-
Gebiet der Erfindung
-
Die vorliegende Erfindung betrifft
ein Verfahren zur Herstellung eines kaltgewalzten, metallbeschichteten
Stahlproduktes von hoher Festigkeit.
-
Die vorliegende Erfindung betrifft
auch die direkten Produkte, welche mit dem hier oben erwähnten Verfahren
erzielt werden.
-
Stand der Technik
-
In dem Automobilsektor besteht ein
Bedarf an kaltgewalzten, über
das Schmelztauchverfahren beschichteten Stahlprodukten, welche ein
niedriges Streckgrenzenverhältnis
aufweisen sowie auch eine in dem Bereich zwischen 500 MPa und 800
Mpa liegende Zugfestigkeit und andererseits an Stahlsorten mit einer
Korrosionsfestigkeit bei hohen Temperatur bis hinauf zu 900°C in Kombination
mit guten mechanischen Eigenschaften während und nach ihrem Gebrauch
bei diesen hohen Temperaturen.
-
Diese Stähle werden gewöhnlich als
Mehrphasenstähle
bezeichnet oder vorzugsweise als Dualphasenstähle.
-
Die Dokumente US-A-4394186 und BE-A-886583
beschreiben Dualphasenstahlbleche, welche als hauptsächliche
Bestandteile eine Phase aufweisen, welche aus Ferrit besteht, und
mindestens eine andere Phase, welche entweder aus Martensit oder
aus Bainit oder aus einem Restaustenit besteht. Diese Stahlbleche
besitzen ein niedriges Streckgrenzenverhältnis von annähernd 0,6
und sie sind frei von einer Streckgrenzendehnung. Das Herstellungsverfahren
zur Erzielung unbeschichteter Stahlbleche besteht darin, den Stahl in
einer Bandglühanlage
bei einer Temperatur innerhalb der interkritischen Zone zu erhitzen,
und anschließend ein
Abschrecken in einem Schritt (primäres Abkühlen R1 genannt) von der Glühtemperatur
auf eine unter 200°C
liegende Temperatur mit einer durchschnittlichen Abkühlungsgeschwindigkeit
in dem Bereich zwischen 1°C
und 30°C
pro Sekunde folgen zu lassen. Die Zusammensetzung des Stahls weist
einen Kohlenstoffgehalt in dem Bereich zwischen 0,01 bis 0,3% mit
einem Mangangehalt in dem Bereich zwischen 0,7 und 1,7% auf.
-
Das Herstellungsverfahren zur Erzielung
eines im Schmelztauchverfahren beschichteten Stahles besteht darin,
den Stahl in einer Bandglühanlage
bei einer Temperatur innerhalb der interkritischen Zone zu erhitzen
und ein Abschrecken in zwei Schritten folgen zu lassen: bei dem
primären
Abschreckungsschritt wird das Band abgeschreckt (primäres Abkühlen R1)
bis herunter auf eine Temperatur zwischen 420°C und 700°C (Temperatur des geschmolzenen
Zinkbades) mit einer Abkühlungsgeschwindigkeit
der in dem Bereich von 1°C/sec < R1 < 30°C/sec, der
sekundäre
Abschreckungsschritt (sekundäre
Abkühlung
R2) besteht in einem Abschrecken von der Temperatur des geschmolzenen
Bades auf eine unter 200°C
liegende Temperatur mit einer Abkühlungsgeschwindigkeit in dem
Bereich von 100°C/sec < R2 < 300°C/sec. Der
erste Abschreckungsschritt zielt darauf ab, die Umwandlung des Austenits
in Perlit zu vermeiden, der zweite Abschreckungsschritt wird durchgeführt, um
die Umwandlung von dem Austenit in Martensit zu erzielen. Die beschriebene
hohe Geschwindigkeit (zwischen 100°C und 300°C pro Sekunde) der sekundären Abkühlung (R2)
des Stahlbandes, welches noch mit geschmolzenem Metall bedeckt ist,
kann wahrscheinlich auf einem Labormaßstab durchgeführt werden,
aber mit der industriellen Technologie von heute kann dieses Abschrecken
nicht vorgenommen werden. In der Tat, im Anschluss an das zur Beschichtung
dienende Bad aus geschmolzenem Metall wird das beschichtete Band
(mit dem geschmolzenen Metall an seiner Oberfläche) an der freien Luft abgekühlt (keine Druckluftkühlung) während es
in vertikaler Richtung zu den abstreifenden Messern (Regulierung
der Schichtdicke) überträgt wird
und es wird dann in einem vertikalen Kühlvorrichtung abgekühlt, um
die gleiche Schichtdicke auf den beiden Seiten zu gewährleisten.
Eine Abkühlungsgeschwindigkeit
von mehr als 50°C
pro Sekunde kann nur durch ein Abschrecken mit Hilfe von Walzen
erreicht werden, was bei dem besagten Verfahren wegen der geschmolzenen
Schicht nicht anwendbar ist, oder durch ein Abschrecken mit Wasser,
was unmöglich
bei dem besagten Verfahren auf eine Oberfläche aus geschmolzenem Metall
und über
einem Bad aus geschmolzenem Metall vorgenommen werden kann. Diese
beiden Abschreckverfahren werden auf unbeschichtete Stahloberflächen angewandt.
Bis jetzt sind nach dem Stand der Technik keine industriellen Galvanisierungslinien
mit solchen Abschreckvorrichtungen, welche für die sekundäre Abschreckung
verwendet werden, ausgerüstet
worden.
-
Das Dokument EP-A-0501605 beschreibt
ein galvanisiertes Stahlblech, das eine Zugfestigkeit von nicht
weniger als 800 MPa aufweist und ein Streckgrenzenverhältnis von
weniger als 0,6 besitzt. Dieser Stahl enthält Kohlenstoff, Mangan, Niob,
Titan und Bor und er weist eine Dualphasenstruktur auf. Nach dem
Glühen bei
einer Temperatur in dem Bereich zwischen Ac3 – 30°C bis Ac3 + 70°C wird das
Stahlblech mit einer Geschwindigkeit von mehr als 50°C pro Sekunde
herunter auf eine in dem Bereich zwischen 450°C und 550°C liegende Temperatur abgekühlt. Dieser
gesteuerte Abkühlungsschritt
sollte vermeiden, dass eine Perlitumwandlung stattfindet. Das Hinzufügen von
Mangan und Chrom als Legierungselemente als einen möglichen Weg
zur Erzielung von Abschreckstrukturen ist wohl bekannt. Diese Elemente
haben jedoch eine sehr nachteilige Wirkung auf die Adhäsion des
auf die Stahloberfläche
aufgebrachten Beschichtungsmetalls.
-
Das Dokument JP-A-4350152 beschreibt
die Herstellung eines galvanisierten Stahlbleches mit einem Molybdängehalt
in dem Bereich zwischen 0,005 und 0,5%, mit einem Borgehalt in dem
Bereich zwischen 4 und 50 ppm, mit einem Siliziumgehalt von weniger
als 0,5% und mit einem Kohlenstoffgehalt in dem Bereich zwischen
0,01 und 0,2% bei Vorhandensein von einigen der Elemente Mn, Al
und Ti. Die Glühtemperatur
in der Galvanisierungslinie liegt höher als Ac3. Die Abkühlung wird
mit einer Abkühlungsgeschwindigkeit
von mehr als 50°C
pro Sekunde durchgeführt.
Dieses Verfahren hat zwei Hauptnachteile: die hohe Glühtemperatur von über Ac3
ist sehr kostspielig und die hohe Abkühlungsgeschwindigkeit (> 50°C/Sekunde) bei der sekundären Abkühlung ist
industriell kaum zu bewerkstelligen.
-
Das Dokument JP-A-56047555 beschreibt
die Herstellung einer galvanisierten Stahlplatte durch Glühen eines
kaltgewalzten Stahlbandes durch eine kontinuierliche Feuerverzinkungsanlage.
Die Stahlzusammensetzung besteht aus 0,02–0,07% C, 1,5–2,5% Mn,
0,5–1%
Cr, 0,01–0,1%
Al, 0,07% oder weniger Si und einem Rest Fe. Die Mn-, Cr- und C-Gehalte werden durch
die folgende Gleichung definiert: C + 0,06
Mn + 0,03 Cr > 0,17%.
