EP0396290A2 - Method and apparatus for sorting discrete materials and manufactured products - Google Patents
Method and apparatus for sorting discrete materials and manufactured products Download PDFInfo
- Publication number
- EP0396290A2 EP0396290A2 EP90304304A EP90304304A EP0396290A2 EP 0396290 A2 EP0396290 A2 EP 0396290A2 EP 90304304 A EP90304304 A EP 90304304A EP 90304304 A EP90304304 A EP 90304304A EP 0396290 A2 EP0396290 A2 EP 0396290A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- streams
- cameras
- objects
- linescan
- chute
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3422—Sorting according to other particular properties according to optical properties, e.g. colour using video scanning devices, e.g. TV-cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
- B07C5/365—Sorting apparatus characterised by the means used for distribution by means of air using a single separation means
- B07C5/366—Sorting apparatus characterised by the means used for distribution by means of air using a single separation means during free fall of the articles
Abstract
Description
- This invention relates to a method and apparatus employed to detect and eject a particular object or objects from a plurality of similar or dissimilar objects. More particularly, the objects to be separated are detected on the basis of size, e.g. length, width, area or perimeter; reflected radiation, e.g. light; or transmitted radiation through the objects.
- This invention is particularly suitable for sorting or grading, and rejecting, a variety of materials, e.g. broken or chipped pharmaceutical tablets, under or oversized capsules, broken almonds, peanuts with glass or shell, dehydrated vegetable with discolouration blemishes, incorrectly manufactured metal washers and many others.
- An object of this invention is to provide a reliable method of presenting a stream of objects being sorted. Another object is to provide an arrangement of sensing elements (cameras) to enable detection of a single or several features (e.g. area and discolouration and the position of discolouration) simultaneously. A further object is to provide accurate means of ejection of rejected objects.
- It is known (e.g. Automated Visual Inspection, B. G. Batchelor et al or Patent Application GB 8822183.3) that linescan CCD cameras can be used for sorting articles, e.g. on a belt, using either reflected or transmitted light. The use of linescan cameras for measurement of a single dimension only is also well documented. In order to effect two-dimensional measurements, e.g. of length and width or of an area, matrix cameras are normally employed. This technique presents difficulties in speed of image frame capture, normally twenty five frames per second, and the complex processing required to extract the object data from the image frame. Both of these limit significantly the number of inspections which can be performed in a given time. Linescan cameras offer higher speed and higher resolution but scanning takes place only in one dimension, typically width.
- According to one aspect of the present invention, the product or flow of objects to be sorted is first accelerated to produce separation and then caused to fall under gravity, preferably in a plurality of separate side by side streams, and data for determining whether individual particles or objects should be accepted or rejected, according to preset criteria, is obtained by at least one linescan camera the direction of scan of which is across the falling stream or streams.
- To accelerate the flow and divide it into a plurality of side by side streams, an inclined chute may be employed that optionally has a multiplicity of side by side channels amongst which the flow is distributed. According to the data that it is required to capture, two linescan cameras may be employed in cascade, i.e. viewing the objects falling in the streams at two successive levels as they fall, and/or there may be viewing cameras, singly or in pairs, back and front of the streams.
- According to another aspect of the invention, data is obtained from objects in a falling stream by scanning with at least one, and preferably at least two, linescan cameras employing transmitted or reflected radiation, the data is processed by processing means pre-programmed with selected parameter limits which the objects should obey, and reject signals are issued by the processing means to ejection means downstream of the site of the scanning operation for ejecting from the falling stream any objects that do not obey the selected limits.
- Arrangements according to the invention will now be described in more detail by way of example, with reference to the accompanying diagrammatic drawings, in which:-
- Figures 1A, 1B and 1C are respectively, a diagrammatic end elevation, side elevation and plan of a sorting apparatus embodying the invention,
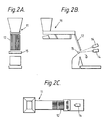
- Figures 2A, 2B and 2C are similar diagrammatic views showing a modification of the sorting apparatus of Figures 1A-C,
- Figure 3 is a diagram representing an object falling successively through the scanning lines of two linescan cameras,
- Figures 4A, 4B and 4C are again diagrammatic views similar to Figures 1A C and showing a further modification,
- Figures 5A and 5B are, respectively, a diagrammatic side elevation and plan of a four camera arrangement, and
- Figure 6 is a diagrammatic side elevation showing a complete sorting system in more detail.
