EP0103343A2 - Perforated plastic pipe and punch for forming perforations therein - Google Patents
Perforated plastic pipe and punch for forming perforations therein Download PDFInfo
- Publication number
- EP0103343A2 EP0103343A2 EP83201320A EP83201320A EP0103343A2 EP 0103343 A2 EP0103343 A2 EP 0103343A2 EP 83201320 A EP83201320 A EP 83201320A EP 83201320 A EP83201320 A EP 83201320A EP 0103343 A2 EP0103343 A2 EP 0103343A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- punch
- rounded
- holes
- cross
- rounded portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/0015—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor specially adapted for perforating tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/14—Punching tools; Punching dies
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02B—HYDRAULIC ENGINEERING
- E02B11/00—Drainage of soil, e.g. for agricultural purposes
- E02B11/005—Drainage conduits
Definitions
- This invention relates to a plastic pipe, more particularly a plastic drainage pipe, having in its wall and distributed over the periphery thereof a number of holes having an elongate design with rounded short end edges and long side edges therebetween, and to a punch, more particularly a punching knife having a cutting tip for making holes in the wall of a plastic pipe, as disclosed in German Aus- legeschrift 1 778 094.
- Plastic pipes more particularly corrugated pipes, having a large number of small holes in their wall are at present used for drainage purposes.
- Corrugated pipes are preferably used for this purpose because such a pipe offers considerable resistance to compression in relation to the material used, while there is a high elasticity in the longitudinal direction.
- the long side edges of the hole are curved continuously, the hole transverse dimensions extending perpendicularly to the longitudinal direction of the hole being smaller, near the short rounded end edges, than the transverse dimensions of the hole further away from the rounded end edges.
- the plastic pipe is so constructed that the holes of elongate design are oval and preferably elliptical.
- a punch more particularly a punching knife with a cutting tip for forming the holes in the wall of the plastic pipe, the punch having a large length/width ratio in its operative cross-section, with rounded portions extending in the direction of the width between the side flanks of the punch.
- this punch is thus constructed that the side flanks are so curved in the longitudinal direction of the cross-section that a tangent extending from one rounded portion to the other always intersects the associated side flank at one point in the cross-sectional plane. There is therefore a continuity in the radius of curvature in the case of the punch too.
- the punch according to the invention is also so constructed that a descriptive line extending on a curved side flank from a cross-sectional plane to the cutting edge at the tip is shorter near a rounded portion than a similar descriptive line further away from the associated rounded portion.
- the holes in the wall of a drainage pipe are preferably not formed exactly radially therein but substantially tangentially on both sides of the pipe, preferably so as to slope inwardly so that it is possible to refer quite legitimately to the outside and the inside of the hole.
- the holes can therefor be regarded as a part having an outside and a part having an inside.
- the right-hand sides of the holes illustrated are the insides and the left-hand sides are the outsides of the holes, the material of the pipe wall also being visible as a result.
- Fig. 1 shows a hole of elongate design with rounded short end edges 1 and 2 for the inside and outside of the hole respectively.
- Long side edges 3 extend between these rounded short end edges 1 and 2.
- tearing occurs at the transition between the long straight side edges 3 and the rounded short end edges 1 and 2. This tearing is referenced 4.
- the rounded portion has no tearing but this does occur where the straight side flanks 3a merge into the rounded portion 2a via oblique flanks 5; tears occur here.
- Attemps were then made to find a hole with no tearing in a plastic pipe, more particularly a plastic drainage pipe having in its wall holes each of elongate form with rounded short end edges and long side edges therebetween.
- a plastic drainage pipe having in its wall holes each of elongate form with rounded short end edges and long side edges therebetween.
- This is made possible according to the present invention by curving the long side edges of the hole continuously, the transverse dimensions of the hole perpendicular to the longitudinal direction of the hole being smaller, near the short rounded end edges, than the transverse dimensions of the hole situated further away from the rounded end edges.
- the plastic pipe may in this case have holes which are oval or elliptical with a continuous radius of curvature of elongate design. This will be explained with reference to the punch for making these holes as illustrated in figs. 6 to 9, the shape of the holes also being shown in fig. 10.
