EP0040271B1 - Zusammengesetzte Bänder und Apparat zum Aufwickeln zusammengesetzter Bänder - Google Patents
Zusammengesetzte Bänder und Apparat zum Aufwickeln zusammengesetzter Bänder Download PDFInfo
- Publication number
- EP0040271B1 EP0040271B1 EP80301627A EP80301627A EP0040271B1 EP 0040271 B1 EP0040271 B1 EP 0040271B1 EP 80301627 A EP80301627 A EP 80301627A EP 80301627 A EP80301627 A EP 80301627A EP 0040271 B1 EP0040271 B1 EP 0040271B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tape
- roller
- foil
- insulating tape
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/10—Insulating conductors or cables by longitudinal lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/16—Associating two or more webs
Definitions
- This invention concerns composite tapes and apparatus for forming composite tapes and in particular relates to apparatus for forming an insulated electrostatic screen for use in electrical coils, e.g. for use in the winding of transformers and the like.
- metal foil is fully insulated from both windings and also from itself so that an electrical short circuit does not occur and further delays have been experienced in the past while insulation tests have been carried out prior to continuing winding.
- DE-A-2542018 concerns the manufacture of electric cables in which a laminated ribbon is wound round a cable core in a longitudinal direction, with an outer plastics casing extruded around the core and surrounding ribbon.
- the laminated ribbon is formed by thermally fusing a metal band and a broader plastics band, and then physically turning up and over one or both protruding edge strips of the plastics band.
- BE-A-754150 concerns the production of cable in which a series of conductors are sandwiched between two flexible strips, one of which has an inwardly facing self-adhesive layer.
- apparatus for forming composite tape comprising first roller storage means of metal or metallised foil, second roller storage means of plastics insulating tape which is wider than the width of the foil, first roller means around which both the foil and the plastics insulating tape can be passed with the foil sandwiched between the roller and the insulating tape and located centrally of the tape, second roller means beyond the first roller means which progressively cause the free edges of the insulating tape on either side of the foil to be turned upwardly and over the foil as it passes through the second roller means, characterised in that the composite tape is insulated electrostatic screen for electrical coils, with the insulating tape being approximately twice the width of the foil, the apparatus further comprising third roller storage means having wound thereon self-adhesive plastics insulating tape, third roller means below which the self-adhesive insulating tape is passed with the self-adhesive surface away from the roller for urging the adhesive surface into contact with the two folded-over edges of the plastics insulating tape to cause
- roller storage means are provided for the plastics insulating tape to allow one, two or more thicknesses of insulating tape to be employed.
- the width of the plastics insulating tape is just less than twice the width of the metal foil around which it is to be wrapped so that a gap exists between the turned-over edges of the plastics insulating tape along the length of the composite tape so that the self-adhesive surface of the plastics tape which is applied to the turned-over edges makes contact with the exposed surface of the metal foil to more securely anchor the latter in the composite tape.
- Means may be provided for adjusting the pressure between the rollers forming the said fourth roller means to compensate for different thicknesses of composite tape.
- each of the storage means Preferably means is provided for each of the storage means to resist rotation of the storage means to a slight degree to maintain tension in the tapes and foil.
- the braking means so employed is adjustable to increase or decrease the tension so imparted to the tape or foil.
- the fourth roller means may be adjustable to accommodate different widths of composite tape.
- the self-adhesive plastics tape is self-coloured and preferably a different colour is used to denote a different standard of manufacture of the composite tape.
- a double thickness of insulating tape material one colour self-adhesive tape may be employed and where only a single layer of insulating plastics tape has been used to form the outer sleeve, another colour of self-adhesive plastics tape may be employed.
- the apparatus can be incorporated directly into a coil winding machine so that the formed composite tape is simply pulled from the fourth roller means as and when required and wound around the coil on the machine.
- the invention also provides a coil winding machine when fitted with apparatus embodying the invention.
- the apparatus may include a coil-winding bobbin and drive means for preparing bobbins of composite insulating electrostatic screen which can then be stored on the bobbin either for subsequent use or for sale.
- the invention also includes within its scope composite tape when formed by apparatus embodying the invention.
- the apparatus comprises a base 10 having an upstanding support flange 12 for carrying various drum storage devices to be described hereinafter.
- a channel support 14 In line with the support flange 12 is provided a channel support 14 forming the exit for the apparatus through which the formed screen tape is passed and for housing rollers (to be described later) for performing the final forming operation of the composite screen tape.
- the base includes fixing holes 16 by which the apparatus can be clamped to a bench or to a coil-winding machine or the like.
- the apparatus is self- sufficient in that tape can be pulled directly from the exit at 18 or the apparatus can be combined with a coil-winding machine to allow the screen tape to be pulled form the exit as and when required and wound directly on a coil bobbin or it can be combined with a coil-winding bobbin and drive means for winding bobbins of the insulating electrostatic screen for storing the screen material in bulk either for subsequent use or for sale.
- two spindles 20 and 22 extend at the rear of the flange 12 and include backing discs 24 and 26.
- the spindles are adapted to receive and support reels of tape typically Melinex (Melinex is a Trade Mark) tape to form the electrically insulating outer covering of the composite electrostatic screen tape.
- Melinex Melinex is a Trade Mark
- the reels are not shown in Figure 1 but the fitting of the reels on the spindles 20 and 22 is arranged to introduce a small degree of friction to resist rotation of the reels as the tape is pulled therefrom to impart a degree of tension into the tape as it is removed.
- a take-off roller 28 is mounted on a further spindle 30 which extends from the flange 12 and around which the insulating tape from spools mounted on the spindles 20 and 22 can be passed.
- the two spindles 20 and 22 are provided so that two layers of insulating tape can be incorporated into the manufacture of the composite tape. However for some applications only one layer of insulating Melinex tape will be required in which event the tape from only one of the reels mounted on the spindles 20 and 22 is drawn off and passed around the roller 28.
- a reel of metallised foil typically copper tape is mounted on a third spindle 32 which also extends from the flange 12 and includes a backing disc 34. Again the reel of metallised foil is preferably mounted on the spindle 32 so that there is a small resistance to rotation on the spindle so as to impart a slight tension to the copper tape as it is pulled therefrom. In practice the resistance to the removal of the copper tape should only be small since the metal tape will not stretch in the same way as will the Melinex.
- the metal tape passes around a further roller 36 carried on a spindle 38 which also extends from and is supported by the flange 12.
- the metal tape is trapped between the roller 36 and the layer or layers of Melinex tape from the roller 28.
- Further rollers 40 and 42 also formed with side flanges mounted on spindles 44 and 46 respectively and the space in between the side flanges of the rollers 40 and 42 is progressively reduced so that the sides of the Melinex tape which is wider than the metal tape are caused to be turned up and over the metal tape.
- the width of the copper foil 58 is approximately half the width of the Melinex tape and as the now composite tape passes between the flanges of rollers 40 and 42 the edges of the Melinex tape are curled up and over the copper foil as the composite tape passes between the progressively smaller spaced apart flanges.
- a fourth spindle 60 is mounted on the flange 12 again with a backing disc 62 for carrying a reel of self-adhesive tape not shown in Figure 1.
- the reel is shown in Figure 3 at 64 and the tape is removed as shown at 66 with the adhesive surface on the underside.
- the tape 66 passes underneath a roller 68 carried in the channel support means 14 and is thereby brought into contact with the turned-over edges of the Melinex tape presented to the underside of the roller 68 by means of another roller 70 also located between the sides of the channel support 14. Both rollers 68 and 70 are freely rotatable.
- the composite tape then passes over a block 72 and under a final exit roller 74 forming an exit nip.
