EP0102292A2 - Tubes for pouring molten metal - Google Patents
Tubes for pouring molten metal Download PDFInfo
- Publication number
- EP0102292A2 EP0102292A2 EP83401659A EP83401659A EP0102292A2 EP 0102292 A2 EP0102292 A2 EP 0102292A2 EP 83401659 A EP83401659 A EP 83401659A EP 83401659 A EP83401659 A EP 83401659A EP 0102292 A2 EP0102292 A2 EP 0102292A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- pouring tube
- metal
- reinforcement
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 24
- 230000002787 reinforcement Effects 0.000 claims abstract description 20
- 239000000463 material Substances 0.000 claims abstract description 13
- 239000011810 insulating material Substances 0.000 claims abstract description 11
- 238000000576 coating method Methods 0.000 claims description 15
- 239000011248 coating agent Substances 0.000 claims description 13
- 229910001338 liquidmetal Inorganic materials 0.000 claims description 9
- 230000003014 reinforcing effect Effects 0.000 claims description 6
- 239000000835 fiber Substances 0.000 claims description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 4
- 239000011707 mineral Substances 0.000 claims description 4
- 238000004873 anchoring Methods 0.000 claims description 3
- 239000011230 binding agent Substances 0.000 claims description 3
- 230000002378 acidificating effect Effects 0.000 claims description 2
- 238000007598 dipping method Methods 0.000 claims 1
- 238000005266 casting Methods 0.000 abstract description 10
- 238000009749 continuous casting Methods 0.000 abstract description 4
- 238000005253 cladding Methods 0.000 abstract 2
- 229910000831 Steel Inorganic materials 0.000 description 12
- 239000010959 steel Substances 0.000 description 12
- 239000007788 liquid Substances 0.000 description 4
- 238000005245 sintering Methods 0.000 description 4
- 239000003570 air Substances 0.000 description 3
- 239000002253 acid Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/24—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings characterised by a rectilinearly movable plate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
Definitions
- the present invention relates to pouring tubes for the conduct of liquid metal in a transfer operation thereof.
- the present invention aims to eliminate the drawbacks listed above.
- the pouring tube composed of a thin external metallic envelope and an internal coating of insulating material sinterable at temperatures, in play, its upper end being fixed in a substantially sealed manner to the outlet orifice of a container of liquid metal, the lower end of the pouring tube immersed in the liquid metal of a second container located downstream from the first, is characterized in that it comprises, in combination with the external metal envelope, a frame reinforcement tubular embedded in the coating material, this frame extending in height over the part of the tube in contact with the liquid metal.
- the reinforcing reinforcement consists of a metal sleeve associated with anchoring means, such as a perforated sheet or a mesh.
- the reinforcing reinforcement may also consist of a layer of a mechanically resistant material which is distinct from the covering material, such as woven fibers - or not, or a tubular layer of mineral and / or organic grains joined together by a binder, organic - or not.
- the inner lining of the tube can be an acidic or basic sinterable material.
- the pouring tube thus arranged can receive various applications.
- it can be mounted under the outlet orifice of a container for molten metal such as a ladle or a transfer container and be part in particular of a drawer system which can be moved transversely relative to the axis of the tube.
- the tube can also constitute a removable nozzle engaged at the top of a pouring tube proper and connecting the latter, in leaktight manner, to the orifice of the casting container located upstream.
- FIG. 1 which represents a complete continuous casting system, we see at 10 the base of the ladle, lined with its refractory lining 12, at 22 the sinterable insulating refractory and at 23 the seat brick of the fixed nozzle 21 .
- the orifice of the nozzle 21 can be concealed by a sliding shutter, the moving plate of which is seen at 30 and the fixed plate at 35, both pierced with an orifice for the passage of the metal.
- the shutter is in the closed position in FIG. 1.
- the pouring tube 3 which can slide transversely to its axis at the same time as the plate 30 and a removable connection nozzle 19 mounted in leaktight manner thanks to a refractory cement joint between the plate 30 which allows its mounting and the upper part of the tube 3 where it is engaged.
- the nozzle 19 is supported, in the example shown, on an inner hoop 17, metallic and / or refractory formed at the top of the pouring tube 3.
- the tube 3 is located between the ladle 10 and the tundish 13, commonly called “tundish”. This in turn carries a pouring tube 4 - or nozzle - which can also belong to a drawer system and which is located between the distributor 13 and the continuous casting mold 15.
- the invention is applied both to the pouring tubes 3 and 4 and to the connection nozzle 19.
- the tubes 3 and 4 are thus constituted respectively by a thin outer metal casing 1 and 2 whose thickness is of the order of a millimeter.
- the thin metal casing 1 has an annular boss 7 which comes to bear on the sliding support 8.
- the metal envelopes 1 and 2 are lined inside a coating of sinterable insulating material 3a and 4a, acid or basic, the density of which can vary from 0.7 to 2.
- An acid formula can contain:
- the loss on ignition of the material being advantageously less than 6%.
- a basic formula which may be suitable for coating 3 is as follows:
- the loss on ignition being advantageously less than 6%.
- the frame 5 or 6 can preferably be made using a steel sheet about 2 mm thick provided with anchoring means; it may, in particular, include perforations with a diameter of 10 mm, themselves spaced 5 mm apart. It can also be a wire mesh.
- the reinforcement 5 or 6 can also be produced by means of a layer of fibers constituting a nonwoven and / or a tubular layer of mineral and / or organic grains joined together by an organic or mineral binder.
- the reinforcement considered can also be made by means of a fabric of fibers, for example mineral fibers. In all cases, the reinforcement must be mechanically resistant with respect to the material of the coating of the tube within which it is incorporated.
- the thickness of the armature is advantageously between 0.3 and 15 mm depending on the thickness of the coating 3a or 4a of the pouring tube.
- the height of the reinforcements 5 and 6 is such that it reaches - or preferably exceeds - the upper level of the cast metal coming into contact with the outside of the tube.
- the removable interior nozzle 19 of the pouring tube 3 is also produced in accordance with the present invention and comprises (FIG. 3) an internal reinforcement frame 31 similar to the frames 5 and 6 and which extends over the entire height of this nozzle.
- the nozzle 19 is thus composed of a solid and / or perforated metal envelope 20 lined internally with sinterable refractory insulating material 19a similar to the coatings 3a and 4a and in which the frame 31 is embedded.
- the distributor 13 is shown with liquid metal 14 filling it up to level NN1.
- the continuous casting ingot mold 15 is shown with its metal ingot 16 being solidified.
- the mode of action of the means provided for the invention is the following (see FIG. 2).
- the tubular region 26 of the coating 3a located behind the thin outer metallic envelope 1 can only sinter when the corresponding part of this metallic envelope 1 has approximately melted.
- the inner face 24 of the pouring tube which is substantially in contact with the metal jet, gradually sintered during the sequential casting (s) until the sintering reaches the sintered part 26.
- This progressive sintering of the mass of the coating 3a is only possible thanks to the internal frame 5 which, while strengthening the plunging part of the tube, allows it to undergo this transformation without risk of rupture.
- Figure 1 shows the pouring tubes 3 and 4 just before the lower part of their metal casing 1 and 2 has melted.
- the sintering process does not generally reach a sufficient degree of progress at this time so that the plunging end of the tube, assumed to be homogeneous, can withstand the effect of internal pressure and turbulence of liquid steel, which occur at this location.
- the reinforcing reinforcements such as 5, 6 or 31, embedded in the sinterable material, provide the necessary relay to allow the completion without breaking of the sintering process.
- the cutting of the plunging end of the tube which normally occurred along the line lb is then eliminated, which avoids any contact of the metal with the ambient air.
- the reinforcement provided by the invention while remaining coaxial with the pouring tube, must be adapted to the shape of the latter.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Furnace Charging Or Discharging (AREA)
- Ceramic Products (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Continuous Casting (AREA)
Abstract
Description
La présente invention concerne des tubes de coulée pour la conduite du métal liquide dans une opération de transvasement de celui-ci.The present invention relates to pouring tubes for the conduct of liquid metal in a transfer operation thereof.
Tous les tubes de coulée en matière isolante, notamment ceux décrits dans les brevets français N° 75 36832 et 78 24555, présentent à l'expérience certains inconvénients et limitations auxquels la présente invention se propose de remédier.All pouring tubes made of insulating material, in particular those described in French patents No. 75 36832 and 78 24555, have experienced certain drawbacks and limitations which the present invention proposes to remedy.
En particulier, on a constaté que les réalisations décrites Fig. 5, 6 et 7 du brevet français N° 75 36832 présentent, en début de coulée, un manque d'étanchéité à l'air du tube. En effet, lors du passage de l'acier dans le tube, l'intérieur de celui-ci est soumis à une succession de pressions et dépressions. Lorsque l'intérieur du tube est en dépression, ces réalisations antérieures laissent passer de l'air vers l'acier, à travers les pores de la matière isolante et les trous de l'armature perforée, ce qui peut nuire à la pureté de l'acier en début de coulée.In particular, it has been observed that the embodiments described in FIG. 5, 6 and 7 of French patent No. 75 36832 show, at the start of casting, a lack of air tightness of the tube. Indeed, during the passage of steel through the tube, the interior thereof is subjected to a succession of pressures and depressions. When the inside of the tube is under vacuum, these previous embodiments allow air to pass through to the steel, through the pores of the insulating material and the holes in the perforated reinforcement, which can adversely affect the purity of the material. steel at the start of casting.
Les réalisations décrites aux Fig. 1, 3 et 4 par exemple du brevet N° 75 36832 ne présentent pas cette particularité à cause de l'enveloppe métallique externe continue du tube de coulée, par contre lorsque l'extrémité de ce tube plonge dans l'acier liquide, la tôle extérieure qui vient en contact avec celui-ci est portée à une température telle qu'elle fond ou bien perd toute résistance mécanique. Lors du passage de l'acier dans le tube, la surpression existant dans ce tube provoque souvent une rupture de toute la portion immergée de celui-ci dont la matière isolante n'est pas suffisamment résistante. Les débris ainsi produits peuvent créer des scories dans l'acier; de plus, le jet d'acier peut ainsi être mis au contact de l'air.The embodiments described in Figs. 1, 3 and 4 for example of patent N ° 75 36832 do not have this characteristic because of the continuous external metallic envelope of the pouring tube, on the other hand when the end of this tube plunges into the liquid steel, the sheet outside which comes into contact with it is brought to a temperature such that it melts or loses all mechanical strength. During the passage of the steel in the tube, the overpressure existing in this tube often causes a rupture of the entire submerged portion thereof whose insulating material is not sufficiently resistant. The debris thus produced can create slag in the steel; moreover, the steel jet can thus be brought into contact with air.
Pour remédier à cette situation, il a d'ailleurs été proposé de monter un manchon à l'extérieur de l'extrémité immergeable du tube de coulée (Fig. 1 du brevet français N° 78 24555),ce manchon de renforcement étant directement asujetti sur la tôle extérieure du tube. Ceci vise à empêcher l'acier liquide de détruire l'enveloppe métallique extérieure de la partie immergeable du tube. Si cette protection s'avère souvent efficace, elle présente, néanmoins, l'inconvénient d'augmenter le diamètre extérieur de l'extrémité du tube, le poids, le prix, et de constituer une contrainte pour l'utilisateur du tube lorsque, pour certaines raisons, le manchon doit être mis en place sur les lieux d'utilisation du tube.To remedy this situation, it has moreover been proposed to mount a sleeve outside the submersible end of the pouring tube (Fig. 1 of French patent N ° 78 24555), this reinforcement sleeve being directly subject on the outer sheet of the tube. This is to prevent the liquid steel from destroying the outer metal shell of the submersible part of the tube. If this protection often proves effective, it has, however, the disadvantage of increasing the outside diameter of the end of the tube, the weight, the price, and of constituting a constraint for the user of the tube when, for certain reasons, the sleeve must be put in place at the places of use of the tube.
Pour remédier à cet inconvénient, l'homme de l'art est amené, en toute logique, à augmenter la résistance de la matière isolante par un accroissement d'épaisseur. Cela a évidemment pour inconvénient d'augmenter le poids et le prix du tube et d'en diminuer la maniabilité. La logique voudrait également que l'on augmente l'épaisseur de la tôle ou sa résistance à la fusion, mais on se heurterait aux mêmes désavantages.To remedy this drawback, those skilled in the art are led, logically, to increase the resistance of the insulating material by increasing its thickness. This obviously has the drawback of increasing the weight and the price of the tube and of decreasing its handling. The logic would also like that one increases the thickness of the sheet or its resistance to fusion, but one would run up against the same disadvantages.
La présente invention vise à supprimer les inconvénients énumérés ci-dessus.The present invention aims to eliminate the drawbacks listed above.
Suivant l'invention, le tube de coulée composé d'une enveloppe métallique extérieure mince et d'un revêtement intérieur en matière isolante frittable aux températures, en jeu, son extrémité supérieure étant fixée de manière sensiblement étanche à l'orifice de sortie d'un récipient de métal liquide, l'extrémité inférieure du tube de coulée plongeant dans le métal liquide d'un second récipient situé en aval du premier, est caractérisé en ce qu'il comprend, en combinaison avec l'enveloppe métallique extérieure, une armature de renforcement tubulaire noyée au sein de la matière du revêtement, cette armature s'étendant en hauteur sur la partie du tube en contact avec le métal liquide.According to the invention, the pouring tube composed of a thin external metallic envelope and an internal coating of insulating material sinterable at temperatures, in play, its upper end being fixed in a substantially sealed manner to the outlet orifice of a container of liquid metal, the lower end of the pouring tube immersed in the liquid metal of a second container located downstream from the first, is characterized in that it comprises, in combination with the external metal envelope, a frame reinforcement tubular embedded in the coating material, this frame extending in height over the part of the tube in contact with the liquid metal.
L'expérience montre ce résultat inattendu que cette armature est capable d'empêcher la partie immergée du tube de se rompre au contact du métal liquide ambiant, lorsque l'enveloppe externe a disparu ou perdu sa résistance.Experience shows this unexpected result that this reinforcement is capable of preventing the submerged part of the tube from breaking in contact with the ambient liquid metal, when the external envelope has disappeared or lost its resistance.
De préférence, l'armature de renforcement est constituée par un manchon métallique associé à des moyens d'ancrage,tel qu'une tôle perforée ou un grillage.Preferably, the reinforcing reinforcement consists of a metal sleeve associated with anchoring means, such as a perforated sheet or a mesh.
L'armature de renforcement peut être aussi constituée d'une couche d'un matériau mécaniquement résistant et distinct de la matière du revêtement, tel que des fibres tissées - ou non, ou une couche tubulaire de grains minéraux et/ou organiques solidarisés par un liant, organique - ou non.The reinforcing reinforcement may also consist of a layer of a mechanically resistant material which is distinct from the covering material, such as woven fibers - or not, or a tubular layer of mineral and / or organic grains joined together by a binder, organic - or not.
De son côté, le revêtement intérieur du tube peut être une matière frittable acide ou basique.For its part, the inner lining of the tube can be an acidic or basic sinterable material.
Le tube de coulée ainsi agencé peut recevoir diverses applications. Ainsi, il peut être monté sous l'orifice de sortie d'un récipient pour métal fondu tel qu'une poche de coulée ou un récipient de transvasement et faire partie notamment d'un système à tiroir déplaçable transversalement par rapport à l'axe du tube.The pouring tube thus arranged can receive various applications. Thus, it can be mounted under the outlet orifice of a container for molten metal such as a ladle or a transfer container and be part in particular of a drawer system which can be moved transversely relative to the axis of the tube.
Le tube peut aussi constituer une busette amovible engagée à la partie supérieure d'un tube de coulée proprement dit et reliant celui-ci, de manière étanche, à l'orifice du récipient de coulée situé en amont.The tube can also constitute a removable nozzle engaged at the top of a pouring tube proper and connecting the latter, in leaktight manner, to the orifice of the casting container located upstream.
D'autres caractéristiques de l'invention résulteront encore de la description ci-après. ,Other characteristics of the invention will also result from the description below. ,
Aux dessins annexés, donnés à titre d'exemples non limitatifs:
- La figure 1 est une vue en coupe axiale d'un système de coulée comportant trois tubes de coulée ou busettes conformes à l'invention.
- La figure 2 est une vue à plus grande échelle de la partie comprise entre les lignes X-Xl et X2-X3 d'un élément de la figure 1.
- La figure 3 est une vue en coupe axiale à plus grande échelle d'un élément de la figure 1.
- Figure 1 is an axial sectional view of a casting system comprising three pouring tubes or nozzles according to the invention.
- FIG. 2 is a view on a larger scale of the part comprised between lines XX 1 and X 2 -X 3 of an element in FIG. 1.
- FIG. 3 is a view in axial section on a larger scale of an element of FIG. 1.
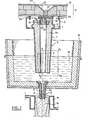
Sur la figure 1 qui représente un système complet de coulée continue, on voit en 10 la base de la poche de coulée, tapissée de son revêtement réfractaire 12, en 22 le réfractaire isolant frittable et en 23 la brique de siège de la busette fixe 21.In FIG. 1 which represents a complete continuous casting system, we see at 10 the base of the ladle, lined with its
L'orifice de la busette 21 peut être occulté par un obturateur à coulisse dont on voit en 30 la plaque mobile et en 35 la plaque fixe, toutes deux percées d'un orifice pour le passage du métal. L'obturateur est en position fermée sur la figure 1.The orifice of the
Sous cet obturateur est placé le tube de coulée 3, qui peut coulisser transversalement à son axe en même temps que la plaque 30 et une busette amovible de raccordement 19 montée de manière étanche grâce à un joint de ciment réfractaire entre la plaque 30 qui permet son montage et la partie haute du tube 3 où elle est engagée. La busette 19 prend appui, dans l'exemple représenté, sur une frette intérieure 17, métallique et/ou réfractaire ménagée au sommet du tube de coulée 3.Under this shutter is placed the
L'ensemble de ces pièces mobiles est guidé en coulissement transversal relativement à l'axe du tube 3 par un support 8 mobile en translation (voir les flèches), lui-même guidé par des oreilles fixes 8a. L'ensemble de ces pièces constitue un système à tiroir.All of these moving parts are guided in transverse sliding relative to the axis of the
Le tube 3 est situé entre la poche 10 et le répartiteur de coulée 13, communément appelé "tundish". Celui-ci porte, à son tour, un tube de coulée 4 - ou busette - qui peut également appartenir à un système à tiroir et qui est situé entre le répartiteur 13 et la lingotière de coulée continue 15.The
Dans l'exemple considéré, l'invention est appliquée à la fois aux tubes de coulée 3 et 4 et à la busette de raccordement 19.In the example considered, the invention is applied both to the
Les tubes 3 et 4 sont ainsi constitués respectivement par une enveloppe métallique extérieure mince 1 et 2 dont l'épaisseur est de l'ordre du millimètre. Dans le cas du tube de coulée 3, l'enveloppe métallique mince 1 comporte un bossage annulaire 7 qui vient prendre appui sur le support coulissant 8.The
Les enveloppes métalliques 1 et 2 sont tapissées à l'intérieur d'un revêtement en une matière isolante frittable 3a et 4a, acide ou basique, dont la densité peut varier de 0,7 à 2.The
Une formule acide peut contenir:

la perte au feu du matériau étant avantageusement inférieure à 6%.the loss on ignition of the material being advantageously less than 6%.
Une formule basique pouvant convenir pour le revêtement 3 est la suivante:

la perte au feu étant avantageusement inférieur à 6%.the loss on ignition being advantageously less than 6%.
Conformément à l'invention, il est incorporé, au sein des revêtements 3a et 4a des tubes 3 et 4, une armature de renfort 5 et 6 respectivement qui est combinée dans son action avec l'enveloppe métallique extérieure 1 ou 2 du tube considéré.According to the invention, there is incorporated, within the
L'armature 5 ou 6 peut être confectionnée de préférence à l'aide d'une tôle d'acier d'environ 2 mm d'épaisseur munie de moyens d'ancrage; elle peut, en particulier, comporter des perforations d'un diamètre de 10 mm, elles-mêmes espacées de 5 mm. Elle peut aussi être un grillage métallique.The
L'armature 5 ou 6 peut également être réalisée au moyen d'une couche de fibres constituant un non-tissé et/ou d'une couche tubulaire de grains minéraux et/ou organiques solidarisés par un liant organique ou minéral. L'armature considérée peut aussi être faite au moyen d'un tissu de fibres par exemple minérales. Dans tous les cas, l'armature doit être mécaniquement résistante par rapport à la matière du revêtement du tube au sein de laquelle elle est incorporée.The
L'épaisseur de l'armature est avantageusement comprise entre 0,3 et 15 mm en fonction de l'épaisseur du revêtement 3a ou 4a du tube de coulée.The thickness of the armature is advantageously between 0.3 and 15 mm depending on the thickness of the
Pour les deux tubes 3 et 4, la hauteur des armatures 5 et 6 est telle qu'elle atteigne - ou de préférence dépasse - le niveau supérieur du métal coulé venant en contact avec l'extérieur du tube.For the two
Suivant la réalisation avantageuse décrite, la busette amovible intérieure 19 du tube de coulée 3 est également réalisée conformément à la présente invention et comporte (figure 3) une armature intérieure de renforcement 31 analogue aux armatures 5 et 6 et qui s'étend sur toute la hauteur de cette busette. La busette 19 est ainsi composée d'une enveloppe métallique pleine et/ou perforée 20 tapissée intérieurement de matière isolante réfractaire frittable 19a analogue aux revêtements 3a et 4a et dans laquelle est noyée l'armature 31.According to the advantageous embodiment described, the removable
Sur la figure 1, le répartiteur 13 est représenté avec du métal liquide 14 le remplissant jusqu'au niveau NN1. La lingotière de coulée continue 15 est représentée avec son lingot métallique 16 en voie de solidification.In FIG. 1, the distributor 13 is shown with
Le mode d'action des moyens prévus pour l'invention, comme montré par l'expérience, est le suivant (voir figure 2).The mode of action of the means provided for the invention, as shown by experience, is the following (see FIG. 2).
On se référera au cas du tube 3, celui de la busette 4 étant identique et les conditions de fonctionnement étant assez voisines pour la busette 19.Reference will be made to the case of the
Dans la partie du tube 3 plongeant dans le bain d'acier, la région tubulaire 26 du revêtement 3a située derrière l'enveloppe métallique extérieure mince 1 ne peut fritter que lorsque la partie correspondante de cette enveloppe métallique 1 a fondu approximativement .suivant le tracé lb situé au voisinage du niveau N-Nl.In the part of the
La face 25 correspondant à la tranche inférieure du tube fritte librement car elle plonge sans entrave dans le bain d'acier liquide 14.The
La face intérieure 24 du tube de coulée, qui est sensiblement au contact du jet de métal, fritte progressivement au cours de la ou des coulées séquentielles jusqu'à ce que le frittage rejoigne la partie frittée 26. Ce frittage progressif de la masse du revêtement 3a n'est possible que grâce à l'armature intérieure 5 qui, tout en renforçant la partie plongeante du tube, lui permet de subir cette transformation sans risque de rupture.The
La figure 1 représente les tubes de coulée 3 et 4 juste avant que la partie inférieure de leur enveloppe métallique 1 et 2 n'ait fondu.Figure 1 shows the pouring
Lorsque la partie de l'enveloppe métallique a fondu suivant la ligne lb, le processus de frittage n'atteint pas en général à ce moment un degré d'avancement suffisant pour que l'extrémité plongeante du tube, supposée homogène, puisse résister à l'effet de pression intérieure et aux turbulences de l'acier liquide, qui se produisent à cet endroit.When the part of the metal casing has melted along line 1b, the sintering process does not generally reach a sufficient degree of progress at this time so that the plunging end of the tube, assumed to be homogeneous, can withstand the effect of internal pressure and turbulence of liquid steel, which occur at this location.
Précisément, pendant ce laps de temps, les armatures de renfort, telles que 5, 6 ou 31, noyées au sein de la matière frittable, assurent le relais nécessaire pour permettre l'achèvement sans rupture du processus de frittage. Le sectionnement de l'extrémité plongeante du tube qui se produisait normalement suivant la ligne lb est alors supprimé, ce qui évite tout contact du métal avec l'air ambiant.Precisely, during this period of time, the reinforcing reinforcements, such as 5, 6 or 31, embedded in the sinterable material, provide the necessary relay to allow the completion without breaking of the sintering process. The cutting of the plunging end of the tube which normally occurred along the line lb is then eliminated, which avoids any contact of the metal with the ambient air.
Bien entendu, l'armature de renforcement prévue par l'invention, tout en restant coaxiale au tube de coulée, doit être adaptée à la forme de celui-ci.Of course, the reinforcement provided by the invention, while remaining coaxial with the pouring tube, must be adapted to the shape of the latter.
Claims (5)


Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83401659T ATE22826T1 (en) | 1982-08-23 | 1983-08-12 | PIPES FOR CASTING OF MOLTEN METAL. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH4992/82 | 1982-08-23 | ||
| CH4992/82A CH650176A5 (en) | 1982-08-23 | 1982-08-23 | DEVICE FOR THE CASTING OF MOLTEN METAL. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0102292A2 true EP0102292A2 (en) | 1984-03-07 |
| EP0102292A3 EP0102292A3 (en) | 1984-07-11 |
| EP0102292B1 EP0102292B1 (en) | 1986-10-15 |
Family
ID=4286064
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83401659A Expired EP0102292B1 (en) | 1982-08-23 | 1983-08-12 | Tubes for pouring molten metal |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4792070A (en) |
| EP (1) | EP0102292B1 (en) |
| AT (1) | ATE22826T1 (en) |
| AU (1) | AU569254B2 (en) |
| CH (1) | CH650176A5 (en) |
| DE (2) | DE3366855D1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0178053A1 (en) * | 1984-09-06 | 1986-04-16 | Foseco Trading A.G. | Pouring tubes |
| EP0296981A2 (en) * | 1987-06-26 | 1988-12-28 | Vesuvius Crucible Company | Insulating coating for refractories, coating process, and associated articles |
| EP0636441A1 (en) * | 1993-07-26 | 1995-02-01 | Magneco/Metrel, Inc. | Tundish nozzle assembly block |
| US5645120A (en) * | 1992-09-02 | 1997-07-08 | Krosaki Corporation | Joint structure for casting nozzle |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4951852A (en) * | 1988-06-23 | 1990-08-28 | Gilbert Rancoulle | Insulative coating for refractory bodies |
| JPH06134557A (en) * | 1992-10-23 | 1994-05-17 | Tokyo Yogyo Co Ltd | Sliding nozzle for molten metal incorporating vessel |
| GB9222453D0 (en) * | 1992-10-26 | 1992-12-09 | Shaw Richard D | Improved device for use in continuous casting |
| DE102004057381A1 (en) * | 2004-11-26 | 2006-06-01 | Heraeus Electro-Nite International N.V. | Method for controlling the flow and bottom outlet for a metallurgical vessel |
| AU2007249057B2 (en) * | 2004-11-26 | 2010-08-12 | Rhi Ag | Regulation method for throughflow and bottom nozzle of a metallurgical vessel |
| JP5116852B2 (en) * | 2010-03-30 | 2013-01-09 | 明智セラミックス株式会社 | Casting nozzle |
| AU2017308852A1 (en) | 2016-08-09 | 2019-02-07 | Ak Steel Properties, Inc. | Tundish funnel |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1997988A (en) * | 1932-08-27 | 1935-04-16 | Ajax Electrothermic Corp | Furnace lining protection |
| GB583050A (en) * | 1944-05-02 | 1946-12-05 | Brassert & Co | Improvements relating to bessemer converters |
| US2711954A (en) * | 1950-02-23 | 1955-06-28 | Illinois Clay Products Co | Method of reducing sulphur in molten iron and steel |
| US3192582A (en) * | 1962-10-03 | 1965-07-06 | Harbison Walker Refractories | Bottom pour ladle nozzle and stopper rod construction |
| US3229970A (en) * | 1964-03-02 | 1966-01-18 | Harbison Walker Refractories | Metallurgical furnace lining |
| US3934640A (en) * | 1969-09-16 | 1976-01-27 | Concast Ag | Submerged nozzle for continuous casting |
| DE2423358A1 (en) * | 1974-05-14 | 1975-11-20 | Masamitsu Miki | Lining casting ladles esp for cast iron - with compsn contg refractory exothermic metal or alloy, oxidising agent and binder |
| LU72865A1 (en) * | 1975-06-30 | 1977-03-07 | ||
| FR2333599A1 (en) * | 1975-12-02 | 1977-07-01 | Daussan Henri | Casting pipe used between tundish and mould - where pipe has refractory lining which glazes when heated |
| DE2646707C3 (en) * | 1976-10-13 | 1984-01-26 | Mannesmann AG, 4000 Düsseldorf | Immersion nozzle made of refractory material for the continuous casting of steel |
| JPS591229B2 (en) * | 1978-04-26 | 1984-01-11 | 明知耐火煉瓦株式会社 | Immersion nozzle for continuous casting of molten steel |
| FR2433995A1 (en) * | 1978-08-24 | 1980-03-21 | Daussan & Co | METHOD AND DEVICE FOR CLOSING THE CASTING ORIFICE OF A METALLURGICAL CONTAINER |
| US4257473A (en) * | 1978-10-02 | 1981-03-24 | Inland Steel Company | Continuous casting shroud apparatus and method |
| DE2919880C2 (en) * | 1979-05-17 | 1983-10-13 | Didier-Werke Ag, 6200 Wiesbaden | Refractory pouring pipe between pouring ladle and intermediate containers of continuous casting plants |
| FR2451789A1 (en) * | 1979-03-22 | 1980-10-17 | Daussan & Co | THERMALLY INSULATING COATING FOR METALLURGICAL CONTAINERS AND METHOD THEREOF |
| BE881486A (en) * | 1980-01-31 | 1980-07-31 | Hainaut Sambst | IMPROVEMENT IN LIQUID STEEL CASTING DEVICES |
| JPS5727967A (en) * | 1980-07-18 | 1982-02-15 | Nippon Steel Corp | Dipping nozzle for continuous casting |
| JPS5738380A (en) * | 1980-08-20 | 1982-03-03 | Kamogawa Kogyo Kk | Tundish lining material for continuous casting |
| FR2493316A1 (en) * | 1980-11-06 | 1982-05-07 | Science Union & Cie | NEW PROCESS FOR THE PREPARATION OF (TRIALCOXY BENZYL) -1 PIPERAZINES AND IN PARTICULAR (TRIMETHOXY-2 ', 3', 4 'BENZYL) -1 PIPERAZINE |
| US4423833A (en) * | 1981-01-16 | 1984-01-03 | Didier-Werke A.G. | Refractory immersion spout |
| FR2506641A1 (en) * | 1981-05-27 | 1982-12-03 | Daussan & Co | CASTING TUBE AND MANUFACTURING METHOD THEREOF |
| US4568007A (en) * | 1984-01-23 | 1986-02-04 | Vesuvius Crucible Company | Refractory shroud for continuous casting |
| JP2002001566A (en) * | 2000-06-16 | 2002-01-08 | Matsushita Electric Ind Co Ltd | Device and method for laser beam machining |
-
1982
- 1982-08-23 CH CH4992/82A patent/CH650176A5/en not_active IP Right Cessation
-
1983
- 1983-08-12 DE DE8383401659T patent/DE3366855D1/en not_active Expired
- 1983-08-12 DE DE198383401659T patent/DE102292T1/en active Pending
- 1983-08-12 EP EP83401659A patent/EP0102292B1/en not_active Expired
- 1983-08-12 AT AT83401659T patent/ATE22826T1/en not_active IP Right Cessation
- 1983-08-18 AU AU18111/83A patent/AU569254B2/en not_active Ceased
-
1987
- 1987-08-14 US US07/085,184 patent/US4792070A/en not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0178053A1 (en) * | 1984-09-06 | 1986-04-16 | Foseco Trading A.G. | Pouring tubes |
| EP0296981A2 (en) * | 1987-06-26 | 1988-12-28 | Vesuvius Crucible Company | Insulating coating for refractories, coating process, and associated articles |
| FR2617157A1 (en) * | 1987-06-26 | 1988-12-30 | Vesuvius Crucible Co | INSULATING COATING FOR REFRACTORY BODIES, COATING METHOD AND ARTICLE THEREOF |
| EP0296981A3 (en) * | 1987-06-26 | 1990-05-02 | Vesuvius Crucible Company | Insulating coating for refractories, coating process, and associated articles |
| US5645120A (en) * | 1992-09-02 | 1997-07-08 | Krosaki Corporation | Joint structure for casting nozzle |
| EP0636441A1 (en) * | 1993-07-26 | 1995-02-01 | Magneco/Metrel, Inc. | Tundish nozzle assembly block |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0102292A3 (en) | 1984-07-11 |
| ATE22826T1 (en) | 1986-11-15 |
| DE3366855D1 (en) | 1986-11-20 |
| US4792070A (en) | 1988-12-20 |
| DE102292T1 (en) | 1984-07-19 |
| CH650176A5 (en) | 1985-07-15 |
| AU569254B2 (en) | 1988-01-28 |
| AU1811183A (en) | 1984-03-01 |
| EP0102292B1 (en) | 1986-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0102292B1 (en) | Tubes for pouring molten metal | |
| EP0048641B2 (en) | Means for protecting molten metal in a sliding gate | |
| FR2582553A1 (en) | DEVICE AND METHOD FOR CASTING METAL | |
| EP0269180A2 (en) | Device for casting pasty metals | |
| FR2516415A1 (en) | DEVICE FOR REMOVING THE INCLUSIONS CONTAINED IN LIQUID METALS | |
| EP0305426B1 (en) | Installation for pouring liquid metal, and process for its implementation | |
| EP0065514B1 (en) | Thermally insulating casting tube for metallurgic container | |
| EP0508246A1 (en) | Stopper rod having an erosion-resistant sleeve | |
| EP0589762B1 (en) | Casting tube for metal and process for manufacturing such a tube | |
| EP0270418B1 (en) | Float for retaining slags, and method for its use and manufacture | |
| EP0703027A1 (en) | Vessel for casting a molten metal and prefabricated sleeve for fixing the casting tube in such a vessel | |
| EP0907439B1 (en) | Continuous casting ingot mould for the vertical casting of metals | |
| EP1007247B1 (en) | Method and device for continuous metal charge casting | |
| FR2936174A1 (en) | Stopper head useful to control the flow of molten metal in a container during casting and to inject a gas in the molten metal, comprises a tubular core through which the gas passes away, a refractory layer, and a fibrous layer | |
| EP0836539B1 (en) | Internal nozzle/plate assembly comprising a weakened portion | |
| FR2659880A1 (en) | Linking device between a metallurgical vessel containing a liquid metal and an ingot mould | |
| FR2635283A1 (en) | PROTECTIVE TUBE SEAL FOR MELTING METAL CASTING | |
| FR2541915A2 (en) | Device for supplying metal into continuous-casting ingot moulds | |
| EP0387229A1 (en) | Impact pad for a casting ladle | |
| EP1348505A1 (en) | Thermal shock resistant moulded pouring part and process for its manufacture | |
| BE1015358A3 (en) | Continuous pouring procedure for molten metal uses feeder of refractory material and double meniscus | |
| WO1995020449A1 (en) | Method and device for casting molten metal in a mould | |
| BE1001405A6 (en) | Continuous casting device for metal | |
| FR2553317A1 (en) | JOINT FOR HORIZONTALLY CONTINUOUS CASTING INSTALLATION OF METALS IN PARTICULAR STEEL AND CASTING INSTALLATION EQUIPPED WITH THE SAME | |
| WO2004032152A1 (en) | Container for radioactive materials and method for closing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19830816 |
|
| AK | Designated contracting states |
Designated state(s): AT DE FR IT |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| TCAT | At: translation of patent claims filed | ||
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT DE FR IT |
|
| DET | De: translation of patent claims | ||
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR IT |
|
| REF | Corresponds to: |
Ref document number: 22826 Country of ref document: AT Date of ref document: 19861115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3366855 Country of ref document: DE Date of ref document: 19861120 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DIDIER-WERKE AG Effective date: 19870709 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19890818 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19990806 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000812 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030227 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030228 Year of fee payment: 20 |