EP0087412B1 - Verfahren und vorrichtung zum mischen von pulpe mit gasen - Google Patents
Verfahren und vorrichtung zum mischen von pulpe mit gasen Download PDFInfo
- Publication number
- EP0087412B1 EP0087412B1 EP81902540A EP81902540A EP0087412B1 EP 0087412 B1 EP0087412 B1 EP 0087412B1 EP 81902540 A EP81902540 A EP 81902540A EP 81902540 A EP81902540 A EP 81902540A EP 0087412 B1 EP0087412 B1 EP 0087412B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pulp
- oxygen
- slurry
- mixing
- mixer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images













Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/10—Bleaching ; Apparatus therefor
Definitions
- the present invention relates to a process and an apparatus for mixing a wood pulp with a chemical according to the preamble of claims 1 and 18, respectively.
- Such a process and apparatus is known from EP-A-030158.
- Pulping is the changing of wood chips or other wood particulate matter to a fibres form. Chemical pulping requires cooking of the chips in solution with a chemical and includes partial removal of the colouring matter such as lignin associated with the wood.
- Bleaching is the treatment of cellulosic fibres to remove or alter the coloring matter associated with the fibres to allow the fibre to reflect white light more truly.
- Consistency is the amount of pulp fibre in a slurry, expressed as a percentage of the total weight of the oven dry fibre and the solvent, usually water. It is sometimes called pulp concentration.
- the consistency of the pulp will depend upon the type of dewatering equipment used. The following definitions are based on those found in Rydholm Pulping Processes, Interscience Publishers 1965, pages 862-863 and TAPPI Monograph No. 27, The Bleaching of Pulp, Rapson editor, The Technical Association of Pulp and Paper Industry, 1963, pages 186-187.
- Low consistency is from 0-6%, usually between 3 and 5%. It is a suspension that is pumpable in an ordinary centrifugal pump and is obtainable using deckers and filters without press rolls.
- Medium consistency is between 6 and 20%. Fifteen percent is a dividing point within the medium-consistency range. Below 15% the consistency can be obtained by filters. This is the consistency of the pulp mat leaving the vacuum drum filters in the brownstock washing system and the bleaching system. The consistency of a slurry from a washer, either a brownstock washer or a bleaching stage washer, is 9-13%. Above 15%, press rolls are needed for dewatering. Rydholm states that the usual range for medium consistency is 10-18%, while Rapson states it is 9-15%. The slurry is pumpable by special machinery even though it is still a coherent liquid phase at higher temperatures and under some compression.
- Pulp quantity is expressed in several ways.
- Oven dry pulp is considered to be moisture free or bone dry. Its value is determined by drying the pulp in an oven at a temperature of 100 to 105°C until it reaches constant weight. It usually is considered to have reached constant weight after 24 hours in the oven.
- Air dry pulp is assumed to have a ten percent moisture content.
- One air-dry ton of pulp is equal to 0.9 oven-dry tons of pulp.
- screw conveyors with specially designed flights are used to simply stir and tumble medium consistency pulp in a pressurised oxygen atmosphere for a given length of time. While some delignification is achieved, approximately 30% to 32%, a good percentage of the fibres are never exposed to oxygen because this type of mixing cannot break up the small clumps of pulp. Some fibres are less delignified than others resulting in none uniformity.
- Pulp usually leaves the washer or subsequent steam mixer at consistencies of 7 to 15%. It has the same consistency as other places within the pulp mill.
- the invention proceeded to attempt mixing with equipment that is more suited to a normal pulpable environment, can easily be inserted into the pulp mill without major modifications of the equipment in the mill and requires less power to operate.
- the amount of swept area that is the area swept by rotating members while the pulp slurry is passing through the mixers, is important. This area is defined by the formula:
- the swept area should be in the range of 10,000 to 1,000,000 square meters per metric ton of oven dry pulp. They determined that within this range there was a range of 25,000 to 150,000 square meters per metric ton of oven dry pulp which had certain characteristics that were better: less power was required orthe kinetics of the reaction were substantially better.
- the optimum swept area is around 65,400 square meters per metric ton of oven dry pulp.
- the oxygen should be placed within the pulp slurry in the mixing zone.
- the oxygen should preferably be supplied incrementally to the pulp as it passes through the mixer. This is done by multiple additions of the chemical through the stators which extend into the pulp slurry and reduce the rotation of the pulp slurry as it passes through the mixing zone.
- the rotating. members which provide the swept area within the slurry have leading and trailing edges with radii of curvature of 0.5 to 15 mm. Although the radii of curvature of the leading and trailing edge usually are the same, they need not be.
- the rotating member preferably should have a cross-section having a shape that is elliptically generated, preferably elliptical, with its major axis in the direction of rotation. It should also be tapered.
- the trailing edge of the rotating member may have a groove within it, and the groove may be treated with a hydrophobic coating.
- the central shaft in the mixer should have a diameter of about one-half of the total interior diameter of the mixer to provide an annular space through which the pulp slurry would pass while being treated. There is a better reaction when the shaft has a diameter that is at least one-half of the inner diameter of the mixer than when a shaft which has a smaller diameter.
- the mixer should have a mixing zone with a swept area of 10,000 to 1,000,000 square meters per metric ton of oven dry pulp. A preferred range is 25,000 to 150,000 square meters and the optimum range is around 65,400 square meters.
- the rotating members in the mixer have leading and trailing edges, each with a radius of curvature of 0.5 to 15 mm, and an elliptically generated cross section. The oxygen is introduced into the mixing zone through the stators.
- the inventors decided to investigate both the need for costly expenditures and for length times in which to do oxygen bleaching. They decided to add oxygen to an existing system and determine the results. They found, contrary to prior art teaching, that the oxygen may be added to the pulp and processed at the consistency at which the pulp normally comes from the washer or subsequent steam mixer, that much of the treatment occurs in less than a minute in the mixer and that a long reaction time or large capital-intensive equipment is not required for oxygen treatment. What is required is relatively small mixing equipment which intensively mixes the pulp and the gas.
- the oxygen may be added into an extraction stage, between washers, between a washer and a subsequent storage tank or in the blow line of a continuous digester, after the pulp is washed in the digester.
- Alkali, steam and oxygen are added to the blow line and the oxygen treated with the pulp.
- the blow line may carry the pulp to either a storage tank, a diffusion washer or other processing. These are not a necessary part of the oxygen treatment.
- O-X-O and O-O-X-O in which X is chlorine, chlorine dioxide, a combination of chlorine and chlorine dioxide, a hypochlorite, a peroxide or ozone.
- the sequence may be followed by a D step, 0 being oxygen, D being chloric dioxide.
- the mixer was originally designed to overcome a problem in the oxygenation of pulp, it is also useful for gases which are noncondensable in said pulp such as ozone, air, chlorine, chlorine dioxide, sulfur dioxide, ammonia, nitrogen, carbon dioxide, hydrogen chloride, nitric oxide and nitrogen peroxide. These gases may also be described as unsaturated in that they will not condense into liquid but will be superheated even after contact with the pulp.
- the mixer may also be used to mix highly superheated steam with the pulp.
- Figures 1-4 show the invention applied in the blow line at the refiner.
- Figure 1 is a diagram of the process to add oxygen to the pulp slurry.
- the system shown in Figure 1 merely requires adding the oxygen, alkali and heat prior to a refiner in a standard continuous digester blow line refining system.
- the second refiner is preferable because there are more individual fibers in this stage. This is the system shown in Figure 1.
- the reference numerals 10' being incoming chips, 11' being process water, 12' being steam, 13' being pulping chemicals, and 14' being a continuous digester.
- the chips 10' may be treated prior to entering the digester 14' by presteaming or impregnation with digestion chemicals or any other type of treatment. Any type of pulping process may be used, and the pulping conditions for a particular process will depend upon the species of wood chip and the product desired. The pulping conditions and the amounts of chemical are well known.
- the digester 14' should be continuous because a major portion of the delignification products should be removed prior to the oxygen treatment. Otherwise too much of the oxygen will be used in reaction with the delignification products and not with the pulp fibers.
- the washing stage of the continuous digester provides this washing.
- Reference numerals 15' and 16' refer respectively to the wash water entering and the effluent leaving the washing stage of the continuous digester.
- Reference numerals 17', 20', and 21' are three sections of a blow line, 18' and 19' are two refiners, 22' is a storage tank or a diffusion washer and tank, and 23' and 24' are a pump and a line carrying pulp from the tank 22' to further processing.
- the purpose of the present invention is to treat the washed pulp with oxygen with as little change to the equipment as possible.
- Sodium hydroxide and steam are added to the pulp slurry in line 20' between refiners 18' and 19'.
- Sodium hydroxide which both adjusts the pH of the pulp and buffers the oxygen reaction, is added through line 25.
- Steam is added through line 26. The steam raises the temperature of the pulp to a temperature appropriate for the oxygen treatment.
- Oxygen is added to the pulp through line 27. In a two-refiner system, the addition of the chemicals and steam prior to the second refiner is preferable because there are more individual fibers in the second refining stage.
- Line 360' carries process water to lines 11' and 15'.
- Line 362' carries sodium hydroxide to line 25.
- Line 364' carries steam to lines 12' and 26.
- Line 366 carries oxygen to line 27.
- the alkali is used both as a digestion chemical and for the oxygen treatment, as in the soda process in which sodium hydroxide is used for both digestion and oxygen treatment, or the kraft process in which white liquor is used for both digestion and oxygen treatment.
- line 362' would also supply line 13'.
- the amount of oxygen used will depend upon the yield and K or Kappa number of the pulp to be treated, and the desired result of the treatment. Between 5 to 50 kilograms of oxygen per metric ton of oven-dry unbleached wood pulp is required for the oxygen treatment.
- high Kappa number pulp of the type usually used for linerboard the purpose of the oxygen treatment is to improve certain properties of the product.
- the blow line and brownstock Kappa number for this pulp is usually around 80 to 120. This allows the mill either to increase certain property values of the product at the same pulp yield or to maintain the property value while increasing the yield.
- high Kappa number pulp will either increase the ring crush of a liner prepared from the pulp or maintain the ring crush at the same value and increase the yield. Ring crush is determined by TAPPI Standard T818 OC-76.
- the pH for any oxygen treatment in any environment should be between 8 and 14. In this environment, the amount of alkali, expressed as sodium hydroxide, required to obtain this pH is between 0.25 to 8% of the oven-dry weight of the unbleached wood pulp.
- the temperature for any oxygen treatment in any environment is usually between around 65°C to around 121°C.
- the usual oxygen stage temperatures are around 82°C to around 99°C. However, the actual temperature in any oxygen stage will depend upon the ability to heat the pulp, so it may vary from around 65°C to around 121°C depending on the location of the oxygen stage in the system.
- the pulp from the digester may be at the temperature required for the oxygen reaction. If not, the pulp would be heated to either adjust it to or maintain it at the temperature required for the oxygen reaction during the mixing step.
- FIG 1 there are three sample points labelled A, B and C.
- A is in the blow line 17' after the continuous digester 14';
- B is in the blow line 21' after refiner 19'; and
- C is in the outlet from storage tank 22'. These are the three points at which samples were taken and tested in a mill trial of this system.
- the pulp left the continuous digester 14' at 71°C and 1380 kPa gage. Its pH was 10.5. The amount of unbleached pulp passing through the system from the digester throughout the test was 14.3 oven-dry metric tons per hour. The pulp passed through the refiner 19' in up to about 1.5 seconds, and remained in storage tank 22' about 50 minutes. The storage tank 22' was open to the atmosphere, and blow line 21' poured the slurry into the open tank.
- the system was first tested for a period of approximately 6 hours to determine the amount of residual lignin in the unbleached pulp at point A and point C to determine if there were any bleaching effects in a standard system.
- Samples were taken at points A and C at the time intervals indicated in Table I, and the Kappa number of each of the samples was determined.
- the accuracy of the measurements of these discrete samples was checked during the test by taking a number of samples, averaging the Kappa numbers of these samples and comparing this average to the Kappa number of the discrete sample. These, the A Avg and C Avg Kappa numbers in Table I, and the discrete sample Kappa numbers are within experimental accuracy.
- the oxygen flow varied from a low of 6.7 kilograms per oven-dry metric ton of unbleached pulp to a high of 40 kilograms per oven-dry metric ton of unbleached pulp.
- the average oxygen rate was 15 kilograms per oven-dry metric ton of unbleached pulp.
- Sodium hydroxide was added at a rate of 64 kilograms per oven-dry metric ton of unbleached pulp, and the steam was added at a rate of 612 kilograms per oven-dry metric ton of unbleached pulp.
- the pulp entered the second refiner 19' at a temperature of 70-97 0 C, a pressure of 621 kPa gage and a pH of 12.5.
- Pulp samples were again taken at points A and C at the time intervals indicated in Table II and the Kappa numbers of the pulp sample measured. This was to determine whether the oxygen bleached the pulp. These Kappa numbers are given in columns A 1 and C 1 in Table II. The Kappa number at point C was on the average, 7.5 points less than the Kappa number at point A during the oxygen treatment, showing that bleaching occurred.
- the second part of the tests was done during the A 2- C 2 tests. Samples were also taken at A and B and the Kappa numbers determined. The samples at B were taken at approximately the same time as the samples at A because the pulp is in the refiner 19' for up to about 1.5 to 2 seconds. The maximum time in the refiner would be 10 seconds. The results of these are in columns A 2 and B of Table II. From these tests it can be seen that the Kappa number drop across the refiner 19' was 7.5, substantially the entire Kappa number drop between point A and Point C. These tests indicate, within experimental accuracy, that the entire Kappa number drop, or delignification, occurs in the refiner between points A and B.
- the first Kappa number at B, 28.5 is the same as the corresponding number at C 2
- the second Kappa number B, 31.4 is almost the same as the corresponding number at C 2 , 31.5. Consequently, these tests have shown that bleaching occurs in the refiner 19' between the oxygen addition and point B.
- the brightness of samples taken at points A and C was also checked.
- the average brightness of A 2 pulp samples was 18.9 and of C 2 pulp samples was 22.3.
- the shives unbroken fiber bundles, were measured at points A and C.
- the average shive content was 2.2 percent of the oven-dry weight of the pulp at point A, and 0.67 percent of the oven-dry weight of the pulp at point C.
- the filtrate solids in the blow line material were 3.6 percent of the oven-dry weight of the pulp.
- the physical properties of the pulp were also tested. These properties were freeness, burst, tear, fold, breaking length and density.
- the results of these tests are given in Table III. Three sets of data are given. The first set is for an average of all the bleached pulps tested. The second set is for a specific sample of pulp. The third set is for a control and is an average of tests of unbleached pulps produced on the apparatus before and after the bleaching trial.
- the treated pulp had a Kappa number of about 65. It was compared to a kraft pulp having a 58 Kappa number. The tests were at 675 Canadian Standard Freeness. The oxygen treated pulp had a ring crush 15% greater than the kraft pulp and a burst 2% greater than the kraft pulp.
- the oxygen application may be from 12 to 50 kilograms per metric ton of oven-dry pulp.
- the alkali addition, expressed as sodium hydroxide, would normally be from 3.6 to 4.9% and the temperature would normally be from 82 to 95°C.
- a slight amount of protector might be used. This would not exceed 0.5% based on the weight of the oven-dry pulp.
- the final product would have a Kappa ranging from 65 to 69; a ring crush, compared to a kraft pulp, of from 3% less when yield is increased to 28% more if better properties are desired; and a burst, compared to kraft pulp, of the same number if yield is increased to 6% greater if better properties are desired.
- Figure 2 shows the oxygen mixer in a standard caustic extraction stage of a bleaching system. It shows that a simple change can turn a caustic extraction stage into an oxygen treatment stage.
- the pulp 195' enters washer 201'where it is washed, dewatered and treated with alkali, usually sodium hydroxide.
- alkali usually sodium hydroxide.
- the consistency of the pulp leaving the washer is usually in the range of 8 to 15%.
- the exiting pulp 203' then is mixed with the alkali and steam in steam mixer 206'. Pulp consistency is reduced about 1 % in the steam mixer. From the steam mixer the pulp goes to extraction tower 213' where it remains for the usual period of time. It is diluted and carried to washer 221', where it is washed and dewatered.
- washer 221' may be a diffusion washer, it is shown and described as a vacuum or pressure drum washer.
- wastier 221' the water is either fresh process water through line 310', counterflow filtrate through a line 343' or a combination of these, and in washer 201' the wash water is either fresh process water through line 290', or counterflow filtrate through line 323', or a combination of these.
- the filtrate from washer 201' is stored in seal tank 293' and is used as dilution water through lines 295', 297' and 301', as wash water through line 303', or sent to effluent treatment through line 294'. It is shown . being treated separately from effluent in line 350' because the effluent, if from a chlorine stage, would be treated separately from effluent from an oxygen stage.
- the filtrate from washer 221' is stored in seal tank 313' and used as dilution water through lines 315', 317' and 321', as wash water through line 323', or treated as effluent through line 314'. Since the oxygen effluent has little, if any, chlorine components, it may be combined with the effluent from the brownstock washers and the digester and be treated in the recovery furnace thus reducing the amount of material that must be sewered to an adjacent stream or body of water.
- the supply lines are 360'" for process water, 362'" for sodium hydroxide solution, and 3 . 64 ... for steam.
- the pulp leaves steam mixer 206' through line 209'A and enters oxygen mixer 211 and the oxygenated pulp leaves mixer 211 through line 209'B and enters the extraction tower 213'.
- the amount of oxygen supplied to the pulp would be 11 to 28 kilograms per metric ton of oven-dry pulp.
- a preferred range is 17 to 22 kilograms of oxygen per metric ton of oven-dry pulp.
- the temperature would normally be increased from 71-77°C for an extraction stage to 8288°C for an oxygen treatment stage, because the treatment is improved at higher temperatures.
- the temperature may be as high as 121°C.
- the amount of alkali, expressed as sodium hydroxide, is 0.5 to 7% of the weight of the oven-dry pulp. Channeling of the oxygen after mixing is of no particular consequence. If the extraction tower was a downflow tower, it remains a downflow tower.
- the physical location of mixer 211 is a matter of convenience, the simplicity of installation and maintenance being the sole criteria. If it can be placed in an existing line, it will be. If convenience requires that it be placed on the floor of the bleach plant, it will be placed on the floor of the beach plant and an external pipe can carry the pulp slurry to the top of the extraction tower 213'.
- the mixing produces an intimate contact between the gas and the slurry, and appears to divide the gas into mostly small bubbles. There may be some larger bubbles and gas pockets, however. The presence of some large bubbles and gas pockets up to the size of the pipe through which the pulp slurry was passing have been observed. These have not effected the quality of the pulp or the treatment of the pulp.
- a pressure valve is preferred.
- the valve may be combined with the upflow line.
- the valve may be placed in the line 209'B downstream of the mixer 211.
- the valve may be either right after the mixer or at the top of the line before the outlet.
- the maximum pressure in the mixer would normally not exceed 830 kPa gage, and the top of the pipe would normally not exceed 345 KPa gage.
- sampling was done at D, E and F.
- sampling was at the top of the tower 213' rather than directly after the mixer 211 because it was not possible to sample after the mixer. It required about 1 minute for the slurry to reach point E from the mixer. In these tests the mixer was on the bleach plant floor and an external line carried the slurry to the top of the tower.
- FIG 3 shows the oxygen mixer between two washers.
- the washers are brownstock washers.
- a steam mixer 86 a pump 76, a mixer 88, and lines 85, 87 and 89.
- Line 85 adds alkali onto the mat 73'A as it is leaving the washer 71'.
- the amount of alkali, expressed as sodium hydroxide, placed on the mat is between 0.1 and 6%, preferably between 2 and 4%, based on the oven-dry weight of the pulp.
- the treated mat 73'A is then carried to steam mixer 86 in which it is mixed with the alkali and with steam from line 87 to increase the temperature of the pulp to 65-88°C and possibly as high as 121°C.
- the pulp slurry 73'B is carried by a pump 76 to a mixer 88 in which it is mixed with oxygen from line 89.
- the amount of oxygen added will depend upon the K number of the pulp and the desired result.
- the reasons for adding oxygen in the brownstock washers are the same as for adding it in the blow line and the same amounts would be used. This will normally range from 5 to 50 kilograms per metric ton of oven-dry pulp.
- Two standard ranges for bleaching in a brownstock system are 22 to 28 and 8 to. 17 kilograms of oxygen per metric ton of oven-dry pulp. The latter is a preferred range.
- the oxygenated pulp 73'C then passes to the vat 90' of washer 91'.
- the washer after the mixer may be a diffusion washer.
- This pressure is provided in the same way that the pressure is provided to mixer 211, by an upflow line, a pressure valve or a combination of these.
- the placement of the valve and the maximum pressure are the same as those for mixer 211.
- Figure 4 discloses a system placed between a washer such as brownstock washer 91" and a storage tank such as storage tank 110'.
- a steam mixer 106 There are a steam mixer 106, a mixer 108, an alkali line 105 and its supply line 362""", a steam line 107 and its supply line 364""', and an oxygen line 109 and its supply line 366"".
- the amount of alkali and oxygen added to the pulp, the temperature of the pulp, and the time between alkali addition and oxygen addition and the pressure at the mixer and in the outlet line and the methods of obtaining these pressures are the same as in the system of Figure 3.
- the time between alkali addition and oxygen addition is usually from 1 to 5 minutes. The exact time will depend upon equipment placement and pulp speed.
- K number measurements were taken before and after mixer 108, at the outlet of pipe 93"C, at the outlet of tank 110', and at the outlet of the decker 121' downstream of the tank 110'.
- Table V gives the actual conditions in the mixer: the temperature in degrees C; the kilograms of caustic, expressed as sodium hydroxide, and oxygen per oven-dry metric ton of pulp; the pressure in kilopascals gage; the K numbers at the various locations within the system; and the percent K number reduction.
- the percent reduction at the decker outlet in the last line is the reduction between the tip of the pipe and the decker outlet.
- the maximum pressure in a mixer would normally not exceed 830 kPa gage, and the pressure at the top of the pipe if a hydrostatic leg is used would normally not exceed 345 kPa gage.
- the mixer has also been operated under a hydrostatic pressure only.
- Figure 5 shows an overall system and shows digestion, brownstock washing, screening, and an OOCOD bleach sequence, C being chlorine.
- bracket 430 is the washer oxygen system of Figure 3 and again the reference numerals and operating conditions for this oxygen stage are the same as that given for the oxygen stage in Figure 3. Since an oxygen treatment stage should have washed pulp, the oxygen stage 430 in Figure 4 is shown after the third brownstock washer to indicate its placement after a batch digester in which no washing would occur in the digester. With a continuous digester, there would be fewer brownstock washers, and the oxygen stage could be earlier in the brownstock system.
- bracket 431 Shown by bracket 431 is a modification of the washer oxygen system of Figure 4. There should be at least two stages of washing after an oxygen bleach stage. The two washing stages after the oxygen stage at bracket 430 are washer 91"' and decker 121' which is converted to a washer. If the oxygen stage at bracket 430 had been after the second brownstock washer 51' rather than the third brownstock washer 71 ", then the oxygen system 431 could have been between washer 91 "' and storage tank 110" as shown in Figure 4.
- the decker 121' has been converted to a washer by the addition of washer heads 125, a process water line 127 and a clean-up washer 124.
- the system has been further modified into an oxygen system by the addition of an alkali line 425, a steam mixer 426, a steam line 427, an oxygen mixer 428 and an oxygen line 429. These are placed between the decker 121' and the high-density storage tank 140'. The operation is the same as that described for Figure 4.
- Bracket 432 shows, in dotted line, the elimination of the chlorine and chlorine dioxide equipment usually used in such installations.
- the chlorine dioxide mixer 144', the chlorine dioxide tower 146', the chlorine aspirator 153', the chlorine mixer 155', the chlorine tower 157', and the pump 159' are eliminated.
- the piping and chemicals associated with this equipment are also eliminated.
- Bracket 433 indicates the elimination of the usually used extraction equipment between washers 161' and 181' so that these washers may be used as the two stages of washing after the oxygen stage at bracket 431. This is also indicated by the elements in dotted line.
- the eliminated items are the steam mixer 166', the extraction tower 173', and the pumps 170', 176', 278' and 282'. Again, the piping and chemical additions required by an extraction stage are also eliminated.
- the pump 170' may be retained to move the pulp 163' to washer 181' if this is necessary.
- Bracket 434 indicates the elimination of a chlorine dioxide stage and bracket 435 its replacement by a chlorine mixer.
- the elimination of the chlorine dioxide stage results in the elimination of a steam mixer 186', chlorine dioxide mixer 191', chlorine dioxide tower 193', and pumps 190', 196', 298" and 302", their associated piping and chemicals. These are replaced by a small chlorine mixer 438 and the chlorine supply line 151'.
- a chlorine tower is not required.
- the pump 190' may be retained if it is required to move the pulp 183' to the mixer 430.
- the chlorine effluent in line 294" is maintained separate from the oxygen effluent.
- the time in this mixer, as in the oxygen mixer, is less than 1 minute, and normally would be only a few seconds. Pulp travelling at 18.3 meters per second would pass through an 2.4 or 3 meter long reactor in an exceedingly short time. The chlorine would be treated at the temperature of the pulp off the washer, 54 to 60°C, rather than the cooler chlorination temperature.
- Bracket 436 shows the oxygen addition to an extraction stage as shown in Figure 2.
- the reference numerals and operating conditions are again the same as in Figure 2.
- Each of the gas mixers should be under a back pressure as described earlier.
- Figure 6 shows another arrangement in which the bleach sequence is OCODED.
- the changes between Figures 6 and Figure 5 are shown by bracket 437.
- This is the addition of E and D stages at the end of process. Again, the process conditions for this last extraction stage are the same as those for the other extraction stages and for this last chlorine dioxide stage are the same as those for the other chlorine dioxide stages. It should also be realized that the only additional equipment required for these two stages are the two additional washers.
- the extraction equipment that was eliminated at 433' can be used in this extraction stage and the chlorine dioxide equipment eliminated at 434' can be used in this chlorine dioxide stage. In an actual modification, this equipment would be left in place and repiped.
- the steam mixer is 446, the alkali line 447, the steam line 448, the slurry line 449, the pump 450, the extraction tower 453, the dilution zone 454, the line from the tower to the washer 455 and the pump 456.
- the vat is 460, the washer 461, the drum 462, the exiting pulp 463, the cleanup washer 464, the incoming process water 490, the washer heads 491, the filtrate line 492, the seal tank 493, the effluent line 494, the dilution lines 495, 497 and 501 and their respective pumps 496, 498 and 502, and the counterflow wash water line 503 and its pump 504.
- the steam mixer is 466, the alkali line 467, the steam line 468, the pulp slurry line 469, the pump 470, the chlorine dioxide mixer 471, the chlorine dioxide line 472, the chlorine dioxide tower 473, the dilution zone 474, the line from the tower to the washer 475, its pump 476, and the sulfur dioxide lines 477 and 478.
- the vat is 480, the washer 481, the drum 482, the exiting pulp 483, the cleanup washer 484, the incoming process water 510, the washer heads 511, the filtrate line 512, the seal tank 513, the effluent line 514, the dilution lines 515, 517 and 521 and their pumps 516, 518 and 522, and the counterflow wash line 523 and its pump 524.
- each of the gas mixers should be under a back pressure, as described earlier.
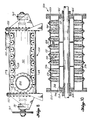
- the mixer 550 has a cylindrical body 551 and two head plates 552 and 553.
- the pulp slurry enters through pipe 554, passes through the body of the mixer and exits through pipe 555.
- the oxygen manifolds 558 which supply oxygen to the stators 580 within the mixer, are supplied by oxygen lines 559.
- a shaft 560 extends longitudinally of the mixer and is supported on bearings 561 and 562 and is rotated by rotational means 563.
- a chain belt drive is shown, but any other type of rotational means may be used.
- Rotors 570 are attached to the shaft 560.
- a typical rotor construction is shown in Figures 11 and 12.
- the rotating element or rotor 570 has a body 571 which is tapered outwardly from the shaft and has an elliptically generated cross section.
- the preferred cross section is an ellipse.
- the major axis of the rotor is aligned with the direction of rotation of the rotor.
- Each of its leading and trailing edges 572 and 573 has a radius of the curvature in the range of 0.5 to 15 mm. The radii are usually the same, though they need not be. If different, then the leading edge would have a greater radius than the trailing edge.
- a modification is shown in Figures 13 and 14.
- a groove 574 is formed in the trailing edge 573' of the rotor.
- the groove is about 0.1 mm across.
- the groove may be coated with a hydrophobic material.
- the number of rotors and the speed of the rotors will depend on the amount of pulp passing through the mixer and the consistency of the pulp passing through the mixer.
- the area swept by the rotors should be in the range of 10,000 to 1,000,000 square meters per metric ton of oven-dry pulp.
- the preferred range is 25,000 to 150,000 square meters per metric ton of oven-dry pump.
- the optimum is considered to be around 65,400 square meters per metric ton of oven-dry pulp. This area is determined by the formula where
- the rotors are usually arranged in rings on the central shaft.
- the number of rotors in a ring will depend upon the circumference of the central shaft and the size of the rotor base. A greater number of rotors would require a longer and stiffer shaft. Fewer rotors would require longer rotors. Consequently, space for the mixer would determine the actual rotor configuration. Normally, there are a total of 4 to 400 rotors, and from 2 to 20 rotors in a ring.
- the rotors rotate transversely of the direction of pulp movement through the mixer, describing a helical path through the pulp.
- the speed of rotation of the rotors would be determined by the motor, and the drive ratio between the motor and the central shaft.
- the diameter of the central shaft 560 is at least one half of the internal diameter of the mixer, forming an annular space 568 through which the slurry passes.
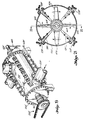
- the enlarged shaft requires scraper bars 564 and 565 on shaft ends 566 and 567. There normally would be four bars on each end. The bars remove fibers that tend to build up between the shaft and the mixer head plate. This prevents binding of the shaft in the mixer.
- the stators are shown in Figures 15 to 17.
- the stators add oxygen to the pulp in the mixing zone and also act as friction devices to reduce or stop the rotation of the pulp with the rotors so that there is relative rotative movement between the rotors and the pulp.
- Each stator 580 has a body 581, a central passage 582 and a base plate 583.
- the stators extend through apertures 556 in body 551.
- the stator is attached to the body 551 by a friction fit using a Van Stone flange 584. This allows the stator to be rotated if it is desired to change the oxygen placement.
- the base plate 583' is attached directly to the body 551 either by bolts or studs.
- the oxygen enters the mixer through check valves 590.
- the stators are round and tapered and the face having the check valves is flattened. The check valves face across a transverse plane of the mixer and in the direction of rotation of the
- the purpose of the check valve 590 is to prevent the pulp fibers from entering the passage 582.
- a typical check valve is shown in Figure 27.
- the valve 590 consists of a valve body 591 which is threaded into stator body 581.
- the valve body has a valve seat 592.
- the valve itself consists of a bolt 593 and nut 594 which are biased into a closed position by spring 595.
- the number of check valves in a stator may vary from 0 to 4.
- the major portion of the gas would be added at the mixer entrance, requiring up to 4 check valves, and little or no gas would be added near the mixer outlet, requiring 1 check valve or no check valves, and these stators would then only act as friction drag against pulp rotation.
- between 60 to 70% of the oxygen could be added in the first half of the mixer.
- the first one third of the stators would have 3 or 4 check valves, the next one third might have 2 check valves, and the last one third might have 1 or no check valves.
- the stators may also be arranged in rings. There being one ring of stators for each one or two rings of rotors. The number of stators in a ring will depend upon the size of the mixer. Usually, there are 4 stators in a ring, but this can normally vary from 2 to 8.
- Both the rotors and the stators should extend across the annular space.
- a normal clearance between the rotor and the inner wall of the mixer, or the stator and the outer wall of the central shaft is about 13 mm. This ensures that all of the pulp is contacted by the oxygen and there is no short circuiting of the pulp through the mixer without contact with oxygen.
- the rotors and stators should be between the inlet and outlet to ensure that all the pulp would pass through the swept area, and would be contacted with oxygen.
- FIGS 19-24 disclose a modification to the basic mixer.
- Oxygen is carried to the rotors through pipe 600 and passage 601 which extends centrally of shaft 560'.
- Radial passages 602 carry the oxygen to the outer annular manifold 603.
- the oxygen passes from the manifold to the pulp through central passage 604 of rotor body 605 and through check valve 590". These valves are the same as valve 590.
- the rotor is shown as round and tapered, but its shape may be different.
- the rotor may be round or square and nontapered such as those normally found in steam mixers.
- the round rotors would have radii of curvature exceeding 30 mm.
- Tapered rotors 606 having a rectangular cross section may also be used.
- Figure 25 compares the operation of a modified mixer similar to that shown in Figures 19-24 with the operation of the mixer of Figures 7-18 and indicates the increasing efficacy of the mixer as the swept area is increased and the shaft diameter is expanded.
- the casing of both mixers was the same. It had an interior diameter of 0.914 m.
- the inlet and the outlet were the same. In both, the outer radius of the rotor was the same, 0.444 m. Both processed pulp at the same rate, 810 metric tons of oven-dry pulp per day.
- the modified mixer had a speed of rotation of 435 RPM.
- Each ring of rotors had 2 pegs and 2 blades. The blades were rectangular in cross section.
- the stators and rotor pegs were round, tapered outwardly and 0.254 m long. Oxygen was admitted through the stators only.
- the diameter of the shaft was 0.38 m and the swept area was 14,100 square meters per metric ton of oven-dry pulp.
- the mixer of Figures 7-18 had the same internal diameter but had a central shaft that was 0.508 m in diameter.
- the rotors were elliptical and linearly tapered.
- the major axis of the rotor extended in the direction of rotation of the rotor.
- the leading and trailing edges of the rotor had radii of curvature of 3.8 mm.
- the rotors were 19 cm long and extended to within about 13 mm of the reactor wall, and the stators extended to within about 13 mm of the central shaft.
- the speed of rotation of the rotors was 435 RPM.
- the swept area of the reactor was 72,200 square meters per metric ton of oven-dry pulp. Oxygen was admitted through the stators.
- Figure 25 compares the extracted K number of the pulp with the additional K number drop after passing through the mixer, and shows that the mixer achieved a greater K number drop than the modified mixer. It was also found that the mixer needed only half the amount of oxygen as in the modified mixer to obtain the same amount of delignification; that is, with the other operating conditions remaining the same, to achieve the same K number drop, 11 kilograms of oxygen per metric ton of oven-dry pulp were required in the modified mixer, but only 5 kilograms of oxygen per metric ton of oven-dry pulp were required in the mixer. It was also found that the mixer could mix greater amounts of oxygen with the pulp than the modified mixer. Between 1-1/2 to 2 times as much oxygen could be mixed with the pulp with the mixer than with the modified mixer. For example, the modified mixer could mix a maximum of 15.1-20.2 kilograms of oxygen with a metric ton of oven-dry pulp. The mixer could mix 30.2-35.3 kilograms of oxygen with a metric ton of oven-dry pulp.
- the optimum swept area is achieved by reducing the number of rotors in the mixer from 224 to 203.
- Figures 26-28 illustrate a different type of rotor and stator arrangement and a different type of oxygen admission.
- an oxygen manifold 610 surrounds the outer body 551': of the mixer and the gas enters the mixer through holes 611 in body 551".
- An annular dam 612 located between each ring of holes 611, is attached to the inner wall of body 551".
- the dams 612 create a pool of gas adjacent the mixer wall.
- the stators 585 are attached to the dams 612.
- the rotors 575 are aligned with the spaces between the dams 612.
- the outer radius of the rotors 575 is greater than the inner radius of the dams 612 so that the rotors extend beyond the inner wall 608 of the dam into the trapped gas between the dams. This construction allows the rotor to extend into a gas pocket and for the gas to flow down the trailing edge of the rotor as it passes through the pulp slurry.
- the rotors and stators may be flat with rounded leading and trailing edges. Again, the radius of curvature of the leading and trailing edges would be in the range of 0.5 to 15 mm, and the radii need not be the same.
- the rotors and stators may be as narrow as 6.35 mm in width.
- This design could also include the groove in the trailing edge of the rotor which may be covered with a hydrophobic coating.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Paper (AREA)
- Earth Drilling (AREA)
- Shovels (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Claims (36)

und daß der vordere Rand einen Krümmungsradius im Bereich zwischen 0,5 und 15 mm aufweist.
wobei jeder der Mischer die genannte Mischzone aufweist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81902540T ATE31249T1 (de) | 1981-09-04 | 1981-09-04 | Verfahren und vorrichtung zum mischen von pulpe mit gasen. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US1981/001187 WO1983000816A1 (en) | 1981-09-04 | 1981-09-04 | Method and apparatus for mixing pulp with oxygen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0087412A1 EP0087412A1 (de) | 1983-09-07 |
| EP0087412A4 EP0087412A4 (de) | 1985-06-10 |
| EP0087412B1 true EP0087412B1 (de) | 1987-12-09 |
Family
ID=22161409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81902540A Expired EP0087412B1 (de) | 1981-09-04 | 1981-09-04 | Verfahren und vorrichtung zum mischen von pulpe mit gasen |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0087412B1 (de) |
| JP (1) | JPS58501328A (de) |
| AT (1) | ATE31249T1 (de) |
| BR (1) | BR8109040A (de) |
| DE (1) | DE3176561D1 (de) |
| FI (1) | FI74497C (de) |
| NO (1) | NO831429L (de) |
| WO (1) | WO1983000816A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI89516B (fi) | 1989-05-10 | 1993-06-30 | Ahlstroem Oy | Foerfarande foer blekning av cellulosamassa med otson |
| US20170175329A1 (en) * | 2015-12-17 | 2017-06-22 | Nicole Rumore | Methods for oxygen delignification and ozone bleaching of pulp |
| CN114326573B (zh) * | 2021-12-24 | 2023-10-10 | 浙江华章科技有限公司 | 一种基于plc系统的连续配浆方法及系统 |
| CN117684408B (zh) * | 2024-02-02 | 2024-05-14 | 汶瑞机械(山东)有限公司 | 一种刮料器 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1591070A (en) * | 1925-02-27 | 1926-07-06 | Robert B Wolf | Bleaching apparatus |
| US1827710A (en) * | 1928-07-28 | 1931-10-13 | Leyst-Kuchenmeister Carl | Process for treating fibrous materials |
| US2516447A (en) * | 1947-02-24 | 1950-07-25 | Elmer R Burling | Method and apparatus for chemical treatment |
| US2772138A (en) * | 1952-12-31 | 1956-11-27 | Hercules Powder Co Ltd | Continuous bleaching process |
| US3293117A (en) * | 1963-03-27 | 1966-12-20 | Improved Machinery Inc | High density pulp mixing |
| CA834629A (en) * | 1966-09-30 | 1970-02-17 | Amiel W. Brinkley, Jr. | Rapid high consistency bleaching of pulp |
| SE355614B (de) * | 1970-05-13 | 1973-04-30 | Mo Och Domsjoe Ab | |
| US3832276A (en) * | 1973-03-07 | 1974-08-27 | Int Paper Co | Delignification and bleaching of a cellulose pulp slurry with oxygen |
| JPS5111681A (de) * | 1974-07-19 | 1976-01-29 | Sanyo Electric Co | |
| SE389351B (sv) * | 1975-03-14 | 1976-11-01 | Kamyr Ab | Sett och anordning for fordelning och inblandning av gas och/eller vetska i massasuspensioner av hog koncentration. |
| SE403916B (sv) * | 1975-06-04 | 1978-09-11 | Rolf Bertil Reinhall | Anordning vid malapparater for lignocellulosahaltigt material |
| JPS52114702A (en) * | 1976-03-19 | 1977-09-26 | Toyo Pulp Co Ltd | Process and device for treating cellulose material |
| US4198266A (en) * | 1977-10-12 | 1980-04-15 | Airco, Inc. | Oxygen delignification of wood pulp |
| US4363697A (en) * | 1979-12-03 | 1982-12-14 | The Black Clawson Company | Method for medium consistency oxygen delignification of pulp |
-
1981
- 1981-09-04 JP JP56503046A patent/JPS58501328A/ja active Pending
- 1981-09-04 EP EP81902540A patent/EP0087412B1/de not_active Expired
- 1981-09-04 DE DE8181902540T patent/DE3176561D1/de not_active Expired
- 1981-09-04 WO PCT/US1981/001187 patent/WO1983000816A1/en active IP Right Grant
- 1981-09-04 BR BR8109040A patent/BR8109040A/pt unknown
- 1981-09-04 AT AT81902540T patent/ATE31249T1/de not_active IP Right Cessation
-
1983
- 1983-04-22 NO NO831429A patent/NO831429L/no unknown
- 1983-04-29 FI FI831474A patent/FI74497C/fi not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| FI74497B (fi) | 1987-10-30 |
| ATE31249T1 (de) | 1987-12-15 |
| EP0087412A1 (de) | 1983-09-07 |
| DE3176561D1 (en) | 1988-01-21 |
| BR8109040A (pt) | 1983-09-06 |
| FI831474L (fi) | 1983-04-29 |
| NO831429L (no) | 1983-04-22 |
| JPS58501328A (ja) | 1983-08-11 |
| FI831474A0 (fi) | 1983-04-29 |
| WO1983000816A1 (en) | 1983-03-17 |
| FI74497C (fi) | 1988-02-08 |
| EP0087412A4 (de) | 1985-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4298426A (en) | Method and apparatus for treating pulp with oxygen in a multi-stage bleaching sequence | |
| US4295925A (en) | Treating pulp with oxygen | |
| US4295926A (en) | Method and apparatus for treating pulp with oxygen | |
| US4303470A (en) | Method and apparatus for mixing gases with a wood pulp slurry | |
| US4298427A (en) | Method and apparatus for intimately mixing oxygen and pulp while using an alkali to extract bleaching by-products | |
| US5451296A (en) | Two stage pulp bleaching reactor | |
| US4295927A (en) | Method and apparatus for treating pulp with oxygen and storing the treated pulp | |
| EP0056263B1 (de) | Verfahren zur Verbesserung des Waschens von Cellulosepulpen, hergestellt aus Lignocellulosematerial | |
| EP0087412B1 (de) | Verfahren und vorrichtung zum mischen von pulpe mit gasen | |
| US5520783A (en) | Apparatus for bleaching high consistency pulp with ozone | |
| CA1140537A (en) | Flow mixer with multi-elbowed inlet diffuser | |
| US6733625B2 (en) | Method and apparatus for treating pulp | |
| Lindholm | Effect of pulp consistency and pH in ozone bleaching | |
| EP0088073A4 (de) | Verfahren zum behandeln von pulpe mit mehreren sauerstoffstufen. | |
| EP0047656A1 (de) | Verfahren und Vorrichtung zur Delignifizierung von Pulpe mittels Sauerstoff | |
| AU7588681A (en) | Treating pulp with oxygen | |
| CA1134558A (en) | Treating pulp with oxygen | |
| Andrews et al. | Extended delignification kraft pulping of softwoods-effect of treatments on chips and pulp with sulfide-containing liquors | |
| AU7586681A (en) | Treating pulp with oxygen | |
| CA1186106A (en) | Process and apparatus for the oxygen delignification of pulp | |
| CA1249904A (en) | Oxygen alkali extraction of cellulosic pulp | |
| EP0303962A2 (de) | Verfahren zur alkalischen Extraktion in Gegenwart von Sauerstoff für die Herstellung von gebleichter Pulpe | |
| JPH0114358B2 (de) | ||
| Hart et al. | Medium consistency oxygen delignification performed with a controlled cavitation reactor | |
| SK281290B6 (sk) | Spôsob bielenia buničiny bez použitia chlóru |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE FR SE |
|
| 17P | Request for examination filed |
Effective date: 19830916 |
|
| 17Q | First examination report despatched |
Effective date: 19860123 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR SE |
|
| REF | Corresponds to: |
Ref document number: 31249 Country of ref document: AT Date of ref document: 19871215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3176561 Country of ref document: DE Date of ref document: 19880121 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930809 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19930810 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930813 Year of fee payment: 13 Ref country code: DE Payment date: 19930813 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19940904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940905 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 81902540.4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950601 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 81902540.4 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |