EP0128974B1 - Moulding machine for producing moulds or cores from moulding sand - Google Patents
Moulding machine for producing moulds or cores from moulding sand Download PDFInfo
- Publication number
- EP0128974B1 EP0128974B1 EP83200879A EP83200879A EP0128974B1 EP 0128974 B1 EP0128974 B1 EP 0128974B1 EP 83200879 A EP83200879 A EP 83200879A EP 83200879 A EP83200879 A EP 83200879A EP 0128974 B1 EP0128974 B1 EP 0128974B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- moulding
- nozzles
- core box
- slit
- way
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 34
- 239000004576 sand Substances 0.000 title claims abstract description 18
- 239000012159 carrier gas Substances 0.000 claims abstract description 7
- 238000005266 casting Methods 0.000 claims abstract description 5
- 238000003825 pressing Methods 0.000 claims abstract description 4
- 239000000945 filler Substances 0.000 claims abstract 4
- 238000002347 injection Methods 0.000 claims abstract 4
- 239000007924 injection Substances 0.000 claims abstract 4
- 239000006096 absorbing agent Substances 0.000 claims abstract 2
- 230000002000 scavenging effect Effects 0.000 claims abstract 2
- 239000007789 gas Substances 0.000 description 17
- 239000003110 molding sand Substances 0.000 description 16
- 239000011230 binding agent Substances 0.000 description 7
- 239000003054 catalyst Substances 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000009969 flowable effect Effects 0.000 description 3
- 238000010137 moulding (plastic) Methods 0.000 description 3
- 238000010926 purge Methods 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 238000005056 compaction Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 239000007849 furan resin Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C15/00—Moulding machines characterised by the compacting mechanism; Accessories therefor
- B22C15/23—Compacting by gas pressure or vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/12—Treating moulds or cores, e.g. drying, hardening
- B22C9/123—Gas-hardening
Definitions
- the invention relates to a molding machine for producing casting molds or cores from molding sand according to the vacuum shooting principle, which consists of a mold or core box provided with a base plate and a top plate and slot nozzles, clamping jaws acting laterally on the mold or core box and a mold or core box against a lifting table pressing a sand filling device, the sand filling device being equipped with a shooting head or a fluidizing head and a gassing plate which can be pushed over the mold or core box and which can be connected via valves to a carrier source or to purging air, and wherein the slot nozzles are connected to a via a suction line Vacuum device are connected.
- the molding sand is usually introduced and compressed into the molding or core box with a very high air or gas pressure, the slot nozzles arranged in the box frame, the base plate and the top plate depending on the shape of the model Venting during the compression process and the removal of the gases formed during the hardening of the binder added to the molding sand and the purge air.
- the gases emerging from the slot nozzles are often harmful to health and must therefore be extracted and rendered harmless by means of large interception hoods covering the molding machine.
- suction devices of this type have the disadvantage that usually not all harmful gases are suctioned off and removed.
- DE-OS 30 08 235 a method is known in which two adjacent box parts are provided with air discharge openings and one vacuum chamber each, each of which is connected to a suction device via a suction line.
- the upper part of the box is connected to a sand reservoir via a shot opening and a closure device.
- the mold cavity is filled with molding or core sand according to the vacuum firing principle by means of a vacuum created suddenly in the chamber. If necessary, a subsequent compression and / or curing with a reaction or catalyst gas and a flushing with air then take place according to the air pressure pulse principle.
- This embodiment also has the disadvantage that the molded or core sands, the nature of which often changes and the flowability of which is very temperature-dependent owing to the admixed binders, are not sufficiently compacted. Curing by means of a reaction or catalyst gas blown into the compressed core is relatively slow. There is also a need to shorten the curing time for faster series production.
- the invention is therefore based on the object of designing a molding machine of the generic type in such a way that the compaction can be adapted to different and / or changing operating conditions and properties of the molding sand and the curing time is shortened.
- This training has the essential advantage that the filling and compacting of the molding sand can be adapted as best as possible to the operating conditions, in particular the type and nature of the molding sand, by filling and compacting either only by vacuum or in conjunction with the compressed gas, so that a substantial larger pressure difference is formed.
- Even poorly flowable molding sands can be injected evenly and quickly with the simultaneous use of vacuum and compressed gas.
- the effect of the vacuum has the advantage that the reaction is accelerated and less binders and catalyst substances are required. The reason for this is a more uniform gas flow through the molding or core mass.
- the vacuum device is advantageously used for degassing, so that the exhaust gases can no longer escape into the open, but are discharged in a closed system.
- the vacuum can be applied directly to the slot nozzles, whereas the gases extracted during curing are passed through an absorption device for the purpose of separating harmless components.
- a hollow slide is arranged under the base plate equipped with slot nozzles, the cavity of which is connected to the slot nozzles and the collecting tube, and the lateral clamping jaws have a cavity which corresponds to that on the relevant slot nozzles and the manifold in connection.
- the molding machine shown in FIGS. 1 to 3 is assigned a molding or core box 1 which is formed in two parts in the cone and whose cavity 2 corresponds to the contours of the mold or core to be manufactured. Depending on the design of the cavity 2, both halves are provided with slot nozzles 3, which are each connected to a common outlet opening via small bores.
