EP0107218A1 - Process for the manufacture of endless metal bands - Google Patents
Process for the manufacture of endless metal bands Download PDFInfo
- Publication number
- EP0107218A1 EP0107218A1 EP83201337A EP83201337A EP0107218A1 EP 0107218 A1 EP0107218 A1 EP 0107218A1 EP 83201337 A EP83201337 A EP 83201337A EP 83201337 A EP83201337 A EP 83201337A EP 0107218 A1 EP0107218 A1 EP 0107218A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bands
- endless
- metal
- metal bands
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 18
- 238000000034 method Methods 0.000 title claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 title abstract description 3
- 238000005096 rolling process Methods 0.000 claims description 2
- 239000002131 composite material Substances 0.000 abstract description 2
- 239000000463 material Substances 0.000 description 4
- 239000002699 waste material Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/14—Making other particular articles belts, e.g. machine-gun belts
Definitions
- the invention relates to a process for the manufacture of endless metal bands which have been made endless by means of welded joints.
- Such a process which is known from the U:S. patent 3,922,771, makes it possible to produce endless bands which can be applied as part of a composite metal driving belt.
- the object of the present invention is to afford a process whereby endless bands can be manufactured from plate metal in a simple fashion and with a minimum waste of material.
- a strip of plate metal is wound and welded together edge to edge in a helical shape so as to form a pipe whose length is equal to at least a multiple of the width of the metal bands, whereupon ring-shaped parts having substantially the same width as the bands are severed from the pipe.
- the length of the band may be increased by rolling, which also has a beneficial effect on the welded joint.
- the welding is preferably done by a method in which no additional metal is supplied.
Abstract
Description
- The invention relates to a process for the manufacture of endless metal bands which have been made endless by means of welded joints. Such a process, which is known from the U:S. patent 3,922,771, makes it possible to produce endless bands which can be applied as part of a composite metal driving belt.
- One problem encountered with the process described in the said patent is how to obtain a welded joint of satisfactory quality. A very important aspect in this regard is the quality of the edge of the resultant endless band close to the weld, because it is there that an incipient fracture generally originates. This problem can be solved by removing the side edges from the band, for instance by means of a cutting operation, after the band has been made endless. Such a procedure is expensive and entails a considerable waste of material.
- The object of the present invention is to afford a process whereby endless bands can be manufactured from plate metal in a simple fashion and with a minimum waste of material.
- To this end, according to the invention a strip of plate metal is wound and welded together edge to edge in a helical shape so as to form a pipe whose length is equal to at least a multiple of the width of the metal bands, whereupon ring-shaped parts having substantially the same width as the bands are severed from the pipe. As a result, endless bands are obtained whose side edges have been machined after the welded joint has been made, which quarantees optimum egdes of the endless band, especially near the welded joint.
- As such, it is a known technique to cut endless bands from tubular material, which affords the only possibility of obtaining endless bands that are not provided with a welded joint. It is, however, preferable by far to produce endless bands from plate metal because of their good properties such as constant thickness and level surface.
- By shaping a strip of plate metal into a helical form endless bands are obtained which are provided with an oblique weld, which enhances their strength.
- After the ring-shaped parts have been cut off, various machining operations can be carried out in order to modify their quality and/or size. Thus, the length of the band may be increased by rolling, which also has a beneficial effect on the welded joint.
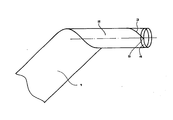
- To elucidate the invention, an embodiment of the process will now be described with reference to the drawing.
- The drawing only gives a diagrammatic view of the way in which a strip of plate metal 1 is welded by a helical shape into a pipe 2. As a result, a helical welded joint 3 is formed. By cutting off ring-shaped parts 4 from the pipe 2, endless bands are obtained with an oblique welded joint 5.
- The welding is preferably done by a method in which no additional metal is supplied.
- It will be clear that the procedure described yields an endless welded band which can comply with all qualitative requirements, while keeping the amount of waste material down to a minimum. This is of particular importance because the material generally used is of a very high quality and correspondingly expensive.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83201337T ATE51779T1 (en) | 1982-09-23 | 1983-09-19 | PROCESS FOR MANUFACTURING ENDLESS METAL TAPE. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL8203686 | 1982-09-23 | ||
| NL8203686A NL8203686A (en) | 1982-09-23 | 1982-09-23 | METHOD FOR MANUFACTURING ENDLESS METAL TIRES |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0107218A1 true EP0107218A1 (en) | 1984-05-02 |
| EP0107218B1 EP0107218B1 (en) | 1990-04-11 |
Family
ID=19840313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83201337A Expired - Lifetime EP0107218B1 (en) | 1982-09-23 | 1983-09-19 | Process for the manufacture of endless metal bands |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0107218B1 (en) |
| JP (1) | JPS5978736A (en) |
| AT (1) | ATE51779T1 (en) |
| DE (1) | DE3381430D1 (en) |
| NL (1) | NL8203686A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU623000B2 (en) * | 1989-04-14 | 1992-04-30 | Sumitomo Metal Industries Ltd. | Method of producing laminated metal belt |
| EP1108919A1 (en) * | 1999-12-15 | 2001-06-20 | BorgWarner Inc. | Continuous manufacture of push type CVT belt bands |
| WO2009090552A1 (en) * | 2008-01-18 | 2009-07-23 | Toyota Jidosha Kabushiki Kaisya | Method of producing ring member |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR539968A (en) * | 1917-07-06 | 1922-07-04 | Improvements made to endless belts and their manufacturing process | |
| US3126626A (en) * | 1964-03-31 | Method of manufacturing a drive belt | ||
| FR2082688A5 (en) * | 1968-03-14 | 1971-12-10 | Polakowski Natalis | |
| US3922771A (en) * | 1973-12-11 | 1975-12-02 | Varitrac Ag | Method for the manufacture of driving belt packages |
| DE2725778A1 (en) * | 1976-06-03 | 1977-12-15 | Kloften & Kloften A S Oslo | METHOD OF SPLICING TAPES |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53137861A (en) * | 1977-05-09 | 1978-12-01 | Takasago Thermal Engineering | Manufacturing method of curved pipe |
| JPS57124537A (en) * | 1981-01-24 | 1982-08-03 | Aisin Warner Ltd | Manufacture of steel-made thin endless belt |
-
1982
- 1982-09-23 NL NL8203686A patent/NL8203686A/en not_active Application Discontinuation
-
1983
- 1983-09-19 AT AT83201337T patent/ATE51779T1/en active
- 1983-09-19 EP EP83201337A patent/EP0107218B1/en not_active Expired - Lifetime
- 1983-09-19 DE DE8383201337T patent/DE3381430D1/en not_active Expired - Lifetime
- 1983-09-22 JP JP58176176A patent/JPS5978736A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3126626A (en) * | 1964-03-31 | Method of manufacturing a drive belt | ||
| FR539968A (en) * | 1917-07-06 | 1922-07-04 | Improvements made to endless belts and their manufacturing process | |
| FR2082688A5 (en) * | 1968-03-14 | 1971-12-10 | Polakowski Natalis | |
| US3922771A (en) * | 1973-12-11 | 1975-12-02 | Varitrac Ag | Method for the manufacture of driving belt packages |
| DE2725778A1 (en) * | 1976-06-03 | 1977-12-15 | Kloften & Kloften A S Oslo | METHOD OF SPLICING TAPES |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU623000B2 (en) * | 1989-04-14 | 1992-04-30 | Sumitomo Metal Industries Ltd. | Method of producing laminated metal belt |
| EP1108919A1 (en) * | 1999-12-15 | 2001-06-20 | BorgWarner Inc. | Continuous manufacture of push type CVT belt bands |
| WO2009090552A1 (en) * | 2008-01-18 | 2009-07-23 | Toyota Jidosha Kabushiki Kaisya | Method of producing ring member |
| US8281629B2 (en) | 2008-01-18 | 2012-10-09 | Toyota Jidosha Kabushiki Kaisha | Method of producing ring member |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE51779T1 (en) | 1990-04-15 |
| NL8203686A (en) | 1984-04-16 |
| JPS5978736A (en) | 1984-05-07 |
| DE3381430D1 (en) | 1990-05-17 |
| EP0107218B1 (en) | 1990-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| NZ506218A (en) | Method of manufacturing a razor | |
| US4205571A (en) | Saw blade construction | |
| EP0107218A1 (en) | Process for the manufacture of endless metal bands | |
| CA2138051A1 (en) | Method and Apparatus for Separating Tubing | |
| US2265129A (en) | Method of and apparatus for welding tubing or the like | |
| DE2730912A1 (en) | Sawing or cutting tool with hard material inserts - has disc with feet of fir cone section fitting in mating recesses | |
| US3301994A (en) | Method of joining metal sheet or strip | |
| US3755884A (en) | Process for scarfing weld beads | |
| US4353235A (en) | Edge preforming of metal plate | |
| EP0405143A3 (en) | Device for trimming and butt-welding strips or sheets of restricted width | |
| US4476703A (en) | Edge preforming of metal plate | |
| US3927292A (en) | Weld bead form rolls | |
| DE3344075A1 (en) | Method for the production of a pipe bend, in particular a right-angled bend | |
| US3436521A (en) | Method of making composite panels by electric-arc braze-welding | |
| US3056188A (en) | Method and apparatus for continuous fabrication of compressor blades | |
| CA2132231A1 (en) | Method of manufacturing sheet-steel blanks | |
| GB2167323A (en) | Manufacture of a safety cage for an electric fan | |
| US2005579A (en) | Electrically welding pipe | |
| SU1148676A1 (en) | Method of obtaining parts with finish surface | |
| EP1260301A2 (en) | Welding connection manufacturing method | |
| JPS55144385A (en) | Production of window frame for automobile | |
| JPS6090638A (en) | Manufacture method of blade of scissors | |
| SU1549634A1 (en) | Method of producing shell ,particularly, of belt conveyer drum | |
| SU1368112A1 (en) | Method of producing strip material | |
| JPS57137086A (en) | Production heat receiving plate for solar heat collector |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19841017 |
|
| 17Q | First examination report despatched |
Effective date: 19860213 |
|
| 111L | Licence recorded |
Free format text: 0100 VOLVO CAR B.V. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19900411 Ref country code: LI Effective date: 19900411 Ref country code: CH Effective date: 19900411 Ref country code: BE Effective date: 19900411 Ref country code: AT Effective date: 19900411 |
|
| REF | Corresponds to: |
Ref document number: 51779 Country of ref document: AT Date of ref document: 19900415 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed |
Owner name: ING. A. GIAMBROCONO & C. S.R.L. |
|
| REF | Corresponds to: |
Ref document number: 3381430 Country of ref document: DE Date of ref document: 19900517 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PLI Owner name: VOLVO CAR B.V. |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920930 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940401 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20011114 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020828 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020918 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20030918 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |