EP0299131A1 - Procédé de fabrication d'un fil présentant des flammes et dispositif pour la mise en oeuvre de ce procédé - Google Patents
Procédé de fabrication d'un fil présentant des flammes et dispositif pour la mise en oeuvre de ce procédé Download PDFInfo
- Publication number
- EP0299131A1 EP0299131A1 EP87870099A EP87870099A EP0299131A1 EP 0299131 A1 EP0299131 A1 EP 0299131A1 EP 87870099 A EP87870099 A EP 87870099A EP 87870099 A EP87870099 A EP 87870099A EP 0299131 A1 EP0299131 A1 EP 0299131A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- effect
- wire
- yarn
- accumulated
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/16—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using jets or streams of turbulent gases, e.g. air, steam
- D02G1/162—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics using jets or streams of turbulent gases, e.g. air, steam with provision for imparting irregular effects to the yarn
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/008—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics with provision for imparting irregular effects to the yarn
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
- D02G1/024—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting with provision for imparting irregular effects to the yarn
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/08—Interlacing constituent filaments without breakage thereof, e.g. by use of turbulent air streams
Definitions
- the present invention relates to a method of manufacturing a wire having flames and which is composed of at least one core wire, fed continuously at a substantially constant speed v, and at least one wire effect, fed continuously at a speed v ′ substantially constant and greater than v in order to obtain an overfeeding of the effect yarn relative to the core yarn, these yarns being brought together in one place to assemble them, by integration by simultaneously texturing .
- the object of the invention is to provide a method targeting in particular the son of the aforementioned type, composed of a wire or a group of core wires and at least one wire or group of effect wires, the texturing takes place in a nozzle in which compressed air circulates and more particularly threads, known under the name "TASLAN", composed of core and effect threads of the POY type (Pre oriented yarn) which undergo before their passage through the nozzle, where the texturing takes place, a stretching combined with a rise in temperature.
- TASLAN a nozzle in which compressed air circulates and more particularly threads, known under the name "TASLAN”, composed of core and effect threads of the POY type (Pre oriented yarn) which undergo before their passage through the nozzle, where the texturing takes place, a stretching combined with a rise in temperature.
- the method according to the invention offers the following advantages: it allows, for the production of flame wires, a wire feeding speed which is as high as the feeding speed for obtaining a wire, flameless, with simple overfeeding of the effect wire with respect to the core wire; it allows a flame generation frequency which can reach 150 flames per second, given that this frequency is limited to this value by the performance of the equipment existing to date and in particular the perfor texturing nozzle mances; it makes it possible to obtain an almost constant titration wire over a determined length of wire; it allows the reproducibility of the same titration from one spindle to another, and it offers the possibility of reproducing the same wire at different times on the same machine or another machine of the same type.
- said method consists in alternately temporarily accumulating, upstream of the aforementioned place of meeting of the wires, considering the direction of feeding of the latter and preferably near this place, an amount of effect wire, while feeding the latter continuously to said place and at a speed at least equal to the speed v of the core wire, and to release the quantity of wire accumulated in order to increase, during these periods of release of the quantities of threads accumulated, overfeeding the effect thread with respect to the core thread and thus creating the flames of the thread.
- the amount of accumulated wire is released in a shorter time than the accumulation time.
- the amounts of accumulated effect yarn are substantially equal.
- the accumulation time of the quantity of above-mentioned effect yarn is constantly varied so that the distance between two immediately adjacent flames is not constant.
- the above-mentioned accumulation time is varied randomly.
- the invention also relates to a device, for the implementation of the aforesaid method, which is particularly simple and which can easily, on the one hand, be integrated into existing equipment for the manufacture of wires with simple supercharging of the wire or wires effect and, on the other hand, be adapted to the various shapes and dimensions of flame desired.
- this device comprises, upstream of the above-mentioned location, fixed means for guiding the effect son or wires arranged to guide this wire or each of these effect son at two separate points while ensuring a cross section tension between these two points as well as mobile means arranged therebetween, to act periodically on the section of wire included between these two points and in a direction transverse to the direction of travel of this section of wire, in order to accumulate the quantity of aforementioned effect yarn, the latter means being further arranged to release, after each accumulation of yarn, the quantity of yarn accumulated.
- the method according to the invention and illustrated in the drawings is intended for the manufacture of a wire 1 having flames 2 and which is composed of at least one wire or group of core wires 3, fed continuously at a speed v substantially constant, and at least one wire or group of wires of effect 4, supplied continuously at a speed v ′ substantially constant and greater than v, in order to obtain an overfeeding of the wire or group of wires of effect 4 relative to the core wire or group of wires 3.
