-
GEGENSTAND DER ERFINDUNG
-
Gegenstand der Erfindung ist die Gasifizierung von kohlenstoffhaltigem Feedstock, insbesondere ein sekundäres Verarbeitungssystem mit integrierten Verarbeitungszonen für die Konversion eines kohlenstoffhaltigen Feedstocks in Syngas und ein Schlackenprodukt.
-
HINTERGRUND DER ERFINDUNG
-
Die Gasifizierung ist ein Verfahren, das die Konversion eines kohlenstoffhaltigen Feedstocks wie z. B. kommunalem Festmüll oder Kohle, in ein brennbares Gas ermöglicht. Das Gas kann der Strom- oder Dampferzeugung dienen oder als Basisrohstoff für die Herstellung von Chemikalien und Flüssigbrennstoffen Verwendung finden.
-
Generell besteht das Gasifizierungsverfahren daraus, dass kohlenstoffhaltiger Feedstock zusammen mit einer geregelten und/oder begrenzten Sauerstoffmenge bzw. wahlweise mit Dampf in eine erhitzte Kammer (den Gasifikator) befördert wird.
-
Bei der Erhitzung des Feedstocks entwickelt sich als erster Bestandteil Wasser. Während die Temperatur des Feedstocks ansteigt, findet Pyrolyse statt. Im Laufe der Pyrolyse wird der Feedstock thermisch zersetzt und setzt Wasserstoff, Kohlenmonoxid, Methan, Teere, Phenole und leichtflüchtige Gase frei, während der Feedstock in Verkohlungsrückstand, den so genannten Char, umgewandelt wird.
-
Char enthält feste Rückstände aus organischen und anorganischen Stoffen. Nach der Pyrolyse hat Char einen höheren Kohlenstoffanteil als der trockene Feedstock und kann als Quelle für Aktivkohle Verwendung finden. In Gasifikatoren, die bei hohen Temperaturen (> 1200°C) arbeiten, oder in Systemen mit einer Hochtemperaturzone werden anorganische Mineralstoffe verschmolzen oder vitrifiziert, wobei sie eine Schlacke bilden, die geschmolzenem Glas ähnlich ist.
-
Diese Hintergrundinformationen sollen dazu dienen, Informationen zu erteilen, die der Anmelder als möglicherweise relevant für die vorliegende Erfindung erachtet. Dabei soll keineswegs zugegeben oder angedeutet werden, dass die oben aufgeführten Informationen gegenüber der vorliegenden Erfindung den Stand der Technik darstellen.
-
ZUSAMMENFASSUNG DER ERFINDUNG
-
Ein Gegenstand der vorliegenden Erfindung ist, ein C-Konversionssystem für die Konversion von kohlenstoffhaltigem Feedstock in Syngas und Schlackeprodukte zu schaffen. Gemäß einem Aspekt der vorliegenden Erfindung wird ein C-Konversionssystem für die Konversion von kohlenstoffhaltigem Feedstock in Syngas und Schlackeprodukte vorgestellt, wobei das C-Konversionssystem besteht aus: (i) einer primären Verarbeitungseinheit für die Konversion von kohlenstoffhaltigem Feedstock in ein primäres Abgas und den aus Char bestehenden verarbeiteten Feedstock, wobei die primäre Verarbeitungseinheit zwei oder mehr Verarbeitungszonen, ein laterales Transfersystem und ein oder mehr Feedstock-Inputs aufweist, wobei die primäre Verarbeitungseinheit operativ mit einer Heizanlage für die Zufuhr von Wärme an die Verarbeitungszonen verbunden ist; (ii) einer sekundären Verarbeitungseinheit, die so konfiguriert ist, dass sie den aus Char von der primären Verarbeitungseinheit bestehenden bearbeiteten Feedstock aufnimmt und den bearbeiteten Feedstock in feste Rückstände und ein sekundäres Abgas umwandelt; (iii) einer Schmelzeinheit, die operativ mit der zweiten Verarbeitungseinheit verbunden ist und eine oder mehr Plasmaquellen enthält, wobei die Schmelzeinheit so konfiguriert ist, dass sie die festen Rückstände vitrifiziert und wahlweise ein Schmelzeinheit-Gas erzeugt; (iv) einer Umformulierungseinheit für die Umformulierung des Abgases in Syngas, wobei die Umformulierungseinheit einen oder mehr Partikelseparatoren aufweist, die so konfiguriert sind, dass sie die Feinstoffbelastung zu einem Input-Gas reduziert, und eine oder mehr Energiequellen, so konfiguriert, dass sie mindestens einem Teil der Umformulierungseinheit Energie liefern; und (v) einem Kontrollsystem, das so konfiguriert ist, dass es einen oder mehr Betriebsparameter des C-Konversionssystems regelt.