- the molded or core box 1 rests on a base plate 4 equipped with slot nozzles 5 and is covered by a top plate 12 provided with slot nozzles 13 and a central filling opening.
- the base plate 4 rests on a hollow slide 6, the cavity of which is connected to the slot nozzles 5 of the base plate 4 via small bores.
- the hollow slide 6 is connected via a suction line to a collecting pipe 23, the meaning of which is described in more detail below.
- the hollow slide 6 is supported on a lifting table 7 which can be raised and lowered by means of a lifting cylinder.
- lateral clamping jaws 8 are provided, which can be pressed against the two halves of the mold or core box 1 by means of an adjusting cylinder 9.
- the clamping jaws 8, like the hollow slide 6, are hollow, the cavity being connected via a bore to the outlet opening assigned to the slot nozzles 3 and also connected to the collecting tube 23.
- the slot nozzles 13 of the head plate 12 are connected to the collecting pipe 23 via channels.
- FIGS. 1 to 3 The embodiment shown in FIGS. 1 to 3 is suitable for processing plastic molding sand.
- a sand filling device 10 with a shooting head 11 is arranged on an upper machine part, which has a common filling opening with the head plate 12.
- a shooting cylinder 14 Above the shooting head 11 there is a shooting cylinder 14 which is provided with slits and which is surrounded by a jacket 18 at a distance.
- a valve seat 19 is also incorporated into the jacket 18, to which a shooting valve 20 is assigned, which is acted upon by a compressed air pump 22 via a pressure line 21 becomes.
- the manifold 23 connected to the slit nozzles 3, 5 and 13 is connected via a suction line 24 provided with a valve 25 to a vacuum container 26 which is kept at a pressure of approximately 0.95 bar by a vacuum pump 27.
- a suction line 28 equipped with a check valve 29 is provided, which is connected via an absorption apparatus 30, e.g. B. a washing machine, a suction line 31 and a control valve 32 is also connected to the vacuum container 26.
- the contact surfaces of the clamping jaws 8 are provided with sealing rings 33, 34.
- the inner sealing ring 33 seals the vacuum line between the outlet bores of the slot nozzles 3 and the cavity of the clamping jaws 8.
- the above-mentioned components have the position shown in FIG. 1 for filling and compacting the plastic molding sand.
- the valve 20 controlling the compressed air and the valve 25 assigned to the vacuum device are briefly opened depending on the mold or core geometry, forming a large pressure difference.
- the valves 20, 25 are preferably linked in terms of control technology in such a way that they can be opened selectively and variably at the same time or independently of one another or overlapping in time. For example, depending on the type of molding sand, it may be useful to first generate a pre-pressure by introducing compressed air and then to connect the vacuum; With other plastic molding sands, a reverse procedure or simultaneous exposure to compressed air and vacuum can be advantageous.
- the molding machine After compaction, which takes about 0.5 to several seconds, depending on the shape or core design and the type of molding sand, the molding machine is prepared for the curing process.
- the lifting table 7 is lowered and a gassing plate 35, which is slidably mounted, for example, on guide rails 36, is pushed between the molded or core box 1 and its head plate 12; then the lifting table 7 pushed up again (see FIG. 3).
- the gassing plate 35 has a gassing channel 37 which is connected to a gassing line 38.
- the gassing line 38 is divided and connected on the one hand via a valve 40 to a carrier gas source and on the other hand via a valve 39 to a purge air line.
- a line equipped with a valve 42 for introducing catalyst gas is also provided on the branch assigned to the carrier.
- the gas passed through the gassing line 38 can be heated if necessary with a heating device 43.
- the control valve 32 assigned to the vacuum device and the valve 40 belonging to the carrier gas source are opened simultaneously.
- the binder contained in the molding sand is cured with only a small pressure difference, the vacuum on the vacuum side being able to be set by means of the control valves 32 as a function of the mold or core geometry and density.
- the choice of the carrier gas and the catalyst gas depends on the type of binder added to the molding sand. If the binder consists of water glass, for example, C0 2 is used as the carrier gas. If, on the other hand, they are polymerizable synthetic resins, N 2 can be provided as the carrier gas, to which a suitable catalyst gas is added as a hardener.
- Suitable polymerizable organic synthetic resins for molding sand are phenolic resins, isocyanates, furan resins. If thermally curable synthetic resins are to be used, the molding or core box 1 and the associated top and bottom plates 4, 12 heating devices (not shown) are provided. During the curing process and the subsequent ventilation process, in which the valve 40 is closed and the valve 39 is open, the exhaust gases are passed through the absorption apparatus 30, in which harmful constituents can be separated off.
- the molding machine is equipped with the sand filling device 44 shown in FIG. 4 instead of the sand filling device 10 shown in FIG. 1.
- a fluidizing head 46 and a sand slide 47 are arranged at the lower end of the storage container 45.
- the flowable molding sand is compressed by simultaneously opening the valve 25 associated with the vacuum device and a compressed air valve 48 assigned to the fluidizing head 46.
- a vibrator 49 mounted on the lifting table 7 can be actuated if necessary (cf. FIG. 1). ).
- the procedure for curing is the same as that explained in connection with FIGS. 1 to 3.