- Referring firstly to Figures 1A-C, objects are fed in a controlled manner by a
feeder 11 on to aninclined chute 12. This chute typically, but not essentially, provides a multiplicity of side byside channels 13 into which the objects are directed. A separate stream of objects is allowed to slide within each channel under gravity. As the objects fall from the lower ends of the channels all the streams corresponding to the number of channels are viewed by one or more cameras of the linescan CCD type and each stream will be monitored by a respective sector of the or each linescan CCD camera. The processing of the linescan information is generally in accordance with patent application GB 8822183.3 and will depend on the camera arrangement and on features required to be recognised. - For recognition of approximate shape or approximate size a
single camera 14 viewing transmitted light from alight source 15 is employed, as illustrated in Figures 1A-C. An assumption about the speed of fall must be made. - Where accurate size (length, width, area or perimeter) is required as a sorting parameter, two cameras are employed in a cascade (i.e. one viewing after the other) arrangement (Figures 2A-C). Providing the two cameras are viewing parallel lines a known distance S apart, and the relative timing of the two cameras is also known, the velocity of the object can be calculated. Once the speed of travel is known the length of any object can also be calculated. By virtue of the linescan camera, each object is scanned, in a single line, typically 2000 times per second but this could be faster or slower as required. Illustration of an object (e.g. a tablet) falling past the cascade arrangement of cameras is given in Figure 3. The object's velocity is determined as V = S/(TA-TB) where
TA - is the time when the object just enters into the view of camera A.
TB - is the time when the object just enters into the view of camera B.
S - distance between camera A viewing line and camera B viewing line.
V - velocity of object. - For bichromatic detection of colour a similar arrangement to Figures 2A-C may be employed. In this configuration, a colour filter of one spectral characteristic is employed in front of one camera and a filter of a different spectral characteristic is employed in front of the other camera. Thus only a certain colour will produce a combination of signal strengths at each of the two cameras corresponding to that colour.
- For objects, e.g. opaque peanuts or vegetable dices, where viewing from more than one direction is required two cameras can be employed in front and back viewing modes (Figures 4A-C) with two corresponding light sources. For maximum vision all round, up to four cameras may be employed in a configuration illustrated in Figures 5A and 5B, in which the cameras are shown disposed in pairs back and front approximately at the four corners of a notional rectangle lying in the horizontal plane with two of its sides parallel to the plane of the streams of objects being scanned.
- Each of the systems described includes apparatus for ejecting from the flow of product those objects that are rejects according to the criteria applied in the scanning operation. The arrangement of the apparatus is illustrated more specifically in Figure 6. Taking the particular case of sorting almonds, the almonds are fed along the
vibratory conveyor 11 where an even spread of product is achieved. The rate of feed is controllable. The almonds are guided into the individual channels on thechute 12 where the product is constrained from moving from one channel to another and is aligned longitudinally. Thechute 12 allows the almonds to accelerate under gravity thus separating individual nuts from each other. On leaving the lower end of thechute 12, a particular almond first comes into view of theopposed cameras 14. - The viewing area is illuminated by
