EP0125938A1 - Machine pour effectuer sur des récipients conçus pour des produits pharmaceutiques le dépôt d'un anneau de matière ; ampoules autocassables pourvues d'un tel anneau - Google Patents
Machine pour effectuer sur des récipients conçus pour des produits pharmaceutiques le dépôt d'un anneau de matière ; ampoules autocassables pourvues d'un tel anneau Download PDFInfo
- Publication number
- EP0125938A1 EP0125938A1 EP84400487A EP84400487A EP0125938A1 EP 0125938 A1 EP0125938 A1 EP 0125938A1 EP 84400487 A EP84400487 A EP 84400487A EP 84400487 A EP84400487 A EP 84400487A EP 0125938 A1 EP0125938 A1 EP 0125938A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bulbs
- bulb
- machine according
- tips
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 37
- 239000000825 pharmaceutical preparation Substances 0.000 title 1
- 229940127557 pharmaceutical product Drugs 0.000 title 1
- 239000004033 plastic Substances 0.000 claims abstract description 19
- 229920003023 plastic Polymers 0.000 claims abstract description 19
- 238000005336 cracking Methods 0.000 claims abstract description 10
- 230000008021 deposition Effects 0.000 claims abstract description 9
- 239000007788 liquid Substances 0.000 claims abstract description 6
- 235000011837 pasties Nutrition 0.000 claims abstract description 4
- 238000000576 coating method Methods 0.000 claims description 30
- 239000011248 coating agent Substances 0.000 claims description 27
- -1 polyacetates Polymers 0.000 claims description 17
- 230000033001 locomotion Effects 0.000 claims description 16
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 229920001971 elastomer Polymers 0.000 claims description 5
- 238000005096 rolling process Methods 0.000 claims description 4
- 239000004952 Polyamide Substances 0.000 claims description 3
- 239000004642 Polyimide Substances 0.000 claims description 3
- 150000001875 compounds Chemical class 0.000 claims description 3
- 239000006223 plastic coating Substances 0.000 claims description 3
- 229920002492 poly(sulfone) Polymers 0.000 claims description 3
- 229920002647 polyamide Polymers 0.000 claims description 3
- 239000004417 polycarbonate Substances 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920001721 polyimide Polymers 0.000 claims description 3
- 229920001296 polysiloxane Polymers 0.000 claims description 3
- 239000005060 rubber Substances 0.000 claims description 3
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 229920000265 Polyparaphenylene Polymers 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 claims description 2
- 239000000806 elastomer Substances 0.000 claims description 2
- 229920001568 phenolic resin Polymers 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920000098 polyolefin Polymers 0.000 claims description 2
- 229920001155 polypropylene Polymers 0.000 claims description 2
- 229920002635 polyurethane Polymers 0.000 claims description 2
- 239000004814 polyurethane Substances 0.000 claims description 2
- 229920005989 resin Polymers 0.000 claims description 2
- 239000011347 resin Substances 0.000 claims description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 claims description 2
- 229920002554 vinyl polymer Polymers 0.000 claims description 2
- 238000005452 bending Methods 0.000 claims 1
- 239000011521 glass Substances 0.000 description 6
- 239000003708 ampul Substances 0.000 description 5
- 230000001360 synchronised effect Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 150000002118 epoxides Chemical class 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/003—Filling medical containers such as ampoules, vials, syringes or the like
- B65B3/006—Related operations, e.g. scoring ampoules
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/06—Ampoules or carpules
- A61J1/065—Rigid ampoules, e.g. glass ampoules
Definitions
- the present invention relates first of all to a machine for carrying out, on the tips of pharmaceutical or similar ampoules, the deposition of a ring of material, said material being pasty or liquid at the time of its deposition on said points and being capable of then be hardened.
- the objects to be treated will be in particular, but not exclusively, well-known pharmaceutical ampoules of the two-point type or of the "bottle" type.
- the ring of material which will be deposited at least on one of the bulb tips, and preferably on the two tips, it may be made of a possibly colored plastic, this for example for the purpose of provide coded information.
- This ring in particular made of plastic, may, according to an essential arrangement of the present invention, be deposited at the level of a pre-cracking ring formed in the glass, in the case of self-breaking bulbs, that is to say which can be opened without a file, the plastic ring allowing glass shards which could occur during the breaking of the tip of the bulb to be stuck in it and remain fixed there, which will then prevent them from injuring the user or being dragged outside with the contents of the bulb.
- the aim of a machine in accordance with the present invention is essentially to allow the development, in particular but not exclusively, of self-breaking pharmaceutical ampoules provided, preferably at their two points, with rings of colored plastic material or not.
- the object of the present invention is more particularly to obtain a fully automated production with high efficiency, and the operation of which is entirely reliable and requires only reduced monitoring.
- a machine of the type defined above will be, in accordance with the present invention, essentially characterized in that it comprises means for transporting said bulbs in a line, these being arranged perpendicular to the direction of their advancement ; at least one reservoir containing said material; and means for transferring said material between said reservoir and at least one of the tips of said ampoules.
- such a machine may include two sets of the aforementioned transfer means, which sets will then be arranged on either side of said row of bulbs, opposite one of the other.
- such a machine can also be characterized in that said transfer means comprise a rotary disc of essentially horizontal axis, the lower part of which is immersed in said tank, the bulb tip concerned. can be brought into contact with the emerging part of the edge of the disc, in a location corresponding to the part to be treated.
- the machine may also include drive means capable of subjecting the bulbs to rotation about their axis, at least when their tips are coated with said material, this to improve and standardize the distribution of the material all around of the bulb tip.
- the machine could also be characterized in that said means of transporting the bulbs comprise two pairs of notched rules extending parallel to one another in the direction of advancement of the bulbs, one said pairs being movable relative to each other in a circular motion to advance the bulbs in the so-called "pilgrim” step, and in that it further comprises suitable lifting means, at least at the time of coating the tips of a bulb, to lift it to make it leave its support on said rules.
- Said lifting means may comprise a support movable vertically, under the action of a cam or the like, this support being provided with rolling means for the bulb concerned.
- This vertically movable support can be arranged in opposition to a rotary drive roller with a fixed axis on which the bulb concerned is capable of bearing when said lifting means are actuated, so as to drive it in rotation about its axis. .
- the machine comprises two sets of transfer means
- said lifting means between the rotary discs of the two said sets.
- the machine may also be characterized in that said sets of transfer means are associated with tilting means suitable for arranged to cause the bulbs to rotate in a direction such that, in the plane of tangency between the edge of the disc and the bulb tip concerned, the surface of said tip and that of the song move in opposite directions.
- the aforementioned means of transporting the bulbs may, according to a first embodiment of the invention, comprise conveyor chains or the like, carrying individual drive members for the bulbs, and at least one wheel with peripheral cells, each capable of supporting a bulb, at least at the time of coating, the peripheral speed of said cells being the same as the speed of advance of said chains.
- each of these can be associated with rolling support means.
- the machine will comprise two sets of transfer means arranged on either side of the line of ampoules and intended to ensure the deposition of the material simultaneously on the two tips of the ampoules, it it will also be appropriate to provide that said cell wheel is arranged, in principle coaxially, between the rotary discs of the two sets of transfer means.
- the machine can be characterized by that said means of transporting the bulbs are of the step-by-step type, and in that it comprises means suitable for actuating said transfer means when said advancement is stopped.
- Said means of transport of the step-by-step advancement type can be variously made, therefore be controlled in synchronism with said lifting means, to subject said transfer means to an upward movement enabling them to ensure the coating of the bulb tips.
- the invention also relates to a set of several machines as defined above, such an assembly can essentially be characterized in that it comprises at least two machines, one receiving the bulbs treated by the previous one, and in that said means of transporting said bulbs or the like in a row are essentially common to the various machines.
- Such an assembly may be particularly compact and easily adaptable to existing production lines.
- the present invention also relates to ampoules, in particular self-breaking pharmaceutical ampoules, characterized in that they carry, over the pre-cracking ring, a coating of plastic material, this coating overlapping the ring, on either side. , and preferably having a thickness of a few tenths of a mm.
- the set of machines shown diagrammatically in FIGS. 1 and 2 comprises two successive machines (working in series) having a common frame, represented by the two chassis elements 1 and 2, which carry the essentials of the different means of the two machines, motor-variators, controls and others.
- These two machines of the assembly namely an input machine 1 and an output machine II, essentially similar to each other, include common means of transport, capable of making said assembly pass through. -II by a row of pharmaceutical ampoules 3 with two points, moving from right to left in FIG. 1, these ampoules extending in a practically horizontal sheet, and each ampoule being oriented perpendicular to the direction of its advancement .
- These common means of transport comprise inter alia two parallel conveyor chains 4, of the type with articulated links, on which are mounted individual V-shaped drive members or cleats, which have been referenced in 5.
- Said means of transport also comprise, for each machine I, II, a wheel 6 with peripheral cells 7, arranged in the axis of the line of bulbs, coaxially and between two rotating discs 8, with a horizontal axis.
- each of the discs 8 is immersed in a reservoir 9, containing the material to be transferred, in the form of a ring, to the tips of the bulbs.
- the reservoirs 9 are connected to the corresponding chassis element 1 or 2 by rods 27 engaged in welded sleeves 28.
- the rotating discs 8 are driven, clockwise by arrow 10, by a conventional system with toothed wheels 11, 12 and chain 13, the reference 14 designating a tension roller.
- this drive system is common to the two machines I and II and is the same on each side, for the two discs 8 of the same machine.
- the discs 8 are wedged on shafts 15 on which are bushes 16 secured to the toothed wheels 12, the bushes being mounted in openings of the chassis elements 1, 2 by means of bearings 17.
- the wheels 6 with cells are, for their part, driven in the counterclockwise direction of the arrow 20 in synchronism with the chains 4, from a common shaft 21, by a system comprising, for each machine, a toothed wheel 19 wedged on the shaft 21, a chain 22 and a toothed wheel 23 (of which only one is visible in Figure 2), which is fixed on the corresponding wheel 6.
- the shaft 21 is, in turn, carried by the chassis elements 1,2 by means of bearings 24, and is driven by a system with sprockets 18.25 and chain 26.
- the bulbs 3 are rotated on their longitudinal axis. .
- each of the cells 7 of the wheel 6 of each of the machines I and II to support means with bearing constituted, for example, for each of the cells, by two small rollers 29.
- Each bulb 3 can thus rotate in the corresponding cell 7 without risking being scratched.
- the direction of rotation of the pulleys is such that, in the plane of tangency between the edge of the discs 8 and the bulb point concerned, the surface of the bulb point and that of said edge move in opposite directions.
- the friction then obtained makes it possible to obtain a very homogeneous thickness of the ring of material deposited on the bulb, in particular avoiding that the thickness of the ring is too great.
- the machine I may in particular be used to deposit on the bulb tips a first material called "primer" allowing the plastic intended to constitute the rings proper of the bulbs to be able to adhere firmly thereto, this plastic material deposited on the tips of the bulbs. ampoule by machine II is then polymerized and hardened.
- one of the two materials used namely that contained in the tanks 9 of the machine 1 or that contained in the tanks 9 of the machine II, may possibly be colored according to a determined code, providing for example information on the contents of the bulb.
- the machines III and IV of the set of machines shown in FIGS. 3 and 4, to show a possible alternative embodiment, include, as common chassis elements, those which are referenced at 41 and 42 and which have, in overall, the same role as elements 1 and 2 of the machines described above I and II.
- FIGS. 3 and 4 differs from that of FIGS. 1 and 2 first of all by the ease of use of different means of transport for the line of bulbs, which have here been referenced at 43.
- the fixed rules 45 are arranged outside the mobile rules 44, but the arrangement could of course be reversed. That said, the two rules 44 are subjected, by appropriate means (not shown), to a circular movement at the end of the ascending part from which the bulbs 43 carried in their notches are transferred into the notches of the fixed rules 45, and this each time one step further forward, namely in the direction of the arrow 46, all the bulbs carried by the rules 44 thus progressing as a whole, this forward movement step by step being known by the name of "step of the pilgrim ".
- the advancement movement of the bulbs 43 is thus discontinuous, advantage is taken of the downtime for subjecting the bulb to be coated to a lifting movement at the end of which, on the one hand it is rotated about its axis, and on the other hand the upper parts of the edges of coating discs 47 are brought into contact tips of the bulb concerned.
- each machine III, IV firstly comprises lifting means capable of lifting the bulb concerned to make it leave its support on the rules 44-45.
- lifting means comprise for example a support 48 movable vertically under the action of a cam 49 acting on the support via a roller 70, this cam being of course synchronized in each of the machines III and IV with the kinematics of the mobile rules 44.
- the vertically mobile support 48 includes rolling means for said bulb concerned 43, these means being constituted for example by small rollers 50 similar to the small rollers 29 of the embodiment of FIGS. 1 and 2.
- the bulb concerned 43 can thus be lifted while being able to pivot around its axis, its rotational movement being obtained by a pair of rollers, for example with a rubber tire, referenced at 51 and wedged on a shaft.
- common 52 driven in rotation by a toothed wheel 53.
- the toothed wheel 53 of each machine is driven in rotation by a chain 54, which is kinematically connected to a common toothed pinion 55 via a wheel system toothed 56 and chain 57.
- the two pairs of coating discs 47, as well as their respective reservoirs 58, are mounted at one end of tilting arms 59 pivotally mounted on fixed axes 60, the other end of these arms being subjected alternately to up and down movements via an angled branch 61 carrying at its end a roller 62 constantly supported on a cam 63.
- This constant support of the rollers 62 on the respective cams 63 is obtained by the pulling action of a spring 64.
- Each cam 63 is synchronized with the cam 49 of the same machine, so, of course, that the lifting of the assembly 47-58 takes place exactly at the same time as the lifting of the bulb via the vertically movable support 48.
- the motor and transmission means of the various movements may be quite similar to those of the assembly described with reference to FIGS. 1 and 2, and in particular comprise one or more geared motors and transmissions with toothed wheels and chain, the shafts of these different wheels being supported, by means of suitable bearings, between the two chassis elements 41 and 42.
- These provisions being completely similar to those described with reference to FIG. 2, they will not be described in more detail here.
- the two coating discs 47 are, in each machine III or IV, driven in rotation, for example in the clockwise direction represented by the arrows 65, by a system with toothed wheels 66,67,68 and chains 69,69 '.
- each is fixed on the same axis as a toothed wheel, and these wheels are driven in rotation by means of a chain 71 engaged with a driving toothed wheel 73, which is mounted on the same shaft as the toothed wheel 66.
- the toothed wheels associated with the cams 49 have been referenced at 74, and those which are associated with the cams 63 have been referenced at 75.
- a set of machines III-IV may make it possible to obtain globally the same type of advantages as a set of machines such as that described with reference to FIGS. 1 and 2, namely in particular to automatically allow the coating of tips of pharmaceutical ampoules with a suitable plastic material capable of avoiding the drawbacks mentioned above of conventional self-breaking ampoules, and this with prior installation of a finishing product promoting adhesion of the plastic material.
- the plastic used may polymerize either directly at ambient temperature of the surrounding air, or with the addition of heat using a gas burner or an electrical resistance.
- the bulbs or the like are referenced in 3, 3 ′ and 3 ", and in 2a, b and c their respective pre-cracking rings. It can be any conventional pre-cutting ring made either by traced with a diamond or a metallic disc and which may be of the so-called "color break" type (colored pre-cracking ring).
- each of these pre-cracking rings is covered by a coating of plastic material, produced by means of one or the other of the sets of machines which have just been described, and which has been referenced respectively in 3a, b and c.
- the materials used may polymerize either directly at room temperature, or with the addition of heat.
- the coatings 3a, b and c overlap the respective pre-cracking rings, that is to say that they extend slightly on either side of these rings; their thickness will be a few tenths of a millimeter.
- the plastic coatings at the pre-cracking rings will prevent the user from being injured by opening the bulb or the like, because the glass fragments that may occur will remain pricked in these coatings. For the same reason, of course, the liquid contained in the bulb will not cause the shards of glass during its flow.
- plastic coatings will better protect the bulbs or the like from the risk of breakage during the various manipulations to which they are subjected, in particular during their packaging in the laboratory.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Hematology (AREA)
- Pharmacology & Pharmacy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
Description
- La présente invention concerne tout d'abord une machine pour effectuer, sur des pointes d'ampoules pharmaceutiques ou analogues, le dépôt d'un anneau de matière, ladite matière étant pâteuse ou liquide au moment de son dépôt sur lesdites pointes et étant susceptible d'être ensuite durcie.
- Les objets à traiter seront notamment, mais non exclusivement, les ampoules pharmaceutiques bien connues du type à deux pointes ou du type "bouteille".
- Quant à l'anneau de matière, lequel sera déposé au moins sur l'une des pointes d'ampoule, et de préférence sur les deux pointes, il pourra être constitué d'une matière plastique éventuellement colorée, ceci par exemple dans le but de fournir une information codée.
- Cet anneau, en particulier en matière plastique, pourra, selon une disposition essentielle de la présente invention, être déposé au niveau d'un anneau de précassure ménagé dans le verre, dans le cas des ampoules autocassables, c'est-à-dire qui peuvent être ouvertes sans lime, l'anneau de matière plastique permettant alors aux éclats de verre qui pourraient se produire lors de la cassure de la pointe d'extrémité de l'ampoule de s'y piquer et d'y rester fixés, ce qui les empêchera alors de blesser l'utilisateur ou d'être entraînés à l'extérieur avec le contenu de l'ampoule.
- Le but d'une machine conforme à la présente invention est essentiellement de permettre l'élaboration, en particulier mais non exclusivement, d'ampoules pharmaceutiques autocassables pourvues, de préférence à leurs deux pointes, d'anneaux de matière plastique colorée ou non.
- Le but de la présente invention est plus particulièrement d'obtenir une production entièrement automatisée à haut rendement, et dont le fonctionnement soit entièrement fiable et ne nécessite qu'une surveillance réduite.
- A cet effet, une machine du type ci-dessus défini sera, conformément à la présente invention, essentiellement caractérisée en ce qu'elle comporte des moyens de transport desdites ampoules en une file, celles-ci étant disposées perpendiculairement à la direction de leur avancement ; au moins un réservoir contenant ladite matière ; et des moyens de transfert de ladite matière entre ledit réservoir et au moins l'une des pointes desdites ampoules.
- Pour assurer le dépôt d'une matière déterminée simultanément sur les deux pointes des ampoules, une telle machine pourra comporter deux ensembles des moyens de transfert précités, lesquels ensembles seront alors disposés de part et d'autre de ladite file d'ampoules, en face l'un de l'autre.
- Selon un mode de réalisation avantageux de l'invention, une telle machine pourra encore se caractériser en ce que lesdits moyens de transfert comprennent un disque rotatif d'axe essentiellement horizontal, dont la partie inférieure baigne dans ledit réservoir, la pointe d'ampoule concernée pouvant être amenée en contact avec la partie émergente du chant du disque, en un emplacement correspondant à la partie à traiter.
- La machine pourra encore comporter des moyens d'entraînement propres à soumettre les ampoules à une rotation autour de leur axe, au moins au moment de l'enduction de leurs pointes par ladite matière, ceci pour améliorer et uniformiser la répartition de la matière tout autour de la pointe d'ampoule.
- Il sera particulièrement avantageux, à cet effet, de prévoir que lesdits moyens d'entraînement sont qu'à un moment déterminé l'ensemble des ampoules sera immobile.
- On pourrait pas exemple utiliser un transporteur à chaîne, dont l'avance serait commandée par un système à roue à rochet ou tout autre système équivalent.
- Selon une autre variante, la machine pourrait encore se caractériser en ce que lesdits moyens de transport des ampoules comprennent deux paires de règles à encoches s'étendant parallèlement l'une à l'autre dans la direction d'avancement des ampoules, l'une desdites paires étant mobile par rapport à l'autre selon un mouvement circulaire pour faire avancer les ampoules selon le pas dit "du pèlerin", et en ce qu'elle comporte en outre des moyens de levage aptes, au moins au moment de l'enduction des pointes d'une ampoule, à soulever celle-ci pour lui faire quitter son appui sur lesdites règles.
- Lesdits moyens de levage peuvent comprendre un support mobile verticalement, sous l'action d'une came ou analogue, ce support étant muni de moyens de roulement pour l'ampoule concernée.
- Ce support mobile verticalement peut être disposé en opposition avec un galet d'entraînement rotatif à axe fixe sur lequel l'ampoule concernée est susceptible de prendre appui lorsque lesdits moyens de levage sont actionnés, de sorte à l'entraîner en rotation autour de son axe.
- Dans le cas déjà cité dans lequel la machine comporte deux ensembles de moyens de transfert, il pourra être opportun, en outre, de disposer lesdits moyens de levage entre les disques rotatifs des deux dits ensembles.
- Selon ce second mode d'exécution de l'invention, mettant en oeuvre des moyens de transport assurant le pas dit "du pèlerin", la machine pourra encore se caractériser en ce que lesdits ensembles de moyens de transfert sont associés à des moyens de basculement aptes à agencés de manière à entraîner les ampoules en rotation dans un sens tel que, dans le plan de tangence entre le chant du disque et la pointe d'ampoule concernée, la surface de ladite pointe et celle du chant se déplacent dans des directions opposées.
- Quant aux Moyens susmentionnés de transport des ampoules, ils pourront, selon un premier mode d'exécution de l'invention, comprendre des chaînes transporteuses ou analogues, portant des organes d'entraînement individuel des ampoules, et au moins une roue à alvéoles périphériques, aptes chacun à supporter une ampoule, au moins au moment de l'enduction, la vitesse périphérique desdits alvéoles étant la même que la vitesse d'avancement desdites chaînes.
- Pour éviter que les ampoules ne soient rayées dans les alvéoles, chacun de ceux-ci pourra être associé à des moyens de support à roulement.
- Dans le cas, le plus fréquent, dans lequel la machine comportera deux ensembles de moyens de transfert disposés de part et d'autre de la file d'ampoules et destinés à assurer le dépôt de la matière simultanément sur les deux pointes des ampoules, il sera en outre approprié de prévoir que ladite roue à alvéoles est disposée, en principe coaxialement, entre les disques rotatifs des deux ensembles de moyens de transfert.
- Selon un second mode d'exécution de l'invention, qui pourrait d'ailleurs être utilisé dans le cas des ampoules "bouteilles", c'est-à-dire ne présentant qu'une seule pointe autocassable, la machine pourra être caractérisée en ce que lesdits moyens de transport des ampoules sont du type à avancement pas à pas, et en ce qu'elle comporte des moyens propres à actionner lesdits moyens de transfert au moment de l'arrêt dudit avancement.
- Lesdits moyens de transport du type à avancement pas à pas pourront être diversement réalisés, dès lors être commandés en synchronisme avec lesdits moyens de levage, pour soumettre lesdits moyens de transfert à un mouvement ascendant leur permettant d'assurer l'enduction des pointes d'ampoules.
- L'invention concerne encore un ensemble de plusieurs machines telles que ci-dessus définies, un tel ensemble pouvant essentiellement être caractérisé en ce qu'il comprend au moins deux machines, l'une recevant les ampoules traitées par la précédente, et en ce que lesdits moyens de transport desdites ampoules ou analogues en une file sont pour l'essentiel communs aux différentes machines.
- Un tel ensemble, comme on le verra à la lecture de ce qui suit, pourra être particulièrement compact et facilement adaptable sur les lignes de production existantes.
- La présente invention concerne également les ampoules, en particulier les ampoules pharmaceutiques autocassables, caractérisées en ce qu'elles portent, par dessus l'anneau de précassure, un revêtement de matière plastique, ce revêtement chevauchant l'anneau, de part et d'autre, et ayant de préférence une épaisseur de quelques dixièmes de mm.
- Deux modes d'exécution d'un ensemble de machines conformes à la présente invention vont maintenant être décrits à titre d'exemples nullement limitatifs, avec référence aux figures du dessin annexé dans lequel :
- - la figure 1 représente schématiquement, en élévation et avec arrachements partiels, un premier ensemble de machines conformes à la présente invention, dans lequel ensemble lesdits moyens de transport sont du type à chaînes transporteuses ;
- - la figure 2 est une vue en coupe selon la ligne II-II de la figure 1 ;
- - la figure 3 représente schématiquement en élévation un second ensemble de deux machines également conformes à la présente invention, dans lequel ensemble lesdits moyens de transport sont du type à règles à encoches;
- - la figure 4 est une. vue en coupe selon la ligne IV-IV de la figure 3 ;
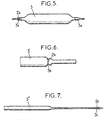
- - la figure 5 représente une ampoule pharmaceutique autocassable à deux pointes, le revêtement de l'une de celles-ci étant représenté en coupe et l'autre en vue extérieure ;
- - la figure 6 représente une ampoule autocassable de type "bouteille" ; et
- - la figure 7 représente une pipette autocassable de type "Pasteur", les revêtements étant représentés sur les figures 6 et 7 en coupe.
- L'ensemble de machines représenté schématiquement sur les figures 1 et 2 comprend deux machines successives (travaillant en série) ayant un bâti commun, représenté par les deux éléments de châssis 1 et 2, lesquels portent l'essentiel des différents moyens des deux machines, moto-variateurs, organes de commande et autres.
- Ces deux machines de l'ensemble, à savoir une machine d'entrée 1 et une machine de sortie II, pour l'essentiel semblables l'une à l'autre, comportent des moyens de transport communs, aptes à faire traverser ledit ensemble I-II par une file d'ampoules pharmaceutiques 3 à deux pointes, se déplaçant de la droite vers la gauche sur la figure 1, ces ampoules s'étendant en une nappe pratiquement horizontale, et chaque ampoule étant axée perpendiculairement à la direction de son avancement. Ces moyens de transport communs comprennent entre autres deux chaînes transporteuses parallèles 4, du type à maillons articulés, sur lesquelles sont montés des organes d'entraînement individuels en V ou taquets, lesquels ont été référencés en 5. Ainsi, le corps de chaque ampoule peut être supporté, à proximité des extrémités, par chaque couple d'organes 5 opposés. Lesdits moyens de transport comprennent par ailleurs, pour chaque machine I,II, une roue 6 à alvéoles périphériques 7, disposée dans l'axe de la file d'ampoules, coaxialement et entre deux disques rotatifs 8, à axe horizontal.
- Sur la figure 1, du fait des arrachements, on voit la roue 6 de la machine II et un disque 8 de la machine I, mais, comme déjà indiqué plus haut, ces deux machines sont pour l'essentiel identiques. En conséquence, et pour simplifier, les organes qui, dans les deux machines, sont semblables ont été désignés par les mêmes références.
- La partie inférieure de chacun des disques 8 baigne dans un réservoir 9, contenant la matière à transférer, sous la forme d'un anneau, sur les pointes des ampoules. Les réservoirs 9 sont reliés à l'élément de châssis correspondant 1 ou 2 par des tiges 27 engagées dans des manchons soudés 28.
- Les disques rotatifs 8 sont entraînés, dans le sens horaire de la flèche 10, par un système classique à roues dentées 11,12 et chaîne 13, la référence 14 désignant un galet tendeur. Comme on le voit, ce système d'entraînement est commun aux deux machines I et II et est le même de chaque côté, pour les deux disques 8 d'une même machine.
- Comme on le voit sur la figure 2, les disques 8 sont calés sur des arbres 15 sur lesquels sont calées des douilles 16 solidaires des roues dentées 12, les douilles étant montées dans des ouvertures des éléments de châssis 1,2 par l'intermédiaire de roulements 17.
- Les roues 6 à alvéoles sont, quant à elles, entraînées dans le sens antihoraire de la flèche 20 en synchronisme avec les chaînes 4, à partir d'un arbre commun 21, par un système comprenant, pour chaque machine, une roue dentée 19 calée sur l'arbre 21, une chaîne 22 et une roue dentée 23 (dont une seule est visible sur la figure 2), laquelle est calée sur la roue correspondante 6. L'arbre 21 est, quant à lui, porté par les éléments de châssis 1,2 par l'intermédiaire de roulements 24, et est entraîné par un système à roues dentées 18,25 et chaîne 26.
- Ceci étant, on voit que, lorsqu'une ampoule atteint la partie supérieure d'une roue à alvéoles 6, elle est prise par l'alvéole 7 se présentant à ce moment-là en face d'elle, et est alors légèrement soulevée en dehors des organes d'entraînement 5. Comme ceci est visible sur la figure 2, les deux pointes de l'ampoule peuvent alors frotter sur la partie supérieure des chants des disques rotatifs 8, lesquels chants sont enduits de la matière, liquide ou pâteuse, prélevée dans les réservoirs respectifs 9.
- Pour obtenir une excellente répartition sur les pointes d'ampoule, à savoir pour obtenir un anneau périphérique de largeur et d'épaisseur uniformes, il est préférable que, lors de cette mise en contact, les ampoules 3 soient mises en rotation sur leur axe longitudinal.
- A cet effet, tout d'abord, on prévoit, pour chacun des alvéoles 7 de la roue 6 de chacune des machines I et II, des moyens de support à roulement constitués par exemple, pour chacun des alvéoles, par deux petits galets 29. Chaque ampoule 3 peut ainsi tourner dans l'alvéole 7 correspondant sans risquer d'être rayée.
- Pour cet entraînement des ampoules, on peut utiliser par exemple les brins inférieurs de deux courroies parallèles 30 tendues entre deux couples de poulies à gorge 31, lesquelles peuvent être entraînées en rotation là encore par des systèmes à roues dentées 32,33,34 et chaînes 35,36, lesdites poulies à gorge 31 de chaque couple de poulies étant montées sur un arbre commun 37.
- De préférence, le sens de rotation des poulies est tel que, dans le plan de tangence entre le chant des disques 8 et la pointe d'ampoule concernée, la surface de la pointe d'ampoule et celle dudit chant se déplacent dans des sens opposés. En effet,le frottement alors obtenu permet d'obtenir une épaisseur très homogène de l'anneau de matière déposée sur l'ampoule, en évitant notamment que l'épaisseur de l'anneau soit trop importante.
- Cette enduction des deux pointes de l'ampoule concernée étant effectuée, l'ampoule est ensuite redé- posée sur les organes d'entraînement 5 des moyens de transport et évacuée de la machine correspondante I ou II.
- La machine I pourra en particulier être utilisée pour déposer sur les pointes d'ampoule une première matière dite "apprêt" permettant que la matière plastique destinée à constituer les anneaux proprement dits des ampoules puisse y adhérer fermement, cette matière plastique déposée sur les pointes d'ampoule par la machine II étant ensuite polymérisée et durcie.
- Il va de soi que l'on pourrait disposer plus de deux machines en série et en utilisant globalement le même type de moyens, dans le cas où il serait nécessaire d'élaborer sur les pointes d'ampoule des anneaux de revêtement de structure plus complexe.
- En tout état de cause, dans le présent cas de revêtement des pointes d'ampoules pharmaceutiques par un anneau de matière plastique déposé au niveau des anneaux habituels de précassure, on obtiendra l'avantage décisif, par rapport aux ampoules actuellement connues, que, lorsque l'utilisateur effectuera la casse des pointes sans lime, il ne risquera pas de se blesser, les éclats de verre pouvant alors se produire restant piqués dans la matière plastique de l'anneau. Pour la même raison, on évitera à coup sûr que des éclats de verre risquent d'être entraînés avec le liquide contenu dans l'ampoule.
- Il est à noter par ailleurs que l'une des deux matières utilisées, à savoir celle contenue dans les réservoirs 9 de la machine 1 ou celle contenue dans les réservoirs 9 de la machine II, pourra éventuellement être colorée selon un code déterminé, fournissant par exemple une information sur le contenu de l'ampoule.
- Les machines III et IV de l'ensemble de machines représenté aux figures 3 et 4, pour montrer une variante de réalisation possible, comportent, en tant qu'éléments de châssis communs, ceux qui sont référencés en 41 et 42 et qui ont, dans l'ensemble, le même rôle que les éléments 1 et 2 des machines précédemment décrites I et II.
- Cet ensemble de machines des figures 3 et 4 se distingue de celui des figures 1 et 2 tout d'abord par la aise en oeuvre de moyens de transport différents pour la file d'ampoules, lesquelles ont ici été référencées en 43. On utilise, en effet, dans ce mode de réalisation, deux paires de règles à encoches 44 et 45 s'étendant toutes dans la direction d'avancement des ampoules, les deux règles 44 étant mobiles dans deux plans verticaux parallèles, par rapport aux deux règles 45, qui sont fixes.
- Comme ceci est visible sur la vue en coupe de la figure 4, les règles fixes 45 sont disposées à l'extérieur des règles mobiles 44, mais la disposition pourrait bien entendu être inverse. Ceci étant, les deux règles 44 sont soumises, par des moyens appropriés (non représentés), à un mouvement circulaire à la fin de la partie ascendante duquel les ampoules 43 portées dans leurs encoches sont transférées dans les encoches des règles fixes 45, et ceci à chaque fois un cran plus en avant, à savoir dans la direction de la flèche 46, l'ensemble des ampoules portées par les règles 44 progressant ainsi en bloc, ce mouvement d'avancement pas à pas étant connu sous le nom de "pas du pèlerin".
- Le mouvement d'avancement des ampoules 43 étant ainsi discontinu, on met à profit le temps d'arrêt pour soumettre l'ampoule à enduire à un mouvement de levage à la fin duquel, d'une part elle est mise en rotation autour de son axe, et d'autre part les parties supérieures des chants de disques d'enduction 47 sont amenées au contact des pointes de l'ampoule concernée.
- A cet effet, chaque machine III,IV comporte tout d'abord des moyens de levage aptes à soulever l'ampoule concernée pour lui faire quitter son appui sur les règles 44-45. Ces moyens de levage comprennent par exemple un support 48 mobile verticalement sous l'action d'une came 49 agissant sur le support par l'intermédiaire d'un galet 70, cette came étant bien entendu synchronisée dans chacune des machines III et IV avec la cinématique des règles mobiles 44. A sa partie supérieure, le support mobile verticalement 48 comporte des moyens de roulement pour ladite ampoule concernée 43, ces moyens étant constitués par exemple de petits galets 50 analogues aux petits galets 29 du mode de réalisation des figures 1 et 2.
- Grâce à ces moyens, l'ampoule concernée 43 peut ainsi être soulevée tout en pouvant pivoter autour de son axe, son mouvement de rotation étant obtenu par un couple de galets, par exemple à bandage de caoutchouc, référencés en 51 et calés sur un arbre commun 52 entraîné en rotation par une roue dentée 53. La roue dentée 53 de chaque machine est entraînée en rotation par une chaîne 54, laquelle est cinématiquement reliée à un pignon denté d'entraînement commun 55 par l'intermédiaire d'un système à roue dentée 56 et chaîne 57.
- Compte tenu de ce mouvement de levée de l'ampoule à enduire 43, cette ampoule étant représentée dans une telle position (43') au niveau de la machine III, tandis qu'elle est en position basse au niveau de la machine IV, il convient de produire un mouvement de levage synchronisé des paires de disques d'enduction précités 47, les mouvements de levage des paires de disques 47 d'une machine n'étant pas toutefois forcément synchronisés avec les mouvements de levage de la paire de disques d'enduction 47 de l'autre machine. L'essentiel est, en tout cas, que le levage des deux disques 47 d'enduction d'une même machine s'effectue de façon synchronisée avec le mouvement de levage du support mobile 48 correspondant.
- A cet effet, les deux paires de disques d'enduction 47, ainsi que leurs réservoirs respectifs 58, sont montés à une extrémité de bras de basculement 59 montés pivotants sur des axes fixes 60, l'autre extrémité de ces bras étant soumise alternativement à des mouvements de montée et de descente par l'intermédiaire d'une branche en équerre 61 portant à son extrémité un galet 62 maintenu constamment en appui sur une came 63. Cet appui constant des galets 62 sur les cames respectives 63 est obtenu par l'action de traction d'un ressort 64. Chaque came 63 est synchronisée avec la came 49 de la même machine, de telle sorte, bien entendu, que le levage de l'ensemble 47-58 s'effectue exactement en même temps que le levage de l'ampoule par l'intermédiaire du support mobile verticalement 48.
- On obtiendra ainsi, dans chaque machine III et IV, l'enduction simultanée des deux pointes de l'ampoule concernée 43, lorsque celle-ci est dans sa position élevée 43', en même temps qu'elle est mise en rotation par les moyens précités 51-57.
- Dans le mode d'exécution des figures 3 et 4, les supports mobiles 48 se déplacent verticalement en opposition, mais on pourrait bien entendu faire en sorte qu'ils se déplacent au contraire exactement en phase.
- Les moyens moteurs et de transmission des différents mouvements pourront être tout à fait semblables à ceux de l'ensemble décrit avec référence aux figures 1 et 2, et comprendre en particulier un ou plusieurs moto- réducteurs et des transmissions à roues dentées et chaîne, les arbres de ces différentes roues étant supportés, par l'intermédiaire de roulements appropriés, entre les deux éléments de châssis 41 et 42. Ces dispositions étant tout à fait analogues à celles décrites avec référence à la figure 2, elles ne seront pas décrites plus en détail ici.
- Les deux disques d'enduction 47 sont, dans chaque machine III ou IV, entraînés en rotation, par exemple dans le sens horaire représenté par les flèches 65, par un système à roues dentées 66,67,68 et chaînes 69,69'.
- Quant aux différentes cames 63 et 49, chacune est calée sur le même axe qu'une roue dentée, et ces roues sont entraînées en rotation par l'intermédiaire d'une chaîne 71 en prise avec une roue dentée d'entrai- nement 73, laquelle est montée sur le même arbre que la roue dentée 66. Les roues dentées associées aux cames 49 ont été référencées en 74, et celles qui sont associées aux cames 63 ont été référencées en 75.
- Bien entendu, un ensemble de machines III-IV pourra permettre d'obtenir globalement le même type d'avantages qu'un ensemble de machines tel que celui décrit avec référence aux figures 1 et 2, à savoir notamment de permettre automatiquement l'enduction de pointes d'ampoules pharmaceutiques par une matière plastique appropriée apte à éviter les inconvénients mentionnés plus haut des ampoules autocassables classiques, et ceci avec pose préalable d'un produit d'apprêt favorisant l'adhésion de la matière plastique.
- Dans tous les cas, le réglage de la vitesse des disques enducteurs (8 ou 47) permettra de régler commodément l'épaisseur des produits déposés sur les pointes d'ampoules ou autres objets.
- La matière plastique utilisée pourra se polymériser soit directement à la température ambiante de l'air environnant, soit avec apport de chaleur à l'aide d'un brûleur à gaz ou d'une résistance électrique.
- Sur les figures 5 à 7, on a référencé en 3, 3' et 3" les ampoules ou analogues, et en 2a, b et c leurs anneaux de précassure respectifs. Il peut s'agir de tout anneau de précoupe classique effectué soit par tracé au diamant ou au disque métallique et pouvant être du type dit "colour break" (anneau de précassure coloré).
- Conformément à l'invention, chacun de ces anneaux de précassure est recouvert par un revêtement de matière plastique, élaboré grâce à l'un ou à l'autre des ensembles de machines qui viennent d'être décrits, et qui a été référencé respectivement en 3a, b et c.
- Comme matière plastique propre à l'obtention des qualités requises pour ce revêtement, on peut utiliser différents types de matière plastique, et notamment les suivants :
- - toutes les gammes de résines
- - toute la gamme des silicones;
- - toute la gamme des caoutchoucs et compounds;
- - toute la gamme des élastomères;
- - toute la gamme des plastiques, type phénoplastes, polyacétates, polyamides, polycarbonates, polychlorures, polyesters, polyéthylènes, polyimides, polymercaptan, polyoléfines, polyphénylènes, polypropylènes, polysulfones, polytéréphtalates, polyuréthanes, polyté- trafluoréthylenes ;
- - toute la gamme des époxydes ;
- - toute la gamme des vinyliques.
- Comme indiqué plus haut, et selon le cas, les matières utilisées pourront se polymériser soit directement à la température ambiante, soit avec apport de chaleur.
- Comme on le voit bien sur les figures 5 à 7, les revêtements 3a, b et c chevauchent les anneaux de précassure respectifs, c'est-à-dire qu'ils s'étendent légèrement de part et d'autre de ces anneaux ; leur épaisseur sera de quelques dixièmes de millimètre.
- Les revêtements de matière plastique au niveau des anneaux de précassure permettront d'éviter que l'utilisateur ne se blesse en ouvrant l'ampoule ou analogue, car les éclats de verre qui pourront se produire resteront piqués dans ces revêtements. Pour la même raison, bien entendu, le liquide contenu dans l'ampoule n'entraînera pas les éclats de verre lors de son écoulement.
- En outre, les enrobages de matière plastique permettront de mieux protéger les ampoules ou analogues des risques de casse pendant les manipulations diverses auxquelles elles sont soumises, notamment pendant leur conditionnement en laboratoire.
Claims (21)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84400487T ATE30113T1 (de) | 1983-03-10 | 1984-03-09 | Maschine zum auftragen eines materialringes auf behaeltern fuer pharmazeutische produkte; selbstzerbrechliche ampullen versehen mit einem solchen ring. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8303947 | 1983-03-10 | ||
| FR8303947A FR2542284B1 (fr) | 1983-03-10 | 1983-03-10 | Ampoule autocassable, et son procede de fabrication |
| FR8319939 | 1983-12-13 | ||
| FR8319939A FR2556281B1 (fr) | 1983-12-13 | 1983-12-13 | Machine pour effectuer, sur des pointes d'ampoules pharmaceutiques ou analogues, le depot d'un anneau de matiere; ensemble de telles machines |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0125938A1 true EP0125938A1 (fr) | 1984-11-21 |
| EP0125938B1 EP0125938B1 (fr) | 1987-10-07 |
Family
ID=26223325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84400487A Expired EP0125938B1 (fr) | 1983-03-10 | 1984-03-09 | Machine pour effectuer sur des récipients conçus pour des produits pharmaceutiques le dépôt d'un anneau de matière ; ampoules autocassables pourvues d'un tel anneau |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4604965A (fr) |
| EP (1) | EP0125938B1 (fr) |
| CA (1) | CA1217164A (fr) |
| DE (1) | DE3466645D1 (fr) |
| ES (1) | ES530426A0 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3145677A1 (fr) * | 2023-02-10 | 2024-08-16 | Ormaie | Recharge de parfum |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4705551A (en) * | 1986-08-22 | 1987-11-10 | Chase Instruments Corporation | Test tube making and end coating |
| AT404827B (de) * | 1994-07-28 | 1999-03-25 | Avl Verbrennungskraft Messtech | Verfahren und vorrichtung zur entnahme einer flüssigkeit aus einer verschlossenen glasampulle |
| EP0919215B1 (fr) * | 1997-11-24 | 2002-02-06 | F.Hoffmann-La Roche Ag | Ampoule en verre pour contenir du liquide |
| CN102247288B (zh) * | 2011-04-11 | 2014-07-09 | 北京化工大学 | 易开启易消毒塑料安瓿瓶 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE607821C (de) * | 1935-01-08 | Ulrich Schubart | Roehrenfoermige, vollstaendig geschlossene, aufbrechbare Glasampulle mit einem Docht | |
| FR945433A (fr) * | 1947-04-09 | 1949-05-04 | Flaconnage spécial | |
| GB686263A (en) * | 1950-06-22 | 1953-01-21 | Scherer Corp R P | Banding machine |
| DE1882432U (de) * | 1963-09-10 | 1963-11-07 | Hoechst Ag | Vorrichtung zum auftragen von leim auf ampullen. |
| FR82290E (fr) * | 1962-08-24 | 1964-01-17 | Ampoules cassables sans limes | |
| FR1600977A (fr) * | 1968-12-27 | 1970-08-03 | ||
| FR2252272A1 (en) * | 1973-11-27 | 1975-06-20 | Wittwer Fritz | Ampoules conveyor mechanism - comprises rotary plates in synchronism each working in conjuction with one operation |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2085389A (en) * | 1934-11-16 | 1937-06-29 | Patent Button Co | Machine for decorating articles |
| US3424082A (en) * | 1966-07-06 | 1969-01-28 | Texas Instruments Inc | High speed transfer printer |
| US3394680A (en) * | 1966-09-21 | 1968-07-30 | Electra Mfg Company | Machine for applying to cylindrical objects a controlled thickness of electrical coating material |
| US3545402A (en) * | 1968-05-27 | 1970-12-08 | Martha Dichter | Scoring and marking apparatus |
| US3882816A (en) * | 1972-09-22 | 1975-05-13 | Western Electric Co | Apparatus for forming layers of fusible metal on articles |
-
1984
- 1984-03-08 ES ES530426A patent/ES530426A0/es active Granted
- 1984-03-09 DE DE8484400487T patent/DE3466645D1/de not_active Expired
- 1984-03-09 EP EP84400487A patent/EP0125938B1/fr not_active Expired
- 1984-03-09 CA CA000449305A patent/CA1217164A/fr not_active Expired
- 1984-03-09 US US06/587,960 patent/US4604965A/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE607821C (de) * | 1935-01-08 | Ulrich Schubart | Roehrenfoermige, vollstaendig geschlossene, aufbrechbare Glasampulle mit einem Docht | |
| FR945433A (fr) * | 1947-04-09 | 1949-05-04 | Flaconnage spécial | |
| GB686263A (en) * | 1950-06-22 | 1953-01-21 | Scherer Corp R P | Banding machine |
| FR82290E (fr) * | 1962-08-24 | 1964-01-17 | Ampoules cassables sans limes | |
| DE1882432U (de) * | 1963-09-10 | 1963-11-07 | Hoechst Ag | Vorrichtung zum auftragen von leim auf ampullen. |
| FR1600977A (fr) * | 1968-12-27 | 1970-08-03 | ||
| FR2252272A1 (en) * | 1973-11-27 | 1975-06-20 | Wittwer Fritz | Ampoules conveyor mechanism - comprises rotary plates in synchronism each working in conjuction with one operation |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3145677A1 (fr) * | 2023-02-10 | 2024-08-16 | Ormaie | Recharge de parfum |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8504055A1 (es) | 1985-04-16 |
| CA1217164A (fr) | 1987-01-27 |
| US4604965A (en) | 1986-08-12 |
| DE3466645D1 (en) | 1987-11-12 |
| ES530426A0 (es) | 1985-04-16 |
| EP0125938B1 (fr) | 1987-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2709264A1 (fr) | Installation de fabrication de récipients par soufflage de préformes en matière plastique. | |
| FR2614603A1 (fr) | Ensemble a machoires tournantes pour machines d'empaquetage, en particulier pour machines d'empaquetage pour emballage tubulaire du type a empaquetage continu ou analogue | |
| FR2625459A1 (fr) | Mobile autonome du type robot pour le transport d'un outil a vitesse constante | |
| FR2986219A1 (fr) | Convoyeur a chaine deformable entre une configuration etiree et une configuration compactee | |
| EP0176388A1 (fr) | Installation pour la fabrication des vitrages multiples à joints en matières plastiques | |
| FR2982188A1 (fr) | Dispositif elliptique manipulateur de palier | |
| EP0125938B1 (fr) | Machine pour effectuer sur des récipients conçus pour des produits pharmaceutiques le dépôt d'un anneau de matière ; ampoules autocassables pourvues d'un tel anneau | |
| EP0248706B1 (fr) | Procédé de fabrication de verre feuilleté | |
| EP1322534A1 (fr) | Procede et dispositif pour reguler l'espacement et la vitesse d'objets cheminant de facon aleatoire | |
| FR2629752A1 (fr) | Procede et appareil pour la fabrication de pointes d'obturation de canaux radicalaires dentaires | |
| FR2543470A1 (fr) | Installation de transfert a mecanisme asservi de commande de la rotation des pinces de transfert | |
| CH632397A5 (fr) | Procede et appareil de fabrication d'elements de filtre en forme de tige pour la fumee de tabac. | |
| FR2487310A1 (fr) | Appareil a retirer continuellement des feuilles d'une pile | |
| EP0191712B1 (fr) | Machine à injecter un fluide dans des produits alimentaires | |
| FR2556281A1 (fr) | Machine pour effectuer, sur des pointes d'ampoules pharmaceutiques ou analogues, le depot d'un anneau de matiere; ensemble de telles machines | |
| FR2707081A1 (fr) | Procédé pour commander le fonctionnement d'une unité de fermeture à mâchoires rotatives pour machine d'emballage. | |
| LU83240A1 (fr) | Machine de soudage de feuilles thermoplastiques enroulees | |
| FR2650776A1 (fr) | Procede et dispositif pour revetir interieurement des recipients | |
| FR2646627A1 (fr) | Derouleuse de troncs d'arbre avec dispositif antiflexion perfectionne | |
| FR2458498A1 (fr) | Procede et installation pour l'empilage de sacs notamment en matiere plastique | |
| EP0244305A1 (fr) | Transfert d'objets en plaques d'un convoyeur à un autre dispositif et application au bombage de plaques de verre | |
| CH617321A5 (fr) | ||
| FR2590504A1 (fr) | Dispositif d'encollage | |
| FR2463083A1 (fr) | Dispositif d'alimentation en conteneurs cylindriques, notamment pour machine a imprimer ces conteneurs | |
| WO2005118495A1 (fr) | Procede, dispositif et installation de manipulation de bord de ruban de verre flotte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19841012 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 30113 Country of ref document: AT Date of ref document: 19871015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3466645 Country of ref document: DE Date of ref document: 19871112 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940304 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19940322 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19940323 Year of fee payment: 11 Ref country code: DE Payment date: 19940323 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19940331 Year of fee payment: 11 Ref country code: AT Payment date: 19940331 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19940405 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19940531 Year of fee payment: 11 |
|
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 84400487.9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950309 Ref country code: GB Effective date: 19950309 Ref country code: AT Effective date: 19950309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19950331 Ref country code: CH Effective date: 19950331 Ref country code: BE Effective date: 19950331 |
|
| BERE | Be: lapsed |
Owner name: DEHAIS CLAUDE Effective date: 19950331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19951001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950309 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19951001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19951201 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84400487.9 |