-
Die Temperatur des Stahlbandes wird
zwischen den Umwandlungstemperaturen Ac1 und Ac3 gehaltet, und das
Stahlband lauft bald durch das heiße Galvanisierungsbad der besagten
Feuerverzinkungsanlage, um die galvanisierte Stahlplatte mit einem
niedrigen Streckgrenzenverhältnis
von annähernd
0,7 oder weniger und mit einer Zugfestigkeit von annähernd 450
MPa oder mehr zu erhalten. Die hohen Konzentrationen an Mn (>1,5%) und Cr (>0,5%) üben solch
eine nachteilige Wirkung auf die Adhäsion des Zinks aus, dass es
praktisch unmöglich
ist, eine fehlerfreie Zinkschicht für industrielle Anwendungen
zu erhalten. Dies ist auf die schweren Mangan- und Chromoxide zurückzuführen, welche
vor dem Eingang in das Zinkbad auf der Bandoberfläche gebildet
werden.
-
Das Dokument JP-A-56163219 beschreibt
ein kaltgewalztes, galvanisiertes Stahlband mit einer hohen Zugfestigkeit,
wobei eine Bramme des aus 0,02–0,15
C, 1,6-3,0% Mn,
0,1–1,0%
Cr, weniger als 0,1% Si, 0,01–0,10%
A1 und einem Rest Fe und den unvermeidlichen Verunreinigungen bestehenden
Stahls, das der folgenden Gleichung genügt: Mn + ½ Cr % höher als oder gleich 1,9%, warmgewalzt,
gebeizt und kaltgewalzt wird, um ein kaltgewalztes Stahlband zu
erzielen. Dann wird die Bramme auf eine zwischen Ac1 und Ac3 liegende
Glühtemperatur
erhitzt mit Hilfe einer kontinuierlichen Galvanisierungsanlage vom
Typ mit einem inline Glühen
und sofort durch das Galvanisierungsbad hindurchgeschleust, wobei
sie dann plattiert wird. Die durchschnittlichen Abkühlungsgeschwindigkeiten
bis zu der Ausführung
des Schmelztauchverfahrens nach dem in-line Glühen liegen vorzugsweise bei
etwa 2–8°C/Sekunde
und die durchschnittlichen Abkühlungsgeschwindigkeiten
bis herunter auf etwa 350°C
nach dem Plattieren liegen vorzugsweise bei etwa 3–8°C/Sekunde.
Die hohen Mn (>1,5%)
und Cr (>0,5%) Konzentrationen
haben solch eine nachteilige Wirkung auf die Zinkadhäsion, dass
es praktisch unmöglich
ist, eine fehlerfreie Zinkschicht für industrielle Anwendungen
zu erhalten. Dies ist auf die schweren Mangan- und Chromoxide zurückzuführen, welche
vor dem Eingang in das Zinkbad auf der Bandoberfläche gebildet
werden.
-
Das Aluminieren von Stahl gemäß dem oben
beschriebenen Verfahren des Glühens
und des Abkühlens
in zwei Schritten ist auch eine bekannte Technik. Für Hochtemperaturanwendungen
ist eine Kombination einer guten Adhäsion der Beschichtung zusammen
mit einer geringen Abnahme in der Festigkeit wegen des Einsatzes
bei einer hohen Temperatur notwendig. Aluminiumbeschichtungen auf
im Handel erhältliche
Standardstahlblechen zeigen eine schlechte Temperaturkorrosionsfestigkeit
bei über
650°C wegen
der Bildung von spröden
Al-Fe-Si Verbindungen.
-
Durch das Hinzufügen von Legierungselementen
wie etwa Ti zu dem Stahl sind aluminierte Stahlsorten mit einer
hohen Temperaturkorrosionsfestigkeit bis auf 800°C hinauf in der Vergangenheit
in dem Handel verfügbar
gemacht worden. Von einer kommerziell verfügbaren Stahlsorte ist bekannt,
dass sie ein gutes Verhalten bei 900°C aufweist. Eine Schwäche dieser
Stähle
liegt in der kontinuierlichen Abnahme der Festigkeit während der
Gebrauchzeit, was in Beziehung zu der bei einer hohen Temperatur
verbrachten Zeit steht. Um die Abnahme der Festigkeit bei dieser
bestehenden Stahlsorte zu vereiteln, werden beträchtliche Mengen an Ti und Nb
zu dem Stahl hinzugefügt,
um das Ferritkornwachstum zu verhindern. Indem man dies tut, wird
jedoch die Abnahme der Festigkeit nur verzögert.
-
Ziele der Erfindung
-
Die vorliegende Erfindung zielt darauf
ab, einen kaltgewalzten, im Schmelztauchverfahren mit Metall beschichteten
Mehrphasenstahl herzustellen, der mit einer Zugfestigkeit von mindestens
500 MPa und mit einem Streckgrenzenverhältnis (Re/Rm) von weniger als
0,65 im dressierten Zustand und kleiner als 0,60 im nicht dressierten
Zustand.
-
Die vorliegende Erfindung zielt
darauf ab, einen Stahl mit einer hohen Festigkeit, mit einer guten
Verformbarkeit und mit einem guten Adhäsionsverhalten der Metallbeschichtung
vorzuschlagen, Eigenschaften, die zum, Beispiel von der Automobilindustrie
für ausgesetzte
und auch nicht ausgesetzte Teile angefordert werden.
-
Ein weiteres Ziel besteht darin,
einen aluminierten Stahl mit einer hohen Temperaturkorrosionsfestigkeit
bis hinauf zu 900°C,
mit einer guten Beschichtungsadhäsion
und mit guten Festigkeitseigenschaften im Verlauf und anschließend an
den Einsatz bei diesen hohen Temperaturen vorzuschlagen.
-
Haupteigenschaften
der vorliegenden Erfindung
-
Die vorliegende Erfindung betrifft
ein Verfahren und eine Zusammensetzung für die Herstellung eines kaltgewalzten
Stahlbleches mit einer Mehrphasenstruktur und ganz speziell betrifft
sie ein Verfahren und eine Zusammensetzung für die Herstellung eines kaltgewalzten,
metallbeschichteten Stahlbleches mit einer ausgezeichneten Verformbarkeit,
mit einer hohen Festigkeit, mit einem niedrigen Streckgrenzenverhältnis und
mit einer hohen Dehnbarkeit.
-
Noch spezifischer gesehen ermöglicht es
die vorliegende Erfindung für
den aluminierten Stahl, einen Anstieg der Festigkeit für die Verwendung
bei hoher Temperatur zu erzielen, in Kombination mit einer guten Adhäsion der
Beschichtung und mit einem niedrigen Streckgrenzenverhältnis. Weiterhin
werden infolge der Metallurgie des Stahles die mechanischen Werte
desselben durch seinen Gebrauch bei einer hohen Temperatur rekonditioniert.
-
Der Begriff „Mehrphase" wie er hier verwendet
wird bedeutet, dass die hauptsächlichen
Phasen des Stahles eine Ferritphase und eine Martensitphase sind.
In vorteilhafter Weise könnte
zusätzlich
zu diesen zwei Phasen eine geringe Menge einer Bainitphase und einer
Restaustenitphase vorhanden sein.
-
Der Begriff „Streckgrenzenverhältnis" bezeichnet
das Verhältnis:
Streckfestigkeit/Zugfestigkeit, d. h. Re/Rm.
-
Ein erstes Ziel der vorliegenden
Erfindung betrifft insbesondere eine Stahlzusammensetzung, welche enthält:
-
- – einen
C-Gehalt zwischen 0,06 Gew.-% (nachfolgend hierin als % bezeichnet)
und 0,15%,
- – einen
Si-Gehalt zwischen 0,1% und 0,4%,
- – einen
Mn-Gehalt von weniger als 1,5%,
- – einen
Cr-Gehalt zwischen 0,2% und 0,5%,
- – einen
Mo-Gehalt zwischen 0,1% und 0,25%, so dass die folgende Bedingung
erfüllt
ist: Cr + 2Mo ≥ 0,7%,
- – wobei
der Rest aus Fe und aus zufälligen
Verunreinigungen besteht.
-
Als ein zweites Ziel betrifft die
Erfindung auch ein Verfahren für
die Herstellung eines kaltgewalzten, metallbeschichteten Mehrphasenstahls
mit der obigen Zusammensetzung, wobei das Verfahren die folgenden Schritte
umfasst:
-
- – das
Herstellen eines Stahlbleches durch Wiedererwärmen, Warmwalzen und Kaltwalzen
der Bramme,
- – das
Halten des besagten kaltgewalzten Stahlbleches während einer längeren Zeit
auf einer zwischen Ac1 und Ac3 liegenden Temperatur,
- –das
Durchführen
einer primären
Abkühlung
bis herunter auf die Temperatur des geschmolzenen Metallbades, mit
einer Abkühlungsgeschwindigkeit,
die höher
als 25°C
pro Sekunde ist,
- – das
Durchführen
der Schmelztauchbeschichtung des besagten Stahlbleches mit Metall,
- – das
Durchführen
einer sekundären
Abkühlung
des besagten Stahlbleches bis herunter auf eine Temperatur, die
kleiner als Ms ist, mit einer Abkühlungsgeschwindigkeit, die
höher als
4°C pro
Sekunde ist,
- – das
Durchführen
eines Dressiergrades, der zwischen 0% und 0,4% liegt.