- the individual operations of the molding machine are controlled logically. Depending on the molding or core mass and the type of binder, a work cycle usually lasts 1 to several minutes.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
Die Erfindung betrifft eine Formmaschine zum Herstellen von Gießformen oder -kernen aus Formsand nach dem Vakuum-Schießprinzip, welche aus einem mit einer Bodenplatte und einer Kopfplatte sowie Schlitzdüsen versehenen Form- oder Kernkasten, seitlich am Form- oder Kernkasten angreifenden Spannbacken und einen den Form- oder Kernkasten gegen eine Sandfülleinrichtung drückenden Hubtisch, wobei die Sandfülleinrichtung mit einem Schießkopf oder einem Fluidisierungskopf und einer über den Form- oder Kernkasten schiebbaren Begasungsplatte ausgerüstet ist, welche über Ventile an eine Trägerquelle oder an Spülluft anschließbar ist und wobei die Schlitzdüsen über eine Saugleitung an eine Vakuumeinrichtung angeschlossen sind.The invention relates to a molding machine for producing casting molds or cores from molding sand according to the vacuum shooting principle, which consists of a mold or core box provided with a base plate and a top plate and slot nozzles, clamping jaws acting laterally on the mold or core box and a mold or core box against a lifting table pressing a sand filling device, the sand filling device being equipped with a shooting head or a fluidizing head and a gassing plate which can be pushed over the mold or core box and which can be connected via valves to a carrier source or to purging air, and wherein the slot nozzles are connected to a via a suction line Vacuum device are connected.
Bei den bekannten Formmaschinen dieser Art wird der Formsand in der Regel mit einem sehr hohen Luft- oder Gasdruck in den Form- oder Kernkasten eingebracht und verdichtet, wobei die in Abhängigkeit von der Gestalt des Modells im Kastenrahmen, der Bodenplatte und der Kopfplatte angeordneten Schlitzdüsen der Entlüftung während des Verdichtungsvorganges und der Abführung der bei der Aushärtung des dem Formsand beigemischten Bindemittels entstehenden Gase sowie der Spülluft dienen. Die aus den Schlitzdüsen austretenden Gase sind häufig gesundheitsschädlich und müssen deshalb mittels großer, die Formmaschine abdeckender Abfanghauben abgesaugt und unschädlich gemacht werden. Absaugeinrichtungen dieser Art haben jedoch den Nachteil, daß meist nicht alle Schadgase abgesaugt und entfernt werden. Aus der DE-OS 26 21 153 ist bekannt, das zum Aushärten von Gießformteilen verwendete Katalysatorgas zwecks Rückgewinnung und Wiederverwendung in einer Kältefalle zu kondensieren. Nachteilig ist auch, daß die einseitige Beaufschlagung des Formsandes mit Druckgas beim Verdichten und Aushärten lange Verarbeitungszeiten verlangt.In the known molding machines of this type, the molding sand is usually introduced and compressed into the molding or core box with a very high air or gas pressure, the slot nozzles arranged in the box frame, the base plate and the top plate depending on the shape of the model Venting during the compression process and the removal of the gases formed during the hardening of the binder added to the molding sand and the purge air. The gases emerging from the slot nozzles are often harmful to health and must therefore be extracted and rendered harmless by means of large interception hoods covering the molding machine. However, suction devices of this type have the disadvantage that usually not all harmful gases are suctioned off and removed. From DE-OS 26 21 153 it is known to condense the catalyst gas used for curing mold parts for the purpose of recovery and reuse in a cold trap. Another disadvantage is that the one-sided application of compressed sand to the molding sand requires long processing times during compression and curing.
Anderseits ist aus der DE-OS 30 08 235 ein Verfahren bekannt, bei dem zwei aneinanderliegende Kastenteile mit Luftabführungsöffnungen und je einer Vakuumkammer versehen sind, die über je eine Saugleitung an eine Absaugeinrichtung angeschlossen sind. Das obere Kastenteil ist über eine Einschießöffnung und eine Verschlußeinrichtung mit einem Sandvorratsbehälter verbunden. Der Formhohlraum wird nach dem Vakuum-Schießprinzip mittels eines schlagartig in der Kammer erzeugten Unterdrucks mit Form- oder Kernsand gefüllt. Bedarfsweise erfolgt anschließend nach dem Luftdruck-Impuls-Prinzip eine Nachverdichtung und/oder eine Aushärtung mit einem Reaktions- oder Katalysatorgas sowie eine Durchspülung mit Luft. Auch dieser Ausführung haftet der Nachteil an, daß die Form-oder Kernsande, deren Beschaffenheit sich oftmals ändert und deren Fließfähigkeit wegen der zugemischten Bindemittel sehr temperaturabhängig ist, nicht ausreichend verdichtet werden. Die Aushärtung mittels eines in den verdichteten Kern eingeblasenen Reaktions- oder Katalysatorgases geschieht relativ langsam. Für eine schnellere Serienfertigung besteht auch das Bedürfnis, die Aushärtungszeit zu verkürzen.On the other hand, from DE-OS 30 08 235 a method is known in which two adjacent box parts are provided with air discharge openings and one vacuum chamber each, each of which is connected to a suction device via a suction line. The upper part of the box is connected to a sand reservoir via a shot opening and a closure device. The mold cavity is filled with molding or core sand according to the vacuum firing principle by means of a vacuum created suddenly in the chamber. If necessary, a subsequent compression and / or curing with a reaction or catalyst gas and a flushing with air then take place according to the air pressure pulse principle. This embodiment also has the disadvantage that the molded or core sands, the nature of which often changes and the flowability of which is very temperature-dependent owing to the admixed binders, are not sufficiently compacted. Curing by means of a reaction or catalyst gas blown into the compressed core is relatively slow. There is also a need to shorten the curing time for faster series production.
Der Erfindung liegt daher die Aufgabe zugrunde, eine Formmaschine der gattungsgemäßen Art derart auszubilden, daß die Verdichtung unterschiedlichen und/oder sich ändernden Betriebsbedingungen und Beschaffenheiten des Formsandes anpaßbar ist und die Aushärtungszeit verkürzt wird.The invention is therefore based on the object of designing a molding machine of the generic type in such a way that the compaction can be adapted to different and / or changing operating conditions and properties of the molding sand and the curing time is shortened.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß einzelne, an die Schlitzdüsen angeschlossene Hilfs-Saugleitungen in ein Sammelrohr münden, welches einerseits über die Saugleitung und ein zugehöriges Ventil und anderseits über eine parallele, mit einem Steuerventil und einem Absorptionsapparat ausgerüstete weitere Saugleitung mit einem Vakuumbehälter verbunden ist.This object is achieved according to the invention in that individual auxiliary suction lines connected to the slot nozzles open into a collecting tube which is connected to a vacuum container on the one hand via the suction line and an associated valve and on the other hand via a parallel additional suction line equipped with a control valve and an absorption apparatus is.
Diese Ausbildung hat den wesentlichen Vorteil, daß das Einfüllen und Verdichten des Formsandes bestmöglich den Betriebsbedingungen, insbesondere der Art und Beschaffenheit des Formsandes angepaßt werden kann, indem das Einfüllen und Verdichten entweder nur durch Vakuum oder in Verbindung mit dem Druckgas erfolgt, so daß eine wesentlich größere Druckdifferenz gebildet wird. Selbst schlecht fließfähige Formsande lassen sich bei gleichzeitiger Anwendung von Vakuum und Druckgas gleichmäßig und schneller einschießen. Für die Aushärtung hat die Einwirkung des Vakuums den Vorteil, daß die Reaktion beschleunigt wird und weniger Bindemittel und Katalysatorstoffe benötigt werden. Ursächlich hierfür ist eine gleichmäßigere Gasdurchströmung durch die Form- bzw. Kernmasse. Weiterhin wird die Vakuumeinrichtung in einer vorteilhaften Weise zur Entgasung nutzbar gemacht, so daß die Abgase überhaupt nicht mehr ins Freie treten können, sondern in einem geschlossenen System abgeführt werden. Während des Füll- und Verdichtungsvorganges läßt sich das Vakuum unmittelbar an die Schlitzdüsen anlegen, wohingegen die beim Aushärten abgesaugten Gase zwecks Abscheidung unschädlicher Bestandteile durch einen Absorptionsapparat geführt werden.This training has the essential advantage that the filling and compacting of the molding sand can be adapted as best as possible to the operating conditions, in particular the type and nature of the molding sand, by filling and compacting either only by vacuum or in conjunction with the compressed gas, so that a substantial larger pressure difference is formed. Even poorly flowable molding sands can be injected evenly and quickly with the simultaneous use of vacuum and compressed gas. For curing, the effect of the vacuum has the advantage that the reaction is accelerated and less binders and catalyst substances are required. The reason for this is a more uniform gas flow through the molding or core mass. Furthermore, the vacuum device is advantageously used for degassing, so that the exhaust gases can no longer escape into the open, but are discharged in a closed system. During the filling and compression process, the vacuum can be applied directly to the slot nozzles, whereas the gases extracted during curing are passed through an absorption device for the purpose of separating harmless components.
Für den Anschluß der Vakuumeinrichtung an die Schlitzdüsen des Form- oder Kernkastens sowie der Boden- und Kopfplatte sind verschiedene Einrichtungen möglich. Bei einer bevorzugten Ausführung ist unter der mit Schlitzdüsen ausgerüsteten Bodenplatte ein Hohlschieber angeordnet, dessen Hohlraum mit den Schlitzdüsen und dem Sammelrohr verbunden ist, und die seitlichen Spannbacken weisen einen Hohlraum auf, der mit den auf der betreffenden Seite vorhandenen Schlitzdüsen und dem Sammelrohr in Verbindung steht.Various devices are possible for connecting the vacuum device to the slot nozzles of the molded or core box and the base and top plate. In a preferred embodiment, a hollow slide is arranged under the base plate equipped with slot nozzles, the cavity of which is connected to the slot nozzles and the collecting tube, and the lateral clamping jaws have a cavity which corresponds to that on the relevant slot nozzles and the manifold in connection.
Um eine dichte Verbindung zwischen den Schlitzdüsen des Form- oder Kernkastens und den Spannbacken zu erzielen, sind diese auf ihren Anlageflächen mit Dichtungsringen versehen, die außerdem beim Zurückfahren ihrer Stellzylinder mit einer saugnapfartigen Wirkung dem seitlichen Abziehen und Positionieren der Kastenhälften dienen.In order to achieve a tight connection between the slot nozzles of the form or core box and the clamping jaws, they are provided with sealing rings on their contact surfaces, which also serve to pull off and position the box halves laterally when their actuating cylinders are retracted with a suction cup-like effect.
Die Erfindung ist in der Zeichnung beispielsweise dargestellt; es zeigt:
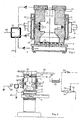
- Fig. 1 eine Formmaschine, teilweise geschnitten, mit einer Vakuumeinrichtung,
- Fig. 2 den Form- oder Kernkasten aus der Fig. 1 in einem größeren Maßstab,
- Fig. 3 den Gegenstand der Fig. 1 in einem anderen Betriebszustand und
- Fig. 4 eine andere Sandfülleinrichtung für die in Fig. 1 dargestellte Formmaschine.
- 1 is a molding machine, partially in section, with a vacuum device,
- 2 shows the molded or core box from FIG. 1 on a larger scale,
- Fig. 3 shows the subject of Fig. 1 in a different operating condition and
- Fig. 4 shows another sand filling device for the molding machine shown in Fig. 1.
Der in den Fig. 1 bis 3 dargestellten Formmaschine ist ein in der Kegel zweiteilig ausgebildeter Form- oder Kernkasten 1 zugeordnet, dessen Hohlraum 2 den Konturen der herzustellenden Form bzw. des herzustellenden Kerns entspricht. In Abhängigkeit von der Gestaltung des Hohlraums 2 sind beide Hälften mit Schlitzdüsen 3 versehen, die über kleine Bohrungen jeweils an eine gemeinsame Austrittsöffnung angeschlosscn sind. Der Form-oder Kernkasten 1 liegt auf einer mit Schlitzdüsen 5 ausgestatteten Bodenplatte 4 auf und ist durch eine mit Schlitzdüsen 13 und einer zentrischen Füllöffnung versehenen Kopfplatte 12 abgedeckt. Die Bodenplatte 4 liegt auf einem Hohlschieber 6 auf, dessen Hohlraum über kleine Bohrungen mit den Schlitzdüsen 5 der Bodenplatte 4 in Verbindung steht. Der Hohlschieber 6 ist über eine Saugleitung an ein Sammelrohr 23 angeschlossen, dessen Bedeutung weiter unten näher beschrieben ist. Der Hohlschieber 6 lagert auf einem Hubtisch 7, der mittels eines Hubzylinders heb- und senkbar ist. Weiterhin sind seitliche Spannbacken 8 vorgesehen, die mittels je eines Stellzylinders 9 gegen die beiden Hälften des Form- oder Kernkastens 1 andrückbar sind. Die Spannbacken 8 sind, wie der Hohlschieber 6, hohl ausgebildet, wobei der Hohlraum über eine Bohrung mit der den Schlitzdüsen 3 zugeordneten Austrittsöffnung in Verbindung steht und ebenfalls an das Sammelrohr 23 angeschlossen ist. In ähnlicher weise sind auch die Schlitzdüsen 13 der Kopfplatte 12 über Kanäle an das Sammelrohr 23 angeschlossen.The molding machine shown in FIGS. 1 to 3 is assigned a molding or
Die in den Fig. 1 bis 3 dargestellte Ausführungsform ist zur Verarbeitung plastischer Formsande geeignet. Hierfür ist an einem oberen Maschinenteil eine Sandfülleinrichtung 10 mit einem Schießkopf 11 angeordnet, der mit der Kopfplatte 12 eine gemeinsame Füllöffnung aufweist. Oberhalb des Schießkopres 11 befindet sich ein mit Schlitzen verschener Schießzylinder 14, der mit Abstand von einem Mantel 18 umgeben ist. Über dem Mantel 18 befindet sich der Vorratsbehälter 15 für den Formsand und ein von einem Stellzylinder 17 betätigter Sandschieber 16. In den Mantel 18 ist weiterhin ein Ventilsitz 19 eingearbeitet, dem ein Schießventil 20 zugeordnet ist, das über eine Druckleitung 21 von einer Druckluftpumpe 22 beaufschlagt wird.The embodiment shown in FIGS. 1 to 3 is suitable for processing plastic molding sand. For this purpose, a
Das mit den Schlitzdüsen 3, 5 und 13 verbundene Sammelrohr 23 ist über eine mit einem Ventil 25 versehene Saugleitung 24 an einen Vakuumbehälter 26 angeschlossen, der von einer Vakuumpumpe 27 auf einen Druck von etwa 0,95 bar gehalten wird. Parallel zu der Saugleitung 24 ist eine mit einem Rückschlagventil 29 ausgestattete Saugleitung 28 vorgesehen, die über einen Absorptionsapparat 30, z. B. einem Waschapparat, eine Saugleitung 31 und ein Steuerventil 32 ebenfalls an den Vakuumbehälter 26 angeschlossen ist.The
Wie insbesondere Fig. 2 erkennen läßt, sind die Anlageflächen der Spannbacken 8 mit Dichtungsringen 33, 34 vorsehen. Der innere Dichtungsring 33 bewirkt eine Abdichtung der Vakuumleitung zwischen den Ausgangsbohrungen der Schlitzdüsen 3 und dem Hohlraum der Spannbacken 8. Durch das Andrücken der Spannbacken 8 an den Form- bzw. Kernkasten 1 entfalten die Dichtungsringe 33 und 34 jeder Spannbacke 8 eine saugnapfartige Verbindung zu dem Form- bzw. Kernkasten 1 und ermöglicht eine Positionierung und ein Auseinanderziehen der beiden Kastenhälften mit Hilfe der Stellzylinder 9.As can be seen in particular in FIG. 2, the contact surfaces of the
Zum Füllen und Verdichten des plastischen Formsandes haben die vorgenannten Bauteile die in Fig. 1 gezeigte Lage. Nach dem Anpressen des Hubtisches 7 gegen die Bodenplatte 4 des Form-oder Kernkastens 1 wird das die Druckluft steuernde Ventil 20 und das der Vakuumeinrichtung zugeordnete Ventil 25 in Abhängigkeit von der Form- bzw. Kerngeometrie unter Bildung einer großen Druckdifferenz kurzzeitig geöffnet. Die Ventile 20, 25 sind vorzugsweise steuerungstechnisch derart verknüpft, daß sie wahlweise und variabel gleichzeitig oder unabhängig voneinander oder zeitlich überlappend geöffnet werden können. Beispielsweise kann es in Abhängigkeit von der Art des Formsandes zweckmäßig sein, zunächst durch Einleiten von Druckluft einen Vordruck zu erzeugen und anschließend das Vakuum anzuschließen; bei anderen plastischen Formsanden kann eine umgekehrte Arbeitsweise oder eine gleichzeitige Druckluft- und Vakuumeinwirkung vorteilhaft sein.The above-mentioned components have the position shown in FIG. 1 for filling and compacting the plastic molding sand. After the lifting table 7 has been pressed against the
Nach der Verdichtung, für die in Abhängigkeit von der Form- oder Kerngestaltung und der Art des Formsandes etwa 0,5 bis mehrere Sekunden benötigt werden, wird die Formmaschine für den Aushärtungsprozeß vorbereitet. Hierfür wird der Hubtisch 7 abgesenkt und eine Begasungsplatte 35, die beispielsweise an Führungsschienen 36 verschiebbar gelagert ist, zwischen den Form-oder Kernkasten 1 und dessen Kopfplatte 12 geschoben; anschließend wird der Hubtisch 7 wieder nach oben gedrückt (vgl. Fig. 3). Die Begasungsplatte 35 hat einen Begasungskanal 37, der an eine Begasungsleitung 38 angeschlossen ist. Die Begasungsleitung 38 ist geteilt und einerseits über ein Ventil 40 an eine Trägergasquelle und anderseits über ein Ventil 39 aneine Spülluftleitung angeschlossen. An dem dem Träger zugeordneten Zweig ist außerdem noch eine mit einem Ventil 42 ausgerüstete Leitung zum Einleiten von Katalysatorgas vorgesehen. Das durch die Begasungsleitung 38 geführte Gas läßt sich bedarfsweise mit einer Heizeinrichtung 43 aufheizen.After compaction, which takes about 0.5 to several seconds, depending on the shape or core design and the type of molding sand, the molding machine is prepared for the curing process. For this purpose, the lifting table 7 is lowered and a
Nach der Vorbereitung der Formmaschine für den Aushärtungsprozeß werden das der Vakuumeinrichtung zugeordnete Steuerventil 32 und das der Trägergasquelle zugehörige Ventil 40 gleichzeitig geöffnet. Die Aushärtung des im Formsand enthaltenen Bindemittels geschieht bei einer nur kleinen Druckdifferenz, wobei der Unterdruck auf der Unterdruckseite mittels des Steuerventile 32 in Abhängigkeit von der Form-oder Kerngeometrie und Dichte eingestellt werden kann. Die Wahl des Trägergases und des Katalysatorgases hängt von der Art desa dem Formsand beigemischten Bindemittels ab. Besteht das Bindemittel beispielsweise aus Wasserglas, wird C02 als Trägergas benützt. Handelt es sich hingegen um polymerisierbare Kunstharze, kann N2 als Trägergas vorgesehen sein, dem ein geeignetes Katalysatorgas als Härter beigemischt wird. Als polymerisierbare organische Kunstharze für Formsand sind beispielsweise Phenolharze, Isocynate, Furanharze geeignet. Sollen thermisch aushärtbare Kunstharze verwendet werden, sind der Form- oder Kernkasten 1 und die zugehörigen Kopf- und Bodenplatte 4, 12 Heizeinrichtungen (nicht dargestellt) versehen. Während des Aushärtungsvorganges und des anschließenden Belüftungsvorganges, bei dem das Ventil 40 geschlossen und das Ventil 39 geöffnet ist, werden die Abgase durch den Absorptionsapparat 30 geleitet, in dem schädliche Bestandteile abgetrennt werden können.After the preparation of the molding machine for the curing process, the
Für fließfähige Formsande ist die Formmaschine anstelle der in Fig. 1 dargestellten Sandfüllanrichtung 10 mit der in Fig. 4 gezeigten Sandfülleinrichtung 44 ausgerüstet. Am unteren Ende des Vorratsbehälters 45 ist ein Fluidisierungskopf 46 und ein Sandschieber 47 angeordnet. Die Verdichtung des fließfähigen Formsandes geschiet durch gleizeitiges Öffnen des der Vakuumeinrichtung zugehörigen Ventils 25 und eines dem Fluidisierungskopf 46 zugeordneten Druckluftventils 48. Gleichzeitig kann bedarfsweise ein am Hubtisch 7 gelagerter Vibrator 49 betätigt werden (vgl. Fig. 1). ). Die Arbeitsweise für das Aushärten ist die gleiche, wie sie in Verbindung mit den Fig. 1 bis 3 erläutert worden ist.For flowable molding sands, the molding machine is equipped with the
Die einzelnen Arbeitsgänge der Formmaschine werden folgerichtig gesteuert. Ein Arbeitszyklus dauert in Abhängigkeit von der Form- bzw. Kernmasse und der Art des Bindemittels in der Regel 1 bis mehrere Minuten.The individual operations of the molding machine are controlled logically. Depending on the molding or core mass and the type of binder, a work cycle usually lasts 1 to several minutes.
Claims (4)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8383200879T DE3366853D1 (en) | 1983-06-16 | 1983-06-16 | Moulding machine for producing moulds or cores from moulding sand |
| AT83200879T ATE22825T1 (en) | 1983-06-16 | 1983-06-16 | MOLDING MACHINE FOR MAKING MOLDS OR CORE MOLDS FROM MOLDING SAND. |
| EP83200879A EP0128974B1 (en) | 1983-06-16 | 1983-06-16 | Moulding machine for producing moulds or cores from moulding sand |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP83200879A EP0128974B1 (en) | 1983-06-16 | 1983-06-16 | Moulding machine for producing moulds or cores from moulding sand |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0128974A1 EP0128974A1 (en) | 1984-12-27 |
| EP0128974B1 true EP0128974B1 (en) | 1986-10-15 |
Family
ID=8190965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83200879A Expired EP0128974B1 (en) | 1983-06-16 | 1983-06-16 | Moulding machine for producing moulds or cores from moulding sand |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0128974B1 (en) |
| AT (1) | ATE22825T1 (en) |
| DE (1) | DE3366853D1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19503832A1 (en) * | 1994-02-04 | 1995-08-24 | Sommer Tech Entwicklungen Gmbh | Mfg. cores for sand casting |
| DE19549422C2 (en) * | 1994-02-04 | 2001-05-10 | Sommer Tech Entwicklungen Gmbh | Mfg. cores for sand casting |
| DE102019116531B3 (en) * | 2019-06-18 | 2020-03-26 | Krämer + Grebe GmbH & Co. KG Modellbau | Device for the production of cores from molded material |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH675552A5 (en) * | 1988-01-08 | 1990-10-15 | Fischer Ag Georg | |
| DE58900437D1 (en) * | 1989-01-24 | 1991-12-12 | Steffens Harald Giessereimasch | METHOD FOR CURING MOLDED BODIES, ESPECIALLY MOLDED MOLDING OR CORES MADE OF MOLDED SAND. |
| DE4112701A1 (en) * | 1991-04-18 | 1992-10-22 | Dossmann Gmbh Eisengiesserei U | METHOD AND DEVICE FOR PRODUCING SAND CORE FOR METAL CASTING |
| ES2053382B1 (en) * | 1992-03-16 | 1996-08-16 | Erana Agustin Arana | IMPROVEMENTS IN MALE TRIGGERS FOR SELF-COATING PROCESS WITH VACUUM SYSTEM. |
| ES2114416B1 (en) * | 1994-10-28 | 1999-01-01 | Erana Agustin Arana | PROCEDURE AND DEVICE FOR BLOWING MALE COMPLEXES WITH REDUCED BLOWING PRESSURE. |
| DE19927107A1 (en) * | 1999-06-14 | 2000-12-21 | Fischer Georg Gmbh & Co Kg | Device to reduce odorous emissions from a casting installation has a container for bio catalysts and/or enzymes and active region in which the bio catalysts and/or the enzymes interact with the substances causing the odorous emissions |
| CN102921902B (en) * | 2012-11-13 | 2014-12-03 | 柳州市勤友贸易有限公司 | Composite shaping technique method of iron pattern coated sand and iron type core assembly |
| DE202018107002U1 (en) | 2018-04-12 | 2019-03-14 | Krämer + Grebe GmbH & Co. KG Modellbau | Apparatus for producing cores from molding material |
| DE102018120993A1 (en) * | 2018-08-28 | 2020-03-05 | Fritz Winter Eisengiesserei Gmbh & Co. Kg | Process for the gassing of molding material injected into a core box for the production of casting cores with a catalyst gas |
| CN115533043A (en) * | 2022-10-29 | 2022-12-30 | 衡水冀鑫智能机械科技有限公司 | Full-automatic sand mold molding machine capable of vertically shooting sand |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0036434A1 (en) * | 1980-03-25 | 1981-09-30 | Eugen Dipl.-Ing. Bühler | Method and device for compacting casting moulds |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2621153A1 (en) * | 1976-05-13 | 1977-11-24 | Daimler Benz Ag | Hardening sand cores by cold box process - where catalyst is reclaimed from carrier gas after use |
| DE2833999C2 (en) * | 1978-08-03 | 1981-11-19 | Eugen Dipl.-Ing. 8871 Burtenbach Bühler | Method and device for the production of casting molds and cores |
| DE2923062A1 (en) * | 1979-06-07 | 1980-12-11 | Wolfgang Ing Grad Boehner | Vacuum filling of cavities, esp. boxes used for mfg. sand cores - where vacuum is also used to remove noxious gases evolved during core mfr. |
| DE3008235C2 (en) * | 1980-03-04 | 1983-01-27 | Eugen Dipl.-Ing. 8871 Burtenbach Bühler | Method and device for the production of mold parts and cores |
-
1983
- 1983-06-16 AT AT83200879T patent/ATE22825T1/en not_active IP Right Cessation
- 1983-06-16 EP EP83200879A patent/EP0128974B1/en not_active Expired
- 1983-06-16 DE DE8383200879T patent/DE3366853D1/en not_active Expired
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0036434A1 (en) * | 1980-03-25 | 1981-09-30 | Eugen Dipl.-Ing. Bühler | Method and device for compacting casting moulds |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19503832A1 (en) * | 1994-02-04 | 1995-08-24 | Sommer Tech Entwicklungen Gmbh | Mfg. cores for sand casting |
| DE19503832C2 (en) * | 1994-02-04 | 1999-01-28 | Sommer Tech Entwicklungen Gmbh | Method and device for producing sand cores for metal casting |
| DE19549422C2 (en) * | 1994-02-04 | 2001-05-10 | Sommer Tech Entwicklungen Gmbh | Mfg. cores for sand casting |
| DE102019116531B3 (en) * | 2019-06-18 | 2020-03-26 | Krämer + Grebe GmbH & Co. KG Modellbau | Device for the production of cores from molded material |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3366853D1 (en) | 1986-11-20 |
| ATE22825T1 (en) | 1986-11-15 |
| EP0128974A1 (en) | 1984-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0128974B1 (en) | Moulding machine for producing moulds or cores from moulding sand | |
| DE1921048A1 (en) | Apparatus and method for producing sand mold parts | |
| DE2833999C2 (en) | Method and device for the production of casting molds and cores | |
| EP0033712A2 (en) | Installation for producing vehicle wheels | |
| DE2842912C2 (en) | Method and apparatus for making sand molds or the like. | |
| EP1690614A1 (en) | Core blowing machine and method for producing a core | |
| DE3312539C1 (en) | Apparatus for the production of boxless sand casting moulds | |
| DE2304564A1 (en) | Automatic cold-box mould making machine - includes weighing machine and mould assembly devices | |
| DE1256361B (en) | Method and machine for producing foundry cores | |
| EP0357871B1 (en) | Moulding machine | |
| DE3206169C1 (en) | Molding machine for the production of boxless molds | |
| DE2444666A1 (en) | HOLLOW CORE MOLDING DEVICE FOR MASK MOLDING | |
| DE1941736B1 (en) | Procedure in boxless molding machines for pouring in the molding sand and machine for carrying out the same | |
| DE2727297B2 (en) | Method and device for producing foundry sand molds | |
| DE2528646C3 (en) | Device for the automatic production of boxless casting molds | |
| DE2403199B2 (en) | ||
| DE2430403B2 (en) | Method and device for the production of casting molds | |
| DE3235099A1 (en) | CASTING APPARATUS FOR PRODUCING GAS-HARDENED SAND MOLDS | |
| DE3002702A1 (en) | Sand hopper for foundry moulding machine - where stationary press head is used to open or close sand outlet in base of vertically driven hopper | |
| DE3308184C2 (en) | ||
| DE2923271A1 (en) | Foundry moulding machine using shooter head - which contains adjustable elastomer sleeve forming constriction inside head | |
| DE2439091C2 (en) | Molding device for forming hollow rubber articles | |
| DE3877736T2 (en) | METHOD AND DEVICE FOR PRODUCING CASTING MOLDS WITH GRANULATED MATERIAL. | |
| EP1106281B1 (en) | Core blowing method and apparatus | |
| DE4023180C1 (en) | Press forming machine - has venting opening in hood enclosing pressure plate, filling frame and moulded, to prevent air ingress |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19840829 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 22825 Country of ref document: AT Date of ref document: 19861115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3366853 Country of ref document: DE Date of ref document: 19861120 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19910612 Year of fee payment: 9 Ref country code: LU Payment date: 19910612 Year of fee payment: 9 Ref country code: BE Payment date: 19910612 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910630 Year of fee payment: 9 Ref country code: AT Payment date: 19910630 Year of fee payment: 9 |
|
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920521 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920527 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920605 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920616 Ref country code: AT Effective date: 19920616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19920617 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19920630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19920826 Year of fee payment: 10 |
|
| BERE | Be: lapsed |
Owner name: HARALD STEFFENS GIESSEREIMASCHINEN Effective date: 19920630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19930630 Ref country code: CH Effective date: 19930630 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83200879.1 Effective date: 19930109 |