EP0286313A2 - Récipient à sommet en forme de pignon - Google Patents
Récipient à sommet en forme de pignon Download PDFInfo
- Publication number
- EP0286313A2 EP0286313A2 EP88302870A EP88302870A EP0286313A2 EP 0286313 A2 EP0286313 A2 EP 0286313A2 EP 88302870 A EP88302870 A EP 88302870A EP 88302870 A EP88302870 A EP 88302870A EP 0286313 A2 EP0286313 A2 EP 0286313A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- panels
- panel
- strip
- container
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/40—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper specially constructed to contain liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/06—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end-closing or contents-supporting elements formed by folding inwardly a wall extending from, and continuously around, an end of the tubular body
- B65D5/067—Gable-top containers
- B65D5/068—Gable-top containers with supplemental means facilitating the opening, e.g. tear lines, tear tabs
Definitions
- This invention relates to packaging, and particularly to an improved package construction using a pressure sensitive adhesive tape material to improve the opening characteristics of a disposable gable top container suitable for the packaging of liquids. More particularly, this invention relates to a blank from which the container is formed.
- Containers for beverages such as milk, fruit juices, and drinks are conventionally constructed from blanks of thermoplastic coated paperboard.
- the most widely used of such containers have a rectangular cross-sectional body surmounted by a gable-top closure incorporating an extensible pouring spout.
- Blanks from which the containers are constructed are divided into a plurality of panels which are adapted to form the walls and closure members. The panels are formed and separated by score lines at which the blank is folded. Particular panels are intended to be joined together in a lapped arrangement in the completed container. Typically, those panels are pressed together and heated or exposed to high frequency radiation, to fuse the adjoining thermoplastic surfaces, forming a generally strong seal.
- Containers of this type are opened for access to the contents by a two-step toggle action process.
- the gable edges are forced backward past the point at which the lip panels are joined, to nearly touch the roof panels.
- the gable edges are pushed forward and inward.
- the second stage opening forces are communicated through spout panels to the tip of the pouring spout, breaking the seal between the lip panels and the underside of the roof panels and snapping the spout outward to a pouring position.
- the first step in the opening process primarily produces tension forces in the spout panels, while the second step produces compression forces, and these latter forces are transmitted over a greater distance.
- the second opening stage is more likely to result in bent and crumpled spout panels.
- An improvement in gable-top containers to provide a hermetic seal for an extended shelf life package consists of coating the inner surface of the container blank with a foil and an overcovering layer of thermoplastic such as polyethylene.
- the panels to be sealed are bonded by heating the thermoplastic surface coatings to a softening or melting temperature, compressing the panels together and cooling.
- the use of thermoplastic coatings or foil adds some stiffness to the panels, and the container is made resistant to wicking of liquids.
- the strong bonding of the lip panels results in buckling, tearing and delamination of the cardstock upon opening the seal.
- the spout is difficult to open, and the opened panels are unappealing in appearance.
- Polyethylene has a low modulus of elasticity, so the stiffness added by the coating is minimal.
- hermetic refers to a container designed and intended to be secure against the entry of oxygen which degrades flavor and other food properties.
- the term is also used to designate containers used for aseptic filling and storage, i.e., containers secure against the entry of microorganisms.
- the hermetic barrier of such cartons typically comprises an aluminum or other barrier film coating the inner surface, overcovered with a thermoplastic such as polyethylene. The carton wall thickness is thus increased, resulting in larger channels where the edges of overlying panels have a stepped relationship in the gable rib area, increasing the chance for leakage.
- perforations in the spout panels has generally been unsatisfactory. Such perforations produce a spout of reduced size, which requires special sealing operations.
- the perforations are considered by some to be a weak point in the carton, prone to develop leaks.
- This type of carton spout requires external forces such as thumbnail pressure to open, and this procedure is considered unsanitary. The carton cannot be effectively closed, once opened, and shaking of the carton results in spillage.
- novel scoreline patterns generally has not overcome the strong sealing forces of well-sealed spouts and buckling of the spout panels is common.
- Egleston et al. U.S. Patent No. 3,270,940 discloses the use of an anti-adhesive composition applied to both the outside and inside surfaces of the pouring lip of a gable-top container.
- Abhesive agents disclosed include cellulose plastic laminated to polyethylene, the latter heat-bondable to the polyethylene surface of the cardstock blank. The cellulose plastic adds insignificant reinforcing stiffness to the pouring lip because of its low modulus of elasticity.
- the release properties of abhesives are generally affected by the heat sealing parameters and are inconsistent.
- Containers designed for hermetic use and having adhesives in the spout sealing area often require opening forces greater than the wall strength of the panels, and the spout panels buckle during the opening process.
- the present invention is directed to an improvement in the formation of a package of paneled flexible material to stiffen the package material adjacent the sealed area to be opened.
- the result is a more reliable, consistently openable spout for gaining access to the container contents.
- the container may be sealed to a leakproof or even a hermetically sealed condition if desired, yet is readily opened with minimal force.
- the flexible material may be cardstock, plastic, or other material with a thermoplastic inner surface coating which is sealed by elevated temperature and pressure.
- the flexible material may include a gas-impermeable film or foil layer.
- a blank of the package material with scoreline-defined panels is folded into the package shape and overlying panels are sealed.
- a typical sealing process consists of heating with hot air to a temperature which melts or fuses the thermoplastic surface coatings, and compressing together the panels to be joined.
- a container body having sides, a bottom and a top suitable for the packaging of liquids.
- the container body in the illustrated embodiment includes a front body panel, a back body panel and first and second side panels.
- Bottom closure panel means is provided for closing the bottom of the gable-top container.
- Connected to the upper edges of the first and second side panels are the first and second roof panels, respectively.
- the roof panels When assembled, the roof panels are oppositely disposed to converge upwardly, and are connected at their top edges to form a gable roof.
- the front edges of the roof panels have score lines defining subpanels which comprise first and second roof wing panels.
- the wing panels form the rear portion of the pouring spout.
- the first triangular end panel, the first and second wing panels and the panels listed below form an extensible pouring spout connected to the top of the container body.
- First and second opposed, substantially triangular end panels are connected to the upper edges of the front and back body panels to extend upwardly therefrom.
- a first foldback panel is connected to the first roof wing panel and to one lateral edge of the first triangular end panel.
- a second foldback panel is connected to the second roof wing panel and to the other lateral edge of the first triangular end panel.
- a third foldback panel is connected to the other end of the first roof panel and to one lateral edge of the second triangular end panel.
- a fourth foldback panel is connected to the other lateral edge of the second triangular end panel, and is adapted to be connected to the second roof panel, opposite the second foldback panel.
- First and second gable rib panels are connected to the upper edges of the first and second foldback panels, respectively, and extend upwardly therefrom. These gable rib panels are also connected to each other at a common line, and comprise lips of the pouring spout from which the container contents are discharged.
- Third and fourth gable rib panels are connected to the upper edges of the third and fourth foldback panels, respectively, and extend upwardly therefrom.
- First and second roof rib panels are connected to the upper edges of the first and second roof panels, respectively, and extend upwardly therefrom.
- Each roof rib panel is connected at one side thereof to one of the first and second gable rib panels.
- First and second upper rib panels are connected to the upper edges of the first and second roof rib panels, respectively, and extend upwardly therefrom.
- a stiffening or reinforcement fillet overlays a portion of, and is bonded to, the inner surface of at least one of the pouring spout panels.
- the fillet comprises (a) a strip of reinforcing material resistant constructed of material resistent to deleterious effects of the conventional carton sealing process, i.e., it will not melt, or otherwise degrade at the temperature and pressure of the sealing process, (b) a first layer of high strength adhesive attached to one side of the strip, and (c) an adhesive web including a controlled release adhesive delaminably attached to the opposite surface of the strip of resistant material and adapted to seal to the panels (x) or (xx) opposite the panels overlain by the fillet, when the container is erected, closed and sealed.
- the first layer of high strength adhesive adheres to the inner surface of one of the sets of panels, strongly bonding one side of the strip to the panels, to which it remains bonded during opening of the container.
- the reinforcing strip and high strength first adhesive layer of the fillet extend along a major portion of the opening force transmission line of the closed and sealed container, that is, the line between the site where opening force is applied an the intersection of the gable rib panels which receives the opening force.
- the gable rib panels are pushed outward along the intersection by the transmitted opening force.
- the strip and adhesive stiffen the panel member to which they are bonded, so that the resistance of the panel member to bending or buckling increases, and the opening forces required to open the spout are transmitted to the spout tip.
- the adhesive web is delaminable from the surface of the strip at a relatively low peel strength, but remains bonded to the container panels, having a higher peel strength at the web-panel interface.
- the force required to delaminate the web from the strip is precisely controllable because the adhesive properties as well as interfacial area may be closely controlled.
- a tight seal including a hermetic seal, may be readily achieved even when the force required for delamination is very low.
- a hermetically sealed container having a very low opening force may be produced, provided the blank includes a gas-impermeable layer.
- the low opening force combined with the added stiffening from the strip and strong adhesive, prevents buckling or delamination of the gable rib panels which otherwise occur during opening of such containers. Furthermore, the clean separation of adhesive web from the reinforcing strip results in a smooth nonporous inner surface of the gable rib panels, enhancing sanitation considerations.
- the gable rib panels do not delaminate, tear or buckle as is common in the prior art gable-top containers.
- the adhesive web may be a layer of a controlled release adhesive which delaminably bonds to the strip surface at a relatively low, controllable peel strength but bonds to the panels with a higher peel strength.
- the adhesive web includes two members: first, a delaminable controlled release adhesive and second, a thermoplastic ribbon to which the delaminable adhesive is bonded.
- the ribbon melts or softens during the container sealing operation and becomes strongly fused to the thermoplastic coating of the container panels.
- the thermoplastic ribbon also acts as an adhesive.
- a gable-top container is formed from a blank of paperboard or other suitable material coated on the inner planar surface, or on both the inner and outer surfaces with a thermoplastic material.
- the container blank is adapted to be erected and have certain panels sealed to each other by a container sealing process.
- the sealing process consists of compressing together the panels to be joined while those panels are at an elevated temperature.
- Other alternative sealing processes may also be utilized.
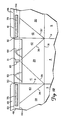
- FIG. 1 shows a typical container 1 in a closed, sealed condition as for storage of beverages and the like.
- the container is self-sustaining in shape and may be hermetically sealed.
- Container 1 is comprised of a series of panels, including a container body having four body panels 2-5. Front body panel 4 and second side body panel 5 are shown in FIG. 1, while rear body panel 2 and first side body panel 3, not shown, oppose panels 4 and 5, respectively, forming a container of rectangular cross-section. Usually, the cross-section is square.
- the bottom of the container 1 is closed.
- First roof panel 28 is connected to the upper edge of first side panel 3.
- Second roof panel 30 is connected to the upper edge of second side panel 5. When the container is in the closed condition, the roof panels 28 and 30 converge upwardly to form a gable roof construction.
- Second roof rib panel 54 is attached to second roof panel 30 and extends upwardly therefrom.
- upper rib panel 55 is attached to roof rib panel 54 and extends upwardly therefrom.
- First triangular end panel 29 is connected to the upper edge of the front body panel 4. When the container is closed, end panel 29 is folded under the gable roof formed by the two roof panels. Also shown are first roof wing panel 40 and second roof wing panel 43. The roof wing panels 40 and 43 are subpanels of roof panels 28 and 30, respectively. A second triangular end panel, not shown in this figure, is usually adapted to remain folded under the opposite gable roof, unless it is desired to open both gable ends of the container.
- FIG. 2 shows the container of FIG. 1 in which the spout has been partially opened.
- the first and second foldback panels 41 and 42 and overlapping roof wing panels 40 and 43 are typically pushed outward and backward with thumb pressure to break the seal between the inner surfaces of the first and second upper rib panels 49 and 55, and between the outer surfaces of the first and second gable rib panels 50 and 52, the latter not visible in this drawing.
- the gable rib panels are connected to the upper edge of foldback panels 41 and 42, and extend upwardly therefrom.
- FIG. 3 shows the container at the point where foldback panels 41 and 42 have been pushed backward about 90 degrees from their sealed position. These panels are roughly triangular in shape, each having one edge defined by scoreline 35 or 36, where they adjoin the first triangular end panel 29.
- First and second gable rib panels 50 and 52 act as lips of the pouring spout, and meet at a common gable rib score line 51.
- the upper terminus 51A of the common rib score line at the free edge 53 of the pouring lip comprises the tip of the pouring spout.
- First and second upper rib panels 49 and 55 extend upwardly from the first and second roof rib panels 48 and 54 to a level higher than the free upper edge 53 of gable rib panels 50 and 52.
- foldback panels 41 and 42 are pushed backward beyond the position shown in FIG. 3.
- the roof rib panels and upper rib panels will fold along line 57.
- the blank may or may not be scored at that location.
- the gable rib panels are slightly longer than the roof rib panels.
- a subsequent forward and inward movement of wing panels 40 and 43 transmits opening forces in a toggle-like action along the wing panels and gable rib panels 50 and 52 toward the common line 51 between the gable rib panels.
- a component of these forces extends outward and upward from line 51 and from gable score lines 35 and 36 to pull the gable rib panels 50 and 52 away from roof rib panels 54 and 48, the latter not visible in FIG. 3, and to pull foldback panels 41 and 42 away from roof wing panels 40 and 43.
- triangular end panel 29 is forced outward, and the distended panels create a pouring spout.
- the various score lines delineating the panels act as hinges for the panels as they are unfolded.
- the sealing forces which bond the gable rib panels to the roof rib panels are preferably only as high as required to maintain the desired leakproof or hermetic seal. Excessive bonding forces require higher opening forces to be transferred to the spout tip, necessitating greater stiffness in the spout panels to prevent crumpling of the panels during the opening process.
- Certain features of this invention produce a liquid-proof spout seal which is easily opened without tearing, delamination, or buckling of the spout panel members. These features underlie the spout panel members in FIG. 3, and are not visible in that figure. These features include one or more fillets 56, shown in FIG. 4 and described in reference to the remainder of the figures.
- FIG. 4 illustrates an exemplary flat sheet material blank of this invention for constructing a gable-top container.
- the inner surface or face is shown, and it is coated with a thermoplastic such as polyethylene.
- the outer surface is also similarly coated.
- the sheet material may include a gas impermeable layer such as aluminum foil.
- An appropriate pattern of score lines divides blank 1A into a plurality of panels and sub-panels which are used as walls of the container and its closure parts when the container is erected.
- the central portion of blank 1A comprises four body panels 2, 3, 4, and 5, having their lower edges along bottom score line 13, and their upper edges along top score line 31. These transverse score lines are shown as extending from blank edge 6 to opposite blank edge 12 in substantially parallel relationship across the face of the blank. Vertical score lines 7, 8, 9, and 10 transect the blank to define the lateral edges of the body panel 2, 3, 4, and 5, and other panels above the body panels. These and other score lines are not necessarily straight, but may be slightly offset in certain sectors of the blank to improve the fit of the various panels in the erected container.
- bottom closure means 26 is shown as a group of bottom closure panels 14 through 21 attached to the body members along bottom score line 13, and extending downward therefrom.
- Bottom closure score lines 22 though 25 enable bottom closure panels 14, 16, and 18-21 to be folded under closure panels 15 and 17 and sealed to provide a leakproof container bottom.
- a separately formed structure may alternatively be used to close the bottom of the container. In fact, any closure means which results in a satisfactorily tight seal may be used.
- the gable top of the container is formed from a series of panels above top score line 31.
- First and second roof panels 28 and 30 are connected to the upper edges of the first and second side panels 3 and 5, respectively.
- the roof panels 28 and 30 are oppositely disposed and when erected, converge upwardly to meet along score line 44 to form a gable roof.
- Connected to the upper edge of the front panel 4 is a first substantially triangular end panel 29 whose two lateral edges 35 and 36 formed by score lines extend upwardly to score line 44.
- second triangular end panel 27 is connected to the upper edge of back panel 2, and has lateral edges 32 and 33 which extend upwardly to score line 44.
- First foldback panel 41 is connected to triangular end panel 29 along edge 35, and to first roof wing panel 40 along score line 8. Panel 41 has a score line 44 as its upper edge.
- second foldback panel 42 is connected to triangular end panel 29 along edge 36, and to second roof wing panel 43 along score line 9. It has score line 44 as its upper edge.
- third and fourth foldback panels 39 and 38 are connected to triangular end panel 27 along lateral edges 33 and 32, respectively.
- the third foldback panel 39 is attached to the first roof panel 28 along score line 7, and the fourth foldback panel 38 is connected to the second roof panel 30 by side seam flap 11 when the container is erected.
- each foldback panel 38, 39, 41, and 42 along score line 44 is a gable rib panel 45, 46, 50, and 52, respectively.
- first and second roof rib panels 48 and 54 are attached to the upper edge of first and second roof rib panels 48 and 54, respectively.
- First and second gable rib panels 50 and 52 are connected to each other at a common score line 51
- third and fourth gable rib panels 46 and 45 are connected to each other at common score line 47.
- the uppermost end 51A of line 51 is the tip of the pouring spout of the erected container.
- First gable rib panel 50 is connected to first roof rib panel 48 at score line 8
- second gable rib panel 52 is connected to second roof rib panel 54 at score line 9.
- First roof wing panel 40 comprises a triangular portion of first roof panel 28 defined by score lines 34, 44, and 8, and is adjacent first foldback panel 41.
- Second roof wing panel 43 comprises a triangular portion of second roof panel 30 defined by score lines 37, 44, and 9 and is adjacent second foldback panel 42.
- a first upper rib panel 49 is connected to the upper edge of the first roof rib panel 48.
- a second upper rib panel 55 is connected to the upper edge of the second roof rib panel 54.
- the score lines 60 and 61 separate the upper rib panels from the adjacent roof rib panels, and are substantially continuous with the free upper edge 53 of the first and second gable rib panels 50 and 52. The latter panels serve as lips of the pouring spout of the erected container.
- the score lines may be applied to blank 1A before or after the thermoplastic coating is applied to the blank.
- the score lines may be applied to either surface or both surfaces of the blank. For purposes of clearer delineation of the various panels, score lines are shown in the drawings on both of the inner and outer surfaces of the blank and container.
- two stiffening fillets 56 overlie portions of the first and second gable rib panels 50 and 52, and extend downwardly to overcover portion of the first and second foldback panels 41 and 42 and small upper portions of first end panel 29.
- each fillet 56 comprises a strip 66 of material resistant to the container sealing process, and a first layer 72 of adhesive.
- This adhesive layer 72 is attached to (a) a first planar surface 86 of strip 66 and to (b) the inner thermoplastic coating 82 of one or more of the pouring spout panels as described herein.
- the strip 66 of material is thus sealed to the thermoplastic inner coating 82 of one or more of these panels.
- Strip 66 may be formed from any solid material which is resistant to any deleterious effect of the container sealing process, and is sufficiently rigid so that, together with adhesive layer 72, it provides sufficient strength to reinforce the panel to the necessary stiffness. Thus, strip 66 must not melt, or otherwise degrade at the temperature and pressure conditions of the container sealing process.
- Material such as metallic foil, polyester film, and polycarbonate film are examples of strip materials which are unaffected by the temperatures used for sealing panels coated with polyethylene. Such thermoplastic coatings are typically sealed at temperatures of 250 to 400°F (81 to 205°C).
- the material of the strip is unoriented polypropylane, such as that utilized as a film backing in a pressure sensitive adhesive tape marketed under the trademark "Y-8450” by Minnesota Mining and Manufacturing Company of St. Paul, Minnesota.
- a fillet constructed of unoriented polypropylene exhibits several advantages over strips constructed of other materials. Specifically, unoriented polypropylene has a lower modulus of elasticity than polyester (i.e. as low as 0.2 ⁇ 102 psi).
- a more compliant strip may be constructed which is better able to conform to the scorelines between the pouring spout panels.
- a notch such as is shown in Figures 9, 10 and 12 and discussed hereinafter, is not required. This simplifies the process of positioning and aliening the fillet on the panels.
- the optmium temperature range per bonding the unoriented polypropylene strip is 260 ⁇ - 320 ⁇ F.
- the stiffening fillet 56 further includes an adhesive web 73 including a controlled release adhesive, having a first surface 80 delaminably attached to the opposite surface 68 of strip 66.
- This web 73 may comprise a single controlled release adhesive material which strongly adheres to the container panel coating, typically polyethylene, and bonds delaminably to strip 66 with less adhesion.
- the adhesive web 73 peels from the strip 66, leaving a smooth surfaced pouring lip.
- the adhesive material comprising the web of this embodiment may be a pressure sensitive adhesive such as a rubber/resin combination or which becomes bonded to the container panel surface at the container sealing conditions, achieving an adhesion strength of 5 to 50 oz/in (61 to 612 g/cm) of width.
- web 73 comprises two members, a thermoplastic ribbon 74 and a layer 76 of controlled release adhesive delaminably attached to one side of the ribbon 74.
- the various embodiments of web 73 are further explained with reference to the remaining figures.
- the strip 66 and adhesive layer 72 may be preformed as a tape which is applied by machine to the blank 1A.
- the adhesive web 73 may be preformed as part of the tape, or may be applied to strip 66 during or after the application of the tape to the blank.
- a web 73 comprised of a thermoplastic ribbon 74 and adhesive layer 76 may be preformed as a second tape which is applied to the strip 66 of a first tape, or to the panel opposite that to which strip 66 and layer 72 are attached.
- strip 66, adhesive layer 72, ribbon 74, and adhesive layer 76 may be together preformed as a single tape to be applied to blanks 1A.
- the modulus of elasticity of strip 66 may be as low as 0.2 ⁇ 106 psi (1.4 ⁇ 108 kg/m2) but for materials other than unoriented polypropylene preferably is at least 0.4 ⁇ 106 psi (2.8 ⁇ 108 kg/m2).
- the first adhesive layer 72 may be of such an adhesive type and thickness that when the fillet 56 is compressed between gable rib panel 50 and 52 and roof rib panels 48 and 54 during the container sealing process, a portion of the adhesive of layer 72 extrudes from between the panel or panels and strip 66 of resistant material.
- the extruded adhesive fills channels otherwise open to leakage and effectively seals the container.
- the adhesive used may be sealable by pressure, heat, or other process, but is preferably a pressure sensitive adhesive whose bond is strengthened by the heat and pressure of the container sealing process.
- FIG. 5 shows a gable-top container 1A formed from the blank of FIG. 4, sealed according to the container sealing process, and subsequently opened from the closed and sealed condition.
- Second roof panel 30 and first roof Panel 28 converge upwardly so that their upper edges 44 meet or almost meet.
- Roof rib panels 48 and 54 are sealed along approximately one-half of the length of the rib structure, and enclose third and fourth gable rib panels 45 and 46.
- common scoreline 47 between the third and fourth gable rib panels is somewhat spaced from common scoreline 51.
- the void between those scorelines is a vertical channel which when filled with adhesive will prevent leakage.
- First and second upper rib panels 49 and 55 are joined by the container sealing process.
- the spout panels of the rib structure are shown to have been opened by first breaking the seal between the upper rib panels 49 and 55, and then breaking the seal between gable rib panels 50, 52 and roof rib panels 48, 54.
- First triangular end panel 29, and first and second foldback panels 41 and 42 are folded outward to extend the pouring spout.
- Stiffening fillet 56 is shown within the pouring spout, having strip 66 overlying and attached to first gable rib panel 50, and second gable rib panel 52, not visible in this view.
- Adhesive web 73 is shown attached to first roof rib panel 48, having delaminated from strip 66 by the opening forces applied to the container. Conforming to a preferred embodiment, the strip 66 also extends downward over scoreline 44 to overcover a portion of foldback panels 41 and 42. The advantages of such extension will be later described.
- FIGS. 6A-6C and 7A-7C are enlarged cross-sectional views through the rib portion of a hermetically sealing container 1 formed from this invention, showing the panel members and an embodiment of the fillet 56 exaggerated in thickness for the sake of clarity.
- the panel members 54, 52 include a film or foil 81 of gas-impermeable material such as aluminum, bonded to the inside surface of fiberboard layer 83 by adhesive 84, and overcovered by the thermoplastic coating 82.
- the outside surface of the fiberboard 83 is shown as also being coated with a layer of thermoplastic 85.
- fillet 56 is shown as being directly attached to the gable rib panel 52, it may optionally be attached to roof rib panel 54. In other words, fillet 56 is reversed within the space between the panels.
- fillet 56 is shown as being first attached to gable rib panel 52 by adhesive layer 72, and subsequently attached to roof rib panel 54 by web 73 during the container sealing process, the order may be reversed if desired, without changing the members that are adhesively joined.
- adhesive web 73 of fillet 56 may be first attached to roof rib panel 54 of blank 1A, with adhesive layer 72 subsequently bonded to gable rib panel 52 during the container sealing process.
- the fillet 56 is first bonded to the gable rib panel 52 because proper placement of strip 66 and layer 72 on panel 52 is more critical than the placement of web 73 on the roof rib panel.
- the gable rib panels 50 and 52 may not always be precisely aligned with the roof rib panels 48 and 54.
- FIGS. 6A-7C apply equally to the first gable rib and roof rib panels 50 and 48, although the second gable rib and roof rib panels 52 and 54 are shown.
- fillet 56 is shown in FIG. 6A attached to gable rib panel 52 of blank 1A.
- the fillet comprises, in order, a layer 72 of adhesive bonded to the inner thermoplastic coating 82 of the gable rib panel 52.
- the first surface 86 of reinforcing strip 66 is bonded to coating 82 by intervening adhesive layer 72.
- An adhesive web 73 is delaminably bonded on first surface 80 to opposite strip surface 68.
- Web 73 is adapted to be bonded on its opposite surface 79 to roof rib panel 54 during the container sealing process.
- FIG. 6B shows the same panels 52, 54 and fillet 56, following sealing.
- Strong bonding forces exist between adhesive layer 72 and thermoplastic coating 82 of gable rib panel 52, between adhesive layer 72 and strip 66, and between web 73 and thermoplastic coating 82 of the roof rib panel 54.
- the bond between the first surface 80 of web 73 and the opposite surface 68 of strip 66 has the least strength of the fillet bonds, and web 73 is designed to cleanly separate or delaminate at surface 68 upon application of opening forces.
- Adhesive web 73 is designed to extrude during the container sealing process of high temperature and pressure, to penetrate areas of possible leakage between the panels and provide a leakproof or hermetic seal in the spout.
- the resistance to delamination of web 73 from strip 66 is relatively low, compared to the other sealing forces, so a real expansion of web 73 on surface 68 has little effect on the required opening force.
- FIG. 6C shows web 73 separating from strip 66 and remaining bonded to the inner thermoplastic coating 82 of roof rib panel 54.
- the clean separation provides a smooth inner surface on the gable rib panels 50, 52.
- FIGS. 7A-7C correspond to FIGS. 6A-6C, hut show another embodiment of the web fillet 56.
- the web 73 of this fillet 56 is comprised of a thermoplastic ribbon 74 which is delaminably bonded to side 68 of strip 66 by a layer 76 of delaminable adhesive.
- ribbon 74 melts and fuses to the inner thermoplastic coating 82 on roof rib panel 54 to provide a strong seal.
- the thermoplastic extrudes into open areas between the two panels to effectively prevent leakage, producing a seal useful for hermetic sealing containers. The extrusion which occurs is not shown in FIGS.
- the container seal is opened by separating or delaminating layer 76 from surface 68 of strip 66.
- the layer 76 of delaminable adhesive remains attached to the roof rib panel 54, providing a clean, smooth surface on the inner face of the gable rib panel 52.
- Fillet 56 may comprise a tape having a relatively thick backing or strip 66 of a stiff material which bonds relatively weakly to the thermoplastic surface of the panels.
- the adhesive layer 72 may be thermoplastic in nature, but preferably is a pressure-sensitive adhesive. The latter affords easier positioning during application to the blank 1A, and does not require the application of heat for positioning. However, the thermal container sealing process has been found to significantly enhance the sealing strength of the pressure sensitive adhesives (PSAs) which were tested. Typical pressure sensitive adhesives (PSAs) can be formed into stable thick layers, if desired, and will readily extrude at the temperatures and pressures used to thermally seal polyethylene.
- an extruded bead of adhesive along the edges of the fillet 56 to further enhance the sealing.
- PSA's appear to work well, being extruded by the pressure of the container sealing process.
- the quantity of extruded adhesive may be varied by controlling the type of ahesive, the thickness of the adhesive layer, and the temperature and pressure of the carton sealing process.
- the quantity of extruded adhesive may be controlled to fill the small channels which typically develop along the free upper edge 53 of the gable rib panels, and provide additional sealing in the areas immediately surrounding the strip 66.
- the space at the tip of the pouring spout that is, the space in FIG. 5 between common line 51 and the corresponding line 47 of the third and fourth gable rib panels, usually not securely sealed in the prior art by the container sealing process, may also be controllably filled with a bead of extruded adhesive during the sealing process to enhance the seal.
- the adhesion of strip 66 to the container panel through adhesive layer 72 should preferably produce a peel strength greater than 50 oz. per inch of width (612 grams per cm. width) at room temperature, so that the strip 66 will remain an integral part of the panel to which it is attached, both before and after the spout panels are unsealed and unfolded.
- the fillet may be adhesively attached to at least one of the pouring spout panels depending upon what is desired for the particular application.
- a strip 66 and adhesive layer 72 attached to the roof rib panels are somewhat less effective at transferring the opening forces than when attached to the gable rib panels.
- the concomitant reduction in required opening forces resulting from this invention enables a strip 66 attached to the roof rib panels 48, 54 to satisfactorily transfer the required forces to readily open the container spout.
- the thickness of adhesive layer 72 may be made considerably greater than would be required for merely bonding strip 66 to a panel.
- this invention may require an adhesive layer exceeding 0.001 inch (0.0025 cm) in thickness for achieving desired additional stiffness and leakproof or hermetic sealing.
- An adhesive layer of about 0.002 inch (0.005 cm) has proven optimal for certain pressure sensitive adhesives used to seal polyethylene coated containers. With other adhesives, a thickness of up to 0.004 inch (0.0102 cm) may be used.
- an adhesive layer approximately 0.003 inches 0.008 cm has been found to be preferred.
- Strip 66 is made of a relatively stiff material which is not materially affected by the temperature and pressure of the container sealing process, that is, it will not melt, extrude, or substantially bond to the thermoplastic panel coatings at the sealing condition.
- the modulus of elasticity must be at least 0.1 ⁇ 106 psi (0.7 ⁇ 108 kg/m2) and is preferably at least 0.2 ⁇ 106 psi (1.4 ⁇ 108 kg/m2).
- a material with a modulus of at least 0.4 ⁇ 106 psi (2.8 ⁇ 108 kg/m2) is used for the strip 66, enabling the required additional stiffness to be achieved with a thin strip 66.
- Materials such as metallic foil, polyester film, and polycarbonate film may be used, at thicknesses ranging from about 0.0005 to 0.008 inches (0.0013 to 0.02 cm.), depending upon the opening force which must be transferred by the fillet and the material's modulus of elasticity.
- the delaminable adhesive of web 73 or layer 76 is a pressure sensitive adhesive which provides a controlled after-sealing peel strength adhesion to the thermoplastic coating 82 or to the thermoplastic ribbon 74, of 5-50 ounces/inch (61.2-612 gram-force/cm) of width. For many applications, a peel strength of about 20 ounces/inch (245 gram-force/cm) of width is optimal.
- the adhesive must be delaminable or peelable from strip 66 at a controlled release force, while maintaining its bond integrity with container panel 54.
- thermoplastic ribbon 74 may be comprised of the same material as the thermoplastic coatings 82 on the panels.
- a ribbon material of low density polyethylene works well. Such material has a low modulus of elasticity, approximately 0.02 ⁇ 10 >6 psi (0.14 ⁇ 108 kg/m2).
- the ribbon material should have a melt index of 0.2 to 30 g/10 minutes, and preferably 1-2 g/10 minutes, as defined by ASTM Test No. D1238.
- Ribbon 74 may have a thickness of 0.001-0.006 inches (0.0025-0.015 cm), with 0.004 inches (0.001 cm) as the preferred thickness prior to sealing. During the sealing process, the ribbon 74 is extruded and fused to the panel coating, typically becoming compressed to become a much thinner member. Because of its low modulus of elasticity and its ultimate thinness, the ribbon 74 contributes little, if any, stiffness to the panels.
- Ribbon 74 may be advantageously formed of thermoplastic which is different in color from the panel coatings 82. The effect of the particular sealing conditions may then be easily evaluated merely by opening a sealed container and visually determining the fusing of the differentially colored thermoplastic layers. Thus, at the correct sealing temperature, the entire colored ribbon 74 will be firmly bonded to the container panel. If the sealing temperaure is too low, the colored ribbon 74 will be found to be still attached to the strip 66 by the delaminable adhesive 76. If the temperature is sufficient in some areas of the seal but insufficient in other area, ribbon 74 will be inconsistently bonded to the container panel, and delamination of adhesive layer 76 to strip 66 may even be erratic. Prior to this time, such a method for quickly and easily evaluating the seal has not been available.