- the exit roller 74 is mounted on a spindle 76 which can readily be removed from the channel support 14 by removing the pin 78 and withdrawing the spindle 76 using the knurled end 80. In this way the roller 74 can be removed to allow the composite tape to be threaded over the base 72 and the roller 74 replaced so as to exert the required pressure on the tape.
- channel section 14 can be removed from the base 10 by removing the two screws 82 and can be replaced with a different channel section with different rollers to accommodate different tape sizes or the channel section 14 may be formed from two parts which can be set at different spacings to accommodate different widths of composite tape.
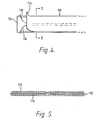
- an insulated metal foil screen for use in the winding of transformers and the like comprises a metal foil 110 typically of copper foil some few thousandths of an inch thick, a first strip of plastics tape 112 the width of which is just less than twice the width of the foil 110 and a second strip or tape of semi-opaque plastics sheet material 114 which is adhesively bonded to the first plastics tape 112 and to the foil 110.
- the foil is almost totally enclosed within a sleeve formed by the first plastics tape 112 and to this end the foil 110 is located midway across the width of the tape 112 and the two opposite edges of the tape are folded up and over the foil 110 so as to overlie the upper surface thereof.
- the extreme left-hand end of the strip or tape 114 is shown peeled away from the two in-turned edges 116 and 118 of the tape 112 and these in-turned edges 116 and 118 are shown springing upwards away from the foil 110 with the restraining influence of the tape 114 removed.
- the tape or strip 114 is self-adhesive plastics tape and for convenience is self-coloured rendering the tape opaque or semi-opaque.
- the two turned-in edges of the tape 112 do not meet but present a gap through which the adhesive tape 114 can adhere to the foil 110 to locate the latter in position.
- Preferred materials are copper foil for the screen 110, Melinex tape for the sleeve 112 and PVC self-adhesive tape for the strip 114.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electric Cables (AREA)
- Insulating Of Coils (AREA)
- Organic Insulating Materials (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Laminated Bodies (AREA)
Claims (9)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP80301627A EP0040271B1 (de) | 1980-05-19 | 1980-05-19 | Zusammengesetzte Bänder und Apparat zum Aufwickeln zusammengesetzter Bänder |
| DE8080301627T DE3069493D1 (en) | 1980-05-19 | 1980-05-19 | Improvements in and relating to composite tapes and apparatus for winding composite tape |
| AT80301627T ATE9982T1 (de) | 1980-05-19 | 1980-05-19 | Zusammengesetzte baender und apparat zum aufwickeln zusammengesetzter baender. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP80301627A EP0040271B1 (de) | 1980-05-19 | 1980-05-19 | Zusammengesetzte Bänder und Apparat zum Aufwickeln zusammengesetzter Bänder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0040271A1 EP0040271A1 (de) | 1981-11-25 |
| EP0040271B1 true EP0040271B1 (de) | 1984-10-24 |
Family
ID=8187166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80301627A Expired EP0040271B1 (de) | 1980-05-19 | 1980-05-19 | Zusammengesetzte Bänder und Apparat zum Aufwickeln zusammengesetzter Bänder |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0040271B1 (de) |
| AT (1) | ATE9982T1 (de) |
| DE (1) | DE3069493D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104319022A (zh) * | 2013-02-07 | 2015-01-28 | 滁州华尊电气科技有限公司 | 粘胶层连续分布的采用气体压力源的铝塑复合带制造系统 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105858290A (zh) * | 2016-05-09 | 2016-08-17 | 北京中科海讯数字科技股份有限公司 | 一种自动双层胶带缠绕装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE754150A (fr) * | 1970-07-30 | 1970-12-31 | Leroli S A | Perfectionnements aux cables plats a conducteurs multiples et appareil pour les fabriquer, |
| US3989561A (en) * | 1973-11-23 | 1976-11-02 | General Motors Corporation | Method of applying a laminated insulating film to copper wire |
| DE2542018C3 (de) * | 1975-09-20 | 1981-08-06 | The Fujikura Cable Works, Ltd., Tokyo | Verfahren zur Herstellung eines ummantelten elektrischen Kabels |
| SE398570B (sv) * | 1976-04-26 | 1977-12-27 | Asea Ab | Sett att applicera ett band av isolermaterial i lengsriktningen av en i huvudsak rektanguler elektrisk ledare och anordning for genomforande av settet |
| DE2845909C2 (de) * | 1978-10-21 | 1985-11-28 | Hans Kolbe & Co, 3202 Bad Salzdetfurth | Verfahren zur Herstellung einer Flachbandleitung |
-
1980
- 1980-05-19 AT AT80301627T patent/ATE9982T1/de not_active IP Right Cessation
- 1980-05-19 EP EP80301627A patent/EP0040271B1/de not_active Expired
- 1980-05-19 DE DE8080301627T patent/DE3069493D1/de not_active Expired
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104319022A (zh) * | 2013-02-07 | 2015-01-28 | 滁州华尊电气科技有限公司 | 粘胶层连续分布的采用气体压力源的铝塑复合带制造系统 |
| CN104319022B (zh) * | 2013-02-07 | 2016-11-23 | 滁州华尊电气科技有限公司 | 制造粘胶层连续分布的用于包覆线缆缆芯的铝塑复合带的系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0040271A1 (de) | 1981-11-25 |
| ATE9982T1 (de) | 1984-11-15 |
| DE3069493D1 (en) | 1984-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1200538A (en) | Packaged tape for electrical conductors | |
| US4197348A (en) | Wrapped elongated structure in which positioning of a one sided adhesive tape is such as to permit wrapping to move relative to a core | |
| US4645549A (en) | Composite tapes and apparatus for winding composite tapes | |
| US3632061A (en) | Wire-unwinding device | |
| EP0040271B1 (de) | Zusammengesetzte Bänder und Apparat zum Aufwickeln zusammengesetzter Bänder | |
| US6274240B1 (en) | Electrically insulated magnet wire and method of making the same | |
| DE2616001A1 (de) | Vorspannband fuer ein magnetaufzeichnungsband | |
| US3037852A (en) | Method of producing abrasive rolls and sheets | |
| US2275858A (en) | Taping device | |
| US4070214A (en) | Process for continuous precision lamination of multiple strips to a substrate | |
| US3905096A (en) | Method of fabricating coils | |
| US3378626A (en) | Method and product for shielding windings | |
| US3617421A (en) | Device for folding insulating tape about electrical conductors | |
| JPS5919458B2 (ja) | 層状巻線として形成された変圧器巻線 | |
| EP0150685A2 (de) | Verfahren und Maschine zur Isolierung elektrischer Leiter für Transformatoren durch Aufkleben isolierender Bekleidungsfolie und so isolierter Leiter | |
| IE49809B1 (en) | Apparatus for forming insulated electrostatic screen | |
| US3404050A (en) | Method and apparatus for producing insulated electrical conductors | |
| US2860220A (en) | Resistor comprising wire helically wound on pliant tape and method of preparing same | |
| GB2065062A (en) | Wrapped elongated structure | |
| US6935396B2 (en) | Splicing tape application device with rigid electrostatic charge eliminator | |
| US3362866A (en) | Machine for making laminated tape | |
| US4917740A (en) | Braiding machine | |
| RU2046428C1 (ru) | Способ изолирования тороидального магнитопровода и станок для его осуществления | |
| US5284541A (en) | Insulating tape for winding coils | |
| US1047899A (en) | Coil-former. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR IT LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19811120 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 9982 Country of ref document: AT Date of ref document: 19841115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3069493 Country of ref document: DE Date of ref document: 19841129 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19850531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19860530 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19890519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19890520 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19890531 Ref country code: CH Effective date: 19890531 Ref country code: BE Effective date: 19890531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19900531 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19910529 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910611 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19911201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19930202 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 80301627.8 Effective date: 19900412 |