- These wires or groups of wires 3 and 4 are brought together in a place 5 to assemble them, at 6, by integration, by texturing them simultaneously.
- this method consists in alternately temporarily accumulating, upstream of the meeting place 5 of the wires or groups of wires 3 and 4, considering the direction of supply of these, shown schematically by the arrows 7, and preferably near this location 5, a quantity of wire or group of effect son, while feeding the latter to said location 5 continuously and at a speed at least equal to the speed v of the wire or group of core wires 3 and to release the quantity of wire accumulated, in a time equal to or shorter than the time of accumulation, according to the desired flames, in order to increase, during these periods of release of the quantities of son accumulated, overfeeding the wire or group of effect wires 4 with respect to the wire or group of core wires 3 and thus creating the flames 2 of the wire 1.
- the wire 1 according to the above process has an almost constant titration over a determined length of wire and can be reproduced at different times on the same machine as well as from one spindle to another, given that the wire 1 is produced continuously using continuously fed core and effect wires.
- the method provides for scrambling of the flames, that is to say an irregular distribution of the flames 2 on the wire, which is obtained by constantly varying the accumulation time of the aforementioned quantity of effect yarn 4 and preferably this variation in accumulation time takes place in a random manner.
- the method according to the invention is advantageously, as illustrated in FIG. 5, associated with the method of manufacturing a "TASLAN" wire according to which core 3 and effect 4 son, of POY type, are used, to which it is subjected, upstream of the place 5 where they are joined together to texture them, at 6, in a nozzle 7 through which compressed air circulates and upstream of the place 8 where one temporarily accumulates the aforementioned quantity of effect yarn 4, drawing on cylinders 9 driven in rotation about their axis, according to arrows 10 and, in the same direction as the direction of supply of the core 3 and effect 4 yarns , this stretching being combined with a rise in temperature by passing the wires 3 and 4 over heating fingers 11 brought to a temperature of at least 50 ° C.
- the wire 1 comprises several effect wires 4
- one acts on several or on all of the effect wires 4 one can, depending on the desired flame effects, ensure that the accumulation of a quantity of one of the effect wires as well as the release of this accumulated amount is offset from the accumulation and release of other effect threads.
- effect yarns 4 of different colors By using the abovementioned accumulation technique, yarns 1 whose flames 2 have a great diversity of colors.
- the core and effect wires can be fed at a speed between 360 and 480 m / minute.
- the device for implementing the above-mentioned method which is to be associated with a machine for the production of wire composed of core threads and threads with a supercharged effect compared to the threads core and in particular to a machine for manufacturing "TASLAN" yarns, comprises, upstream of location 5, fixed guide means 12 for the effect yarn (s) 4 which are arranged to guide this yarn or each of these effect wires at two separate points 13 and 14 between which the section 15 of effect wire lying between these two points is under tension, as well as mobile means 16 which are between these points 13 and 14, for acting periodically on the section 15 of effect yarn 4 lying between these two points and in a direction transverse to the direction of travel of this section of yarn, in order to accumulate the quantity of aforementioned effect yarn, the latter means 16 being further arranged to release suddenly, after each accumulation wire ion, the amount of wire accumulated.
- the fixed means 12 are constituted, as shown in most of the figures, by two guide eyelets 17 through which the effect wire 4 passes.
- These eyelets 17 are advantageously of adjustable position in order to be able to adapt them to the section length 15 of desired wire and adjust their position relative to the movable means 16.
- One of these eyelets 17 can be replaced, as shown in FIG. 18, by a guide tube 21 ′.
- the mobile means 16 are arranged to act on the section 15 of effect wire situated between the guide means 12 and comprise a surface of revolution 18 on which a zone 19 of this section of wire is permanently supported and which is driven, continuously and in the same direction, in rotation about an axis 20.
- the profile of this surface of revolution 18 and its position relative to the guide means 12 are such that, either during a rotation of 360 ° ( see for example Figures 19 to 22), either during a rotation of a fraction of 360 ° (see Figure 16) or during a rotation of a multiple of 360 ° (see Figure 17), around from the axis 20, the length of the section 15 of effect yarn comprised between the said guide means 12 increases progressively to reach a maximum, with a view to the abovementioned accumulation, and when this maximum is reached, the said length passes, for example abruptly when using a cam 24 of the type illustrated in particular in FIGS. 7 to 12, to a minimum to release the quantity of wire accumulated in order to accelerate the overfeeding of the effect wire 4 relative to the wire core 3 and thus allow the formation of a flame 2.
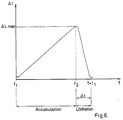
- the surface of revolution 18 may belong to a cam 24. If one follows the phases illustrated in FIGS. 7 to 12, it can be seen that the length of the section 15 of accumulated wire ⁇ l between the guide eyelets 17, which corresponds to the total length of the section L + ⁇ l from which the distance L separating the eyelets 17 is subtracted, increases progressively, as shown in the graph in FIG. 6 , to reach a maximum ⁇ l max. and then return to a practically zero value. ⁇ t being the restitution time of the length of accumulated effect wire ⁇ l max, the speed of the effect wire is then worth on average during this time ⁇ t:
- the length of the section 15 of accumulated wire is of course adjustable by modifying the shape of the cam 24. If the cam 24 rotates at a constant speed, the instants of accumulation and acceleration follow one another regularly.
- the speed peaks are, as shown in FIG. 14, less narrow, less high and less close together, so that the flames 2 obtained are less significant and further away from each other.
- the cam 24 has a variable and random speed so that the distance between the speed peaks and therefore the distance between the flames 2 varies randomly, as shown in FIG. 15.
- This random variation in speed is based on a program that generates random numbers. These numbers determine, by means of an appropriate electronic system, the speed at the outlet of the motor 23.
- the axis 20 of the cam 24 or the cams 24 is perpendicular to a vertical plane passing through the section 15 of effect wire, the cam or cams 24 being driven rotating in the same direction as the direction of supply of the effect wire 4.
- the axis 20 of the surface of revolution 18 of the cam 24 is included, as shown in FIG. 16, in a plane passing through the section 15 of the effect wire, guide means 21 then being provided to maintain said section 15 of wire in the above-mentioned plane.
- the surface of revolution 18 can also, as shown in FIG. 17, be cylindrical and include means 22, constituted by grooves made in the cylinder, for guiding the section 15 of effect yarn on this surface to move its area of contact 19 with the surface along the axis of the cylinder.
- FIG. 18 Another variant of surface of revolution 18 is illustrated in FIG. 18.
- This surface is constituted by a profile formed in a hollow cylinder driven in rotation about its axis 20, a guide 21 being provided to maintain the section of wire 15 relative to audit profile.
- FIG. 19 shows a device in which one acts on one of the two effect wires 4, 4 ′ entering into the composition of the wire 1.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
Description
- La présente invention a pour objet un procédé de fabrication d'un fil présentant des flammes et qui est composé d'au moins un fil d'âme, alimenté en continu à une vitesse v sensiblement constante, et d'au moins un fil d'effet, alimenté en continu à une vitesse v′ sensiblement constante et supérieure à v pour obtenir une suralimentation du fil d'effet par rapport au fil d'âme, ces fils étant réunis en un endroit pour les assembler, par intégration en les texturant simultanément.
- L'invention a pour but de procurer un procédé visant notamment les fils du type susdit, composés d'un fil ou d'un groupe de fils d'âme et d'au moins un fil ou groupe de fils d'effet, dont la texturation s'effectue dans une tuyère dans laquelle circule de l'air comprimé et plus particulièrement des fils, connus sous la dénomination "TASLAN", composés de fils d'âme et d'effet du type POY (Pre oriented yarn) qui subissent avant leur passage dans la tuyère, où s'effectue la texturation, un étirage combiné à une élévation de température. Ce procédé permet d'obtenir d'une manière simple des fils d'aspect nouveau dont les flammes, qui peuvent être de dimensions importantes, peuvent être disposées à intervalles irréguliers, ces flammes, dans le cas où l'on utilise des fils d'effets de couleurs différentes, pouvant présenter une grande diversité de combinaisons de ces couleurs. De plus, le procédé suivant l'invention, offre les avantages suivants : il permet, pour la réalisation de fils à flammes, une vitesse d'alimentation en fil qui est aussi élevée que la vitesse d'alimentation pour l'obtention d'un fil, sans flamme, avec simple suralimentation du fil d'effet par rapport au fil d'âme ; il permet une fréquence de génération de flammes qui peut atteindre 150 flammes par seconde et ce, compte tenu du fait que cette fréquence est limitée à cette valeur par les performances du matériel existant à ce jour et notamment aux perfor mances de la tuyère de texturation ; il permet d'obtenir un fil de titrage pratiquement constant sur une longueur de fil déterminée ; il permet la reproductibilité d'un même titrage d'une broche à une autre, et il offre la possibilité de reproduire un même fil à des moments différents sur une même machine ou une autre machine du même type.
