EP0110556A2 - Procédé de laminage pour train de laminoir à chaud duo et produit à feuillard étroit - Google Patents
Procédé de laminage pour train de laminoir à chaud duo et produit à feuillard étroit Download PDFInfo
- Publication number
- EP0110556A2 EP0110556A2 EP83306523A EP83306523A EP0110556A2 EP 0110556 A2 EP0110556 A2 EP 0110556A2 EP 83306523 A EP83306523 A EP 83306523A EP 83306523 A EP83306523 A EP 83306523A EP 0110556 A2 EP0110556 A2 EP 0110556A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolls
- strip
- mill
- roll
- hot rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005098 hot rolling Methods 0.000 title claims description 34
- 238000000034 method Methods 0.000 title claims description 25
- 230000008569 process Effects 0.000 title claims description 25
- 230000009467 reduction Effects 0.000 claims abstract description 42
- 238000005096 rolling process Methods 0.000 claims abstract description 36
- 239000000463 material Substances 0.000 claims abstract description 16
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 15
- 229910052751 metal Inorganic materials 0.000 claims description 25
- 239000002184 metal Substances 0.000 claims description 25
- 230000008878 coupling Effects 0.000 claims description 10
- 238000010168 coupling process Methods 0.000 claims description 10
- 238000005859 coupling reaction Methods 0.000 claims description 10
- 238000009825 accumulation Methods 0.000 claims description 5
- 238000001816 cooling Methods 0.000 claims description 5
- 230000001680 brushing effect Effects 0.000 claims description 3
- 239000000110 cooling liquid Substances 0.000 claims description 3
- 230000006641 stabilisation Effects 0.000 claims description 3
- 230000002401 inhibitory effect Effects 0.000 claims 2
- 238000005507 spraying Methods 0.000 claims 2
- 239000007788 liquid Substances 0.000 claims 1
- 238000005086 pumping Methods 0.000 claims 1
- 239000000047 product Substances 0.000 description 31
- 238000000926 separation method Methods 0.000 description 22
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 14
- 229910052802 copper Inorganic materials 0.000 description 14
- 239000010949 copper Substances 0.000 description 14
- 229910001369 Brass Inorganic materials 0.000 description 8
- 239000010951 brass Substances 0.000 description 8
- 238000013461 design Methods 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000007921 spray Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 229910000881 Cu alloy Inorganic materials 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 238000010791 quenching Methods 0.000 description 5
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 230000004044 response Effects 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000004927 clay Substances 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- -1 ferrous metals Chemical class 0.000 description 3
- 238000005461 lubrication Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003303 reheating Methods 0.000 description 3
- 230000007480 spreading Effects 0.000 description 3
- 238000003892 spreading Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 238000005097 cold rolling Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 229910001150 Cartridge brass Inorganic materials 0.000 description 1
- 229910000677 High-carbon steel Inorganic materials 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 239000007900 aqueous suspension Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000005189 flocculation Methods 0.000 description 1
- 230000016615 flocculation Effects 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 229910001247 waspaloy Inorganic materials 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/003—Rolling non-ferrous metals immediately subsequent to continuous casting, i.e. in-line rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B2003/005—Copper or its alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/08—Lubricating, cooling or heating rolls internally
- B21B2027/083—Lubricating, cooling or heating rolls internally cooling internally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B35/00—Drives for metal-rolling mills, e.g. hydraulic drives
- B21B2035/005—Hydraulic drive motors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/10—Lubricating, cooling or heating rolls externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B28/00—Maintaining rolls or rolling equipment in effective condition
- B21B28/02—Maintaining rolls in effective condition, e.g. reconditioning
- B21B28/04—Maintaining rolls in effective condition, e.g. reconditioning while in use, e.g. polishing or grinding while the rolls are in their stands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/08—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts
- B21B31/12—Interchanging rolls, roll mountings, or stand frames, e.g. using C-hooks; Replacing roll chocks on roll shafts by vertically displacing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B33/00—Safety devices not otherwise provided for; Breaker blocks; Devices for freeing jammed rolls for handling cobbles; Overload safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/14—Guiding, positioning or aligning work
- B21B39/16—Guiding, positioning or aligning work immediately before entering or after leaving the pass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/004—Heating the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B9/00—Measures for carrying out rolling operations under special conditions, e.g. in vacuum or inert atmosphere to prevent oxidation of work; Special measures for removing fumes from rolling mills
Definitions
- This invention relates in general to a rolling mill process for rolling a hot metallic strand into a strip of well defined dimensions and good quality, and the strip produced by this process. More specifically, it relates to two high mill with a comparatively small frame and an hydraulic drive system that provides a high torque at a low speed that is capable of a large reduction without slippage and allows a rapid roll replacement.
- Typical bite ratios for mills currently in use are in the range of 50:1 to 100:1. Another consideration is that larger diameter rolls produce a greater spread, however, the attendant separation force is also larger. Ideally, the roll design should produce the desired spread with the minimal separation force.
- the gap of the mill is adjustable to produce an output strip that has a uniform gauge even though the gauge, temperture or metallurgical qualities of the input product may vary.
- the aforementioned patents describe arrangements for varying the gap. More sophisticated systems produce a control signal that adjusts the gap in response to a sensed deviation in the gauge of the rolled product from a preset value. Many systems use hydraulic cylinders that act either with or against the separation force to provide this adjustment. The hydraulic system, however, has heretofore been a significant complicating factor when the rolls must be replaced, whether due to ordinary wear, damage or to accommodate a different product run.
- U.S.-A-3,864,955 discusses the importance of roll changes and describes an arrangement which attempts to facilitate roll replacement.
- U.S.-A-3,323,344 discloses another arrangement.
- known systems, for conventional four high mills require hours to replace rolls. This time represents a significant loss of productivity for the rolling operation. Where the product being fed to the mill is continuously cast, the roll change will shut down the entire production line.
- the torque and speed of rotation of the rolls are also important in producing a high reduction without slippage. More specifically, in order to hot roll copper and brass strand with a large bite (e.g., in excess of 2.54 cms (1 inch) and a low bite ratio (e.g., 7:1), the drive system for the working rolls must have a comparatively high torque (typically in excess of 1356 Nm (1,000 ft-lbs.) to achieve a large bite and a comparatively low speed (typically less than 400 rpm) to couple the rolling mill speed to that of the caster. In addition, it is necessary to vary these parameters depending on the particular product being run and other factors such as the roll diameter.
- Torque requirements are also interrelated with other design factors such as roll diameter and anticipated separation forces and thus, size and cost of the mill, the gauge of the rolled product and friction.
- the lower rolling force of small diameter rolls and their ability to roll thin gauge products has generally been balanced against offsetting considerations through the use of back-up rolls. If two rolls are used where substantial separation forces are produced, prior art mills have used costly, massive rolls with very large diameters, e.g., 61 to 91 cm (two to three feet).
- high reduction rolling using unsupported (two high) small diameter rolls (less than at least 30.5 cm (one foot) in diameter) has not been commercially practical.
- U.S.-A-4,218,907 describes a two high mill which provides operating characteristics only achievable previously with four high mills. However, this two high mill requires a special bearing assembly which supports the rolls over all or most of their length.
- One solution has been to apply a "release agent" to the rolls to deter the adhesion of the metal to the roll. While this helps, it is not totally effective.
- Another solution is to mechanically remove the adhered metal.
- Known arrangements use fixed scrapers and/or fixed brushes to remove the metal.
- Another major object of this invention is to provide a hot rolling mill and process utilizing mill rolls designed to self-center the strand or strip on the working portion of the roll.
- Another significant object of the invention is to provide a hot rolling mill and process with the foregoing capabilities and characterised by a variable high torque, low speed drive for the rolls that does not require an electric motor or reducing gears.
- Another object of this invention is to provide a hot rolling mill and process that inhibits the transfer to an adhesion of metal on the rolls.
- a further object of this invention is to provide a hot rolling mill and process that accommodate for the thermal expansion caused by working a hot material.
- Still another object of the invention is to provide a hot rolling mill with a compact, lightweight frame which nevertheless withstands substantial separation forces and allows a fast roll change.
- a rolling mill and process according to the present invention receives continuously cast, hot metallic strand, particularly strands of copper and copper alloys, and produces a high quality narrow strip with precisely controlled dimensions and profile and with a high reduction.
- the mill has only two working rolls with a comparatively small diameter, each mounted for rotation in chock blocks.
- One roll is fixed and the other roll and its chock blocks are movable vertically under the control of a pair of hydraulic cylinders to vary the gap between the rolls.
- the chock blocks are mounted in a generally rectangular frame assembly that includes vertical members that mount the chock blocks and upper members that span the vertical members.
- the upper members mount the hydraulic cylinders and are pivotally mounted to provide direct overhead access to the working rolls and their chock blocks.
- the frame is preferably constructed of steel I-beams which provide a frame that is strong enough to withstand the large separation forces. Deformation of the frame is accommodated by feedback control systems and the ability to vary the gap between the rolls with a high degree of precision and responsiveness. For copper and brass, this mill can produce a bite in excess of 2.54 cm (one inch) and approaching 5.1 cm (two inches) and bite ratios of as low as 5:1 without slippage.
- Each roll is driven independently by an hydraulic motor that can develop a large variable torque at a low rotational speed. There is a direct coupling between the motor and the roll.
- the motors are preferably of the radial piston type with a swashplate in the pump power supply to adjust the speed.
- the rolls also propel the strand or strip.
- Each roll has a narrow, enlarged diameter rolling portion that contacts the hot metallic strand.
- the outer surface of this working portion has an inverse "crowning" or concave contour along its working length, preferably with a generally V-shaped contour.
- the outer surface of the roll produces a rolled product that either is uniform or has slightly more material at its center than its edges. This design has been found to be effective in controlling the lateral position of the strand.
- An internal passage conducts a flow of a cooling liquid (water) through the roll. Roll thickness is adequate to maintain a hot roll surface temperature, thus preventing quenching of the rolled strip.
