EP0364736A2 - Méthode de détermination de la consommation d'encre dans une machine d'impression offset - Google Patents
Méthode de détermination de la consommation d'encre dans une machine d'impression offset Download PDFInfo
- Publication number
- EP0364736A2 EP0364736A2 EP89117083A EP89117083A EP0364736A2 EP 0364736 A2 EP0364736 A2 EP 0364736A2 EP 89117083 A EP89117083 A EP 89117083A EP 89117083 A EP89117083 A EP 89117083A EP 0364736 A2 EP0364736 A2 EP 0364736A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ink
- printing
- consumption
- determined
- color
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F31/00—Inking arrangements or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/30—Measuring or controlling the consumption of ink
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S101/00—Printing
- Y10S101/45—Sensor for ink or dampening fluid thickness or density
Definitions
- the invention relates to a method for determining the consumption of printing ink in an offset printing machine according to the preamble of the main claim.
- a major disadvantage of this prior art is the removal of the ink from the anilox roller. This disrupts the printing process, because after the ink has been removed at the point of acceptance, color has to be built up again to create a uniform print image.
- Another disadvantage is that this measurement of the current amount of ink on an anilox roller cannot be used to infer the total ink consumption of a print job. A continuous measurement cannot be carried out, so an adjustment of the color guide and thus a change in the color film during the printing process is not recorded.
- the invention is therefore based on the object of providing a method in which the printing ink required is determined on the printing press without additional special devices and with which an accurate consumption measurement on any offset printing press is thus possible at low cost.
- An essential advantage of the invention is the determination of the ink consumption without special measuring devices.
- both the ink gap opening and the speed of rotation of the inking roller are preset.
- This presetting is carried out on the basis of a previously carried out determination of the size of the ink-carrying areas of a printing plate or on the basis of stored presetting data.
- the expected ink consumption based on a printing sheet or based on the total number of printing sheets, can be determined very early on. This creates the possibility of filling the expected amount of color into the press at the start of printing, so that it is no longer necessary to refill or check the color still available while the print job is being carried out.
- the consumption determination of the printing ink serves to monitor the use of auxiliary materials when creating a printed product and to evaluate and calculate the total material or substance consumption.
- the ink slot openings which differ according to the zonal ink requirement, are measured and the discrete ink layer thicknesses are determined from these measured ink slot openings, so that an ink layer thickness profile is determined the entire print width can be used to calculate the amount of ink.
- an existing control device which is provided for controlling the printing press and to which the set ink gap openings and the ink strip width are reported back by the printing press, is pulled out to determine consumption. This is modified so that from the feedback data the used ink is calculated. This modification is possible in a simple manner by inserting the calculation algorithm into the control program available in the control device.
- a control device is known for example under the name CPC 1 from Heidelberger Druckmaschinen AG and is described in the company magazine "Heidelberger sensoryen 3/35", year 1977.
- the determined ink consumption can also be advantageously supplied to an operating data acquisition system, which records all operating data, including, among other things, the consumption of auxiliaries or energy for producing the printed product and enables a calculation of the operating costs.
- the color consumption can be printed out via a log printer and / or for display e.g. B. brought on the monitor.
- the color transfer to the printed product can be calculated from the color density value of the color determined on the printed product. If the determined density value deviates from a target density, a correction factor is determined from this deviation and this is taken into account in the consumption calculation.
- the transmission of the densitometrically measured data of the Control strip to the control device takes place via data lines. Such a densitometric measuring device is also described in the above-mentioned company publication.
- the consumption of all printing inks is determined in a multi-color printing machine. This consumption can be displayed both in total and for each individual color. In addition, the consumption can be output standardized to a certain number of printed products.
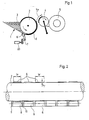
- the ink fountain 1 is assigned a ink fountain roller (ink fountain roller) 2, between which the ink 3 is filled in a wedge-shaped space.
- This ink is fed in a thin ink film from the ink fountain roller 2 via a lifting roller 4 to a first inking unit roller 5, from which it is transferred to an inking unit, not shown.
