied not in the feeding direction of the film-type material but in the thicknesswise direction of the same, so that collapsing of the new film-type material is avoided. The connecting means is incorporated in the synchronizing means and is adapted to press, when the synchronization is obtained, a manually supplied bonding tape to the portions of the film-type materials to be bonded. As a consequence, connection can be accomplished without any trouble attributable to a difference of speed between two film-type materials.
- With the apparatus according to the invention, the necessity for an accumulator for storing the film in a length corresponding to the time required for the connection is eliminated. In addition, amount of the film to be wasted is reduced because the connecting operation can be completed without stopping the line. The operator is not mentally stressed by a limitation of the time available for the connection. The apparatus reduces the installation space because it does not have an accumulator. This advantage becomes more significant in accordance with increase in the film size and the feeding speed.
- The apparatus according to the invention allows a synchronization of running speed between the new film and the preceding film, it is designed to realize a compact construction, and it continuously supplies the material at the steady speed without requiring a complicated accumulator and its associated devices, thereby eliminating necessity for a high degree of skill and experience of the operator and improving the working environment.
- The splicing operation in the apparatus of the present invention is effected while the preceding film-type material is running in a predetermined speed. Accordingly, the new film-type material is accelerated to move in synchronization with the running of the preceding film-type material because of the special structures of the holding mechanism and the synchronizing mechanism.
- Preferably, the holding means includes a vacuum suction pad or an electromagnet.
- A preferred embodiment of the present invention will be described in detail with reference to the accompanying drawings.
- Fig. 1 is a side elevational view of an embodiment of the invention;
- Fig. 2 is a side elevational view of a connecting mechanism incorporated in the embodiment shown in Fig. 1;
- Fig. 3 is a perspective view of a driving portion for driving a synchronizing mechanism;
- Fig. 4 is a side elevational view illustrative of shifting of a roll; and
- Fig. 5 is a side elevational view illustrative of replacement of the roll.
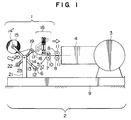
- Fig. 1 shows an apparatus 1 for continuously supplying a film-type material (referred to as a "film" hereinafter) which is a part of a film processing system and is adapted for delivering a
film 5 to aprocessing tank 3 and anintroductory section 4. - A
film 5 unwound from aroll 6 is fed at a constant speed in the direction of an arrow in Fig. 1 by a cooperation between aguide roller 7 anddrive rollers 8. Theguide roller 7 and thedrive rollers 8 are disposed on the extension of abase 9 of theprocessing system 2 and are rotatably supported byshafts 10 and 11. Thedrive rollers 8 are power-driven by a suitable drive unit (not shown) at a constant rotation speed. Theroll 6 is rotatably and replacably carried by anarm 13 through ashaft 12. A tension control device (not shown) also is provided to ensure that thefilm 5 is fed with a constant tension. - A
new roll 15 is rotatably and replacably carried by the end of thearm 13 opposite to theroll 6, through a shaft 14', such that the leading end portion of anew film 16 can be fed into afilm connecting mechanism 18 via a guide roller 17 which is rotatably carried by anarm 14 through ashaft 19. Thearms support 21 fixed to thebase 9, through apivot shaft 20. The rotational positions of thearms - When the amount of the
film 5 remaining in theroll 6 has become small, thenew film 16 is connected to thefilm 5 by the operation of theconnecting mechanism 18. Aguide roller 23 which is rotatably carried by the other end of thearm 14 through ashaft 22 has served to guide thefilm 5 when thefilm 5 was connected to a preceding film (not shown). - The connecting
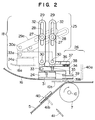
device 18 shown in Fig. 2 in detail includes aholding mechanism 24, asynchronizing mechanism 25 and aconnecting mechanism 26. - The
holding mechanism 24 is rotatably carried byshafts 30 onlinks 29 which are rotatably carried byshafts 27 on the extension of thebase 9 through afixing member 28. Theshafts holding mechanism 24 has aholding portion 31 for stably holding thenew film 16. Theholding portion 31, for example, includes a vacuum suction pad or, when the film is a magnetic film, an electromagnet. - The
synchronizing mechanism 25 includes a system constituted by theshafts mechanism 25 is stationed at a position shown by broken lines in Fig. 2, i.e., positions indicated at the same reference numerals with suffix "a". Theshafts 27 are movable withinelongated slots 32 so as to vary the radius of rocking of thelinks 29. - The
connecting mechanism 26 includes apressing arm 34 pivotally carried by the holding mechanism through apivot shaft 33, apressing pad 35 provided on the free end of thearm 34, asupport arm 36 on the extension of theholding mechanism 24, anelectromagnet 37 with an iron core on thesupport arm 36, and apermanent magnet 34 on thearm 34. - When the synchronizing
mechanism 25 is accelerated from the position indicated by broken lines to the position shown by solid lines, the speed of thenew film 16 has been elevated to the level at which thefilm 5 is fed, thus attaining a synchronization between the movement of thenew film 16 and the running of the precedingfilm 5. In this state, electrical power is supplied to theelectromagnet 37 so that a repulsion force is generated between theelectromagnet 37 and thepermanent magnet 38, with the result that thepressing pad 35 presses anadhesive tape 39, which has been adhered to the leading end of thefilm 16, downward to a position shown by broken lines, i.e., position denoted by 39b, thus completing the connection of thenew film 16b to thefilm 5. After the completion of the connection, theholding mechanism 24 releases thefilm 16. - Before the operation of the connecting
device 18, thecutter base 40 is stationed at the position denoted by the broken-lines 40a and is moved to and fixed at the position indicated by 40 immediately before the operation of the connectingdevice 18. - A
cutter 41 is moved to the broken-line position 41b substantially simultaneously with the pressing operation of thepressing pad 35 so as to severe remaining portion of thefilm 5. - It is thus possible to accelerate the
new film 16a into synchronization with therunning preceding film 5, connect thefilm 16a to thefilm 5 and then severe the unnecessary remainder portion of thefilm 5, simply by holding, by theholding mechanism 24a, the leading end of thenew film 16a with an adhesive tape (not shown) adhered thereto. - The mechanism for driving the synchronizing mechanism will be described with reference to Fig. 3.