- a rotary brush engages the outer working surface of each roll.
- the brush is formed of steel wire bristles, rotated at a high rpm, and mounted on a pivoted frame that is loaded against the roll by a pneumatic cylinder and a counter spring.
- a release agent is also preferably sprayed onto the exterior of the rolls.
- the mill stand preferably includes an entrance guide assembly with a generally tube-like, open ended enclosure that holds a reducing atmosphere of an adjacent reheater around the hot strand or strip as it travels from the reheater to the work rolls.
- the entrance guide may receive a reducing gas atmosphere from an adjacent reheater or it may have a burner located within the assembly.
- the entrance guide includes a pair of mutually inclined guide plates to assist in guiding the strand or strip, especially during start-up. It may also include adjustable, horizontal rolls to align the strand with the mill gap and side rolls or a pair of mutually inclined guide plates to guide the strand horizontally.
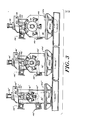
- the hot rolling process of the present invention is preferably performed by a set of three tandem, two-high, small roll diameter mills that include gauge and width, measuring devices to generate measurement and controls signals for the mills.
- the first mill stand produces the greatest reduction and spreads the strand to substantially its full width.
- the first and second stands produce an output strip with slightly more material at the center of the strip than its edges and the third mill produces a strip with a substantially uniform gauge.
- the present invention includes a narrow strip product formed by this process.
- the line 12 includes first, second and third hot rolling mill stands 18, 20 and 22, respectively. Each stand is preceded by a gas-fired reheating furnace 24 that raises the temperature of the strand 14 or strip 16 to the desired rolling temperature, typically 760°C (1400°F).
- the separation between adjacent mill stands is sufficiently short that the strip will not cool substantially (or require excessively long reheating furnaces), but long enough that the speed and gap controls on each stand are able to adjust without adversely affecting the strip, e.g., causing unstable plastic flow.
- a gauge area including a laser width gauge 28 and an X-ray thickness gauge 30 follow the quench tank.
- Width gauges 28 are also mounted at the exit of the last mill stand to provide an immediate measure of the width of the strip 16 as it leaves the mill. Each of these instruments generates a measurement signal that is used to control the operation of the line 12. Each mill also preferably has a two- colour infrared pyrometer (not shown) mounted to measure the temperature of the strip as it enters the mill.
- the line terminates with a shear 36 and a spooler 38.
- the shear is used primarily to remove portions of strip that do not meet set tolerances, for example, the initial portion of a strip when the line starts up before the rolls have fully adjusted to a steady state operating condition.
- the spooler 38 collects the strip 16 in an even, level wound coil on a core.
- each rolling mill stand 18, 20 and 22 has substantially the same construction. (Like parts are identified with the same reference number, but common parts associated specifically with the second mill are noted with a prime (') and parts associated with the third mill are noted with a double prime ("). Unprimed numbers refer to parts of the first mill stands which will be described in detail.)
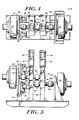
- the mill stand 18 is organised around a frame assembly 40 formed primarily of steel I-beams in a generally rectangular array around the passline 16a of the strip 16.
- Two rolls 42,42 are each mounted in associated chock blocks 44,44 for rotation.
- the rolls are formed of the material sold under the trade designation Astrolly hipped on a tool steel base.
- Other suitable materials are the material sold under the trade designation Waspaloy and cemented tungsten carbide.
- An hydraulic motor 46 that receives a supply of pressurized hydraulic fluid from an hydraulic power supply 47 drives each of the rolls 42,42.
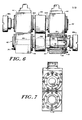
- the rods 48a,48a are each connected to the associated chock blocks through a shear pin 49 (Fig. 7). If unexpectedly large separation forces are generated, the pins 49,49 will shear thereby protecting the frame against possible damage and allowing the use of a structurally weaker (and less costly) frame than would otherwise be safe.
- the cylinders 48 are preferably 12.7 cm (five-inch) diameter with a 10.16 cm (four-inch) stroke and a 5.08 cm (two-inch) diameter rod capable of operating with applied fluid pressures of 246 kg/em2 (3,500 psi) to generate downward forces of 31752 kg (70,000 lbs) per cylinder or 63500 kg (140,000 lbs.) per stand.
- the cylinders also preferably include an internal ultrasonic distance measuring device which can measure vertical movement of the rods 48a with a resolution of 0.00254 mm (0.0001 inch). Of course, other standard, commercially available displacement measuring devices such as linear variable differential transformers can be used, but with some loss of accuracy.
- the cylinders 48,48 are each controlled independently to vary the profile of the strip 16.
- the frame has a base member 40a formed of a pair of beams 40a(1) aligned generally parallel to the strip and a pair of cross beams 40a(2) aligned generally transverse to the strip.
- the beams 40a(1) are located generally under the hydraulic motors 46,46 and the beams 40a(2) support the overlying components of the mill, but are spaced to allow clearance for the rolls and their mountings.
- the cross beams 40a(2) support a movable motor mounting plate 50 and a fixed motor mounting plate 52.
- the movable plate 50 is supported on a pneumatic cylinder 54 that counterbalances the motor so that there are approximately equivalent loads in the cylinders 48,48.
- Upper and lower C-shaped mounting brackets 56 and 58 are secured to the inner face of the plate 50.
- Each of these brackets supports a vertically oriented slide shaft 60 journalled in an associated pillow block 62 which in turn is mounted on a vertical side frame member 40b.
- the slide shafts guide the vertical movement of the upper motor. Since the motor mounting plate 52 is fixed to the beams 40a(2),40a(2), the associated hydraulic motor 46 mounted on its outer face and the lower roll 42 driven by this motor do not move vertically during operation (except for a very small deflection due to the separation forces). A spline coupling between the motor 46 and its associated roll 42 is designed to accommodate this deflection.
- the frame 40 includes four of the side members 40b disposed in pairs to locate and support the chock blocks 44,44 laterally. However, all four chock blocks 44 can slide vertically within the members 40b.
- the vertical members preferably have cross bars 64 that connect adjacent members 40b on the same side of the rolls.
- the frame 40 is capped by two upper frame beams 40c,40c that extend in the direction of travel of the strip to bridge one member 40b to another member 40b on the opposite side of the rolls. One end of each beam 40c is mounted by pivotal movement about a pivot pin 66.
- each member 40c is secured to the adjacent member 40b by a set of bolts 41.
- the frame 40 is then a compact, comparatively lightweight, yet strong assembly that is capable of containing the separation forces of rolling.
- a maximum value for the separation forces encountered in hot rolling copper or brass with a high reduction (large bite) is 63500 kg (140,000 lbs).
- each frame should be able to withstand separation forces that produce stresses in the range of 140 to at least 246 kg/cm 2 (2,000 to at least 3,500 psi).
- the strength of the frame assembly 40 in combination with the ability to adjust the position of the movable roll accurately and quickly using the cylinders 48 avoids the need for a massive, stiff and quite expensive frame which is common in prior art rolling mills that are subjected to large separation forces.
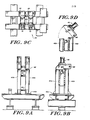
- a principal feature of this invention is that when the bolts 41 are removed, the beams 40c,40c can be pivoted in unison about the pins 66,66 as shown in Fig. 9D.
- the cylinders 48,48 are each mounted on one of the beams 40c and pivot in unison with them, provided that a shear pin 55 connecting the lower end of the rod 48a to the associated upper chock blocks 44 has been removed.
- This "flip top" frame construction allows a direct, unobstructed overhead access to all of the chock blocks and the rolls 42,42 once the beams 40c,40c are fully pivoted to an open position.
- the rolls and their associated blocks are readily and quickly replaced using an overhead crane (not shown) either individually or as a fully assembled unit of rolls, bearings and chocks.
- Roll replacement with the mill stand of the present invention takes approximately fifteen minutes.
- Roll replacement in comparable conventional mills takes at least one and more typically several hours.
- This dramatic reduction in roll replacement time is also due, in part, to the fact that the hot rolling mill of the present invention can produce a large reduction in copper and brass strands and strips without back-up rolls. It is also due in part to drive train for the rolls described below and in part to the comparatively small dimensions of the roll and chock assemblies.
- the rolls 42 of the present invention are characterised by a relatively narrow central working portion 42a having an enlarged diameter as compared to neck portions 42b,42b journalled in bearing assemblies 70 mounted in each chock block 44.
- the diameter of even this "enlarged" working portion 42a is small, less than 30.5 cm (a foot) and typically 12.7 to 17.8 cm (five to seven inches), as compared to conventional two high rolls used in "break down" mills where there is a substantial reduction in the thickness of the product being rolled and there are large separation forces.
- the enlarged diameter is particularly important in the rolls of the first mill 18 because the degree to which the strand is spread into a strip configuration is a function of the diameter of the working portion of the roll that engages the strand, with larger rolls giving more spread; but the roll load that develops is less _for smaller rolls. Thus rolls must be large enough for bite and adequate spread, but small enough to prevent excess loading and excess roll cost.
- Strip width leaving the first stand rolls 42,42 depends on rod alloy, rod size delivered to the stand, the extent of reduction of thickness within the rolls, roll diameter, and friction conditions in the rolls.
- a range of strip width can be obtained from a single rod diameter; width can be varied by changing the extent of reduction. The increase in width is called spread. Spread increases most rapidly at high reductions, with a small incremental reduction in thickness causing a large increase in width. Widths up to three times initial rod diameter can be obtained.
- each portion 42a is inverse "crowned", that is, it has a concave profile receding, when the roll is cold, to a point of maximum depression 43 ,43' that is centered on the passline of the strand or strip being rolled as shown in Figs. 17A and 17B, respectively.
- the profile 45 for the rolls in the first mill 18 is preferably V-shaped along the longitudinal axis of the roll.
- the profile 45 is preferably a truncated V-shape as shown in a heavy solid line in Fig. 17B, that is, with sloped sides that meet at a central portion with a constant diameter.
- the precise contour depends on the thermal response of the roll and the size, shape and temperature of the product being rolled.
- the outer surface of the portion 42a is generally flat, but with a slight recess near the center point (light, solid line profiles in Figs. 17A and 17B) to produce a rolled product that has slightly more material near its centerline than its edges.
- This roll design which results in a rolled strip with a slightly “fat” middle portion, has been found to be surprisingly effective in holding the product centered laterally on the rolls despite the presence of sometimes substantial tendency for the strand or strip to "wander” laterally otherwise.
- This control has been found to be so effective that centering guide rolls at the entrance side of the mill are preferably used only on the second and third mill stands 20 and 22 where this profiling must be reduced in order to produce a final output product with a uniform gauge across its width.
- the rolls of the first mill stand have a central working portion with an edge diameter of 187.325 mm (7.375 inch) (cold) that recedes to a minimum diameter of 187.071 mm (7.365 inch) (cold) at the strand passline 16a which is normally coincident with the point 43.
- a typical roll has a working portion with a diameter of 149.225 mm (5.875 inch) (cold) that recedes to a central area, the point 43', with a constant minimum diameter of 149.022 mm (5.867 inch) (cold).
- the roll has an internal, longitudinally extending passage 42c that conducts a flow of cooling water from a "quick disconnect" inlet 72 in one chock block to a "quick disconnect” outlet 74 in the opposite chock block.
- the passage 42c preferably has an enlarged central volume 42d within the roll portion 42a to increase the cooling at this portion.
- the diameter of the passage 42c and volume 42d are selected so that the roll thickness is adequate to maintain a hot roll surface temperature, thus preventing quenching of the rolled strip.
- the cooling water is directed from the inlet and outlet to the passage 42b via radial channels 42e in the neck portions of the roll, an annular passage 76 in the chock block, and a passage 78.
- a typical flow rate for the cooling water is 15 litres (four gallons) per minute for each roll.
- Preferably the flow in each of the rolls 42,42 is in opposite directions so that the strip will be exposed to similar cooling across its width.
- the chocks 44 provide a compact support for the rolls while at the same time providing continuous lubrication and a rotary union for the introduction of the cooling liquid into the roll.
- the working area of the rolls 42,42 span a comparatively small distance between the chock blocks 44,44. Stated conversely, most of the roll length is taken up by the neck portions 42b,42b which are supported almost along their entire length by the chock blocks and the associated bearing assemblies. This geometry is a principal reason that a small diameter roll design works despite the substantial separation forces that are present. It should also be noted that a small side clearance is designed into each roll 42 to accommodate lengthwise thermal expansion of the roll, but to limit the lateral movement of the roll once it is at its usual operating temperature.
- Each roll 42 is driven independently by one of the hydraulic motors 46. There is therefore no gearing or other power transmission coupling which is usually employed to transmit power from one driven roll to another slave roll or rolls.
- the motors are coupled directly to the rolls through a spline coupling assembly 80 including a "roll half" 80a found integrally with one end of each roll and mating "motor half” 80b mounted on the drive shaft 46a of the motor.
- the coupling halves 80a and 80b are simply mated and bolted to one another. This coupling allows rolls to be changed easily.
- the "stiffness" of the drive train is substantially increased. This makes both rolls 42,42 more responsive to servo changes in the drive.
- the comparatively few components in the roll drive produces drives for the two rolls 42,42 that are more closely matched in stiffness than conventional prior art drives.
- the hydraulic motors 46,46 are preferably the radial piston type with adjustment in the speed output provided by a swashplate in the hydraulic power supply 47. With this arrangement, the pressure across the motor can be varied to maintain the rolled strip at a constant speed.
- This drive system provides a precise and responsive control over the power supplied to the rolls 42,42.
- the motors 46,46 preferably operate at 251 kg/cm 2 (3,570 psi) pressure (281 kg/em2 (4,000 psi, peak)) to produce a required total torque of 16,948 Nm (12,500 ft-lbs) (23524 Nm (17,350 ft-lbs,) peak) at a maximum speed of 34.5 rpm (2032 cpm with a 17.78 cm roll) (800 ipm with a seven-inch roll).
- the reduction and spreading at the second and third stands are less and therefore they have lower requirements. Since the strip is moving faster after each reduction, speed requirement of the motors goes up in each stand.
- the second stand 20 preferably utilises motors 46',46' of the same type as the motors 46,46 but ones which produce a required total output torque of 8813 Nm (6,500 ft-lbs) (11199 Nm (8,260 ft-lbs,) peak).
- the motors 46",46" of the third mill stand preferably have a required total output torque of 3390 Nm (2,500 ft-Ibs) (3525 Nm (2,600 ft-lbs,) peak).
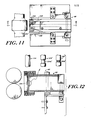
- the mill stands 18, 20 and 22 each include an entrance guide assembly 90 that can guide the strand 14 or strip 16 to the gap between the working portions of the rolls and also provides a partial enclosure to control the atmosphere around the reheated product before it is rolled.
- the assembly 90 is organised around a tube-like enclosure 92 that is mounted to the frame 40.
- the enclosure 92 extends from a point immediately adjacent the associated reheater to a point immediately before the rolls and is bolted to the frame assembly 40 so that it is readily removable.
- a reducing atmosphere that controls oxidation of the strand or strip is produced in the reheater.
- the enclosure receives this atmosphere and holds it around the hot product.
- the entrance guide can include its own burner that produces a reducing gas atmosphere. This arrangement is usually of value only for copper which reduces more readily at working temperatures than copper alloys such as cartridge brass.
- Some degree of vertical guidance is provided by a set of horizontal rollers 94,94 located in the enclosure 92" and rotatably journalled in mounting blocks 96,96 that travel along a threaded shaft 98. Rotation of the shaft through a worm gear 100 adjusts the relative position of the rollers 94,94 to guide strand or strips of varying dimensions into the nip of the rolls 42",42".
- a coarse degree of lateral guidance is provided by a pair of mutually inclined plates 102,102 that funnel the product to the center of the roll portions 42a",42a”. Lateral guidance can also be provided by vertical guide rollers 104,104 mounted for rotation in the enclosure 92.
- rollers 104,104 produce only a highly localised guidance. If they are used, the product is guided in grooves 104a,104a having a square cross section. Other configurations have proven to be significantly less effective. Usually only the vertical rollers 104',104' and 104",104" at the second and third mill stand 22 provide a significant degree of guidance of the strip once it is between the rolls.
- the hot rolling mills of the present invention provide two systems to control this problem, first, a system 110 that sprays a release agent onto the exterior of the rolls to reduce adhesion, and second, a mechanical brushing system 140.
- the spray system includes primary and auxiliary nozzles 112,112a that spray each roll portion 42a with a fan-like spray S of the release agent that covers the outer surface of the roll portion 42a.
- the particular release agent chosen will depend on factors such as the type of metal being rolled, the degree of reduction and the temperatures of the product and the roll. Where the reduction in gauge is more moderate, the release agent can be any of a wide variety of known ingredients which provide some degree of lubrication. Where the reduction is more substantial (the first mill stand 18), it is also necessary to use a "gritty" ingredient such as clay carried in a water suspension. It also helps if the clay resists flocculation.
- a mixture of water, a water soluble lubricant, and clay are useful at the first mill stand 18, while water alone can be an effective release agent and lubricator at the second and third mill stands 20 and 22 (although water and a water soluble lubricant are preferred).
- the release agent is mixed in tanks A and B (Fig. 21) and at least tank B containing the "gritty" solution is maintained in a constant agitation by an agitator 114 or the like to hold the particulate matter in suspension.
- a lubricating solution 116 is mixed in the tank A and a "gritty” solution 118 is mixed in the tank B.
- the solutions from both tanks are then fed to the nozzles 112,112a. Because there is usually a particulate held in suspension, there is a substantial risk of clogging of the feed lines 120,122. Therefore, the solution is pumped intermittently from the tanks to the nozzles and the feed lines are purged with water after use.
- the brush system 140 constantly removes metal, oxide, and release agent which nevertheless adheres to the roll portions 42a,42a. It includes a rotary brush 142 that rotates against the outer surface of each roll portion 42a at a high rotational speed, e.g., at least 2000 rpm and preferably 3,000 rpm.
- the brush also has a comparatively large diameter, e.g., ten inches, which together with this high rotational speed produces a large swept surface area per minute.
- the brush is cylindrical and rotates rapidly, its bristles impact the roll at a high velocity. As a result of these features, the metal is removed efficiently from the rolls and does not collect in a small area (as with the scraper) where it could score the roll.
- the bristles are preferably formed of high carbon steel.
- the brush 142 is mounted rotatably at one end of a frame 144 in friction (sleeve) bearings 143,143.
- the frame is replaceably held in a pivot mount secured to the mill frame 40 by a pivot shaft 146 and a pair of U-shaped mounting brackets l44a,t44b.
- An hydraulic motor 148 mounted on the frame drives a pair of belts 150,150 that in turn rotate the brush.
- the loading of the brush against the rolls is controlled by an air cylinder 152 connected between a cross bar 145 linking the mounting brackets 144a,144b and the pivot end of the frame 140.
- a spring 154 located on the opposite side of the frame 140 from the air cylinder provides a counterbalancing force.
- the friction bearings together with the spring 154 also damp vibrations induced in the brushing system during use.
- the cylinder pivots the frame so that the brush is spaced from the rolls.
- Intermediate positions, in combination with the spring 154, provide varying loading forces.
- An optimal loading force removes all of the accumulated metal from the rolls without significantly increasing bristle wear or loss.
- a typical value for the loading force is 11.34 kg (25 lbs). The precise value will vary with factors such as the nature of the metal, the size of the rolls and the brushes, the rate of bristle wear, the rate of loss of bristles from the brush, the diameter and rotational speed of the brush, and wear or possible damage to the roll.
- the line 12 continuously hot rolls a metallic strand 14 into a strip 16 (Fig. 20) having a highly uniform configuration and a recrystallised grain pattern.
- the line preferably operates to roll copper or copper alloy rod into narrow strips.
- each mill, and in particular the first mill 18, act as drives for the strand or strip.
- the speed at which the strand and strip is driven by the mills is controlled to maintain a tension in the strand and strip without unstable plastic flow due to excessive tension.
- the first stand controls the casting rate of the caster.
- the first mill 18 acts principally as a rough "break down” mill which transforms red hot rod into a relatively thick gauge narrow strip with a width substantially equal to the final width of the finished strip. There is a large bite and a substantial spreading of the strand at the first mill.
- the second mill 20 is another "break down” mill. It reduces the gauge of the strip while substantially maintaining the width set by the first mill. (As a rough rule of thumb, reductions are accompanied by small increases in the width of approximately the same magnitude as the reduction itself.)
- the line speed is maintained automatically by having the second mill run at a higher rotational rate than the first mill set mainly by the reduction in thickness.
- the third mill 22 is principally a hot finishing mill that sets the final gauge and width and produces an output strip with a substantially uniform gauge across its width that is also comparatively free of camber.
- the third mill operates automatically at a higher rotational rate than the second mill to maintain the line speed with the reduction introduced by this mill, but also to maintain the interstand tension in the strip without unstable plastic flow in the strip.
- the mill controls automatically vary mill speeds in the second and third stands depending on reductions in those stands.
- the first mill stand has "17.78 cm” ("seven inch”) rolls and the second and third having “13.97 cm” ("five and one-half inch”) rolls.
- Each mill stand is capable of withstanding a maximum separating force of 63,500 kg (140,000 lbs).
- the maximum rpm's of the stands 18, 20 and 22 are 37, 202 and 500, respectively.
- the corresponding maximum surface speed of the strip 16 at these stands is 2065, 8854.6 and 21844 cpm (813; 3,490 and 8,600 ipm), respectively.
- the first mill stand produces a strip approximately 3.81 mm (0.150 inch) thick, and 66.55 mm (2.62 inch) wide at 642.6 cpm (253 ipm).
- the second and third mill stands generally maintain this width while reducing the section to 1.9 mm (0.075 inch) by 68.33 mm (2.69 inch) and 0.99 mm (0.039 inch) by 69.34 mm (2.73 inch), respectively.
- the surface speed at the second and third mills is 1250 and 2360 cpm (492 and 929 ipm), respectively.
- the hot roll mill of this invention when used in tandem three mill operation, can transform 5.08 cm (two inch) diameter copper strand cast at 165.1 cpm (65 ipm) into a strip 0.305 mm (0.012 inch) thick by 81.3 mm (3.2 inch) wide at 13970 cpm (5,500 ipm).
- the thickness at the first mill is 6.1 mm (0.24 inch) and at the second mill 0.965 mm (0.038 inch).
- the separating forces at each mill are approximately 39916 kg, 62142 kg and 27669 kg (88,000 lbs, 137,000 lbs, and 61,000 lbs), respectively.
- the torque applied to the rolls at the stands are 13151 Nm, 6101 Nm and 1022 Nm (9,700 ft-lbs, 4,500 ft-lbs, and 754 ft-lbs), respectively.
- mill stands of the present invention allow a change of rolls with an overhead crane in a markedly reduced time as compared to conventional mills of comparable operating characteristics.
- the mill stand of the present invention also has systems for controlling the transfer and accumulation of metal on the working rolls and systems for continuously and automatically monitoring the operation of the mills and providing feedback control signals to produce a preselected end product.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US43673682A | 1982-10-26 | 1982-10-26 | |
| US436736 | 1982-10-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0110556A2 true EP0110556A2 (fr) | 1984-06-13 |
| EP0110556A3 EP0110556A3 (fr) | 1986-01-15 |
Family
ID=23733619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83306523A Withdrawn EP0110556A3 (fr) | 1982-10-26 | 1983-10-26 | Procédé de laminage pour train de laminoir à chaud duo et produit à feuillard étroit |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0110556A3 (fr) |
| JP (1) | JPS5994506A (fr) |
| AU (1) | AU2053583A (fr) |
| BR (1) | BR8305876A (fr) |
| DK (1) | DK490283A (fr) |
| ES (1) | ES526751A0 (fr) |
| FI (1) | FI833438A (fr) |
| ZA (1) | ZA837139B (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014044460A1 (fr) * | 2012-09-19 | 2014-03-27 | Sms Siemag Ag | Procédé permettant de faire fonctionner un système de brosse sur une cage de laminoir et système de brosse |
| WO2014188175A1 (fr) | 2013-05-20 | 2014-11-27 | Edixomed Limited | Système d'administration transdermique |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102716907B (zh) * | 2012-07-10 | 2015-04-29 | 武汉科技大学 | 一种轧制蓄电池用铅带的连轧机组 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1943847A1 (de) * | 1968-08-29 | 1970-03-05 | Reynolds Metals Co | Verfahren zum Entfernen von Walzbelag von der Oberflaeche einer Arbeitswalze in einem Walzgeruest und Vorrichtung hierzu |
| DE2163862A1 (de) * | 1971-12-22 | 1973-06-28 | Helmut H Mueller | Antrieb fuer walzwerke |
| US4129170A (en) * | 1973-01-15 | 1978-12-12 | Southwire Company | Apparatus for producing a hot-formed product |
-
1983
- 1983-09-26 FI FI833438A patent/FI833438A/fi not_active Application Discontinuation
- 1983-09-26 ZA ZA837139A patent/ZA837139B/xx unknown
- 1983-10-21 JP JP58196251A patent/JPS5994506A/ja active Pending
- 1983-10-24 BR BR8305876A patent/BR8305876A/pt unknown
- 1983-10-25 DK DK490283A patent/DK490283A/da not_active Application Discontinuation
- 1983-10-25 AU AU20535/83A patent/AU2053583A/en not_active Abandoned
- 1983-10-25 ES ES526751A patent/ES526751A0/es active Granted
- 1983-10-26 EP EP83306523A patent/EP0110556A3/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1943847A1 (de) * | 1968-08-29 | 1970-03-05 | Reynolds Metals Co | Verfahren zum Entfernen von Walzbelag von der Oberflaeche einer Arbeitswalze in einem Walzgeruest und Vorrichtung hierzu |
| DE2163862A1 (de) * | 1971-12-22 | 1973-06-28 | Helmut H Mueller | Antrieb fuer walzwerke |
| US4129170A (en) * | 1973-01-15 | 1978-12-12 | Southwire Company | Apparatus for producing a hot-formed product |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014044460A1 (fr) * | 2012-09-19 | 2014-03-27 | Sms Siemag Ag | Procédé permettant de faire fonctionner un système de brosse sur une cage de laminoir et système de brosse |
| WO2014188175A1 (fr) | 2013-05-20 | 2014-11-27 | Edixomed Limited | Système d'administration transdermique |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8406236A1 (es) | 1984-08-01 |
| FI833438A (fi) | 1984-04-27 |
| ZA837139B (en) | 1984-05-30 |
| ES526751A0 (es) | 1984-08-01 |
| BR8305876A (pt) | 1984-05-29 |
| DK490283D0 (da) | 1983-10-25 |
| AU2053583A (en) | 1984-05-03 |
| DK490283A (da) | 1984-04-27 |
| FI833438A0 (fi) | 1983-09-26 |
| EP0110556A3 (fr) | 1986-01-15 |
| JPS5994506A (ja) | 1984-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0346880B1 (fr) | Cylindres ajustables en largeur pour laminoir | |
| EP0553480B1 (fr) | Laminoir, procédé de laminage et système de laminoirs | |
| US5448901A (en) | Method for controlling axial shifting of rolls | |
| JP3060691B2 (ja) | 圧延機及び熱間圧延設備及び圧延方法及び圧延機の改造方法 | |
| US6076388A (en) | Rolling mill, hot rolling system, rolling method and rolling mill revamping method | |
| US6216517B1 (en) | Precision-rolling process | |
| EP0110556A2 (fr) | Procédé de laminage pour train de laminoir à chaud duo et produit à feuillard étroit | |
| EP0560093B1 (fr) | Laminoir à fers marchands et à fil d'acier | |
| US4519118A (en) | Hot mill self-centering roll design | |
| US5000023A (en) | Operating method and rolling mill train for continuously rolling a profiled billet to a predetermined finished cross-sectional shape of accurate size | |
| US5970771A (en) | Continuous spiral motion system for rolling mills | |
| US6463777B1 (en) | Method for the continuous production of a metal strip | |
| US4182149A (en) | Roll stand | |
| EP0107970A1 (fr) | Conception de cylindre à centrage automatique pour laminoir à chaud | |
| EP0108557A2 (fr) | Train de laminoir à chaud à entraînement hydraulique direct du cylindre | |
| EP1005925B1 (fr) | Procédé et dispositif pour la réduction et l' élimination de vibrations dans une cage de laminoir | |
| DE69702814T2 (de) | Walzenschleifenanordnung für Walze oder Andruckwalze | |
| US5383515A (en) | Twin roll casting | |
| US4392370A (en) | Two-high rolling stand for bar and/or wire rolling mill | |
| EP0107514A2 (fr) | Dispositif de brossage pour train de laminoir à chaud | |
| KR20040086192A (ko) | 크로스롤 압연기 및 그것을 사용한 압연 방법 | |
| EP0408911B1 (fr) | Procédé et installation pour le laminage à grande vitesse | |
| US4192164A (en) | Rolling mills | |
| RU2126729C1 (ru) | Стан для горячей прокатки, линия стана горячей прокатки, способ горячей прокатки и способ модернизации прокатного стана | |
| JPH0378162B2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19860628 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19861206 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SHINOPULOS, GEORGE Inventor name: BOWER, TERRY F. Inventor name: RANDLETT, RONALD M. |