-
BESCHREIBUNG DER ZEICHNUNGEN
-
Nachfolgend werden diese und andere Merkmale der Erfindung unter Bezugnahme auf die beigefügten Zeichnungen näher erläutert, wobei
-
1 zeigt eine illustrative Ausführungsform des C-Konversionssystems, wobei das System vier Funktionseinheiten aufweist einschließlich einer primären Verarbeitungseinheit 1, einer sekundären Verarbeitungseinheit 2, einer Schmelzeinheit 3 und einer Gas-Umformulierungseinheit 4. Wie dargestellt, ist die primäre Verarbeitungseinheit 1 mit der sekundären Verarbeitungseinheit 2 verbunden, die wiederum mit der Schmelzeinheit 3 verbunden ist. Die Gas-Umformulierungseinheit 4 ist jeweils operativ mit der primären Verarbeitungseinheit 1, der sekundären Verarbeitungseinheit 2 und der Schmelzeinheit 3 verbunden. 1B ist ein Blockfließdiagramm, das eine Ausführungsform der primären Verarbeitungseinheit (1000) mit Feedstock-Input (1001), die sekundäre Verarbeitungseinheit (1201) und die Schmelzeinheit (1250) mit der Plasmaquelle (1301), die Gas-Umformulierungseinheit (1300) mit dem Wirbelseparatorsystem (1400) und einer (nicht dargestellten) Plasmaquelle zeigt. 1B bis 1J sind Blockfließdiagramme, die die Lage der Plasmaquelle (1301) relativ zum Wirbelseparatorsystem (1400) der Gas-Umformulierungseinheit (1300) in verschiedenen Ausführungsformen der Erfindung darstellen. Die wahlweise verfügbare Schlackengranulationseinheit (1251), der Rekuperator (1500) und die Feinstoff-Recycling-Einheit (1202) werden ebenfalls dargestellt.
-
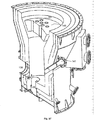
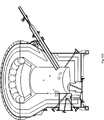
2 ist eine schematische Darstellung einer Querschnittansicht einer Ausführungsform des C-Konversionssystems und zeigt detailliert eine primäre Verarbeitungseinheit (1000) mit einem Transportgitter (1003) und Feedstock-Input (1001), eine kombinierte vertikal ausgerichtete sekundäre Verarbeitungs- und Schmelzeinheit (1200) mit Schlackenausgang (1252) und ein axiales Wirbelseparatorsystem (1401) auf der Gas-Umformulierungseinheit. Die Plasmaquellen werden in dieser Darstellung nicht gezeigt.
-
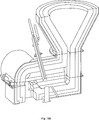
3A und 3B sind schematische Darstellungen einer Ausführungsform des C-Konversionssystems und zeigen detailliert die verschiedenen Funktionseinheiten sowie den Gasstrom und die recycelte Heißluft (1503) von einem Syngas-Luft-Wärmetauscher (1500) (auch als Rekuperator bezeichnet), der fühlbare Wärme aus heißem Syngas rückgewinnt, das aus der Gas-Umformulierungseinheit (1300) ausströmt, zu der ein Wirbelseparatorsystem (1401) gehört, und an die Umgebungsluft (1502) befördert, um Heißluft (1503) an die primäre Verarbeitungseinheit (1000), die Luftkästen (1503) einer kombinierten vertikal ausgerichteten sekundären Verarbeitungs- und Schmelzeinheit (1200) und die Gas-Umformulierungseinheit (1300) mit axialem Zyklon (1401) zu liefern. 3A zeigt eine Ausführungsform, bei der der Rekuperator (1500) nicht direkt mit der Gas-Umformulierungseinheit (1300) verbunden ist. 3B zeigt Ausführungsform, bei der der Rekuperator (1500) direkt mit der Gas-Umformulierungseinheit (1300) verbunden ist.
-
4 ist ein Blockfließdiagramm, das detailliert die Beförderung von Material und Gas durch eine Ausführungsform des C-Konversionssystems und die ablaufseitigen Systeme einschließlich dem Rekuperator (1500) zeigt. Der kohlenstoffhaltige Feedstock (1002) tritt in die primäre Verarbeitungseinheit (1000) ein, wo dem kohlenstoffhaltigen Feedstock Feuchtigkeit entzogen wird und flüchtige Anteile des Feedstocks durch Erwärmung mit Heißluft (1505) volatisiert werden, wodurch ein Char enthaltender verarbeiteter Feedstock (1003) entsteht. Die sekundäre Verarbeitungseinheit (1201) empfängt den bearbeiteten Feedstock von der primären Verarbeitungseinheit (1000) und wandelt den verarbeiteten Feedstock in Rückstände (1206) und Abgas (1205) um. Die Heißluft wird wahlweise vom Rekuperator (1500) oder einem Allesbrenner (1253) geliefert, der Umgebungsluft oder Kaltluft (1502 und 1504) erwärmt. Gas (1204/1205) von der primären Verarbeitungseinheit (1000) und der sekundären Verarbeitungseinheit (1201) strömt in das Wirbelseparatorsystem (1400) der Gas-Umformulierungseinheit, um die Abgas-Feinstoffbelastung vor der Plasmabehandlung (1301) zu reduzieren. Abgas mit reduzierter Feinstoffbelastung (1403) wird der Plasmabehandlung ausgesetzt. Aus der Plasmabehandlung austretendes heißes Syngas (1501) läuft durch einen Rekuperator (1500), wo fühlbare Wärme zur wahlweisen Wiederverwendung rückgewonnen wird. Das gekühlte Syngas (1501) wird alternativ in einem ablaufseitigen Gasaufbereitungssystem (1600) entschwefelt oder gereinigt. Gereinigtes oder entschwefeltes Gas kann vor Verwendung in Motoren (1602) in geeigneten Tanks (1601) gelagert werden. Das Blockfließdiagramm zeigt die Rückführung von Feinstoffen (402) in das System.
-
5 ist ein Blockfließdiagramm, das detailliert die Beförderung von Material und Gas durch eine Ausführungsform des C-Konversionssystems und nachgeordnete Systeme darstellt. Das Blockfließdiagramm zeigt die alternierende Rückführung der Feinstoffe (1402) in das System.
-
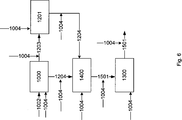
6 ist ein Blockfließdiagramm einer Ausführungsform des C-Konversionssystems, das detailliert alternative Input-Additive (1004) darstellt, wie z. B. Dampf, Luft, 02, N2, Ozon, Katalysator, Flussmittel, Wasser, Adsorptionsmittel, hohe Kohlenstoff-Inputs oder dergleichen. Jeder Additiv-Pfeil kann eine einzige Art von Additiv oder mehrfache Arten von Additiven bedeuten. Die Additive können in gemischter Form oder mit separaten Additiv-Inputgeräten (und an mehreren Stellen innerhalb einer bestimmten Funktionseinheit) hinzugefügt werden. Detailliert werden die primäre Verarbeitungseinheit (1000), die Gas-Umformulierungseinheit (1300) mit Zyklon (1400) und die sekundäre Verarbeitungseinheit (1201) dargestellt. Auch Feedstock-Input (1002), der verarbeitete Feedstock (1003) und ein Abgas (1403) von reduzierter Feinstoffbelastung werden gezeigt.
-
7A bis 7F zeigen schematische Darstellungen einer Draufsicht verschiedener Ausführungsformen des Konversionssystems. Jede einzelne Abbildung zeigt eine andere Ausrichtung der Plasmabrenner (1301) in der Gas-Umformulierungseinheit (1300), zu der ein Wirbelseparatorsystem gehört (1400). Ein Rekuperator (1500) gewinnt fühlbare Wärme vom heißen Syngas (1501) zurück und befördert sie an die Umgebungsluft (1502) zur Versorgung der verschiedenen Funktionseinheiten des Konversionssystems mit Heißluft (1505). 7A zeigt zwei Plasmabrenner in Krümmungen, die mit der Gasströmung gleichlaufend sind. 7B zeigt zwei Plasmabrenner, die zusammen in der gerade Länge der Gas-Umformulierungseinheit liegen und die Richtung der Gasströmung beeinflusst. 7C zeigt zwei Plasmabrenner in der ersten Krümmung der Gas-Umformulierungseinheit: der eine beeinflusst die Richtung des Gasströmung, der andere die Gegenrichtung. 7D zeigt zwei Plasmabrenner in Krümmungen in Gegenrichtung der Gasströmung. 7E zeigt zwei Plasmabrenner, die zusammen in der gerade Länge der Gas-Umformulierungseinheit liegen und in Gegenrichtung der Gasströmung laufen. 7F zeigt zwei Plasmabrenner in der letzten Krümmung der Gas-Umformulierungseinheit: der eine beeinflusst die Richtung der Gasströmung, der andere die Gegenrichtung.
-
8A bis 8G zeigen eine schematische Darstellung einer Draufsicht verschiedener Ausführungsformen des Konversionssystems. Jede einzelne Abbildung zeigt eine andere Ausrichtung der Plasmabrenner in der Gas-Umformulierungseinheit. 8A zeigt Ausführungsformen, in denen die Plasmabehandlungszone der Gas-Umformulierungseinheit vertikal steht. Teil (i) zeigt eine Ausführungsform, in der die Plasmabrenner so ausgerichtet sind, dass sie die Verwirbelung der Gase fördern. Teil (ii) zeigt eine Ausführungsform, in der die Plasmabrenner so ausgerichtet sind, dass sie die Vermischung der Gase fördern (gegen den Gaswirbel abgewinkelt). 8B zeigt zwei Plasmabrenner in Krümmungen, wobei der erste entgegen der Gasströmung, der andere in Richtung der Gasströmung liegt. 8C zeigt zwei Plasmabrenner in Krümmungen, wobei der erste mit der Gasströmung gleichlaufend, der andere in Gegenrichtung liegt. 8D zeigt zwei nahe beieinander liegende Plasmabrenner in Krümmungen der Gas-Umformulierungseinheit, wobei der erste Brenner mit der Syngasströmung gleichlaufend, der andere in Gegenrichtung liegt. 8E zeigt zwei nahe beieinander liegende Plasmabrenner in Krümmungen der Gas-Umformulierungseinheit, wobei der erste Brenner in Gegenrichtung, der andere mit der Syngasströmung gleichlaufend ist. 8F zeigt zwei nahe beieinander liegende Plasmabrenner in Krümmungen der Gas-Umformulierungseinheit, um die Plasmavermischung mit Syngas zu maximieren, wobei der erste Brenner in Gegenrichtung, der andere mit der Syngasströmung gleichlaufend ist. 8G zeigt zwei nahe beieinander liegende Plasmabrenner in der Gas-Umformulierungseinheit, um die Plasmavermischung mit Syngas zu maximieren, wobei die beiden Brenner so platziert sind, dass sie aneinander anschließen und im rechten Winkel zur Syngasströmung liegen.
-
9A bis 9I zeigen eine schematische Darstellung einer Draufsicht verschiedener Ausführungsformen des Konversionssystems. Jede einzelne Abbildung zeigt eine andere Ausrichtung der Plasmabrenner in der Gas-Umformulierungseinheit. Diese Abbildungen zeigen zahlreiche Beispiele von Kombinationen, die für Raffiniertechnologien zur Verfügung stehen, wie Plasmabrenner, Katalysatoren (1302), Wasserstoffaktivatoren, Rücksaugrohre oder dergleichen. Wo eine Ausrichtung für ein Gerät dargestellt ist, könnte stattdessen auch eine andere gezeigt werden. 9A zeigt zwei nahe beieinander liegende Plasmabrenner in der Gas-Umformulierungseinheit, um die Plasmavermischung mit Syngas zu maximieren, wobei die beiden Brenner so angeordnet sind, dass sie aneinander anschließen, wobei der erste mit der Syngassströmung gleichlaufend, der andere in Gegenrichtung liegt. 9B zeigt zwei nahe beieinander liegende Plasmabrenner in der Gas-Umformulierungseinheit, um die Plasmavermischung mit Syngas zu maximieren, wobei die beiden Brenner so angeordnet sind, dass sie im rechten Winkel zueinander stehen und beide mit der Syngassströmung gleichlaufen. 9C zeigt zwei nahe beieinander liegende Plasmabrenner in der Gas-Umformulierungseinheit, um die Plasmavermischung mit Syngas zu maximieren, wobei die beiden Brenner so platziert sind, dass sie im rechten Winkel zueinander stehen und beide entgegen der Syngasströmung sind. 9D zeigt die Gas-Umformulierungseinheit mit einem eingebauten Wasserstoffaktivator. 9E zeigt die Gas-Umformulierungseinheit mit eingebautem Wasserstoffaktivator und Plasmabrenner. 9F zeigt die Gas-Umformulierungseinheit mit einem zwischen den Plasmabrennern eingebauten Katalysatorbett. 9G zeigt die Gas-Umformulierungseinheit mit eingebautem Katalysatorbett, Wasserstoffaktivator und Plasmabrenner. 9H zeigt eine Ausführungsform, bei der ein Plasmastrahl entsteht, bevor das Gas in den Wirbelseparator eintritt. 9I zeigt eine Gas-Umformulierungseinheit mit einem eingebauten Rückflussrohr zur verbesserten Durchmischung.
-
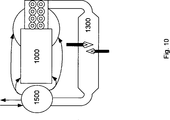
10 zeigt eine Draufsicht auf eine Ausführungsform des Konversionssystems. Abgebildet ist eine Gas-Unformulierungseinheit mit Wirbelseparator und einem erweiterten Abschnitt, der die Plasmabrenner enthält. Die Brenner sind so ausgerichtet, dass sie sich gegenüberstehen, aber versetzt sind, um Durchmischung zu bewirken und unnötige Abnutzung zu vermeiden.
-
11A bis 11F zeigen eine Seitenansicht verschiedener Ausführungsformen des C-Konversionssystems mit detaillierter Darstellung der Platzierung des Plasmas mit der Gas-Umformulierungseinheit. 11A zeigt Plasmabrenner am Ausgang des Wirbelseparators. Die vom Wirbelseparator gesammelten Feinstoffe werden der C-Rückgewinnungseinheit zur weiteren Verarbeitung zugeführt. 11B zeigt Plasmabrenner innerhalb des Wirbelseparators. Wahlweise Verarbeitungswege zur Sammlung von Feinstoffen werden durch schraffierte Linien dargestellt. 11C zeigt einen Plasmabrenner am Boden des Wirbelseparators, der auf den mittleren Wirbel gerichtet ist, um dem Gas katalytisches Plasma mit einem Minimum an Feinstoffen zuzuführen. 11D zeigt Plasmabrenner im Wirbelseparator, aber vor dem Ende des Fallrohrs, damit die übermäßige Vermischung der Feinstoffe im schweren äußeren Gaswirbel mit den Feinstoffen im leichten inneren Wirbel verhindert wird. 11E zeigt einen Plasmabrenner am Boden der Wirbelseparators, der auf den mittleren Wirbel ausgerichtet ist, um dem Gas katalytisches Plasma mit einem minimalen Feinstoffgehalt zuzuführen. Der zusätzliche Raum um den Plasmabrenner ermöglicht den vom Wirbelseparator erfassten Feinstoffen, leichter zu entweichen. 11F zeigt einen Plasmabrenner am Boden des Wirbelseparators, der auf den mittleren Wirbel gerichtet ist, um das katalytische Plasma dem Gas mit einem Minimum an Feinstoffen zuzuführen. Der zusätzliche Raum um den Plasmabrenner ermöglicht den vom Wirbelseparator erfassten Feinstoffen, leichter zu entweichen, aber mit dem Fangtrichter zur Seite, damit der Brenner leichter und mit weniger Beeinträchtigung platziert werden kann.
-
12 zeigt eine Ausführungsform des C-Konversionssystems, wobei Plasma am Ausgang des Wirbelseparators entsteht.
