EP0356245A2 - Material cutting apparatus - Google Patents
Material cutting apparatus Download PDFInfo
- Publication number
- EP0356245A2 EP0356245A2 EP89308630A EP89308630A EP0356245A2 EP 0356245 A2 EP0356245 A2 EP 0356245A2 EP 89308630 A EP89308630 A EP 89308630A EP 89308630 A EP89308630 A EP 89308630A EP 0356245 A2 EP0356245 A2 EP 0356245A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- blade
- cutting
- drive arrangement
- cut
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 45
- 239000000463 material Substances 0.000 title claims abstract description 31
- 230000000694 effects Effects 0.000 claims abstract description 5
- 230000001133 acceleration Effects 0.000 claims abstract description 3
- 230000005540 biological transmission Effects 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
- B26D5/086—Electric, magnetic, piezoelectric, electro-magnetic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/26—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut
- B26D1/28—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
Definitions
- This invention relates to material cutting apparatus and more particularly, but not exclusively, to the cutting of plastics material in strip form.
- plastics materials take many forms and, for example, in the case of plastics tubing the physical nature of the tubing can vary over a wide range of factors including, for example, cross section, diameters, flexibility, hardness, resistance to cut and so on.
- the material to be cut can be fed through a pair of aligned guides spaced apart by a distance sufficient to allow the operational passage of the cutter blade through the gap between the guides.
- Stop means can be provided for locating the free end of the material to be cut when cooperating with the guides thereby to set the cut length.
- the conventional arrangement is for the cutter blade to effect a cut once per revolution and for the blade to come to rest between each cutting revolution to provide a dwell time within which the feed of material to attain the next length to be cut is completed.
- the material to be cut can be fed to the cutting zone by a pushing or puller arrangement as may be found convenient.
- optimum cutting performance and quality is related to the rate of cut, that is the angular momentum of the cutter blade. Since the cutter blade is required to be of a relatively light weight and size, e.g., 50 mm. in length, 15mm. deep and some 1,5 mm. in blade thickness the angular cutting velocity needs to be high so as to achieve effective cutting momentum.
- the drive arrangements for the cutter blade are such that the angular velocity (rate of rotation per unit of time) of the blade is arranged to be independent of the number of cutting revolutions of the blade for the same unit of time.
- drive for a cutter blade is derived from a servo-type motor whose output is so controllable as to provide a drive output voltage/time relationship which produces a rapid initial acceleration from rest to a value which produces such angular velocity of the output shaft as to establish a pretermined torque (angular momentum) in the blade sufficient to cause the blade to effect a material cutting stroke and then on completion of a blade cutting stoke a rapid deceleration to bring the output shaft and thus the blade to a rest position.
- the blade is mounted for rotational operation, and the rate of the rotation of the blade is arranged to be greater than the number of cuts effected in the same unit of time.
- the blade is rotationally mounted directly to said output shaft or to said output shaft by way of a drive transmission which can be a fixed ratio drive or a variable ratio drive.
- a drive transmission which can be a fixed ratio drive or a variable ratio drive.
- the relationship between the angular velocity of the blade and the number of cutting strokes for the same unit of time is selectivley adjustable.
- the drive arrangement is so mounted from a support means such that the cutter blade is overhangs means for collecting the cut material.
- guide means are provided for the material to be cut, said guide means including a guide tube, sleeve, channel or the like located both upstream and downstream of the cutter blade whereby the adjacent end regions of the guides define a gap or space through which the blade is able operationally to pass during its cutting operation, the arrangement being such that the material to be cut is supported on both sides of the region of cut.
- the machine shown therein comprises three major sections, a bottom section 1, a central section 2, and a top section 3.
- the bottom section 1 which provides a generally rectangularly shaped housing 4 for control systems and equipment for effecting control and the requisite inter-relating of the operation of the various components of the apparatus.
- the upper surface 5 of the housing 4 presents a flat table like surface.
- the bottom section is mounted upon wheels 6, therebeing bracing means 7 for restraining the apparatus against movement during use.
- the central section 2 as can be seen from the drawings is so shaped as to form, as seen in side view, with the bottom section a generally C-shape formation whereby the upper part 8 of the central section 2 overhangs the top surface 5 of the bottom section 1.
- the central section 5 provides a housing and support for a servo-type electric motor 9 whose output shaft 10 mounts the cutter blade 11 of the apparatus.
- a pair of guides 12 and 13 for supporting material to be cut is mounted to the structure of the upper part 8 of the central section 2.
- the guides 12 and 13 each comprises a hollow tubular member through the central bore 14 of which the material 15 to be cut is arranged to be fed.
- the guides 12 and 13 are so mounted that the facing ends 16 and 17 thereof are spaced apart to provide a gap 18 through which the cutter blade 11 is able operationally to pass during its cutting operation.
- the control apparatus provided in the bottom section 1 is adapted to produce output control signals which allow control of the operation of the motor such that the output shaft thereof can be caused to rotate according to a predefined angular velocity profile which is represented by the graphical plot of Figure 4.
- control system will enable the setting and adjustment of any parameters considered necessary to the control of effective cutting.
- the profile indicates that the output shaft 10 of the motor 9 is rapidly accelerated from a rest condition (point A) to a cutting velocity (point B) which is maintained for the major part of a blade revolution (from point B to a point C). At the end of this period the output from the motor is reduced to zero as rapidly as possible (that is from point 6 to point D). It will be noted from the profile that a considerable portion, namely from point B to point C, of the rotation period for the shaft is at the required cutting speed whereby the angular momentum of the blade at the time of cutting is as high as possible.
- the rate of rotation for the blade 11 is arranged to be at, for example, a relatively high speed as compared with conventional apparatus for cutting similar materials.
- the rotational speed can be with a range of, for instance, 600 to 1000 revolutions per minute.
- a particular range can be from 750 to 950 with a particular value of, for example, 900.
- control arrangements are arranged to control the motor so that the number of operation cycles per unit time is considerably less than the rate of rotation.
- the number of cycles per unit time can be in the range 300 to 700 with a particular range of 400 to 700.
- the number of cutting cycles can be 500.
- the upper section 4 houses a number of control switches or the like, the switches being exemplified by the switching and operational conditions indicator panel 19.
- the panel 19 can indicate total number of cuts made, can indicate and enable setting of factors such as cutting rates, cutting speeds, cut lengths of materials being cut etc.
- the cutting zone of the apparatus overhangs the bottom section top surface 5. This arrangement makes it possible for cut material collection means, conveyors or the like to be conveniently located below the cutting zone.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sawing (AREA)
Abstract
Description
- This invention relates to material cutting apparatus and more particularly, but not exclusively, to the cutting of plastics material in strip form.
- It is a very important requirement to be able to cut continuous lengths of plastics of rectangular or other sectionstrip, tubing, profiled strip forms or the like on a continuous basis so that, for example, extremely long lengths of tubing may be cut into accurately defined lengths of required sizes.
- As is well known plastics materials take many forms and, for example, in the case of plastics tubing the physical nature of the tubing can vary over a wide range of factors including, for example, cross section, diameters, flexibility, hardness, resistance to cut and so on.
- It is well known to cut such material using a rotatable blade which is caused to rotate through a predetermined cutting zone into which the material to be cut is progressively fed. Conventionally means may be provided for determining the cut length.
- Thus, for example, the material to be cut can be fed through a pair of aligned guides spaced apart by a distance sufficient to allow the operational passage of the cutter blade through the gap between the guides.
- Stop means can be provided for locating the free end of the material to be cut when cooperating with the guides thereby to set the cut length.
- With the known apparatus, as a consequence of the widely differing forms of plastics materials to be cut even in the case of strip or tubing, it has been considered essential to provide cutting apparatus which incorporates a cutter blade mounted from a mandrel which is connected to receive drive from an electric motor by way of a clutch unit or assembly, control means being provided to sequence the operation of the clutch unit or assembly with the cutter blade cutting cycle.
- The conventional arrangement is for the cutter blade to effect a cut once per revolution and for the blade to come to rest between each cutting revolution to provide a dwell time within which the feed of material to attain the next length to be cut is completed.
- Alternatively, and/or in conjunction therewith the material to be cut can be fed to the cutting zone by a pushing or puller arrangement as may be found convenient.
- Since the arrangement is that after the cutter blade has been rotated through a complete revolution it has to be brought to rest and then restarted to commence the next revolution it follows that the clutch unit or assembly needs to be able to enable stopping and starting of the drive from the motor to the cutter blade rapidly and efficiently.
- As a result of the demand for high rates of cutting in production in industrial terms it is highly desirable that the cutting rate should be as rapid as possible, and in fact the rate of cutting is conventionally considered in terms of hundreds of cuts per minute.
- Since each revolution involves starting and stopping it will be appreciated that the clutch units need to be able to stop and start the drive from the motor to the cutter blade at twice the desired cutting rate.
- In practice, the demand for a high rate of cutting has resulted in excessive wear and tear on the clutch units and thus early (in terms of useful working life) break down of the clutches being used. In practice, the provision of higher rated output motors and heavy and heaver clutch units has not eliminated the problem.
- These difficulties have been found not only to relate to mechanical forms of clutches such as friction plate clutches but also to vacuum types of clutches.
- It is an object of the present invention to provide apparatus which avoids the problems arising from the utilisation of clutches in apparatus for cutting plastics material of the kind above mentioned.
- In investigating the requirements for overcoming the difficulties met with known apparatus the Applicants have found in accordance with the concepts of the invention that optimum cutting performance and quality is related to the rate of cut, that is the angular momentum of the cutter blade. Since the cutter blade is required to be of a relatively light weight and size, e.g., 50 mm. in length, 15mm. deep and some 1,5 mm. in blade thickness the angular cutting velocity needs to be high so as to achieve effective cutting momentum.
- Thus, in accordance with a first aspect of the invention the drive arrangements for the cutter blade are such that the angular velocity (rate of rotation per unit of time) of the blade is arranged to be independent of the number of cutting revolutions of the blade for the same unit of time.
- In accordance with a particular aspect of the invention drive for a cutter blade is derived from a servo-type motor whose output is so controllable as to provide a drive output voltage/time relationship which produces a rapid initial acceleration from rest to a value which produces such angular velocity of the output shaft as to establish a pretermined torque (angular momentum) in the blade sufficient to cause the blade to effect a material cutting stroke and then on completion of a blade cutting stoke a rapid deceleration to bring the output shaft and thus the blade to a rest position.
- Conveniently, the blade is mounted for rotational operation, and the rate of the rotation of the blade is arranged to be greater than the number of cuts effected in the same unit of time.
- Preferably, the blade is rotationally mounted directly to said output shaft or to said output shaft by way of a drive transmission which can be a fixed ratio drive or a variable ratio drive.
- In particular, the relationship between the angular velocity of the blade and the number of cutting strokes for the same unit of time is selectivley adjustable.
- Conveniently, the drive arrangement is so mounted from a support means such that the cutter blade is overhangs means for collecting the cut material.
- Preferably, guide means are provided for the material to be cut, said guide means including a guide tube, sleeve, channel or the like located both upstream and downstream of the cutter blade whereby the adjacent end regions of the guides define a gap or space through which the blade is able operationally to pass during its cutting operation, the arrangement being such that the material to be cut is supported on both sides of the region of cut.
- For a better understanding of the invention and to show how to carry the same into effect reference will now be made to the accompanying drawings in which:-
- Figure 1 schematically illustrates in side view apparatus for cutting elongate or strip marerial;
- Figure 2 is a front view of the apparatus of Figure 1;
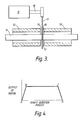
- Figure 3 is a schematic representation to an enlarged scale of a detail of the apparatus of Figures 1 and 2.
- Figure 4 illustrates schematically a graphical plot relating a possible output voltage/time relationship for the output of a motor and thus a blade controlled in accordance with the proposals of the invention.
- Referring now to Figures 1, 2 and 3. The machine shown therein comprises three major sections, a bottom section 1, a central section 2, and a
top section 3. - The bottom section 1 which provides a generally rectangularly shaped housing 4 for control systems and equipment for effecting control and the requisite inter-relating of the operation of the various components of the apparatus. As will be seen from Figures 1 and 2 the
upper surface 5 of the housing 4 presents a flat table like surface. - The bottom section is mounted upon wheels 6, therebeing bracing means 7 for restraining the apparatus against movement during use.
- The central section 2 as can be seen from the drawings is so shaped as to form, as seen in side view, with the bottom section a generally C-shape formation whereby the upper part 8 of the central section 2 overhangs the
top surface 5 of the bottom section 1. Thecentral section 5 provides a housing and support for a servo-typeelectric motor 9 whoseoutput shaft 10 mounts thecutter blade 11 of the apparatus. - A pair of
guides guides central bore 14 of which thematerial 15 to be cut is arranged to be fed. Theguides ends cutter blade 11 is able operationally to pass during its cutting operation. - The control apparatus provided in the bottom section 1 is adapted to produce output control signals which allow control of the operation of the motor such that the output shaft thereof can be caused to rotate according to a predefined angular velocity profile which is represented by the graphical plot of Figure 4.
