EP0381976A2 - Heating element - Google Patents
Heating element Download PDFInfo
- Publication number
- EP0381976A2 EP0381976A2 EP19900101163 EP90101163A EP0381976A2 EP 0381976 A2 EP0381976 A2 EP 0381976A2 EP 19900101163 EP19900101163 EP 19900101163 EP 90101163 A EP90101163 A EP 90101163A EP 0381976 A2 EP0381976 A2 EP 0381976A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating coil
- heating element
- heating
- carrier body
- element according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 154
- 238000004804 winding Methods 0.000 claims abstract description 12
- 238000004519 manufacturing process Methods 0.000 claims abstract description 6
- 238000003466 welding Methods 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 12
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 5
- 230000003647 oxidation Effects 0.000 claims description 4
- 238000007254 oxidation reaction Methods 0.000 claims description 4
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 claims description 3
- 239000000919 ceramic Substances 0.000 description 17
- 239000010453 quartz Substances 0.000 description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 12
- 238000005452 bending Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
- H05B3/46—Heating elements having the shape of rods or tubes non-flexible heating conductor mounted on insulating base
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/06—Heater elements structurally combined with coupling elements or holders
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/16—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor the conductor being mounted on an insulating base
Definitions
- the invention relates to a heating element, in particular for toasters, with a carrier body, with a heating coil held by the carrier body and with connecting elements which connect a power supply wire at each end to the heating coil.
- the invention further relates to a method for producing a heating element of the aforementioned type.
- the heating coil is first wound on a winding machine, then one or more turns of the heating coil are bent open at the end, that is to say end spiral, and connected to the power connection wire by means of a crimp connection.
- the heating coil is fixed to the carrier body, which can be, for example, a ceramic tube onto which the heating coil is pushed on the outside, or a quartz tube into which the heating coil is drawn in on the inside, in that either the bent one is bent Part of the heating coil is bent and hooked into a wall of the carrier body or a connector, usually in the form of a rivet, is attached via a crimp connection.
- the carrier body can be, for example, a ceramic tube onto which the heating coil is pushed on the outside, or a quartz tube into which the heating coil is drawn in on the inside, in that either the bent one is bent Part of the heating coil is bent and hooked into a wall of the carrier body or a connector, usually in the form of a rivet, is attached via a crimp connection.
- the invention is therefore based on the object of improving a heating element of the type described at the outset and a method for producing such such that good electrical contact between the power supply wires and the heating coil is ensured and that the heating element can be produced as simply as possible.
- connection elements directly with at least one end-lying turn
- a permanent and reliable electrical contact is established between the connection elements and the heating coil and that, moreover, the connection between the connection elements and the heating coil is made no bending of the heating coil required, so that this complex operation is saved.
- Holding the heating coil on the carrier body with the end elements is particularly advantageous when the heating coil is held tensioned on the carrier body in the direction of its longitudinal axis.
- the tensioned holding of the heating coil can be easily realized by the connection elements supported on the carrier body.
- connection elements In order to make it easy to support the connection elements on the support body, it is provided that the connection elements have extensions which are supported on the support body.
- connection elements over the extensions is achieved in a particularly simple manner in that the extensions protrude over a peripheral surface of the heating coil facing the carrier body in the direction of the carrier body and in particular extend in the direction transverse to a longitudinal axis of the heating coil.
- an alternative provides that the extensions protrude outward beyond the heating coil and a second alternative that the extensions extend inwards towards the longitudinal axis
- the heating coil ends at both ends with a last turn, that is to say if, after winding the heating coil, only cutting off after each last turn and therefore no further operations, in particular no bending of the last turn have to take place on the heating coil itself. This is also of great advantage, since otherwise there is always the risk that the heating coil warps unevenly.
- the invention is based on the fact that the heating coil is welded to the connecting elements with at least one end turn. It is particularly expedient here if the connection elements are welded to the last turn, preferably the connection elements are even welded to the last two to five turns of the heating coil or even better the last two to three turns of the heating coil.
- connection elements are provided with a welding lug.
- this welding lug is designed such that it is essentially adapted to the curvature of the turns of the heating coil.
- the welding lug rests on the circumferential side of the turns of the heating coil opposite the carrier body, so that when the heating coil is mounted on the carrier body it is not hindered by the welding lug.
- the connecting elements do not extend beyond the circumferential side of the heating coil facing the carrier body. This makes it possible to weld the connection elements on the support body before attaching the heating coil, the extensions being in the assembly position, that is to say also not extending beyond the circumferential side of the heating coil facing the support body, and at least in the case of a connection element only after the attachment of the To bend the heating coil on the carrier body the extensions into a holding position in which they extend beyond the peripheral side of the heating coil facing the carrier body.
- the current supply wires can be held on the connection elements via crimp connections.
- the connection elements are welded to the current supply leads.
- the connection elements are advantageously designed such that they have a connection lug for the current supply wires.
- the design of the carrier body has not been specified in detail. In the context of the present invention, however, it has proven particularly expedient if the carrier body is elongated, in particular if the carrier body is a tube.
- a ceramic tube is preferably used in the heating elements according to the invention, on the outer circumferential side of which the heating coil is then arranged, or a quartz tube, on the inside of which, ie on the inner circumferential side, the heating coil is arranged.
- the extensions are supported on the end side of the carrier body, that is to say they preferably rest on the end faces thereof.
- connection element is made of scale-free material, the material preferably being more heat-resistant than the heating coil. This has proven to be particularly useful when heating coils with a superficial oxidation layer are to be used which, because of their superficial oxidation layer, have the advantage that short circuits between individual turns can be avoided during operation.
- connection element has proven to be particularly favorable.
- the above-mentioned object is also achieved by a method for producing a heating element, in particular a heating element according to the above-mentioned exemplary embodiments, comprising a heating coil, a support body, a connection element and the power supply wires connected to it are solved in that the end of the heating coil is welded to the connection elements after winding, then drawn onto the carrier body and fixed with the connection elements.
- the connecting elements are bent from a mounting position in which they do not protrude over a peripheral side of the heating coil facing the carrier body into a holding position in which they at least partially over the peripheral side facing the carrier body Survive the heating coil.
- connection elements are bent from the mounting position into the holding position.
- both power supply wires are connected to the connection elements.
- the current guide wires are also welded to the connection elements.
- the heating coils Since in particular the mounting of the heating coils on the carrier body causes problems, preferably when the heating coils are not to be bent up at the end, it is within the scope of the present invention, it is particularly advantageous if the power supply wires are used as an aid when pulling the heating coil onto the carrier.
- the heating coil is pulled onto the carrier by pulling on a power supply wire.
- the simplest method for pulling the heating coil onto the carrier body provides that the extensions of the first connection element are bent into their holding position before the heating coil is pulled up, so that they can come into contact with the carrier body when they are pulled up. As the next step, the extensions of the second connection element are then bent over after being pulled into their holding position.
- a preferred embodiment of the heating element according to the invention provides that the heating coil is oxidized before being pulled onto the carrier body.
- heating coil is welded to the connection elements before oxidation.
- a first embodiment of a heating element designated as a whole by 10 in FIG. 1, comprises an elongated ceramic tube 12 as the carrier body, which carries on an outer lateral surface 14 a heating coil 16 drawn onto the ceramic tube 12, which extends over the entire ceramic tube 12 from a first end 18 to extends to a second end 20 with its individual turns 22.
- the end-side three to four turns 22 preferably lie in the area of the first end 18 and the end-side three to four turns 22 in the area of the second end 20, while the turns 22 are spaced apart from one another.
- the heating coil 16 thus ends both in the area of the first end 18 and in the area of the second end 20 with the last turn 22 in each case.
- the end windings 22 which abut each other in the area of the first end 18 and in the area of the second end 20 are overlapped by a welding lug 24 of a connection element designated as a whole by 26 (FIG. 2).
- the welding lug 24 is adapted to a radius of curvature of the individual turns 22 of the heating coil 16 on the outside 28 thereof and preferably overlaps the end turns 22 essentially over their half circumference.
- the end-to-end three to four turns 22 of the heating coil 16 are welded to the welding lug 24, wherein, as can be seen from FIG. 4, a welding point 30 is preferably arranged in the center of the welding lug 24 and in the direction of a longitudinal axis 34 of the heating coil 16 and the ceramic tube 12 extends.
- the connecting element 26 then includes two projections 32, which in their holding position - shown in dashed lines in FIG. 3 - run in the radial direction to a longitudinal axis 34 of the ceramic tube 12 and the heating coil 16 on the longitudinal axis 34 and in their mounting position - drawn as a solid line in FIG. 3 - do not protrude inward beyond the outside 28 of the end turns 22 in the direction of the longitudinal axis 34, but are, for example, adapted to the curvature of the outside 28 or extend tangentially to it in a straight direction.
- the projections 32 bent in the holding position each rest on an end face 35 of the first end 18 or the second end 20 of the ceramic tube 12 and thus hold the heating coil 16 drawn onto the ceramic tube 12 in tension in the direction of the longitudinal axis 34 on the ceramic tube 12 clamped position.
- Each connecting element 26 further comprises on its side opposite the welding lug 24 a connecting lug 36 which, in the fully assembled state of the heating element 10, extends in the direction of the longitudinal axis 34 from the ends 18, 20 of the ceramic tube 12.
- This terminal lug 36 is preferably provided with a power supply wire 38.
- the power supply wire 38 then leads to the electrical connections for the heating element 1.
- the power supply wire 38 is preferably arranged on the connection lug 36 on a side opposite the heating coil 16 and welded to it.
- the connecting element 26 is made from scale-free material, in particular from a chromium-nickel compound.
- the heating element 10 according to the first exemplary embodiment is now installed in such a way that after the heating coil 16 has been wound, it is cut to the desired length.
- the end windings 22 are then welded to the respective welding lugs 24 of the connection elements 26, the extensions 32 still being aligned in the assembly position, as shown in FIG. 3.
- the current supply wires 38 are then welded to the respective connecting lugs 36 of the connecting elements 26.
- the extensions 32 are bent over from one of the connecting elements 26 into the holding position.
- the ceramic tube 12 is now inserted from the side into the heating coil, on which the connecting element 26 is welded, the extensions 32 of which are still in the assembly position. Consequently The ceramic tube 12 can be pushed through until, for example, the end face 35 of the second end 20 bears against the extensions 32 of the one connecting element 26 which are in the holding position.
- the current supply wire 38 of the connecting element 26 can now be pulled, the extensions 32 of which are still in the installed position.
- the heating coil 16 can be held in place via the current supply wire 38 of the connecting element 26, the extensions of which are already in the holding position. This allows the heating coil 16 to be pulled so far that the extensions 32 in the mounting position come to lie in the direction of the longitudinal axis 34 in front of the end face 35, so that these extensions 32 can be bent into the holding position.
- the heating coil 16 can pull the two connection elements 26 so far that their extensions 32, which are in the holding position, rest on the end faces 35 in the region of the first end 18 and the second end 20 on the ceramic tube 12 and consequently the heating coil 16 is fixed on this.
- the fully assembled heating element 10 can be installed in this form in a corresponding device, for example a toaster.
- FIGS. 5 to 7 the same parts, insofar as they are provided with the same reference numerals, are only provided with an additional line. Regarding their description can therefore be referred to the first embodiment.
- the carrier body is not designed as a ceramic tube 12, but rather as a quartz tube 40, in which the heating coil 16' is arranged on the inside.
- the respective end turns 22 'of the heating coil 16' are in the fully assembled state of the heating element 10 'also welded with welding lugs 24' of the connecting elements 26 ', in this embodiment the welding lugs 24' are arranged inside the heating coil 16 'and thereby in their Curvature, as can be seen for example from Fig. 6, the curvature of an inside 42 of the heating coil 16 'are adapted.
- connection elements 26 'extensions 32' are drawn in their mounting position, as drawn in Fig. 6, bent such that they are as possible within the heating coil 16 ', but at least not beyond an outside 28' of the heating coil 16 ' .
- the extensions 32 ' in contrast to the first exemplary embodiment, are not bent radially inward to the longitudinal axis 34', but point with respect to the longitudinal axis 34 'in the radial direction outwards, protruding so far in the radial direction that they protrude can be supported on an end face 44 of the quartz tube 40.
- the power supply wires 38 'in the second embodiment are welded to the connecting lugs 36' also on the side opposite the windings 22 'of the heating coil 16', that is to say that the power supply wires 38 'in the second embodiment on the side of the longitudinal axis 34' of the Connection lugs 36 'are present.
- the procedure is now such that the heating coil 16' is first wound, with a simple cut off of the last winding in each case in the region of the two ends of the heating coil 16 '.
- the respective end windings 22 ' are welded to the welding lug 24' of the respective connecting element 26 ', so that at both ends of the heating coil 16' a connecting element 26 'with each of the heating coil 16' projecting terminal lug 36 'is welded.
- the next step is a welding of the power supply wires 38 'to the terminal lugs 36' and then a bending of the extensions 32 'in the holding position at one of the holding elements 26', while the other closing element 26 'still has extensions 32' bent into the mounting position.
- connection element 26 'welded power supply wire 38' is now inserted into the quartz tube 40 and pushed through this, this power supply wire 38 'serves as a tension element to the connection element 26' with the extensions 32 'bent in the mounting position through the quartz tube 40 so pull it far until the connecting element 26 'with its extensions 32' in the holding position rests on the end face 44, for example of the second end 48, on the quartz tube 40 and the extensions 32 'of the other connecting element 26' in the direction of the longitudinal axis 34 which are still in the mounting position 'Are pulled out of the quartz tube 40 so far that they stand in front of the first end 46 and can be bent into the holding position.
- the heating coil 16' is fixed in the quartz tube 40 by the fact that the extensions 32 'due to the internal stress of the heating coil 16' in the direction of the longitudinal axis 34 'against the end faces 44 of the quartz tube 40 on first end 46 and at the second end 48 are created.
Landscapes
- Resistance Heating (AREA)
- Sorption Type Refrigeration Machines (AREA)
- General Induction Heating (AREA)
- Electric Stoves And Ranges (AREA)
Abstract
Description
Die Erfindung betrifft ein Heizelement, insbesondere für Toaster, mit einem Trägerkörper, mit einer von dem Trägerkörper gehaltenen Heizwendel und mit Anschlußelementen, welche eine Stromzuführungslitze jeweils endseitig mit der Heizwendel verbinden.The invention relates to a heating element, in particular for toasters, with a carrier body, with a heating coil held by the carrier body and with connecting elements which connect a power supply wire at each end to the heating coil.
Ferner betrifft die Erfindung ein Verfahren zum Herstellen eines Heizelements der vorstehend genannten Art.The invention further relates to a method for producing a heating element of the aforementioned type.
Bei den bisher bekannten Heizelementen wird die Heizwendel zunächst auf einer Wickelmaschine gewickelt, dann werden jeweils endseitig eine oder mehrere Windungen der Heizwendel aufgebogen, das heißt endspiralisiert, und mittels einer Crimpverbindung mit der Stromanschlußlitze verbunden.In the case of the heating elements known to date, the heating coil is first wound on a winding machine, then one or more turns of the heating coil are bent open at the end, that is to say end spiral, and connected to the power connection wire by means of a crimp connection.
Die Fixierung der Heizwendel an dem Trägerkörper, bei welchem es sich beispielsweise um ein Keramikrohr handeln kann, auf welches die Heizwendel außen aufgeschoben wird, oder um ein Quarzrohr, in welches die Heizwendel innen eingezogen wird, erfolgt dadurch, daß entweder der aufgebogene Teil der Heizwendel umgebogen und in eine Wand des Trägerkörpers eingehängt wird oder über eine Crimpverbindung ein Anschlußstück, üblicherweise in Form einer Niete, angebracht wird.The heating coil is fixed to the carrier body, which can be, for example, a ceramic tube onto which the heating coil is pushed on the outside, or a quartz tube into which the heating coil is drawn in on the inside, in that either the bent one is bent Part of the heating coil is bent and hooked into a wall of the carrier body or a connector, usually in the form of a rivet, is attached via a crimp connection.
Der Nachteil bei diesen bekannten Heizwendeln ist darin zu sehen, daß zum einen die Crimpverbindung keinen stets dauerhaften zuverlässigen elektrischen Kontakt gewährleistet und daß das Aufbiegen der Heizwendel zum Anbringen der Crimpverbindung einen aufwendigen Arbeitsgang darstellt.The disadvantage of these known heating coils is that, on the one hand, the crimp connection does not always ensure reliable electrical contact and that the bending of the heating coil to attach the crimp connection represents a complex operation.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Heizelement der eingangs beschriebenen Art und ein Verfahren zum Herstellen einer solchen derart zu verbessern, daß ein guter elektrischer Kontakt zwischen den Stromzuführungslitzen und der Heizwendel gewährleistet ist und daß das Heizelement möglichst einfach herstellbar ist.The invention is therefore based on the object of improving a heating element of the type described at the outset and a method for producing such such that good electrical contact between the power supply wires and the heating coil is ensured and that the heating element can be produced as simply as possible.
Diese Aufgabe wird bei einem Heizelement der eingangs beschriebenen Art erfindungsgemäß dadurch gelöst, daß die Anschlußelemente mit mindestens einer endseitig liegenden Windung der Heizwendel verschweißt sind.This object is achieved according to the invention in a heating element of the type described at the outset in that the connecting elements are welded to at least one end winding of the heating coil.
Der Vorteil der erfindungsgemäßen Lösung ist darin zu sehen, daß durch das Verschweißen der Anschlußelemente direkt mit mindestens einer endseitig liegenden Windung ein dauerhafter und zuverlässiger elektrischer Kontakt zwischen den Anschlußelementen und der Heizwendel hergestellt ist und daß außerdem die Herstellung einer Verbindung zwischen den Anschlußelementen und der Heizwendel kein Aufbiegen der Heizwendel erfordert, so daß dieser aufwendige Arbeitsgang eingespart ist.The advantage of the solution according to the invention can be seen in the fact that by welding the connection elements directly with at least one end-lying turn, a permanent and reliable electrical contact is established between the connection elements and the heating coil and that, moreover, the connection between the connection elements and the heating coil is made no bending of the heating coil required, so that this complex operation is saved.
Als besonders vorteilhaft hat es sich im Rahmen der Erfindung erwiesen, wenn die Heizwendel über die sich am Trägerkörper abstützenden Anschlußelemente gehalten ist.It has proven to be particularly advantageous in the context of the invention if the heating coil is held over the connection elements which are supported on the carrier body.
Das Halten der Heizwendel an dem Trägerkörper mit der Abschlußelemente ist insbesondere dann von Vorteil, wenn die Heizwendel in Richtung ihrer Längsachse gespannt an dem Trägerkörper gehalten ist. In diesem Fall läßt sich das gespannte Halten der Heizwendel ganz einfach durch die sich an dem Trägerkörper abstützenden Anschlußelemente realisieren.Holding the heating coil on the carrier body with the end elements is particularly advantageous when the heating coil is held tensioned on the carrier body in the direction of its longitudinal axis. In this case, the tensioned holding of the heating coil can be easily realized by the connection elements supported on the carrier body.
Um ein einfaches Abstützen der Anschlußelemente an dem Trägerkörper zu ermöglichen, ist vorgesehen, daß die Anschlußelemente sich am Trägerkörper abstützende Fortsätze aufweisen.In order to make it easy to support the connection elements on the support body, it is provided that the connection elements have extensions which are supported on the support body.
Ein Abstützen der Anschlußelemente über die Fortsätze ist in besonders einfacher Weise dadurch gelöst, daß die Fortsätze über eine dem Trägerkörper zugewandte Umfangsfläche der Heizwendel in Richtung auf den Trägerkörper zu überstehen und insbesondere in Richtung quer zu einer Längsachse der Heizwendel verlaufen.Supporting the connection elements over the extensions is achieved in a particularly simple manner in that the extensions protrude over a peripheral surface of the heating coil facing the carrier body in the direction of the carrier body and in particular extend in the direction transverse to a longitudinal axis of the heating coil.
Hierbei bestehen zwei unterschiedliche Möglichkeiten, welche insbesondere auch von der Art und der Ausbildung des Trägerkörpers abhängen. So sieht eine Alternative vor, daß die Fortsätze nach außen über die Heizwendel überstehen und eine zweite Alternative, daß die Fortsätze sich nach innen zur Längsachse hin erstreckenThere are two different options, which also depend in particular on the type and design of the carrier body. Thus, an alternative provides that the extensions protrude outward beyond the heating coil and a second alternative that the extensions extend inwards towards the longitudinal axis
Bei der vorliegenden Erfindung ist es aus herstellungstechnischen Gründen am einfachsten und auch zur Montage am zweckmäßigsten, wenn die Heizwendel an beiden Enden mit einer letzten Windung endet, das heißt wenn nach dem Wickeln der Heizwendel lediglich ein Abschneiden nach der jeweils letzten Windung erfolgt und somit an der Heizwendel selbst keine weiteren Arbeitsgänge, insbesondere kein Biegen der letzten Windung erfolgen müssen. Dies ist auch deshalb von großem Vorteil, da ansonsten stets die Gefahr besteht, daß sich die Heizwendel ungleichmäßig verzieht.In the present invention, it is simplest for manufacturing reasons and also most expedient for assembly if the heating coil ends at both ends with a last turn, that is to say if, after winding the heating coil, only cutting off after each last turn and therefore no further operations, in particular no bending of the last turn have to take place on the heating coil itself. This is also of great advantage, since otherwise there is always the risk that the heating coil warps unevenly.
