EP0235602A2 - Procédé de mesure et de rectifiage d'un champignon de rail - Google Patents
Procédé de mesure et de rectifiage d'un champignon de rail Download PDFInfo
- Publication number
- EP0235602A2 EP0235602A2 EP87101477A EP87101477A EP0235602A2 EP 0235602 A2 EP0235602 A2 EP 0235602A2 EP 87101477 A EP87101477 A EP 87101477A EP 87101477 A EP87101477 A EP 87101477A EP 0235602 A2 EP0235602 A2 EP 0235602A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding
- profile
- distance
- facets
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 23
- 230000008569 process Effects 0.000 title description 8
- 239000011324 bead Substances 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 7
- 235000001674 Agaricus brunnescens Nutrition 0.000 claims description 4
- 230000003287 optical effect Effects 0.000 claims description 3
- 239000000700 radioactive tracer Substances 0.000 claims description 3
- 239000011159 matrix material Substances 0.000 claims description 2
- 238000005259 measurement Methods 0.000 description 22
- 238000005096 rolling process Methods 0.000 description 10
- 239000000523 sample Substances 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01B—PERMANENT WAY; PERMANENT-WAY TOOLS; MACHINES FOR MAKING RAILWAYS OF ALL KINDS
- E01B31/00—Working rails, sleepers, baseplates, or the like, in or on the line; Machines, tools, or auxiliary devices specially designed therefor
- E01B31/02—Working rail or other metal track components on the spot
- E01B31/12—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails
- E01B31/17—Removing metal from rails, rail joints, or baseplates, e.g. for deburring welds, reconditioning worn rails by grinding
Definitions
- the invention relates to a method for measuring and rectifying the profile of a rail head and a grinding car for implementing the method.
- the average amplitude of the short wave wavelength deformations, the amplitude of the long wavelength wave deformations and the amplitude of the profile defect of the head mushroom are measured. , these quantities being obtained by means of a circuit for shaping the data delivered by probes.
- the signals corresponding to these quantities are introduced into a computer, into which are also introduced the known values of the working power of the grinding tools such as for example the grinding pressure, the speed of advance of the grinding tools, l angle of inclination of the grinding tools and the speed of advance of the grinding vehicle along the track.
- This computer is designed so that it delivers signals according to a recorded calculation program, these signals corresponding to the set values of the various working data of the grinding tools.
- control circuits which control the grinding tools. It is carried out in such a way that the quantities representative of the condition of the rail mushrooms are measured both before and after grinding by means of two measuring carriages placed in front and behind the rectification vehicle. Corrections are made on the basis of the second measurement made after rectification.
- the approximation of the target profile of the rail head is obtained by controlling in particular the grinding pressure, the grinding speed, the inclination of the grinding tool and the speed of advance of the vehicle, these working quantities being dependent on a set value which is itself determined as a function of the grinding depth. It does not appear from the document when it is necessary to stop the grinding so that the set profile is approximately obtained optimally along one or more generators and no relationship is given between the generators on which the probes are adjusted and the generators to which one or more grinding tools are adjusted in order to grind a corresponding facet.
- the distances between a reference base and the two generators located on the edges of the running surface of the rail as well as a generator are determined. intermediate, in order to obtain the curvature of the running surface of the rail.
- the deflection of the arc of the rail running surface at the location of the intermediate generator is determined, on the one hand, and the inclination of the connecting cord, on the other. the two external generators relative to the track plan.
- the measurement is carried out by means of electronic sensors not in contact with the rail, for example capacitive, optical or eddy current sensors.
- EP-AO 032 214 is also known a grinding car in which the grinding pads movable in height, on which are mounted several grinding tools, are angularly adjustable relative to the rolling grinding frame, in a plane perpendicular to the axis of the track.
- each grinding unit is individually orientable relative to its grinding wheel and it can be applied against the track with a determined inclination.
- a known device for the continuous measurement of the profile of the head of a rail (EP-A-O 114 284) is equipped with several mechanical probes produced and arranged so as to have a small footprint.
- the object of the present invention is to simplify and to design the measurement and the rectification of the rail mushrooms so that the approximation of the target profile can be carried out with more accuracy than hitherto and by means of control devices. relatively simple.
- the setpoint profile is characterized simply by the distances directly measured between the reference base and a sufficient number of generators, without these direct measurements having to be transformed into others quantities such as angle tilt, arrow or the like; similarly, the grinding necessary to reach the setpoint profile is controlled simply by a comparison, easy to perform electronically, between the actual distances and the setpoint distances, which makes it possible to approach the setpoint profile in a simple, direct manner and optimal, because the grinding operation on each generator is automatically interrupted when the difference between the set distance and the actual distance reaches 0.
- FIG. 1 represents a grinding car 2 with two axles 3 movable on track 1 and provided at one of its ends with a measurement frame 4.
- This measurement frame 4 has a measurement head 5 for each of the tracks 1, as shown diagrammatically in FIG. 2.
- On each of the measuring heads are fixed sensors C working without contact.
- each measuring head 5 is provided with seven probes C1 to C7.
- the two measuring heads 5 are supported on the middle of the rail by a shoe 6 and are articulated on the car 2 by a connecting rod 10.
- the measuring heads 5 are guided laterally by rollers 7 rolling on the inside of the rails 1 against which they are held in abutment by a spacer device 8 mounted between the two measurement heads by means of a hydraulic cylinder 9.
- a device fixed to the chassis of the grinding car 2 and acting hydraulically on the two measuring heads 5, represented diagrammatically in FIG. 1 by the arrow 11, ensures that the pads 6 are in permanent contact with the rails with a sufficient force. It is thus ensured that during the advance of the grinding car, each sensor C follows a determined generator of the rail head.
- the axes of the sensors C1 to C6 are aligned on six generators s1 to s6, as shown in FIG. 3. These six prescribed generators are approximately evenly distributed over the region of the running surface of the rail which extends over a mean arc of the profile of the rail head.
- This medium arc has a relatively large radius generally about 300mm and the rays passing through the ends of this arc form with the radius passing through the middle of the arc, that is to say the middle of the rail head, an angle of about 15 °.
- a seventh sensor C7 is provided, indicated only by its axis, which is adjusted on a generator s7.
- This C7 sensor is used, as will be explained further on by means of FIGS. 6, 8 and 9, to the extent of the bead generally appearing on the outside of the rail 1 and commonly known as the "outside radius".
- the sensors C are, for example, inductive measuring instruments. Each sensor C is arranged so as to measure the distance h separating it from the generator on which it is adjusted.
- the reference points of this base are, in the example according to FIG. 3, the lower ends of the sensors C.
- the grinding car 2 is equipped between its two axles 3, with two grinding units 12 and 13 per rail, these units being fixed to the chassis 20 of the car in a known manner and resting on the rails.
- Each of the grinding units 12 and 13 has two grinding head supports 14 and 18 each carrying a double grinding head 15, respectively 19 provided with two grinding heads 16 and 16 ⁇ , respectively 17 and 17 ⁇ , as shown schematically for the grinding unit 12 in FIG. 1.
- Each grinding head support 14 and 18 is pivotable in a manner known per se in a plane perpendicular to the axis of the track and adjustable in height.
- Figure 4 shows schematically the grinding head support 14 in the raised position. It can be pivoted by a determined angle ⁇ and its axis B can be directed on a determined generator s. It can also be raised and lowered.
- the angle of inclination ⁇ is equal to the angle formed by the horizontal H with the tangent T to the profile of the rail 1 at the point of intersection of the axis B of the support of grinding head 14 and generator s.
- this angle of inclination ⁇ is equal to the angle between the radius of the profile of the rail passing through the generator s and the perpendicular bisector of the rail.
- the two grinding heads 16, 16 ⁇ , respectively 17, 17 ⁇ can be individually oriented relative to their support 14, respectively 18, in a plane perpendicular to the axis of the rail and they can be moved in the direction of their axis. of rotation. In this way the two grinding heads of each support 14 and 18 can be adjusted relative to each other so that their grinding planes intersect at a prescribed working angle ⁇ , as shown schematically in FIG. 4 for the support 14.
- the two flat grinding wheels 16a and 16a ⁇ of the two grinding heads 16 and 16 ⁇ are shown here with their axes of rotation A, respectively A ⁇ , the grinding planes of these grinding wheels forming the working angle ⁇ .
- this double grinding head 15 simultaneously forms the two facets f and f ⁇ indicated in dashed lines in FIG. 4.
- the angle of inclination ⁇ of the grinding head support does not necessarily have to be defined relative to the inclination of the bisector of the angle formed by the axes of rotation A and A ⁇ of the grinding heads, respectively relative to the axis of symmetry B of the grinding head support, but it can refer to another reference line of this support, for example to the axis of rotation of one of the grinding heads 16 or 16 ⁇ this above all when this grinding head is mounted fixed relative to the support of grinding heads and only the other grinding head is adjustable for adjustment of the working angle ⁇ relative to the support of the grinding heads.
- the angle of inclination of the double grinding head coincides with the angle of inclination of one of the grinding wheels and therefore of the corresponding facet.
- Figure 4a schematically shows a double grinding head with a grinding head support 14 on which are mounted one behind the other the two grinding heads 16 and 16 ⁇ with their drive motors 16b and 16 ⁇ b and their flat wheels 16a and 16 ⁇ a.
- the head holder 14 essentially consists of support parts such as the part 28, on which the grinding heads 16 and 16 ⁇ are fixed, an L-shaped frame 23, a lever 27 connecting the lower ends of the part support 28 and the frame 23 and a jack 24 mounted between the upper end of the support piece 28 and the middle of the frame 23.
- the frame 23 is suspended from the chassis 20 of the car 2 so that its part upper 23a is supported on a guide segment 21 in an arc of circle on which it can move by sliding or rolling.
- the lever 27, articulated at an intermediate point on the frame 23, has its other end articulated at the end of a pneumatic cylinder 25, the other end of which is attached at 26 to the support 23 and which serves to relieve the double head of grinding and adjusting the force with which the wheels 16a and 16 ⁇ a are applied against the rail 1.
- the cylinder 25 is double-acting. In extension there raises the grinding head holder by means of the lever 27, while in retraction it presses the grinding wheels 16a and 16 ⁇ a against the rail 1.
- a jack 22 mounted approximately horizontally between one of the sides of the frame 20 and the upper arm 23a of the L-shaped frame 23.
- This double-acting cylinder 22 ensures the movement of the frame 23 on the arc of a circle of the guide segment 21.
- the frame 23 pivots around its articulation on the lever 27 by driving the support 28 by the jack 24 which then functions as a rigid bar between the frame 23 and the support 28, which in turn pivots with the grinding head 16 around its articulation on the lever 27.
- the other grinding head 16 ⁇ located behind the grinding head 16, is rigidly fixed to the frame 23, so that when the frame 23 pivots, the two grinding heads are driven simultaneously, the grinding head 16 ⁇ directly and the grinding head 16 by means of the cylinder setting 24.
- the working angle ⁇ is preferably adjustable between 0 ° and 10 °, either continuously or step by step. In the case of grinding the running surface of the rail, these steps can correspond, for example, to 1 °, 2 ° and 4 °.
- the two grinding heads 16 and 16 ⁇ can be moved individually relative to the frame 23, each by a jack corresponding to the jack 24.
- a grinding head holder 14 is equipped with more than one pair of grinding heads
- the grinding heads working on the same facet that is to say adjusted to the same angle of inclination, can be controlled by a common pneumatic cylinder so that they work with the same grinding pressure.
- the actual profile in the area of the running surface of the rail should be measured and checked on at least 6 generators and the complete profile on minus 14 generators.
- the grinding of the running surface of the rail will be described below.
- the installation is therefore arranged in such a way that a sensor C and one of the grinding head holders 14, 18 are adjusted on the same generator coinciding with the ridge line of the two adjacent facets which must be ground by this double grinding head.
- a single sensor C thus simultaneously measures and controls the position of two facets so that with a given number of sensors, six sensors in the example considered, the target profile of the rail running surface is approached by a number twice as many facets, twelve facets in the example considered.
- FIG. 5 diagrammatically illustrates the control of the profile of the running surface of the rail by means of six sensors C1 to C6 directed on the generators s1 to s6 and permanently measuring the distances h1 to h6 between these sensors and the reference line 0 before and during the grinding operation.
- This reference line 0, corresponding to the lower ends of the sensors defining the reference base has been represented by a horizontal line in FIGS. 5, 6, 8 and 9 for simplicity.
- the six generators s1 to s6 coincide with the ridge lines of two neighboring facets grinded simultaneously by the two grinding wheels 16 and 16 ⁇ of a double grinding head 15 ( Figure 4).
- the planes of the two grinding wheels of each double grinding head form a given angle ⁇ 1 to ⁇ 6 adapted to the set profile.
- the installation is preferably arranged so that the two grinding wheels of a grinding head holder, when adjusting this holder head on a specific generator, are automatically adjusted to a working angle ⁇ corresponding to this generator.
- each rail generally called internal radius and external radius
- each of these arcs whose radius is significantly smaller than the radius of the intermediate arc forming the rolling surface, should be controlled by at least four sensors, so that a total of at least 14 sensors would be required to full measurement of the profile of a rail.
- This known grinding device works with direct monitoring and control of the grinding heads. It is recommended to grind at least the internal radius guiding the wheels laterally by this known process.
- the outer radius which generally has a more or less pronounced bead after a certain period of use, and if necessary also the inner radius, according to the method and with a machine according to the present invention.
- the grinding of the arc or external radius can be advantageously carried out by means of a single sensor in the region of the bead as will be described below.
- FIG. 6 schematically illustrates the arrangement of the double grinding heads associated with the sensors C1 to C6 by the indication of their angles of inclination ⁇ which they exhibit respectively when they are added to each of the generators s1 to s6, and by l working angle ⁇ corresponding between their two grinding planes.
- Negative ⁇ values refer to half of the rail head located on the inside. The running surface of the rail extends on each side of the perpendicular bisector up to an angle of 15 °.
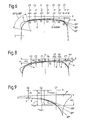
- FIG. 6 schematically illustrates the rectification of the external arc of the rail 1 by means of a single sensor C7 indicated only schematically and which controls the generator s7 also indicated in FIG. 3, and by means of a double head ali grinding gned on the generator s7, whose values ⁇ and ⁇ are given and therefore the inclination is modified step by step.
- the initial real profile is designated by a and the target profile by b.
- the target profile by b.
- the inner arc of the rail which extends, in the example considered, over an angle of -15 ° to -80 °, and rectify by means of side grinders according to the known prior process mentioned above.
- Each of the halves of the rolling surface is thus approached by six facets having angles of inclination of 0 °, 1 °, 3 °, 6 °, 9 ° and 12 °, if the two grinding heads of FIG. 4 are symmetrical relative to the median axis of the double grinding head defining the angle ⁇ .
- the sensor C7 is aligned on the generator s7 passing through the contact point of the tangent at 45 ° to the theoretical roughing profile, that is to say on the radius forming an angle of 45 ° with the rail bisector.
- This double grinding head is first of all adjusted to an angle of inclination ⁇ of 20 °, for example, and it grinds in this position the bead e until the sensor C7 measures a predetermined distance for which the grinding wheel located on the interior side is precisely in a plane tangential to the roughing profile.
- the same grinding operation is then repeated step by step in the area of the sensor C7, with reduced pressure, until the set profile b is reached.
- Each double grinding head is preferably angularly adjustable over an angle of -15 ° to + 45 °, that is to say over the whole of the rolling surface and of the external arc, so that if necessary, each of the double grinding heads can work along each of the generators.
- the working angle ⁇ is preferably adjustable continuously or in steps up to 10 °.
- the step-by-step grinding of the external arc described makes it possible to control several pairs of grinded facets successively, by means of a single sensor, which naturally simplifies the installation extraordinarily and reduces the number of sensors required.
- six facets are advantageously obtained in three steps, which makes it possible to achieve a good approximation of the set profile of the external arc.
- an approximation of the external arc is obtained with the values given ⁇ and ⁇ by facets having inclinations equal to 17 °, 23 °, 27 °, 33 °, 42 ° and 48 °.
- the deburring of the bead e in the region of the external arc of the rail, as described, can naturally also be carried out by means of a single grinding wheel aligned on the generator s7 and whose grinding plane is adjusted successively to inclinations gradually increasing.
- the outer arc of the rail is approached by fewer facets than when working with a double grinding head, but on the other hand the number of steps is increased.
- the angles given ⁇ represent the inclination of the grinding wheel, it would be three facets having the inclinations 20 °, 30 ° and 45 ° which would all be controlled with the same sensor C7 set on the facet at 45 °.
- this device installed on the grinding car, comprises an analyzer 30 to which the outputs of all the sensors C measurement heads are connected and which receives the signals delivered by these sensors C which represent the actual distances measured h.
- this analyzer 30 are recorded the different theoretical profiles of the tracks in the form of distances that the reference profile of the rail to be rectified must present between the given generators and the reference line 0.
- the six reference distances h1 to h6, in the area of the rolling surface, which are controlled by the sensors C1 to C6 , are saved in the analyzer.
- the setpoint profile b defined by its setpoint distances refers to the distance h0 between the generator of the medium, that is to say the axis of the rail, and the reference line, distance which is determined by the shoe 6 ( Figure 3) based on the middle of the rail and by the construction of the measuring equipment and which is therefore constant.
- the final position b ⁇ of the set profile is naturally sufficient low so that there is no more negative difference.
- the middle of the rail should be ground accordingly.
- a tracer 32, a recorder 33 and a display device 34 are associated with the analyzer 30. In practice, it is sufficient that at least one of these devices is installed.
- the plotter 32 draws the actual measured profile on the basis of the actual measured distances and makes it possible to make a visual comparison of the measured profile with the set profile, the difference in distance ⁇ h being indicated for each generator. Since the profile modifications are directly influenced by the geometry of the track and do not generally appear suddenly, it is enough to draw the profiles every 20, 50 or 100m, which can be done automatically; it is also possible for the attendant to manually obtain the profile drawings, for example for each change of the profile, for example, before, at middle and after a transition curve and every 100m in a solid curve or on a straight line. This tracer is above all very useful during the preparation of the work if the profiles are drawn before the grinding operation, because the attendant is thus able, relatively simply, to set up a special grinding program for each section channel specific.
- the recorder 33 reproduces, for each sensor, the difference in distance ⁇ h as a function of the path traveled, these differences can be first of all positive or negative, as already mentioned.
- the differences in distance ⁇ h5, ⁇ h6 and ⁇ h7 are positive while the differences in distance ⁇ h1, ⁇ h2 and ⁇ h3 are negative, the difference in distance ⁇ h4 being practically zero.
- This reproduction of the ⁇ h values by the recorder 33 makes it possible to know the longitudinal undulations of the rail along a generator and also to identify any transverse undulations by comparing the records along all the generators.
- the optical display 34 has three rows of control lamps 35 arranged in a matrix, the number of columns corresponding to the number of generators controlled.
- the installation is arranged in such a way that the control lamps of the upper row light up when and as long as the difference in distance from the generator concerned is positive while the lamps of the lower row are lit as long as the difference distance from the corresponding generator is negative, the lamps in the middle row only light up when the difference in distance from the corresponding generator corresponds to the set distance within the tolerances allowed. For example, it is advisable to provide red lamps for the upper and lower rows and green lamps for the middle row. Since three control lamps are assigned to each sensor, it is possible to simply monitor and at a glance the real state of the profile and determine along which generator it is still necessary to remove from the matter. In order to prevent the lamps from flashing continuously, in particular when the actual profile approaches the setpoint profile, the analyzer can control the control lamps so that they are only switched on every 20, 50 or 100m of corresponding to the difference in distance measured in these intervals.
- the relatively large amount of information that is to say the distance values delivered by the sensors, is processed automatically almost instantaneously and used for the automatic control of the grinding heads.
- Both treatment and measurement are simple since distances are simply measured and control is based on distances. It is therefore not necessary to measure any other characteristic quantity of the rail profile, such as for example angles, or to carry out calculations on the basis of measurement information by means of a particular computer.
- the grinding speed, the grinding pressure or the speed of the grinding machine advance also do not in principle play a role in obtaining the desired profile since this profile is controlled and achieved simply on the basis of '' a comparison of setpoint and actual distances.
- the control of the grinding force and the grinding speed is only used for the purpose of performing grinding operations in a rational and fast manner.
- each grinding head holder is equipped with a working angle indicator and a selector for adjusting exactly one grinding head holder on one of the generators.
- the grinding operation is carried out in such a way that you first grind along the generators with large positive distance differences and, as far as negative differences appear, in the central region of the running surface, until the measuring device is lowered with the shoe 6 by a value such that all the negative differences disappear.
- all the double grinding heads are first adjusted on the generators s5 to s7 and we work with a maximum grinding pressure until the roughing profile b + 0.2mm in Figure 6 is reached.
- the double grinding heads are then distributed over all the generators for which the difference in distance is positive, a double grinding head being automatically raised to its out of working position if it is brought to a generator having a difference in distance negative or close to 0.
- the grinding force is preferably controlled step by step or continuously depending on the thickness of the material to be removed. It is also possible, as soon as the setpoint profile is reached along one or more generators, to adjust all the grinding head holders, manually or automatically, on the generators for which it is still necessary to remove the matter.
- the grinding operation is thus streamlined because all the grinding heads can be used continuously. In all cases, the grinding operation is automatically interrupted. only on a generator as soon as the distance difference disappears.
- the grinding operation can also be performed fully automatically.
- the corresponding values ⁇ and ⁇ are stored in the analyzer and the analyzer 30 and the control unit 31 also issue control commands by which the double grinding heads are automatically directed to the generators to be ground, the corresponding working angle ⁇ is also simultaneously placed.
- Such a control program can be arranged, for example, so that during the first grinding pass all the grinding heads are concentrated on the generators s6 and s7 and then on the generators s5 to s7, until the profile of roughing b + 0.2mm is reached.
- the grinding force is continuously adjusted as a function of the thickness of the material which remains to be removed.
- the machine then proceeds to fine grinding for which the double grinding heads are directed on the different generators and are driven with a reduced grinding pressure until the set profile b is reached.
- the grinding of a rail head profile must almost always be carried out in a large number of passes, because during each pass only a relatively small amount of material, representing only a fraction of the thickness of material to be removed, can be ground.
- a relatively small amount of material representing only a fraction of the thickness of material to be removed.
- the grinding car must therefore pass over the track section several times. to be corrected and it is preferably ground in the two directions of movement of the car. For this reason it is sufficient to install a single measuring chassis fitted with sensors at either end of the grinding car.
- the measurement chassis is located at the front or at the rear of the car, one measures either immediately in front of or immediately behind the grinding heads, which is perfectly sufficient to measure the real profile with sufficient accuracy. .
- the measurement of the real profile is thus reduced, on the one hand, to simple distance measurements without the need to measure or calculate complicated profile quantities and the control of the grinding is carried out simply on the basis of a comparison of set distances and actual distances.
- the invention allows, by means of a determined number of sensors, to control a double number of facets, so that by means of a relatively small number of sensors it is possible to '' obtain a profile optimally approaching the setpoint profile.
- a grinding head holder can additionally carry more than one pair of grinding heads, i.e. more than one double grinding head so that two double grinding heads or more can be adjusted simultaneously on the same generator.
- the command described by means of a simple comparison of actual values and distance setpoints naturally also applies in the case where the actual distances to each individual facet are measured, in particular the distances in the middle of each facet and where, from correspondingly, a sensor controls only one facet and the grinding car works with individually adjustable grinding heads.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- L'invention concerne un procédé de mesure et de rectifiage du profil d'un champignon de rail et une voiture de meulage pour la mise en oeuvre de procédé.
- Un procédé et une voiture de ce genre sont connus du document CH-A-606 616. Ce procédé connu comprend essentiellement les phase suivantes:
- Comme grandeurs représentatives de l'état du champignon du rail, on mesure l'amplitude moyenne des déformations ondulatoires de courte longueur d'ondes, l'amplitude des déformations ondulatoires de grande longueur d'ondes et l'amplitude des défauts de profil du champignon, ces grandeurs étant obtenues au moyen d'un circuit de mise en forme des données délivrées par des palpeurs. Les signaux correspondant à ces grandeurs sont introduits dans un calculateur, dans lequel sont introduites en outre les valeurs connues de la puissance de travail des outils de rectifiage telles que par exemple la pression de meulage, la vitesse d'avance des outils de meulage, l'angle d'inclinaison des outils de meulage et la vitesse d'avance du véhicule de meulage le long de la voie. Ce calculateur est conçu de telle sorte qu'il délivre des signaux selon un programme de calcul enregistré, ces signaux correspondants aux valeurs de consigne des différentes données de travail des outils de meulage. Ces valeurs de consigne sont introduites dans des circuits de commandes qui commandent les outils de meulage. Il est procédé de telle sorte que les grandeurs représentatives de l'état des champignons du rail sont mesurées aussi bien avant qu'après le rectifiage aux moyens de deux chariots de mesure placés en avant et en arrière du véhicule de rectification. Des corrections sont effectuées sur la base de la seconde mesure faite après rectifiage.
- Ce procédé et les circuits de calcul et de commande nécessaires à sa mise en oeuvre sont de toute évidence assez compliqués. En outre, l'approximation du profil de consigne du champignon de rail est obtenu en commandant en particulier la pression de meulage, la vitesse de meulage, l'inclinaison de l'outil de meulage et la vitesse de l'avance du véhicule, ces grandeurs de travail étant dépendantes d'une valeur de consigne elle même déterminée en fonction de la profondeur de meulage. Il ne ressort pas du document à quel moment il est nécessaire d'interrompre le meulage afin que le profil de consigne soit approximativement obtenu de façon optimale le long d'une ou plusieures génératrices et aucune relation n'est donnée entre les génératrices sur lesquelles les palpeurs sont réglés et les génératrices sur lesquelles un ou plusieurs outils de meulage sont ajustés afin de meuler une facette correspondante.
- Selon le procédé de mesure du profil du champignon de rail décrit dans le document EP-A-O 044 885, on détermine les distances entre une base de référence et les deux génératrices situées sur les bords de la surface de roulement du rail ainsi qu'une génératrice intermédiaire, afin d'obtenir la courbure de la surface de roulement du rail. A cet effet on détermine, à partir des trois distances mesurées, d'une part la flèche de l'arc de la surface de roulement du rail à l'endroit de la génératrice intermédiaire et d'autre part l'inclinaison de la corde reliant les deux génératrices extérieures relativement au plan de la voie. La mesure est effectuée aux moyens de capteurs électroniques n'en trant pas en contact avec le rail, par exemple des capteurs capacitifs, optiques ou à courant de Foucault.
- Du document EP-A-O 032 214 est en outre connue une voiture de rectifiage dans laquelle les patins de meulage déplaçables en hauteur, sur lesquels sont montés plusieurs outils de meulage, sont réglables angulairement par rapport au châssis roulant de rectifiage, dans un plan perpendiculaire à l'axe de la voie. En outre, chaque unité de meulage est individuellement orientable par rapport à son patin porte-meule et il peut être appliqué contre la voie avec une inclinaison déterminée.
- Un dispositif connu pour la mesure continue du profil du champignon d'un rail (EP-A-O 114 284) est équipé de plusieurs palpeurs mécaniques réalisés et disposés de manière à présenter un faible encombrement.
- La présente invention a pour but de simplifier et de concevoir la mesure et le rectifiage des champignons de rails de telle sorte que l'approximation du profil de consigne puisse être réalisé avec plus d'exactitude que jusqu'ici et au moyen de dispositifs de commande relativement simples.
- Ce but est atteint, pour le procédé, par les caractéristiques de la revendication 1, et pour la voiture de meulage, par les caractéristiques de la revendication 8.
- Les avantages essentiels résident dans le fait que, selon l'invention, le profil de consigne est caractérisé simplement par les distances directement mesurées entre la base de référence et un nombre suffisant de génératrices, sans que ces mesures directes doivent être transformées en d'autres grandeurs telles que l'angle d'inclinaison, la flèche ou analogue; de même, le meulage nécessaire pour atteindre le profil de consigne est commandé simplement par une comparaison, facile à exécuter électroniquement, entre les distances réelles et les distances de consigne, ce qui permet de s'approcher du profil de consigne de façon simple, directe et optimale, car l'opération de meulage sur chaque génératrice est automatiquement interrompue lorsque la différence entre la distance de consigne et la distance réelle atteint 0.
- On procède de préférence de telle sorte que lors de la mesure de distance, on mesure la distance entre la base de référence et une ligne de faïte constituée par l'intersection de deux facettes voisines d'une paire de facettes et on compare cette mesure avec la distance de consigne entre cette ligne de faïte et la base de référence et on meule les deux facettes de cette paire de facettes jusqu'à la ligne de faïte au moyen de deux meules dont les plans de meulage forment un angle de travail déterminé correspondant au profil de consigne. On obtient ainsi un avantage supplémentaire par le fait qu'au moyen d'une seule mesure, c'est-à-dire un seul capteur, on peut mesurer et contrôler simultanément deux facettes, de sorte qu'avec un nombre déterminé de capteurs un nombre deux fois plus grand de facettes est contrôlé, un plus grand nombre de facette permettant d'atteindre une approximation particulièrement bonne du profil de consigne.
- Le dessin annexé représente, à titre d'exemple, une forme d'exécution de l'invention.
- La figure 1 est une vue latérale d'une voiture de rectifiage selon l'invention.
- La figure 2 est une vue de face du châssis de meulage.
- La figure 3 est une vue schématique des capteurs d'une tête de mesure.
- La figure 4 représente schématiquement une double tête de meulage avec ses deux meules.
- La figure 4a représente schématiquement la construction d'une double tête de meulage.
- La figure 5 montre, sur une coupe transversale d'un rail, comment sont effectués la mesure et le meulage de la surface de roulement.
- La figure 6 illustre, sur une coupe analogue à celle de la figure 5, la mesure et l'ébarbage d'un bourrelet de la partie extérieure du rail.
- La figure 7 est un schéma bloc du dispositif de commande et d'affichage.
- La figure 8 illustre le meulage sur une coupe analogue à celle de la figure 6.
- La figure 9 est un détail de la figure 8 dans la zone du bourrelet.
- La figure 1 représente une voiture de rectifiage 2 à deux essieux 3 déplaçable sur la voie 1 et munie à l'une de ses extrémités d'un châssis de mesure 4. Ce châssis de mesure 4 présente une tête de mesure 5 pour chacune des voies 1, comme représenté schématiquement à la figure 2. Sur chacune des têtes de mesure sont fixées des capteurs C travaillant sans contact. Dans l'exemple considéré, selon la figure 3, chaque tête de mesure 5 est munie de sept palpeurs C1 à C7. Les deux têtes de mesure 5 prennent appui sur le milieu du rail par un patin 6 et sont articulées sur la voiture 2 par une bielle 10. Les têtes de mesure 5 sont guidées latéralement par des galets 7 roulant sur le côté intérieur des rails 1 contre lesquels ils sont maintenus en appui par un dispositif d'écartement 8 montés entre les deux têtes de mesure au moyen d'un vérin hydraulique 9.
- En outre, un dispositif fixé au châssis de la voiture de rectifiage 2 et agissant hydrauliquement sur les deux têtes de mesure 5, représenté schématiquement à la figure 1 par la flèche 11, assure que les patins 6 sont en contact permanent avec les rails avec une force suffisante. On assure ainsi que lors de l'avance de la voiture de rectifiage, chaque capteur C suit une génératrice déterminée du champignon du rail.
- Les axes des capteurs C1 à C6 sont alignés sur six génératrices s1 à s6, comme représenté à la figure 3. Ces six génératrices prescrites sont approximativement régulièrement réparties sur la zone de la surface de roulement du rail qui s'étend sur un arc moyen du profil du champignon du rail. Cet arc moyen a un rayon relativement grand généralement d'environ 300mm et les rayons passant par les extrémités de cet arc forment avec le rayon passant par le milieu de l'arc, c'est-à-dire le milieu du champignon de rail, un angle d'environ 15°.
- Dans l'exemple selon la figure 3 il est prévu un septième capteur C7, indiqué seulement par son axe, qui est réglé sur une génératrice s7. Ce capteur C7 sert, comme ceci sera exposé plus loins au moyen des figures 6, 8 et 9, à la mesure du bourrelet apparaissant généralement sur le côté extérieur du rail 1 et communément nommé le "rayon extérieur".
- Les capteurs C sont par exemple des instruments de mesure inductive. Chaque capteur C est agencé de manière à mesurer la distance h le séparant de la génératrice sur laquelle il est réglé. Le châssis de mesure 4, qui s'appuie sur le milieu des rails par des patins 6, constitue ainsi une base de référence à partir de laquelle les distances h sont mesurées de façon continue. Les points de référence de cette base sont, dans l'exemple selon la figure 3, les extrémités inferieures des capteurs C. La voiture de rectifiage 2 est équipée entre ses deux essieux 3, de deux unités de meulage 12 et 13 par rail, ces unités étant fixées au châssis 20 de la voiture de manière connue et s'appuyant sur les rails. Chacune des unités de meulage 12 et 13 présente deux supports de têtes de meulage 14 et 18 portant chacun une double tête de meulage 15, respectivement 19 munies de deux têtes de meulage 16 et 16ʹ, respectivement 17 et 17ʹ, comme ceci est indiqué schématiquement pour l'unité de meulage 12 à la figure 1.
- Chaque support de tête de meulage 14 et 18 est pivotable de manière connue en soi dans un plan perpendiculaire à l'axe de la voie et réglable en hauteur. La figure 4 représente schématiquement le support de tête de meulage 14 en position relevée. Il peut être pivoté d'un angle déterminé β et son axe B peut être dirigé sur une génératrice s déterminée. Il peut en outre être relevé et abaissé.
- Dans l'exemple selon la figure 4, l'angle d'inclinaison β est égal à l'angle que forme l'horizontale H avec la tangente T au profil du rail 1 au point d'intersection de l'axe B du support de tête de meulage 14 et de la génératrice s. Pour des raisons géométriques, cet angle d'inclinaison β est égal à l'angle compris entre le rayon du profil du rail passant par la génératrice s et la médiatrice du rail.
- En outre, les deux têtes de meulage 16, 16ʹ, respectivement 17, 17ʹ peuvent être individuellement orientées relativement à leur support 14, respectivement 18, dans un plan perpendiculaire à l'axe du rail et elles peuvent être déplacées dans la direction de leur axe de rotation. De cette manière les deux têtes de meulage de chaque support 14 et 18 peuvent être ajustées l'une par rapport à l'autre de telle sorte que leurs plans de meulage se coupent selon un angle de travail prescrit α, comme ceci est représenté schématiquement à la figure 4 pour le support 14. Les deux meules plates 16a et 16aʹ des deux têtes de meulage 16 et 16ʹ sont représentées ici avec leurs axes de rotation A, respectivement Aʹ, les plans de meulage de ces meules formant l'angle de travail α. Lors d'une phase de travail, cette double tête de meulage 15 forme simultanément les deux facettes f et fʹ indiquées en traitillés à la figure 4.
- L'angle d'inclinaison β du support de têtes de meulage ne doit pas nécessairement être défini relativement à l'inclinaison de la bissectrice de l'angle formé par les axes de rotation A et Aʹ des têtes de meulage, respectivement relativement à l'axe de symétrie B du support de têtes de meulage, mais il peut se référer à une autre ligne de référence de ce support, par exemple à l'axe de rotation de l'une des têtes de meulage 16 ou 16ʹ ceci avant tout lorsque cette tête de meulage est montée fixe relativement au support de têtes de meulage et que seule l'autre tête de meulage est réglable à fin d'ajustement de l'angle de travail α relativement au support de têtes de meulage. Dans ce cas, l'angle d'inclinaison de la double tête de meulage coïncide avec l'angle d'inclinaison de l'une des meules et par conséquent de la facette correspondante.
- La figure 4a représente schématiquement une double tête de meulage avec un support de tête de meulage 14 sur lequel sont montées l'une derrière l'autre les deux têtes de meulage 16 et 16ʹ avec leurs moteurs d'entraînement 16b et 16ʹb et leurs meules plate 16a et 16ʹa. Le porte-tête 14 est constitué essentiellement de pièces de support telles que la pièce 28, sur lesquelles sont fixées les têtes de meulage 16 et 16ʹ, d'un bâti en L 23, d'un levier 27 reliant les extrémités inférieures de la pièce de support 28 et du bâti 23 et d'un vérin 24 monté entre l'extrémité supérieure de la pièce de support 28 et le milieu du bâti 23. Le bâti 23 est suspendu au châssis 20 de la voiture 2 de telle manière que sa partie supérieure 23a s'appuie sur un segment de guidage 21 en arc de cercle sur lequel il peut se déplacer en glissant ou en roulant.
- Le levier 27, articulé en un point intermédiaire sur le bâti 23, a son autre extrémité articulée à l'extrémité d'un vérin pneumatique 25 dont l'autre extrémité est attachée en 26 au support 23 et qui sert à délester la double tête de meulage et à ajuster la force avec laquelle les meules 16a et 16ʹa sont appliquées contre le rail 1. Le vérin 25 est à double effet. En extension il relève le porte-tête de meulage par l'intermédiaire du levier 27, alors qu'en rétraction il presse les meules 16a et 16ʹa contre le rail 1.
- Pour le basculement de l'ensemble de la double tête de meulage, c'est-à-dire pour le placement de l'angle d'inclinaison β, est prévu un vérin 22 monté approximativement horizontalement entre l'un des côtés du châssis 20 et le bras supérieur 23a du bâti en L 23. Ce vérin à double effet 22 assure le déplacement du bâti 23 sur l'arc de cercle du segment de guidage 21. Lors de ce déplacement le bâti 23 pivote autour de son articulation sur le levier 27 en entraînant le support 28 par le vérin 24 qui fonctionne alors comme une barre rigide entre le bâti 23 et le support 28, lequel pivote à son tour avec la tête de meulage 16 autour de son articulation sur le levier 27. Dans l'exemple considéré l'autre tête de meulage 16ʹ, située derrière la tête de meulage 16, est fixée rigidement au bâti 23, de telle sorte que lorsque le bâti 23 pivote, les deux têtes de meulage sont entraînées simultanément, la tête de meulage 16ʹ directement et la tête de meulage 16 par l'intermédiaire du vérin de réglage 24.
- Pour le réglage de l'angle de travail α entre les meules 16a et 16ʹa, respectivement entre les deux facettes à meuler au moyen de ces meules, seule la tête de meulage 16 est déplacée relativement à l'autre tête de meulage 16ʹ au moyen du vérin 24, la position de la tête de meulage 16ʹ relativement au bâti 23 étant invariable. L'angle de travail α est de préférence réglable entre 0° et 10°, soit de manière continue, soit pas à pas. Dans le cas du meulage de la surface de roulement du rail ces pas peuvent correspondre par exemple à 1°, 2° et 4°.
- En variante, il sera toutefois possible de prévoir que les deux têtes de meulage 16 et 16ʹ soient déplaçables individuellement relativement au bâti 23, chacune par un vérin correspondant au vérin 24.
- Il est également possible d'attribuer individuellement un vérin pneumatique 25 et un levier 27 à chacune des têtes de meulage 16 et 16ʹ d'une double tête de meulage de telle sorte que la pression de meulage soit réglable individuellement pour chaque meule.
- Dans le cas où un porte-tête de meulage 14 est équipé de plus d'une paire de têtes de meulage, les têtes de meulage travaillant la même facette, c'est-à-dire ajustées sur le même angle d'inclinaison, peuvent être commandées par un vérin pneumatique commun de telle sorte qu'elles travaillent avec la même pression de meulage.
- Afin d'obtenir une bonne approximation du profil de consigne du champignon de rail lors d'une rectification, le profil réel dans la zone de la surface de roulement du rail devrait être mesuré et contrôlé sur au moins 6 génératrices et le profil complet sur au moins 14 génératrices. On décrira ci-après le meulage de la surface de roulement du rail.
- Si on prévoit, pour la mesure et le contrôle de la surface de roulement du rail, six capteurs ajustés sur six génératrices correspondantes et si une facette est meulée le long de chaque génératrice, comme on peut se le représenter aisément, le profil de roulement est approché par six facettes, ceci est généralement insuffisant. Il est fréquemment exigé que la surface de roulement du rail soit approchée par au moins douze facettes présentant chacune une largeur de 4 à 5mm afin que le faîte formé par deux facettes voisines ne soit pas trop marqué et qu'il soit effacé relativement rapidement pas le matériel roulant.
- On peut toutefois avantageusement doubler le nombre de facettes à contrôler en conservant le même nombre de capteurs en mesurant non pas la distance entre le milieu d'une facette et le capteur, mais en mesurant cette distance à l'endroit du faîte d'une paire de facettes voisines. Pour un angle de travail donné α entre les meules engendrant les facettes voisines, il est sans autre possible de déterminer la distance de consigne entre un capteur et une ligne de faîte, distance pour laquelle les deux facettes s'approchent de façon optimale du profil de consigne, en particulier se trouvent dans des plans tangentiels au profil de consigne. Pour cette raison il est prévu des doubles têtes de meulage 15 et 19 dont les deux têtes de meulage sont ajustables à l'angle de travail α désiré.
- L'installation est par conséquent agencée de telle manière qu'un capteur C et l'un des portes-têtes de meulage 14, 18 sont ajustés sur une même génératrice s coïncidant avec la ligne de faîte des deux facettes voisines qui doivent être meulées par cette double tête de meulage. Un seul capteur C mesure et contrôle ainsi simultanément la position de deux facettes de telle sorte qu'avec un nombre donné de capteur, six capteurs dans l'exemple considéré, le profil de consigne de la surface de roulement du rail est approché par un nombre deux fois plus grand de facettes, douze facettes dans l'exemple considéré.
- La figure 5 illustre schématiquement le contrôle du profil de la surface de roulement du rail au moyen de six capteurs C1 à C6 dirigés sur les génératrices s1 à s6 et mesurant en permanence les distances h1 à h6 entre ces capteurs et la ligne de référence 0 avant et pendant l'opération de meulage. Cette ligne de référence 0, correspondant aux extrémités inférieures des capteurs définissant la base de référence a été représentée par une droite horizontale aux figures 5, 6, 8 et 9 pour simplification. Les six génératrices s1 à s6 coïncident avec les lignes de faîte de deux facettes voisines meulées simultanément par les deux meules 16 et 16ʹ d'une double tête de meulage 15 (figure 4). Les plans des deux meules de chaque double tête de meulage forment un angle donné α1 à α6 adapté au profil de consigne. Etant donné qu'à chacune des génératrices choisies s correspond un angle d'inclinaison α donné, l'installation est agencée de préférence de telle sorte que les deux meules d'un porte tête de meulage, lors de l'ajustement de ce porte-tête sur une génératrice déterminée, sont réglées automatiquement à un angle de travail α correspondant à cette génératrice.
- L'arc intérieur et l'arc extérieur de chaque rail, dénommés généralement rayon intérieur et rayon extérieur, peuvent être en principe également contrôlés au moyen des capteurs décrits. Toutefois, chacun de ces arcs, dont le rayon est sensiblement plus petit que le rayon de l'arc intermédiaire formant la surface de roulement, devrait être contrôlé par au moins quatre capteurs, de sorte qu'un moins 14 capteurs au total seraient nécessaires pour la mesure complète du profil d'un rail. Pour cette raison il est généralement avantageux de contrôler et de meuler les arcs intérieurs et extérieurs selon un autre procédé et avec un dispositif de meulage tel que décrit dans le document EP-A-O 125 348 au nom du même demandeur. Ce dispositif de meulage connu travaille avec un contrôle et une commande directe des têtes de meulage. Il est recommandé de meuler au moins le rayon intérieur guidant latéralement les roues par ce procédé connu.
- Il est toutefois également possible de meuler le rayon extérieur, qui présente généralement un bourrelet plus ou moins prononcé après un certain temps d'utilisation, et le cas échéant également le rayon intérieur, selon le procédé et avec une machine selon la présente invention. Pour un arc ou rayon intérieur s'étendant sur un angle important et qui doit être rectifié de façon assez exacte, il est nécessaire de travailler avec au moins quatre capteurs. Le meulage de l'arc ou rayon extérieur peut par contre être avantageusement exécuté au moyen d'un seul capteur dans la zone du bourrelet comme ceci va être décrit ci-dessous.
- La figure 6 illustre schématiquement la disposition des doubles têtes de meulage associées aux capteurs C1 à C6 par l'idication de leurs angles d'inclinaison β qu'elles présentent respectivement losqu'elles sont ajutées sur chacune des génératrices s1 à s6, et par l'angle de travail α correspondant entre leurs deux plans de meulage. Les valeurs négatives de β se rapportent à la moitié du champignon de rail situé du côté intérieur. La surface de roulement du rail s'étend de chaque côté de la médiatrice jusqu'à un angle de 15°. En outre, la figure 6 illustre schématiquement le rectifiage de l'arc extérieur du rail 1 au moyen d'un seul capteur C7 indiqué seulement schématiquement et qui contrôle la génératrice s7 églement indiquée à la figure 3, et au moyen d'une double tête de meulage ali gnée sur la génératrice s7, dont les valeurs α et β sont données et don l'inclinaison est modifiée pas à pas.
- Le profil réel initial est désigné par a et le profil de consigne par b. En trait mixte est en outre indiqué un profil théorique de dégrossissage b + 0,2mm dépassant le profil de consigne b d'une hauteur de 0,2mm. Dans le cas où il est nécessaire d'enlever des quantités de matière importantes, il est recommandé de procéder tout d'abord à un meulage de dégrossissage avec une pression de meulage maximale jusqu'à ce qu'on atteigne le profil de dégrossissage donné et ensuite seulement de meuler jusqu'à atteindre le profil de consigne a avec une pression réduite.
- On admet que l'arc intérieur du rail 1, qui s'étend, dans l'exemple considéré, sur un angle de -15° à -80°, et rectifier au moyen de meules latérales selon le procédé antérieur connu mentionné plus haut. Pour le travail de la surface de roulement du rail il convient de procéder au réglage suivant: pour les doubles têtes de meulage alignées sur les génératrices s1 et s4, β = 0,5°, respectivement -0,5° et α = 1°; pour les doubles têtes de meulage alignées sur les génératrices s2 et s5, β = 4,5°, respectivement -4,5° et α = 3°, et pour les doubles têtes de meulage alignées sur les génératrices s3 et s6, β = 10,5°, respectivement - 10,5° et α = 3°. Chacune des moitiés de la surface de roulement est ainsi approchée par six facettes présentant des angles d'inclinaison de 0°, 1°, 3°, 6°, 9° et 12°, si les deux têtes de meulage de la figure 4 sont symétriques relativement à l'axe médian de la double tête de meulage définissant l'angle β.
- Pour le contrôle de l'arc extérieur le capteur C7 est aligné sur la génératrice s7 passant par le point de contact de la tangente à 45° au profil théorique de dégrossissage, c'est-à-dire sur le rayon formant un angle de 45° avec la médiatrice du rail. Pour cette double tête de meulage alignée sur la génératrice s7, les deux disques de meulage forment un angle de travail α = 6° dans l'exemple considéré. Cette double tête de meulage est tout d'abord réglée sur un angle d'inclinaison β de 20°, par exemple, et elle meule dans cette position le bourrelet e jusqu'à ce que le capteur C7 mesure une distance prédéterminée pour laquelle la meule située du côté de l'intérieur se trouve justement dans un plan tangentiel au profil de dégrossissage. Le processus de meulage est alors interrompu et la double tête de meulage est réglée sur un angle d'inclinaison β = 30°, après quoi le meulage est répété jusqu'à ce qu'on atteigne une nouvelle distance prédéterminé pour laquelle à nouveau le disque de la meule intérieur se trouve dans un plan tangent au profil de dégrossissage. Le profil de dégrossissage prédéterminé est atteint par un dernier pas de meulage à l'inclinaison β = 45°. La même opération de meulage est ensuite répétée pas à pas dans la zone du capteur C7, avec une pression réduite, jusqu'à ce que l'on atteigne le profil de consigne b.
- Il est naturellement également possible d'exécuter l'opération de meulage pour chaque inclinaison β en renonçant à l'utilisation d'un profil de dégrossissage, c'est-à-dire en meulant jusqu'à ce que le disque de la meule atteigne directement le plan tangentiel au profil de consigne.
- Chaque double tête de meulage est de préférence réglable angulairement sur un angle de -15° à +45° c'est-à-dire sur l'ensemble de la surface de roulement et de l'arc extérieur, de telle sorte, qu'au besoin, chacune des doubles têtes de meulage peut travailler le long de chacune des génératrices. L'angle de travail α est de préférence ajustable en continu ou par pas jusqu'à 10°.
- Le meulage pas à pas décrit de l'arc extérieur permet de contrôler plusieurs paires de facettes meulées successivement, au moyen d'un seul capteur, ce qui simplifie naturellement extraordinairement l'installation et réduit le nombre de capteur nécessaire. En outre, on obtient avantageusement six facettes en trois pas, ce qui permet d'atteindre une bonne approximation du profil de consigne de l'arc extérieur. Dans l'exemple considére, selon la figure 6, une approximation de l'arc extérieur est obtenue avec les valeurs données α et β par des facettes présentant des inclinaisons égales à 17°, 23°, 27°, 33°, 42° et 48°.
- L'ébarbage du bourrelet e dans la région de l'arc extérieur du rail, tel que décrit, peut naturellement être exécuté également au moyen d'une seule meule alignée sur la génératrice s7 et dont le plan de meulage est réglé successivement à des inclinaisons progressivement croissantes. Dans ce cas, l'arc extérieur du rail est approché par moins de facettes qu lorsqu'on travaille avec une double tête de meulage, mais on augmente par contre le nombre de pas. Dans l'exemple considéré, si les angles donnés β représentent l'inclinaison de la meule, il s'agirait de trois facettes présentant les inclinaisons 20°, 30° et 45° qui seraient toutes contrôlées avec le même capteur C7 réglé sur la facette à 45°.
- Le dispositif de commande et d'affichage sera maintenant décrit à l'aide des figure 7 à 9. Selon le schéma bloc de la figure 7 ce dispositif, installé sur la voiture de meulage, comprend un analysateur 30 auquel les sorties de tous les capteurs C des têtes de mesure sont reliées et qui reçoit les signaux délivrés par ces capteurs C qui représentent les distances réelles mesurées h. Dans cet analysateur 30 sont enregistrés les différents profils théoriques des voies sous la forme de distances que le profil de consigne du rail à rectifier doit présenter entre les génératrices données et la ligne de référence 0.
- Dans l'exemple considéré selon les figures 8 et 9, qui correspond à l'exemple selon la figure 6, les six distances de consigne h1 à h6, dans la zone de la surface de roulement, qui sont contrôlées par les capteurs C1 à C6, sont enregistrées dans l'analysateur. Le profil de consigne b défini par ses distances de consigne se réfère à la distance h0 entre la génératrice du milieu, c'est-à-dire l'axe du rail, et la ligne de référence, distance qui est déterminée par le patin 6 (figure 3) s'appuyant sur le milieu du rail et par la construction de l'appareillage de mesure et qui est par conséquent constante. Au début du meulage on obtient pratiquement toujours aussi bien des différences positives que des différences négatives Δh entre le profil de consigne b et le profil réel a, comme ceci et illustré à la figure 8. La position finale bʹ du profil de consigne est naturellement suffisamment bas pour qu'il n'y ait plus de différence négative. Le milieu du rail doit être meulé en conséquence.
- Dans un but de clarté on n'a représenté à la figure 8 que les distances h0, h3, h4 et h6 et à la figure 9 que les distances h5 et h6. Pour le profil de l'arc extérieur dans la zone du capteur C7 sont enregistrées les distances de consigne intermédiaire h7 (20°) et h7 (30°), ainsi que la distance de consigne définitive h7 (45°), comme ceci est visible à la figure 9, à fin d'exécution du meulage pas à pas de l'arc extérieur décrit plus haut. Ces distances de consigne emmagasinées sont comparées avec les distances réelles mesurées dans l'analysateur 30 et les ordres de commande en résultant sont envoyés à une unité de commande 31 qui commande directement les différentes têtes de meulage de telle manière que chaque tête de meulage est relevée automatiquement dans sa position hors travail lorsque la distance réelle mesurée par le capteur correspondant correspond à la valeur de consigne.
- En outre, dans l'exemple considéré, un traceur 32, un enregistreur 33 et un dispositif d'affichage 34 sont associés à l'analysateur 30. En pratique, il suffit qu'au moins l'un de ces appareils soit installé.
- Le traceur 32 dessine le profil réel mesuré sur la base des distances réelles mesurées et permet de faire une comparaison visuelle du profil mesuré avec le profil de consigne, la différence de distance Δh étant indiquée pour chaque génératrice. Etant donné que les modifications de profil sont influencées directement par la géométrie de la voie et n'apparaissent pas généralement subitement, il suffit de dessiner les profils tous les 20, 50 ou 100m, ce qui peut s'effectuer automatiquement; il est également possible au préposé d'obtenir manuellement les dessins des profils, par exemple pour chaque changement du profil, par exemple, avant, au milieu et après une courbe de transition et tous les 100m dans une courbe pleine ou sur une ligne droite. Ce traceur est avant tout très utile lors de la préparation du travail si les profils sont dessinés avant l'operation de meulage, car le préposé est ainsi en mesure, de façon relativement simple, de mettre sur pied un programme spécial de meulage pour chaque section spécifique de voie.
- L'enregistreur 33 reproduit, pour chaque capteur, la différence de distance Δh en fonction du chemin parcouru, ces différences pouvant être tout d'abord positives ou négatives, comme déjà mentionné. Dans l'exemple des figures 8 et 9 les différences de distance Δh5, Δh6 et Δh7 sont positives tandis que les différences de distance Δh1, Δh2 et Δh3 sont négatives, la différence de distance Δh4 étant pratiquement nulle. Cette reproduction des valeurs Δh par l'enregistreur 33 permet de connaïtre les ondulations longitudinales du rail le long d'une génératrice et d'identifier également les éventuelles ondulations transversales par comparaison des enregistrements le long de toutes les génératrices. Des mesures pour compenser les ondulations longitudinales ne font pas l'objet de la présente invention et peuvent être prises en considération de manière connue, comme décrit par exemple dans le document DE-B-2 843 649 du même demandeur. Ce qui importe ici c'est que l'enregistrement graphique des différences de distance le long des génératrices permet de connaïtre clairement les ondulations des rails, ce qui n'était pas sans autre possible au moyen des enregistrements du profil du champignon du rail proposés jusqu'ici.
- L'affichage optique 34 présente trois rangées de lampes de contrôle 35 disposées en matrice dont le nombre de colonnes correspond au nombre de génératrices contrôlée. L'installation est agencée de telle sorte que les lampes de contrôle de la rangée supérieure s'allument lorsque et aussi longtemps que la différence de distance de la génératrice concernée est positive tandis que les lampes de la rangée inférieure sont allumées aussi longtemps que la différence de distance de la génératrice correspondante est négative, les lampes de la rangées du milieu ne s'allumant que lorsque la différence de distance de la génératrice correspondante corespond à la distance de consigne dans les tolérances admises. Il est opportun de prévoir par exemple des lampes de couleur rouge pour les rangées supérieure et inférieure et des lampes de couleur verte pour la rangée du milieu. Etant donné que trois lampes de contrôle sont attribuées à chaque capteur, il est possible de surveiller simplement et d'un coup d'oeil l'état réel du profil et de déterminer le long de quelle génératrice il est encore nécessaire d'enlever de la matière. Afin d'éviter que les lampes clignotent continuellement, en particulier lorsque le profil réel s'approche du profil de consigne, l'analysateur peut commander les lampes de contrôle de telle sorte qu'elles soient enclenchées seulement tous les 20, 50 ou 100m de manière correspondante à la différence de distance mesurée dans ces intervalles.
- Au moyen du dispositif de commande décrit, le relativement grand nombre d'informations, c'est-à-dire les valeurs de distance délivrées par les capteurs, est traité automatiquement pratiquement instantanément et utilisé pour la commande automatique des têtes de meulage. Aussi bien le traitement que la mesure sont simples étant donné qu'on mesure simplement des distances et que la commande s'effectue sur la base de distances. Il n'est dès lors pas nécessaire de mesurer d'autre grandeur caractéristique du profil du rail, comme par exemple des angles, ou d'effectuer des calculs sur la base d'informations de mesure au moyen d'un calculateur particulier. La vitesse de meulage, la pression de meulage ou la vitesse de l'avance de la voiture de rectifiage ne jouent également en principe pas de rôle dans l'obtention du profil désiré étant donné que ce profil est contrôlé et atteint simplement sur la base d'une comparaison de distances de consigne et réelles. La commande de la force de meulage et de la vitesse de meulage n'est utilisée que dans le but d'exécuter les opérations de meulage d'une manière rationnelle et rapide.
- En plus de l'enregistrement des distances de consigne dans l'analysateur, il est naturellement nécessaire de prescrire et de placer les valeurs des angles d'inclinaison β des doubles tête de meulage et des angles de travail α des deux meules de chaque double tête de meulage, selon le profil désiré du rail, ces valeurs dépendant de la génératrice le long de laquelle est effectué le meulage.
- Dans le cas d'une commande semi-automatique, le préposé règle les doubles tête de meulage sur la base des observations des dispositifs indicateurs, en ajustant leur angle d'inclinaison sur les génératrices correspondantes et ajuste leurs deux têtes de meulage à l'angle de travail α attribué à la génératrice correspondante. Afin de facilité cette commande manuelle chaque porte-tête de meulage est équipé d'un indicateur d'angle de travail et d'un sélecteur permettant d'ajuster exactement un porte-tête de meulage sur l'une des génératrices.
- L'opération de meulage est exécutée de telle manière que l'on meule d'abord le long des génératrices présentant de grandes différences de distance positives et, pour autant qu'apparaissent des différences négatives, dans la région centrale de la surface de roulement, jusqu'à ce que le dispositif de mesure soit abaissé avec le patin 6 d'une valeur telle que toute les différences négatives disparaissent. Dans l'exemple selon les figures 6, 8 et 9 toutes les doubles têtes de meulage sont tout d'abord adjustées sur les génératrices s5 à s7 et on travaille avec une pression de meulage maximale jusqu'à ce que le profil de dégrossissage b + 0,2mm de la figure 6 soit atteint. Pour le meulage fin, les doubles têtes de meulage sont ensuite réparties sur toutes les génératrices pour lesquelles la différence de distance est positive, une double tête de meulage étant automatiquement relevée dans sa position hors travail si elle est amenée sur une génératrice présentant une différence de distance négative ou proche de 0. On meule ensuite avec une pression réduite jusqu'à ce que le profil de consigne b soit atteint. La force de meulage est de préférence commandée pas à pas ou de façon continue en fonction de l'épaisseur de la matière à enlever. Il est également possible, aussitôt que le profil de consigne est atteint le long d'une ou plusieures génératrices, de régler tous les portes-têtes de meulage, manuellement ou automatiquement, sur les génératrices pour lesquelles il est encore nécessaire d'enlever de la matière. L'opération de meulage est ainsi rationalisée car toutes les têtes de meulage peuvent être utilisées en permanence. Dans tous les cas, l'opération de meulage est interrompue automati quement sur une génératrice aussitôt que la différence de distance disparait.
- L'opération de meulage peut également être exécutée totalement automatiquement. Dans ce cas les valeurs correspondantes α et β sont mémorisées dans l'analysateur et l'analysateur 30 et l'unité de commande 31 délivrent en outre des ordres de commande par lesquels les doubles têtes de meulage sont dirigées automatiquement sur les génératrices à meuler, l'angle de travail α correspondant étant également simultanément placé. Un tel programme de commande peut être par exemple agencé de telle sorte que lors du premier passage de meulage toutes les têtes de meulage sont concentrées sur les génératrices s6 et s7 et ensuite sur les génératrices s5 à s7, jusqu'à ce que le profil de dégrossissage b + 0,2mm soit atteint. Dans ce cas, la force de meulage est réglée continuellement en fonction de l'épaisseur de la matière qu'il rest à enlever. La machine procède ensuite au meulage fin pour lequel les doubles têtes de meulage sont dirigées sur les différentes génératrices et sont entraïnées avec une pression de meulage réduite jusqu'à ce que le profil de consigne b soit atteint.
- Pour être complet, il convient de préciser que le rectifiage d'un profil de champignon de rail doit pratiquement toujours être exécuté en un grand nombre de passes, car lors de chaque passe seule une relativement petite quantité de matière, ne représentant qu'une fraction de l'épaisseur de matière à enlever, peut être meulée. Lorsqu'on s'approche du profil de consigne et qu'on travaille avec une pression de meulage réduite, on n'enlève généralement à chaque passe qu'un dixième ou quelques dixièmes de mm. La voiture de rectifiage doit donc passer plusieures fois sur la section de voie à rectifier et on meule de préférence dans les deux sens de déplacement de la voiture. Pour cette raison il est suffisant d'installer un seul châssis de mesure muni de capteurs à l'une ou l'autre des extrémités de la voiture de rectifiage. Ainsi, selon que le châssis de mesure se trouve à l'avant ou à l'arrière de la voiture, on mesure soit immédiatement devant soit immédiatement derrière les têtes de meulage, ce qui est parfaitement suffisant pour mesurer le profil réel avec une exactitude suffisante.
- Par le procédé et au moyen du dispositif selon l'invention on ramène ainsi d'une part la mesure du profil réel à de simples mesures de distances sans qu'il soit nécessaire de mesurer ou de calculer des grandeurs de profil compliquées et la commande du meulage est effectué simplement sur la base d'une comparaison de distances de consigne et de distances réelles. D'autre part l'invention permet,l au moyen d'un nombre déterminé de capteurs, de contrôler un nombre deux fois plus élevé de facettes, de telle sorte qu'au moyen d'un nombre relativement faible de capteurs il est possible d'obtenir un profil s'approchant de façon optimale du profil de consigne.
- L'invention n'est pas limitée à l'exemple d'exécution décrit, mais elle est susceptible de nombreuses variantes, avant tout en ce qui concerne l'exécution constructive des doubles têtes de meulage déplaçables. Un porte-tête de meulage peut en outre porter plus d'une paire de têtes de meulage, c'est-à-dire plus d'une double tête de meulage de telle sorte que deux doubles têtes de meulage ou d'avantage peuvent être ajustées simultanément sur la même génératrice. Pour la mesure des distances il est en principe également possible d'utiliser des palpeurs mécaniques en contact avec les rails. La commande décrite au moyen d'une simple comparaison de valeurs réelles et de consigne de distances s'applique naturellement également dans le cas ou les distances réelles à chaque facette individuelle sont mesurées, en particulier les distances au milieu de chaque facette et où, de manière correspondante, un capteur contrôle seulement une facette et la voiture de rectifiage travaille avec des têtes de meulage réglables individuellement.
Claims (13)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87101477T ATE60383T1 (de) | 1986-02-28 | 1987-02-04 | Verfahren zum messen und schleifen eines schienenkopfprofils. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH83786 | 1986-02-28 | ||
| CH837/86 | 1986-02-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0235602A2 true EP0235602A2 (fr) | 1987-09-09 |
| EP0235602A3 EP0235602A3 (en) | 1988-10-12 |
| EP0235602B1 EP0235602B1 (fr) | 1991-01-23 |
Family
ID=4196357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87101477A Expired - Lifetime EP0235602B1 (fr) | 1986-02-28 | 1987-02-04 | Procédé de mesure et de rectifiage d'un champignon de rail |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4785589A (fr) |
| EP (1) | EP0235602B1 (fr) |
| JP (1) | JPS62211402A (fr) |
| AT (1) | ATE60383T1 (fr) |
| CA (1) | CA1268340A (fr) |
| DD (1) | DD254749A5 (fr) |
| DE (1) | DE3767505D1 (fr) |
| YU (1) | YU11987A (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0315704A1 (fr) * | 1987-11-07 | 1989-05-17 | Les Fils D'auguste Scheuchzer S.A. | Machine de meulage pour le reprofilage des champignons de rails |
| WO1990008012A1 (fr) * | 1989-01-11 | 1990-07-26 | Loram Maintenance Of Way, Inc. | Appareil et procede de mesure et de maintien du profile d'un rail de voie de chemin de fer |
| EP0415105A1 (fr) * | 1989-08-28 | 1991-03-06 | Speno International S.A. | Procédé de reprofilage des rails d'une voie ferrée et véhicule ferroviaire pour sa mise en oeuvre |
| US5140776A (en) * | 1989-01-11 | 1992-08-25 | Loram Maintenance Of Way, Inc. | Apparatus and method for measuring and maintaining the profile of a railroad track rail |
| EP0501183A1 (fr) * | 1991-03-01 | 1992-09-02 | Speno International S.A. | Dispositif pour le reprofilage des rails d'une voie ferrée |
| EP0624689A2 (fr) * | 1993-05-14 | 1994-11-17 | Elektro-Thermit GmbH | Machine de meulage de rails |
| US6033291A (en) * | 1998-03-16 | 2000-03-07 | Loram Maintenance Of Way, Inc. | Offset rail grinding |
| WO2000068505A1 (fr) * | 1999-05-06 | 2000-11-16 | Elektro-Thermit Gmbh & Co. Kg | Dispositif d'usinage de profiles de rails |
| WO2018178097A1 (fr) * | 2017-03-29 | 2018-10-04 | Metrolab | Dispositif de détection de défauts d'un rail et procédé de détection associé |
| CN111809463A (zh) * | 2019-04-11 | 2020-10-23 | 中国铁建高新装备股份有限公司 | 一种基于ai方法的钢轨智能打磨系统及相应的打磨方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH675440A5 (fr) * | 1988-03-04 | 1990-09-28 | Speno International | |
| CH680672A5 (fr) * | 1989-08-28 | 1992-10-15 | Speno International | |
| DE4200945A1 (de) * | 1992-01-16 | 1993-07-22 | Benkler Ag | Verfahren zur vermessung eines schienen- und gleisprofils und fahrwerk zur schienenbearbeitung |
| CH689643A5 (fr) * | 1994-02-18 | 1999-07-30 | Speno International | Installation pour le reprofilage des rails d'une voie ferrée. |
| US6953386B1 (en) | 2004-07-19 | 2005-10-11 | Railworks Corporation | Active spark control |
| US6981907B1 (en) | 2004-11-03 | 2006-01-03 | Railworks Corporation | High angle grinder |
| JP6108592B2 (ja) * | 2012-10-04 | 2017-04-05 | 日鉄住金レールウェイテクノス株式会社 | レール削正方法 |
| EP3024983B1 (fr) * | 2013-07-24 | 2020-07-01 | General Impianti S.r.l. | Appareil auto-propulsé permettant de mesurer des paramètres géométriques et/ou structuraux d'un voie ferrée et/ou d'un aiguillage |
| BR112016008836B1 (pt) * | 2013-10-21 | 2022-07-19 | Harsco Technologies Llc. | Método para a determinação de uma operação de moagem de motores de moagem em um veículo de moagem e veículo de moagem de trilho |
| FR3032794B1 (fr) * | 2015-02-13 | 2017-10-06 | Metrolab | Dispositif de detection de defauts de rails par mesure d'impedance |
| US20220063046A1 (en) * | 2018-12-04 | 2022-03-03 | Loram Maintenance Of Way, Inc. | Enhanced rail grinding system and method thereof |
| US12000094B2 (en) * | 2019-03-20 | 2024-06-04 | Loram Maintenance Of Way, Inc. | Enhanced rail grinding system and method thereof |
| CN117822360B (zh) * | 2023-12-28 | 2024-07-26 | 高速铁路建造技术国家工程研究中心 | 一种高铁装配式轨道结构底座板用位形调整设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2337786A1 (fr) * | 1976-01-07 | 1977-08-05 | Speno International | Procede de rectification du champignon des rails d'une voie ferree et dispositif pour sa mise en oeuvre |
| EP0141948A1 (fr) * | 1983-09-16 | 1985-05-22 | Speno International S.A. | Procédé et dispositif pour la rectification en continu des rails d'une voie ferrée |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT344771B (de) * | 1975-12-01 | 1978-08-10 | Plasser Bahnbaumasch Franz | Fahrbare schienenschleifmaschine |
| CH606616A5 (fr) * | 1976-02-18 | 1978-11-15 | Speno International | |
| DE3069811D1 (en) * | 1980-07-24 | 1985-01-24 | Speno International | Method and apparatus for determining at least one geometrical characteristic of the rail heads of a railway track |
-
1986
- 1986-12-31 US US06/948,031 patent/US4785589A/en not_active Expired - Fee Related
-
1987
- 1987-01-22 CA CA000527957A patent/CA1268340A/fr not_active Expired - Fee Related
- 1987-01-28 YU YU00119/87A patent/YU11987A/xx unknown
- 1987-02-04 EP EP87101477A patent/EP0235602B1/fr not_active Expired - Lifetime
- 1987-02-04 AT AT87101477T patent/ATE60383T1/de active
- 1987-02-04 DE DE8787101477T patent/DE3767505D1/de not_active Expired - Fee Related
- 1987-02-27 DD DD87300274A patent/DD254749A5/de unknown
- 1987-02-27 JP JP62043224A patent/JPS62211402A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2337786A1 (fr) * | 1976-01-07 | 1977-08-05 | Speno International | Procede de rectification du champignon des rails d'une voie ferree et dispositif pour sa mise en oeuvre |
| EP0141948A1 (fr) * | 1983-09-16 | 1985-05-22 | Speno International S.A. | Procédé et dispositif pour la rectification en continu des rails d'une voie ferrée |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0315704A1 (fr) * | 1987-11-07 | 1989-05-17 | Les Fils D'auguste Scheuchzer S.A. | Machine de meulage pour le reprofilage des champignons de rails |
| US4908993A (en) * | 1987-11-07 | 1990-03-20 | Les Fils D'auguste Scheuchzer S.A. | Grinding machine for reprofiling railheads |
| WO1990008012A1 (fr) * | 1989-01-11 | 1990-07-26 | Loram Maintenance Of Way, Inc. | Appareil et procede de mesure et de maintien du profile d'un rail de voie de chemin de fer |
| US5140776A (en) * | 1989-01-11 | 1992-08-25 | Loram Maintenance Of Way, Inc. | Apparatus and method for measuring and maintaining the profile of a railroad track rail |
| EP0415105A1 (fr) * | 1989-08-28 | 1991-03-06 | Speno International S.A. | Procédé de reprofilage des rails d'une voie ferrée et véhicule ferroviaire pour sa mise en oeuvre |
| US5265379A (en) * | 1991-03-01 | 1993-11-30 | Speno International Sa | Device for the reprofiling of the rails of railway track |
| EP0501183A1 (fr) * | 1991-03-01 | 1992-09-02 | Speno International S.A. | Dispositif pour le reprofilage des rails d'une voie ferrée |
| EP0624689A2 (fr) * | 1993-05-14 | 1994-11-17 | Elektro-Thermit GmbH | Machine de meulage de rails |
| EP0624689A3 (fr) * | 1993-05-14 | 1995-05-17 | Elektro Thermit Gmbh | Machine de meulage de rails. |
| US6033291A (en) * | 1998-03-16 | 2000-03-07 | Loram Maintenance Of Way, Inc. | Offset rail grinding |
| WO2000068505A1 (fr) * | 1999-05-06 | 2000-11-16 | Elektro-Thermit Gmbh & Co. Kg | Dispositif d'usinage de profiles de rails |
| WO2018178097A1 (fr) * | 2017-03-29 | 2018-10-04 | Metrolab | Dispositif de détection de défauts d'un rail et procédé de détection associé |
| FR3064581A1 (fr) * | 2017-03-29 | 2018-10-05 | Metrolab | Dispositif de detection de defauts d'un rail et procede de detection associe |
| CN111809463A (zh) * | 2019-04-11 | 2020-10-23 | 中国铁建高新装备股份有限公司 | 一种基于ai方法的钢轨智能打磨系统及相应的打磨方法 |
| CN111809463B (zh) * | 2019-04-11 | 2023-06-16 | 中国铁建高新装备股份有限公司 | 一种基于ai方法的钢轨智能打磨系统及相应的打磨方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3767505D1 (de) | 1991-02-28 |
| JPS62211402A (ja) | 1987-09-17 |
| ATE60383T1 (de) | 1991-02-15 |
| YU11987A (en) | 1990-12-31 |
| DD254749A5 (de) | 1988-03-09 |
| CA1268340A (fr) | 1990-05-01 |
| US4785589A (en) | 1988-11-22 |
| EP0235602A3 (en) | 1988-10-12 |
| EP0235602B1 (fr) | 1991-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0235602B1 (fr) | Procédé de mesure et de rectifiage d'un champignon de rail | |
| EP0415105B1 (fr) | Procédé de reprofilage des rails d'une voie ferrée et véhicule ferroviaire pour sa mise en oeuvre | |
| CH680672A5 (fr) | ||
| AU2018358736A1 (en) | Method for automatically resharpening a knife | |
| FR2475446A1 (fr) | Machine automatique de meulage de lentilles | |
| FR2474076A1 (fr) | Procede d'elimination des defauts des champignons des rails d'une voie ferree posee et machine permettant son execution | |
| EP0330842B1 (fr) | Dispositif pour le reprofilage d'une voie ferrée | |
| EP0356311B1 (fr) | Procédé et engin pour ouvrer une surface de sol, notamment pour revêtir une chaussée | |
| FR2548659A1 (fr) | Procede et appareil de pressage de verre feuillete | |
| CH654047A5 (fr) | Procede et dispositif pour le reprofilage en continu des rails d'une voie ferree. | |
| EP0501183B1 (fr) | Dispositif pour le reprofilage des rails d'une voie ferrée | |
| EP0417452B1 (fr) | Procédé de programmation du travail de reprofilage des rails d'une voie ferrée et/ou de reprofilage de ces rails, ainsi qu'un dispositif pour la mise en oeuvre de ce procédé | |
| FR2926896A1 (fr) | Procede de preparation d'une lentille ophtlmique avec usinage specifique de sa nervure d'emboitement | |
| EP0207197A1 (fr) | Procédé pour la réfection ou la pose d'une voie de chemin de fer | |
| FR2838363A1 (fr) | Procede de meulage d'une lentille ophtalmique comportant une etape de releve sans contact | |
| EP0707527B1 (fr) | Machine de decoupe au moyen d'une molette rotative d'une matiere souple se presentant notamment sous la forme d'une feuille unique ou d'un petit matelas de feuilles, et procede de reglage d'une telle machine | |
| FR2562829A1 (fr) | Dispositif de commande de relevage et de translation du chariot d'une machine a deborder et a biseauter les verres de lunettes | |
| BE1017060A3 (fr) | ||
| EP0593361B1 (fr) | Procédé de meulage de la jonction bout-à-bout par soudage notamment de deux rails et machine de meulage pour la mise en oeuvre de ce procédé | |
| FR2476059A1 (fr) | Machine et procede pour conformer le bord d'une plaque de verre | |
| EP1601496B1 (fr) | Procede d'usinage d'une lentille ophtalmique et machine d'usinage pour mettre en oeuvre la methode precedente | |
| FR2635544A1 (fr) | Procedes et engin pour ouvrer une surface de sol, notamment pour revetir une chaussee | |
| EP0329918B1 (fr) | Procédé de réfection d'une voie de chemin de fer | |
| FR2483269A1 (fr) | Ouvreur de bobine | |
| FR2575955A1 (fr) | Procede et installation pour la rectification et le controle du diametre d'une meule |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT CH DE ES FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT CH DE ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19890220 |
|
| 17Q | First examination report despatched |
Effective date: 19900417 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 60383 Country of ref document: AT Date of ref document: 19910215 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3767505 Country of ref document: DE Date of ref document: 19910228 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19910504 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920127 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930204 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19930211 Year of fee payment: 7 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19940204 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19961217 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19961231 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981103 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19990201 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000229 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050204 |