- Each
link 29 is rotatably supported on aframe 42 through ashaft 27. Asupport rotary shaft 43 is disengageably connected to agear 45 through areversible clutch 44. Thegear 45 is connected to apinion 47 through a transmission means such as achain 46. Thepinion 47 is fixed to theshaft 10 together with thedrive roller 7. - The
link 29 is usually stationed at the broken-line position 29c and is stopped by astopper 49 which is pivotally supported by theframe 42 through apivot shaft 48 as thestopper 49 is set to a broken-line position 49a. When the acceleration for synchronization is commenced, thelink 29 is released from thestopper 49a and thereversible clutch 44 is operated in forward direction so that the link is moved to the full-line position 29 past the broken-line position 29a. The speed of the link at the full-line position 29 is the same as the speed produced by thedrive roller 7. Thus, the connection of the films is conducted when the link has reached the full-line position 29. Arriving of the link at the full-line position 29 is sensed by aphase sensor 50 which produces a signal for disengaging the reversible clutch 44 simultaneously with the start of the connecting operation. The link which has been further swung to a chain-line position 29b due to inertia is held by astopper 52 which is positioned at a broken-line position 52b. Thestopper 52 is rotatably carried by theframe 42 through apivot shaft 51. Impacts produced by thelink 29 at both rotational stroke ends are absorbed bydampers 53 and 54. - The
link 29 which has been fixed at the chain-line position 29b is then released from thestopper 52b which moves in response to a resetting instruction. Then, the reversible clutch operates in backward direction so as to reset thelink 29 to the waitingposition 29c. - When the set speed of the
drive roller 7 is changed, the gear ratio between thegear 45 and thepinion 47 is changed correspondingly to realize the synchronization. When the speed of the drive gear is changed linearly without stepping, a suitable stepless linear transmission is substituted for the mechanism including thegear 45,pinion 47 and thechain 46. - Figs. 4 and 5 illustrate the method for replacing a roll with a new roll after completion of the connecting operation. More specifically, Fig. 4 shows the state of the apparatus immediately after the completion of the connecting operation. The
new roll 15 has been moved to a solid-line position 15b. Thenew roll 15b further moves to a chain-line position 15c. Fig. 5 shows the roll arrangement in the steady condition. The film is fed from the new roll set at thesteady supply position 15c and anext roll 56 is set at a position where it is ready for supplying the film when theroll 15c has become almost empty.
Claims (3)
- An apparatus for continuously supplying a film-type material while connecting a new film-type material (16) to a preceding film-type material (5) running at a predetermined speed, comprising- a synchronizing mechanism (25) for synchronizing the movement of the new film-type material (16) with the running of the preceding film-type material (5) and- a connecting mechanism (26) for connecting the leading end of the synchronized new film-type material (16) to the preceding film-type material (5),
characterized by- a holding mechanism including a pair of links (29, 29) secured to respective shafts (27, 27) rotatably supported on a frame (42) extending from a base (9) and a holding means (24) operatively connected to the lower ends of said links (29, 29) through pivots (30, 30),- said links (29, 29) being swingable about the axes of said shafts (27, 27) while keeping a parallelogram defined by said shafts (27, 27) and pivots (30, 30) located at its respective corners,- said synchronizing mechanism (25) comprising a driving mechanism for rotating said pair of shafts (27, 27) in normal and reverse directions to cause the swinging motion of said links (29, 29) such that the normal rotation of said shafts (27, 27) causes said holding means (24) to be accelerated to move in synchronization with the movement of said preceding film-type material (5) running at said predetermined speed, and- said connecting mechanism (26) comprising a pressing means (35) operatively connected to the lower ends of said links (29, 29) to cooperate with said holding means (24) and a magnetic means (37, 38) for operating said pressing means (35) to press an adhesive material (39), which is attached to the leading end of said synchronized new film-type material (16), onto said preceding film-type material (5). - An apparatus according to Claim 1, wherein said holding means (24) includes a vacuum suction pad (31).
- An apparatus according to Claim 1, wherein said holding means (24) includes an electromagnet (31).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2064193A JPH03267246A (en) | 1990-03-16 | 1990-03-16 | Continuous unwinding device for film material |
| JP64193/90 | 1990-03-16 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0446901A2 EP0446901A2 (en) | 1991-09-18 |
| EP0446901A3 EP0446901A3 (en) | 1993-02-24 |
| EP0446901B1 true EP0446901B1 (en) | 1995-09-27 |
Family
ID=13250987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91103851A Expired - Lifetime EP0446901B1 (en) | 1990-03-16 | 1991-03-13 | Apparatus for continuously supplying film |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0446901B1 (en) |
| JP (1) | JPH03267246A (en) |
| KR (1) | KR910016595A (en) |
| DE (1) | DE69113301T2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009041017A1 (en) * | 2009-09-10 | 2011-03-24 | Krones Ag | Method, device and adhesive tape for splicing label tapes and spliceable label tape |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5827166A (en) * | 1993-12-16 | 1998-10-27 | Philip Morris Incorporated | Device for joining strips of a flexible material |
| DE69300282T2 (en) * | 1993-12-16 | 1996-03-21 | Tabac Fab Reunies Sa | Device for joining tapes of soft material. |
| JP2014027171A (en) * | 2012-07-27 | 2014-02-06 | Lintec Corp | Sheet sticking device and sheet sticking method |
| JP2017126785A (en) * | 2017-04-06 | 2017-07-20 | リンテック株式会社 | Sheet sticking device and sheet sticking method |
| KR102014430B1 (en) | 2019-05-15 | 2019-08-26 | 권미화 | Film unwinder |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4561924A (en) * | 1982-10-05 | 1985-12-31 | Hope Henry F | Automatic material splicer for photographic materials |
| JPS63165258A (en) * | 1986-12-25 | 1988-07-08 | Tokyo Jido Kikai Seisakusho:Kk | Automatic connecting device for band like material |
-
1990
- 1990-03-16 JP JP2064193A patent/JPH03267246A/en active Pending
-
1991
- 1991-02-28 KR KR1019910003275A patent/KR910016595A/en not_active Application Discontinuation
- 1991-03-13 EP EP91103851A patent/EP0446901B1/en not_active Expired - Lifetime
- 1991-03-13 DE DE69113301T patent/DE69113301T2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009041017A1 (en) * | 2009-09-10 | 2011-03-24 | Krones Ag | Method, device and adhesive tape for splicing label tapes and spliceable label tape |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0446901A3 (en) | 1993-02-24 |
| DE69113301T2 (en) | 1996-03-14 |
| KR910016595A (en) | 1991-11-05 |
| DE69113301D1 (en) | 1995-11-02 |
| JPH03267246A (en) | 1991-11-28 |
| EP0446901A2 (en) | 1991-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4374576A (en) | Semi-automatic roll winding machine | |
| US4564149A (en) | Device for joining together in a registered and/or abutting manner the ends of two paper or cardboard webs which unwind from two different wheels positioned on a reel star unit of two or more positions | |
| EP0286343B1 (en) | Web applicator | |
| US6451145B1 (en) | Web splicing system | |
| JPH01213133A (en) | Automatic fixing device | |
| JPH07144800A (en) | Method and device for connecting material web, especially packing material web | |
| EP0446901B1 (en) | Apparatus for continuously supplying film | |
| JPS6141240B2 (en) | ||
| JP2793166B2 (en) | Apparatus for processing a portion of web unreeled from storage web rolls | |
| US3103320A (en) | Automatic splicing rollstand | |
| EP0227951B1 (en) | Apparatus for continuously supplying sheets from supply rolls | |
| JPH0132089B2 (en) | ||
| US4705226A (en) | Device for automatically splicing a web of material in a web feeding apparatus | |
| JPH0776065B2 (en) | Web joining apparatus and method | |
| US4009841A (en) | Manual flying paster | |
| US5354006A (en) | Paper web supply assembly | |
| US3904142A (en) | Machines for interconnecting continuous webs | |
| US4673142A (en) | Apparatus for continuously supplying a web of sheet material | |
| US3721396A (en) | Shear cutting batcher apparatus | |
| CA1063578A (en) | Web splicing apparatus | |
| JPH0549583B2 (en) | ||
| JPH05229701A (en) | Roll stand | |
| US4614313A (en) | Apparatus for continuously supplying a web of sheet material | |
| US4069986A (en) | Flying transfer winder driver | |
| EP0395028B1 (en) | Joining device for strip-like material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910313 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 19940818 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 69113301 Country of ref document: DE Date of ref document: 19951102 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020118 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020301 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020529 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031127 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |