EP0051881A1 - Process for the continuous production of a monobasic powder - Google Patents
Process for the continuous production of a monobasic powder Download PDFInfo
- Publication number
- EP0051881A1 EP0051881A1 EP81109638A EP81109638A EP0051881A1 EP 0051881 A1 EP0051881 A1 EP 0051881A1 EP 81109638 A EP81109638 A EP 81109638A EP 81109638 A EP81109638 A EP 81109638A EP 0051881 A1 EP0051881 A1 EP 0051881A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- screw
- nitrocellulose
- screw press
- solvent
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/24—Extrusion presses; Dies therefor using screws or worms
-
- C—CHEMISTRY; METALLURGY
- C06—EXPLOSIVES; MATCHES
- C06B—EXPLOSIVES OR THERMIC COMPOSITIONS; MANUFACTURE THEREOF; USE OF SINGLE SUBSTANCES AS EXPLOSIVES
- C06B21/00—Apparatus or methods for working-up explosives, e.g. forming, cutting, drying
- C06B21/0033—Shaping the mixture
- C06B21/0075—Shaping the mixture by extrusion
Definitions
- the invention relates to a process for the continuous production of single-base powder by means of a twin-screw screw press, in which solvent-moist nitrocellulose is introduced into a feed zone of the screw press, mixed in subsequent mixing and kneading zones of the screw press with added solvent and, if appropriate, further additives and thereby gelatinized and at the discharge end of the Screw press is extruded in the form of a strand.
- DE-AS 28 25 567 discloses a process for the continuous production of explosive mixtures in the broadest sense using a twin-screw screw press, in which the components of the explosive mixture fed into the feed zones of the screw press are mixed and kneaded in alternating successive mixing and kneading zones, to leave the screw press at the discharge end as a finished explosive mixture under pressure.
- the mixed and kneading zones are determined by screw and kneading elements, from which the two mixing and kneading screws of the press are composed according to the desired configuration of the zones.
- DE-AS 28 25 567 No details are disclosed in DE-AS 28 25 567 for the production of single-base powder from solvent-moist nitrocellulose. Insofar as liquid components are used in the process variants described in DE-AS 28 25 567, these are always put into the screw press together with a plastic or powdery component at the same place, in a conveying zone of the same to which they are located connects a kneading zone in the working direction.
- the object of the invention is to design the method mentioned in the introduction in such a way that blockages of the screw press by nitrocellulose are avoided.
- nitrocellulose solvent is present exclusively in a mixing zone adjoining the open feed zone is added.
- the solvent is added, e.g. Alcohol, separated from the nitrocellulose, at a point on the screw press that follows the feed zone used exclusively for the supply of the nitrocellulose.
- the design of the screw press or its mixing and kneading screws is such that the solvent in a mixing zone, i.e. no kneading zone, comes together with the nitrocellulose already in the screw press and the first kneading zone of the screw press follows this mixing zone.
- the invention achieves an uninterrupted and, in addition, process sequence so uniform that a high-quality product results which is practically free of quality fluctuations.
- the components of the powder to be prepared are expediently added in metered amounts.
- a metering pump is expedient for the solvent.
- the nitrocellulose is advantageously input using a metering screw. It has been shown that the avoidance of bridging can be controlled even more reliably if the nitrocellulose is dosed for relining at least the feed zone of the screw press, ie one does not work with a complete filling of the screw press.
- a specially designed feed zone namely defined by screw elements with a box profile, in which, due to the selected box profile, there is still no targeted mixing. Rather, mixing then takes place only in the subsequent first mixing zone in which the solvent is fed.
- This mixing zone, the subsequent first kneading zone and the further mixing and kneading zones alternating in the direction of work are preferably defined in the manner known per se from DE-AS 28 25 567 by screw and kneading elements in the course of the two mixing and kneading screws.
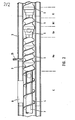
- a device for the continuous production of single-base powder comprises, as the main unit, a twin-screw screw press 1 of a design known in principle, in which two mixing and kneading screws 2 (only one of the two is shown in the figures) lying in the same direction in FIG turn a screw housing 3 which is eight-shaped in cross section and which has a double jacket for temperature control purposes.
- the two mixing and kneading screws 2 are assembled in a certain configuration adapted to the manufacturing process from screw elements 4 with a box profile, screw elements 5 with a rounded profile and disk-shaped kneading elements 6, which are mounted on two screw shafts 7.
- the screw housing 3 has a large filling opening 8 over the initial section of the mixing and kneading screws 2-.
- the end of the screw housing is closed off by a die arrangement 9, which is only indicated schematically in FIG.
- the screw elements 4 with a box profile sit on the screw shafts 7.
- a feed zone E of the screw press that is open through the filling opening.
- screw elements 5 sit on the screw shafts and define a first mixing zone Me of the screw press there.
- kneading elements 6 on the screw shafts which define a first kneading zone Ke.
- further mixing which is, however, significantly shorter than in the first mixing zone Me zones Mi and other kneading zones Ki, which are defined by screw elements 5 or kneading elements 6.
- the last kneading zone is followed by a comparatively long pressure zone D, likewise defined by screw elements 5, which extends up to the die arrangement 9.
- the filling opening 7 is assigned a metering device 10 for nitrocellulose. This comprises a feed hopper 11, to which a metering screw 12 connects, which in turn extends into a vertical, up to the. Filling opening 7 reaching chute 13 opens.
- a metering device 20 for solvents which comprises a storage container 21 and a metering pump 22 connected to it.
- a line 23 leading away from the metering pump ends in the region of the first mixing zone Me in the interior of the screw housing 3, specifically cf. Figure 2, approximately at the end of the first third of its longitudinal extension in the working direction.
- the feed hopper 11 is charged with solvent-moist nitrocellulose, for example with so-called press-displaced nitrocellulose, the water content of which in the press has been replaced by solvent.
- the storage container 21 is filled with solvent, for example acetone.
- the nitrocellulose is withdrawn in metered quantity from the feed hopper 11 by means of the metering screw 12 and is fed into the feed zone E of the screw press via the chute 13.
- the metering is carried out in such a way that the screw press works with relining at least in the feed zone.
- the screw elements 4 in The area of the feed zone E conveys the nitrocellulose that has fallen in to the subsequent first mixing zone Me.
- the solvent fed continuously under pressure by means of the metering pump 22 is added to the nitrocellulose and mixed with the nitrocellulose while conveying the same in the axial direction.
- This mixture which is now highly solvent-moist, reaches the first kneading zone Ke, is kneaded there under shear stress and moves further through the subsequent mixing and kneading zones Mi or Ki to the discharge end of the screw press, the mixture being gelatinized.
- the screw elements in the pressure zone D at the end the gelatinized mixture is pressed through the die arrangement 9, ie extruded in the form of a strand.
- the extruded strands can then be processed to the finished powder in a known manner by cutting, drying and possibly post-processing.
Abstract
Description
Verfahren zum kontinuierlichen Herstellen einbasiger Pulver.Process for the continuous production of single-base powder.
Die Erfindung betrifft ein Verfahren zum kontinuierlichen Herstellen einbasiger Pulver mittels einer zweiwelligen Schneckenpresse, bei welchem lösemittelfeuchte Nitrozellulose in eine Einzugszone der Schnekkenpresse eingegeben, in anschließenden Misch- und Knetzonen der Schneckenpresse mit zugegebenem Lösemittel und ggf. weiteren Zuschlagsstoffen gemischt und dabei gelatiniert und am Austragsende der Schneckenpresse in Strangform extrudiert wird.The invention relates to a process for the continuous production of single-base powder by means of a twin-screw screw press, in which solvent-moist nitrocellulose is introduced into a feed zone of the screw press, mixed in subsequent mixing and kneading zones of the screw press with added solvent and, if appropriate, further additives and thereby gelatinized and at the discharge end of the Screw press is extruded in the form of a strand.
Bei der klassischen Herstellung einbasiger Pulver werden die Verfahrensschritte des Mischens, Knetens und Formgebens in separaten Maschinen durchgeführt. Aus der DE-AS 28 25 567 ist ein Verfahren zum kontinuierlichen Herstellen von Explosivstoffgemischen im weitesten Sinne unter Anwendung einer zweiwelligen Schneckenpresse bekannt, bei welchem die in Einzugszonen der Schneckenpresse zugeführten Komponenten des Explosivstoffgemisches in abwechselnd aufeinander folgenden Misch- und Knetzonen gemischt und geknetet werden, um die Schneckenpresse am Austragsende als fertiges Explosivstoffgemisch unter Druck zu verlassen. Die Misch-und Knetzonen werden durch Schnecken- und Knetelemente bestimmt, au denen die beiden Misch- und Knetschnecken der Presse entsprechend der gewünschten Konfiguration der Zonen zusammengesetzt sind. Zur Herstellung einbasiger Pulver aus lösemittelfeuchter Nitrozellulose sind in der DE-AS 28 25 567 keine Einzelheiten offenbart. Soweit bei den in der DE-AS 28 25 567 näher erläuterten Verfahrens-Varianten flüssige Komponenten Verwendung finden, werden diese stets zusammen mit einer plastischen oder pulverförmigen Komponente an einer gleichen Stelle in die Schneckenpresse eingegeben, und zwar in einer Förderzone derselben, an die sich in Arbeitsrichtung eine Knetzone anschließt.In the classic production of single-base powders, the process steps of mixing, kneading and shaping are carried out in separate machines. DE-AS 28 25 567 discloses a process for the continuous production of explosive mixtures in the broadest sense using a twin-screw screw press, in which the components of the explosive mixture fed into the feed zones of the screw press are mixed and kneaded in alternating successive mixing and kneading zones, to leave the screw press at the discharge end as a finished explosive mixture under pressure. The mixed and kneading zones are determined by screw and kneading elements, from which the two mixing and kneading screws of the press are composed according to the desired configuration of the zones. No details are disclosed in DE-AS 28 25 567 for the production of single-base powder from solvent-moist nitrocellulose. Insofar as liquid components are used in the process variants described in DE-AS 28 25 567, these are always put into the screw press together with a plastic or powdery component at the same place, in a conveying zone of the same to which they are located connects a kneading zone in the working direction.
Bei einer praktischen Erprobung des eingangsgenannten Verfahren hat sich herausgestellt, daß eine dem bekannten Verfahren entsprechende, gemeinsame Zugabe der Nitrozellulose und des Lösemittels zu unbefriedigenden _Ergebnissen führt. Auf Grund von Brückenbildung der Nitrozellulose an der Einzugszone kommt es hierbei zu Stockungen und vollständiger Unterbrechung der Nitrozellulose-Zufuhr. Andererseits ergeben sich ebenfalls Verstopfungen, wenn die Nitrozellulose ohne vorangegangenen Lösemittel-Zusatz in die erste Knetzone der Schneckenpresse gelangt.In a practical test of the process mentioned at the outset, it was found that a joint addition of the nitrocellulose and the solvent corresponding to the known process leads to unsatisfactory results. Due to the bridging of the nitrocellulose at the feed zone, this leads to stagnation and complete interruption of the nitrocellulose supply. On the other hand, there are also blockages if the nitrocellulose reaches the first kneading zone of the screw press without previous solvent addition.
Dementsprechend liegt der Erfindung als Aufgabe die Ausgestaltung des eingangs genannten Verfahrens derart zugrunde, daß Verstopfungen der Schneckenpresse durch Nitrozellulose vermieden werden.Accordingly, the object of the invention is to design the method mentioned in the introduction in such a way that blockages of the screw press by nitrocellulose are avoided.
Diese Aufgabe ist erfindungagemäß dadurch gelöst, daß das Lösemittel der Nitrozellulose ausschließlicin einer an die offene Einzugszone anschließenden Mischzone zugegeben wird.This object is achieved according to the invention in that the nitrocellulose solvent is present exclusively in a mixing zone adjoining the open feed zone is added.
Beim erfindungsgemäßen Verfahren erfolgt also die Zugabe des Lösemittels, z.B. Alkohol, getrennt von der Nitrozellulose, und zwar an einer Stelle der Schneckenpresse, die in Arbeitsrichtung auf die ausschließ- .lich für die Zufuhr der Nitrozellulose verwendete Einzugszone folgt. Hierbei ist die Auslegung der Schneckenpresse bzw. ihrer Misch- und Knetschnecken so getroffen, daß das Lösemittel in einer Mischzone, also keiner Knetzone, mit der bereits in der Schneckenpresse befindlichen Nitrozellulose zusammen kommt und erst auf diese Mischzone die erste Knetzone der Schneckenpresse folgt.In the process according to the invention, the solvent is added, e.g. Alcohol, separated from the nitrocellulose, at a point on the screw press that follows the feed zone used exclusively for the supply of the nitrocellulose. Here, the design of the screw press or its mixing and kneading screws is such that the solvent in a mixing zone, i.e. no kneading zone, comes together with the nitrocellulose already in the screw press and the first kneading zone of the screw press follows this mixing zone.
Hierdurch ist einerseits gewährleistet, daß die Nitrozellulose ohne Brückenbildung in die Schneckenprese eintritt und diese somit gleichförmig mit Nitrozellulose beaufschlagt wird. Andererseits ist ebenfalls sicher gestellt, daß in der Schneckenpresse keine Knetung von Nitrozellulose stattfindet, die nicht zuvor mit zusätzlich beigegebenem Lösemittel vermischt wurde, wodurch ein zu Verstopfungen führendes Trockengehen der Schneckenpresse mit Sicherheit vermieden ist. Insgesamt wird durch die Erfindung ein unterbrechungsfreier und zudem so gleichmäßiger Verfahrensablauf erreicht, daß sich ein hochwertiges Produkt ergibt, das von Qualitätsschwankungen praktisch frei ist.This ensures on the one hand that the nitrocellulose enters the screw press without bridging and this is thus uniformly acted upon by nitrocellulose. On the other hand, it is also ensured that there is no kneading of nitrocellulose in the screw press that has not previously been mixed with additional solvent, thereby reliably preventing the screw press from drying out, which leads to blockages. Overall, the invention achieves an uninterrupted and, in addition, process sequence so uniform that a high-quality product results which is practically free of quality fluctuations.
In an sich bekannter Weise werden die Komponenten des herzustellenden Pulvers zweckmäßigerweise dosiert zugegeben. Für das Lösemittel ist hierzu eine Dosierungpumpe zweckmäßig. Die Eingabe der Nitrozellulose erfolgt vorteilhafterweise mittels einer Dosierschnecke. Es hat sich gezeigt, daß sich die Vermeidung von Brückenbildung noch sicherer beherrschen läßt, wenn die Nitrozellulose für eine Unterfütterung mindestens der Einzugszone der Schneckenpresse dosiert wird, man also nicht mit einer vollständigen Füllung der Schneckenpresse arbeitet.In a manner known per se, the components of the powder to be prepared are expediently added in metered amounts. A metering pump is expedient for the solvent. The nitrocellulose is advantageously input using a metering screw. It has been shown that the avoidance of bridging can be controlled even more reliably if the nitrocellulose is dosed for relining at least the feed zone of the screw press, ie one does not work with a complete filling of the screw press.
Schließlich ist es im Sinne der Vermeidung von Verstopfungen sehr vorteilhaft, die Nitrozellulose in eine besonders gestaltete, nämlich durch Schraubenelemente mit Kastenprofil definierter Einzugszone einzugeben, in der auf Grund des gewählten Kastenprofiles noch keine zielgerichtete Mischung stattfindet. Eine Mischung erfolgt dann vielmehr erst in der anschließenden ersten Mischzone, in der das Lösemittel zugeführt wird. Diese Mischzone, die dann anschließende erste Knetzone und die weiter in Arbeitsrichtung abwechselnd aufeinander folgenden Misch- und Knetzonen sind bevorzugt in der an sich aus DE-AS 28 25 567 bekannten Weise durch Schnecken- und Knetelemente im Zuge der beiden Misch-und Knetschnecken definiert.Finally, in order to avoid blockages, it is very advantageous to enter the nitrocellulose in a specially designed feed zone, namely defined by screw elements with a box profile, in which, due to the selected box profile, there is still no targeted mixing. Rather, mixing then takes place only in the subsequent first mixing zone in which the solvent is fed. This mixing zone, the subsequent first kneading zone and the further mixing and kneading zones alternating in the direction of work are preferably defined in the manner known per se from DE-AS 28 25 567 by screw and kneading elements in the course of the two mixing and kneading screws.
Im folgenden ist die Erfindung mit weiteren vorteilhaften Einzelheiten anhand einer schematisch dargestellten Vorrichtung zur Durchführung eines Verfahrens zum kontinuierlichen Herstellen einbasiger Pulver näher erläutert. In den Zeichnungen zeigen:
- Figur 1 einen Längsschnitt durch eine zweiwellige Schneckenpresse mit Zusatzaggregaten,
Figur 2 einen Längsschnitt eines Abschnittes der Schneckenpresse nach Figur 1, in welchem die Einzugszone der Schneckenpresse liegt.
- FIG. 1 shows a longitudinal section through a twin-screw screw press with additional units,
- 2 shows a longitudinal section of a section of the screw press according to FIG. 1, in which the feed zone of the screw press lies.
Gemäß den Figuren 1 und 2 umfaßt eine Vorrichtung zum kontinuierlichen Herstellen einbasiger Pulver als Hauptaggregat eine zweiwellige Schneckenpresse 1 einer im Prinzip bekannten Bauart, bei der sich zwei nebeneinander liegende Misch- und Knetschnecken 2 (in den Figuren ist nur eine der beiden gezeigt) gleichsinnig in einem im Querschnitt achtförmigen Schneckengehäuse 3 drehen, das zu Temnperierzwecken einen Doppelmantel hat. Die beiden Misch- und Knetschnecken 2 sind in einer bestimmten, dem Herstellung-Verfahren angepaßten Konfiguration aus Schraubenelementen 4 mit Kastenprofil, aus Schneckenelementen 5 mit gerundetem Profil und aus scheibenförmige Knetelementen 6 zusammengesetzt, .welche auf zwei Schneckenwellen 7 aufgezogen sind. Über dem Anfangsabschnitt der Misch- und Knetschnecken 2- weist das Schneckengehäuse 3 eine große Einfüllöffnung 8 auf. Am Austragsende der Schneckenpresse ist das Schneckengehäuse stirnseitig durch eine in Figur 1 nur schematisch angedeutete Matrizen-Anordnung 9 abgeschlossen.According to FIGS. 1 and 2, a device for the continuous production of single-base powder comprises, as the main unit, a twin-screw screw press 1 of a design known in principle, in which two mixing and kneading screws 2 (only one of the two is shown in the figures) lying in the same direction in FIG turn a
Im Bereich der Einfüllöffnung 8 sitzen auf den Schneckenwellen 7 die Schraubenelemente 4 mit Kastenprofil. Sie definieren dort eine durch die Einfüllöffnung offene Einzugszone E der Schneckenpresse. In Arbeitsrichtung unmittelbar anschließend an die Schraubenelemente 4 bzw. die Einzugszone E sitzen auf den Schneckenwellen Schneckenelemente 5, die dort eine erste Mischzone Me der Schneckenpresse definieren. Hieran anschließend folgen Knetelemente 6 auf den Schneckenwellen, die eine erste Knetzone Ke definieren. Hieran schließen sich in abwechselnder Folge weitere, im Vergleich zu erster Mischzone Me allerdings deutlich kürzere Mischzonen Mi und weitere Knetzonen Ki an, die durch Schneckenelemente 5 bzw. Knetelemente 6 definiert sind. Auf die letzte Knetzone folgt eine vergleichsweise lange, ebenfalls durch Schneckenelemente 5 definierte Druckzone D, die bis vor die Matritzen-Anordnung 9 reicht.In the area of the filling opening 8, the
Der Einfüllöffnung 7 ist eine Dosiervorrichtung 10 für Nitrozellulose zugeordnet. Diese umfaßt einen Aufgabetrichter 11, an den sich eine Dosierschnecke 12 anschließt, welche ihrerseits in einen senkrechten, bis in die. Einfüllöffnung 7 reichenden Fallschacht 13 mündet.The
Ferner ist eine Dosiervorrichtung 20 für Lösemittel vorgesehen, welche einen Vorratsbehälter 21 und eine daran angeschlossene Dosierpumpe 22 umfaßt. Eine von der Dosierpumpe wegführende Leitung 23 endet im Bereich der ersten Mischzone Me im Inneren des Schneckengehäuses 3, und zwar vgl. Figur 2, ungefähr am Ende des ersten Drittels ihrer Längserstreckung in Arbeitsrichtung.Furthermore, a metering device 20 for solvents is provided, which comprises a
Zur Herstellung von einbasigem Pulver wird der Aufgabetrichter 11 mit lösemittelfeuchter Nitrozellulose beaufschlagt, z.B. mit sogenannter pressenverdrängter Nitrozellulose, deren Wassergehalt in der Presse durch Lösemittel ersetzt wurde. Der Vorratsbehälter 21 wird mit Lösemittel, z.B. Aceton gefüllt. Aus dem Aufgabetrichter 11 wird die Nitrozellulose mittels der Dosierschnecke 12 in dosierter Menge abgezogen und über den Fallschacht 13 in die Einzugszone E der Schneckenpresse eingegeben. Hierbei erfolgt die Dosierung derart, daß die Schneckenpresse mindestens in der Einzugszone mit Unterfütterung arbeitet. Die Schraubenelemente 4 im Bereich der Einzugszone E fördern die hereingefallene Nitrozellulose zur anschließenden ersten Mischzone Me. In dieser wird der Nitrozellulose das mittels der Dosierpumpe 22 kontinuierlich unter Druck zugeführte Lösemittel zugegeben und mit der Nitrozellulose bei Förderung derselben in Axialrichtung vermischt. Dieses nunmehr stark lösemittelfeuchte Gemisch gelangt in die erste Knetzone Ke wird dort unter Scherbeanspruchung geknetet und wandert weiter durch die anschließenden Misch- und Knetzonen Mi bzw. Ki dem Austragsende der Schneckenpresse zu, wobei eine Gelatinierung des Gemisches erfolgt. Mittels der Schneckenelemente in der Druckzone D am Ende wird das gelatinierte Gemisch durch die Matritzen-Anordnung 9 gepreßt, d.h. in Strangform extrudiert. Die extrudierten Stränge können dann in bekannter Weise durch Schneiden, Trocknen und ggf. Nachbearbeitung zum fertigen Pulver verarbeitet werden.To produce single-base powder, the
Auf einer Vorrichtung gemäß obiger Beschreibung wurden 100 Kilogramm (Trockengewicht) pressenverdrängter Nitrozellulose verarbeitet, die 32 Kilogramm Alkohol enthielt. Der alkoholfeuchten Nitrozellulose wurden in der Schneckenpresse als Lösemittel 44 Kilogramm Aceton dosiert zugesetzt, wobei im Aceton 1 Gew.-% Stabilisatoren gelöst waren. Die in der Schneckenpresse gelatinierte Nitrozellulose-Masse wurde durch eine entsprechende Matrize in Form von 51 Strängen extrudiert, die jeweils einen Außendurchmesser von 1 mm und ein Innendurchmesser von 0,2 mm hatten. Während der Verarbeitung mit einer'Schneckendrehzahl von ca. 50 min 1 kam es nirgends in der Schneckenpresse zu einer Verstopfung oder einem Festsetzen von Material. Die austretenden Stränge hatten eine gleichförmige Struktur und Dichte. Nach dem wie üblich durchgeführten Trocknen, Schneiden und Oberflächenbehandeln der Stränge ergab sich ein Endprodukt, das gegenüber einem solchen aus in klassischer Weise hergestellten Strängen keinerlei nachteilige Eigenschaften zeigte.100 kg (dry weight) of press-displaced nitrocellulose, which contained 32 kg of alcohol, were processed on a device as described above. 44 kg of acetone were added as a solvent to the alcohol-moist nitrocellulose in the screw press, 1% by weight of stabilizers being dissolved in the acetone. The nitrocellulose mass gelatinized in the screw press was extruded through a corresponding die in the form of 51 strands, each having an outside diameter of 1 mm and an inside diameter of 0.2 mm. During processing with a screw speed of approx. 50 min 1 , the screw press never blocked or material stuck. The emerging strands had a uniform structure and density. After this As usual, drying, cutting and surface treatment of the strands resulted in an end product which did not show any disadvantageous properties compared to that obtained from strands produced in a conventional manner.
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81109638T ATE6855T1 (en) | 1980-11-12 | 1981-11-11 | PROCESS FOR CONTINUOUSLY MANUFACTURING MONOBASE POWDERS. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3042697A DE3042697C2 (en) | 1980-11-12 | 1980-11-12 | Process for the continuous production of monobasic powders |
| DE3042697 | 1980-11-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0051881A1 true EP0051881A1 (en) | 1982-05-19 |
| EP0051881B1 EP0051881B1 (en) | 1984-03-28 |
Family
ID=6116601
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109638A Expired EP0051881B1 (en) | 1980-11-12 | 1981-11-11 | Process for the continuous production of a monobasic powder |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0051881B1 (en) |
| AT (1) | ATE6855T1 (en) |
| DE (1) | DE3042697C2 (en) |
| ES (1) | ES507083A0 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990013528A2 (en) * | 1989-05-11 | 1990-11-15 | Wnc-Nitrochemie Gmbh | Process and device for producing a tribasic propellent powder |
| EP0528257A1 (en) * | 1991-08-15 | 1993-02-24 | ALBRIGHT & WILSON UK LIMITED | Processing of powder |
| RU2775245C1 (en) * | 2021-04-13 | 2022-06-28 | Федеральное казенное предприятие "Алексинский химический комбинат" | Extruding screw of a twin-screw extruder |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1199918A (en) * | 1957-08-09 | 1959-12-17 | Dynamit Nobel Ag | Process and device for the continuous manufacture of powders and explosives |
| DE2025778A1 (en) * | 1969-05-26 | 1971-01-28 | Sekisui Kagaku Kogyo K K , Osaka (Japan) | Process for making thermoplastic articles |
| DE2642153A1 (en) * | 1975-10-01 | 1977-04-14 | Poudres & Explosifs Ste Nale | SCREW PRESS |
| FR2325491A1 (en) * | 1975-09-25 | 1977-04-22 | Poudres & Explosifs Ste Nale | PYROTECHNIC COMPOSITIONS PURLING PROCESS, AND SCREW PADDING |
| DE2825567B1 (en) * | 1978-06-10 | 1979-11-15 | Dynamit Nobel Ag | Process for the continuous production of explosive mixtures |
-
1980
- 1980-11-12 DE DE3042697A patent/DE3042697C2/en not_active Expired
-
1981
- 1981-11-11 EP EP81109638A patent/EP0051881B1/en not_active Expired
- 1981-11-11 AT AT81109638T patent/ATE6855T1/en not_active IP Right Cessation
- 1981-11-12 ES ES507083A patent/ES507083A0/en active Granted
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1199918A (en) * | 1957-08-09 | 1959-12-17 | Dynamit Nobel Ag | Process and device for the continuous manufacture of powders and explosives |
| DE2025778A1 (en) * | 1969-05-26 | 1971-01-28 | Sekisui Kagaku Kogyo K K , Osaka (Japan) | Process for making thermoplastic articles |
| FR2325491A1 (en) * | 1975-09-25 | 1977-04-22 | Poudres & Explosifs Ste Nale | PYROTECHNIC COMPOSITIONS PURLING PROCESS, AND SCREW PADDING |
| DE2642153A1 (en) * | 1975-10-01 | 1977-04-14 | Poudres & Explosifs Ste Nale | SCREW PRESS |
| DE2825567B1 (en) * | 1978-06-10 | 1979-11-15 | Dynamit Nobel Ag | Process for the continuous production of explosive mixtures |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990013528A2 (en) * | 1989-05-11 | 1990-11-15 | Wnc-Nitrochemie Gmbh | Process and device for producing a tribasic propellent powder |
| WO1990013528A3 (en) * | 1989-05-11 | 1990-12-27 | Nitrochemie Gmbh | Process and device for producing a tribasic propellent powder |
| GR900100307A (en) * | 1989-05-11 | 1991-10-10 | Nitrochemie Gmbh | Method and arrangement for the fabrication of a powder propelling discharge |
| EP0528257A1 (en) * | 1991-08-15 | 1993-02-24 | ALBRIGHT & WILSON UK LIMITED | Processing of powder |
| RU2775245C1 (en) * | 2021-04-13 | 2022-06-28 | Федеральное казенное предприятие "Алексинский химический комбинат" | Extruding screw of a twin-screw extruder |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8300312A1 (en) | 1982-11-01 |
| DE3042697C2 (en) | 1986-02-20 |
| ATE6855T1 (en) | 1984-04-15 |
| ES507083A0 (en) | 1982-11-01 |
| EP0051881B1 (en) | 1984-03-28 |
| DE3042697A1 (en) | 1982-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0231034B1 (en) | Method of manufacturing pastes or plastic masses containing peroxide | |
| EP0087699B1 (en) | Multiaxial machine for continuously mixing and kneading plastifiable material, having intermeshing screws rotating in the same direction and at a constant distance between the axes | |
| DE4400330C2 (en) | Process for producing a foamed product or foam material from unmodified starch and device for carrying out the process | |
| DE1729301A1 (en) | Multi-stage extruder | |
| DE3341090A1 (en) | METHOD AND DEVICE FOR PRODUCING EXTRUDED FOODSTUFFS | |
| DE1101745B (en) | Milling and kneading device on screw presses for thermoplastic masses | |
| EP0113402B1 (en) | Process and apparatus for the manufacture of a monobase or plural base propellant | |
| DE3042662C2 (en) | Twin screw press for the manufacture of explosives | |
| DE2461543C2 (en) | Process for the production of a sugar mass for confectionery purposes | |
| DE3020086C2 (en) | ||
| EP0424490A1 (en) | Process and device for producing a tribasic propellent powder. | |
| DE2316538C3 (en) | Process for the production of Gudol powder | |
| DE2550130C2 (en) | Process for grinding fabric particles and ball grinder for carrying out the process | |
| EP0203260A2 (en) | Kneading machine | |
| EP0051881B1 (en) | Process for the continuous production of a monobasic powder | |
| DE409577C (en) | Extrusion press for plastic masses | |
| AT307012B (en) | Device for the continuous production of fibrous molding compounds | |
| DE3500067A1 (en) | METHOD AND DEVICE FOR PRODUCING COMBUSTIBLE NITROCELLULOSE-BASED SLEEVES AS AMMUNITION MOLDING FOR PISTON WEAPONS | |
| EP0806280A2 (en) | Apparatus and plant for processing plastics | |
| DE3044577C2 (en) | Process and device for the continuous production of propellant charge powder | |
| DE1136605B (en) | Device provided on sausage filling machines or the like for supplying filling material | |
| DE2165148B2 (en) | Device for mixing dry and liquid materials | |
| DE3031201A1 (en) | Extruder force feed for film plus granulate - granulate laterally enters conical part of vertical screw for film | |
| DE3546489C2 (en) | ||
| DE3448139C2 (en) | Device for producing plastics-bound propellant powders and explosives |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820720 |
|
| ITF | It: translation for a ep patent filed |
Owner name: JACOBACCI & PERANI S.P.A. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 6855 Country of ref document: AT Date of ref document: 19840415 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DYNAMIT NOBEL AKTIENGESELLSCHAFT Effective date: 19841222 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: DYNAMIT NOBEL AG |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19860608 |
|
| NLR2 | Nl: decision of opposition | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 81109638.7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001013 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20001016 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20001023 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20001026 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20001030 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001101 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20001116 Year of fee payment: 20 |
|
| BE20 | Be: patent expired |
Free format text: 20011111 *WNC NITROCHEMIE G.M.B.H. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011110 Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011110 Ref country code: CH Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011111 Ref country code: AT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20011129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 20011110 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20011111 |