- A cet effet, suivant l'invention, ledit procédé consiste à alternativement accumuler temporairement, en amont de l'endroit susdit de réunion des fils en considérant le sens d'alimentation de ces derniers et de préférence à proximité de cet endroit, une quantité de fil d'effet, tout en alimentant ce dernier audit endroit en continu et à une vitesse au moins égale à la vitesse v du fil d'âme, et à libérer la quantité de fil accumulée afin d'augmenter, pendant ces périodes de libération des quantités de fils accumulées, la suralimentation du fil d'effet par rapport au fil d'âme et créer ainsi les flammes du fil.
- Suivant une forme de réalisation de l'invention, la libération de la quantité de fil accumulée s'effectue en un temps plus court que le temps d'accumulation.
- Suivant une forme de réalisation de l'invention, les quantités de fil d'effet accumulées sont sensiblement égales.
- Suivant un mode de réalisation avantageux de l'invention, on fait varier constamment le temps d'accumulation de la quantité de fil d'effet susdite afin que la distance qui sépare deux flammes immédiatement voisines ne soit pas constante.
- Suivant une forme de réalisation particulièrement avantageuse de l'invention, on fait varier le temps d'accumulation précité d'une manière aléatoire.
- L'invention a également pour objet un dispositif, pour la mise en oeuvre du procédé susdit, qui est particulièrement simple et qui peut facilement, d'une part, être intégré au matériel existant pour la fabrication de fils à simple suralimentation du ou des fils d'effet et, d'autre part, être adapté aux diverses formes et dimensions de flammes souhaitées.
- Suivant l'invention, ce dispositif comprend, en amont de l'endroit susdit, des moyens fixes de guidage du ou des fils d'effet agencés pour guider ce fil ou chacun de ces fils d'effet en deux points distincts tout en assurant une tension de la section du fil d'effet comprise entre ces deux points ainsi que des moyens mobiles agencés entre ces derniers, pour agir périodiquement sur la section de fil comprise entre ces deux points et suivant une direction transversale à la direction de défilement de cette section de fil, afin d'accumuler la quantité de fil d'effet précitée, ces derniers moyens étant en outre agencés pour libérer, après chaque accumulation de fil, la quantité de fil accumulée.
- D'autres détails et particularités de l'invention ressortiront de la description des dessins annexés au présent mémoire et qui, à titre d'exemples non limitatifs, illustrent le procédé suivant l'invention et représentent des formes de réalisation particulières du dispositif suivant l'invention.
- La figure 1 est une vue schématique montrant des fils obtenus par simple suralimentation des fils d'effet par rapport aux fils d'âme.
- La figure 2 est une vue schématique montrant, à plus grande échelle, un fil représenté à la figure 1.
- La figure 3 est une vue schématique montrant des fils à flammes suivant l'invention.
- La figure 4 est une vue schématique montrant, à plus grande échelle, un fil représenté à la figure 3.
- La figure 5 est une vue schématique en perspective illustrant le procédé suivant l'invention et montrant le dispositif pour la mise en oeuvre de ce procédé associé à une installation existante de fabrication de fil "TASLAN", composé de fils d'âme et d'effet de type POY soumis, avant leur passage dans la tuyère de texturation, à un étirage combiné à une élévation de température.
- La figure 6 est un graphique illustrant la loi à laquelle doit répondre la surface de révolution du dispositif susdit qui agit sur un ou plusieurs fils ou groupes de fils d'effet.
- Les figures 7 à 12 montrent diverses positions qu'occupent un fil d'effet au cours d'une accumulation de la quantité de fil précitée et lors de la libération de cette quantité de fil lors de la rotation de la surface de révolution susdite, constituée par une came, de 360° autour de son axe.
- Les figures 13 à 14 sont des graphiques qui illustrent les vitesses de suralimentation d'un fil d'effet dans les cas où la came tourne à vitesse constante, d'une part, à vitesse élevée et, d'autre part, à vitesse réduite.
- La figure 15 est une vue analogue aux figures 13 et 14 qui illustre les vitesses de suralimentation d'un fil d'effet obtenues en faisant varier la vitesse de rotation de la came.
- Les figures 16 à 22 sont des vues schématiques en perspective montrant des variantes du dispositif illustré aux figures précédentes.
- Dans les différentes figures, les mêmes notations de référence désignent des éléments identiques ou analogues.