-
Als ein drittes Ziel betrifft die
Erfindung auch das Endprodukt, welches ein Stahlprodukt mit der
besagten Stahlzusammensetzung ist, welches über das besagte Verfahren hergestellt
worden ist und welches dadurch gekennzeichnet ist, dass es:
-
- – eine
Zugfestigkeit von mindestens 500 MPa aufweist,
- – ein
Streckgrenzenverhältnis
kleiner als 0,65 im dressierten Zustand und kleiner als 0,60 im
nicht dressierten Zustand aufweist.
- – eine überlegene
Adhäsion
der Beschichtung aufweist.
- – in
dem Fall des aluminierten Stahles eine Temperaturkorrosionsfestigkeit
bis hinauf auf eine Temperatur von 900°C aufweist.
-
Kurze Beschreibung
der Zeichnungen
-
1 veranschaulicht
eine schematische Ansicht der Glühbehandlung
in der Schmelztauchbeschichtungsanlage gemäß dem Verfahren der vorliegenden
Erfindung. Zugaben von Cr und Mo verzögern die Umwandlung des Austenits
zu Perlit und Bainit.
-
2 veranschaulicht
den Einfluss der Cr-Zugabe auf die Bildung von Cr2O3 auf der Oberfläche des Stahlbleches nach dem
Halten auf einer bestimmten Temperatur und vor der Vornahme der
Schmelztauchbeschichtung.
-
3a und 3b veranschaulichen industrielle Versuchsergebnisse
für das
galvanisierte Stahlprodukt gemäß der vorliegenden
Erfindung, wobei:
-
- (3a) die erreichte Streckgrenze (Re) und die Zugfestigkeit
(Rm) darstellt, während
- (3b) das erreichte Streckgrenzenverhältnis (Re/Rm) als eine Funktion
der Warmhaltetemperatur darstellt.
-
4 veranschaulicht
den Einfluss des Dressiergrades auf das Streckgrenzenverhältnis des
galvanisierten Stahlproduktes gemäß der vorliegenden Erfindung.
-
5 veranschaulicht
den Temperaturwiderstand des aluminierten Stahles gemäß der vorliegenden Erfindung
im Vergleich zu bestehenden Stählen.
-
6 veranschaulicht
die Festigkeit ausgedrückt
als die Streckgrenze Re und die Zugfestigkeit Rm als eine Funktion
der Anzahl von Stunden, die bei hohen Temperaturen verbracht worden
sind.
-
7 vergleicht
die Qualität
der Beschichtung auf einem aluminierten Stahl gemäß der vorliegenden Erfindung
mit derjenigen eines bestehenden Stahles, dies nachdem der Stahl
während
einer ausgedehnten Zeitspanne einer Temperatur von 800°C ausgesetzt
worden ist.
-
8 veranschaulicht
die Fähigkeit
des aluminierten Stahles gemäß der vorliegenden
Erfindung zum Beibehalten seiner mechanischen Eigenschaften nach
der Abkühlung
von einer hohen Temperatur (Rekonditionierung des Stahles).
-
Beschreibung
von bevorzugten Ausführungsformen
der Erfindung für
die Herstellung eines über
das Schmelztauchverfahren mit Metall beschichteten Stahlbleches
-
Die folgende Beschreibung bezieht
sich. auf zwei Ausführungsformen
des Verfahrens gemäß der vorliegenden
Erfindung, nämlich
für die
Herstellung eines bevorzugten, galvanisierten Stahlbleches und für die Herstellung
eines bevorzugten aluminierten Stahlbleches.
-
Für
die Entwicklung einer Qualität
von Stahlblechen, wie sie von den Automobilindustrien angefordert wird,
muss ein Kompromiss zwischen den Eigenschaften der Beschichtung
und den mechanischen Eigenschaften gefunden werden. Genügend Legierungselemente
müssen
hinzugegeben werden, um die Abschreckbarkeit zu erhöhen, d.
h. solche Elemente, welche die Umwandlung des Austenits (bei der
Warmhaltetemperatur gebildet) in Bainit so weit wie möglich verhindern,
bevor die Ms (Martensit Start) Temperatur erreicht wird. Der Abschreckeffekt
ist schwieriger bei einer Schmelztauchbeschichtungsanlage zu erzielen
wegen der Behandlung beim Durchgang durch das geschmolzene Metallbad
hindurch, und wegen des dadurch bedingten unvermeidlichen quasi-isothermen
Restes bei der Temperatur des geschmolzenen Metalls (400°C bis 700°C). Dies
ist schematisch in 1 dargestellt.