Die Erfindung geht davon aus, daß die Heizwendel mit mindestens einer endseitigen Windung mit den Anschlußelementen verschweißt ist. Besonders zweckmäßig ist es hierbei, wenn die Anschlußelemente mit der letzten Windung verschweißt sind, vorzugsweise wird sogar ein Verschweißen der Anschlußelemente mit den letzten zwei bis fünf Windungen der Heizwendel oder noch besser den letzten zwei bis drei Windungen der Heizwendel vorgesehen.The invention is based on the fact that the heating coil is welded to the connecting elements with at least one end turn. It is particularly expedient here if the connection elements are welded to the last turn, preferably the connection elements are even welded to the last two to five turns of the heating coil or even better the last two to three turns of the heating coil.
Um ein Verschweißen der Anschlußelemente mit der Heizwendel zu erleichtern, ist vorteilhafterweise vorgesehen, daß die Anschlußelemente mit einer Schweißfahne versehen sind.In order to facilitate welding of the connection elements to the heating coil, it is advantageously provided that the connection elements are provided with a welding lug.
Diese Schweißfahne ist, um die Erstreckung der Anschlußelemente in radialer Richtung zur Längsachse möglichst gering zu halten, so ausgebildet, daß sie der Krümmung der Windungen der Heizwendel im wesentlichen angepaßt ist.In order to keep the extension of the connection elements in the radial direction to the longitudinal axis as small as possible, this welding lug is designed such that it is essentially adapted to the curvature of the turns of the heating coil.
Zusätzlich ist es zur Erleichterung der Montage des erfindungsgemäßen Heizelements zweckmäßig, wenn die Schweißfahne dem Trägerkörper gegenüberliegenden Umfangsseite der Windungen der Heizwendel anliegt, so daß bei der Montage der Heizwendel auf dem Trägerkörper diese nicht durch die Schweißfahne behindert wird.In addition, in order to facilitate the assembly of the heating element according to the invention, it is expedient if the welding lug rests on the circumferential side of the turns of the heating coil opposite the carrier body, so that when the heating coil is mounted on the carrier body it is not hindered by the welding lug.
Um jegliche Behinderung der Montage zu vermeiden, ist vorgesehen, daß die Anschlußelemente sich mit Ausnahme der Fortsätze nicht über die den Trägerkörper zugewandte Umfangsseite der Heizwendel hinaus erstrecken. Damit besteht die Möglichkeit, vor einem Anbringen der Heizwendel auf dem Trägerkörper die Anschlußelemente anzuschweißen, wobei die Fortsätze in Montagestellung stehen, das heißt ebenfalls nicht über die den Trägerkörper zugewandte Umfangsseite der Heizwendel hinaus erstrecken, und zu mindest bei einem Anschlußelement erst nach dem Anbringen der Heizwendel auf dem Trägerkörper die Fortsätze in eine Haltestellung umzubiegen, in welcher sie sich über die dem Trägerkörper zugewandte Umfangsseite der Heizwendel hinaus erstrecken.In order to avoid any hindrance to assembly, it is provided that the connecting elements, with the exception of the extensions, do not extend beyond the circumferential side of the heating coil facing the carrier body. This makes it possible to weld the connection elements on the support body before attaching the heating coil, the extensions being in the assembly position, that is to say also not extending beyond the circumferential side of the heating coil facing the support body, and at least in the case of a connection element only after the attachment of the To bend the heating coil on the carrier body the extensions into a holding position in which they extend beyond the peripheral side of the heating coil facing the carrier body.
Zusätzlich können bei der erfindungsgemäßen Lösung die Stromzuführungslitzen über Crimpverbindungen an den Anschlußelementen gehalten sein. Um jedoch auch zwischen den Zuführungslitzen und den Anschlußelementen eine sichere und dauerhafte Kontaktierung zu erreichen, ist vorgesehen, daß die Anschlußelemente mit den Stromzuführungslitzen verschweißt sind. Hierzu sind die Anschlußelemente vorteilhafterweise so ausgebildet, daß sie eine Anschlußfahne für die Stromzuführungslitzen aufweisen.In addition, in the solution according to the invention, the current supply wires can be held on the connection elements via crimp connections. However, in order to achieve reliable and permanent contacting between the supply leads and the connection elements, it is provided that the connection elements are welded to the current supply leads. For this purpose, the connection elements are advantageously designed such that they have a connection lug for the current supply wires.
Bislang wurde die Ausbildung des Trägerkörpers nicht im einzelnen spezifiziert. Es hat sich im Rahmen der vorliegenden Erfindung jedoch als besonders zweckmäßig erwiesen, wenn der Trägerkörper langgestreckt ist, insbesondere wenn es sich bei dem Trägerkörper um ein Rohr handelt.So far, the design of the carrier body has not been specified in detail. In the context of the present invention, however, it has proven particularly expedient if the carrier body is elongated, in particular if the carrier body is a tube.
Vorzugsweise findet bei den erfindungsgemäßen Heizelementen ein Keramikrohr Verwendung, auf dessen Außenumfangsseite dann die Heizwendel angeordnet ist, oder ein Quarzrohr, in dessen Innerem, also an dessen Innenumfangsseite die Heizwendel angeordnet ist.A ceramic tube is preferably used in the heating elements according to the invention, on the outer circumferential side of which the heating coil is then arranged, or a quartz tube, on the inside of which, ie on the inner circumferential side, the heating coil is arranged.
Zweckmäßigerweise ist bei den langgestreckten Trägerkörpern vorgesehen, daß sich die Fortsätze endseitig an dem Trägerkörper abstützen, also vorzugsweise an dessen Stirnseiten anliegen.In the case of the elongated carrier bodies, it is expediently provided that the extensions are supported on the end side of the carrier body, that is to say they preferably rest on the end faces thereof.
Bezüglich der Materialauswahl für das Anschlußelement wurden bislang keine Festlegungen getroffen. Es hat sich jedoch im Rahmen der vorliegenden Erfindung als zweckmäßig erwiesen, wenn das Anschlußelement aus zunderfreiem Material ist, wobei das Material vorzugsweise hitzebeständiger als die Heizwendel ist. Dies hat sich als besonders zweckmäßig dann erwiesen, wenn als Heizwendeln solche mit einer oberflächlichen Oxidationsschicht zum Einsatz kommen sollen, welche aufgrund ihrer oberflächlichen Oxidationsschicht den Vorteil haben, daß Kurzschlüsse zwischen einzelnen Windungen im Betrieb vermieden werden können.No specifications have so far been made with regard to the material selection for the connection element. However, it has proven to be expedient in the context of the present invention if the connecting element is made of scale-free material, the material preferably being more heat-resistant than the heating coil. This has proven to be particularly useful when heating coils with a superficial oxidation layer are to be used which, because of their superficial oxidation layer, have the advantage that short circuits between individual turns can be avoided during operation.
Als besonders günstig hat sich im letztgenannten Fall eine Chrom-Nickel-Verbindung für das Anschlußelement erwiesen.In the latter case, a chromium-nickel connection for the connection element has proven to be particularly favorable.
Die eingangs genannte Aufgabe wird außerdem auch noch durch ein Verfahren zum Herstellen eines Heizelements, insbesondere eines Heizelements gemäß den vorstehend genannten Ausführungsbeispielen, umfassend eine Heizwendel, einen Trägerkörper, ein Anschlußelement und mit diesem verbundene Stromzuführungslitzen dadurch gelöst, daß die Heizwendel nach dem Wickeln endseitig mit den Anschlußelementen verschweißt, anschließend auf den Trägerkörper aufgezogen und mit den Anschlußelementen fixiert wird.The above-mentioned object is also achieved by a method for producing a heating element, in particular a heating element according to the above-mentioned exemplary embodiments, comprising a heating coil, a support body, a connection element and the power supply wires connected to it are solved in that the end of the heating coil is welded to the connection elements after winding, then drawn onto the carrier body and fixed with the connection elements.
Hierbei ist es vorteilhaft, wenn zur Befestigung der Heizwendel am Trägerkörper die Anschlußelemente von einer Montagestellung, in welcher sie nicht über eine dem Trägerkörper zugewandte Umfangsseite der Heizwendel überstehen, in eine Haltestellung umgebogen werden, in welcher sie zumindest teilweise über die dem Trägerkörper zugewandte Umfangsseite der Heizwendel überstehen.It is advantageous if, for fastening the heating coil to the carrier body, the connecting elements are bent from a mounting position in which they do not protrude over a peripheral side of the heating coil facing the carrier body into a holding position in which they at least partially over the peripheral side facing the carrier body Survive the heating coil.
Bei einem bevorzuften Ausführungsbeispiel ist vorgesehen, daß hierbei Fortsätze der Anschlußelemente von der Montagestellung in die Haltestellung umgebogen werden.In a preferred embodiment, it is provided that extensions of the connection elements are bent from the mounting position into the holding position.
Darüberhinaus ist zweckmäßigerweise vor dem Aufziehen der Heizwendel auf den Trägerkörper vorgesehen, daß beide Stromzuführungslitzen mit den Anschlußelementen verbunden werden.In addition, it is expediently provided before the heating coil is pulled onto the carrier body that both power supply wires are connected to the connection elements.
Um auch zwischen den Stromzuführungslitzen und den Anschlußelementen gute elektrische Kontaktierung zu erreichen, werden die Stromführungslitzen an die Anschlußelemente ebenfalls angeschweißt.In order to achieve good electrical contact between the current supply wires and the connection elements, the current guide wires are also welded to the connection elements.
Da insbesondere das Aufziehen der Heizwendeln auf den Trägerkörper Probleme bereitet, vorzugsweise dann, wenn die Heizwendeln endseitig nicht aufgebogen werden sollen, ist es im Rahmen der vorliegenden Erfindung besonders vorteilhaft, wenn die Stromzuführungslitzen als Hilfsmittel beim Aufziehen der Heizwendel auf den Träger verwendet werden.Since in particular the mounting of the heating coils on the carrier body causes problems, preferably when the heating coils are not to be bent up at the end, it is Within the scope of the present invention, it is particularly advantageous if the power supply wires are used as an aid when pulling the heating coil onto the carrier.
Insbesondere ist hierzu vorgesehen, daß die Heizwendel durch Ziehen an einer Stromzuführungslitze auf den Träger aufgezogen wird.In particular, it is provided that the heating coil is pulled onto the carrier by pulling on a power supply wire.
Das einfachste Verfahren zum Aufziehen der Heizwendel auf den Trägerkörper sieht dabei vor, daß die Fortsätze des ersten Anschlußelements vor dem Aufziehen der Heizwendel in ihre Haltestellung gebogen werden, so daß bereits diese beim Aufziehen an den Trägerkörper zur Anlage kommen können. Als nächster Schritt erfolgt dann ein Umbiegen der Fortsätze des zweiten Anschlußelements nach dem Aufziehen in ihre Haltestellung.The simplest method for pulling the heating coil onto the carrier body provides that the extensions of the first connection element are bent into their holding position before the heating coil is pulled up, so that they can come into contact with the carrier body when they are pulled up. As the next step, the extensions of the second connection element are then bent over after being pulled into their holding position.
Ein bevorzugtes Ausführungsbeispiel des erfindungsgemäßen Heizelements sieht vor, daß die Heizwendel vor dem Aufziehen auf den Trägerkörper oxidiert wird.A preferred embodiment of the heating element according to the invention provides that the heating coil is oxidized before being pulled onto the carrier body.
Hierbei ist es dann besonders zweckmäßig, wenn die Heizwendel vor dem Oxidieren mit den Anschlußelementen verschweißt wird.It is particularly expedient here if the heating coil is welded to the connection elements before oxidation.
Weitere Merkmale und Vorteile der vorliegenden Erfindung sind Gegenstand der nachfolgenden Beschreibung sowie der zeichnerischen Darstellung einiger Ausführungsbeispiele. In der Zeichnung zeigen:
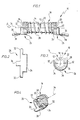
- Fig. 1 eine Seitenansicht eines ersten Ausführungsbeispiels;
- Fig. 2 eine Draufsicht auf ein in einer Ebene gebogenes Anschlußelement;
- Fig. 3 eine Frontansicht in Richtung des Pfeils A in Fig. 1;
- Fig. 4 eine perspektivische Ansicht in Richtung des Pfeils A in Fig. 1;
- Fig. 5 eine Seitenansicht ähnlich Fig. 1 eines zweiten Ausführungsbeispiels;
- Fig. 6 eine Frontansicht in Richtung des Pfeils B in Fig. 5 und
- Fig. 7 eine perspektivische Ansicht in Richtung des Pfeils B in Fig. 5
- Fig. 1 is a side view of a first embodiment;
- 2 shows a plan view of a connecting element bent in one plane;
- Fig. 3 is a front view in the direction of arrow A in Fig. 1;
- Fig. 4 is a perspective view in the direction of arrow A in Fig. 1;
- 5 shows a side view similar to FIG. 1 of a second exemplary embodiment;
- Fig. 6 is a front view in the direction of arrow B in Fig. 5 and
- 7 is a perspective view in the direction of arrow B in FIG .. 5