- Le procédé suivant l'invention et illustré aux dessins est destiné à la fabrication d'un fil 1 présentant des flammes 2 et qui est composé d'au moins un fil ou groupe de fils d'âme 3, alimenté en continu à une vitesse v sensiblement constante, et d'au moins un fil ou groupe de fils d'effet 4, alimenté en continu à une vitesse v′ sensiblement constante et supérieure à v et ce, afin d'obtenir une suralimentation du fil ou groupe de fils d'effet 4 par rapport au fil ou groupe de fils d'âme 3. Ces fils ou groupes de fils 3 et 4 sont réunis en un endroit 5 pour les assembler, en 6, par intégration, en les texturant simultanément. Pour obtenir des flammes plus ou moins importantes et espacées les unes des autres, ce procédé consiste à alternativement accumuler temporairement, en amont de l'endroit de réunion 5 des fils ou groupes de fils 3 et 4, en considérant le sens d'alimentation de ces derniers, schématisé par les flèches 7, et de préférence à proximité de cet endroit 5, une quantité de fil ou groupe de fils d'effet, tout en alimentant ce dernier audit endroit 5 en continu et à une vitesse au moins égale à la vitesse v du fil ou groupe de fils d'âme 3 et à libérer la quantité de fil accumulée, en un temps égal ou plus court que le temps d'accumulation, en fonction des flammes désirées, afin d'augmenter, pendant ces périodes de libération des quantités de fils accumulées, la suralimentation du fil ou groupe de fils d'effet 4 par rapport au fil ou groupe de fils d'âme 3 et créer ainsi les flammes 2 du fil 1.
- Le fil 1 suivant le procédé susdit a un titrage pratiquement constant sur une longueur de fil déterminée et peut être reproduit à des moments différents sur une même machine ainsi que d'une broche à l'autre, et ce, étant donné que le fil 1 est produit en continu à l'aide de fils d'âme et d'effet alimentés en continu.
- Pour éviter l'obtention de tissus réalisés avec le fil 1 susdit qui présenteraient des motifs répétitifs formés par les flammes 2, le procédé prévoit le brouillage de flammes, c'est-à-dire une distribution irrégulière des flammes 2 sur le fil, qui est obtenu en faisant varier constamment le temps d'accumulation de la quantité susdite de fil d'effet 4 et de préférence cette variation de temps d'accumulation s'effectue d'une manière aléatoire.
- Le procédé conforme à l'invention est avantageusement, comme illustré à la figure 5, associé au procédé de fabrication d'un fil "TASLAN" suivant lequel on utilise des fils d'âme 3 et d'effet 4, du type POY, auxquels on fait subir, en amont de l'endroit 5 où on les réunit pour les texturer, en 6, dans une tuyère 7 à travers laquelle circule de l'air comprimé et en amont de l'endroit 8 où l'on accumule temporairement la quantité susdite de fil d'effet 4, un étirage sur des cylindres 9 entraînés en rotation autour de leur axe, suivant les flèches 10 et, dans le même sens que le sens d'alimentation des fils d'âme 3 et d'effet 4, cet étirage étant combiné à une élévation de température par passage des fils 3 et 4 sur des doigts chauffants 11 portés à une température d'au moins 50°C.
- Dans le cas où le fil 1 comprend plusieurs fils d'effet 4, on peut, suivant l'invention et en fonction des effets de flamme désirés, soit agir sur un seul des fils d'effet pour alternativement en accumuler temporairement une quantité et libérer ensuite cette quantité accumulée (voir figure 19), soit agir sur tous les fils d'effet (voir figures 20 et 21). Quand on agit sur plusieurs ou sur tous les fils d'effet 4, on peut, suivant les effets de flamme désirés, veiller à ce que l'accumulation d'une quantité d'un des fils d'effet ainsi que la libération de cette quantité accumulée soit décalée par rapport aux accumulation et libération des autres fils d'effet.
- En utilisant des fils d'effet 4 de couleurs différentes, on obtient, en mettant on oeuvre la technique d'accumulation susdite, des fils 1 dont les flammes 2 présentent une grande diversité de coloris. Les fils d'âme et d'effet peuvent être alimentés à une vitesse comprise entre 360 et 480 m/minute.
- Suivant l'invention et comme illustré aux dessins, le dispositif pour la mise en oeuvre du procédé susdit, qui est à associer à une machine pour la fabrication de fil composé de fils d'âme et de fils d'effet suralimenté par rapport aux fils d'âme et en particulier à une machine pour la fabrication de fils "TASLAN", comprend, en amont de l'endroit 5, des moyens fixes de guidage 12 du ou des fils d'effet 4 qui sont agencés pour guider ce fil ou chacun de ces fils d'effet en deux points distincts 13 et 14 entre lesquels la section 15 de fil d'effet comprise entre ces deux points est sous tension, ainsi que des moyens mobiles 16 qui sont entre ces points 13 et 14, pour agir périodiquement sur la section 15 de fil d'effet 4 comprise entre ces deux points et suivant une direction transversale à la direction de défilement de cette section de fil, afin d'accumuler la quantité de fil d'effet précitée, ces derniers moyens 16 étant en outre agencés pour libérer brusquement, après chaque accumulation de fil, la quantité de fil accumulée.
- Les moyens fixes 12 sont constitués, comme montré dans la plupart des figures, par deux oeillets de guidage 17 à travers lesquels passe le fil d'effet 4. Ces oeillets 17 sont avantageusement de position réglable afin de pouvoir les adapter à la longueur de section 15 de fil désirée et régler leur position par rapport aux moyens mobiles 16. Un de ces oeillets 17 peut être remplacé, comme montré à la figure 18, par un tube de guidage 21′.
- Les moyens mobiles 16 sont agencés pour agir sur la section 15 de fil d'effet située entre les moyens de guidage 12 et comprennent une surface de révolution 18 sur laquelle prend appui en permanence une zone 19 de cette section de fil et qui est entraînée, en continu et dans le même sens, en rotation autour d'un axe 20. Le profil de cette surface de révolution 18 et sa position par rapport aux moyens de guidage 12 sont tels que, soit au cours d'une rotation de 360° (voir par exemple figures 19 à 22), soit au cours d'une rotation d'une fraction de 360° (voir figure 16) ou encore au cours d'une rotation d'un multiple de 360° (voir figure 17) , autour de l'axe 20, la longueur de la section 15 de fil d'effet comprise entre lesdits moyens de guidage 12 croît progressivement pour atteindre un maximum, en vue de l'accumulation susdite, et lorsque ce maximum est atteint, ladite longueur passe, par exemple brusquement lorsque l'on utillise une came 24 du type illustré notamment aux figures 7 à 12, à un minimum pour libérer la quantité de fil accumulée afin de réaliser l'accélération de la suralimentation du fil d'effet 4 par rapport au fil d'âme 3 et permettre ainsi la formation d'une flamme 2.
- Comme illustré notamment aux figures 5, 7 à 12, 16 et 19 à 22, la surface de révolution 18 peut appartenir à une came 24. Si l'on suit les phases illustrées aux figures 7 à 12, on constate que la longueur de la section 15 de fil accumulée Δ l entre les oeillets de guidage 17, qui correspond à la longueur totale de la section L + Δ l de laquelle on soustrait la distance L séparant les oeillets 17, croît progressivement, comme montré au graphique de la figure 6, pour atteindre un maximum Δl max. et revenir ensuite à une valeur pratiquement nulle. Δt étant le temps de restitution de la longueur de fil d'effet accumulé Δl max, la vitesse du fil d'effet vaut alors en moyenne durant ce temps Δt :

- Durant ce temps Δ t, il y a accélération de la vitesse du fil d'effet 4. C'est pendant ce temps Δ t et grâce à cette accélération qu'une flamme 2 se forme et que la vitesse v′ du fil d'effet 4 est maximum.
- Pendant la phase d'accumulation, la vitesse moyenne du fil d'effet 4 est de

- La longueur de la section 15 de fil accumulée est bien entendu ajustable en modifiant la forme de la came 24. Si la came 24 tourne à une vitesse constante, les instants d'accumulation et d'accélération se succèdent régulièrement.
- A grande vitesse de rotation de la came 24, les pics de vitesse sont, comme montré au schéma de la figure 13, étroits, hauts et rapprochés. La vitesse de suralimentation de fil d'effet 4 est élevée et les flammes 2 obtenues sont importantes et peu distantes les unes des autres.
- A vitesse moins élevée, les pics de vitesse sont, comme montré à la figure 14, moins étroits, moins hauts et moins rapprochés, de sorte que les flammes 2 obtenues sont moins importantes et plus éloignées les unes des autres.
- Pour éviter le phénomène répétitif des flammes 2, la came 24 est à vitesse variable et aléatoire afin que la distance entre les pics de vitesse et donc la distance entre les flammes 2 varie aléatoirement, comme montré à la figure 15. Cette variation aléatoire de vitesse est basée sur un programme générant des nombres aléatoirement. Ces nombres déterminent, par le biais d'un système électronique approprié, la vitesse à la sortie du moteur 23.
- Comme montré aux figures 5, 7 à 12 et 19 à 22, l'axe 20 de la came 24 ou des cames 24 est perpendiculaire à un plan vertical passant par la section 15 de fil d'effet, la ou les cames 24 étant entraînées en rotation dans le même sens que le sens d'alimentation du fil d'effet 4.
- On peut également concevoir que, suivant l'invention, l'axe 20 de la surface de révolution 18 de la came 24 est compris, comme montré à la figure 16, dans un plan passant par la section 15 du fil d'effet, des moyens de guidage 21 étant alors prévus pour maintenir ladite section 15 de fil dans le plan susdit.