- In addition, the control system will enable the setting and adjustment of any parameters considered necessary to the control of effective cutting.
- As will be noted the profile indicates that the
output shaft 10 of themotor 9 is rapidly accelerated from a rest condition (point A) to a cutting velocity (point B) which is maintained for the major part of a blade revolution (from point B to a point C). At the end of this period the output from the motor is reduced to zero as rapidly as possible (that is from point 6 to point D). It will be noted from the profile that a considerable portion, namely from point B to point C, of the rotation period for the shaft is at the required cutting speed whereby the angular momentum of the blade at the time of cutting is as high as possible. - The rate of rotation for the
blade 11 is arranged to be at, for example, a relatively high speed as compared with conventional apparatus for cutting similar materials. For example, the rotational speed can be with a range of, for instance, 600 to 1000 revolutions per minute. A particular range can be from 750 to 950 with a particular value of, for example, 900. - At the same time the control arrangements are arranged to control the motor so that the number of operation cycles per unit time is considerably less than the rate of rotation. Thus, for instance, it is proposed that the number of cycles per unit time can be in the range 300 to 700 with a particular range of 400 to 700. In the case of a blade rotation rate of 900 revolutions per unit time the number of cutting cycles can be 500.
- The upper section 4 houses a number of control switches or the like, the switches being exemplified by the switching and operational conditions indicator panel 19. The panel 19 can indicate total number of cuts made, can indicate and enable setting of factors such as cutting rates, cutting speeds, cut lengths of materials being cut etc.
- It will be noted from the drawings that the cutting zone of the apparatus overhangs the bottom
section top surface 5. This arrangement makes it possible for cut material collection means, conveyors or the like to be conveniently located below the cutting zone. - It will be appreciated that although the drawings indicate that the
cutter blade 11 is mounted directly to themotor shaft 10 the motor could be connected to rotate the cutter blade through a convenient drive transmission. This could be a variable speed drive of any convenient form or a fixed ratio drive. - It has been found that the consequences of the Applicant's proposals according to the invention of eliminating the use of clutch units or assemblies in the drive to the cutter blade and effectively separating the rate per unit of time of blade rotation from the number of operational cycles for the same unit of time of the cutter blade by, in particular, rotating the cutting blades at an effective rotational rate greater than the number of cuts per unit of time, include factors such that the blade is able to cut through a wide range of thicknesses of material and through materials comprising a wide range of physical strengths for the material being cut using the same power rating for a drive motor whose horse power rating can considerably lower than that hitherto considered necessary for the cutting of the same forms of material.
- Examination of the cuts produced by the apparatus of the invention indicates a very clean smooth surface finish to the cut surface as compared with the nature of the cut surfaces produced by known apparatus.
- This is believed to arise from the fact that the high speed of blade rotation is accompanied by high torque arising from the fact that a relatively lengthy period is enabled within a revolution during which the blade is travelling at the high velocity.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB888820301A GB8820301D0 (en) | 1988-08-26 | 1988-08-26 | Material cutting apparatus |
| GB8820301 | 1988-08-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0356245A2 true EP0356245A2 (en) | 1990-02-28 |
| EP0356245A3 EP0356245A3 (en) | 1991-07-24 |
Family
ID=10642768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890308630 Ceased EP0356245A3 (en) | 1988-08-26 | 1989-08-24 | Material cutting apparatus |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0356245A3 (en) |
| GB (2) | GB8820301D0 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112140188A (en) * | 2020-09-22 | 2020-12-29 | 安徽国康体育用品有限公司 | Piston type table tennis bat rubber edge cutting device |
| CN113447296A (en) * | 2021-06-24 | 2021-09-28 | 浙江大学 | Intelligent quantitative sampling device suitable for ellipsoidal fruits |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105665835A (en) * | 2016-03-29 | 2016-06-15 | 苏州市合叶精密机械有限公司 | Cutting machine tool |
| CN105665836A (en) * | 2016-03-29 | 2016-06-15 | 苏州市合叶精密机械有限公司 | Cutting machine tool wide in application range |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3114282A (en) * | 1958-04-05 | 1963-12-17 | Reifenhauser K G | Apparatus for the transverse severance of continuously moving tubular structures |
| US4043238A (en) * | 1976-04-21 | 1977-08-23 | Sanders Associates, Inc. | Cable cutter |
| US4503006A (en) * | 1982-07-28 | 1985-03-05 | Toska Co., Ltd. | Method and apparatus for manufacturing tag pin assemblies |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB926188A (en) * | 1959-11-17 | 1963-05-15 | Preformed Line Products Co | Wire cutting mechanism |
| GB1386596A (en) * | 1971-05-27 | 1975-03-12 | Squire Ltd Frederick | Cutting apparatus |
| SE406289B (en) * | 1976-11-17 | 1979-02-05 | Morling C H V | DEVICE FOR CUT PREFERRED OF EXTRACTED PLASTIC CONTAINING BAR OR TUBED GOODS |
| DE2748820C3 (en) * | 1977-10-31 | 1981-08-06 | Windmöller & Hölscher, 4540 Lengerich | Device for transversely cutting or transversely perforating material webs |
-
1988
- 1988-08-26 GB GB888820301A patent/GB8820301D0/en active Pending
-
1989
- 1989-08-24 EP EP19890308630 patent/EP0356245A3/en not_active Ceased
- 1989-08-25 GB GB8919353A patent/GB2245210B/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3114282A (en) * | 1958-04-05 | 1963-12-17 | Reifenhauser K G | Apparatus for the transverse severance of continuously moving tubular structures |
| US4043238A (en) * | 1976-04-21 | 1977-08-23 | Sanders Associates, Inc. | Cable cutter |
| US4503006A (en) * | 1982-07-28 | 1985-03-05 | Toska Co., Ltd. | Method and apparatus for manufacturing tag pin assemblies |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112140188A (en) * | 2020-09-22 | 2020-12-29 | 安徽国康体育用品有限公司 | Piston type table tennis bat rubber edge cutting device |
| CN113447296A (en) * | 2021-06-24 | 2021-09-28 | 浙江大学 | Intelligent quantitative sampling device suitable for ellipsoidal fruits |
Also Published As
| Publication number | Publication date |
|---|---|
| GB2245210B (en) | 1993-04-28 |
| GB2245210A (en) | 1992-01-02 |
| GB8919353D0 (en) | 1989-10-11 |
| GB8820301D0 (en) | 1988-09-28 |
| EP0356245A3 (en) | 1991-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0248354B1 (en) | Slicer | |
| CA1092964A (en) | Rotary web shearing machine | |
| CN211333493U (en) | Adhesive tape splitting machine | |
| CN202622857U (en) | Plastic pipe rotary-cutting device | |
| US3869948A (en) | Shear apparatus | |
| GB2122941A (en) | Method for slitting elongated rolls of web material | |
| CH710403A2 (en) | Meats slicer. | |
| EP0356245A2 (en) | Material cutting apparatus | |
| EP0107971A1 (en) | Edge trimming and scrap disposal system | |
| CN216421259U (en) | Plate shearing machine with location safeguard function | |
| US2839871A (en) | Glass rod and tube cutting mechanism | |
| DE2622584B2 (en) | Device for cold cutting of elongated, stationary or moving cut material | |
| US4116095A (en) | Metal sawing or milling machine | |
| CN210998960U (en) | Cutting device in X direction | |
| US3350967A (en) | Slitting mechanism | |
| US3555952A (en) | Hammer shears for rolled stock moving at high speed | |
| DE19924925B4 (en) | separating device | |
| US3068732A (en) | Flying cutter carriage having mechanical means to vary the instantaneous angular speed of the cutter carriage drive shaft | |
| JPS6021125Y2 (en) | Flying cutter device | |
| JP2825539B2 (en) | Method and apparatus for cutting continuous glass tube | |
| CN214264092U (en) | Rod circle shear | |
| CN219169731U (en) | Plate shearing machine convenient to fixed work piece | |
| US4114493A (en) | Cutting device with rotating cutters | |
| RU192434U1 (en) | INSTALLATION FOR CUTTING THE EDGES OF THE MOVING STRIP OF SHEET RENT | |
| CN114029543B (en) | Shearing machine for machining convenient to receive materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE ES FR IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920124 |
|
| 17Q | First examination report despatched |
Effective date: 19930728 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 19950623 |