- the fillet 56 is formed on the blank 1A by machine application of two tapes.
- the strip 66 is the backing member of a first tape, and has one side coated with a layer of adhesive 72.
- Thermoplastic ribbon 74 is the backing member of a second tape, and has one side coated with a layer 76 of delaminable adhesive.
- the first tape is applied to the desired panels of blank 1A, and the second tape is next applied to the opposite surface 68 of strip 66 of the first tape.
- one-part or two-part web 73 is preferably restricted in application to the gable rib panels 50, 52 or roof rib panels 48, 54.
- the vertical width of the web is preferably at least 1/5 of the distance W betwen score line 44 and free edge 53, and may extend the full distance. For containers having such distance W of 0.5 inches (1.27 cm), a web width of about 0.2 inches (0.5 cm) has been found optimal.
- web 73 may, in fact, extend above free edge 53, but upward extension exceeding 0.1W is generally not desired. Preferably such upward extension is no more than 0.05W.
- FIGS. 8 through 12 show a portion of the blank 1A, including those panels which become the pouring spout. These figures depict various embodiments of fillet 56 in terms of the particular panel area or areas covered thereby.
- the adhesive web 73 may comprise a single layer 76 of delaminable adhesive, or may comprise a single layer 76 and a thermoplastic ribbon 74.
- thermoplastic covered areas of gable rib panels and roof rib panels which are not covered by the fillet and are compressed together during the container sealing process will be bonded together, providing the coatings attain a melting or fusing temperature.
- a single fillet 56 overcovers a portion of both gable rib panels 50 and 52. Shown are strip 66 having an underlying layer of adhesive 72, not visible, and adhesive web 73, which preferably extends from one end of the strip to the opposite end without interruption, but may also optionally extend beyond the strip ends. The web 73 is within the scorelines defining the gable rib panels 50, 52.
- the uppermost edge 63 of fillet 56 is generally continuous with the upper free edge 53 of the gable rib panels, but may be spaced upwardly therefrom by up to 0.2W, where W is the distance between score line 44 and free edge 53. The uppermost edge 63 of the fillet 56 may also be below free edge 53.
- a separate strip 66 may be bonded to each of the gable rib panels 50, 52.
- adhesive web 73 preferably bridges the space between the two strips 66 to provide additional thermoplastic along common line 51, to effectively seal this area.
- FIG. 9 depicts other features which may optionally be incorporated in the seal of this invention.
- Strip 66 and underlying layer 72 of adhesive overcover portions of both gable rib panels 50, 52, and extend downward to overcover and bond to portions of first triangular end panel 29 and first and second foldback panels 41, 42.
- the advantage of this downward extension 71 is evident when the container sealing process is one which affects the bonding strength of the fillet adhesive layer 72.
- heat is directly applied to the panels to be sealed, i.e., the rib panels. Panels below the rib panels are only incidently heated and attain a considerably lower temperature.
- the sealing temperature is difficult to accurately control, and if the adhesive layer 72 softens excessively, the fillet strip 66 may slide downward, not retaining its proper alignment on the gable rib panel or panels.
- the portion of the fillet below the gable rib panels will be much less affected because of the lower temperature, and will maintain the original position of the strip 66, regardless of the typical temperature variations.
- the high adhesion of adhesive layer 72 is regained upon cooling.
- the downward extention 71 also provides additional stiffness for easing the opening of the spout seal.
- Each end of the strip 66 may be spaced from the roof rib panels 48 and 54 to form spaces 59.
- the spacing provides room for the panels to fold around the fillet at scorelines 8 and 9.
- the spacing 59 between strip 66 and the roof rib panels is at least 0.01P, where P is the length of the first or second gable rib panel 50 or 52.
- the maximum spacing 59 is controlled by the length of strip which will provide the desired stiffness to the panels, and may be as great as 0.3P, where P is as defined above.
- strip 66 which exposes common line 51 between the two gable rib panels 50, 52.
- Line 51 acts as a hinge between the gable rib panels.
- a notch, slot or slit in strip 66 along line 51 reduces the force required to bend the gable rib panels outward to open the spout.
- strip 66 may include a cut extending downwardly from the upper edge 63 of the strip, along at least a portion of the common line 51. This also enables adhesive from layer 72 and/or melted thermoplastic from the panel coating and the adhesive web to extrude through the cut, notch or slot to contact the opposite gable rib panels 45 and 46 at common scoreline 47, and bond thereto.
- an aperture 69 in strip 66 and adhesive layer 72 exposes both the score line intersection 64 and common line 51.
- the sealing of first and second gable rib panels along common line 51 is enhanced, and the opening force is reduced. Opening forces may be further reduced by exposing scorelines 35 and 36 with slits, or by limitation of the downward extension 71 of strip 66.
- the edge of aperture 69 is preferably spaced from the score line intersection 64 by less than 0.3 inches (0.76 cm).
- a further embodiment comprises placement of fillets 56 on one or both of the roof rib panels 48 and 54.
- the size and shape of the fillets are such that when the seal is closed, the fillets generally correspond in coverage of the gable rib panels to fillets which would have been applied to the gable rib panels as shown in FIGS. 8-10.
- the container seal of this invention may be adapted to provide a hermetically sealed container under various conditions of cardstock thickness and strength as well as container size.
- FIG. 12 is illustrated a version of this invention in which strip 66 is bonded to the gable rib panels 50,52 by adhesive layer 72, and adhesive web 73 is bonded to the roof rib panels 48, 54.
- adhesive web 73 is bonded to the roof rib panels 48, 54.
- the container material was manufactured by International Paper Company for hermetically sealed cartons, and comprised paperboard having an aluminum film bonded to the inside surface, and both sides then coated with thermomplastic polyethylene.
- Container blanks of the same material were sealed by hand, using a LiquipakTM model 010 hand sealer. Attempts to open the containers produced the same results as were obtained with the commercially sealed containers. An applied force of 15 pounds-force (6.8 kg-force) resulted in tearing and buckling of the panels, without opening the spout.
- the opening force required by a previously opened hermetically sealed carton was determined to be about 2.6 pounds-force (1.2 kg-force).
- a common milk carton opened from the sealed condition with an applied force of about 3.0 pound-force (1.36 kg-force), without tearing of the spout panels.
- This carton is sealed only to the extent of preventing gross liquid leaks, that is, the upper rib panels are thermally sealed together; a hermetic barrier is not provided between the gable rib panels and roof rib panels.
- thermoplastic elastomer/resin PSA's were evaluated for use as layer 72 in bonding the strip 66 to the rib panels. Tapes were made by applying varied thicknesses of the PSA to an 0.003 inch (0.0076 cm) thick backing strip of polyester. Adhesive thicknesses ranged from about 0.0012 to 0.003 inch (0.003 to 0.0076 cm). Several adhesives did not adhere sufficiently to the polyester backing. It was found that, in general, a 180 degree peel adhesion of at least 50 ounces per inch (612 gram-force per cm) of tape width was required to properly seal the joint. In most cases, the heat sealing process enhanced the peel adhesion of the delaminable adhesive. Rubber resin adhesives at 0.002-0.003 inches (0.005-0.0076 cm) thickness were generally superior to other types of adhesives, providing a high peel adhesion.
- the types of adhesive used in the fillets included (a) ethylene-vinyl acetate (EVA) copolymer, (b) medium density polyethylene (MDPE), and (c) a pressuresensitive adhesive (PSA).
- EVA ethylene-vinyl acetate
- MDPE medium density polyethylene
- PSA pressuresensitive adhesive
- the modulus of elasticity was determined by measuring the deflection caused by a weight placed on the center of a simple beam formed from the cardstock. Measurements were made on the cardstock itself, on a pair of gable rib panels from a blank, and from the entire outer spout assembly comprising the gable rib panels, triangular end panel, and foldback paneIs
- a thickness of beam.
- b width of beam, 1.0 inch (2.54 cm).
- Y deflection, inches (cm).
- the calculated force required to open the unsealed spout of unreinforced cardstock was 0.5 pounds (0.23 kg.).
- the requried thickness, width, and length of the strip 66 to provide the desired stiffness for opening may be calculated from the above equation, when the modulus of elasticity of the strip material is known.
- polyester strips of 0.001-0.006 inch (0.0025-0.015 cm) thickness have been found to work, with strip thickness of 0.002-0.004 inch (0.005-0.01 cm) being preferred.
- Ease of opening was enhanced by (a) an increase in gable rib area covered by the fillet, (b) fillets of greater stiffness, (c) cutting, notching or slotting the fillet strip 66 along the common fold line between the gable rib panels, (d) leaving uncovered the score line intersection 64 where the triangular end panel 29 touches the common fold line 51, and (e) a reduction of gable rib area which is permitted to thermally seal to the roof ribs.
- a tape was made using a strip of 0.003 inch (0.0076 cm) thick polyester as the backing material.
- a 0.002 inch (0.005 cm) layer of tackified rubber resin adhesive was applied to one surface of the strip for bonding the strip to the gable rib panels of a 1/2 gallon container.
- a 0.0002 inch thick layer of ElvaxTM 260 ethylene-vinyl acetate copolymer (EVA) adhesive was applied to the opposite strip surface as a delaminable adhesive web.
- the tape was applied to the gable rib panels of a container blank described in Example 1.
- a container was erected from the blank and thermally sealed.
- the container satisfied the requirements of an environmental seal, i.e., (a) the tape remained at the desired location on the blank panels during the contaienr sealing process, (b) the spout opening was fully sealed by the sealing process, (c) the added stiffness enabled opening of the spout without buckling, tearing, or delamination of the panels, at a relatively low opening force of 6-7 pounds (2.7-3.2 kg), and (d) the spout was opened by delamination of the EVA adhesive from the strip, the EVA adhesive remaining attached to the roof rib panels.
- the first tape comprised an 0.003 inch (0.0076 cm) thick polyester backing as a strip 66, with a 0.002 inch (0.005 cm) layer of a tackified rubber resin adhesive coated on one surface.
- the second tape was an adhesive web comprising an 0.25 inch wide by 0.004 inches thick (0.64 cm by 0.01 cm) ribbon of low density polyethylene (LDPE), blue in color and having a melt index of about 1-2 g/10 minutes, coated on one surface with a delaminable adhesive comprising a natural rubber/resin PSA.
- LDPE low density polyethylene
- the two tapes were applied to a container blank made by International Paper Company for hermetic sealing.
- the first tape 1.5 inches (3.81 cm) wide and notched to expose the common line 51 between the panels, was applied to the gable rib panels.
- the delaminable adhesive of the second tape was then applied to the opposite surface of the strip 66 to bond the second tape to the first tape.
- the location of the tapes was as shown in FIG. 9.
- a carton was then formed from the taped blank and thermally sealed.
- the resulting hermetic seal was readily opened, without tearing or delamination of the gable rib panels, with an opening force less than 7 pounds (3.2 kg). The opening forces delaminated, in a clean separation, the delaminable adhesive layer from the strip, producing a smooth strip surface.
- Containers formed from blanks without the fillets of this invention and sealed conventionally to form "hermetic seals" could not be opened without directly applying force to the inside of the spout. Tearing and delamination resulted. All of the containers formed from blanks of this invention were easily opened without significant tearing or delamination of the spout panels. Little dye penetration was noted in any of the opened container spouts, but the penetration was greater in containers without the fillet or fillets.
- the combined tape was applied to the inside of the spout flush to the spout edge.
- the fillet was one inch wide and three inches long and was centered on the spout tip. No notch was cut in the fillet.
- the tape had a 0.0035 inch thick unoriented polypropylene backing and a 0.003 inch thick rubber/resin pressure sensitive adhesive.
- a 0.2 inch wide piece of low density polyethylene was heat sealed to the uper edge of the polypropylene backing.
- the polyethylene was 0.004 inches thick.
- the carton was opened in a normal manner and a spring gauge measured the opening force at 6.8 pounds.
- the polyethylene sealing layer bonded to the back of the spout and filled the gaps and channels in the spout.