-
Elemente, welche theoretisch in Betracht
gezogen werden können,
um die Abschreckbarkeit zu erhöhen,
sind B, C, Mo, Cr, Si und Mn. Wie in dem Abschnitt über den
Stand der Technik erörtert
worden ist, führen zu
hohe Anteile an Cr und Mn zu einer Verschlechterung der Adhäsion der
Beschichtungsschicht.
-
In dem Fall des aluminierten Stahlbleches
jedoch sind diese Elemente (Mn und Cr, auch Ti) wesentlich für die Vermeidung
der Bildung von spröden
Fe-Al-Si Verbindungen während
des Gebrauches bei hohen Temperaturen, welche für die Adhäsion der Beschichtung nachteilig
sind. Das Vorliegen von Mn, Cr und Ti ist günstig für das Phänomen einer Interdiffusion
von Fe und Al, welche die Beschichtung dazu veranlasst, sich in
dem Stahl aufzulösen,
wobei eine Ferritphase an der Oberfläche mit einem hohen Al-Anteil
und mit einer ausgezeichneten Temperaturkorrosionsfestigkeit zurückbleibt.
-
Bei den Anforderungen der Beschichtung
als dem hauptsächlichen
Motiv ist gefunden worden, dass eine spezifische Kombination von
Cr und Mo die besten Ergebnisse gemäß der vorliegenden Erfindung
liefert.
-
Noch lieber wird die Stahlzusammensetzung
für eine
Festigkeit von 600 Mpa kombiniert mit einem Streckgrenzenverhältnis von
weniger als 0,65, durch die folgenden Gehalte bestimmt:
-
- – C-Gehalt:
zwischen 0,095% und 0,125%. Der C-Gehalt wird durch den gewünschten
Festigkeitsgrad bestimmt.
- – Mn-Gehalt:
zwischen 1,35 und 1,50%. Der Mn-Gehalt stellt ein billiges Legierungselement
dar, welches die Abschreckbarkeit erhöht. Die Höhe seines Anteiles wird begrenzt,
um eine ausreichende Adhäsion
der Metallbeschichtung für
nicht ausgesetzte und für
ausgesetzte Automobilteile zu gewährleisten. Der Mn-Gehalt spielt auch
eine wirksame Rolle bei der Interdiffusion von Fe und Al in dem
Fall einer Al-Beschichtung.
- – Si-Gehalt
zwischen 0,10 und 0,15%.
-
Der Si-Gehalt ist von wesentlicher
Bedeutung für
die Härte
und für
die Abbrennstumpfschweißbarkeit, aber
er muss begrenzt werden, um eine ausreichende Adhäsion der Beschichtung
und eine ausreichende Oberflächenqualität zu gewährleisten.
-
- – Cr-Gehalt:
höher als
0,2% (für
die Abschreckbarkeit und für
die Erzielung einer Interdiffusion in dem Fall einer Al-Beschichtung)
und kleiner als 0,5% (Beschichtungsadhäsion). Der Cr-Gehalt ist von
wesentlicher Bedeutung für
die Abschreckbarkeit und er muss strikt geregelt werden, um eine
ausreichende Beschichtungsadhäsion
zu gewährleisten.
Die Wirkung eines höheren
Cr-Gehaltes auf die Bildung von Cr-Oxiden auf der Oberfläche des
Stahlbleches nach dem Halten auf einer Temperatur und vor dem Tauchen
ist in 2 dargestellt. Auch
beschreibt die Tabelle I das wachsende Auftreten von unbedeckten
Flächen
auf der galvanisierten Oberfläche
mit einem wachsenden Cr- und/oder Mn-Gehalt. Die Erscheinung von
unbedeckten Flächen
stellt einen Hinweis auf die Verschlechterung der Adhäsion der
Metallbeschichtung dar.
- – Mo-Gehalt:
zwischen 0,1 und 0,25%, während
die Beziehung mit dem Cr-Gehalt definiert ist durch: Cr + 2Mo ≥ 0,7%. Der
Mo-Gehalt ist von wesentlicher Bedeutung für die Abschreckbarkeit und
er ermöglicht
es, die Cr- und Mn-Gehalte auf ein akzeptables Niveau zu begrenzen,
um so eine ausreichende Beschichtungsadhäsion in dem Fall eines im Schmelztauchverfahren
metallbeschichteten Stahles zu gewährleisten.
-
Das Verfahren ist vorzugsweise durch
die folgenden Schritte gekennzeichnet:
-
Warmwalzwerk
-
- – T1:
Wiedererwärmungstemperatur
der Bramme: über
1100°C
- – T2:
Endtemperatur: 870°C
- – T3:
Haspeltemperatur: zwischen 640°C
und 670°C
-
Kaltwalzwerk
-
- – Die
Reduktion durch das Kaltwalzen ist auf den Bereich zwischen 55%
und 63% beschränkt.
-
Danach besteht ein Unterschied zwischen
den zwei Ausführungsformen
der Erfindung, nämlich
zwischen dem galvanisierten Stahl und dem aluminierten Stahl.
-
In dem Fall des galvanisierten Stahls
ist der nächste
Schritt:
-
Schmelztauchbeschichtungsanlage
zur Zinkbeschichtung
-
- – Warmhaltetemperatur:
810°C
- – Taupunkt
in der Schmelztauchbeschichtungsanlage kleiner als –20°C bei den
Temperaturen über
650°C und in
der primären
Abkühlungsphase.
- – primäre Abkühlungsgeschwindigkeit > 40°C/Sekunde
- – Bandtemperatur
am Eingang des geschmolzenen Metallbades: zwischen 460 und 475°C.
- – mittlere
sekundäre
Abkühlungsgeschwindigkeit > 4°C/ Sekunde
- – Dressiergrad:
0,2%
- – Reduzieren
durch Streckwalzwerk: 0%
-
Schmelztauchbeschichtungsanlage
zur Aluminiumbeschichtung
-
- – Warmhaltetemperatur:
810°C
- – Taupunkt
in der Schmelztauchbeschichtungsanlage kleiner als –20°C bei den
Temperaturen über
650°C und in
der primären
Abkühlungsphase.
- – primäre Abkühlungsgeschwindigkeit > 40°C/Sekunde
- – Bandtemperatur
am Eingang des geschmolzenen Metallbades: zwischen 670°C und 680°C
- – mittlere
sekundäre
Abkühlungsgeschwindigkeit > 4°C/ Sekunde
- – Dressiergrad:
0%
- – Reduzieren
durch Streckwalzwerk: 0%
-
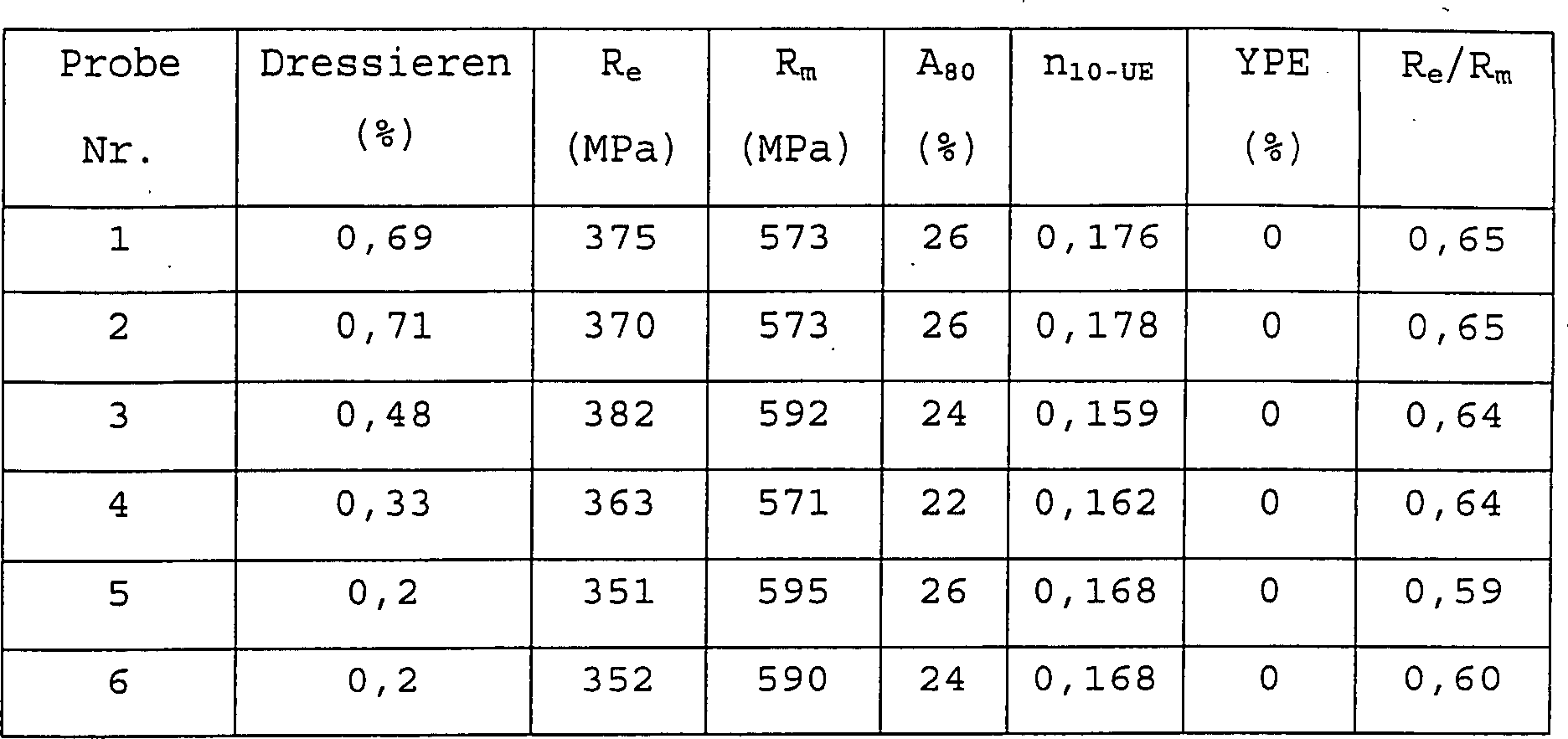
Die erzielten industriellen Ergebnisse
sind in den 3 und 4 und in der Tabelle II für galvanisierten Stahl
und in der Tabelle III für
aluminierten Stahl dargestellt.
-
Die 5 bis 8 stellen Laborergebnisse
für den
aluminierten Stahl gemäß der Erfindung
dar. Die 5 illustriert
den Temperaturwiderstand des vorliegenden Stahls über den
Weg des Anstieges seines Gewichtes als eine Funktion der Temperatur.
Die Bezeichnung „Hoher
Ti ULC Stahl" bezieht sich auf einen im Handel erhältlichen
mit Al beschichteten Stahl mit einem Temperaturwiderstand bis auf
800°C. Der
Gewichtsanstieg des neuen Stahls liegt deutlich niedriger bei 900°C, was eine
Konsequenz aus der Interdiffusion von Al und Fe ist, welche die
Bildung von einer spröden
Fe-Al-Si Schicht und eine direkte Oxidation des Stahlbleches vermeidet.
-
Die 6 illustriert
die Erhaltung und sogar die leichte Verbesserung der mechanischen
Eigenschaften (Re und Rm) des aluminierten Stahls dar als eine Funktion
der Anzahl von Stunden, welche bei einer hohen Temperatur von 900°C verbracht
worden sind.
-
Die 7 illustriert
die überlegene
Oberflächenqualität des aluminierten
Stahls gemäß der vorliegenden
Erfindung (kein Abblättern
auf der Oberfläche
(a) noch Risse in der Beschichtungsschicht (b)).
-
Die 8 illustriert
die Fähigkeit
des aluminierten Stahls gemäß der Erfindung,
eine Rekonditionierung während
des Abkühlens
durchzumachen, nachdem derselbe einer hohen Temperatur ausgesetzt
worden ist. Dieses Phänomen
erlaubt es, die guten mechanischen Eigenschaften des Stahls nach
einem wiederholten Gebrauch bei einer hohen Temperatur zu bewahren.
-
Tabelle
I: Einfluss der Stahlzusammensetzung auf die Anzahl
der unbedeckten
Flächen
(#/cm
2), welche nach dem
Galvanisieren
unter Verwendung der Temperatur-Zeit-Folge
nachgewiesen werden
wie sie in diesem Dokument beschrieben
worden ist.
-
Tabelle
II: Erzielte industrielle Ergebnisse des
galvanisierten Stahlproduktes
gemäß der vorliegenden
Erfindung.
-
Tabelle
III: Mechanische Eigenschaften des aluminierten
Stahls gemäß der vorliegenden
Erfindung.