- La surface de révolution 18 peut également, comme montré à la figure 17, être cylindrique et comprendre des moyens 22, constitués par des rainures pratiquées dans le cylindre, pour guider la section 15 de fil d'effet sur cette surface pour déplacer sa zone de contact 19 avec la surface suivant l'axe du cylindre.
- Une autre variante de surface de révolution 18 est illustrée à la figure 18. Cette surface est constituée par un profil ménagé dans un cylindre creux entraîné en rotation autour de son axe 20, un guide 21 étant prévu pour maintenir la section de fil 15 par rapport audit profil.
- La figure 19 montre un dispositif dans lequel on agit sur un des deux fils d'effet 4, 4′ entrant dans la composition du fil 1.
- Aux figures 20 et 21, où deux et trois fils d'effet 4, 4′ sont traités simultanément pour la formation d'un fil 1, les cames 24 qui agissent sur ces fils d'effet 4 sont calées sur un même axe d'entraînement 20. Ces cames sont décalées l'une par rapport à l'autre.
- Toujours suivant l'invention, on peut prévoir, pour agir sur deux fils d'effet 4, 4′ entrant dans la composition d'un fil 1, deux cames 24 montées sur des axes 20 distincts, ces axes étant chacun commandé par un moteur 23.
- Il doit être entendu que l'invention n'est nullement limitée aux formes de réalisation décrites et que bien des modifications peuvent être apportées à ces dernières sans sortir du cadre du présent brevet.
Claims (22)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP87870099A EP0299131A1 (fr) | 1987-07-14 | 1987-07-14 | Procédé de fabrication d'un fil présentant des flammes et dispositif pour la mise en oeuvre de ce procédé |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP87870099A EP0299131A1 (fr) | 1987-07-14 | 1987-07-14 | Procédé de fabrication d'un fil présentant des flammes et dispositif pour la mise en oeuvre de ce procédé |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0299131A1 true EP0299131A1 (fr) | 1989-01-18 |
Family
ID=8198503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87870099A Withdrawn EP0299131A1 (fr) | 1987-07-14 | 1987-07-14 | Procédé de fabrication d'un fil présentant des flammes et dispositif pour la mise en oeuvre de ce procédé |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0299131A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1544333A1 (fr) * | 2003-12-19 | 2005-06-22 | Schärer Schweiter Mettler AG | Machine de texturation par jet d'air pour la fabrication de fils fantaisie |
| EP1584716A1 (fr) * | 2004-04-10 | 2005-10-12 | Schärer Schweiter Mettler AG | Procédé de traitement de fil et machine |
| WO2017012996A1 (fr) | 2015-07-20 | 2017-01-26 | Ssm Giudici S.R.L. | Procédé et dispositif pour la production de fil flammé, et fil produit |
| EP3246438A1 (fr) | 2016-05-16 | 2017-11-22 | SSM Giudici S.r.l. | Dispositif pour la fabrication de fil fantaisie ayant un effet de flamme |
| CH717804A1 (de) * | 2020-09-02 | 2022-03-15 | Ssm Schaerer Schweiter Mettler Ag | Verfahren und Vorrichtung zur Herstellung eines Effekt-Multikomponenten-Gams. |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1276437A (fr) * | 1960-12-20 | 1961-11-17 | Courtaulds Ltd | Procédé et appareil pour la production de fils textiles fantaisie |
| FR2111644A2 (en) * | 1970-10-22 | 1972-06-09 | Rhodiaceta | Multi-filament knop yarn - formed by intermittently supplying yarn to air nozzle |
| US4038811A (en) * | 1976-08-31 | 1977-08-02 | Joan Fabrics Corporation | Apparatus for continuously drawing and texturing core and effect yarns |
| US4058968A (en) * | 1976-09-03 | 1977-11-22 | Owens-Corning Fiberglas Corporation | Bulked yarn and method of forming a bulked yarn |
| EP0028939A2 (fr) * | 1979-11-13 | 1981-05-20 | Milliken Research Corporation | Appareil pour fabriquer un fil tordu à boutons |
-
1987
- 1987-07-14 EP EP87870099A patent/EP0299131A1/fr not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1276437A (fr) * | 1960-12-20 | 1961-11-17 | Courtaulds Ltd | Procédé et appareil pour la production de fils textiles fantaisie |
| FR2111644A2 (en) * | 1970-10-22 | 1972-06-09 | Rhodiaceta | Multi-filament knop yarn - formed by intermittently supplying yarn to air nozzle |
| US4038811A (en) * | 1976-08-31 | 1977-08-02 | Joan Fabrics Corporation | Apparatus for continuously drawing and texturing core and effect yarns |
| US4058968A (en) * | 1976-09-03 | 1977-11-22 | Owens-Corning Fiberglas Corporation | Bulked yarn and method of forming a bulked yarn |
| EP0028939A2 (fr) * | 1979-11-13 | 1981-05-20 | Milliken Research Corporation | Appareil pour fabriquer un fil tordu à boutons |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1544333A1 (fr) * | 2003-12-19 | 2005-06-22 | Schärer Schweiter Mettler AG | Machine de texturation par jet d'air pour la fabrication de fils fantaisie |
| EP1584716A1 (fr) * | 2004-04-10 | 2005-10-12 | Schärer Schweiter Mettler AG | Procédé de traitement de fil et machine |
| WO2017012996A1 (fr) | 2015-07-20 | 2017-01-26 | Ssm Giudici S.R.L. | Procédé et dispositif pour la production de fil flammé, et fil produit |
| EP3246438A1 (fr) | 2016-05-16 | 2017-11-22 | SSM Giudici S.r.l. | Dispositif pour la fabrication de fil fantaisie ayant un effet de flamme |
| CH717804A1 (de) * | 2020-09-02 | 2022-03-15 | Ssm Schaerer Schweiter Mettler Ag | Verfahren und Vorrichtung zur Herstellung eines Effekt-Multikomponenten-Gams. |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0022421B1 (fr) | Procédé et dispositif pour l'obtention d'un fil présentant sur sa longueur des zones de torsion alternativement de sens inverse | |
| FR2478512A1 (fr) | ||
| CH424072A (fr) | Procédé de fabrication d'un fil formé d'un ou plusieurs filaments synthétiqués continus en polymère thermoplastique, et appareil pour la mise en oeuvre du procédé | |
| EP0299131A1 (fr) | Procédé de fabrication d'un fil présentant des flammes et dispositif pour la mise en oeuvre de ce procédé | |
| FR2468538A1 (fr) | Appareil et procede de bobinage d'un fil pour former un enroulement | |
| FR2495196A1 (fr) | Procede et dispositif de formation d'une reserve de fil de trame pour metiers a tisser | |
| FR2461039A1 (fr) | Procede et dispositif pour mouiller un fil en defilement au moyen d'un liquide dans les machines textiles | |
| WO2003064741A2 (fr) | Dispositif de cablage et de fixation en continu de fils suivi d'un traitement thermique complementaire | |
| EP1646740B1 (fr) | Machine pour le cablage / torsion et la fixation en continu de fils | |
| FR2499044A1 (fr) | Procede et dispositif d'alimentation en fils sans tension et appareil pour fabriquer un fil gonflant | |
| EP0815303B1 (fr) | Machine perfectionnee permettant d'effectuer, en continu, le retordage ou le cablage de fils suivi d'un traitement thermique complementaire | |
| FR2507634A1 (fr) | Procede et appareil pour le filage de fils a ame | |
| FR2720202A1 (fr) | Appareillage et procédé pour bobiner des couches de fils sur un rotor ou un stator d'un générateur ou moteur électrique rotatif. | |
| FR2719323A1 (fr) | Dispositif de traitement thermique continu de fil déposé en boucles. | |
| CH619743A5 (en) | Machine for blending, defelting, shortening or sizing natural or artificial fibres | |
| EP0208628B1 (fr) | Dispositif permettant de régler la tension d'un fil lors de différentes opérations de transformation qu'il subit au cours de sa fabrication | |
| FR2500498A1 (fr) | Installation pour la fabrication de cables metalliques a couches comportant une ame centrale et une couronne formee d'au moins une couche de fils coaxiaux a l'ame | |
| EP1470274A1 (fr) | Dispositif de cablage et de fixation en continu de fils suivi d'un traitement thermique complementaire | |
| FR2794144A1 (fr) | Procede de fabrication d'une moquette aiguilletee | |
| FR2476704A1 (fr) | Produit enduit, et procede pour realiser son enduction, notamment pour l'industrie du textile | |
| EP1442165A2 (fr) | Dispositif pour delivrer un fil, notamment dans une machine d'etirage-texturation | |
| FR2736937A1 (fr) | Machine d'etirage-texturation par fausse torsion | |
| EP0201363B1 (fr) | Travailleur pour laineuses | |
| EP0082794B1 (fr) | Dispositif pour la réalisation d'une nappe constituée de fils parallèles et procédé pour la formation d'articles complexes divers comportant une telle nappe | |
| FR2650309A1 (fr) | Machine de filature permettant de realiser des files de fibres presentant des effets de fantaisie sur leur longueur et nouveaux types de files ainsi obtenus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19890912 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: VAN WYMEERSCH, ROGER RAYMOND Inventor name: VAN WYMEERSCH, STEPHANE GEORGES |