- the ink film 6, which is partially transferred from the ink fountain roller 2 to the siphon roller 4, can be adjusted in its layer thickness s F via an ink metering device to the respective requirements, ie to the respective subject to be printed.
- the length of the ink fountain 1 and the rollers is designed according to the maximum possible printing format.
- the ink metering device 7 consists of zone-wide metering elements 8, which are arranged closely next to one another along the ink fountain roller 2 and extend across the width of the ink fountain 1.
- the setting of each metering element 8 with respect to the desired ink layer thickness is carried out by a drive 23, which is coupled to a position detector. More details on the structure of the color metering devices can be found in DE-AS 26 48 098.
- the ink film 6 is partly transferred to the lifter roller 4 due to the ink splitting.
- the time span during which the lifting roller 4 rests on the ink fountain roller 2 and the rotational speed of the ink fountain roller 2 determine the ink strip width b F of the transferred ink film.
- the color strip length l F and the color layer thickness s F are defined by the color metering device 7.
- FIG. 2 shows a longitudinal sectional illustration of an ink profile which is applied to the ink fountain roller 2 and from which the ink layer thickness s F and ink strip length l F can be seen.
- the metering elements 8 are positioned on the ink fountain roller 2 above their respective support areas. Depending on the position of the metering elements, a more or less thick ink layer s F is transferred from the ink fountain 1 to the ink fountain roller 2.
- the color strip length l F per dosing element is almost constant. The total color strip length L F can thus be determined from the number of individual dosing elements.
- the design of the printing unit influences this calculation, since the number of rollers and the arrangement of the rollers largely determine the ink distribution until it is applied to the printing plate.
- Such a control panel for operating the printing press is known from the "Heidelberger horren", as mentioned above.
- Figure 3 shows an offset printing unit.
- the ink fountain 1 with the ink fountain roller 2 and the lifting roller 4 is known from FIG. 1 and does not need to be described any further.
- the inking unit 25 contains distribution cylinders 26 to 29, rider rollers 30 to 34, a transfer roller 35, rubber rollers 36 to 40 and inking rollers 41 to 44.
- the printing plate is inked via a blanket cylinder 48 onto one of the impression cylinder 49 guided bow transferred.
- a color split also takes place between the printing plate cylinder 45 and the blanket cylinder 48 as well as between the blanket cylinder 48 and the printing sheet 53. If one now looks at the entire course of the ink flow starting from the ink fountain 1 until the ink is applied to the printing sheet 53, it can be seen that only a fraction of the ink layer thickness applied to the ink fountain roller 2 is transferred to the printing sheet.
- this relationship between the two ink layer thicknesses can be determined on the basis of the structure of the inking unit, taking into account the number of ink splits between the rollers. This ratio essentially determines the machine-specific constant K. However, the factor K can also be determined empirically, for example by a test run.
- the sheet transport cylinders 50 to 52 transport the printing sheets 53, 54 through the individual printing units of the printing press.
- the ink layer thickness s F is formed by the ink gap opening of each metering element.
- the color strip length l F is constant for all zones, as is the color strip width b F , which is determined from the speed of the ink fountain roller 2.
- the factor K represents a machine-specific constant which, as already mentioned, takes into account both the ink splitting ratio in the inking unit and other printing machine-specific correction values.
- the factor f is a function that contains further material-specific and / or setting-specific influences.
- This factor f can be determined both by an analysis of the effect of the influencing factors on the color flow and a computational modeling, and by an empirical determination under certain printing conditions, i. H. at certain color temperatures, paper types, ambient temperatures, etc.
- the determined quantity of printing ink can be related to the print product, ie per a certain number of prints or related to the print order.
- the determination of the amount of ink related to the print order is an important parameter for calculating the printing costs and also for monitoring the total ink consumption.
- the determined ink consumption can be printed out via a data printer 16 or shown on a display 17. It there is also the possibility to save the color consumption (Memory 18).
- This memory is, for example, a floppy disk on which all the data relevant for printing, for example setting values and further consumption values, are stored, these data being required in the case of repeat jobs for re-setting the machine and for predetermining the expected color requirement.
- a so-called printing plate reader 19 is used to preset the ink metering devices 7 on a printing press.
- the printing plate is scanned with this printing plate reader and the zonal portion of the printing to non-printing areas is recorded.
- the measured values of the printing plate reader can be used for the first approximation of the expected color consumption when determining the color consumption, and after the calculation of the actual color consumption, a comparison can be made between this approximate value and the calculated color consumption value.
- the data determined by the printing plate reader 19 are transmitted via the line 20 to the processing unit 12.
- the quality of the printed product is often monitored by means of a densitometric evaluation of a measuring strip printed on the printed product.
- the measuring strip is evaluated on a measuring desk 21 and the color density of the individual colors is determined zonally.
- the layer thickness of the color can be inferred from this color density measurement.
- the color density values are therefore also transmitted to the processing unit 12 via line 22, in which case these values can also represent a correction factor for the accuracy optimization of the calculated consumption.
- the ink strip width per print product can be determined from the speed ratios of the printing cylinders, the ink fountain roller and the ink transfer roller.
- the color consumption is calculated continuously, the current color consumption, the total accumulated and also the expected total color consumption can be displayed at any time, taking into account the number of print products to be created.
Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3835221 | 1988-10-15 | ||
| DE3835221A DE3835221C2 (de) | 1988-10-15 | 1988-10-15 | Verfahren zur Bestimmung des Verbrauchs von Druckfarbe in einer Offsetdruckmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0364736A2 true EP0364736A2 (fr) | 1990-04-25 |
| EP0364736A3 EP0364736A3 (fr) | 1991-02-20 |
| EP0364736B1 EP0364736B1 (fr) | 1994-12-07 |
Family
ID=6365233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89117083A Expired - Lifetime EP0364736B1 (fr) | 1988-10-15 | 1989-09-15 | Méthode de détermination de la consommation d'encre dans une machine d'impression offset |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5031535A (fr) |
| EP (1) | EP0364736B1 (fr) |
| JP (1) | JP2513863B2 (fr) |
| CA (1) | CA1318184C (fr) |
| DE (2) | DE3835221C2 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999065683A1 (fr) * | 1998-06-16 | 1999-12-23 | Koenig & Bauer Ag | Procede et dispositif pour l'amenee d'encre |
| EP1088660A1 (fr) * | 1998-04-02 | 2001-04-04 | Think Laboratory Co., Ltd. | Procédé pour calculer les quantités consommables de l'encre |
| EP2186640A3 (fr) * | 2001-12-04 | 2013-05-15 | Windmöller & Hölscher KG | Presse d'emballage dotée d'une fonction de comparaison automatique intégrée entre l'image imprimée et l'image prévue |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5090315A (en) * | 1991-06-13 | 1992-02-25 | Man Roland Druckmaschinen Ag | Electronically controllable ink fountain roll drive system, and method |
| DE4424591C1 (de) * | 1994-07-13 | 1995-12-14 | Roland Man Druckmasch | Vorrichtung zur Zufuhr von Druckfarbe aus einer Farbspendereinrichtung in einen Farbkasten |
| DE19705632A1 (de) * | 1997-02-14 | 1998-09-03 | Roland Man Druckmasch | Verfahren und Anordnung zur Reinigung eines Teiles eines Druckwerkes einer Offsetdruckmaschine |
| DE19749063A1 (de) * | 1997-11-06 | 1999-05-12 | Heidelberger Druckmasch Ag | Verfahren zur Gewinnung von Farbmeßwerten |
| DE19845915B4 (de) * | 1998-10-06 | 2005-03-17 | Man Roland Druckmaschinen Ag | Verfahren zur Farbzufuhrsteuerung |
