EP0329542B1 - Verfahren zur Herstellung eines Lenkrads, insbesondere für Kraftfahrzeuge - Google Patents
Verfahren zur Herstellung eines Lenkrads, insbesondere für Kraftfahrzeuge Download PDFInfo
- Publication number
- EP0329542B1 EP0329542B1 EP89400402A EP89400402A EP0329542B1 EP 0329542 B1 EP0329542 B1 EP 0329542B1 EP 89400402 A EP89400402 A EP 89400402A EP 89400402 A EP89400402 A EP 89400402A EP 0329542 B1 EP0329542 B1 EP 0329542B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rim
- hub
- branch
- synthetic material
- steering wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D1/00—Steering controls, i.e. means for initiating a change of direction of the vehicle
- B62D1/02—Steering controls, i.e. means for initiating a change of direction of the vehicle vehicle-mounted
- B62D1/04—Hand wheels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49481—Wheel making
- Y10T29/49488—Steering wheel
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/20—Control lever and linkage systems
- Y10T74/20576—Elements
- Y10T74/20732—Handles
- Y10T74/20834—Hand wheels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/20—Control lever and linkage systems
- Y10T74/20576—Elements
- Y10T74/20732—Handles
- Y10T74/20834—Hand wheels
- Y10T74/2087—Rim grips and covers
Definitions
- the present invention relates to steering wheels in particular for a motor vehicle and, more particularly, those of them which include metal parts and parts made of overmolded synthetic materials.
- the steering wheel must be relatively light in order to have a reduced mass and a small moment of inertia with respect to the axis of the steering column for reasons notably of comfort.
- the small mass means that when the vehicle is traveling at high speed or on poor roads, the steering wheel does not vibrate.
- the small moment of inertia facilitates steering turns and changes of direction when the vehicle is in use.
- the steering wheel must be able to withstand significant deformation resulting from effort in the event of a violent impact, particularly a frontal impact.
- the driver's chest comes into contact with the steering wheel, the latter must not cause bruising injuries or cause cuts or puncture wounds.
- a steering wheel essentially comprises a central hub and a peripheral rim which are connected to each other by at least one arm or branch, approximately radial.
- flywheels in addition to the hub which is generally made of metal, include other metallic components.
- the current trend consists in using such a metallic hub and in associating it with rim and branches with metal reinforcements or reinforcements, usually covered with synthetic material in order to satisfy both the mechanical and safety constraints and also of presentation.
- a metal hub is used which is associated with arms and a rim obtained by a double injection molding technique during which the outer plastic part is first manufactured in which is injected with another charged plastic which serves as a core.
- a flywheel is produced which, with the exception of its metallic central hub, is made of at least one synthetic material loaded with long fibers and used for semi-finished product in the form of blanks loaded on edge in a mold and shaped by stamping.
- the object of the invention is to manufacture an improved steering wheel, in particular for a motor vehicle, which comprises only two metal parts in order to satisfy all the usual constraints.
- the steering wheel designates the internal part of the latter which has a mechanical role, to the exclusion of all subsequent external coatings which give it its final appearance which is pleasant to the sight and to the touch.
- the subject of the invention is a method of manufacturing a steering wheel for a motor vehicle, the elements of which are disclosed by document EP 0 255 171 appear in the preamble to the main claim and the distinctive features of which are explained in particular in the characterizing part. of it.
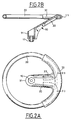
- the flywheel according to the invention consists of a hub 10 and a rim 20 joined to each other by at least one branch or arm 30, approximately radially.
- the hub 10 is metallic and has a configuration which makes it possible to mount it on the end piece of the end of the steering column which is arranged in the passenger compartment.
- This hub is provided with all the usual fixing means, in particular with screw and nut and with cone cones. If necessary, the hub is fitted with an energy absorber which improves safety conditions.
- This hub can also be equipped with a device for fine adjustment of its angular setting in order to perfect the orientation of the steering wheel for aesthetic reasons.
- the rim 20 has an approximately circular configuration. It is made, for example, of a metal tube made of steel or aluminum. The ends 21 facing the rim are left thus, or if necessary, butted by welding as illustrated in the embodiment of FIG. 1. In the case where the rim is discontinuous, it can be made to extend by curved legs 22, approximately centripetal, as illustrated in the embodiment of FIG. 2.
- This hub 10 and this rim 20 are joined to each other by at least one branch 30, approximately radial, made of at least one synthetic material.
- this branch 30 comprises a sheath 31 which envelops the hub 10 and a sheath 32 which at least locally covers the rim 20.
- the rim 20 is deformed in a zone 23 which is covered, at least locally, by the sheath 32 of the branch 30.
- This zone 23 is given a cross section different from that of the rest of the rim.
- the section 23 in this zone is of non-circular profile, for example elliptical as drawn so as to obtain a good anchoring of the rim and of the branch.
- the branch 30 is obtained directly by overmolding the hub 10 and the rim 20.
- use is preferably made of synthetic materials which are in the form of semi-finished products, for example thermoplastics (TRE), thermosets (SMC). This overmolding is obtained in a single operation.
- TRE thermoplastics
- SMC thermosets
- This operation uses compression rather than injection. This allows to have isotropic materials whose material is, if necessary, reinforced with various fibers, long or not, continuous or not, or other fillers, for example mineral or organic.
- a TRE the procedure is carried out with a pressure of approximately 200 bars, a material temperature of approximately 220 ° C. and a mold temperature of approximately 50 to 60 ° C.
- an SMC the procedure is carried out with a pressure of approximately 100 bars, a material temperature of the order of that of the ambient and a mold temperature of the order of approximately 140 to 145 ° C.
- FIG. 1 includes an energy absorber 11.
- the steering wheel according to the invention has assemblies at the junctions of different materials which meet all the requirements of the standards, in particular in terms of safety and which relate to shocks and fatigue tests or alternating bending.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Steering Controls (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8802040 | 1988-02-19 | ||
| FR8802040A FR2627448B1 (fr) | 1988-02-19 | 1988-02-19 | Volant de direction notamment pour vehicule automobile |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0329542A1 EP0329542A1 (de) | 1989-08-23 |
| EP0329542B1 true EP0329542B1 (de) | 1992-05-06 |
Family
ID=9363450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89400402A Expired - Lifetime EP0329542B1 (de) | 1988-02-19 | 1989-02-13 | Verfahren zur Herstellung eines Lenkrads, insbesondere für Kraftfahrzeuge |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4976801A (de) |
| EP (1) | EP0329542B1 (de) |
| DE (1) | DE68901400D1 (de) |
| ES (1) | ES2031693T3 (de) |
| FR (1) | FR2627448B1 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04166468A (ja) * | 1990-10-29 | 1992-06-12 | Toyoda Gosei Co Ltd | エアバッグ装置付きステアリングホイール |
| US5310218A (en) * | 1990-11-27 | 1994-05-10 | Mazda Motor Corporation | Steering wheel structure for vehicle |
| US5356178A (en) * | 1992-04-20 | 1994-10-18 | Ryusaku Numata | Energy absorbing steering wheel |
| US5624131A (en) * | 1993-01-04 | 1997-04-29 | Izumi Corporation | Driver side airbag cover |
| US5732602A (en) * | 1996-03-12 | 1998-03-31 | Schwartz; Noah | Handle having resilient material incorporated therein |
| CA2200820C (en) * | 1996-03-25 | 2000-04-11 | Grant Products | Steering wheel overlay |
| US5988014A (en) * | 1996-06-21 | 1999-11-23 | Trw Automotive Safety Systems Gmbh | Sheet-metal steering wheel |
| FR2751604B1 (fr) * | 1996-07-25 | 1998-10-16 | Ecia Equip Composants Ind Auto | Volant de direction, notamment de vehicule automobile |
| FR2774348B1 (fr) | 1998-02-04 | 2000-03-03 | Roulements Soc Nouvelle | Armature de volant a capteur de couple integre ou rapporte pour dispositif de direction de vehicule |
| US6546829B1 (en) | 1999-12-28 | 2003-04-15 | A. Michel Despreaux | Marine steering wheel assembly |
| GB2409715A (en) † | 2003-12-31 | 2005-07-06 | Autoliv Dev | Moulding of a plastic steering wheel integral with a metal frame by injecting a propellant to form a cavity |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2409645A (en) * | 1944-10-21 | 1946-10-22 | Canal Nat Bank | Resin-fiber article and method of making the same |
| FR2153670A5 (de) * | 1971-09-20 | 1973-05-04 | Citroen Sa | |
| GB1571902A (en) * | 1977-04-14 | 1980-07-23 | Ball Plastics Ltd | Method of manufactureof steering wheel |
| JPS5547959A (en) * | 1978-09-27 | 1980-04-05 | Katsuhiko Minagawa | Weight reduced steering wheel |
| DE2941760A1 (de) * | 1979-10-16 | 1981-04-30 | Karl Schmidt Gmbh, 7107 Neckarsulm | Lenkrad |
| DE2947197A1 (de) * | 1979-11-23 | 1981-06-04 | Karl Schmidt Gmbh, 7107 Neckarsulm | Einspeichen-lenkrad |
| FR2518479B1 (fr) * | 1981-12-22 | 1986-12-05 | Peugeot Aciers Outillage Sa | Volant d'automobile et son procede de fabrication |
| WO1984003673A1 (en) * | 1983-03-15 | 1984-09-27 | Mitsubishi Electric Corp | Steering wheel |
| DE3425959C2 (de) * | 1984-07-14 | 1994-02-10 | Kolbenschmidt Ag | Kraftfahrzeug-Lenkrad |
| JPS6164581A (ja) * | 1984-09-06 | 1986-04-02 | Toyota Motor Corp | 繊維強化樹脂製ステアリングホイ−ル |
| DE3625372A1 (de) * | 1986-07-26 | 1988-02-04 | Kolbenschmidt Ag | Lenkrad |
-
1988
- 1988-02-19 FR FR8802040A patent/FR2627448B1/fr not_active Expired - Lifetime
-
1989
- 1989-02-13 EP EP89400402A patent/EP0329542B1/de not_active Expired - Lifetime
- 1989-02-13 ES ES198989400402T patent/ES2031693T3/es not_active Expired - Lifetime
- 1989-02-13 DE DE8989400402T patent/DE68901400D1/de not_active Expired - Lifetime
-
1990
- 1990-01-08 US US07/463,799 patent/US4976801A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US4976801A (en) | 1990-12-11 |
| FR2627448A1 (fr) | 1989-08-25 |
| DE68901400D1 (de) | 1992-06-11 |
| EP0329542A1 (de) | 1989-08-23 |
| ES2031693T3 (es) | 1992-12-16 |
| FR2627448B1 (fr) | 1992-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0329542B1 (de) | Verfahren zur Herstellung eines Lenkrads, insbesondere für Kraftfahrzeuge | |
| EP3134246B1 (de) | Vefahren zum herstelen eines zahnrades mittels doppeltem spritzgiessen | |
| WO2003070500A1 (fr) | Vitrage avec un element rigide eventuellement incorpore dans une piece en plastique surmoulee | |
| EP2597017B1 (de) | Leichter rohrförmiger Verbundquerträger für Kfz-Armaturenbrett | |
| EP0309316B1 (de) | Verfahren zur Herstellung eines gewichtsreduzierten Lenkrads | |
| JPH05124516A (ja) | 操縦ハンドルおよびその生産方法 | |
| FR3009705A1 (fr) | Doublure interieure renforcee de hayon, notamment pour vehicule automobile | |
| EP2349819B1 (de) | Auskleidung einer motorhaube eines kraftfahrzeuges | |
| EP0332495B1 (de) | Verfahren zur Herstellung von Automobil-Karosserieteilen, insbesondere Heckspoiler und nach diesem Verfahren hergestellte Gegenstände | |
| EP1323624B1 (de) | Gesamtstruktur eines Armaturenbrettes und Verfahren zu dessen Herstellung | |
| WO2008099128A2 (fr) | Plancher pour véhicule automobile | |
| EP1550603B1 (de) | Produktionsverfahren für ein Karrosseriebauteil, und Karrosseriebauteil | |
| EP1550604B1 (de) | Produktionsverfahren für ein Strukturteil eines Kraftfahrzeuges, Strukturteil, Querträger für ein Frontteil und Träger für einem Stossfänger | |
| FR2814705A1 (fr) | Vitrage avec un element rigide eventuellement incorpore dans une piece en plastique surmoulee | |
| EP3152027A1 (de) | Verfahren zur herstellung eines zahnrades mit verstärkungsreifen | |
| FR3036065A1 (fr) | Procede de fabrication d'un triangle de suspension pour vehicule, et triangle de suspension obtenu par un tel procede | |
| FR3052397B1 (fr) | Renfort de choc lateral en matiere composite pour porte de vehicule automobile | |
| EP1258420B1 (de) | Kotflügel aus Plastik-Material | |
| FR3050686B1 (fr) | Roue de vehicule automobile comportant un voile renforce par des materiaux composites | |
| FR2692054A1 (fr) | Volant de direction pour véhicules automobiles. | |
| EP1095840B1 (de) | Kraftfahrzeuglenkrad und Verfahren zu seiner Herstellung | |
| FR2924380A1 (fr) | Procede de realisation d'une roue en materiaux composites pour cycles ou analogues, et roue ainsi realisee | |
| WO2015090987A1 (fr) | Traverse pour planche de bord avec support latéral a structure mixte métallo-plastique | |
| EP0082790A1 (de) | Kraftfahrzeuglenkrad | |
| WO1997017184A1 (fr) | Panneau de matiere tel que par exemple panneau de portiere de vehicule presentant des renforts et une poignee |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES GB IT |
|
| 17P | Request for examination filed |
Effective date: 19890704 |
|
| 17Q | First examination report despatched |
Effective date: 19900925 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES GB IT |
|
| ITF | It: translation for a ep patent filed |
Owner name: FUMERO BREVETTI S.N.C. |
|
| REF | Corresponds to: |
Ref document number: 68901400 Country of ref document: DE Date of ref document: 19920611 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2031693 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19970203 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980127 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980206 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19980214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990213 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20000201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050213 |