- the side elevation in fig. 6 and the end elevation in fig. 7 show a punch, more particularly a punching knife having a cutting tip for making holes in the wall of a plastic pipe, the effective cross-section of the punch having a large length/width ratio with rounded portions extending in the direction of the width between the side flanks of the punch.
- the length and width of the cross-section of the punch are denoted by letters L and B respectively in figs. 6, 7 and 8.
- the side flanks in the longitudinal direction L of the cross-section are so curved that a tangent 8 extending from one rounded portion 7 to the other rounded portion 7 always contacts the relevant side flank 6 at one point in the cross-sectional plane. With this punch, therefore, it is possible to punch holes having a continuous radius of curvature.
- a descriptive line lla extending from a cross-sectional plane indicated by line 9 to the cutting edge 10 on a curved side flank 6 near a rounded portion 7 is shorter than a similar descritive line 11b further away from the associated rounded portion 7.
- the cross-sectional plane of the operative part of the punch in a practical embodiment is oval-elliptical or approximately elliptical.
- the cutting tip of the punch is also so constructed that a tangent indicated by line 12 extending perpendicularly to the centerline 13 touches the said tip of the punch at a distance from the centerline 13 thereof.
- the punch thus has a knife edge at the flanks at the tip, but the knife edge at each flank extends to a curved line from one rounded portion 7 to the other as will be apparent from fig. 6.
- Each knife edge of the punch also extends to a curved line in the transverse direction (fig. 7).
- the knife edges 10 are formed in known manner by a V-shaped groove in the tip and the resulting cutting edge may be referred to as a fish snout.
- the V-shaped groove extends from one rounded portion to the other and the base of the V-shaped groove has a straight configuration as shown by broken line 14 (fig. 6).
- the base of the V-shaped groove includes an acute angle with a transverse plane extending perpendicularly to the plane of the centerline of the punch, like the tangential plane 12.
- This elongate hole thus has small rounded portions 2a at the short side produced by the rounded portions 7 of the punch and long continuously curved flanks 15 produced by the flanks 6 of the punch.
- the hole as illustrated in fig. 10 is, for example, a top plan view of the hole 16a (fig. 11) and since this hole is disposed tangentially the wall 2'a of the rounded portion 2a is visible and the hole is therefore regarded as having part of it as the outside.
- the wall 2'b of the opposite rounded portion 2a is not visible and this portion is therefore regarded as the inside.
- burrs may form on the inside of the pipe (reference 17 in fig. 10), but this does not effect the passage shape of the hole.
- the hole according to the present invention accordingly has an invariable passage in the punching direction and this is to the advantage of the water flow when the pipe is used for drainage purposes.
- the holes in the pipe wall are all disposed tangentially, there being simultaneous formation of the holes 16a and and 16b and the holes 16c and 16d diametrically opposite the same.
- the direction of the punches for these holes is offset 45 0 peripherally with respect to the punches for making the holes 16'a and 16'b together with the holes 16'c and 16'd diametrically opposite the same.
- the holes 16a-16d are axially offset with respect to the holes 16'a-16'd.
- the holes 16-16d in this case are situated in one corrugation and the holes 16'a-16'd are situated in the next corrugation. It is not absolutely essential fot two sets of holes always to be formed diametrically with respect to each other. Depending on the required passage characteristics a smaller number of holes may be provided along the periphery, and it is also possible to miss some of the troughs between the corrugations.
- the hole pattern is as illustrated in figs. 11 and 12.
- the holes described do not have to be made just with a cutting punch tip as shown in figs. 6, 8 and 9, but may also be produced by means of a pricking punch tip as illustrated in figs. 13 and 14.
- the cross-section of this latter punch is completely in accordance with fig. 7.
- the rounded portion 7 at the left-hand side in fig. 13 is much longer with respect to the flanks 6 of the tip than the rounded portion 7 on the right-hand side of the punch.
- the punch thus has a rounded but cutting tip 17.
- a descriptive line extending close to the rounded portion 7 from a cross-sectional plane 9 to the tip of the punch is accordingly longer than a descriptive line situated closer to the centerline 13 of the punch.
- These descriptive lines are again referenced 11a and 11b respectively, for the left-hand side of the punch.
- the conditions applicable to the descriptive lines 11a and 11b in fig. 6 again apply to the right-hand side of the punch.
- a pricking punch of this kind can be of a double construction as illustrated in figs. 15 and 16.
- Curved cutting edges 10 are again provided along the flanks 6 by the provision of a V-shaped groove 14b at the end.
- the points 17a and 17b, which contact a tangential plane 12 extending perpendicularly to the centerline 13 of the punch are again at a distance from the centerline 13.
- one central pricking point 17c is provided.at the centerline 13 where it intersects the tangential plane 12.
- the centerlines 11a and 11b again satisfy the conditions described with respect to fig. 6.
- Figs. 19 and 20 show a variant of the punch of figs. 17 and 18.
- the cutting tip is again provided with curved cutting edges 10 but these curved cutting edges are bent at the point 17d.
- the provision of a groove denoted by the line 14c again provides a fish snout for producing the cutting edges 10.
- the cross-section is in accordance with that illustrated in fig. 7 in order ultimately to produce the holes illustrated in fig. 10.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- General Engineering & Computer Science (AREA)
- Agronomy & Crop Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
This invention relates to a plastic pipe having in its wall punched holes 16a, b, c; 16'a, b, c, with rounded short end edges 2a and long continuously curved side edges 15 and to a punching knife for making the punched holes, having a large length/width ratio in cross-section with curved side flanks 6 between rounded portions 7 and sharp knife edges 10.
Description
- This invention relates to a plastic pipe, more particularly a plastic drainage pipe, having in its wall and distributed over the periphery thereof a number of holes having an elongate design with rounded short end edges and long side edges therebetween, and to a punch, more particularly a punching knife having a cutting tip for making holes in the wall of a plastic pipe, as disclosed in German Aus-
legeschrift 1 778 094. - Plastic pipes, more particularly corrugated pipes, having a large number of small holes in their wall are at present used for drainage purposes. Corrugated pipes are preferably used for this purpose because such a pipe offers considerable resistance to compression in relation to the material used, while there is a high elasticity in the longitudinal direction.
- Smooth drainage pipes are also used for certain purposes. Irrespective of the pipe construction, however, it has been found that the provision of the holes causes tears in the pipe and these tears may even continue from one hole to another. Tests have proved that the occurrence of tears at the edges of holes depends on the hole shape and the way in which the holes are formed. It is known in the art, for example, to form holes with rotating claw-like knifes but due to the sharpness of these knives tears readily occur at the ends of the elongate holes while if bevelled knives are used, the passage through the holes reduces in size. Even when rectangular holes are made with special punches and have the advantage of uniform passage, tears occur at the corners of the holes. Attempts have therefore been made to make the holes according to a special shape, e.g. elongate holes with rounded ends as described in the above-cited prior art. Tests have proved, however, that tears still occur between the straight long sides of the hole where they merge into the rounded portions.
- It is an object of the present invention to provide a plastic pipe, more particularly a drainage pipe, with holes without any tears occurring along the edges of said holes.
- To this end, in a plastic pipe of the type as described, the long side edges of the hole are curved continuously, the hole transverse dimensions extending perpendicularly to the longitudinal direction of the hole being smaller, near the short rounded end edges, than the transverse dimensions of the hole further away from the rounded end edges.
- The advantage of this is that the continuous form of the radius of curvature results in no tearing occurring along the edges of the holes, This has also been proved by tests.
- It should be noted that it is known per se to use diamond-shaped holes with the sharp corners rounded off. Even with these holes, however, tearing occurs at the corner of the diamond where straight portions of the flanks meet. In such holes the long side edges are accordingly not continuously curved.
- In a practival embodiment of the present invention, the plastic pipe is so constructed that the holes of elongate design are oval and preferably elliptical.
- To form these holes use is made of a punch, more particularly a punching knife with a cutting tip for forming the holes in the wall of the plastic pipe, the punch having a large length/width ratio in its operative cross-section, with rounded portions extending in the direction of the width between the side flanks of the punch. According to the invention, this punch is thus constructed that the side flanks are so curved in the longitudinal direction of the cross-section that a tangent extending from one rounded portion to the other always intersects the associated side flank at one point in the cross-sectional plane. There is therefore a continuity in the radius of curvature in the case of the punch too. The punch according to the invention is also so constructed that a descriptive line extending on a curved side flank from a cross-sectional plane to the cutting edge at the tip is shorter near a rounded portion than a similar descriptive line further away from the associated rounded portion.
-
- Figs. 1-5 illustrate the tearing pattern in various known types of hole in a plastic pipe wall;
- Fig. 6 is a side elevation of part of a punch of the invention viewed at the flank side;
- Fig. 7 is an end elevation of the cutting tip of the punch of fig. 6;
- Fig. 8 is a side elevation of the punch of fig. 6 viewed at the side of the rounded part;
- Fig. 9 is an indication of the groove shape;
- Fig. 10 is a similar view of a hole in a plastic pipe according to the invention of figs. 1-5;
- Fig. 11 is a cross-section of a plastic pipe with holes of the invention on line XI-XI in fig. 12;
- . Fig. 12 is a side elevation of part of a plastic pipe with holes according to the invention in the form of a corrugated drainage pipe;
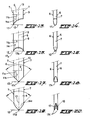
- Figs. 13-20 are side elevations of a punch of the invention with different cutting tip designs from the punch of figs. 6 and 8.
- The holes in the wall of a drainage pipe are preferably not formed exactly radially therein but substantially tangentially on both sides of the pipe, preferably so as to slope inwardly so that it is possible to refer quite legitimately to the outside and the inside of the hole. Although there is no difficulty in forming the holes radially, it is advantageous to form them substantially tangentially, for reasons associated with production, in order to provided smoother operation of the perforator and in order to reduce pipe deformation. Viewed from the outside of the pipe, the holes can therefor be regarded as a part having an outside and a part having an inside. In figs. 1-5, the right-hand sides of the holes illustrated are the insides and the left-hand sides are the outsides of the holes, the material of the pipe wall also being visible as a result.
- Fig. 1 shows a hole of elongate design with rounded
short end edges Long side edges 3 extend between these roundedshort end edges straight side edges 3 and the roundedshort end edges - If the end of the hole is rounded to a smaller radius as shown in fig. 2, the rounded portion has no tearing but this does occur where the
straight side flanks 3a merge into therounded portion 2a viaoblique flanks 5; tears occur here. - In this connection experiments were carried out with a falling weight applied to the inside of the hole at the
rounded portion 1 and also to the outside of the hole at therounded portions rounded portions 2a to therounded portion 1 as shown by theoblique flanks 5a in fig. 3,tearing 4 occurs only at the transition between the flanks and therounded portion 1. In fig. 4 use has been made offlanks 3b andoblique flanks 5b and it has been found that no tearing now occurs between theflanks - In the light of this experience, therefore, the
rounded portion 2a has also been shifted to the inside of the hole as shown atreference 2b in fig. 5. Experiments proved, however, that tearing occurs nevertheless at the transition between theoblique flanks reference 4b. - Attemps were then made to find a hole with no tearing in a plastic pipe, more particularly a plastic drainage pipe having in its wall holes each of elongate form with rounded short end edges and long side edges therebetween. This is made possible according to the present invention by curving the long side edges of the hole continuously, the transverse dimensions of the hole perpendicular to the longitudinal direction of the hole being smaller, near the short rounded end edges, than the transverse dimensions of the hole situated further away from the rounded end edges. The plastic pipe may in this case have holes which are oval or elliptical with a continuous radius of curvature of elongate design. This will be explained with reference to the punch for making these holes as illustrated in figs. 6 to 9, the shape of the holes also being shown in fig. 10.
- The side elevation in fig. 6 and the end elevation in fig. 7 show a punch, more particularly a punching knife having a cutting tip for making holes in the wall of a plastic pipe, the effective cross-section of the punch having a large length/width ratio with rounded portions extending in the direction of the width between the side flanks of the punch. The length and width of the cross-section of the punch are denoted by letters L and B respectively in figs. 6, 7 and 8. In the punch according to the invention, the side flanks in the longitudinal direction L of the cross-section are so curved that a tangent 8 extending from one
rounded portion 7 to the otherrounded portion 7 always contacts therelevant side flank 6 at one point in the cross-sectional plane. With this punch, therefore, it is possible to punch holes having a continuous radius of curvature. - As shown in fig. 6, a descriptive line lla extending from a cross-sectional plane indicated by
line 9 to thecutting edge 10 on acurved side flank 6 near arounded portion 7 is shorter than a similardescritive line 11b further away from the associatedrounded portion 7. The cross-sectional plane of the operative part of the punch in a practical embodiment is oval-elliptical or approximately elliptical. - The cutting tip of the punch is also so constructed that a tangent indicated by
line 12 extending perpendicularly to thecenterline 13 touches the said tip of the punch at a distance from thecenterline 13 thereof. The punch thus has a knife edge at the flanks at the tip, but the knife edge at each flank extends to a curved line from onerounded portion 7 to the other as will be apparent from fig. 6. - Each knife edge of the punch also extends to a curved line in the transverse direction (fig. 7). The
knife edges 10 are formed in known manner by a V-shaped groove in the tip and the resulting cutting edge may be referred to as a fish snout. The V-shaped groove extends from one rounded portion to the other and the base of the V-shaped groove has a straight configuration as shown by broken line 14 (fig. 6). Also, the base of the V-shaped groove includes an acute angle with a transverse plane extending perpendicularly to the plane of the centerline of the punch, like thetangential plane 12. Experiments have proved that no tearing occurs in a hole made in a pipe wall with a punch of this kind, and fig. 10 illustrates a hole made in a pipe wall with this punch. - This elongate hole thus has small rounded
portions 2a at the short side produced by therounded portions 7 of the punch and long continuouslycurved flanks 15 produced by theflanks 6 of the punch. The hole as illustrated in fig. 10 is, for example, a top plan view of thehole 16a (fig. 11) and since this hole is disposed tangentially the wall 2'a of therounded portion 2a is visible and the hole is therefore regarded as having part of it as the outside. The wall 2'b of the oppositerounded portion 2a is not visible and this portion is therefore regarded as the inside. - At the small
rounded portions 2a, burrs may form on the inside of the pipe (reference 17 in fig. 10), but this does not effect the passage shape of the hole. The hole according to the present invention accordingly has an invariable passage in the punching direction and this is to the advantage of the water flow when the pipe is used for drainage purposes. - The holes in the pipe wall are all disposed tangentially, there being simultaneous formation of the
holes holes holes 16a-16d are axially offset with respect to the holes 16'a-16'd. - Although it is possible to make the holes at the crests of the corrugation in a corrugated pipe, they are preferably made in the troughs between the corrugations as will be seen in fig. 12, The holes 16-16d in this case are situated in one corrugation and the holes 16'a-16'd are situated in the next corrugation. It is not absolutely essential fot two sets of holes always to be formed diametrically with respect to each other. Depending on the required passage characteristics a smaller number of holes may be provided along the periphery, and it is also possible to miss some of the troughs between the corrugations. Preferably, however, the hole pattern is as illustrated in figs. 11 and 12.
- The holes described do not have to be made just with a cutting punch tip as shown in figs. 6, 8 and 9, but may also be produced by means of a pricking punch tip as illustrated in figs. 13 and 14. The cross-section of this latter punch is completely in accordance with fig. 7. The
rounded portion 7 at the left-hand side in fig. 13 is much longer with respect to theflanks 6 of the tip than the roundedportion 7 on the right-hand side of the punch. The punch thus has a rounded but cuttingtip 17. A descriptive line extending close to therounded portion 7 from across-sectional plane 9 to the tip of the punch is accordingly longer than a descriptive line situated closer to thecenterline 13 of the punch. These descriptive lines are again referenced 11a and 11b respectively, for the left-hand side of the punch. The conditions applicable to thedescriptive lines - A pricking punch of this kind can be of a double construction as illustrated in figs. 15 and 16. Here there are two
points flanks 6 by the provision of a V-shaped groove 14b at the end. Thepoints tangential plane 12 extending perpendicularly to thecenterline 13 of the punch are again at a distance from thecenterline 13. In thecase of the punch illustrated in figs. 17 and 18, onecentral pricking point 17c is provided.at thecenterline 13 where it intersects thetangential plane 12. Thecenterlines - Figs. 19 and 20 show a variant of the punch of figs. 17 and 18. The cutting tip is again provided with
curved cutting edges 10 but these curved cutting edges are bent at thepoint 17d. The provision of a groove denoted by theline 14c again provides a fish snout for producing the cutting edges 10. In all these variations of the punch, however, the cross-section is in accordance with that illustrated in fig. 7 in order ultimately to produce the holes illustrated in fig. 10.
Claims (7)
1. A plastic pipe, more particularly a plastic drainage pipe having in its wall and distributed over the periphery thereof a number of holes made by means of a punch, the holes having an elongate design with rounded short end edges and long side edges therebetween, wherein the long side edges of the punched hole are curved continuously, the punched hole transverse dimensions extending perpendicularly to the longitudinal direction of the punch - ed hole being smaller, near the short rounded end edges, than the transverse dimensions of the punched hole further away from the rounded end edges.
2. A plastic pipe according to claim 1, in which the punched holes of elongate design are oval or elliptical.
3. A punch, more particularly a punching knife with a cutting tip for making punched holes in the wall of a plastic pipe according to claim 1, the punch having a large length/width ratio in its operative cross-section, with rounded portions extending in the direction of the width between the side flanks of the punch, wherein the side flanks are so curved in the longitudinal direction of the cross-section that a tangent extending from one rounded portion to the other always intersects the associated side flank at one point in the cross-sectional plane.
4. A punch according to claim 3, in which a descriptive line extending on a curved side flank from a cross-sectional plane to the cutting edge at the tip is shorter near a rounded portion than a similar discriptive line further away from the associated rounded portion.
5. A punch according to claim 3, in which a descriptive line extending on a curved side flank from a cross-sectional plane to the cutting edge at the tip is shorter near a rounded portion than a similar descriptive line near the other rounded portion.
6. A punch according to claim 3, in which a descriptive line extending on a curved side flank from a cross-sectional plane to the cutting edge at the tip is longer near a rounded portion than a similar descriptive line further away from the associated rounded portion.
7. A punch according to claim 3, wherein the cross-sectional plane is oval or elliptical.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL8203574 | 1982-09-15 | ||
| NL8203574A NL8203574A (en) | 1982-09-15 | 1982-09-15 | HOLED PLASTIC TUBE AND PUNCH NIPPLE FOR MAKING HOLES IN THIS TUBE. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0103343A2 true EP0103343A2 (en) | 1984-03-21 |
Family
ID=19840272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83201320A Withdrawn EP0103343A2 (en) | 1982-09-15 | 1983-09-13 | Perforated plastic pipe and punch for forming perforations therein |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0103343A2 (en) |
| JP (1) | JPS5993299A (en) |
| DK (1) | DK420483A (en) |
| ES (1) | ES274566U (en) |
| FI (1) | FI833296A (en) |
| NL (1) | NL8203574A (en) |
| ZA (1) | ZA836840B (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999011451A1 (en) * | 1997-08-30 | 1999-03-11 | Gaplast Gmbh | Method for producing a container and container with pressure equalisation openings |
| EP0958902A2 (en) * | 1998-05-22 | 1999-11-24 | Fuji Photo Film Co., Ltd. | Perforating punch |
| WO2005108775A1 (en) * | 2004-04-28 | 2005-11-17 | Siemens Vdo Automotive Corporation | An asymmetrical punch |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10023801C2 (en) * | 2000-05-15 | 2002-05-23 | Giesecke & Devrient Gmbh | Device for punching plastics |
-
1982
- 1982-09-15 NL NL8203574A patent/NL8203574A/en not_active Application Discontinuation
-
1983
- 1983-09-13 EP EP83201320A patent/EP0103343A2/en not_active Withdrawn
- 1983-09-14 JP JP58168514A patent/JPS5993299A/en active Pending
- 1983-09-15 ZA ZA836840A patent/ZA836840B/en unknown
- 1983-09-15 FI FI833296A patent/FI833296A/en not_active Application Discontinuation
- 1983-09-15 DK DK420483A patent/DK420483A/en not_active Application Discontinuation
- 1983-09-15 ES ES1983274566U patent/ES274566U/en active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999011451A1 (en) * | 1997-08-30 | 1999-03-11 | Gaplast Gmbh | Method for producing a container and container with pressure equalisation openings |
| US6276558B1 (en) * | 1997-08-30 | 2001-08-21 | Gaplast Gmbh | Method for producing a container and container with pressure equalization openings |
| CN1133537C (en) * | 1997-08-30 | 2004-01-07 | 盖普拉斯特有限公司 | Method for producing container and container with pressure equalisation openings |
| EP0958902A2 (en) * | 1998-05-22 | 1999-11-24 | Fuji Photo Film Co., Ltd. | Perforating punch |
| EP0958902A3 (en) * | 1998-05-22 | 2000-11-08 | Fuji Photo Film Co., Ltd. | Perforating punch |
| WO2005108775A1 (en) * | 2004-04-28 | 2005-11-17 | Siemens Vdo Automotive Corporation | An asymmetrical punch |
Also Published As
| Publication number | Publication date |
|---|---|
| DK420483D0 (en) | 1983-09-15 |
| FI833296A0 (en) | 1983-09-15 |
| NL8203574A (en) | 1984-04-02 |
| ES274566U (en) | 1984-03-01 |
| ZA836840B (en) | 1984-08-29 |
| DK420483A (en) | 1984-03-16 |
| JPS5993299A (en) | 1984-05-29 |
| FI833296A (en) | 1984-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100567951B1 (en) | Outer needle for epidural anesthesimeter | |
| US3182530A (en) | Construction for steel rule cutting dies | |
| US4026413A (en) | Plastics strips | |
| US4351210A (en) | Shear cut tooth | |
| KR860003872A (en) | Fantasy Cutter | |
| US3075684A (en) | Easy to open carton | |
| EP0103343A2 (en) | Perforated plastic pipe and punch for forming perforations therein | |
| US2285460A (en) | Screw | |
| KR950007645A (en) | Fishing needles and manufacturing method | |
| US4543722A (en) | Slug-splitting punch | |
| JPS5942425B2 (en) | Insulator slicing terminal | |
| JP4542168B2 (en) | 綜 絖 and its manufacturing method | |
| KR100528356B1 (en) | Metal foil with through openings and honeycomb body | |
| US2224532A (en) | Connecting hook for conveyer bands and the like | |
| GB2088421A (en) | Perforated sheet material and tubes for fluid filters | |
| GB2106001A (en) | Filter element supports | |
| JP2000280374A (en) | Cutter for forming lead rule | |
| US3990485A (en) | Barbed wire construction | |
| JPH0744296Y2 (en) | Knife blade | |
| JPS6047080B2 (en) | Device for punching out packaging strips without producing waste | |
| DE1551294A1 (en) | Pressure pipe for encapsulated refrigeration machines | |
| DE3566924D1 (en) | Tube of a heat exchanger and procedure of manufacturing of a helix for such a tube | |
| US1768462A (en) | Canada | |
| US3511246A (en) | Perforated pipe and apparatus for making it | |
| JPS5835439Y2 (en) | cardboard sheet cutting blade |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19860701 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KOOPMAN, ROELOF |