Ein erstes in Fig. 1 als Ganzes mit 10 bezeichnetes Ausführungsbeispiel eines Heizelements umfaßt als Trägerkörper ein langgestrecktes Keramikrohr 12, welches auf einer Außenmantelfläche 14 eine auf das Keramikrohr 12 aufgezogene Heizwendel 16 trägt, die sich über das gesamte Keramikrohr 12 von einem ersten Ende 18 bis zu einem zweiten Ende 20 mit ihren einzelnen Windungen 22 erstreckt.A first embodiment of a heating element, designated as a whole by 10 in FIG. 1, comprises an elongated
Vorzugsweise liegen die endseitigen drei bis vier Windungen 22 im Bereich des ersten Endes 18 und die endseitigen drei bis vier Windungen 22 im Bereich des zweiten Endes 20 aneinander an, während die Windungen 22 dazwischen einen Abstand voneinander aufweisen. Die Heizwendel 16 endet somit sowohl im Bereich des ersten Endes 18 als auch im Bereich des zweiten Endes 20 mit der jeweils letzten Windung 22.The end-side three to four turns 22 preferably lie in the area of the
Die jeweils aneinander anliegenden endseitigen Windungen 22 im Bereich des ersten Endes 18 und im bereich des zweiten Endes 20 werden von einer Schweißfahne 24 eines als Ganzes mit 26 bezeichneten Anschlußelements (Fig. 2) übergriffen. Die Schweißfahne 24 ist dabei, wie insbesondere aus Fig. 3 und 4 zu ersehen, einem Krümmungsradius der einzelnen Windungen 22 der Heizwendel 16 auf deren Außenseite 28 angepaßt und übergreift die endseitigen Windungen 22 vorzugsweise im wesentlichen über deren halbem Umfang. Erfindungsgemäß sind die endseitigen drei bis vier Windungen 22 der Heizwendel 16 mit der Schweißfahne 24 verschweißt, wobei, wie aus Fig. 4 ersichtlich,eine Schweißstelle 30 vorzugsweise mittig der Schweißfahne 24 angeordnet ist und sich in Richtung einer Längsachse 34 der Heizwendel 16 und des Keramikrohrs 12 erstreckt.The
An die Schweißfahne 24 anschließend umfaßt das Anschlußelement 26 noch zwei Fortsätze 32, welche in ihrer Haltestellung - in Fig. 3 gestrichelt gezeichnet - in radialer Richtung zu einer Längsachse 34 des Keramikrohrs 12 sowie der Heizwendel 16 auf die Längsachse 34 zu verlaufen und in ihrer Montagestellung - wie in Fig. 3 durchgezogen gezeichnet - nicht über die Außenseite 28 der endseitigen Windungen 22 in Richtung der Längsachse 34 nach innen vorstehen, sondern beispielsweise der Krümmung der Außenseite 28 angepaßt sind oder sich tangential zu dieser in gerader Richtung erstrecken.The connecting
Beim fertig montierten Heizelement 10 liegen die in Haltestellung gebogenen Fortsätze 32 jeweils an einer Stirnseite 35 des ersten Endes 18 oder des zweiten Endes 20 des Keramikrohrs 12 an und halten damit die in Richtung der Längsachse 34 mit Spannung auf das Keramikrohr 12 aufgezogene Heizwendel 16 in ihrer auf dem Keramikrohr 12 gespannten Stellung.When the
Jedes Anschlußelement 26 umfaßt ferner auf seiner der Schweißfahne 24 gegenüberliegenden Seite eine Anschlußfahne 36, welche sich im fertig montierten Zustand des Heizelements 10 in Richtung der Längsachse 34 von den Enden 18, 20 des Keramikrohrs 12 wegerstreckt. Diese Anschlußfahne 36 ist vorzugsweise mit einer Stromzuführungslitze 38.Each connecting
Die Stromzuführungslitze 38 führt dann jeweils zu den elektrischen Anschlüssen für das Heizelement 1 .The
Um ein Aufziehen der Heizwendel 16 auf das Keramikrohr 12 zu ermöglichen, ist die Stromzuführungslitze 38 vorzugsweise auf einer der Heizwendel 16 gegenüberliegenden Seite an der Anschlußfahne 36 anliegend angeordnet und mit dieser verschweißt.In order to enable the
Besonders bevorzugt ist es im Rahmen der vorliegenden Erfindung, wenn das Anschlußelement 26 aus zunderfreiem Material, insbesondere aus einer Chrom-Nickel-Verbindung, hergestellt ist.In the context of the present invention, it is particularly preferred if the connecting
Die Montage des Heizelements 10 gemäß dem ersten Ausführungsbeispiel erfolgt nun so, daß nach dem Wickeln der Heizwendel 16 diese auf die gewünschte Länge abgeschnitten wird. Anschließend erfolgt ein Verschweißen der jeweils endseitigen Windungen 22 mit den jeweiligen Schweißfahne 24 der Anschlußelemente 26, wobei die Fortsätze 32 noch in der Montagestellung ausgerichtet sind, wie in Fig. 3 dargestellt.The
Darauffolgend werden die Stromzuführugslitzen 38 mit den jeweiligen Anschlußfahnen 36 der Anschlußelemente 26 verschweißt.The
Vor dem Aufziehen der Heizwendel 16 auf das Keramikrohr 12 erfolgt ein Umbiegen der Fortsätze 32 von einem der Anschlußelemente 26 in die Haltestellung.Before the
Das Keramikrohr 12 wird nun von der Seite in die Heizwendel eingeschoben, auf der das Anschlußelement 26 angeschweißt ist, dessen Fortsätze 32 noch in der Montagestellung stehen. Somit kann das Keramikrohr 12 so weit durchgeschoben werden, bis beispielsweise die Stirnseite 35 des zweiten Endes 20 an den in Haltestellung stehenden Fortsätzen 32 des einen Anschlußelements 26 anliegt.The
Zum Spannen der Heizwendel 16 kann nun an der Stromzuführungslitze 38 des Anschlußelements 26 gezogen werden, dessen Fortsätze 32 noch in Montagestellung stehen. Andererseits kann ein Festhalten der Heizwendel 16 über die Stromzuführungslitze 38 des Anschlußelements 26 erfolgen, dessen Fortsätze bereits in Haltestellung stehen. Damit läßt sich die Heizwendel 16 so weit ziehen, daß die in Montagestellung stehenden Fortsätze 32 in Richtung der Längsachse 34 vor der Stirnseite 35 zu liegen kommen, so daß ein Umbiegen dieser Fortsätze 32 in die Haltestellung erfolgen kann.For tensioning the
Somit kann die Heizwendel 16 aufgrund ihrer Eigenspannung in Richtung der Längsachse 34 die beiden Anschlußelemente 26 so weit zusammenziehen, daß jeweils deren in Haltestellung stehende Fortsätze 32 an den Stirnseiten 35 im Bereich des ersten Endes 18 und des zweiten Endes 20 an dem Keramikrohr 12 anliegen und folglich die Heizwendel 16 auf diesem fixiert ist. Das fertig montierte Heizelement 10 kann in dieser Form in ein entsprechendes Gerät, beispielsweise einen Toaster, eingebaut werden.Thus, due to its inherent tension in the direction of the
Bei einem zweiten Ausführungsbeispiel, dargestellt in den Fig. 5 bis 7, sind dieselben Teile, insoweit als sie mit denselben Bezugszeichen versehen sind, lediglich mit einem zusätzlichen Strich versehen. Bezüglich deren Beschreibung kann daher auf das erste Ausführungsbeispiel Bezug genommen werden.In a second exemplary embodiment, shown in FIGS. 5 to 7, the same parts, insofar as they are provided with the same reference numerals, are only provided with an additional line. Regarding their description can therefore be referred to the first embodiment.