- the joint separated at the polypropylene/polyethylene interface during opening.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US07/036,922 US4756426A (en) | 1987-04-10 | 1987-04-10 | Gable-top container |
| US07/132,157 US4792048A (en) | 1987-04-10 | 1987-12-14 | Gable-top container |
| US132157 | 1988-03-09 | ||
| US36922 | 1988-03-09 | ||
| US07/160,402 US4869372A (en) | 1987-04-10 | 1988-03-09 | Gable-top container |
| US160402 | 1988-03-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0286313A2 true EP0286313A2 (fr) | 1988-10-12 |
| EP0286313A3 EP0286313A3 (en) | 1989-09-06 |
| EP0286313B1 EP0286313B1 (fr) | 1993-02-10 |
Family
ID=27365116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88302870A Expired - Lifetime EP0286313B1 (fr) | 1987-04-10 | 1988-03-30 | Récipient à sommet en forme de pignon |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0286313B1 (fr) |
| JP (1) | JPH0662160B2 (fr) |
| KR (1) | KR880012451A (fr) |
| AU (1) | AU607471B2 (fr) |
| BR (1) | BR8801699A (fr) |
| CA (1) | CA1314849C (fr) |
| DE (1) | DE3878286T2 (fr) |
| MX (1) | MX173005B (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0546383A1 (fr) * | 1991-12-10 | 1993-06-16 | Tetra Laval Holdings & Finance SA | Procédé et dispositif pour fabriquer un dispositif d'ouverture pour boîtes, et boîte ainsi obtenue |
| WO1994025352A2 (fr) * | 1993-05-01 | 1994-11-10 | The Procter & Gamble Company | Systeme d'ouverture ameliore pour recipient |
| GB2421498A (en) * | 2004-12-21 | 2006-06-28 | Nicholas Berndt Wood | Container and method for storing biologically contaminated materials |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU607472B2 (en) * | 1987-04-10 | 1991-03-07 | Minnesota Mining And Manufacturing Company | Gable-top container |
| AU611890B2 (en) * | 1987-04-10 | 1991-06-27 | Minnesota Mining And Manufacturing Company | Gable-top container closure system |
| WO1989005267A1 (fr) * | 1987-12-11 | 1989-06-15 | Schouw Packing A/S | Recipient d'emballage en particulier pour produits secs de consistance fluide |
| KR20030067047A (ko) * | 2002-02-06 | 2003-08-14 | 황호연 | 식품 포장용기 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1120503A (en) * | 1966-06-17 | 1968-07-17 | Int Paper Co | Improvements in or relating to containers |
| WO1982001175A1 (fr) * | 1980-10-02 | 1982-04-15 | Cell O Corp Ex | Recipient pourvu d'un bec verseur extensible |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU607472B2 (en) * | 1987-04-10 | 1991-03-07 | Minnesota Mining And Manufacturing Company | Gable-top container |
| AU611890B2 (en) * | 1987-04-10 | 1991-06-27 | Minnesota Mining And Manufacturing Company | Gable-top container closure system |
-
1988
- 1988-03-22 AU AU13356/88A patent/AU607471B2/en not_active Ceased
- 1988-03-28 CA CA000562677A patent/CA1314849C/fr not_active Expired - Fee Related
- 1988-03-30 EP EP88302870A patent/EP0286313B1/fr not_active Expired - Lifetime
- 1988-03-30 DE DE8888302870T patent/DE3878286T2/de not_active Expired - Fee Related
- 1988-04-06 MX MX1100788A patent/MX173005B/es unknown
- 1988-04-08 BR BR888801699A patent/BR8801699A/pt not_active IP Right Cessation
- 1988-04-08 JP JP63087089A patent/JPH0662160B2/ja not_active Expired - Lifetime
- 1988-04-09 KR KR1019880004076A patent/KR880012451A/ko not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1120503A (en) * | 1966-06-17 | 1968-07-17 | Int Paper Co | Improvements in or relating to containers |
| WO1982001175A1 (fr) * | 1980-10-02 | 1982-04-15 | Cell O Corp Ex | Recipient pourvu d'un bec verseur extensible |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0546383A1 (fr) * | 1991-12-10 | 1993-06-16 | Tetra Laval Holdings & Finance SA | Procédé et dispositif pour fabriquer un dispositif d'ouverture pour boîtes, et boîte ainsi obtenue |
| WO1994025352A2 (fr) * | 1993-05-01 | 1994-11-10 | The Procter & Gamble Company | Systeme d'ouverture ameliore pour recipient |
| WO1994025352A3 (fr) * | 1993-05-01 | 1995-01-19 | Procter & Gamble | Systeme d'ouverture ameliore pour recipient |
| GB2421498A (en) * | 2004-12-21 | 2006-06-28 | Nicholas Berndt Wood | Container and method for storing biologically contaminated materials |
| GB2421498B (en) * | 2004-12-21 | 2007-03-14 | Nicholas Berndt Wood | Storing biologically contaminated materials |
Also Published As
| Publication number | Publication date |
|---|---|
| AU1335688A (en) | 1988-10-13 |
| AU607471B2 (en) | 1991-03-07 |
| BR8801699A (pt) | 1988-11-16 |
| KR880012451A (ko) | 1988-11-26 |
| MX173005B (es) | 1994-01-28 |
| EP0286313B1 (fr) | 1993-02-10 |
| JPH0662160B2 (ja) | 1994-08-17 |
| CA1314849C (fr) | 1993-03-23 |
| EP0286313A3 (en) | 1989-09-06 |
| DE3878286T2 (de) | 1993-07-01 |
| JPS6484839A (en) | 1989-03-30 |
| DE3878286D1 (de) | 1993-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4712727A (en) | Gable-top container closure system | |
| US4762234A (en) | Gable-top container | |
| US4756426A (en) | Gable-top container | |
| US4792048A (en) | Gable-top container | |
| RU2244668C2 (ru) | Вертикально стоящий пакет для текучих продуктов или продуктов, способных выливаться | |
| US4872562A (en) | Gable-top container | |
| JP2523318B2 (ja) | 液体用パツクとその製造方法 | |
| EP0286313B1 (fr) | Récipient à sommet en forme de pignon | |
| US4869372A (en) | Gable-top container | |
| US4813547A (en) | Gable-top container closure system | |
| EP1034111B1 (fr) | Recipient a sommet triangulaire avec languette d'arrachage | |
| US5080233A (en) | Gable top container having reduced opening force and method for construction therefor | |
| US4869373A (en) | Gable-top container closure system | |
| US5083702A (en) | Gable-top container and method and apparatus for construction thereof | |
| EP0286285B1 (fr) | Dispositif de fermeture pour récipient à sommet en toit | |
| US4813548A (en) | Gable-top container | |
| EP0286312B1 (fr) | Récipient à sommet en forme de pignon | |
| US4884695A (en) | Packing container | |
| US5228616A (en) | Package container provided with a strip-type opening arrangement | |
| GB2253608A (en) | Opening arrangements for cartons | |
| EP0471274B1 (fr) | Récipient d'emballage comportant un dispositif d'ouverture de type languette | |
| EP0439958A1 (fr) | Procédé et installation pour la fabrication de fermetures pour des récipients à sommets en forme de pignon | |
| US6592024B2 (en) | Cable top container with pull tab | |
| JPH09150826A (ja) | 密封容器 | |
| JPH0249976B2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900102 |
|
| 17Q | First examination report despatched |
Effective date: 19910916 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 3878286 Country of ref document: DE Date of ref document: 19930325 |
|
| ITTA | It: last paid annual fee | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940210 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19940215 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19940224 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940225 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19940331 Year of fee payment: 7 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 88302870.6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19951001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19951130 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19951001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19951201 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 88302870.6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050330 |