lights 15, preferably producing uniform strips of light. At some distance underneath the lower end of thechute 12 there is an apical separatingbarrier 16 and the product streaming from the channels of the chute will pass down on the right side of this barrier, as viewed in Figure 6, if allowed to fall undisturbed, on to an acceptedproduct conveyor 20. Between the lower end of thechute 12 and the apex of thebarrier 16, and at a level below the site at which the falling almonds are scanned by the cameras, there is a horizontal bank ofpneumatic reject nozzles 17, one to each of the individual product streams from the channels of the chute. - The signals produced by both cameras are compared, by an
electronic processor 18, against a preset threshold (software program 19) and if the object or part of an object in view is darker than the threshold a signal to energise a pneumatic valve to activate the reject nozzle for the particular channel will be given by the processor. The reject nozzle then blows that object out of the stream of normal product, to fall on the left hand side of thebarrier 16 into areject product receptacle 21. - Further, one
camera 14 integrates the total area of the object obtained by repeated scanning and when scaled by time T (inversely proportional to velocity: V = S/T) an accurate area is calculated by theprocessor 18. This area is compared with acceptance limits preset in theprogram 19 and if it is outside these limits a reject signal will again be issued to the pneumatic valve so that air under pressure is supplied to therespective reject nozzle 17.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8909164 | 1989-04-21 | ||
| GB898909164A GB8909164D0 (en) | 1989-04-21 | 1989-04-21 | Method and apparatus for sorting discrete materials and manufactured products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0396290A2 true EP0396290A2 (en) | 1990-11-07 |
| EP0396290A3 EP0396290A3 (en) | 1992-04-08 |
Family
ID=10655511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19900304304 Withdrawn EP0396290A3 (en) | 1989-04-21 | 1990-04-20 | Method and apparatus for sorting discrete materials and manufactured products |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0396290A3 (en) |
| GB (1) | GB8909164D0 (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0620050A1 (en) * | 1991-08-22 | 1994-10-19 | Weimar-Werk Maschinenbau GmbH | Device and method for sorting products and articles according to quality and size |
| EP0672468A1 (en) * | 1994-03-15 | 1995-09-20 | Key Technology, Inc. | Integrated food sorting and analysis apparatus |
| WO1996014168A1 (en) * | 1994-11-02 | 1996-05-17 | Sortex Limited | Sorting apparatus |
| EP0734789A2 (en) * | 1995-03-31 | 1996-10-02 | CommoDas GmbH | Device and method for sorting bulk material |
| US5873470A (en) * | 1994-11-02 | 1999-02-23 | Sortex Limited | Sorting apparatus |
| WO2004082855A1 (en) * | 2003-03-18 | 2004-09-30 | Pulsarr Industrial Research B.V. | Method and device for inspecting products |
| EP1743713A1 (en) * | 2005-07-13 | 2007-01-17 | Radix Systems Limited | Fluid jet sorter |
| DE102004021689B4 (en) * | 2004-04-30 | 2013-03-21 | Optosort Gmbh | Method and device for sorting refractive particles |
| CN104384116A (en) * | 2014-10-31 | 2015-03-04 | 中国农业大学 | Articulated chute for rotary downward sliding of particle materials |
| US9492849B2 (en) | 2005-05-17 | 2016-11-15 | Visys Nv | Method for sorting products moving in a continuous stream on a chute |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3802558A (en) * | 1973-04-02 | 1974-04-09 | Sortex North America | Refuse sorting and transparency sorting |
| DE3443476A1 (en) * | 1984-11-29 | 1986-05-28 | Helmut A. 6720 Speyer Kappner | Method and device for testing and sorting granular material |
| WO1988000501A1 (en) * | 1985-01-16 | 1988-01-28 | Bsn | Device for optically sorting cullet, or a mass of recovered glass elements having been subjected to a crushing operation and comprising infusible or refractory elements, and plant comprising such devices |
| DE3701335A1 (en) * | 1987-01-19 | 1988-07-28 | Buehler Miag Gmbh | Method and device for optical separation |
-
1989
- 1989-04-21 GB GB898909164A patent/GB8909164D0/en active Pending
-
1990
- 1990-04-20 EP EP19900304304 patent/EP0396290A3/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3802558A (en) * | 1973-04-02 | 1974-04-09 | Sortex North America | Refuse sorting and transparency sorting |
| DE3443476A1 (en) * | 1984-11-29 | 1986-05-28 | Helmut A. 6720 Speyer Kappner | Method and device for testing and sorting granular material |
| WO1988000501A1 (en) * | 1985-01-16 | 1988-01-28 | Bsn | Device for optically sorting cullet, or a mass of recovered glass elements having been subjected to a crushing operation and comprising infusible or refractory elements, and plant comprising such devices |
| DE3701335A1 (en) * | 1987-01-19 | 1988-07-28 | Buehler Miag Gmbh | Method and device for optical separation |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0620050A1 (en) * | 1991-08-22 | 1994-10-19 | Weimar-Werk Maschinenbau GmbH | Device and method for sorting products and articles according to quality and size |
| EP0672468A1 (en) * | 1994-03-15 | 1995-09-20 | Key Technology, Inc. | Integrated food sorting and analysis apparatus |
| US5873470A (en) * | 1994-11-02 | 1999-02-23 | Sortex Limited | Sorting apparatus |
| WO1996014168A1 (en) * | 1994-11-02 | 1996-05-17 | Sortex Limited | Sorting apparatus |
| US5692621A (en) * | 1994-11-02 | 1997-12-02 | Sortex Limited | Sorting apparatus |
| US6078018A (en) * | 1994-11-02 | 2000-06-20 | Sortex Limited | Sorting apparatus |
| EP0734789A2 (en) * | 1995-03-31 | 1996-10-02 | CommoDas GmbH | Device and method for sorting bulk material |
| EP0734789A3 (en) * | 1995-03-31 | 1998-05-27 | CommoDas GmbH | Device and method for sorting bulk material |
| WO2004082855A1 (en) * | 2003-03-18 | 2004-09-30 | Pulsarr Industrial Research B.V. | Method and device for inspecting products |
| BE1015418A3 (en) * | 2003-03-18 | 2005-03-01 | Pulsarr Ind Res B V | |
| DE102004021689B4 (en) * | 2004-04-30 | 2013-03-21 | Optosort Gmbh | Method and device for sorting refractive particles |
| US9492849B2 (en) | 2005-05-17 | 2016-11-15 | Visys Nv | Method for sorting products moving in a continuous stream on a chute |
| EP1743713A1 (en) * | 2005-07-13 | 2007-01-17 | Radix Systems Limited | Fluid jet sorter |
| CN104384116A (en) * | 2014-10-31 | 2015-03-04 | 中国农业大学 | Articulated chute for rotary downward sliding of particle materials |
Also Published As
| Publication number | Publication date |
|---|---|
| GB8909164D0 (en) | 1989-06-07 |
| EP0396290A3 (en) | 1992-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6265683B1 (en) | Semiconductor material classification device | |
| EP0789633B1 (en) | Sorting apparatus | |
| US4901861A (en) | Asynchronous fruit sorter apparatus | |
| EP0130715B1 (en) | Sorting machine | |
| US5779058A (en) | Color sorting apparatus for grains | |
| US5894938A (en) | Glass cullet separation apparatus | |
| US5676256A (en) | Scrap sorting system | |
| US5873470A (en) | Sorting apparatus | |
| US4122951A (en) | Machine for the automatic detection of blemishes in olives and other fruits | |
| EP1743713B1 (en) | Fluid jet sorter | |
| EP3271082B1 (en) | A novel intelligent grading machine with trajectory tracking sensor network and a process therefor | |
| US4889241A (en) | Discharge chute with variable slope bottom for fragile article sorting system | |
| EP2726221B1 (en) | Inspection apparatus with alternate side illumination | |
| US9156065B2 (en) | Sorting and inspection apparatus and method with determination of product velocity | |
| EP0396290A2 (en) | Method and apparatus for sorting discrete materials and manufactured products | |
| EP0658262B1 (en) | Method and device for automatic evaluation of cereal grains and other granular products | |
| US4528680A (en) | Apparatus for counting articles traveling in a random pattern | |
| US5542520A (en) | Coin testing apparatus | |
| JPS5973088A (en) | Device for rotating fruit on its own axis for sorting | |
| WO2017116550A1 (en) | Objection detection apparatus | |
| EP0630693B1 (en) | A sorting machine including a defect size determiner | |
| RU67481U1 (en) | DEVICE FOR AUTOMATIC SORTING OF FRUITS | |
| JPS59183340A (en) | Color sorter | |
| CN116669868A (en) | Sorting device | |
| JPS5951876B2 (en) | Sorting device for particles with different colors and shapes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR GB IT NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19920508 |
|
| 17Q | First examination report despatched |
Effective date: 19940208 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19940819 |