Im Unterschied zum ersten Ausführungsbeispiel ist beim zweiten, als Ganzes mit 10′ bezeichneten Ausführungsbeispiel der Trägerkörper nicht als Keramikrohr 12, sondern als Quarzrohr 40 ausgebildet, in welchem die Heizwendel 16′ innenliegend angeordnet ist.In contrast to the first embodiment, in the second embodiment, designated as a whole by 10 ', the carrier body is not designed as a
Die jeweils endseitigen Windungen 22′ der Heizwendel 16′ sind im fertig montierten Zustand des Heizelements 10′ ebenfalls mit Schweißfahnen 24′ der Anschlußelemente 26′ verschweißt, wobei bei diesem Ausführungsbeispiel die Schweißfahnen 24′ innenliegend in der Heizwendel 16′ angeordnet sind und dabei in ihrer Krümmung, wie beispielsweise aus Fig. 6 zu ersehen, der Krümmung einer Innenseite 42 der Heizwendel 16′ angepaßt sind.The respective end turns 22 'of the heating coil 16' are in the fully assembled state of the heating element 10 'also welded with welding lugs 24' of the connecting elements 26 ', in this embodiment the welding lugs 24' are arranged inside the heating coil 16 'and thereby in their Curvature, as can be seen for example from Fig. 6, the curvature of an inside 42 of the heating coil 16 'are adapted.
Die ebenfalls von den Anschlußelementen 26′ umfaßten Fortsätze 32′ sind in ihrer Montagestellung, wie in Fig. 6 durchgezogen gezeichnet, derart gebogen, daß sie möglichst innerhalb der Heizwendel 16′ liegen, zumindest jedoch nicht über eine Außenseite 28′ der Heizwendel 16′ überstehen. In der Haltestellung werden die Fortsätze 32′ im Gegensatz zum ersten Ausführungsbeispiel nicht radial zur Längsachse 34′ nach innen gebogen, sondern weisen bezüglich der Längsachse 34′ in radialer Richtung nach außen, wobei sie so weit in radialer Richtung nach außen überstehen, daß sie sich an einer Stirnseite 44 des Quarzrohrs 40 abstützen können. Damit ist die Heizwendel 16′ im fertig montierten Zustand aufgrund ihrer Eigenspannung in Richtung der Längsachse 34 durch die an den Stirnseiten 44 an einem ersten Ende 46 und an einem zweiten Ende 48 des Quarzrohrs 40 anliegenden und in Haltestellung stehenden Fortsätze 32′ in dem Quarzrohr 40 vollständig fixiert.The also included in the connecting elements 26 'extensions 32' are drawn in their mounting position, as drawn in Fig. 6, bent such that they are as possible within the heating coil 16 ', but at least not beyond an outside 28' of the heating coil 16 ' . In the holding position, the extensions 32 ', in contrast to the first exemplary embodiment, are not bent radially inward to the longitudinal axis 34', but point with respect to the longitudinal axis 34 'in the radial direction outwards, protruding so far in the radial direction that they protrude can be supported on an
Vorzugsweise werden die Stromzuführungslitzen 38′ bei dem zweiten Ausführungsbeispiel an die Anschlußfahnen 36′ ebenfalls auf der den Windungen 22′ der Heizwendel 16′ gegenüberliegenden Seite angeschweißt, das heißt, daß die Stromzuführungslitzen 38′ beim zweiten Ausführungsbeispiel auf der der Längsachse 34′ zugewandten Seite der Anschlußfahnen 36′ anliegen.Preferably, the power supply wires 38 'in the second embodiment are welded to the connecting lugs 36' also on the side opposite the windings 22 'of the heating coil 16', that is to say that the power supply wires 38 'in the second embodiment on the side of the longitudinal axis 34' of the Connection lugs 36 'are present.
Bei der Montage des zweiten Ausführungsbeispiels 10′ der erfindungsgemäßen Heizwendel wird nun so vorgegangen, daß zunächst die Heizwendel 16′ gewickelt wird, wobei jeweils ein einfaches Abschneiden der jeweils letzten Windung im Bereich der beiden Enden der Heizwendel 16′ erfolgt.When assembling the second embodiment 10 'of the heating coil according to the invention, the procedure is now such that the heating coil 16' is first wound, with a simple cut off of the last winding in each case in the region of the two ends of the heating coil 16 '.
Anschließend werden die jeweils endseitigen letzten Windungen 22′, vorzugsweise die letzten 3 bis 4 Windungen, mit der Schweißfahne 24′ des jeweiligen Anschlußelements 26′ verschweißt, so daß an beiden Enden der Heizwendel 16′ ein Anschlußelement 26′ mit jeweils von der Heizwendel 16′ abstehender Anschlußfahne 36′ angeschweißt ist.Then the respective end windings 22 ', preferably the last 3 to 4 windings, are welded to the welding lug 24' of the respective connecting element 26 ', so that at both ends of the heating coil 16' a connecting element 26 'with each of the heating coil 16' projecting terminal lug 36 'is welded.
Als nächster Schritt erfolgt ein Anschweißen der Stromzuführungslitzen 38′ an die Anschlußfahnen 36′ und darauffolgend ein Umbiegen der Fortsätze 32′ in die Haltestellung bei einem der Halteelemente 26′, während das andere An schlußelement 26′ noch in die Montagestellung gebogene Fortsätze 32′ aufweist.The next step is a welding of the power supply wires 38 'to the terminal lugs 36' and then a bending of the extensions 32 'in the holding position at one of the holding elements 26', while the other closing element 26 'still has extensions 32' bent into the mounting position.
Die an das letztgenannte Anschlußelement 26′ angeschweißte Stromzuführungslitze 38′ wird nunmehr in das Quarzrohr 40 eingeführt und durch dieses hindurchgeschoben, wobei diese Stromzuführungslitze 38′ als Zugelement dient, um das Anschlußelement 26′ mit den in Montagestellung gebogenen Fortsätzen 32′ durch das Quarzrohr 40 so weit hindurchzuziehen, bis das Anschlußelement 26′ mit seinen in Haltestellung stehenden Fortsätzen 32′ an der Stirnseite 44,beispielsweise des zweiten Endes 48,am Quarzrohr 40 anliegt und die noch in Montagestellung stehenden Fortsätze 32′ des anderen Anschlußelements 26′ in Richtung der Längsachse 34′ so weit aus dem Quarzrohr 40 herausgezogen sind, daß sie vor dem ersten Ende 46 stehen und in die Haltestellung umgebogen werden können.The on the latter connection element 26 'welded power supply wire 38' is now inserted into the
Nach dem Umbiegen der letztgenannten Fortsätze 32′ in die Haltestellung ist die Heizwendel 16′ in dem Quarzrohr 40 dadurch fixiert, daß jeweils die Fortsätze 32′ aufgrund der Eigenspannung der Heizwendel 16′ in Richtung der Längsachse 34′ gegen die Stirnseiten 44 des Quarzrohrs 40 am ersten Ende 46 und am zweiten Ende 48 angelegt sind.After bending the latter extensions 32 'in the holding position, the heating coil 16' is fixed in the
Claims (29)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3903961A DE3903961A1 (en) | 1989-02-10 | 1989-02-10 | HEATING ELEMENT |
| DE3903961 | 1989-02-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0381976A2 true EP0381976A2 (en) | 1990-08-16 |
| EP0381976A3 EP0381976A3 (en) | 1991-11-21 |
| EP0381976B1 EP0381976B1 (en) | 1993-06-02 |
Family
ID=6373787
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90101163A Expired - Lifetime EP0381976B1 (en) | 1989-02-10 | 1990-01-20 | Heating element |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0381976B1 (en) |
| AT (1) | ATE90172T1 (en) |
| DE (3) | DE3903961A1 (en) |
| DK (1) | DK0381976T3 (en) |
| ES (1) | ES2042081T3 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0627869A1 (en) * | 1993-06-03 | 1994-12-07 | Seb S.A. | Heating element and control apparatus for a glass ceramic cooking plate |
