-
Die
vorliegende Erfindung betrifft allgemein einen optischen Film und
einen Prozeß zu
seiner Herstellung und insbesondere Prozesse, bei denen die Eigenschaften
von Materialien in dem Film ausgenutzt werden, um die Reaktion der
Materialien während
der Verarbeitung zu steuern.
-
Im
Verlauf der vergangenen mehreren Jahre wurde die Verwendung von
polymeren Filmen zur Erzeugung von qualitativ hochwertigen optischen
Filmen erforscht. Die untersuchten polymeren optischen Filme nutzen
in der Regel verschiedene Brechungsindizes zwischen Schichten eines
mehrschichtigen Films aus. Beispielsweise kann ein mehrschichtiger
optischer Film konstruiert werden, indem Polymerschichten mit hohen Brechungsindizes
sich mit Polymerschichten mit niedrigen Brechungsindizes abwechseln.
Wenn zwei benachbarte Schichten mit einer relativ großen Fehlabstimmung
zwischen den jeweiligen Brechungsindizes ausgebildet, werden, wird
Licht einer bestimmten Wellenlänge
an der Grenzfläche
der beiden Schichten reflektiert. Die Wellenlänge des reflektierten Lichts
hängt von
der optischen Dicke der benachbarten Schichten ab. Optische Filme
können
auch aus polymeren Mischungen hergestellt werden, wobei Beziehungen
von relativen Brechungsindizes von verschiedenen Phasen der Mischung
ausgenutzt werden.
-
Eine
Art von mehrschichtigem optischem Film verwendet doppeltbrechende
Polymere, damit man die Fehlabstimmung zwischen benachbarten Brechungsindizes
erhält.
Bei derartigen Filmen wird der mehrschichtige Film entweder uniaxial
in einer Richtung entlang nur einer in der Ebene liegenden Achse
des Films oder biaxial in einer Richtung entlang zwei in der Ebene
liegenden orthogonalen Achsen des Films gezogen. Durch das Ziehen
werden Moleküle
innerhalb einer der beiden benachbarten Schichten in der Ziehrichtung
orientiert. Die Molekülorientierung ändert den
Brechungsindex der betroffenen Schicht in der Ziehrichtung.
-
Das
Ziehen eines mehrschichtigen Films, bei dem eine der Schichten des
Films doppeltbrechend ist, kann dazu verwendet werden, eine Fehlabstimmung
von Brechungsindizes von zwei benachbarten Schichten in der Ziehrichtung
zu erhalten. Wenn die Brechungsindizes der beiden Schichten in der
nichtgezogenen, in der Ebene liegenden Richtung entsprechen, kann
der mehrschichtige Film dazu verwendet werden, Licht mit einer Polarisation
zu reflektieren und Licht mit einer anderen durchzulassen. Ein derartiger
Film kann beispielsweise als ein reflektierender Polarisator verwendet
werden. Wenn ein mehrschichtiger Film so gezogen wird, daß die betroffene
Schicht in der Richtung der beiden orthogonalen, in der Ebene liegenden
Achsen orientiert wird, kann man eine Fehlabstimmung in beiden Richtungen
erhalten. Mit einem derartigen Film kann Licht mit beiden Polarisationen
reflektiert werden (z.B. ein Spiegel für. die jeweilige Wellenlänge des
Lichts).
-
WO
97/32226 beschreibt einen Richtungssteuerpolarisator, der eine Richtungs-
und Polarisationssteuerung von auf ihm auftreffendem Licht liefert,
umfassend:
einen Polarisator, der ausgelegt ist, Licht mit
einer ersten Polarisationsorientierung spiegelnd durchzulassen und
Licht mit einer anderen Polarisationsorientierung diffus zu reflektieren;
ein
erstes lichtlenkendes Material, das dafür ausgelegt ist, Licht innerhalb
einer gewünschten
Winkelzone durchzulassen und Licht, das nicht aus dem ersten lichtlenkenden
Material innerhalb der gewünschten
Winkelzone austreten würde,
zu reflektieren;
wobei der Polarisator und das erste lichtlenkende
Material zusammen die Richtung und Polarisation von von dem Richtungssteuerpolarisator
durchgelassenem Licht steuern.
-
US-A-2,158,180
beschreibt einen Lichtpolarisator, der dafür ausgelegt ist, einen einfallenden
Strahl unpolarisierten Lichts in zwei unterschiedlich polarisierte
Komponenten aufzuteilen, eine eine spiegelnde Komponente, die andere
eine hochdiffundierte Komponente, umfassend mehrere folienartige
Suspensionen von nadelförmigen,
orientierten, doppeltbrechenden Teilchen in lichtdurchlässigen Medien,
wobei die Teilchen in einem Medium in einer Richtung im wesentlichen
im rechten Winkel zur Orientierungsrichtung der Teilchen im anderen
Medium orientiert sind, wobei ein Medium einen Brechungsindex aufweist,
der im wesentlichen dem oberen Brechungsindex der Teilchen entspricht,
wobei das andere Medium einen Brechungsindex aufweist, der im wesentlichen
dem unteren Brechungsindex der Teilchen entspricht.
-
Wie
oben angemerkt weisen ein oder mehrere der in polymeren optischen
Filmen verwendeten Materialien optische Eigenschaften auf, die sich
beim Ziehen des Materials ändern.
Diese Eigenschaften nehmen im allgemeinen eine Richtungsorientierung
an, die von der Richtung abhängt,
in der das Material gezogen wird. Solche optischen Filme können über drei
zueinander orthogonale Achsen beschrieben werden, nämlich zwei in
der Ebene liegende Achsen x und y und eine Dickenachse z. Die optischen
Eigenschaften derartiger optischer Filme hängen im allgemeinen von den
Brechungsindizes nx, ny und
nz jedes Materials in der Richtung der x-,
y- bzw. z-Achse
ab. Somit ist es wünschenswert,
den optischen Film auf eine Weise zu verarbeiten, die eine präzise Steuerung
der optischen Eigenschaften der verwendeten Materialien gestattet.
-
Die
vorliegende Erfindung betrifft polarisierende optische Filme mit
einem dreischichtigen Aufbau wie in den Ansprüchen 1 bis 13 beschrieben und
Prozesse zu ihrer Herstellung. Ein optischer Film, der mindestens ein
erstes und zweites Material enthält,
wird hergestellt durch Verarbeiten des Films bezüglich erster und zweiter, in
der Ebene liegenden Achsen des Films unter Bedingungen, die eine
optische Orientierung zumindest in dem ersten Material entlang der
ersten in der Ebene liegenden Achse des Films induzieren, während sie
eine Orientierung in dem ersten Material entlang der zweiten in
der Ebene liegenden Achse des Films induzieren, die wesentlich kleiner
ist als die entlang der ersten Achse induzierte Orientierung. Der
Brechungsindex des zweiten Materials entspricht im wesentlichen
dem Brechungsindex des ersten Materials entlang einer der ersten
und zweiten in der Ebene liegenden Achsen des Films.
-
Der
Prozeß kann
dazu verwendet werden, Filme mit verbesserter optischer und/oder
mechanischer Leistung herzustellen. Der Prozeß kann dazu verwendet werden,
eine Reihe verschiedener Filme herzustellen. Zwei oder mehr Materialien
des Films können
abwechselnde Schichten in einem mehrschichtigen optischen Film bilden.
Die beiden Materialien können
auch in einem Mischfilm ausgebildet werden, beispielsweise als eine
kontinuierliche Phase und eine disperse Phase von Material. Gemäß einer
Ausführungsform
der Erfindung kann man durch Steuern der Reaktion der Materialien
auf Ziehverarbeitungsbedingungen verschiedene Kombinationen von
Orientierungszuständen
der beiden Materialien erhalten.
-
Bei
einem Aspekt der vorliegenden Erfindung wird ein eine kontinuierliche/disperse
Phase bildender polarisierender Film nach Anspruch 1 bereitgestellt,
bei dem das die kontinuierliche/disperse Phase bildende Material
beide Außenflächen des
Films bildet. Es stellt sich heraus, daß die geraubte Oberfläche, die
das eine kontinuierliche/disperse Phase bildende Material liefert,
die Durchnässung
eliminiert (wenn zum Beispiel der Polarisator zusammen mit einem
dichroitischen Polarisator in einer LCD verwendet wird), ohne daß eine zusätzliche
Oberflächenbehandlung
(z.B. Prägung)
oder das Vorliegen eines diffusen Abstandhalterfilms zwischen den
beiden Polarisatoren benötigt
wird. Bei Ausführungsformen
dieses Aspekts der vorliegenden Erfindung weist der Polarisator
einen dreischichtigen Aufbau auf, der aus einer Kernschicht und
einer ersten und zweiten äußeren Schicht
besteht und wobei beide äußere Schichten
eine kontinuierliche/disperse Phase aufweisen.
-
Die
obige Zusammenfassung der vorliegenden Erfindung soll nicht jede
dargestellte Ausführungsform oder
jede Implementierung der vorliegenden Erfindung beschreiben. Die
Figuren und die ausführliche
Beschreibung, die folgen, exemplifizieren diese Ausführungsformen
eingehender.
-
Die
Erfindung läßt sich
bei Betrachtung der folgenden ausführlichen Beschreibung verschiedener
Ausführungsformen
der Erfindung in Verbindung mit den beiliegenden Zeichnungen besser
verstehen. Es zeigen:
-
1A und 1B optische
Filme;
-
2a-2J Diagramme
verschiedener Prozesse gemäß der vorliegenden
Erfindung;
-
3 noch
einen weiteren optischen Film gemäß einer weiteren Ausführungsform
der Erfindung;
-
4 einen
gemischten polymeren optischen Film gemäß einer weiteren Ausführungsform
der Erfindung und
-
5A bis 5C die
Durchlaßeigenschaften
eines gemäß einer
Ausführungsform
der vorliegenden Erfindung hergestellten Films.
-
Die
vorliegende Erfindung läßt sich
allgemein auf eine Reihe verschiedener optischer Filme, Materialien
und Prozesse anwenden. Es wird angenommen, daß sich die vorliegende Erfindung
besonders für
die Herstellung von polymeren optischen Filmen eignet, bei denen
die viskoelastischen Eigenschaften von in dem Film verwendeten Materialien
dafür ausgenutzt
werden, gegebenenfalls das Ausmaß der in den Materialien induzierten
Molekülorientierung
zu steuern, wenn der Film während
der Verarbeitung gezogen wird. Wie unten beschrieben können Überlegungen
hinsichtlich der verschiedenen Eigenschaften der zum Herstellen
optischer Filme verwendeten Materialien dazu herangezogen werden,
die optischen Filme zu verbessern. Zu den Verbesserungen zählen einer
oder mehrere der folgenden Punkte: verbesserte optische Leistung,
verbesserte Beständigkeit
gegenüber
Bruch oder Reißen,
verbesserte Formbeständigkeit,
verbesserte Verarbeitbarkeit und dergleichen. Wenngleich die Erfindung
nicht darauf beschränkt
ist, erhält
man eine Würdigung
der verschiedenen Aspekte der Erfindung über eine Erörterung der verschiedenen Beispiele
unten.
-
Ein
Prozeß zum
Herstellen eines optischen Films gemäß einer besonderen Ausführungsform
der vorliegenden Erfindung wird unter Bezugnahme auf 1 beschrieben. 1 veranschaulicht
einen Abschnitt eines optischen Films 101. Der dargestellte
optische Film 101 kann unter Bezugnahme auf drei zueinander orthogonale
Achsen x, y und z beschrieben werden. Bei. der dargestellten Ausführungsform
liegen die beiden orthogonalen Achsen x und y in der Ebene des Films 101 (in
der Ebene liegende Achsen), und eine dritte Achse verläuft in der
Richtung der Filmdicke.
-
Der
optische Film 101 enthält
mindestens zwei verschiedene Materialien, die optisch gekoppelt
sind (z.B. zwei Materialien, die zusammen einen optischen Effekt
wie etwa Reflexion, Streuung, Durchlassung usw. hervorrufen). Die
Eigenschaften der beiden Materialien können dazu verwendet werden,
eine gewünschte Fehlabstimmung
von Brechungsindizes in einer Richtung entlang mindestens einer
Achse des Films 101 zu erzeugen. Die beiden Materialien
sind im allgemeinen von viskoelastischer Art. Mindestens eines der
Materialien zeigt unter bestimmten Bedingungen Doppelbrechung. Die
vorliegende Erfindung eignet sich insbesondere für Filme, die Materialien umfassen,
die koextrudiert werden können.
Koextrudierte mehrschichtige und polymere Mischfilme beispielsweise
eignen sich gut für
die Herstellung eines derartigen Films. Wenn der Film 101 koextrudierte
Materialien umfaßt,
müssen
die Materialien eine ausreichend ähnliche Rheologie (z.B. viskoelastizität) aufweisen,
um die Anforderungen des Koextrusionsprozesses zu erfüllen. Wie
unten beschrieben, können
jedoch die viskoelastischen Eigenschaften des Films auch unterschiedlich
genug sein, daß die beiden
verschiedenen Materialien auf ausgewählte Verarbeitungsbedingungen
verschieden reagieren.
-
Während der
Verarbeitung wird der Film 101 in mindestens zwei Richtungen
gezogen. In der folgenden Beschreibung wird der Ausdruck ziehen
in Verbindung mit Beispielen verwendet, bei denen der Film gedehnt
oder gestreckt wird. Es versteht sich, daß auch durch Komprimierung
eine Beanspruchung eingeführt werden
kann. Der Ziehprozeß kann
im allgemeinen von beiden Arten sein. Der Ziehprozeß kann verwendet werden,
um in einem oder mehreren der Materialien selektiv eine Molekülorientierung
zu induzieren. Die induzierte Molekülorientierung kann beispielsweise
zum Ändern
des Brechungsindexes eines betroffenen Materials in Ziehrichtung
verwendet werden, um die mechanischen Eigenschaften des Films oder
dergleichen zu ändern.
Das Ausmaß der
durch das Ziehen induzierten Molekülorientierung kann auf der
Basis der gewünschten Eigenschaften
des Films gesteuert werden, wie unten ausführlicher beschrieben wird.
-
Gemäß einer
Ausführungsform
der Erfindung wird ein optischer Film unter Verwendung von zwei
oder mehr verschiedenen Materialien gebildet. Unter bestimmten Bedingungen
orientiert sich nur eines der Materialien im wesentlichen während des
Ziehens. Unter anderen Bedingungen werden das andere oder beide
Materialien durch den Ziehprozeß im
wesentlichen orientiert. Wenn die Orientierung eine Entsprechung
der Brechungsindizes der beiden Materialien in einer in der Ebene
verlaufenden Richtung und eine erhebliche Fehlabstimmung der Brechungsindizes
in der anderen in der Ebene verlaufenden Richtung verursacht, eignet
sich der Film insbesondere für
die Herstellung eines optischen polarisierenden Films. Mit dem Prozeß kann ein
polarisierender Film hergestellt werden, indem der Film in der Richtung
beider orthogonaler, in der Ebene verlaufende Achsen auf eine Weise
gezogen wird, die in Richtung von nur einer in der Ebene verlaufenden
Achse eine erhebliche Brechungsindexfehlabstimmung erzeugt.
-
Gemäß verschiedenen
Ausführungsformen
der Erfindung können
optische Filme konstruiert werden, bei denen die Brechungsindizes
entlang einer in der Ebene liegenden Achse im wesentlichen gleich
sind, während
die Brechungsindizes entlang der anderen in der Ebene liegenden
Achse im wesentlichen nicht abgestimmt sind. Die abgestimmte Richtung
bildet eine Durchlaßrichtung
(Passierrichtung) für
den Polarisator, und die nicht abgestimmte Richtung bildet eine
Reflexionsrichtung (Blockierrichtung). Allgemein ist die Leistung des
Polarisators um so besser, je größer die
Fehlabstimmung bei den Brechungsindizes in der Reflexionsrichtung
und je enger die Entsprechung in der Durchlaßrichtung. Außerdem können die
Brechungsindizes der beiden Materialien in der Dickerichtung gesteuert
(d.h. abgestimmt) werden, um die optische Leistung des optischen
Films zu verbessern.
-
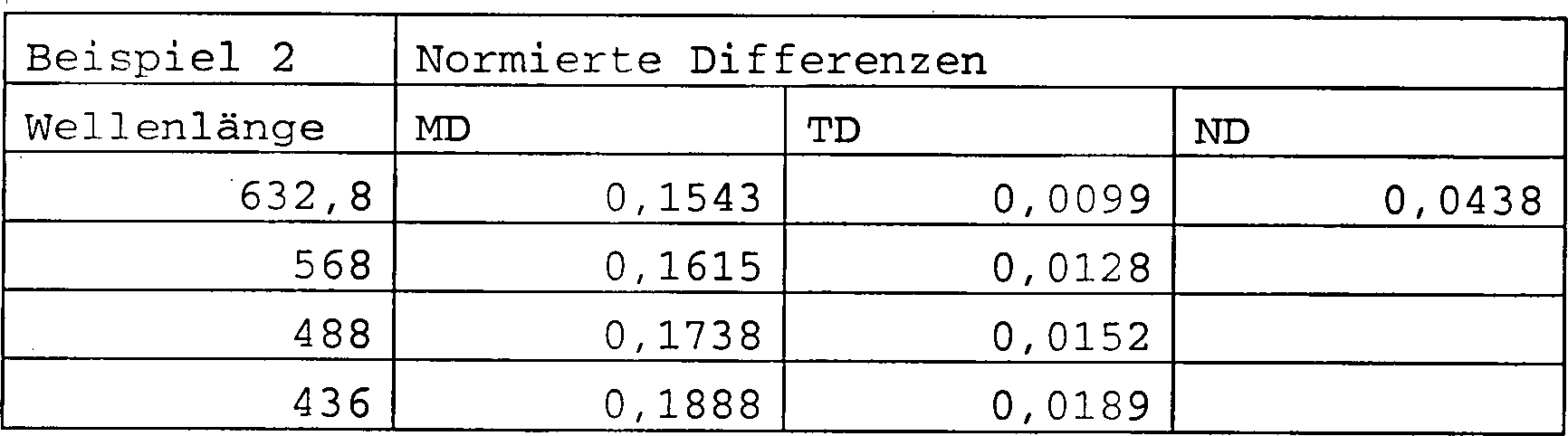
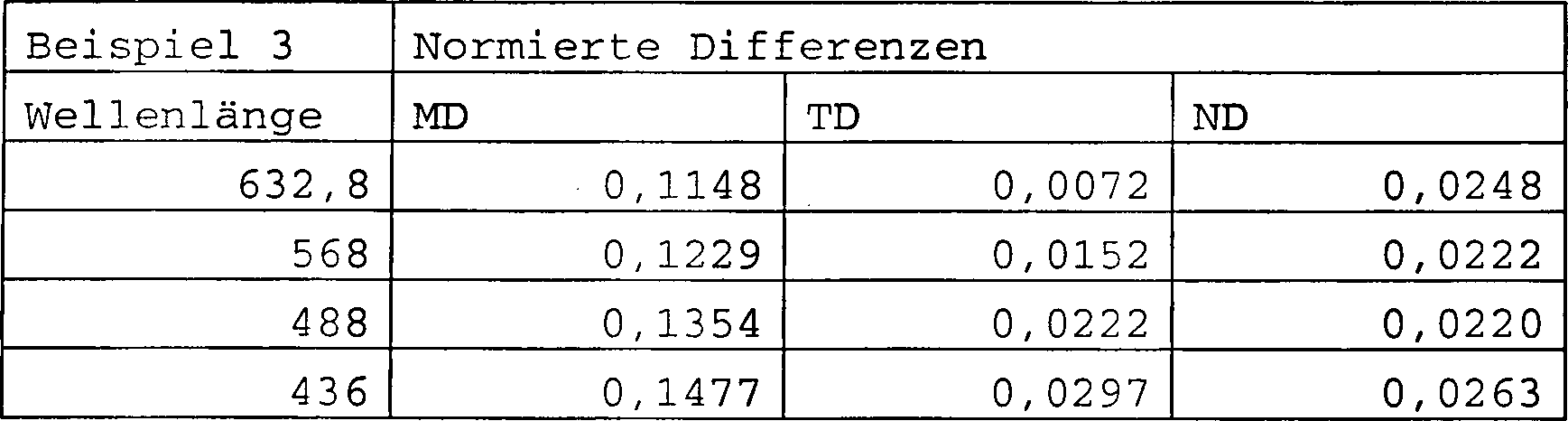
Es
versteht sich, daß der
Brechungsindex in einem Material eine Funktion der Wellenlänge ist
(d.h. Materialien weisen in der Regel eine Dispersion auf). Deshalb
sind die optischen Anforderungen hinsichtlich des Brechungsindexes
auch eine Funktion der Wellenlänge.
Das Indexverhältnis
von zwei optisch gekoppelten Materialien kann zum Berechnen der
Reflexionsleistung der beiden Materialien verwendet werden. Der
Absolutwert der Indexdifferenz zwischen den beiden Materialien dividiert
durch den mittleren Index dieser Materialien beschreibt die optische
Leistung des Films. Dies wird als die normierte Indexdifferenz bezeichnet.
Es wird allgemein erwünscht,
daß die
normierte Differenz, wenn sie vorliegt, bei abgestimmten Brechungsindizes
in der Ebene kleiner ist als etwa 0,05, besonders bevorzugt kleiner
als etwa 0,02 und ganz besonders bevorzugt kleiner als etwa 0,01.
Analog kann es wünschenswert
sein, daß eine
etwaige normierte Differenz beiden Brechungsindizes in der Dickerichtung
eines Polarisationsfilms kleiner ist als etwa 0,09, besonders bevorzugt
kleiner als etwa 0,04 und ganz besonders bevorzugt kleiner als etwa
0,02. Bei bestimmten Fällen
kann es wünschenswert
sein, eine gesteuerte Fehlabstimmung in der Dickerichtung zweier
benachbarter Materialien in einem mehrschichtigen Stapel zu haben.
Der Einfluß der
Brechungsindizes in der z-Achse von zwei Materialien in einem mehrschichtigen
Film auf die optische Leistung eines derartigen Films wird ausführlicher
in US-A-5,882,774
(USSN 08/402,041) mit dem Titel „Optical Film", WO 99/36258 mit
dem Titel „Color
Shifting Film" und
US-A-6,157,490 mit dem Titel „Opticall
Film with Sharpened Bandedge" beschrieben.
-
In
der nicht abgestimmten, in der Ebene verlaufenden Richtung eines
Polarisators ist es allgemein wünschenswert,
daß die
normierte Differenz bei Brechungsindizes mindestens etwa 0,05 beträgt, besonders bevorzugt über etwa
0,09 und ganz besonders bevorzugt über etwa 0,11. Allgemein ist
es wünschenswert,
daß diese
Differenz so groß wie
möglich
ist, ohne daß andere
Aspekte des optischen Films eine wesentliche Verschlechterung erfahren.
Gemäß mehreren
Ausführungsformen
der Erfindung sollte bei Verwendung von mehrschichtigen Paaren die
optische Dicke jeder Schicht in einem Schichtpaar gleich sein, um
die Reflexion erster Ordnung zu optimieren.
-
Hierbei
ist die optische Dicke das Produkt der physikalischen Schichtdicke
und des Brechungsindexes bei einer gegebenen Wellenlänge. Bei
anderen Ausführungsformen
sind Reflexionsspitzen höherer
Ordnung erwünscht
und ungleiche optische Dicken, die diese Reflexionen optimieren,
können
verwendet werden.
-
Gemäß einer
Ausführungsform
der Erfindung werden verschiedene viskoelastizitätseigenschaften von zwei koextrudierten
polymeren Materialien zum Herstellen eines verbesserten optischen
Films verwendet. Die viskoelastizität ist eine grundlegende Eigenschaft
von Polymeren. Die viskoelastizitätseigenschaften eines Polymers
können
verwendet werden, um zu beschreiben, ob es im allgemeinen auf eine
Beanspruchung wie eine Viskoseflüssigkeit
oder wie ein elastischer Festkörper
reagiert. Bei hohen Temperaturen und/oder niedrigen Beanspruchungsraten
fließen
Polymere im allgemeinen beim Ziehen wie eine Viskoseflüssigkeit
mit wenig oder keiner Molekülorientierung.
Bei niedrigen Temperaturen und/oder hohen Beanspruchungsraten ziehen Polymere
im allgemeinen elastisch wie Festkörper mit der einhergehenden
Molekülorientierung.
Ein Niedertemperaturprozeß findet
in der Regel in der Nähe
der Glasübergangstemperatur
von amorphen polymeren Materialien statt, während ein Hochtemperaturprozeß üblicherweise
wesentlich über
der Glastemperatur stattfindet.
-
Das
viskoelastische Verhalten von Polymeren ist im allgemeinen das Ergebnis
der Geschwindigkeit der molekularen Relaxation im polymeren Material.
Die Rate der molekularen Relaxation kann durch eine mittlere längste Gesamtrelaxationszeit
(d.h. Molekülgesamtneuordnung)
oder eine Verteilung von derartigen Zeiten gekennzeichnet werden.
Die mittlere längste
Relaxationszeit nimmt in der Regel mit abnehmender Temperatur zu
und nähert
sich einem sehr hohen Wert in der Nähe der Glasübergangstemperatur. Auch die
mittlere längste
Relaxationszeit kann durch Kristallisation und/oder Vernetzung in
dem polymeren Material verlängert werden,
was in der Praxis eine etwaige Relaxation von diesem längsten Modus
bei typischerweise verwendeten Prozeßzeiten und -temperaturen blockiert.
Auch können
das Molekulargewicht und die Verteilung sowie die chemische Zusammensetzung
und der Aufbau (z.B. Verzweigung) die längste Relaxationszeit beeinflussen.
-
Wenn
die mittlere längste
Relaxationszeit eines bestimmten polymeren Materials etwa gleich
oder länger
ist als die Prozeßziehzeit,
tritt im Material in der Richtung des Ziehens eine wesentliche Molekülorientierung
ein. Hohe und niedrige Beanspruchungsraten entsprechen somit Prozessen,
die das Material über
einen Zeitraum ziehen, der kleiner ist beziehungsweise größer als
die mittlere längste
Relaxationszeit. Es versteht sich, daß die Reaktion eines gegebenen
Materials durch Steuern der Ziehtemperatur, der Ziehrate und des Ziehverhältnisses
des Prozesses verändert
werden kann.
-
Gemäß einem
Aspekt der Erfindung kann das Ausmaß der Orientierung während eines
Ziehprozesses über
einen großen
Bereich hinweg präzise
gesteuert werden. Bei bestimmten Ziehprozessen ist es möglich, daß der Ziehprozeß das Ausmaß der Molekülorientierung
in mindestens einer Richtung des Films tatsächlich reduziert. Beispielsweise
kann der Film in einer Richtung gedehnt werden, während gestattet
wird, daß der Film
dimensionsmäßig in der
Querrichtung abnimmt. Durch diesen Prozeß kann die anfängliche
Molekülorientierung
in der Querrichtung reduziert werden. Somit kann der Prozeß ein negativer
Orientierungsprozeß sein. In
der Richtung des Ziehens reicht die durch den Ziehprozeß induzierte
Molekülorientierung
von im wesentlichen keiner Orientierung zu einer geringfügigen nicht-optischen
Orientierung (z.B. eine Orientierung, die auf die optische Leistung
des Films vernachlässigbare
Effekte hat), zu variierenden Graden an optischer Orientierung.
-
Die
relative Stärke
der optischen Orientierung hängt
von dem Material und den relativen Brechungsindizes des Films ab.
Beispielsweise kann eine starke optische Orientierung in Relation
zu der intrinsischen (normierten) Gesamtdoppelbrechung der gegebenen
Materialien stehen. Alternativ kann die Ziehstärke in Relation zum Gesamtausmaß einer
erzielbaren normierten Indexdifferenz zwischen den Materialien für eine gegebene
Ziehprozeßsequenz
stehen. Es versteht sich außerdem,
daß ein
spezifiziertes Ausmaß an
Molekülorientierung
in einem Kontext eine starke optische Orientierung und in einem
anderen Kontext als eine schwache oder nicht-optische Orientierung
angesehen werden kann. Beispielsweise kann ein bestimmtes Ausmaß an Doppelbrechung
entlang einer ersten in der Ebene liegenden Achse bei Betrachtung
im Kontext einer sehr großen
Doppelbrechung entlang der zweiten in der Ebene liegenden Achse
vernachlässigbar
sein. Mit abnehmender Doppelbrechung entlang der zweiten in der
Ebene liegenden Achse wird die geringfügige Orientierung entlang der
ersten in der Ebene liegenden Achse optisch dominanter. Prozesse,
die in einer ausreichend kurzen Zeit und/oder bei einer ausreichend
kalten Temperatur auftreten, um eine gewisse oder wesentliche optische
Molekülorientierung zu
induzieren, sind schwache beziehungsweise starke optisch orientierende
Ziehprozesse. Prozesse, die über
einen ausreichend langen Zeitraum und/oder bei ausreichend heißen Temperaturen
auftreten, so daß es
zu einer geringen oder keiner Molekülorientierung kommt, sind nichtoptisch
orientierende beziehungsweise nicht orientierende Prozesse.
-
Indem
die Materialien und Prozeßbedingungen
unter Berücksichtigung
der orientierenden/nicht orientierenden Reaktion der Materialien
auf die Prozeßbedingungen
ausgewählt
werden, kann das Ausmaß der
Orientierung, falls überhaupt,
entlang der Achse jedes Ziehprozesses für jedes Material getrennt gesteuert
werden. Somit kann ein resultierender Film hergestellt werden, bei
dem jedes Material verschiedene Arten der oben beschriebenen Molekülorientierungen
entlang jeder Achse aufweist. Beispielsweise kann ein Film mit einem
Material hergestellt werden, das optisch entlang einer ersten in
der Ebene liegenden Achse entweder stark oder schwach orientiert
ist und entlang einer zweiten in der Ebene liegenden Achse eine
nicht-optische oder
keine Orientierung aufweist, und einem zweiten Material, das biaxial
optisch orientiert ist (z.B. optisch entlang beider in der Ebene
liegenden Achsen orientiert ist). Die biaxiale optische Orientierung
beispielsweise kann symmetrisch sein (z.B. beide stark oder schwach.
optisch orientiert) oder asymmetrisch (z.B. stark optisch orientiert
in einer Richtung und schwach optisch orientiert in der anderen
Richtung). Bei bestimmten Prozessen weist möglicherweise nur eines der
Materialien eine optische Orientierung auf.
-
Das
Ausmaß der
durch einen bestimmten Ziehprozeß induzierten Molekülorientierung
diktiert nicht notwendigerweise von sich aus die Molekülorientierung
des resultierenden Films. Ein bestimmtes Ausmaß an Orientierung in einem
ersten Ziehprozeß kann
für ein Material
zulässig
sein, um weitere Molekülorientierung in
einem zweiten Ziehprozeß zu
kompensieren oder zu unterstützen.
Beispielsweise kann ein erster Ziehprozeß für das erste Material stark
optisch orientierend und für
das zweite Material nichtoptisch orientierend sein. Ein zweiter
Ziehprozeß kann
verwendet werden, der für
das erste Material schwach optisch orientierend ist und für das zweite
Material stark optisch orientierend ist (z.B. resultierend aus der
durch die Molekülorientierung des
ersten Ziehprozesses induzierten Kernbildung des zweiten Materials).
In diesem Fall ist die von dem ersten Ziehprozeß in dem ersten Material induzierte
Orientierung größer als
die durch den zweiten Ziehprozeß im ersten
Material induzierte Orientierung. Bei diesem Beispiel weist das
erste Material im resultierenden Film eine starke optische Orientierung
in Richtung des ersten Ziehens auf, während das zweite Material eine
starke optische Orientierung in Richtung des zweiten Ziehens aufweist.
-
Bei
noch einem weiteren Beispiel können
die viskoelastischen Eigenschaften der im optischen Film verwendeten
individuellen Materialien durch mehrfache Ziehprozesse ausgenutzt
werden, um einen Film herzustellen, bei dem eines der Komponentenmaterialen
(symmetrisch oder asymmetrisch) optisch biaxial orientiert ist,
während
ein anderes Komponentenmaterial nur in einer Richtung (uniaxial)
optisch orientiert worden ist. Ein derartiger optischer Film kann
hergestellt werden, indem die Bedingungen eines ersten Ziehprozesses so
gewählt
werden, daß sie
ein Material optisch orientieren und ein zweites Material nicht
orientieren (oder nicht-optisch orientieren). Bedingungen für einen
zweiten Ziehprozeß können so
ausgewählt
werden, daß sie beide
Materialien optisch orientieren. Die Ergebnisse wäre ein Film,
bei dem das erste Material nur in der zweiten Richtung optisch orientiert
worden ist, während
das zweite Material sowohl in der ersten als auch zweiten Richtung
optisch orientiert worden ist. Verschiedene Vorteile von solchen
Prozessen werden in den unten aufgeführten Ausführungsformen, Beispielen und
Prozessen exemplifiziert.
-
Die
Flexibilität
und die Breite der verschiedenen möglichen Material- und Prozeßausführungsformen kann
man anhand der Konstruktion von für diesen Zweck entwickelten
Orientierungsdiagrammen verstehen. Diese Diagramme können verwendet
werden, um den Zustand der optischen Orientierung der verschiedenen Materialien
nach einer gewünschten
Anzahl von Prozeßschritten
darzustellen. Orientierungsdiagramme werden wie folgt konstruiert.
Zunächst
wird ein Satz von Achsen gezeichnet, der die in der Ebene liegenden
Indizes der Materialien zeigt. Da Indizes immer positiv sind, wird
für das
Diagramm nur ein erster Quadrant benötigt. Die Indizes in der ersten
in der Ebene liegenden Richtung (Ziehrichtung) können durch die y-Achse und die
Indizes in der zweiten in der Ebene liegenden Richtung (Ziehrichtung)
durch die x-Achse dargestellt werden. Eine diagonale 45°-Linie, die
zwischen den beiden Achsen verläuft,
stellt die möglichen
in der Ebene liegenden isotropen Zustände dar. Bei einem typischen
Prozeß können die
im optischen Film verwendeten Materialen anfänglich isotrop sein und können durch
Punkte auf dieser Linie dargestellt werden. Bei einigen Fällen beginnen
die Materialien möglicherweise
in einem Zustand der Orientierung. Bei vielen dieser Fälle kann
eine vorausgegangener Prozeßschritt,
zum Beispiel ein Gießschritt,
die Quelle dieser Orientierung sein (und die Diagrammkonstruktion
kann bei diesem vorausgegangenem Schritt beginnen). Das Orientierungsdiagramm stellt
Orientierungszustände
der Materialien dar. 2A beispielsweise ist ein Orientierungsdiagramm,
das den Fall von zwei anfänglich
isotropen Polymeren mit isotropen Indizes von 1,625 und 1,643 bei
632,8 nm darstellt (z.B. die Polyester coPEN, die die Untereinheiten
70% PEN und 30% PET umfassen, und das Homopolymer PEN).
-
Die
möglichen
Prozeßschritte
beinhalten unter anderem das Ziehen des Films in einer Richtung,
während
die andere in der Ebene liegende Richtung im wesentlichen konstant
gehalten wird (z.B. Ziehen in einem herkömmlichen Spannrahmen), Ziehen
in einer Richtung, während
die andere in der Ebene verlaufende Richtung abmessungsmäßig relaxieren
kann (z.B. Ziehen in einem herkömmlichen
Längenorientierer)
oder gleichzeitiges Ziehen in beiden Richtungen entweder gleichmäßig oder
ungleichmäßig (z.B.
Ziehen in einem gleichzeitigen biaxialen Spannrahmen). Es können verschiedene
Prozeßpermutationen
oder Kombinationen dieser Prozesse verwendet werden (z.B. LO/Spannrahmen,
Spannrahmen/LO., biax. Spannrahmen/LO, Komprimierung, usw.).
-
Nach
einer beliebigen Anzahl gegebener Schritte können sich die Materialien in
einer Vielzahl von Orientierungszuständen befinden, einschließlich uniaxial
orientiert in der ersten Ziehrichtung (u), uniaxial (quer) orientiert
in der zweiten Ziehrichtung (t) oder biaxial orientiert in der Ebene
(b) (in der Ebene, weil eine uniaxiale Komprimierung in der außerhalb
der Ebene liegenden Dickerichtung eine Form von biaxialem Strecken
in der Ebene darstellt). Andere Orientierungprozesse sind möglich. Beispielsweise
würde eine
außerhalb
der Ebene liegende uniaxiale Dehnung in der Ebene als eine biaxiale
Komprimierung erscheinen, das heißt eine biaxiale Dehnung umgekehrt.
Ein Material kann entweder positiv doppeltbrechend (P) sein, so
daß der
Index dieses Materials in der Ziehrichtung zunimmt, oder negativ
doppelbrechend (N), so daß der
Index dieses Materials in der Ziehrichtung abnimmt. 2B veranschaulicht
eine Vielzahl der verschiedenen Materialzustände, einschließlich ein
uniaxial orientiertes, positiv doppeltbrechendes Material 201 (uP),
ein quer-uniaxial orientiertes positiv doppeltbrechendes Material 203 (tP),
ein biaxial orientiertes, positiv doppelbrechendes Material 205 (bP)
und die negativ doppeltbrechenden Analoga 202, 204, 206 (uN,
tN bzw. bN). Die Richtung, in der sich die Brechungsindizes entsprechen,
können
mit getrennten Zahlen bezeichnet werden, die verschiedene Ziehachsen
angeben. In 2B nehmen biaxiale Zustände die
allgemeine Form von Erster- und Dritter-Quadrant-Figuren an, während uniaxiale Zustände (sowohl
u als auch t) die Form von Zweite- und Vierte-Quadrant-Figuren aufweisen.
Die Längen
der Schenkel an einem Materialzustandsdiagramm stellen die Änderungen
des Indexes vom äquivalenten
isotropen Zustand dar, und die Scheitel der Figuren sind die von äquivalenten
isotropen Zuständen.
Als erste Annäherung
ist der äquivalente
isotrope Zustand der Indexzustand der anfänglichen isotropen Materialien.
Ein Plus- oder Minus-Vorzeichen (+/-) kann am Scheitel verwendet
werden, um die Vorzeichenänderung
bei der Dicke oder dem z-Index von dem äquivalenten isotropen Zustand
anzugeben. Es können
auch dreidimensionale Orientierungsdiagramme verwendet werden, um
den z-Index explizit zu zeigen, wie in 2C. Schließlich kann
beim Übergang
zwischen einem uniaxialen und biaxialen Ziehen der zweite Schenkel
auf den Scheitel reduziert werden, wodurch das Diagramm in der Prinzipziehrichtung
auf einen einzigen Schenkel reduziert wird. Die Orientierungsdiagramme
können
dazu verwendet werden, optische Filme bildlich darzustellen, die
sich aus verschiedenen Prozeßwahlen
ergeben. Mit geeigneten Materialien kann eine beliebige Kombination
von zwei Orientierungszuständen
kombiniert werden, um ein Endprodukt zu erhalten. Unten sind verschiedene
Beispiele aufgeführt,
um Kombinationen verschiedener Orientierungszustände zu veranschaulichen. Die
Erfindung sollte jedoch nicht als auf die bereitgestellten Beispiele
beschränkt
angesehen werden. Das Orientierungsdiagramm von 2D veranschaulicht
den Fall eines uniaxialen Ziehens der Materialien mit den in 2A dargestellten
isotropen. Zuständen,
was zu einem uP-uP-2-Orientierungsdiagramm mit Ziehbedingungen und
-materialien führt,
die so ausgewählt
sind, daß man
einen Polarisator erhält. 2E zeigt
den Fall eines uniaxialen Ziehens eines positiv und negativ doppeltbrechenden
Materialpaars im Fall eines uniaxialen Ziehens, was zu einem uP-uN-2-Orientierungsdiagramm
führt (z.B.
PEN und syndiotaktisches Polystyrol). In diesen Fällen sind
die Orientierungsdiagramme zuerst durch das Material mit dem höchsten äquivalenten
isotropen Zustand, zweitens durch das Material mit dem niedrigeren äquivalenten
isotropen Zustand und schließlich
durch die Richtungsentsprechung bezeichnet, hier die zweite oder
nicht gezeichnete in der Ebene liegende Richtung. Zu anderen Entsprechungsbezeichnungen
zählen „1" für eine Abstimmung
in der ersten gezeichneten, in der Ebene liegenden Richtung und
eine „0" für keine
Abstimmung in einer in der Ebene liegenden Richtung. Eine. zweite
Abstimmungsbezeichnung von „+", „-" oder „0" kann angehängt werden,
um den Zustand (entsprechend oder Differenz) bei den außerhalb
der Ebene liegenden ersten und zweiten Material-z-Indizes zu spezifizieren.
In beiden dargestellten Fällen
(in 2D und 2E) ist das
Ergebnis ein Polarisator mit Durchlaßachse (Passierachse) entlang
der x-Achse-Richtung und Reflexionsachse (Blockierachse) entlang
der y-Achse.
-
Bei
einem gegebenen Orientierungsdiagramm kann man den qualitativen
Effekt eines Prozesses feststellen. Durch Ziehen eines positiv doppeltbrechenden
Materials nimmt die positive Länge
des Orientierungsdiagramms in der Ziehrichtung zu. Wenn während des
Ziehens keine anderen materialorientierende Prozesse ablaufen (z.B.
Kristallisation oder andere Phasenübergänge), dann wird durch ein uniaxiales
Ziehen die positive Länge
des Orientierungsdiagramms in der nicht-Ziehrichtung und der z-Richtung
im allgemeinen aufrechterhalten oder verringert. Da ein biaxiales
Ziehen im allgemeinen beide in der Ebene liegende Richtungen vergrößert, verringert
der z-Index sich im allgemeinen, solange der äquivalente isotrope Zustand
konstant bleibt (z.B. keine Verdichtung aufgrund von Kristallisierung).
Zu den entgegengesetzten Änderungen
kommt es bei negativ doppeltbrechenden Materialien. Beispielsweise
zeigt 2F, wie ein positiv doppeltbrechendes
Material mit einem isotropen Index 211 auf einen zweistufigen
biaxialen Ziehprozeß reagieren
kann. Das Material wird zuerst in der Richtung der y-Achse gezogen.
Nach dem ersten Ziehen zeigt das Material einen uniaxialen Orientierungszustand
mit in der Ebene liegenden Brechungsindizes 213 und 215.
Wenn das Material in der Richtung der x-Achse gezogen wird, nimmt
der Brechungsindex entlang der ersten Achse ab 217, und
der Brechungsindex des Materials nimmt entlang der x-Achse 219 zu.
Wenn ein derartiger Prozeß mit
entsprechenden Ziehbedingungen verwendet wird, kann ein Material
so gezogen werden, daß die
Nettoänderung
der Brechungsindizes entlang jeder der x- und y-Achse im wesentlichen
gleich ist. In Abwesenheit von anderen orientierenden oder Verdichtungsprozessen
würde der
z-Index im allgemeinen
während
jedes Ziehprozesses weiter abnehmen.
-
Der
Effekt eines Mehrfachziehprozesses auf mehrere Materialien wird
unter Bezugnahme auf die 2G-2I weiter
veranschaulicht. 2G zeigt das Orientierungsdiagramm
für zwei
positiv doppeltbrechende Materialien nach einem ersten uniaxialen
Ziehen. Das Ergebnis ist ein uP-uP-0-Diagramm, bei dem das erste
Material stark orientiert und das zweite Material schwach orientiert
ist. 2H zeigt den Fortschritt während eines Ziehens in der
zweiten Richtung zu einem uP-tP-2-Orientierungszustandsdiagramm.
Letzterer Fall kann das gewünschte
Endprodukt sein (z.B. ein Polarisator mit seiner Durchlaßrichtung
entlang der letzten Ziehrichtung). 2I schließlich zeigt
den Fortschritt zu einem abschließenden bP-tP-2- Orientierungszustand. Wieder
führt dies
zu einem Polarisator mit seiner Durchlaßrichtung entlang der letzten
Ziehrichtung (x-Achse). Das erste Material ist nun stark biaxial
orientiert, während
das zweite Material stark uniaxial orientiert ist.
-
Obwohl
die Ziehprozesse die Orientierungsänderungen in den Materialien
mit einer ersten Annäherung
definieren, können
auch sekundäre
Prozesse wie etwa Verdichtung oder Phasenübergänge wie etwa Kristallisierung
die Orientierungseigenschaften beeinflussen. Im Fall einer extremen
Materialwechselwirkung (z.B. Selbstanordnung oder Flüssigkristallübergänge) können diese
Effekte dominierend sein. Bei typischen Fällen, beispielsweise einem
gezogenen Polymer, bei dem sich die Hauptkette des Polymermoleküls im allgemeinen
auf die Strömung
ausrichtet, weisen Effekte wie etwa beanspruchungsinduzierte Kristallisation
im allgemeinen nur einen sekundären
Effekt auf die Art der Orientierung auf. Belastungsinduzierte und
andere Kristallisation hat jedoch einen signifikanten Effekt auf
die Stärke
einer derartigen Orientierung (kann zum Beispiel ein schwach orientierendes
Ziehen in ein stark orientiertes Ziehen verwandeln).
-
Im
allgemeinen steigt durch eine Verdichtung, wie sie möglicherweise
die Kristallisation begleitet, der mittlere oder äquivalente
isotrope Brechungsindex für
ein Material. Diese Effekte sind in der Regel klein, können aber
die Art der Orientierungsänderungen
bei der Verarbeitung überdecken.
Beispielsweise kann ein uniaxial orientiertes Material wie etwa
ein Polyester wärmegehärtet werden,
um die Kristallinität
zu erhöhen.
Dies kann die in der Ebene liegenden Indizes mehr erhöhen, als
es den z-Index reduziert. Im Vergleich zu dem amorphen isotropen
Index scheinen die resultierenden Indizes möglicherweise eine Umwandlung
in eine biaxiale Orientierung nahezulegen, wohingegen die wirkliche Änderung
eine Verschiebung im äquivalenten
isotropen Zustand des halbkristallinen Endmaterials ist. Dies ist
in 2J als ein Gleiten des Materialwerts. von einer
ersten Position 221 die isotrope Linie nach oben zu einer
zweiten Position 222 dargestellt. Der äquivalente, isotrope Index
des Endmaterials kann auf eine Vielzahl von Wegen unter Verwendung
der Endindizes geschätzt
werden. Beispielsweise kann eine einfacher Mittelwert verwendet
werden. Alternativ kann eine anisotrope Version der Lorentz-Lorenz-(Clausius-Mossetti)-Gleichung
verwendet werden, die isotrope lokale Felder voraussetzt und zu
einer Beibehaltung der Polarisierbarkeit führt.
-
Kristallisation
und andere Übergänge, die
durch den Prozeß induziert
werden, können
ebenfalls zusätzliche
orientierende Effekte liefern. Beispielsweise variiert der Brechungsindex
der nichtgezogenen Richtung vieler Polyester einschließlich PEN
und PET bei uniaxialen Ziehvorgängen,
die bevorzugt, die in der Ebene liegende Richtungsabmessung gegenüber der
Dickerichtung beibehalten, nicht monoton. Es erscheint so, daß es zu
einer Ordnung der Kristalle kommen kann (möglicherweise aufgrund von geometrischen Überlegungen
angesichts der Wachstumsraten der Kristalle und der Rotation der
anisotropen Kristalle unter Strömung, was
zu einer Planarisierung der aromatischen Ringe führt). Dies würde zu einer
Zunahme des nicht gezogenen, in der Ebene liegenden Indexes auf.
Kosten des z-Indexes führen,
wie zu beobachten ist. Somit kann man durch diesen Kristallordnungsprozeß ein niedriges
Niveau an Querorientierung erhalten, das eine ungleiche biaxiale
optische Orientierung während
eines uniaxialen Ziehens erzeugt. Nachfolgende Prozeßschritte
wie etwa Wärmehärtung, die
das Kristallwachstum fördern,
können
aufgrund der existierenden Kristallordnung auch orientierende Prozesse
sein.
-
1B veranschaulicht
einen mehrschichtigen optischen Film 111. Der Film 111 in 1B enthält eine
erste Schicht aus doppeltbrechendem Material 113, die mit
einer zweiten Schicht aus doppeltbrechendem Material 115 koextrudiert
wurde. Wenngleich nur zwei Schichten in 1B dargestellt
und hier allgemein beschrieben sind, läßt sich der Prozeß auf mehrschichtige
optische Filme mit Hunderten oder Tausenden von Schichten anwenden,
die aus einer beliebigen Anzahl verschiedener Materialien hergestellt
sind. Eine allgemeine Erörterung
von mehrschichtigen optischen Filmen erfolgt in den oben angeführten eigenen
Patentanmeldungen US-A-5,882,774 (USSN 08/402,041), WO 99/36258
und US-A-6,157,490.
-
Die
Materialien können
so ausgewählt
sein, daß sie
viskoelastizitätseigenschaften
derart aufweisen, daß das
Ziehverhalten der beiden Materialien 113 und 115 im
Film 111 zumindest teilweise entkoppelt wird. Durch Entkoppeln
des Ziehverhaltens können Änderungen
bei den Brechungsindizes der Materialien getrennt gesteuert werden,
um verschiedene Kombinationen von Orientierungszuständen in
den beiden verschiedenen Materialien zu erhalten. Bei einem derartigen
Prozeß bilden
zwei verschiedene Materialien benachbarte Schichten eines koextrudierten
mehrschichtigen Films. Die Brechungsindizes der koextrudierten Schichten weisen
in der Regel eine Anfangsisotropie auf (d.h., die Indizes sind entlang
jeder Achse gleich), obwohl während
des Gießprozesses
absichtlich oder zufällig
in dem extrudierten Film eine gewisse Orientierung eingeführt werden
kann. Bei einem Ausführungsbeispiel
kann der Film in einer ersten Richtung (z.B. in einer Richtung entlang
der y-Achse) unter Bedingungen gezogen werden, die für eines
der beiden Materialien optisch orientierend sind und für das andere
nichtoptisch orientierend oder nicht orientierend sind. Auf diese
Weise nimmt eines der Materialien eine Molekülorientierung in Richtung des
ersten Ziehens (z.B. y-Achse) an, während das andere Material im
wesentlichen isotrop bleibt. Dann kann ein zweiter Ziehprozeß in einer
zweiten Richtung (z.B. entlang der x-Achse) unter Bedingungen ausgeführt werden,
die so ausgewählt
sind, daß sie
für beide Materialien
optisch orientierend sind. Bei diesem Beispiel weist ein Material
eine wesentliche Molekülorientierung
nur in der zweiten Ziehrichtung (z.B. der x-Achse) auf, während das
andere Material eine wesentliche Molekülorientierung in beiden Richtungen
(z.B. x- und y-Achse) aufweist.
-
Bei
dem obigen Prozeß erhält man eine
größere Flexibilität zum Steuern
der Brechungsindizes der Materialien. Während das Material gezogen
wird, kann auch der Brechungsindex der Materialien in der Richtung
der z-Achse beeinflußt
werden. Während
ein polymeres Material in einer Richtung gezogen wird, kann die
annähernde
Inkompressibilität
(Volumenerhaltung) des gezogenen Polymers bewirken, daß sich die
Ausmaße
des Materials in einer oder beiden der übrigen beiden orthogonalen
Richtungen zusammenzieht. Wenn die Ziehbedingungen die Abmessungen
in einer Richtung beschränken,
tritt das dimensionsmäßige Zusammenziehen
mehr in der dritten Richtung auf. Wenn beispielsweise der polymere
Film beispielsweise unter Verwendung eines herkömmlichen Spannrahmens in der
ersten Richtung gezogen wird, legt der Herstellungsprozeß die nicht
gezogene, in der Ebene liegende Abmessung im wesentlichen fest.
Dies zwingt, daß fast
die ganze dimensionsmäßige Reduzierung
in der Dickerichtung stattfindet, wodurch der Brechungsindex in
der z-Achse geändert
wird. Wenn der polymere Film beispielsweise unter Verwendung eines
Längenorietierers
(z.B. aus Walzen mit unterschiedlicher Geschwindigkeit bestehend)
in der ersten Richtung gezogen wird, kann der Herstellungsprozeß die nichtgezogene,
in der Ebene liegende Abmessung im wesentlichen festlegen und ein
Zusammenziehen oder ein Einkehlen dieser Richtung verursachen. Mit
den obigen Prozessen kann auch der relative z-Achsen-Brechungsindex
der Materialien abgestimmt werden. Die folgende Erörterung
veranschaulicht die Vorteile, die man durch Abstimmen der z-Achse-Brechungsindizes
erhält.
-
Ein
Ansatz zum Ausbilden eines reflektierenden Polarisators verwendet
ein erstes doppelbrechendes Material und ein zweites nicht-doppeltbrechendes
Material mit einem isotropen Brechungsindex, der während des
Ziehprozesses konstant bleibt. Das zweite Material ist so gewählt, daß es einen
isotropen Brechungsindex aufweist, der dem nichtgezogenen, in der
Ebene liegenden Brechungsindex des ersten Materials entspricht. Bei
einem derartigen Prozeß kann
eine Fehlabstimmung von Brechungsindizes der beiden Materialien
entlang der z-Achse infolge einer Änderung des Brechungsindexes
in der Dickerichtung des orientierenden Materials entstehen. Die
Bedeutung der z-Achse in mehrschichtigen Filmen ist in US-A-5,882,774
(USSN 08/402,041) beschrieben.
-
Gemäß einer
Ausführungsform
der Erfindung werden Änderungen
beim Brechungsindex in der Dickerichtung (z-Achse) bei der Auswahl von Materialien
und Verarbeitungsbedingungen berücksichtigt.
Indem verschiedene Eigenschaften der Materialien ausgenutzt werden,
kann eine Fehlabstimmung bei den Brechungsindizes der beiden Materialien
entlang der z-Achse
wie gewünscht
reduziert oder eliminiert werden. Zudem gestattet eine Entkopplung
der Reaktion der beiden Materialien beim Ziehen des Films das Abstimmen
der relativen z-Achse-Brechungsindizes sowie der in der Ebene liegenden
Brechungsindizes auf geeignete Werte.
-
Zusätzlich zu
verbesserten optischen Eigenschaften kann das Kombinieren von optisch
orientierenden und nicht optisch orientierenden (oder nichtorientierenden)
Ziehprozessen auch dazu verwendet werden, verbesserte mechanische
Eigenschaften des gebildeten Films zu erhalten. Wenn mindestens
ein Material eine biaxiale Molekülorientierung
aufweist, erhält
man im Vergleich zu einem Film, der nur in einer einzigen Richtung
gezogen wird, einen verbesserten Widerstand gegenüber beginnendem
Einreißen.
Gemäß einer
bestimmten Ausführungsform
der vorliegenden Erfindung wird somit mindestens ein biaxial orientiertes
Material in einem optisch polarisierenden Film bereitgestellt, um
die mechanischen Eigenschaften des Films zu verbessern. Zu den verbesserten
mechanischen Eigenschaften zählen
beispielsweise verbesserte Aufwickelfähigkeit und Konvertieren des
Polarisatorfilms. Das Vorliegen von biaxial orientierten Materialien
verbessert außerdem im
allgemeinen die Zähigkeit
des Films, einschließlich
Widerstand gegenüber
Rißeinleitung
und -ausbreitung.
-
Die
biaxiale Orientierung oder gekreuzte uniaxiale Orientierung von
mindestens einigen der Materialien kann auch die Formbeständigkeit
verbessern, einschließlich
thermische und hygroskopische Ausdehnung sowie Schrumpfung. Die
Formbeständigkeit
ist oftmals bei Endgebrauchsanwendungen wichtig, zum Beispiel bei
Flüssigkristalldisplays.
Beschränkungen
hinsichtlich der in der Ebene liegenden Ausdehnung beispielsweise
können
zu einer außerhalb
der Ebene liegenden Verwerfung oder Knickung führen, wodurch die Nützlichkeit
des Displays reduziert werden kann oder verloren gehen kann. Ein
biaxial orientierter Polarisator gemäß einer Ausführungsform
der vorliegenden Erfindung reduziert dieses Problem stark oder eliminiert
es. Es sei auch angemerkt, daß die
Richtungseigenschaften der verschiedenen mechanischen Eigenschaften
variiert werden können.
Beispielsweise kann die Richtung des größten Reißwiderstands oder der größten Wärmeausdehnung
mit der letzten Ziehrichtung zusammenfallen oder senkrecht dazu
sein. In einigen Fällen
kann die Materialauswahl und die Verarbeitung so gewählt werden,
daß diese
Richtungen und Größen beispielsweise durch
Steuern der Zusammensetzung und relativen Dicken von Überzugsschichten
(und interne schützende Grenzschichten
von mehrschichtigen Filmen.) sowie durch eine Steuerung der Orientierung
der optischen Materialien zugeschnitten werden können.
-
Verbesserte
mechanische Eigenschaften können
einem optischen Film verliehen werden, indem nicht-optischen Materialien
in dem Film (z.B. schützende
Grenzschichten, Überzugsschichten,
erleichternde Schichten und dergleichen) biaxiale Eigenschaften
verliehen werden. Beispielsweise kann ein mehrschichtiger Aufbau
hergestellt werden, bei dem die abwechselnden Schichten ein erstes
doppeltbrechendes Material und ein zweites nicht-doppeltbrechendes
isotropes Material enthalten. Der Film kann auch eine oder mehrere
orientierbare schützende
Grenz- oder Überzugsschichten
enthalten. Ein derartiger Film kann bezüglich einer ersten Richtung
unter Bedingungen verarbeitet werden, die keine optische Orientierung
in dem ersten Material der optischen Schichten induzieren, das nicht-optische
Material aber doch in der Richtung des ersten Ziehens orientieren.
Der Film kann dann bezüglich
einer zweiten Richtung unter Bedingungen verarbeitet werden, die das
doppeltbrechende Material der optischen Schichten und das nicht-optische
Material orientieren. Der resultierende Film weist benachbarte Schichten
aus einem uniaxialen optisch orientierten doppeltbrechenden Material
und einem isotropen Material auf, was den optischen Abschnitt des
Films bildet, und mindestens eine biaxial orientierte nicht-optische
Schicht (z.B. schützende
Grenzschichten oder Überzugsschichten).
-
Nicht-optische
Materialien, in denen eine biaxiale Orientierung induziert wird,
können
auch in optischen Mischfilmen verwendet werden. Beispielsweise können eine
oder mehrere erleichternde Schichten (unten ausführlicher beschrieben) unter
Verwendung eines biaxialen Ziehprozesses biaxial unter Ziehbedingungen
orientiert werden, bei denen mindestens ein optisches Material der
Mischung im wesentlichen uniaxial orientiert ist. Bei einem derartigen
Aufbau kann ein fünfschichtiger
Film hergestellt werden. Der Film kann die Form ABABA aufweisen,
wobei die Schichten A nicht-optische
erleichternde Schichten und Schichten B optische Mischschichten
sind. Bei einem derartigen Film kann jede erleichternde Schicht
den gleichen oder einen anderen Aufbau aufweisen. Analog können die
verschiedenen optischen Mischschichten. den gleichen oder einen
anderen Aufbau aufweisen. Ein derartiger Film kann unter Bedingungen
verarbeitet werden, die eine oder mehrere der erleichternden Schichten
biaxial orientieren, während
sie mindestens ein Material in den Mischschichten uniaxial orientieren.
Mit den verschiedenen Materialien und Schichten kann man verschiedene Kombinationen
aus starker und schwacher biaxialer Orientierung und uniaxialer
Orientierung erhalten.
-
Wie
die obigen Beispiele veranschaulichen, können gemäß einem Aspekt der vorliegenden
Erfindung optische Filme hergestellt werden, bei denen mindestens
zwei verschiedene doppeltbrechende Materialien verwendet werden,
von denen eines in einem nicht-optischen Abschnitt des Film integriert
ist. Die beiden Materialien können
in einem optischen Film koextrudiert werden, der danach verarbeitet
wird, um eine gewünschte
optische Leistung zu erzielen. Ein derartiger koextrudierter Film
kann so verarbeitet werden, daß das
doppeltbrechende Material in dem nicht-optischen Abschnitt des Films
biaxial orientiert ist, während
das doppeltbrechende Material im optischen Abschnitt des Films uniaxial
orientiert ist. Bei derartigen Filmen kann man verbesserte mechanische
Eigenschaften ohne erhebliche Auswirkung auf die optische Leistung
den Films erhalten.
-
Das
biaxiale Dehnen des Films gestattet auch eine größere Freiheit bei der Materialwahl.
Bei einem herkömmlichen
uniaxial gedehnten Polarisator wird ein Material so gewählt, daß es einen
isotropen Brechungsindex aufweist, der der nicht gedehnten Richtung
im anderen (belastungs-induzierten doppeltbrechenden) Material entspricht.
Der Brechungsindex des gezogenen doppeltbrechenden Materials kann
in bestimmten Fällen
recht hoch sein, was die Anzahl der Materialien begrenzt, die zur
Verwendung als das isotrope Material zur Verfügung stehen. Im Gegensatz dazu
können,
weil der Film biaxial gedehnt ist, zwei verschiedene belastungs-induzierte
doppeltbrechende Materialien verwendet werden. Beispielsweise kann
ein Film mit einem niedrigeren isotropen Brechungsindex verwendet
werden, der beim Dehnen einen in der Ebene liegenden Brechungsindex
aufweist, der dem nicht orientierten (nicht-optisch orientierten)
in der Ebene liegenden Brechungsindex des anderen Materials entspricht.
Mit anderen Worten können
die in der Ebene. liegenden Brechungsindizes eines Materials erhöht werden,
so daß sie
dem nicht orientierten, in der Ebene liegenden Brechungsindex des
anderen Materials entsprechen (indem zum Beispiel gestattet wird,
daß der
Brechungsindex in der Dickerichtung des zweiten doppeltbrechenden
in Folge des biaxialen Dehnprozesses abnimmt). Bei noch einer weiteren
Ausführungsform
kann ein zweites Material verwendet werden, das nach dem Ziehen
in der Ebene liegende Brechungsindizes aufweist, die dem höchsten Index
des anderen Materials entsprechen. Es versteht sich, daß die Brechungsindizes
zwar in Verbindung mit positiv doppeltbrechenden Materialien in verschiedenen
Beispielen beschrieben sind, sich die in der Patentschrift beschriebenen
Konzepte auch auf negativ doppeltbrechende Materialien (oder Kombinationen
aus positiv und negativ doppeltbrechenden Materialien) anwenden
lassen.
-
Wie
anhand der unten gelieferten spezifischen Beispiele hervorgeht,
können
die bestimmten Materialien, die in einem biaxial gezogenen Film
verwendet werden, so gewählt
werden, daß eine
Wärmehärtung des Films
gestattet ist. Durch die verbesserten mechanischen Eigenschaften
der oben beschriebenen Filme sowie die Fähigkeit zur Wärmehärtung des
Films eignen sich die Filme besonders gut für Nachverarbeitungsoperationen
wie etwa Beschichtung und eine Vielzahl von Endverwendungsfunktionen.
Die Wärmehärtung des Films
kann auch die optische Leistung vieler derartiger Filme verbessern.
-
Das
biaxiale Dehnen des Films gestattet nicht nur eine größere Freiheit
bei der Materialwahl, sondern auch größere Flexibilität beim Steuern
der Anordnung des Endprodukts. In dem typischen Fall eines einzigen Ziehschritts
wird der Brechungsindex des zweiten, isotropen Materials auf den
niedrigeren Index des ersten, doppeltbrechenden Materials abgestimmt.
Im Fall eines ersten, positiv doppeltbrechenden Materials (d.h.
eines Materials, dessen Index entlang der in der Ebene liegenden
Dehnrichtung beim Dehnen zunimmt) führt die Abstimmung des niedrigeren,
zweiten in der Ebene liegenden Indexes senkrecht zum Ziehen zu einem
Polarisator mit einer Polarisationsachse mit größter Indexdifferenz und somit
größter Reflexion
(der Blockierungszustand) in der Richtung des einzigen Ziehens.
Es ist möglich,
einen einzigen Ziehschritt zu verwenden, um den Brechungsindex des
zweiten isotropen Materials auf den höheren Index des ersten, doppeltbrechenden Materials
abzustimmen. Dies kann beispielsweise mit einem Polyester wie etwa
Polyethylenterephthalat als dem ersten, doppeltbrechenden Polymer
und mit Polyvinylnaphthalin oder Polyvinylcarbazol mit Indizes von etwa
1,68 bei 632,8 nm als das zweite isotrope Polymer erreicht werden.
Bei einem derartigen Film kann ein Polarisator konstruiert werden,
dessen Polarisationsachse mit einer größten Indexdifferenz und somit
einer größten Reflexion
(dem Blockierungszustand) in der Richtung senkrecht zum einzigen
Ziehen verläuft.
Wenngleich ein einziger Ziehschritt gemäß dem obigen Aspekt der Erfindung
verwendet werden kann, ist die Anzahl der 'Materialien, die zur Herstellung eines
derartigen Polarisators verwendet werden kann, begrenzt (z.B. wenige
isotrope Materialien mit dem benötigten
hohen Brechungsindex eignen sich für optische Filme).
-
Bei
einem alternativen Fall mit einem einzigen Ziehen, wobei ein erstes,
negative doppeltbrechendes Material verwendet wird (z.B. ein Material,
dessen Index entlang der in der Ebene liegenden Dehnrichtung abnimmt),
kann die Abstimmung des nun höheren,
zweiten in der Ebene liegenden Indexes senkrecht zum Ziehen mit
einem isotropen Material unter dem Gesichtspunkt der Materialwahl
erleichtert werden. Beispielsweise können syndiotaktisches Polystyrol
und ein Copolyester, das Naphtalat-, Terephtalat- und Isophtalatuntereinheiten
umfaßt,
verwendet werden, um einen isotropen Index zwischen 1,57 und 1,64
bei 632,8 nm als das zweite isotrope Polymer zu erhalten. Dadurch
entsteht ein Polarisator mit einer Durchlaßachse senkrecht zur Ziehrichtung.
Um einen Polarisator mit einer Durchlaßachse entlang der Ziehrichtung
herzustellen, müssen
andere Polymere gewählt
werden, so daß der
niedrige Index des negativ doppeltbrechenden gezogenen Polymers
abgestimmt wird. Es könnte
ein isotropes Polymer verwendet werden. Alternativ könnte durch
Anpassen von Ziehrichtungsindizes (z.B. unter Verwendung von syndiotaktischem
Polystyrol mit verschiedenen Polyacrylaten oder Polyolefinen) ein
einen höheren
isotropen Index aufweisendes, negativ doppeltbrechendes Material
mit einem einen niedrigeren isotropen Index aufweisenden, positiv
doppeltbrechenden Material verwendet werden. Diese Ansätze erfordern
schließlich
geeignet negativ doppeltbrechende Materialien.
-
Gemäß einem
weiteren Aspekt der Erfindung können
Mehrfachziehprozesse verwendet werden, die die Verarbeitungsbedingungen
steuern, um die Reflexions- und
Durchlaßachse
zu ändern.
Gemäß einer
Ausführungsform
können.
die gleichen Materialien (z.B. Polyethylennaphtalat und Polyethylenterephtalat)
in verschiedenen biaxialen zweistufigen Ziehprozessen verwendet
werden, um verschiedene mehrschichtige optische Filme zu bilden,
einer mit seiner Reflexionsachse kolinear zum zweiten Ziehen und
der andere mit seiner Reflexionsachse kolinear zum ersten Ziehen.
Wie durch die unten aufgeführten
Beispiele näher
veranschaulicht wird, können
beide in der Ebene liegenden Brechungsindizes eines biaxial orientierten
zweiten Materials angehoben werden, so daß sie dem hohen in der Ebene
liegenden Brechungsindex des uniaxial optisch orientierten Materials
entsprechen, weil beide Materialien belastungs-induzierte doppeltbrechende
Materialien sein können.
Durch diesen Ansatz erhält
man größere Flexibilität bei der
Materialwahl und eine größere Kontrolle über die
Reflexions- und Durchlaßachse.
-
Durch
die Steuerung der Reflexions- und Durchlaßachsenorientierungen eines
optischen Polarisators erhält
man eine Reihe von Vorteilen. Wie in 3 dargestellt,
ist es oftmals wünschenswert,
einen reflektierenden Polarisator 301 des hier beschriebenen
Typs mit einem absorbierenden Polarisator 303 zu kombinieren.
Durch eine derartige Kombination erhält man eine gute Polarisationsgesamteffizienz.
Ein mit dem Kombinieren von reflektierenden Polarisatoren der vorliegenden
Erfindung mit herkömmlichen
absorbierenden Polarisatoren verbundener Vorteil liegt darin, daß absichtlich
bewirkt werden kann, daß die
Reflexionsachse des reflektierenden Polarisators bezüglich der
Filmrollrichtung der Extinktionsachse des absorbierenden Polarisators
entspricht. Bei einer Ausführungsform
der vorliegenden Erfindung kann ein reflektierender Polarisator
mit einer Reflexionsachse 305 relativ zu der Filmaufwickelrichtung,
die der eines typischen absorbierenden Polarisators entspricht,
hergestellt werden. Die Abstimmung der jeweiligen Reflexions- und
Extinktionsachse 305 bezüglich der Filmaufwickelrichtung
(und jeweiliger Durchlaßachsen 306)
des reflektierenden Polarisators und des absorbierenden Polarisators
erleichtert die Nachverarbeitung und die Laminierung. Die beiden
Filme können
beispielsweise unter Verwendung einer Rolle-zu-Rolle-Laminierung eines reflektierenden
Polarisators mit einer entlang der Bahn (MD) anstelle einer quer
zur Bahn (TD) verlaufenden Reflexionsachse auf einen typischen dichroitischen
Polarisator mit einer in Längsrichung
der Bahn (MD) verlaufenden Extinktionsachse laminiert werden (was
man z.B. durch einen typischen längenorientierten
Polyvinylalkohol-(PVA)-Film
erhalten würde,
der mit Jod gefärbt
ist und mit Borsäure
fixiert ist, damit man einen dichroitischen Polarisator erhält).
-
Die
Fähigkeit
zur Steuerung der Durchlaß-
und Reflexionsrichtung(Blockierungsrichtung) eines reflektierenden
Polarisators gestattet auch eine gleichzeitige Orientierung des
reflektierenden Polarisators und eines absorbierenden Polarisators.
Bei einer Ausführungsform
kann ein orientierbarer absorbierender Polarisator (z.B. unter Verwendung
eines beschichtenden und absorbierenden PVA-Farbstoffs) zwischen
dem ersten und zweiten Orientierungsprozeß auf den Film aufgetragen
werden. Der absorbierende Polarisator wird durch den zweiten Orientierungsprozeß orientiert.
Wenn ein derartiger Prozeß verwendet
wird, kann die Blockierungsachse des absorbierenden Polarisators
in bestimmten Fällen
auf die Durchlaßachse
des reflektierenden Polarisators ausgerichtet sein. Bei der vorliegenden
Erfindung können
durch Steuern der Reflexionsachse (Blockierungsachse) und Durchlaßachse der
absorbierende Polarisator und der reflektierende Polarisator effektiv
ausgerichtet werden.
-
Ein
erster LO-Ziehprozeß kann
beispielsweise verwendet werden, um den Film bezüglich einer ersten Achse zu
orientieren. Der Film kann dann mit einer entsprechenden Beschichtung
beschichtet und dann in einem Spannrahmen orientiert werden. Die
Orientierung in dem Spannrahmen dient dazu, sowohl den absorbierenden
Polarisator als auch den reflektierenden Polarisator bezüglich der
Achse des zweiten Ziehprozesses zu orientieren. Beschichtungsprozesse
und Materialien, die sich besonders zum Einsatz in derartigen Prozessen
eignen, sind in US-A-6,111,697 mit dem Titel „Optical Device with a Dichroic
Polorizer and a Multilayer Optical Film" und US-A-6,113,811 mit dem Titel „Dichroic
Polarizing Film and Optical Polarizer Containing the Film" beschrieben.
-
Bei
noch einer weiteren Ausführungsform
können
eine oder mehrere Schichten des Films einen oder mehrere Farbstoffe,
dichroitische Farbstoffe, Pigmente und andere derartige Additive
enthalten, die bevorzugt eine Polarisation von Licht absorbieren
würden.
Ein derartiger Film erreicht die kombinierte Leistung eines absorbierenden
Polarisators und eines reflektierenden Polarisators. Bei einem mehrschichtigen
Film kann das Additiv in einer getrennten Schicht gebildet werden
oder kann in eines des ersten oder zweiten Materials in mindestens
einigen der Schichten eingemischt werden. Wenn das Additiv in eine
optische Schicht eingemischt wird, kann es in bestimmten Fällen wünschenswert
sein, das Additiv in das Material einzumischen, das während eines
der Ziehprozesse (z.B. dem ersten Ziehen) nicht optisch orientiert
(nicht orientiert) wird.
-
Es
kann außerdem
wünschenswert
sein, ein Additiv mit einem Mischfilm zu kombinieren. Ein Mischfilm kann
mit einer getrennten Schicht kombiniert werden, in die ein absorbierendes
Additiv integriert ist, um einen absorbierenden und reflektierenden
polarisierenden Film zu erhalten. Das Additiv kann außerdem oder
alternativ in eine der beiden Phasen des Mischfilms eingemischt
werden. Beispielsweise kann ein Additiv in eine disperse Phase eines
Mischfilms integriert werden. Der Mischfilm kann auch mit zwei oder
mehr getrennten Schichten des Mischaufbaus konstruiert werden. Ein
absorbierendes Additiv kann in eine Phase von mindestens einer der
Schichten eingemischt werden, während
mindestens eine weitere Schicht ohne das Additiv bleibt. Der Endfilm
weist sowohl absorbierende als auch reflektierende polarisierende
Eigenschaften auf.
-
Wie
oben angemerkt, betrifft die vorliegende Erfindung optische Mischfilme.
Bei einem typischen Mischfilm wird eine Mischung aus mindestens
zwei verschiedenen Materialien verwendet. Eine Fehlabstimmung bei
den Brechungsindizes der zwei oder mehr Materialien entlang einer
bestimmten Achse kann dazu verwendet werden zu bewirken, daß einfallendes
Licht, das entlang dieser Achse polarisiert ist, im wesentlichen
gestreut wird, was zu einem signifikanten Ausmaß an Reflexion führt. Einfallendes
Licht, das in der Richtung einer Achse polarisiert ist, in der die
Brechungsindizes der zwei oder mehr Materialien sich entsprechen, wird
mit einem viel kleineren Grad an Streuung durchgelassen. Durch Steuern
der relativen Brechungsindizes der Materialien kann eine Vielfalt
optischer Einrichtungen konstruiert werden, einschließlich reflektierende
Polarisatoren, Spiegel und dergleichen. Mischfilme können eine
Reihe verschiedener Formen annehmen. Die in der vorliegenden Erfindung
verwendete Mischung wird aus einer dispersen Phase mit einer kontinuierlichen Phase
gebildet. Spezifische Beispiele sind unten angegeben. Die allgemeine
Bildung und die optischen Eigenschaften verschiedener Mischfilme
werden in den eigenen Patentanmeldungen US-A-5,825,543 (USSN 08/610,092)
mit dem Titel „Diffusely
Reflecting Polarizing Element Including a First Birefringent Phase
and a Second Phase" und
WO 97/32223 (USSN 08/801,329) mit dem Titel „Optical Film with Co-Continuous
Phases" eingehender
erörtert.
-
4 veranschaulicht
eine Ausführungsform
der Erfindung, bei der zwei Materialien in einer Mischung ausgebildet
werden. In 4 wird ein optischer Film 401 aus
einer kontinuierlichen Phase (Matrixphase) aus einem ersten Material 403 und
einer dispersen (diskontinuierlichen) Phase aus einem zweiten Material 405 gebildet.
Die optischen Eigenschaften des Films können dazu verwendet werden,
einen polarisierenden Mischfilm zu bilden. Bei einem derartigen
Film entsprechen die Brechungsindizes der Materialien mit kontinuierlicher und
disperser Phase einander im wesentlichen entlang einer in der Ebene
liegenden Achse und sind entlang der anderen in der Ebene liegenden
Achse im wesentlichen nicht abgestimmt.
-
Es
wird nun ein Prozeß zum
Herstellen eines verbesserten optischen Films des in 4 dargestellten Typs
gemäß einer
Ausführungsform
der Erfindung beschrieben. Allgemein sind eine oder beide der Materialien doppeltbrechend.
Die Wahl der jeweiligen Materialien hängt von den gewünschten
optischen Eigenschaften des optischen Films ab. Bei dem in 4 dargestellten
Ausführungsbeispiel
wird ein optischer Polarisator hergestellt. Für einen optischen Mischpolarisator
ist es wünschenswert,
die Brechungsindizes der. Materialien in der Richtung von einer
in der Ebene liegenden Achse des Films so gut wie möglich abzustimmen
und dabei die größtmögliche Brechungsindexfehlabstimmung
in Richtung der anderen in der Ebene liegenden Achse zu haben.
-
Damit
man das gewünschte
Ergebnis erhält,
wird der Film in einer ersten Richtung unter Bedingungen gezogen,
die in mindestens einem der Materialien in der Ziehrichtung keine
optische Orientierung induzieren. Das Material wird dann in einer
zweiten Richtung unter Bedingungen gezogen, die in mindestens einem
der Materialien eine optische Orientierung induzieren. Beispielsweise
werden die nicht-optische Orientierung und die optische Orientierung
im gleichen Material induziert (z.B. werden beide Orientierungen
in der kontinuierlichen Phase induziert). Bei einem weiteren Beispiel
wird die optische Orientierung des zweiten Ziehens zumindest in
dem Material induziert, das von dem ersten Ziehen nicht beeinflußt ist (z.B.
beeinflußt
das erste Ziehen nicht die disperse Phase, während das zweite Ziehen der
dispersen Phase eine Orientierung verleiht). Wie unten ausführlicher
beschrieben, können
mit einem derartigen Prozeß verbesserte
mechanische Eigenschaften des optischen Films sowie verbesserte
optische Eigenschaften erreicht werden.
-
Gemäß einer
besonderen Ausführungsform
wird der Film 401 zunächst
in der Richtung einer in der Ebene liegenden Achse gezogen. Auf
der Basis der oben beschriebenen viskoelastizitätseigenschaften der im Mischfilm 401 verwendeten
Materialien können
die Ziehbedingungen für
das erste Ziehen so gewählt
werden, daß das
Ziehen das die disperse Phase bildende Material 405 nicht
optisch orientiert (ist die im ersten Material durch das erste Ziehen
induzierte Orientierung, wenn überhaupt,
klein genug, daß es
in dem ersten Material keine signifikante Doppelbrechung einführt). In
bestimmten Fällen
kann es beispielsweise wünschenswert sein,
daß die
durch das erste Ziehen im ersten Material induzierte Doppelbrechung
weniger als etwa die Hälfte der
im ersten Material durch das zweite Ziehen induzierten Doppelbrechung
beträgt.
Bei anderen Fällen
kann es erforderlich oder wünschenswert
sein, daß die
Doppelbrechung im ersten Material kleiner ist als etwa ein Viertel
der durch das zweite Ziehen induzierten Doppelbrechung. Bei bestimmten
Anwendungen wird im ersten Material in der Richtung des ersten Ziehens
im wesentlichen keine Doppelbrechung induziert (z.B. nicht-optisch
orientiert oder nicht orientiert).
-
Die
Ziehbedingungen des ersten Ziehens werden ebenfalls so gewählt, daß sie für das die
kontinuierliche Phase bildende Material 403 nicht-optisch
orientierend oder geringfügig
optisch orientierend sind. Wie unten ausführlicher beschrieben, erhält man durch
die induzierte Orientierung des eine kontinuierlieche Phase bildenden
Materials in der ersten Richtung in Verbindung mit einer durch ein
zweites Ziehen orthogonal zum ersten Ziehen induzierten weiteren
Molekülorientierung
einen Film mit biaxialen Eigenschaften in dem eine kontinuierliche
Phase bildenden Material 403. Der biaxiale Charakter des
Films 401 verbessert die mechanischen Eigenschaften des
Films (z.B. erhöht
den Widerstand gegenüber
Rißeinleitung
und Bruchbildung).
-
Es
ist wünschenswert,
daß die
durch das erste Ziehen induzierte Molekülorientierung in dem eine kontinuierliche
Phase bildenden Material 403 groß genug ist, daß man verbesserte
mechanische Eigenschaften erhält,
ohne daß die
optische Gesamtleistung des Films bewirkt wird. Indem Materialien
verwendet werden, die unterschiedliche viskoelastizitätseigenschaften
aufweisen (z.B. längste
mittlere Relaxationszeit), kann der erste Ziehschritt auf eine Weise
durchgeführt
werden, die die mechanischen Eigenschaften des Films verbessert
(z.B. durch Herstellen eines biaxialen Reißwiderstands), ohne daß sich dies
wesentlich auf die optische Leistung des Films auswirkt. Wenn beispielsweise
das eine disperse Phase bildende Material doppeltbrechend ist, kann
das erste Ziehen dahingehend gesteuert werden, daß die mechanischen
Eigenschaften des Films verbessert werden, indem das eine kontinuierliche
Phase bildende Material geringfügig
in der Richtung des ersten Ziehens orientiert wird, ohne daß in das
eine disperse Phase bildende Material 405 in der Richtung
des ersten Ziehens eine signifikante Doppelbrechung eingeführt wird.
Zusätzlich
zu verbesserten mechanischen Eigenschaften verbessert der Einsatz
der oben beschriebenen Ziehbedingungen für das erste Ziehen auch die optischen
Eigenschaften des Films. Bei einem Mischfilm wie etwa dem in 4 dargestellten,
weist das eine disperse Phase bildende Material 405 eine
Gestalt auf (z.B. stabartige Strukturen 407). Es versteht
sich jedoch, daß sich
eine Reihe verschiedener Strukturen für das eine disperse Phase bildende
Material 405 eignet. Unabhängig von der Gestalt ist es
allgemein wünschenswert,
daß das
eine disperse Phase bildende Material 405 in der Dickerichtung
(z-Achse) relativ dünn
ist. Die optische Leistung des Films verbessert sich innerhalb von
Grenzen, wenn die Dicke des eine disperse Phase bildenden Materials 405 in
der Dickerichtung reduziert wird. Wenn beispielsweise das erste
Ziehen in der Längsrichtung
der in 4 dargestellten stabartigen Struktur 407 durchgeführt wird,
wird die Dicke der stabartigen Strukturen 407 reduziert.
Bewerkstelligt werden könnte
dies durch Ziehen des Mischmaterials in der Maschinenrichtung unter
Verwendung eines Längenorientierers (LO).
Die Temperatur, das Ziehverhältnis
und die Geschwindigkeit würden
so ausgewählt
werden, daß man
in dem eine kontinuierliche Phase bildenden Material die gewünschte Molekülorientierung
erhält,
ohne daß die Moleküle in dem
eine disperse Phase bildenden Material optisch orientiert werden.
Jedoch wird die Gestalt des eine disperse Phase bildenden Materials
verändert.
Da die Ziehbedingungen derart sind, daß in das eine disperse Phase
bildende Material keine substantielle Molekülorientierung eingeführt wird,
erhält
man die aus der reduzierten Dicke der dispersen Phase entlang der
z-Achse resultierende verbesserte optische Gesamtleistung des Films
gleichzeitig mit der Verbesserung der mechanischen Eigenschaften
des Films.
-
Während der
erste Ziehprozeß in
bestimmten Fällen
für das
eine kontinuierliche Phase bildende Material geringfügig optisch
orientierend sein kann, kann die Verschlechterung bei der optischen
Leistung des Films, die durch diese Orientierung eingeführt wird,
durch die verbesserte optische Leistung, die man durch die Formung
des eine disperse Phase aufweisenden Materials erhält, teilweise
oder vollständig
kompensiert werden.
-
Nach
dem ersten Ziehen wird ein zweites Ziehen entlang der zweiten orthogonalen
in der Ebene liegenden Achse vorgenommen. Die Ziehbedingungen für das zweite
Zeihen werden so gewählt,
daß eine
optische Orientierung in der Richtung des zweiten Ziehens zumindest
in dem eine kontinuierliche Phase bildenden Material 403 erzeugt
wird. Bei bestimmten Fällen
ist es außerdem
wünschenswert,
auch in dem eine disperse Phase bildenden Material 405 eine
optische Orientierung zu induzieren (z.B. wenn entgegengesetzt doppeltbrechende
Materialien verwendet werden). Wie oben angemerkt führt dieses
zweite Ziehen in das eine kontinuierliche Phase bildende Material 403 biaxiale
Eigenschaften ein. Die optische Orientierung des eine disperse Phase
bildenden Materials 405 bewirkt, daß das eine disperse Phase bildende
Material 405 entlang der Achse des zweiten Ziehens doppeltbrechend
ist.
-
Möglicherweise
ist die durch das erste Ziehen eingeführte Molekülorientierung des eine kontinuierliche Phase
bildende Materials 403 ausreichend klein, um dem eine kontinuierliche
Phase bildenden Material in der ersten Richtung nur eine schwache
Doppelbrechung zu verleihen, jedoch so groß, daß man die gewünschten mechanischen
Eigenschaften erhält.
Auch die zweiten Ziehbedingungen können so gewählt werden, daß in dem
eine kontinuierliche Phase aufweisende Material 403 in
Richtung des zweiten Ziehens eine signifikante Doppelbrechung eingeführt wird.
Dieser Prozeß kann
wie oben beschrieben dazu verwendet werden, einen optischen Polarisator
mit verbesserten optischen und mechanischen Eigenschaften herzustellen.
-
Zusätzlich zu
dem obigen Beispiel kann man eine Reihe weiterer vorteilhafter Effekte
aus dem biaxialen Ziehen eines Mischfilms erhalten und gleichzeitig
die optischen Effekte der beiden Materialien verbessern. Bei einer
Ausführungsform
kann man ein erstes positiv doppeltbrechendes Material als eine
kontinuierliche Phase verwenden, dessen mittlere Relaxationszeit
relativ zu der Zeit des ersten Ziehens klein ist, und ein zweites
positiv doppeltbrechendes Material als die disperse Phase, dessen
mittlere Relaxationszeit etwa gleich der Zeit des ersten Ziehens
oder geringfügig
länger
ist. Wenn ein derartiger Film unter entsprechenden Ziehbedingungen
in einer ersten Richtung gezogen wird, führt dies zu einer wesentlichen
optischen Orientierung in der dispergierten Phase, aber aufgrund
der Relaxation nur zu einer minimalen oder keiner Orientierung in
der kontinuierlichen Phase. Der Film kann in der zweiten Richtung
unter Bedingungen gezogen werden (z.B. kühlere Temperaturen), bei denen
die mittlere Relaxationszeit für
die disperse Phase wesentlich länger
ist als die Zeit des zweiten Ziehens, um durch das Ziehen wegen
der nun erhöhten
Härte der
dispergierten Phase relativ zu der kontinuierlichen Phase unbeeinflußt zu sein.
Somit wird die Orientierung nur in der ersten Ziehrichtung in der
dispersen Phase beibehalten. Die Bedingungen des zweiten Ziehprozesses
können
auch so gewählt
werden, daß in
der kontinuierlichen Phase eine Orientierung induziert wird, was
zu einer Nettoorientierung der kontinuierlichen Phase in Richtung
des zweiten Ziehens führt.
Indem die Materialien und Prozeßbedingungen
entsprechend den Brechungsindizes der dispersen und kontinuierlichen
Phase in der Richtung des zweiten Ziehens gewählt werden, während in
der Richtung des ersten Ziehens eine Fehlabstimmung erzeugt wird,
kann man einen Polarisator mit einigen biaxialen Eigenschaften in
der kontinuierlichen Phase erhalten. Ein derartiger Prozeß könnte auch
für ein
Paar negativ doppeltbrechender Materialien mit ausreichend verschiedenen viskoelastischen
Eigenschaften wie oben beschrieben verwendet werden.
-
Bei
einem weiteren Beispiel ähnlich
dem obigen Beispiel kann ein zusätzlicher
Prozeß dazu
verwendet werden, die disperse Phase zu härten. Bei einer derartigen
Ausführungsform
wird die dispergierte Phase nach dem ersten Ziehen gehärtet (z.B.
durch Temperatur, Strahlung usw.), um die orientierten Eigenschaften
der dispersen Phase beizubehalten. Bei einer derartigen Ausführungsform
können
die Verarbeitungsbedingungen (z.B. Temperatur) des zweiten Ziehens
nun freizügiger
gewählt
werden, um gewünschte
Orientierung in der kontinuierlichen Phase zu induzieren, ohne die
disperse Phase zu orientieren, da die disperse Phase nun gehärtet ist
und ihre Orientierung im wesentlichen beibehält.
-
Bei
noch einer weiteren Ausführungsform
kann ein Film in der ersten Richtung unter Verarbeitungsbedingungen
gezogen werden, bei denen die disperse Phase durch das Ziehen nicht
beeinflußt
wird, und behält deshalb
die isotrope Orientierung bei. Die Orientierung kann in der kontinuierlichen
Phase in der ersten Richtung induziert werden. Der Film kann unter
Verarbeitungsbedingungen in einer zweiten Richtung gezogen werden,
bei denen es in der dispersen Phase zu einer wesentlichen Orientierung
kommt, bei denen aber in der kontinuierlichen Phase nur eine minimale
Orientierung induziert wird. Auf diese Weise behält die kontinuierliche Phase
ihre Primärorientierung
in der Richtung des ersten Ziehens bei.
-
Bei
noch einem weiteren Ausführungsbeispiel
wird positiv doppeltbrechendes Material für die kontinuierliche Phase
(z.B. PEN, coPEN usw.) und negativ doppeltbrechendes Material für die disperse
Phase (z.B. syndiotaktisches Polystyrol (sPS)) verwendet. Der Film
wird in einer ersten Richtung unter Prozeßbedingungen gezogen, bei denen
es in der dispersen Phase zu wenig oder keiner Orientierung und
in der kontinuierlichen Phase zu einer minimalen Orientierung kommt.
Der Film wird dann unter Verarbeitungsbedingungen, bei denen die
disperse Phase orientiert wird, in einer zweiten Richtung gezogen.
Die Verarbeitungsbedingungen können
auch so gewählt
werden, daß eine
Orientierung in der kontinuierlichen Phase induziert wird, was zu einer
Nettoorientierung beider Phasen in der Richtung des zweiten Ziehens
führt.
Wegen der entgegengesetzten Vorzeichen der Doppelbrechung der beiden
Materialien ist es möglich,
daß der
Brechungsindex der dispersen und der kontinuierlichen Phase in Richtung
des ersten Ziehens sich entsprechen und sich in der Richtung des
zweiten Ziehens nicht entsprechen. Auf diese Weise kann ein Mischpolarisator
hergestellt werden, der einige biaxiale Eigenschaften (z.B. verbesserte
physikalische Eigenschaften der kontinuierlichen Phase) und eine
gute optische Leistung aufweist.
-
Bei
verschiedenen Ausführungsformen
der Erfindung wird ein Ziehprozeß verwendet, bei dem der Film
unter. Bedingungen gezogen wird, die in mindestens einem der Materialien
wenn überhaupt,
dann keine wesentliche optische Orientierung induzieren. Die Erfindung
ist nicht auf die bestimmten Ausführungsformen beschränkt. Es
kann beispielsweise in bestimmten Fällen wünschenswert sein, daß mindestens
ein bestimmtes Material in der Richtung mindestens eines Ziehens
eine geringe oder keine optische Orientierung aufweist. Bei einer
Ausführungsform
kann durch das Ziehen in diesem Material anfänglich eine gewisse optische
Orientierung induziert werden. In diesem Fall kann der nicht orientierende
Ziehprozeß weiterhin
einen anschließenden Erwärmungsschritt
enthalten, der die optische Orientierung relaxiert. In diesem Fall
müssen
die beiden Materialien in dem Film Eigenschaften aufweisen (z.B.
Glasübergangstemperaturen,
Werte der Kristallinität usw.),
die genügend
ausreichend verschieden sind, daß die optische Orientierung
durch Erwärmen
des Films auf eine Temperatur selektiv relaxiert wird, die die gewünschte Molekülorientierung
in dem anderen Material nicht signifikant beeinträchtigt.
Die für
den Erwärmungsschritt
verwendete Temperatur sowie die in dem Film verwendeten Materialien
werden unter Berücksichtigung
der viskoelastischen Eigenschaften der Materialien und der Fähigkeit
zum Entkoppeln der Materialreaktionen gewählt. Bei einer anderen Ausführungsform
kann der nachfolgende Erwärmungsschritt
die Kristallinität
mindestens eines Materials ändern
(z.B. eine Phase einer Mischung), um die Doppelbrechung dieses Materials
zu erhöhen,
was die optische Leistung weiter verbessert.
-
Es
versteht sich, daß ein
anschließender
Erwärmungsschritt
Teil eines nicht orientierenden (oder nicht-optisch orientierenden)
Ziehprozesses für
eines der Materialien sein kann. Auf diese Weise erzeugt der erste
Ziehprozeß einen
Film mit einem ersten Material ohne optische Orientierung entlang
der Achse des ersten Ziehens. Der erste Ziehprozeß, einschließlich des
anschließenden
Erwärmungsschritts,
kann auch ein optisch orientierender Ziehprozeß für das zweite Material sein
(z.B. kann der Prozeß eine
optische Orientierung im zweiten Material entlang der Achse des
ersten Ziehens erzeugen). Bei einem zweiten Ziehprozeß wird der Film
in einer zweiten Richtung gezogen. Der zweite Ziehprozeß kann eines
oder beide der ersten und zweiten Materialien optisch orientieren.
Auf diese Weise werden zwei verschiedene Ziehprozesse verwendet,
von denen einer ein bestimmtes Material nicht orientieren kann und
der andere das bestimmte Material optisch orientiert. Mit einem
derartigen Prozeß kann
ein Film mit gewünschten
optischen und/oder mechanischen Eigenschaften erhalten werden.
-
Wie
oben beschrieben ist bei einigen Ausführungsformen ein geringes Ausmaß an Molekülorientierung
im ersten Material während
des nicht-optisch orientierenden Ziehschritts erwünscht. Dieses
kleine Ausmaß sollte
die Brechungsindizes nicht nennenswert ändern, das heißt weniger
als eine normierte Differenz von 0,04 und besonders bevorzugt unter
0,02. Bei bestimmten Ausführungsformen
verbessert dieses kleine Ausmaß der
Orientierung die Keimbildung von Kristallen, die die viskoelastische
Reaktion des ersten Materials während
des zweiten Ziehschritts ändern.
Das Vorwärmen
während
des zweiten Schritts kann dann die Kristalle wachsen lassen und
die Relaxation unterdrücken,
was es ermöglicht,
daß der
zweite Ziehschritt, manchmal unter Bedingungen, die ohne , die anfängliche
Molekülorientierung
nicht-optisch orientieren würden,
das erste Material optisch orientiert. Die Gleichförmigkeit
einer derartigen keimbildenden Orientierung durch die Dicke des
Films nach dem ersten Ziehschritt wirkt sich im allgemeinen auf
die Gleichförmigkeit
der Reaktion des ersten Materials beim zweiten Ziehen aus. Die Gleichförmigkeit
kann durch das gleichförmige
Erwärmen
und Quenchen des Films oder durch Ausgleichen der viskoelastischen
Reaktion durch den Film während
des ersten Zieh-, Erwärmungs-,
Dehn- und Quenchprozesses
gesteuert werden.
-
Wenngleich
für die
in den obigen Beispielen beschriebenen verschiedenen Ziehprozesse
eine Reihenfolge impliziert wird, wird die Reihenfolge dazu verwendet,
eine Erläuterung
der Prinzipien zu erleichtern, und sie soll nicht einschränkend sein.
Bei bestimmten Fällen
kann die Reihenfolge der Prozesse verändert werden oder gleichzeitig
durchgeführt
werden, solange die anschließend
durchgeführten
Prozesse zuvor durchgeführte
Prozesse nicht beeinträchtigen.
Beispielsweise können
die beiden Materialien gleichzeitig in beide Richtungen gezogen
werden. Wieder unter Bezugnahme auf 1 kann
der optische Film 101 gleichzeitig in der Richtung beider
in der Ebene liegenden Achsen gezogen werden. Der Film 101 kann
wie bei verschiedenen der obigen Ausführungsformen ein mehrschichtiger
Film, ein Mischfilm oder eine Kombination davon sein. Der Film enthält mindestens
zwei Materialien mit verschiedenen viskoelastizitätseigenschaften.
Wenn der Film gleichzeitig entlang beider in der Ebene liegenden
Achsen gezogen wird, ist die Ziehtemperatur für die Materialien im Film gleich.
Das Ziehverhältnis
und die Ziehgeschwindigkeit können
jedoch getrennt gesteuert werden. Beispielsweise kann der Film in
der Richtung der x-Achse relativ schnell und in der Richtung der
y-Achse relativ
langsam gezogen werden.
-
Die
Materialien, das Ziehverhältnis
und die Ziehgeschwindigkeit des gleichzeitigen biaxialen Ziehens können auf
geeignete Weise gewählt
werden, so daß ein
Ziehen entlang einer ersten Ziehachse (z.B. das schnelle Ziehen)
eines oder beide Materialien entlang der ersten Ziehachse optisch
orientiert, während
das Ziehen in der anderen Richtung (z.B. das langsame Ziehen) nicht
orientiert (oder eines der beiden Materialien entlang der zweiten
Ziehachse nicht-optisch orientiert. Es versteht sich deshalb, daß die Reaktion
der beiden Materialien auf das Ziehen in jeder Richtung unabhängig gesteuert
werden kann. Mit einem derartigen Prozeß können die optischen Eigenschaften
(z.B. Abstimmung der Brechungsindizes hinsichtlich der z-Achse von benachbarten
Schichten in einem mehrschichtigen optischen Film) und/oder die
mechanischen Eigenschaften (z.B. Beständigkeit gegenüber Reißen oder
Faltenbildung, Steifheit oder Formbeständigkeit einschließlich unter
anderem Verkrümmung,
thermisches und hygroskopisches Ausdehnen und Schrumpfen) verbessert
werden.
-
Zum
Herstellen der optischen Filme gemäß der vorliegenden Erfindung
können
viele verschiedene Materialien verwendet werden. Die Materialien
müssen
sich im allgemeinen für
die Verarbeitung zu der gewünschten
Struktur eignen. Wenn beispielsweise ein mehrschichtiger Film hergestellt
werden soll, müssen zwei
oder mehr Materialien gewählt
werden, die zu mehreren Schichten ausgebildet werden können. Wenn
die mehrschichtige Struktur koextrudiert wird, dann müssen die
ausgewählten
Materialien koextrudierbar sein. Die Materialien sollten sich zu
einer gut gegossenen Bahn formen lassen, die gezogen werden kann.
Bei der Herstellung eines mehrschichtigen Films sollten auch die
Haftung zwischen den Schichten und die Nachverarbeitbarkeit berücksichtigt
werden. Das Material sollte außerdem
vor den Ziehprozessen frei von jeglicher unerwünschter Orientierung sein.
Alternativ kann während
des Gießschritts
eine absichtliche Orientierung als eine Prozeßhilfe für den ersten Ziehschritt induziert
werden. Beispielsweise kann der Gießschritt als Teil des ersten
Ziehschritts angesehen werden. Bei einem anderen Beispiel kann der
Gießschritt
ein Keimbildungsschritt für
die Kristallisation sein, der die Relaxationseigenschaften des zweiten
Materials für
sich anschließende
Zeihschritte ändert.
Allgemeine Prozeßbedingungen
für das
Gießen
mehrschichtiger Bahnen sind in WO 99/36248 mit dem Titel „Process
for Making Polymeric Multilayer Optical Films" beschrieben.
-
Die
in dem optischen Film verwendeten Materialien müssen außerdem die gewünschten
optischen Eigenschaften (z.B. Doppelbrechung) und ausreichend unterschiedliche
viskoelastische Eigenschaften aufweisen, um die ordnungsgemäße Auswahl
der Verarbeitungsbedingungen für
das gewünschte
Ergebnis zu gestatten. Bei der Auswahl von Materialien können die
Glasübergangstemperaturen, das
Kristallisations- und Vernetzungsverhalten, die mittleren Molmassen
und -verteilungen, die chemischen Zusammensetzungen und Strukturen
und andere optische Eigenschaften (z.B. Brechungsindizes, Dispersion
usw.) berücksichtigt
werden.
-
Zusätzlich zu
den hier dargelegten besonderen Beispielen zählen zu geeigneten Materialien
für mehrschichtige
Filme der vorliegenden Erfindung beispielsweise die Materialien,
die in der oben angeführten, gleichzeitig
eingereichten Patentanmeldung WO 99/36248 aufgeführt sind. Zu zusätzlichen
geeigneten Materialien für
polymere Mischfilme zählen
beispielsweise die Materialien, die in US-A-5,825,543 (USSN 08/610,092)
und der gleichzeitig eingereichten Anmeldung WO 99/36262 mit dem
Titel „Modified
Copolyesters and Improved Multilayer Reflective Films" beschrieben sind.
-
Einige
Ausführungsformen
und bevorzugte Ausführungsformen
der vorliegenden Erfindung sind in den folgenden Punkten zusammengefaßt:
- 1. Polarisierender Film mit einem dreischichtigen
Aufbau, im wesentlichen bestehend aus:
einer ersten Schicht,
die eine erste Hauptoberfläche
des Films definiert;
einer zweiten Schicht, die eine zweite
Hauptoberfläche
des Films definiert; und
einer dritten Schicht, die zwischen
der ersten und der zweiten Schicht angeordnet ist;
wobei die
erste Schicht ein eine kontinuierliche Phase bildendes erstes Material
und ein eine disperse Phase bildendes erstes Material umfaßt,
wobei
die zweite Schicht ein eine kontinuierliche Phase bildendes zweites
Material und ein eine disperse Phase bildendes zweites Material
umfaßt,
und
wobei die eine disperse Phase bildenden ersten und zweiten Materialien
in der Lage sind, eine belastungs-induzierte Doppelbrechung zu erfahren.
- 2. Polarisator nach Punkt 1, wobei die eine kontinuierliche
Phase bildenden ersten und zweiten Materialien thermoplastische
Polymere umfassen.
- 3. Polarisator nach Punkt 1, wobei die eine kontinuierliche
Phase bildende ersten und zweiten Materialien das gleiche thermoplastische
Polymer umfassen.
- 4. Polarisator nach Punkt 1, wobei das eine kontinuierliche
Phase bildende erste Material und das eine disperse Phase bildende
Material verschiedene polymere Materialien umfassen und wobei das
eine kontinuierliche Phase bildende zweite Material und das eine
disperse Phase bildende zweite Material verschiedene polymere Materialien
umfassen.
- 5. Polarisator nach Punkt 1, wobei das eine disperse Phase bildende
erste Material im wesentlichen zufällig überall in dem eine kontinuierliche
Phase bildenden ersten Material verteilt ist.
- 6. Polarisator nach Punkt 1, wobei die dritte Schicht einen
Polyester umfaßt.
- 7. Polarisator nach Punkt 6, wobei das Polyester ein Terephthalsäurepolyester
ist.
- 8. Polarisator nach Punkt 6, wobei das Polyester ein Copolymer
auf der Basis von Dimethylterephthalat, Dimethylisophthalat und
Ethylenglykol ist.
- 9. Polarisator nach Punkt 6, wobei das Polyester ein Naphthalindicarbonsäurepolyester
ist.
- 10. Polarisator nach Punkt 6, wobei das Polyester Polyethylennaphthalat
ist.
- 11. Polarisator nach Punkt 1, wobei das eine kontinuierliche
Phase bildende erste Material ein Polyester umfaßt.
- 12. Polarisator nach Punkt 11, wobei das Polyester ein Naphthalindicarbonsäurepolyester
ist.
- 13. Polarisator nach Punkt 11, wobei das Polyester ein Copolymer
auf der Basis von Ethylenglykol, ein erstes Monomer ausgewählt aus
der Gruppe bestehend aus Naphthalindicarbonsäure und ihren Alkylestern und
ein zweites Monomer ausgewählt
aus der Gruppe bestehend aus Terephthalsäure und ihren Alkylestern ist.
- 14. Polarisator nach Punkt 1, wobei die dritte Schicht ein Elastomer
umfaßt.
- 15. Polarisator nach Punkt 1, wobei die Brechungsindizes des
eine kontinuierliche Phase bildenden ersten Materials und des eine
disperse Phase bildenden ersten Materials für Licht, das entlang einer
ersten, in einer Ebene liegenden Achse polarisiert ist, im wesentlichen
abgestimmt sind und für
Licht, das entlang einer zweiten, in einer Ebene liegenden Achse
polarisiert ist, im wesentlichen nicht abgestimmt sind.
- 16. Polarisator nach Punkt 15, wobei die Brechungsindizes des
eine kontinuierliche Phase bildenden zweiten Materials und des eine
disperse Phase bildenden zweiten Materials für sichtbares Licht, das entlang einer
dritten, in einer Ebene liegenden Achse sichtbar ist, im wesentlichen
abgestimmt sind und für
sichtbares Licht, das entlang einer vierten, in einer Ebene liegenden Achse
polarisiert ist, im wesentlichen nicht abgestimmt sind.
- 17. Polarisator nach Punkt 16, wobei die erste und dritte Achse
parallel sind und wobei die zweite und vierte Achse parallel sind.
- 18. Polarisator nach Punkt 15, wobei der Absolutwert der Differenz
zwischen den Brechungsindizes des eine kontinuierliche Phase bildenden
ersten Materials und des eine disperse Phase bildenden ersten Materials
für sichtbares
Licht, das entlang einer zweiten, in einer Ebene liegenden Achse
polarisiert ist, k ist, wobei der absolute Wert des Durchschnitts
der Brechungsindizes des eine kontinuierliche Phase bildenden ersten
Materials und des eine disperse Phase bildenden ersten Materials
für sichtbares
Licht, das entlang einer zweiten, in einer Ebene liegenden Achse
polarisiert ist, n ist, und wobei k/n größer als etwa 0,06 ist.
- 19. Polarisator nach Punkt 18, wobei der Absolutwert der Differenz
zwischen den Brechungsindizes des eine kontinuierliche Phase bildenden
ersten Materials und des eine disperse Phase bildenden ersten Materials
für sichtbares
Licht, das entlang einer ersten, in einer Ebene liegenden Achse
polarisiert ist, h ist, wobei der absolute Wert des Durchschnitts
der Brechungsindizes des eine kontinuierliche Phase bildenden ersten
Materials und des eine disperse Phase bildenden ersten Materials
für sichtbares
Licht, das entlang einer ersten, in einer Ebene liegenden Achse
polarisiert ist, m ist, und wobei h/m kleiner als etwa 0,03 ist.
- 20. Polarisator nach Punkt 1, wobei der Polarisator biaxial
orientiert ist.
- 21. Polarisator nach Punkt 20, wobei das Ziehverhältnis des
Polarisators mindestens etwa 4 in einer ersten Richtung und mindestens
etwa 1,2 in einer zweiten Richtung orthogonal zu der ersten Richtung
beträgt.
- 22. Polarisator nach Punkt 21, wobei das Ziehverhältnis des
Polarisators mindestens etwa 1,5 in der zweiten Richtung beträgt.
- 23. Polarisator nach Punkt 21, wobei das Ziehverhältnis des
Polarisators mindestens etwa 1,75 in der zweiten Richtung beträgt.
- 24. Polarisator nach Punkt 21, wobei das Ziehverhältnis des
Polarisators mindestens etwa 5 in einer ersten Richtung beträgt.
- 25. Polarisator nach Punkt 1, wobei der Polarisator mindestens
etwa 80% von sichtbarem Licht, das entlang einer ersten Achse polarisiert
ist, durchläßt und weniger
als etwa 25% von sichtbarem Licht, das entlang einer zweiten Achse
polarisiert ist, durchläßt.
- 26. Polarisator nach Punkt 25, wobei der Polarisator weniger
als etwa 15% von sichtbarem Licht, das entlang der zweiten Achse
polarisiert ist, durchläßt.
- 27. Polarisator nach Punkt 25, wobei der Polarisator mindestens
etwa 85% von sichtbarem Licht, das entlang einer ersten Achse polarisiert
ist, durchläßt.
- 28. Polarisator nach Punkt 1, wobei die mittlere kleinste Abmessung
der Teilchen des eine disperse Phase bildenden ersten Materials
kleiner als etwa 1,4 Mikrometer (μm)
ist.
- 29. Polarisator nach Punkt 1, wobei die mittlere kleinste Abmessung
der Teilchen des eine disperse Phase bildenden ersten Materials
kleiner als etwa 0,9 Mikrometer (μm)
ist.
-
Die
folgenden Beispiele enthalten beispielhafte Materialien und Verarbeitungsbedingungen
gemäß verschiedenen
Ausführungsformen
der Erfindung. Die Beispiele sollen die Erfindung nicht einschränken, sondern
sind vielmehr angegeben, um ein Verständnis der Erfindung zu erleichtern
sowie Beispiele für
Materialien zu liefern, die sich zur Verwendung gemäß den verschiedenen
oben beschriebenen Ausführungsformen
besonders eignen. (Beispiele 1-4 liegen nicht innerhalb der vorliegenden
Ansprüche).
-
BEISPIEL 1
-
Beispiel
1 ist ein mehrschichtiger optischer Film, der aus abwechselnden
Schichten aus Polyethylennaphthalin (PEN) mit einer Eigenviskosität (IV) von
0,48 und Polyethylenterephthalat (PET) mit einer IV von 0,6 (IVs
gemessen in einem Lösungsmittel
aus beispielsweise 60% Phenol und 40% ortho-Dichlorolbenzol) bei 30°C aufgebaut
ist. Typische Brechungsindizes von PEN nach einem uniaxialen Ziehen
(unter Verwendung eines Spannrahmen- oder ähnlichen Prozesses) liegen
bei 1,85, 1,64 und 1,49 bei 632,8 nm entlang von Achsen der gezogenen,
nicht gezogenen beziehungsweise Dickerichtung. Für den biaxial gezogenen wärmegehärteten Zustand
liegen die Brechungsindizes von PET bei 1,65, 1,65 und 1,49 bei
632,8 nm in der ersten Ziehrichtung, der zweiten Ziehrichtung beziehungsweise
der Dickerichtung. Somit sind diese Materialien besonders gut für die Erfindung
geeignet, da abwechselnde Schichten aus diesen beiden Materialien
einen abgestimmten z-Index und einen fast abgestimmten Index in
der ersten Ziehrichtung aufweisen sollten. PEN und PET weisen außerdem eine
gute Haftung zwischen den Schichten bei einem gezogenen mehrschichtigen
Aufbau auf. Dieses Beispiel veranschaulicht außerdem den Orientierungszustand
eines uP-bP-1-Polarisators, bei dem der Durchlaßzustand (Passierzustand) mit
der Richtung des ersten Ziehens zusammentrifft.
-
Es
wird nun ein Prozeß zum
Herstellen eines mehrschichtigen polarisierenden PEN:PET-Films beschrieben.
Eine mehrschichtige Bahn aus PEN- und PET-Schichten kann bei einer entsprechenden
Temperatur koextrudiert und auf eine Kühlwalze druckgegossen werden,
um Paare abwechselnder PEN- und PET-Schichten zu bilden. Die Dicken
und Anzahl der Schichten hängt
von den gewünschten
optischen Eigenschaften des resultierenden optischen Films ab. Beispielsweise
können
Hunderte von Schichten gegossen und in der Dicke abgestuft werden,
um das gewünschte
Wellenlängenspektrum
abzudecken. Der allgemeine Prozeß und die Überlegungen zum Koextrudieren
der mehrschichtigen Konstruktion sind in US-A-5,882,774 (USSN 08/402,041)
und WO 99/36248 beschrieben.
-
Damit
man Strömungsstabilität erhält, kann
zwischen dem mehrschichtigen optischen Stapel und den Wandoberflächen der
Düse eine
schützende Überzugsschicht
aus PEN verwendet werden. PEN-Überzugsschichten
werden auch dazu verwendet, ein Aufbrechen von vorkristallisierten
PET-Schichten zu verhindern. In bestimmten Fällen kann der Stapel geteilt
und in einem Vervielfacher gestapelt werden, um die Anzahl der Schichten
zu verdoppeln. Eine schützende
Grenzschicht aus PEN kann zwischen dem mehrschichtigen optischen
Stapel und der Vervielfacherwandoberfläche vorgesehen werden. Eine
auf diese Weise gegossene Bahn umfaßt eine zentrale dicke Schicht
aus PEN, zwei äußere Überzugsschichten
aus PEN und zwei mehrschichtige optische Stapel aus PEN:PET zwischen
den Überzügen und
der schützenden
Grenzschicht.
-
Eine
Bahn aus PEN und PET wurde wie oben beschrieben mit zwei Vervielfachungsschritten
gegossen, um einen Film mit etwa 800 Schichten in vier mehrschichtigen
optischen Stapeln zu bilden, die durch Schutzschichten getrennt
sind. In dem Fall Bahn wurde eine geringfügige Strömungsinstabilität festgestellt. Vor
dem ersten Ziehen wurde die Bahn zum Kristallisieren des PET vor
dem Ziehen erwärmt.
Die gegossene Bahn wurde 50 Sekunden lang auf 145°C erwärmt und
auf Raumtemperatur gequencht. Die Bahn wurde dann 60 Sekunden lang
auf 100°C,
10 Sekunden lang auf 120°C,
20 Sekunden lang auf 140°C
und 20 Sekunden lang auf 150°C
erwärmt.
Die Bahn wurde dann für
mindestens 20 weitere Sekunden (bei einer Nennbelastungsrate von
15% pro Sekunde) bei 150°C
4×1 gezogen
und auf Raumtemperatur gequencht. Unter diesen Bedingungen erfuhren
die PEN-Schichten keine signifikante Molekülorientierung, während die
kristallisierten PET-Schichten in der Richtung des ersten Ziehens
orientiert wurden. Nach dem ersten Ziehen betrugen die Brechungsindizes
der PEN-Überzugsschichten,
die direkt gemessen werden konnten, 1,643, 1,641 und 1,639 bei Licht
von 632,8 nm in der ersten Ziehrichtung, der zweiten Ziehrichtung
beziehungsweise der Dickerichtung.
-
Der
Film wurde als nächstes
60 Sekunden lang auf 100°C
und 40 Sekunden lang auf 120°C
erwärmt und
dann 40 Sekunden lang bei 120°C
in der zweiten Richtung 1×4
gezogen (d.h. zu einem Gesamtendziehverhältnis von 4×4). Während des zweiten Ziehens wurden
beide Materialien im wesentlichen in der Richtung des zweiten Ziehens
orientiert. Die Brechungsindizes der PEN-Überzugsschichten
wurden dann als 1,616, 1,828 und 1,532 bei Licht von 632,8 nm in
der ersten Ziehrichtung, der zweiten Ziehrichtung beziehungsweise der
Dickerichtung gemessen. Die PET-Brechungsindizes in der Dickerichtung
betrugen nach Schätzung
1,49.
-
Die
Brechungsindizes der einzelnen optischen Stapelschichten des mehrschichtigen
Films können nicht
direkt gemessen werden. Die Indizes des optischen Stapels können jedoch
gemessen werden. Sie sind ein gewichteter Mittelwert der Indizes
der einzelnen Schichten. Wenn Interdiffusionseffekte klein sind,
dann können,
die Indizes der einzelnen Schichten geschätzt werden. In diesem Fall
wird erwartet, daß die
Indizes der dickeren Überzugs-
und internen schützenden
Grenzschichten (PBLs) gleich den Indizes der optischen Schicht für das gleiche
Material sind. Bei gegebenen Indizes für ein optisches Material aus
diesen und die Stapelindizes bei Messung durch zerstörendes Ablösen der äußeren dicken
Schichten kann der andere Index geschätzt werden, indem ein linearer
Mittelwert angenommen wird. Auch die Beziehung der verschiedenen Schichten
kann durch Untersuchen der optischen Eigenschaften des optischen
Films geschätzt
werden. Beispielsweise liefert die Übertragung in der Blockierungsrichtung
und der Durchlaßrichtung
eine Angabe der relativen Brechungsindizes in der Ebene. Einfärbung und
Leistung bei schrägen
Indizes liefern eine Angabe über die
relative Größe der Brechungsindizes
in der Dickerichtung. Kollimierte Übertragungsintensitäten des
oben beschriebenen Films wurden mit einem Spektrophotometer Lambda
19 von Perkin-Elmer (Norwalk, CT, USA) gemessen, das mit einem polarisierenden
Glan-Thompson-Prisma an der Quelle und einer integrierenden Kugel
am Detektor ausgestattet war. 5A zeigt
den Prozentsatz der Übertragung
als Funktion der Wellenlänge des
auf einen derartigen Film auftreffenden Lichts in der Reflexionsrichtung
(Blockierungsrichtung) und Übertragungsrichtung
(Durchlaßrichtung)
durch die Linien 501 beziehungsweise 503. 5A zeigt
auch die Übertragung
von Licht bei 60° Schräge durch
Linie 505. Weil die Schrägemessung erwünscht war,
wurde die Probe auf einen rotierenden Tisch montiert, der 5 cm von
der 2 cm-Kreisblende zu der integrierenden Kugel gesetzt war. Allgemein
wurde die kollimierte Intensität
in der Polarisatorreflexionsrichtung im sichtbaren Spektrum mit etwa
32,1% gemessen. Die Gesamtintensität in der Übertragungsrichtung wurde mit
etwa 78,2 gemessen. Die Reflexionsrichtung fiel mit der zweiten
Ziehrichtung zusammen. Die Übertragungsrichtung
verlief senkrecht dazu, wobei sie mit der ersten Ziehrichtung zusammenfiel.
Nach dem Messen der Übertragung
des Durchlaßzustands
wurde die mittlere Übertragungsintensität bei 60
Grad (Drehung um 60 Grad weg vom Durchlaßzustand um die Blockierachse,
um die p-Polarisation
abzutasten) als etwa 72,9% gemessen. Ein Maß der schrägen Farbabweichung kann aus
dem bereitgestellten Spektrum über
das interessierende sichtbare Spektralband, zum Beispiel 420 nm
bis 720 nm, als die mittlere quadratische Abweichung von der mittleren Übertragung
bei dem gedrehten Winkel berechnet werden. Es stellte sich heraus,
daß diese „schräge Farbe" 4,64 betrug. Analog
stellte sich heraus, daß die
Farbe im rechten Winkel 1,37% betrug.
-
Der
Charakter eines auf die oben beschriebene Weise ausgebildeten Films
gestattet, daß der
Film nach dem Ziehen wärmegehärtet wird.
Der oben beschriebene gezogene Film wurde anschließend 85
Sekunden lang bei 175°C
unter Spannung wärmegehärtet. Die
Indizes der PEN-Überzugsschichten
wurden dann als 1,643, 1,837 und. 1,500 bei Licht von 632,8 nm in
der ersten Ziehrichtung, der zweiten Ziehrichtung beziehungsweise
der Dickerichtung gemessen. 5B zeigt
eine graphische Darstellung der Übertragung
als Funktion der Wellenlänge
für den
wärmegehärteten Film
für die
Reflexion 507, die Übertragung 509 und
mit 60° schräg einfallendem
Licht 511. Die Gesamtreflexionspolarisationsübertragung
wurde auf 19,6% reduziert. Die mittleren Übertragungen bei rechtem Winkel
und 60° betrugen
83,3% und 86,3%. Die senkrechten und nicht-senkrechten Farben, wieder definiert
als die mittlere quadratische Abweichung von der mittleren Übertragung für transmissionspolarisiertes
Licht integriert über
das interessierende Spektralband, wurden wieder als 1,31% beziehungsweise
1,25 gemessen.
-
Das
Kurvenbild in 5C vergleicht die Übertragungs- , Reflexions- (als Übertragungsintensitäten für im Reflexionszustand
polarisiertes Licht dargestellt) und nicht-senkrechten Eigenschaften
des obigen Films vor 531 und nach 533 dem Wärmehärten für Licht im Bereich zwischen
420 – 720
nm. Wegen einer kleinen Differenz bei der Dicke zwischen den physischen
Proben, deren Spektren in den 5A und 5B dargestellt
sind, erhält
man einen direkten Vergleich am besten durch Vergleichen von Daten über das
gleiche Spektralband relativ zum Dickeverteilungsprofil des mehrschichtigen
Stapels. Der verwendete Referenzpunkt ist das Übertragungsminimum von 5B,
das bei 4,11 bei 700 nm gefunden wurde. Das äquivalente Minimum in 5A ist
bei 8,84 bei 762 nm. Somit. werden die Daten in 5C für den Zustand
von dem Wärmehärten aus
dem Band 482 nm bis 782 nm in 5A abgeleitet.
Wie sich aus 5C ergibt, verbesserte das Wärmehärten die
Leistung des Films in jedem Fall. Außerdem weist der wärmegehärtete Film
nicht-senkrechte Übertragungen
(für im Übertragungszustand
polarisiertes Licht) auf, die die Übertragungen beim rechten Winkel übersteigen.
Vor der Wärmehärtung betragen
die PEN- und PET-z-Achse-Indizes
nach Schätzung
1,532 beziehungsweise 1,49 bei 632,8 nm für eine Probe, die ähnlich der
obigen verarbeitet wurde. Nach der Wärmehärtung werden die Werte für PEN und
PET als 1,50 und 1,49 geschätzt.
Somit reduziert die Wärmehärtung die
z-Index-Differenz erheblich. Die Übertragung von im Übertragungszustand
polarisiertem Licht wird ebenfalls durch eine bessere Indexabstimmung
in der Ebene nach der Wärmehärtung stark
verbessert.
-
Wie
oben veranschaulicht, kann ein PEN:PET-Mehrfachschichten umfassender Polarisatorfilm hergestellt
werden, der die Brechungsindizes in der Dickerichtung etwa anpaßt, was
zu Filmen mit wenig Farbe mit einer geringen Winkelabhängigkeit
von der Restfarbe führt.
Außerdem
wies der Film eine verbesserte mechanische Stabilität auf, einschließlich einer
verbesserten Beständigkeit
gegenüber
Rißeinleitung,
im Vergleich zu uniaxial gezogenen Filmen aus ähnlichem Material.
-
Die
zum Ausbilden eines optischen Films verwendeten Prozeßparameter
können
variiert werden, damit man verschiedene erwünschte Eigenschaften erhält. Beispielsweise
erhöhen
im allgemeinen PET-Materialien mit einer höheren IV (z.B. etwa 0,7 – 0,9) die
Viskosität
und verbessern die Viskositätsabstimmung
während
der Koextrusion. Dies würde
dazu dienen, Mehrschichten-Strömungsdefekte
zu reduzieren. Die restliche Streuung im Film wird reduziert durch
Einsatz von höheren
Ziehendverhältnissen
oder durch den Einsatz von kürzeren/kälteren Vorkristallisierungsbedingungen.
Die restliche Streuung kann auch durch Reduzieren der Anfangskristallgröße reduziert
werden. Dem PET können
beispielsweise Keimbildungsmittel zugesetzt werden, um die Rate
der Ruhekristallisation zu erhöhen,
damit die Kristallgröße gesteuert
und die Verweilzeit reduziert wird. Es könnten auch Copolymere verwendet
werden. Das Ausmaß der
Abweichung von dem Homopolymer kann die Kristallinität reduzieren,
kann aber auch die Rate der Kristallisierung senken, was im allgemeinen
die Verarbeitungszeit und -temperatur für die Vorkristallisierung erhöht. Die
endgültige
Kristallinität
von PET kann durch die Substitution von Diethylenglykol (DEG) für einen
Teil des Ethylenglykols reduziert werden. Dies würde im allgemeinen die Extinktion
verbessern und ein erhöhtes
Ziehverhältnis
in der ersten Richtung gestatten.
-
Bei
dem oben bereitgestellten besonderen Verarbeitungsbeispiel wird
das PEN mit 0,48 IV bei 150°C mit
15% pro Sekunde langsam gezogen. Bei der Herstellung eines derartigen
Films kann es wünschenswert sein,
einen in einer herkömmlichen
Filmverarbeitungsstraße
für das
erste Ziehen vorgesehenen Längenorientierer
(LO) zu verwenden. Der LO zieht Film in der Regel mit einer nominellen
Beanspruchungsrate von 300% pro Sekunde oder mehr. Eine Ziehtemperatur
von etwa 165° wäre für einen
derartigen Prozeß geeignet.
Bei höheren
Ziehraten von etwa 1000% pro Sekunde kann eine Temperatur von etwa
170° oder
mehr erforderlich sein. Anstatt die Temperatur zu erhöhen, könnte PEN
mit einem niedrigeren IV (z.B. PEN mit einem niedrigeren Molekulargewicht)
verwendet werden, um die Relaxationszeiten bei einer gegebenen Temperatur
zu reduzieren.
-
BEISPIEL 2
-
Beispiel
2 veranschaulicht die Nützlichkeit
der Prozeßerfindung
zur Herstellung eines Polarisators, bei dem der Reflexionszustand
mit der Achse des ersten Ziehens und der Übertragungszustand mit der
Achse des zweiten Ziehens zusammenfällt, wobei die gleichen Materialien,
PEN und PET verwendet werden, wie sie in Beispiel 1 verwendet wurden.
Die Verwendung der gleichen Materialien, um einen wesentlich anderen
Polarisator zu erhalten, veranschaulicht weiter die Flexibilität, die man
durch die vorliegende Erfindung für die Auswahl von Materialien
erhält.
Dieses Beispiel illustriert auch den Orientierungszustand eines
bP-uP-2-Polarisators.
-
In
Beispiel 2 wurde PEN mit 0,48 IV und PET mit 0,77 IV getrocknet
und in einen 224-Mehrschicht-Zufuhrblock, der mit einer internen
PBL ausgestattet war, koextrudiert. Der mehrschichtige Stapel wurde
mit einem asymmetrischen Vervielfacher geteilt, um zwei Ströme im Breitenverhältnis von
1,55:1 zu bilden, auf gleichwertige Breiten verteilt und wiedergestapelt,
um einen Zwei-Paket-Mehrschichtstapel aus 448 Schichten zu bilden,
die durch eine interne Schutzschicht getrennt waren. PET (IV 0,77)
wurde in den PBLs verwendet. Ein PEN-Überzug (IV 0,48) wurde hinzugefügt und der
Gesamtstrom wurde aus einer Düse
auf ein auf 60°C eingestelltes
Quenchrad gegossen. Die PEN-Überzugs-
und PET-PBL-Indizes waren im wesentlichen isotrop nach dem Gießen mit
Indizes von 1,64 beziehungsweise 1,57 bei 632,8 nm. Die Überzüge umfaßten etwa
35% der Konstruktion, die PBLs etwa 15% und die optischen Mehrschichtstapelpakete
etwa 50%. Die Gußdicke
betrug etwa 0,1 cm.
-
Bei
dem ersten Ziehprozeß wurde
ein herkömmlicher
Längenorientierer
(LO) verwendet. Der Film wurde mit auf 120°C eingestellten heißen Walzen
vorerwärmt
und in einen Ziehspalt eingeleitet, der eine langsame Walze und
eine schnelle Walze und eine auf 60% Leistung eingestellte, Infrarotheizvorrichtung
umfaßte.
Die Infrarotheizvorrichtung bestand aus einer Anordnung von IR-Heizvorrichtungselementen
(etwa 5000 Watt pro Element), die jeweils etwa 65 cm lang sind.
Die Elemente waren etwa 10 cm über
dem Film. Die Verweilzeit im Ziehspalt betrug etwa 4 Sekunden. Die
schnelle Walze wurde auf ein fünffaches
Ziehen eingestellt und der gezogene Film wurde gequencht. Die gezogene
Breite sank auf etwa 85% ihrer ursprünglichen Breite. Die mittleren
in der Ebene liegenden Indizes des PET blieben nach Beendigung des
ersten Ziehschritts unter 1,58 bei 632,8, während die mittleren PEN-Indizes
bei etwa 1,85, 1,59 und 1,53 in der in der Ebene liegenden Ziehrichtung-y-Achse
(MD), in der in der. Ebene liegenden Querbahnrichtung-x-Achse (TD)
beziehungsweise der Dicke-(z)-(DN)-Richtung hochorientiert waren.
Der Film wurde als nächstes
unter Verwendung eines herkömmlichen
Spannrahmens in einem zweiten Ziehschritt um etwa das 3,3fache quer
gezogen. Der Spannrahmen war in der Vorerwärmungszone auf 145°C, in der
Ziehzone auf 138°C,
in der Wärmehärtungszone
auf 227°C und
in der Quenchzone auf 49°C
eingestellt. Die Vorerwärmung,
das Ziehen und die Wärmehärtung erfolgten über Zeiträume von
etwa 25, 5 und 40 Sekunden. Die abschließenden PEN-Indizes waren 1,82,
1,68 und 1,49, während
die PET-Indizes etwa 1,56, 1,67 und 1,56 bei 632,8 nm waren. Bei
einer anderen Wellenlänge
wurden wie unten angegeben zusätzliche
Messungen vorgenommen:

-
Diese
Indizes führten
zu den folgenden normierten Indexdifferenzen:
-
Der
auf diese Weise verarbeitete endgültige Film wies eine Reflexionsachse
auf, die mit der ersten Ziehrichtung zusammenfiel, mit einer mittleren Übertragung
von für
die Reflexion polarisiertem Licht über den Bereich 400-700 nm
von 7,4%, und wies eine Übertragungsachse
auf, die mit der zweiten Ziehrichtung zusammenfiel, mit einer mittleren Übertragung
von für
die Übertragung
polarisiertem Licht über
den Bereich 400-700 nm von 85,7%. Bei Ausrichtung in dem Durchlaßzustand
war Farbe bei Betrachtung unter einem schrägen Winkel in der Ebene, die
durch den Übertragungspolarisationszustand
und die Dickerichtung definiert ist, minimal sichtbar.
-
BEISPIEL 3
-
Beispiel
3 ist eine Abwandlung von Beispiel 2, wobei als das erste Material
anstatt eines Standard-PET ein Copolymer verwendet wurde, das durch
die Umesterung von PEN und PET im Extruder ausgebildet wurde. PEN
(IV 0,48) und eine Mischung 10%/90% PEN (IV 0,48)/PET (IV 0,77)
wurde getrocknet und in einen 224-Mehrschicht-Zufuhrblock koextrudiert, der mit einer
internen PBL (schützende
Grenzschicht) ausgestattet war. Der mehrschichtige Stapel wurde
mit einem asymmetrischen Vervielfacher geteilt, um zwei Ströme im Breitenverhältnis von
1,55:1 zu bilden, auf gleichwertige Breiten verteilt und wiedergestapelt,
um einen Zwei-Paket-Mehrschichtstapel aus 448 Schichten zu bilden,
wobei jeder Stapel aus 224 Schichten durch eine interne Schutzschicht
getrennt war. In den PBLs wurde die gleiche 10%/90%-PEN/PET-Mischung
verwendet. Ein PEN-Überzug
(IV 0,48) wurde hinzugefügt
und der Gesamtstrom wurde aus einer Düse auf ein auf 60°C eingestelltes
Quenchrad gegossen. Die Überzüge umfaßten etwa
35% der Konstruktion, die PBLs etwa 15% und die optischen Mehrschichtstapelpakete
etwa 50%. Die Gußdicke
betrug etwa 0,1 cm.
-
Bei
dem ersten Ziehprozeß wurde
ein herkömmlicher
LO verwendet. Der Film wurde mit auf 120°C eingestellten heißen Walzen
vorerwärmt
und in einen Ziehspalt eingeleitet, der eine langsame Walze und
eine schnelle Walze und eine auf 60% Leistung eingestellte Infrarotheizvorrichtung
umfaßte.
Die Verweilzeit betrug etwa 4 Sekunden. Die schnelle Walze wurde
auf ein sechsfaches Ziehen eingestellt und der gezogene Film wurde
gequencht. Die gezogene Breite sank auf etwa 85% ihrer ursprünglichen
Breite. Die mittleren in der Ebene liegenden Indizes des 10/90-PEN/PET-Copolymers
bleiben nach Beendigung des ersten Ziehschritts unter 1,61 bei 632,8,
während
die mittleren PEN-Indizes bei etwa 1,86, 1,60 und 1,52 in der in
der Ebene liegenden Ziehrichtung (MD), in der in der Ebene liegenden
Querbahnrichtung (TD) beziehungsweise der Dicke-(z)-(ND)-Richtung hochorientiert
waren. Der Film wurde als nächstes
unter Verwendung eines herkömmlichen
Spannrahmens in einem zweiten Ziehschritt um etwa das 3,0fache quer
gezogen. Der Spannrahmen war in der Vorerwärmungszone auf 145°C, in der
Ziehzone auf 138°C,
in der Wärmehärtungszone
auf 204°C und
in der Quenchzone auf 49°C
eingestellt. Die Vorerwärmung,
das Ziehen und die Wärmehärtung erfolgten über Zeiträume von
etwa 25, 5 beziehungsweise 40 Sekunden. Die abschließenden PEN-Indizes
waren 1,82, 1,69 und 1,48, während
die Copolymer-Indizes etwa 1,66, 1,67 und 1,52 bei 632,8 nm waren.
Die Indizes wurden für
mehrere Wellenlängen
gemessen und sind unten aufgeführt:

-
Diese
Indizes führten
zu den folgenden normierten Indexdifferenzen:
-
Der
endgültige
Film wies dadurch eine Reflexionsachse auf, die mit der ersten Ziehrichtung
zusammenfällt,
mit einer mittleren Übertragung
von für
die Reflexion polarisiertem Licht über den Bereich 400-700 nm
von 9,9%. Die Übertragungsachse
fiel mit der zweiten Ziehrichtung zusammen, mit einer mittleren. Übertragung
von für
die Übertragung
polarisiertem Licht über
den Bereich 400-700 nm von 85,0. Die gemessene Probe war 67 Mikrometer
dick. Über
die ganze Filmbreite hinweg wurde eine gute Dickengleichförmigkeit
beobachtet mit einer Abweichung nach oben beziehungsweise unten
von 8,1 Mikrometern.
-
Der
obige Film wies auch mechanische Festigkeit auf. Die Rißeinleitung
von Hand war schwierig. Die Rißfortsetzung
war ebenfalls schwierig, und der Film riß bevorzugt in der MD. Ein
weiterer Film wurde hergestellt, wobei der obige Prozeß verwendet
wurde, aber mit einem 20% höheren
TD-Ziehverhältnis
mit kompensierenden Ratenänderungen,
um die Stärke
und somit die spektrale Abdeckung beizubehalten. Die Wärmeausdehnungskoeffizienten
der Filme wurden in MD und TD als 1,1 × 10-5 und
2,2 × 10-5 pro Grad Celsius zwischen 25°C und 85°C gemessen.
Diese Ausdehnungskoeffizienten waren erheblich niedriger als die
MD- und TD-Werte von 8,5 × 10-5 und 3,0 × 10-5 eines
mit PEN und einem coPEN konstruierten reflektierenden Polarisators
unter Verwendung eines einzigen Ziehprozesses. Die Richtung der
größten Ausdehnung
blieb entlang der Übertragungsrichtung
(Durchlaßrichtung)
in diesen Filmen. Auch die Schrumpfung auf dem in zwei Stufen gezogenen
Film war im Vergleich zu einem mit einem einzigen. Ziehprozeß hergestellten
Film reduziert, mit einer gemessenen prozentualen MD- und TD-Schrumpfung
von 0,118 und 0,254 nach dem Erwärmen
des Films auf 85°C
für 15
Minuten für
den in zwei Stufen gezogenen Film.
-
Bei
der Abwandlung obiger und vorausgegangener Beispiele kann als das
zweite Material anstatt des Standard-PEN ein durch die Umesterung
von PEN und PET im Extruder ausgebildetes Copolymer verwendet werden.
Bei noch einer weiteren Abwandlung der obigen Beispiele können verschiedene
Materialien als Überzugs-
und/oder PBL-Schichten verwendet werden. Beispielsweise kann ein
Copolymer aus PEN und PET wie etwa eine 85/15-Zusammensetzung verwendet werden. In
der Ebene isotrope oder totalisotrope Schichten können sich
beispielsweise für
mechanische Eigenschaften eignen. Materialien können gewählt werden, um die optische
Leistung. zu verbessern, beispielsweise Oberflächenreflexionen durch Verwendung
eines einen niedrigeren Index aufweisenden Materials im Überzug zu
reduzieren.
-
BEISPIEL 4
-
Beispiel
4 ist ein beispielhafter Prozeß zum
Herstellen eines weiteren mehrschichtigen optischen Films gemäß einer
weiteren Ausführungsform
der Erfindung. In diesem Beispiel wird der mehrschichtige Film aus PEN
(IV 0,48) und Polybutylenterephtalat (PBT) (IV 1,4) hergestellt.
Ein PEN:PBT-Film kann koextrudiert und durch eine Düse auf eine
Kühlwalze
gegossen werden. Da PBT schnell kristallisiert, ist eine getrennte
Kristallisierung je nach den Gußbedingungen
möglicherweise
nicht erforderlich. Wie bei den obigen Beispielen ist möglicherweise
eine bestimmte Form von Überzugsschicht
erforderlich, um zu verhindern, daß das kristallisierte PBT bricht,
wenn der Film gedehnt wird. Es wurde ein Film mit einem dreischichtigen
Aufbau (PEN:PBT:PEN) hergestellt. Das PEN und PBT wurden bei 285°C in einen
dreischichtigen Zufuhrblock koextrudiert. Das PEN-Material wurde in
die beiden äußeren Schichten
zugeführt,
während
PBT in die Kernschicht zugeführt
wurde. Der dreischichtige Film wurde durch eine Düse gegossen
und auf eine Kühlwalze
gequencht. Das PBT kristallisierte, während es aus der Düse gegossen wurde.
Der Film wurde 60 Sekunden lang auf 100°C, 10 Sekunden lang auf 120°C, 20 Sekunden
lang auf 140°C
und 20 Sekunden lang auf 150°C
erhitzt. Der Film wurde dann bei 150°C über einen Zeitraum von 20 Sekunden
4 × 1
(in Längsrichtung)
gezogen, gefolgt von einem Quenchen auf Raumtemperatur. Ein zweiter
Ziehschritt wurde durchgeführt,
indem der Film 45 Sekunden lang auf 115°C erhitzt und der Film 1 × 3 auf
ein endgültiges
Ziehgesamtverhältnis
4 × 3
gezogen wurde.
-
Bei
dem obigen Prozeß verwendete
das zweite Ziehen für
das PEN-Material ein niedrigeres Ziehverhältnis als das erste Ziehen.
Der gezogene Film wurde danach 85 Sekunden lang unter Spannung bei
175°C wärmegehärtet. Die
folgende Tabelle veranschaulicht die resultierenden Brechungsindizes
der beiden Materialien bei verschiedenen Wellenlängen von Licht für die Richtung
des ersten Ziehens, des zweiten Ziehens und der Filmdicke.
-
Wie
die obige Tabelle veranschaulicht, weisen die Differenzen bei den
Brechungsindizes für
die Richtung des ersten Ziehens und der Dicke das gleiche Vorzeichen auf,
was die Minimierung einer schrägen
Farbe erleichtert. Außerdem
beträgt
die mittlere Differenz bei entsprechenden Brechungsindizes der,
beiden Schichten in der ersten Ziehrichtung etwa 0,015 und in der
Dickenrichtung etwa 0,020. Ein weiteres Abstimmen der Indizes, um
die Differenz weiter zu minimieren, könnte, man erhalten durch Justieren
des Ziehverhältnisses, der
Ziehrate und/oder der Ziehtemperatur.
-
BEISPIEL 5
-
Beispiel
5 veranschaulicht beispielhafte Materialien und Prozeßbedingungen,
in denen eine Mischung aus eine kontinuierliche Phase und disperse
Phase bildenden Materialien verwendet werden, um einen polarisierenden
Film herzustellen. Es wurde ein dreischtiger optischer Film verwendet.
Der dreischichtige Film enthält
eine Kernschicht und Außenschichten
auf jeder Seite der Kernschicht. Der dreischichtige Film verwendet eine
oder mehrere Schichten aus einem Material und wird von nun an als
ein erleichterndes Material bezeichnet, das bei Koextrudierung mit
einer oder mehreren Mischschichten die Verarbeitung erleichtert.
Das erleichternde Material kann auch zusätzliche Eigenschaften verleihen,
zum Beispiel verbesserte mechanische Festigkeit, optische Eigenschaften
oder Handhabung. Das erleichternde Material kann zur Herstellung
entweder der Kernschicht oder der Außenschichten verwendet werden,
wobei das Mischmaterial zum Herstellen der anderen verwendet wird.
Es wird bevorzugt, daß das
erleichternde Material die Polarisationsorientierung von durch diese
Schicht übertragenem
Licht nicht wesentlich beeinflußt.
Für dieses
Beispiel wurde das Mischmaterial verwendet, um die Außenschichten
des Films herzustellen. Das erleichternde Material wurde zur Herstellung
der Kernschicht verwendet.
-
Durch
den Einsatz eines erleichternden Materials zur Herstellung der Kernschicht
kann die Verarbeitung und Leistung relativ zu dem Fall an Vielseitigkeit
gewinnen, wo das erleichternde Material zur Herstellung der Außenschichten
zum Beispiel in einem dreischichtigen Aufbau verwendet wird. Eine
große
Vielfalt von Materialien kann zur Herstellung der Kernschicht verwendet
werden, da einige Materialien, die möglicherweise wegen ihrer mechanischen
Eigenschaften (verbesserte Festigkeit gegenüber Reißen oder Bruch) bevorzugt werden,
im allgemeinen an dem Verarbeitungsgerät haften würden, wenn sie dazu verwendet
würden,
die Außenschichten
der gegossenen Folie herzustellen.
-
Die
Scherbeanspruchung in der gießenden
Düse wird
an der Düsenwand
am höchsten
und in der Mitte des Extrudats am niedrigsten sein. Für den Fall,
daß die
optische Mischung die ganze Dicke der extrodierten gegossenen Folie
darstellt, sind die eine disperse Phase bildenden Teilchen im allgemeinen
an der Düsenwand
am kleinsten und in der Mitte am größten. Wenn ein mehrschichtiges
Material, zum Beispiel ein dreischichtiger Film, koextrudiert wird,
dann sind die eine disperse Phase bildenden Teilchen am kleinsten,
wenn das optische Mischmaterial zum Herstellen der Außenschichten
des Aufbaus verwendet wird. Anders ausgedrückt: Wenn ein erleichterndes
Material zum Herstellen der Kernschicht beispielsweise eines dreischichtigen Filmaufbaus
verwendet wird, dann nimmt die Kernschicht defimitionsgemäß das die
niedrigste Scherbeanspruchung aufweisende Gebiet des Koextrudats
ein, und die eine disperse Phase bildenden Teilchen des optischen
Mischmaterials erfahren bevorzugt die eine höhere Scherbeanspruchung aufweisenden
Gebiete des Koextrudats.
-
Die
vorliegende Erfindung ist nicht auf dreischichtige Filmkonstruktionen
beschränkt.
Beispielsweise kann man wählen,
die erwartete Scherrate weiter zu verfeinern, die die eine disperse
Phase bildenden Teilchen des optischen Mischmaterials erfahren,
indem beispielsweise ein fünfschichtiger
Filmaufbau koextudiert wird. In diesem Fall kann die Dicke der Außenschichten
gestatten, daß das
Ausmaß gesteuert
wird, in dem sich die eine disperse Phase bildenden Teilchen in
der gießenden
Düse verlängern, insbesondere
in dem Gebiet unmittelbar neben der Düsenwand. Wenn beispielsweise
der Durchmesser des eine disperse Phase bildenden Teilchens in der
Dickerichtung des endgültigen
Films kleiner als etwa 1/30 der Wellenlänge von Licht ist, streut der
Film Licht nicht auf eine für
die vorliegende Erfindung erwünschte
Weise. Somit ist eine Steuerung der Abmessungen der eine disperse
Phase bildenden Teilchen im Extrusionsprozeß wünschenswert.
-
Die
Außenschichten
können
Opferschichten sein, da sie vor oder nach der Orientierung entfernt
werden können.
Auf diese Weise können
die Außenschichten
das optische Mischmaterial vor mechanischem Abrieb (z.B. Verkratzen)
oder vor Ansammlung von Staub und Schmutz schützen. Diese Ausführungsform
einer oder mehrerer maskierender Schichten weist den Vorteil auf,
daß sie
viel preiswerter ist, als einen Film der vorliegenden Erfindung
mit noch einem weiteren Film zu laminieren.
-
Das
Mischmaterial wurde als eine Mischung aus 68,6 Gewichtsprozent coPEN
mit einer IV von 0,57, gemessen in 60% Phenol, 40% Dichlorbenzol;
29,1 Gewichtsprozent Questra NA 405, erhältlich von der Firma Dow Chemical
Company; und 2 Gewichtsprozent Dylark 332-80, erhältlich von
der Firma Nova Chemical Company, extrudiert. Das erleichternde Material
war ein coPET mit einer IV von 0,65, gemessen in Methylenchlorid.
-
Das
coPEN war ein Copolymer auf der Basis von 70 Mol-% Naphthalindicarboxylat
und 30 Mol-% Dimethylterephthalat und Ethylenglykol. Das coPET war ein
Copolymer auf der Basis von 80 Mol-% Dimethylterephthalat und 20
Mol-% Dimethylisophthalat und Ethylenglykol.
-
Ein
erster Film wurde hergestellt und nur in einer einzigen Richtung
gezogen. Die Gesamtdicke der gegossenen Folie des ersten Films betrug
810 Mikrometer mit etwa einem Drittel dieses Gesamtwerts in der Kernschicht
und dem Rest in den Außenschichten,
die etwa die gleiche Dicke aufwiesen. Die gegossene Folie wurde
in der Querrichtung nur unter Verwendung eines herkömmlichen
Spannrahmens orientiert. Das endgültige Querziehverhältnis betrug
etwa 4,3:1 auf der Basis der Schieneneinstellungen am Eingang und
Ausgang des Spannrahmens. Die Dehntemperatur betrug 132°C. Die Wärmehärtungstemperatur
betrug 163°C.
-
Dann
wurde die optische Leistung des ersten Films gemessen. Der Film
wies für
Wellenlängen
von Licht zwischen 400 und 700 nm, dessen Polarisationsorientierung
auf die Durchlaßrichtung
des Films ausgerichtet war, eine mittlere Übertragung von 83,6 auf. Licht,
dessen Polarisierungsorientierung auf die Blockierungsrichtung des
Films ausgerichtet war, wies eine mittlere Übertragung von 13,6 auf. Während der
Film in der Richtung senkrecht zur Ziehrichtung (d.h. in diesem
Beispiel der Maschinenrichtung) eine annehmbare Bruchfestigkeit
aufwies, brach der Film, wenn der Film in der mit der Querrichtung
zusammenfallenden Richtung gefaltet wurde.
-
Zum
Vergleich wird auf Beispiel 125 von US-A-5,825,543 (USSN 08/610,092)
Bezug genommen, einen dreischichtigen Film, der auf eine ähnliche
Weise wie der erste Film dieses Beispiels hergestellt wurde, außer daß das Mischmaterial
zum Herstellen der Kernschicht verwendet wurde und ein erleichterndes
Material zum Herstellen der Außenschichten
verwendet wurde. Wie bei dem ersten Film dieses Beispiels wies das
Vergleichsbeispiel 125 in der Richtung senkrecht zum Ziehen eine
annehmbare Bruchfestigkeit auf, und der Film brach, wenn er in der
der Querrichtung. entsprechenden Richtung gefaltet wurde.
-
Ein
zweiter Film wurde aus den gleichen Materialien wie in dem ersten
Film dieses Beispiels hergestellt, außer daß die gegossene Folie in der
Maschinenrichtung unter Verwendung eines herkömmlichen Längenorientierers gezogen wurde,
bevor sie in der Querrichtung bei 127°C gezogen wurde. Die Gesamtdicke
der gegossenen Folie betrug 1240 Mikrometer. Die gegossene Folie
wurde mit einem Verhältnis
von 1,25:1 in der Maschinenrichtung gezogen, wie in Beispiel 2 beschrieben.
Die Temperatur der Walze unmittelbar vor dem Spalt betrug 82°C. Die Leistungseinstellung
der Infrarotheizvorrichtungselemente betrug 100%. Die mittlere Übertragung
von Licht, dessen Polarisationsorientierung auf die Durchlaßrichtung
des gezogenen Films ausgerichtet war, betrug 81,1%. Die mittlere Übertragung
für Licht,
dessen Polarisationsorientierung auf die Blockierungsrichtung des
Films ausgerichtet war, betrug 14,8%. Der fertiggestellte Film wies
im Vergleich zu dem uniaxial gezogenen Film eine wesentlich verbesserte
mechanische Festigkeit auf. Der Film brach nicht, wenn er entlang
der Maschinen- oder Querrichtung gefaltet wurde.
-
Zwei
zusätzliche
Filme wurden hergestellt und auf eine Weise ausgewertet, die dem
oben beschriebenen zweiten Film entspricht, außer daß die gegossene Folie zuerst
mit Verhältnissen
von 1,5:1 und 1,75:1 in der Maschinenrichtung vor der Querrichtung
gezogen wurde. Die gemessenen jeweiligen Übertragungswerte in Durchlaßrichtung
betrugen 80,2% und 78,8%. Die jeweiligen Übertragungswerte in Blockierungsrichtung
betrugen 15,6% und 17%. Die Filme brachen nicht, wenn sie entlang
der Maschinen- oder der Querrichtung gefaltet wurden.
-
Ein
zusätzlicher
Film wurde hergestellt und auf eine Weise ausgewertet, die den oben
beschriebenen Filmen entspricht. Dieser Film wurde zuerst mit 1,35:1
in der Maschinenrichtung orientiert, bevor er mit 4:1 bei 129°C in der
Querrichtung orientiert wurde. Der gemessene Übertragungswert in Durchlaßrichtung
betrug 83,2%. Der Übertragungswert
in Blockierungsrichtung betrug 15,0%. Der Film brach nicht, wenn
er entweder entlang der Maschinen- oder der Querrichtung gefaltet
wurde.
-
Abgesehen
von einem erheblich verbessertem Bruchwiderstand wurde bemerkt,
daß, wenn
gemäß der vorliegenden
Erfindung hergestellte Filme gestapelt und dann mit einem kommerziellen
Schermesser abgeschert wurden, sich die Filme ohne zu brechen sauber
schneiden ließen,
insbesondere im Vergleich zu den gemäß dem Vergleichsbeispiel 125
hergestellten.
-
Es
ist bekannt, daß die
Querschnittsabmessungen der Strukturen der dispersen Phase in der
Dickerichtung des Films bevorzugt kleiner oder gleich der interessierenden
Wellenlänge
und besonders bevorzugt kleiner als das etwa 0,5fache der interessierenden
Wellenlänge
ist. Eine Reduzierung bei den Querschnittsabmessungen der dispersen
Phase führt
somit innerhalb von Grenzen zu einer Verbesserung der optischen
Eigenschaften der optischen Einrichtung. Es wurden zwei zusätzliche
Filme hergestellt und ausgewertet, um den Effekt zu demonstrieren,
wenn das optische Mischmaterial entweder in der Kernschicht oder
den Außenschichten
eines dreischichtigen Aufbaus angeordnet wird. Der erste der zusätzlichen
Filme wurde gemäß dem ersten Film
dieses Beispiels hergestellt, weil das optische Mischmaterial zum
Herstellen der Außenschichten
eines dreischichtigen Aufbaus verwendet wurde. Der zweite der zusätzlichen
Filme wurde gemäß Vergleichsbeispiel 125
hergestellt, weil das optische Mischmaterial zum Herstellen der
Kernschicht eines dreischichtigen Aufbaus verwendet wurde. Über Rasterelektronenmikroskopie
wurden Querschnitte der gegossenen Folien vor der Orientierung ausgewertet.
Mikroaufnahmen zeigen deutlich eine erhöhte Fibrillierung des in einer
dispersen Phase vorliegenden Materials des Mischmaterials insbesondere
dann, wenn das Mischmaterial zum Herstellen der Außenschichten
des Films verwendet wurde. Eine Manifestierung der Fibrillierung
des in einer dispersen Phase vorliegenden Materials ist eine Reduzierung
bei den Querschnittsabmessungen in der Dickerichtung des Films.
Ein Verfahren zur Auswertung besteht darin, die eine disperse Phase
bildenden Abmessungen in der Nähe
oder in der Mitte des Films zu beurteilen, wo man die größten Teilchen
findet. Die die disperse Phase bildenden Größen betrugen 0,9 und 1,4 μm, wo das
optische Mischmaterial die Außenschichten
beziehungsweise die Kernschicht der Filme bildete. Man würde erkennen,
daß Teilchen
in der Nähe
der Außenflächen des Filmaufbaus
kleiner sind als jene in der Nähe
der Mitte des Aufbaus.
-
Zudem
wurde erkannt, daß die
Mischfilme der vorliegenden Erfindung eine erheblich größere Oberflächentextur
als jene von Vergleichsbeispiel 125 aufwiesen. Wenn etwa 1 m2 große
Filmstücke
vom Vergleichsbeispiel 125 abgeschnitten wurden, war es schwierig,
ein Stück über ein
anderes zu schieben, das heißt,
einen Film über
einem anderen auszurichten. Für
die Filme der vorliegenden Erfindung richteten sie sich selbst dann leicht
aus, wenn sie über
100 Folien hoch gestapelt wurden.
-
Die
Oberflächenrauhheit,
die sich dadurch ergibt, daß die
Mischschicht auf der Außenseite
des dreischichtigen Stapels liegt, bietet zusätzlich zu der Verbesserung
der optischen Eigenschaften und bei der Filmhandhabung weitere praktische
Vorteile. Wenn ein reflektierender Polarisator in einer LCD verwendet
wird, wird er üblicherweise
neben einem dichroitischen Polarisator angeordnet. Wenn beide Polarisatoren
glatt sind, können
sie aneinander haften, was zu einer optischen Kopplung der beiden
Filme führt.
Diese optische Kopplung erscheint so, als wenn Flüssigkeitstropfen
zwischen die Filme gebracht worden wären, und sie wird deshalb als
ein „Durchnässen" („wet-out") bezeichnet. Bei
einer funktionierenden LCD bewirkt ein Durchnässen, daß unannehmbar helle Flecken
auf dem Display erscheinen. Noch schlimmer ist, daß ein Durchnässen bewirken
kann, daß sich
der reflektierende Polarisator bei der Klimaprüfung verwirft. Das Durchnässen kann
auf verschiedene Weise eliminiert werden, indem beispielsweise ein
geringfügig
diffuser Abstandshalterfilm zwischen den beiden Polarisatoren angeordnet
wird oder indem die Oberfläche
eines oder beider Polarisatoren texturiert wird. Bei den Mischpolarisatoren
der vorliegenden Erfindung sind derartige zusätzliche Modifikationen jedoch
nicht notwendig, wenn die Mischung als eine Außenschicht vorliegt, da die
aus einem derartigen Aufbau resultierende rauhe Oberflächentextur
dahingehend wirkt, daß sie
ein Durchnässen
ausschließt.
-
Ein
weiterer optischer Effekt, der zwischen zwei glatten Filmen beobachtet
werden kann, sind die Newtonschen Ringe. Wenn zwei glatte Oberflächen engen
Kontakt zueinander haben, können
Reflexionen von den beiden Oberflächen destruktiv interferieren,
was zu einem Muster aus hellen und dunklen Ringen führt. Auch dieser
optische Effekt wird durch die rauhe Oberfläche eliminiert, die Konstruktionen
aufweisen, bei denen die Mischung als eine Außenschicht vorliegt, da die
Interferenz von diffusen Oberflächenreflexionen
nicht beobachtet wird.
-
BEISPIEL 6
-
In
Beispiel 6 wurde ein Mischfilm auf eine Weise konstruiert, die dem
ersten Film von Beispiel 5 ähnlich ist,
mit einer 515 μm
dicken gegossenen Folie. Die gegossene Folie wurde unter Einsatz
einer Labordehnvorrichtung gleichzeitig in zwei orthogonalen Richtungen
gedehnt. Der Film wurde mit einem Dehnverhältnis von 1,2:1 bei einer Beanspruchungsrate
von 0,4%/s in einer Richtung gedehnt. Der Film wurde mit einem Dehnverhältnis von
5,6:1 bei einer Beanspruchungsrate von 10%/s in der anderen Richtung
gedehnt. Der entstehende Film wies eine Übertragung in Durchlaßrichtung
von 87,6% und eine Übertragung
in Blockierungsrichtung von 25,3% auf. Ein ähnlicher Film wurde gedehnt,
wobei aber die Beanspruchungsrate in der ersten Richtung zu 5%/s
geändert
wurde. Dieser Film wies eine Übertragung
in Durchlaßrichtung
von 87,9% und eine Übertragung
in Blockierungsrichtung von 27,8% auf. Jeder dieser Filme wies im
Vergleich zu uniaxial gedehnten Filmen eine verbesserte Zähigkeit
auf (brach zum Beispiel).
-
Wenngleich
oben verschiedene Beispiele geliefert wurden, ist die vorliegende
Erfindung nicht auf die Einzelheiten der Beispiele beschränkt. Die
vorliegende Erfindung läßt sich
auf eine Reihe von optischen Filmen und Materialprozesse zu deren
Herstellung anwenden. Während
beispielsweise die obigen Beispiele allgemein zwei Materialien beschreiben,
versteht sich, daß mehr
als zwei Materialien verwendet werden können. Jedes Material kann für eine gegebene
Menge von Verarbeitungsbedingungen entweder in eine orientierende oder
nicht-orientierende Klasse fallen. Ein getrennter Ziehprozeß kann für jedes
Material in einem Film verwendet werden, um verschiedene gewünschte Reaktionen
zu erhalten. Verschiedene Modifikationen, gleichwertige Prozesse
sowie zahlreiche Materialien und Produkte, auf die sich die vorliegende
Erfindung anwenden läßt, lassen
sich bei Betrachtung der vorliegenden Patentschrift verstehen. Die
Ansprüche
sollen alle derartigen Modifikationen und Einrichtungen abdecken.