| JP3339835B2 (ja) * | 1999-03-10 | 2002-10-28 | リョービ株式会社 | 印刷機のインキ供給制御装置及びインキ供給制御方法 |
| DE10152470B4 (de) | 2000-11-23 | 2014-08-14 | Heidelberger Druckmaschinen Ag | Verfahren zur Farbvoreinstellung beim Mehrfarbendruck |
| DE10058550A1 (de) * | 2000-11-24 | 2002-05-29 | Heidelberger Druckmasch Ag | Verfahren zur Regelung des Farb-zu-Feuchtmittelgleichgewichts in einer Rotations-Offsetdruckmaschine |
| DE10159698B4 (de) * | 2000-12-14 | 2015-03-26 | Heidelberger Druckmaschinen Ag | Verfahren zum Einstellen einer Farbmenge, die einem Druckzylinder einer Druckmaschine zugeführt wird |
| DE10312998B4 (de) * | 2002-04-03 | 2015-07-09 | Heidelberger Druckmaschinen Ag | Lernende Farbführung |
| DE10325185B4 (de) * | 2002-07-01 | 2017-04-13 | Heidelberger Druckmaschinen Ag | Verfahren zum Betrieb eines Druckwerks einer Druckmaschine in Abhängigkeit von der Farbtemperatur sowie nach dem Verfahren arbeitende Druckmaschinensteuerung |
| DE10307345A1 (de) * | 2003-02-21 | 2004-09-09 | Man Roland Druckmaschinen Ag | Verfahren und Vorrichtung zur Farbwerksteuerung |
| JP4683641B2 (ja) * | 2005-02-09 | 2011-05-18 | キヤノン株式会社 | インクジェット記録装置 |
| DE102005049896C5 (de) * | 2005-10-17 | 2013-12-05 | Manroland Web Systems Gmbh | Verfahren zur Überwachung und Analyse des Druckprozesses einer Druckmaschine |
| JP5371219B2 (ja) * | 2007-09-03 | 2013-12-18 | アイマー・プランニング株式会社 | 印刷機 |
| DE102013003923A1 (de) * | 2012-04-05 | 2013-10-10 | Heidelberger Druckmaschinen Ag | Verfahren zum Zuführen von Farbe in einem Aniloxfarbwerk mit einer Rasterwalze und einem Rakelfarbkasten |
| US20130291745A1 (en) * | 2012-05-01 | 2013-11-07 | Goss International Americas, Inc. | Method and system for instantaneously determining printing fluid volume consumed in a printing press |
| CN112651649B (zh) * | 2020-12-31 | 2024-04-16 | 江苏东方印务有限公司 | 一种数码印刷信息采集方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2648098C3 (de) * | 1976-10-23 | 1984-01-05 | Heidelberger Druckmaschinen Ag, 6900 Heidelberg | Farbkasten für Offset- oder Hochdruckmaschinen |
| DE2728738B2 (de) * | 1977-06-25 | 1979-05-10 | Roland Offsetmaschinenfabrik Faber & Schleicher Ag, 6050 Offenbach | Eulrichtung zur Kontrolle und Regelung der Farbgebung an Druckmaschinen |
| DE3424412A1 (de) * | 1984-07-03 | 1986-01-16 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Steuervorrichtung fuer einen stellantrieb an einer druckmaschine |
| DD242200A1 (de) * | 1985-11-06 | 1987-01-21 | Polygraph Leipzig | Verfahren und schaltungsanordnung zum normierten anzeigen der druckfarbenzufuhr |
-
1988
- 1988-10-15 DE DE3835221A patent/DE3835221C2/de not_active Expired - Fee Related
-
1989
- 1989-09-14 CA CA000611478A patent/CA1318184C/fr not_active Expired - Fee Related
- 1989-09-15 DE DE58908734T patent/DE58908734D1/de not_active Expired - Fee Related
- 1989-09-15 EP EP89117083A patent/EP0364736B1/fr not_active Expired - Lifetime
- 1989-10-12 US US07/420,277 patent/US5031535A/en not_active Expired - Lifetime
- 1989-10-16 JP JP1266385A patent/JP2513863B2/ja not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1088660A1 (fr) * | 1998-04-02 | 2001-04-04 | Think Laboratory Co., Ltd. | Procédé pour calculer les quantités consommables de l'encre |
| WO1999065683A1 (fr) * | 1998-06-16 | 1999-12-23 | Koenig & Bauer Ag | Procede et dispositif pour l'amenee d'encre |
| US6561099B1 (en) | 1998-06-16 | 2003-05-13 | Koenig & Bauer Ag | Inking method and apparatus |
| EP2186640A3 (fr) * | 2001-12-04 | 2013-05-15 | Windmöller & Hölscher KG | Presse d'emballage dotée d'une fonction de comparaison automatique intégrée entre l'image imprimée et l'image prévue |
Also Published As
| Publication number | Publication date |
|---|---|
| US5031535A (en) | 1991-07-16 |
| DE3835221C2 (de) | 1994-04-21 |
| DE3835221A1 (de) | 1990-04-19 |
| JPH02151443A (ja) | 1990-06-11 |
| EP0364736A3 (fr) | 1991-02-20 |
| CA1318184C (fr) | 1993-05-25 |
| JP2513863B2 (ja) | 1996-07-03 |
| DE58908734D1 (de) | 1995-01-19 |
| EP0364736B1 (fr) | 1994-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0364736B1 (fr) | Méthode de détermination de la consommation d'encre dans une machine d'impression offset | |
| DE3445012C2 (de) | Rollen-Rotations-Flexodruckmaschine | |
| DE3800570C2 (fr) | ||
| DE10013876B4 (de) | Verfahren zum Regeln der Farbgebung beim Drucken mit einer Druckmaschine | |
| EP0140056B1 (fr) | Dispositif de préréglage d'une machine à imprimer | |
| DE2728738B2 (de) | Eulrichtung zur Kontrolle und Regelung der Farbgebung an Druckmaschinen | |
| DE102007008392B4 (de) | Integrierte Qualitätsregelung | |
| DE19720954C2 (de) | Verfahren zum Einrichten der Farbführung im Fortdruck in einer Rotationsdruckmaschine | |
| DE4436953C1 (de) | Verfahren zur Erzeugung einer Farbschichtdickenverteilung auf Farbwerkwalzen eines Farbwerkes einer Druckmaschine | |
| EP0393365A2 (fr) | Procédé et dispositif d'alimentation en liquide de mouillage d'une machine à imprimer en offset | |
| DE10245702A1 (de) | Anpassung der Farbsteuerung an die physikalischen Eigenschaften von Farbe und Bedruckstoff | |
| DE10152470B4 (de) | Verfahren zur Farbvoreinstellung beim Mehrfarbendruck | |
| DE3211157A1 (de) | Verfahren und vorrichtung zum befeuchten von druckplatten | |
| DE10211870B4 (de) | Verfahren zur Justierung zweier aneinander anlegbarer Walzen eines Druckwerks | |
| DE102007011344B4 (de) | Verfahren zur Farbmessung bei Druckmaschinen | |
| DE3040455A1 (de) | Einrichtung zur farbdosierung in einer druckmaschine, insbesondere einer offset-bogenmaschine | |
| DE3226144A1 (de) | Verfahren zur einstellung der farbdosierung an druckmaschinen | |
| DE10159698A1 (de) | Verfahren und Vorrichtung zum Einstellen einer Farbmenge, die einem Druckzylinder einer Druckmaschine zugeführt wird | |
| EP1216833B1 (fr) | Méthode de régulation de l'équilibre encre-solution de mouillage dans une machine d'impression rotative | |
| DE19906078B4 (de) | Verfahren zur Steuerung des Füllstandes für Druckfarbe in einem Farbkasten | |
| DE102007044758B4 (de) | Verfahren zur Farbmessung und Farbregelung bei Druckmaschinen mittels internem und externem Farbmessgerät | |
| DE4341011A1 (de) | Verfahren zur Steuerung der Zufuhr von Druckfarbe bei einer Druckmaschine | |
| DE3828182A1 (de) | Verfahren zur einstellung der feuchte bei einer rollen-nassoffset-druckmaschine | |
| EP2418083B1 (fr) | Dispositif de régulation du taux d'agent d'humidification et du taux de couleur dans une presse | |
| DE10325185B4 (de) | Verfahren zum Betrieb eines Druckwerks einer Druckmaschine in Abhängigkeit von der Farbtemperatur sowie nach dem Verfahren arbeitende Druckmaschinensteuerung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19890915 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 19921207 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| REF | Corresponds to: |
Ref document number: 58908734 Country of ref document: DE Date of ref document: 19950119 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950220 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19950912 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960916 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 89117083.9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970818 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970917 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980915 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20041013 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060401 |