| FR2706111A1 (en) * | 1993-06-03 | 1994-12-09 | Seb Sa | Heating device for glass-ceramic hobs |
| EP0635992A2 (en) * | 1989-01-27 | 1995-01-25 | Seb S.A. | Heating element |
| DE10161535A1 (en) * | 2001-12-10 | 2003-06-26 | Brigitte Wolf | Heating element and method for producing a heating element |
| US11530843B2 (en) | 2018-04-09 | 2022-12-20 | Zhejiang Prulde Electric Appliance Co., Ltd. | Heating core for hot air gun use and hot air gun |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3925664A1 (en) * | 1989-08-03 | 1991-02-07 | Friedrich Wuerth Fa | Heating element with LV terminal - provided by terminal fitting at end of quartz glass sleeve enclosing heating coil |
| DE4123266A1 (en) * | 1991-07-13 | 1993-01-21 | Braun Ag | BREADROESTER INSULATING PIPE HEATING |
| FR2840760B1 (en) * | 2002-06-05 | 2004-10-22 | Seb Sa | SIMPLIFIED HEATING ELEMENT FOR TOASTER |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB759946A (en) * | 1954-03-09 | 1956-10-24 | Emi Ltd | Improvements in or relating to electric resistance heating elements |
| US3217279A (en) * | 1962-02-19 | 1965-11-09 | Wiegand Co Edwin L | Electric resistance heater |
| US3253243A (en) * | 1961-08-07 | 1966-05-24 | Insto Gas Corp | Heater tube assembly |
| GB1114724A (en) * | 1966-02-16 | 1968-05-22 | Btu Eng Corp | Electrical heating unit for a high temperature furnace |
| FR2368926A1 (en) * | 1976-10-28 | 1978-05-26 | Bosch Siemens Hausgeraete | Bread toaster heating element - is flat and wound on frame with clamping spacers fitted after winding |
| EP0380417A1 (en) * | 1989-01-27 | 1990-08-01 | Seb S.A. | Electrical connector for a heating element |
-
1989
- 1989-02-10 DE DE3903961A patent/DE3903961A1/en not_active Withdrawn
-
1990
- 1990-01-20 AT AT90101163T patent/ATE90172T1/en not_active IP Right Cessation
- 1990-01-20 DK DK90101163.5T patent/DK0381976T3/en active
- 1990-01-20 EP EP90101163A patent/EP0381976B1/en not_active Expired - Lifetime
- 1990-01-20 DE DE9090101163T patent/DE59001578D1/en not_active Expired - Fee Related
- 1990-01-20 ES ES199090101163T patent/ES2042081T3/en not_active Expired - Lifetime
- 1990-01-20 DE DE9007326U patent/DE9007326U1/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB759946A (en) * | 1954-03-09 | 1956-10-24 | Emi Ltd | Improvements in or relating to electric resistance heating elements |
| US3253243A (en) * | 1961-08-07 | 1966-05-24 | Insto Gas Corp | Heater tube assembly |
| US3217279A (en) * | 1962-02-19 | 1965-11-09 | Wiegand Co Edwin L | Electric resistance heater |
| GB1114724A (en) * | 1966-02-16 | 1968-05-22 | Btu Eng Corp | Electrical heating unit for a high temperature furnace |
| FR2368926A1 (en) * | 1976-10-28 | 1978-05-26 | Bosch Siemens Hausgeraete | Bread toaster heating element - is flat and wound on frame with clamping spacers fitted after winding |
| EP0380417A1 (en) * | 1989-01-27 | 1990-08-01 | Seb S.A. | Electrical connector for a heating element |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0635992A2 (en) * | 1989-01-27 | 1995-01-25 | Seb S.A. | Heating element |
| EP0635992A3 (en) * | 1989-01-27 | 1995-09-20 | Seb Sa | Heating element. |
| EP0627869A1 (en) * | 1993-06-03 | 1994-12-07 | Seb S.A. | Heating element and control apparatus for a glass ceramic cooking plate |
| FR2706111A1 (en) * | 1993-06-03 | 1994-12-09 | Seb Sa | Heating device for glass-ceramic hobs |
| DE10161535A1 (en) * | 2001-12-10 | 2003-06-26 | Brigitte Wolf | Heating element and method for producing a heating element |
| US11530843B2 (en) | 2018-04-09 | 2022-12-20 | Zhejiang Prulde Electric Appliance Co., Ltd. | Heating core for hot air gun use and hot air gun |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0381976B1 (en) | 1993-06-02 |
| ES2042081T3 (en) | 1993-12-01 |
| ATE90172T1 (en) | 1993-06-15 |
| EP0381976A3 (en) | 1991-11-21 |
| DE59001578D1 (en) | 1993-07-08 |
| DE9007326U1 (en) | 1991-06-27 |
| DK0381976T3 (en) | 1993-10-04 |
| DE3903961A1 (en) | 1990-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2181494B1 (en) | Stator of an electrical machine | |
| EP0491979A1 (en) | Pacemaker catheter with two poles | |
| DE2617156B2 (en) | Terminal board for windings | |
| EP0381976B1 (en) | Heating element | |
| DE60317749T2 (en) | Self-contained radio interference suppression choke for electric motor | |
| DE2219764A1 (en) | Connection clamp for connecting two connections, especially for an electric motor | |
| DE3787514T2 (en) | Commutator. | |
| EP3129993A1 (en) | Suppressor choke | |
| WO1996037029A1 (en) | Plate for electrodynamic machines | |
| DE102012106224A1 (en) | End cap assembly for an electric motor | |
| DE3310289A1 (en) | Electrical coil and a method for the connection of coil ends | |
| EP2831899B1 (en) | Coil assembly | |
| DE8911461U1 (en) | Armature for an electric motor | |
| DE2936616C2 (en) | Connector for two coaxial cable ends | |
| DE19527653A1 (en) | Electrode filament for discharge lamps and method for producing such an electrode filament | |
| DE2829353A1 (en) | TUBULAR LIGHT BULB | |
| DE3003240C2 (en) | ||
| EP1844479B1 (en) | Coil body | |
| DE3127341C2 (en) | Transformer coil | |
| EP1480290B1 (en) | Contact arrangement having a wire connection | |
| DE4324560C2 (en) | Inductive encoder | |
| DE102020200521A1 (en) | Method for producing an end plate for a stator of an electrical machine | |
| CH534966A (en) | Contact piece for solderless connection and use of an insulated electrical conductor | |
| DE102007029372A1 (en) | Helix and method of making a helix | |
| DE102019201418A1 (en) | Stator for an EC motor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE DE DK ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19901201 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE DK ES FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19911105 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FIRMA FRIEDRICH WUERTH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE DK ES FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 90172 Country of ref document: AT Date of ref document: 19930615 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59001578 Country of ref document: DE Date of ref document: 19930708 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930906 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2042081 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19931217 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19940121 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 19940331 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19950120 Ref country code: DK Effective date: 19950120 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19950131 |
|
| BERE | Be: lapsed |
Owner name: FIRMA FRIEDRICH WURTH Effective date: 19950131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970113 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19970128 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19980121 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980120 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20000601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050120 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080222 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080102 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090202 |