-
13A bis 13D zeigen verschiedene Ansichten einer Ausführungsform des C-Konversionssystems, wobei sich die ein oder mehr Wirbelseparatoren außerhalb der Schale des Konversionssystems befinden. 13A zeigt einen vertikalen Wirbelseparator (1506) mit einer horizontalen Gas-Umformulierungseinheit (1300) und einem vertikalen Rekuperator (1500), der die Umgebungsluft (1502) aufwärmt. Die Abbildung zeigt die Gas-Umformulierungseinheit (1300) über dem Rest der primären Verarbeitungseinheit (1000) und einer kombinierten vertikal orientierten sekundären Verarbeitungs- und Schmelzeinheit (1200), sie könnte aber auch neben der primären Verarbeitungseinheit oder in vertikaler Ausrichtung platziert sein. Die Platzierung des Rekuperators in dieser Ausführungsform beschränkt die Anzahl der zur primären Verarbeitungseinheit (1000) und der kombinierten vertikal ausgerichteten Verarbeitungs- und Schmelzeinheit (1200) führenden Heißluftrohre auf ein Minimum und macht einen speziell ausgebildeten Verteiler überflüssig. 13B zeigt die in 13A dargestellte Ausführungsform in Draufsicht, wobei Abgase von den verschiedenen Wirbelseparatoren unter Zufügung von Plasma, Plasmawärme oder alternativ Heißluft (1505) vermischt werden. 13C zeigt die in 13A dargestellte Ausführungsform in mittlerer Draufsicht, wobei Abgas die primäre Verarbeitungseinheit und die sekundäre Verarbeitungseinheit verlässt und in die äußeren Wirbelseparatoren strömt. 13D zeigt die in 13A dargestellte Ausführungsform in mittlerer Draufsicht, wobei feste Rückstände für die endgültige Verarbeitung zu Schlacke in die Schmelzeinheit geschickt werden. Diese Ausführungsform zeigt auch, wie dem Boden des Gitters der primären Verarbeitungseinheit und den Luftkästen in der sekundären Verarbeitungseinheit Heißluft zugeführt wird.
-
14 ist eine schematische Darstellung einer Draufsicht einer Ausführungsform des C-Konversionssystems und detailliert das Fördergitter (1003), die horizontal ausgerichtete Gas-Umformulierungseinheit mit zwei Plasmabrennern (1301) und dem Wirbelseparator (1401). 14 detailliert außerdem einen wahlweise verwendeten Wärmetauscher oder Rekuperator (1500), der operativ mit der Gas-Umformulierungseinheit verbunden ist.
-
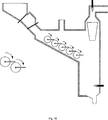
15 bis 19 zeigen verschiedene Konfigurationen des C-Konversionssystems und detaillieren die verschiedenen Zonen.
-
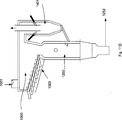
20 ist eine schematische Darstellung der primären Verarbeitungseinheit einer Ausführungsform des Konversionssystems und zeigt (einen Teil der) mit Refraktär ausgekleideten Kammer, den Feedstock-Input, das laterale Transfersystem und ein wahlweise vorhandenes Ableitblech (1010). Ebenfalls gezeigt werden eine wahlweise vorhandene Brechervorrichtung (1006) zum Aufbrechen des eintretenden Feedstocks, eine wahlweise vorhandene Guillotine (1008), ein hydraulisch betriebener Reziprokator (1012), eine federbelastete Schaberplatte (1011) und eine Bürste (1014). A, B und C zeigen Inputs für Prozessadditive.
-
21 ist eine schematische Darstellung, die die primäre Verarbeitungseinheit einer Ausführungsform des C-Konversionssystems mit horizontaler Luftzufuhr detailliert.
-
22 ist eine schematische Darstellung, die die primäre Verarbeitungseinheit einer Ausführungsform des C-Konversionssystems detailliert und zeigt die (zum Teil) mit Refraktär ausgekleidete Kammer, den Feedstock-Input, das laterale Transfersystem und das wahlweise vorhandene Ableitblech (1010). Ebenfalls gezeigt werden eine wahlweise vorhandene Brechervorrichtung (1006) zum Aufbrechen des eintretenden Feedstocks, eine wahlweise vorhandene Guillotine (1008), ein hydraulisch betriebener Reziprokator (1012), eine federbelastete Schaberplatte (1011) und eine Bürste (1014). Ebenfalls dargestellt sind perforierte Ableitbleche (1022), die Höhe des Feedstocks (1017) und die Höhe des Reaktionsprodukts (1002).
-
23 ist eine schematische Darstellung, die die primäre Verarbeitungseinheit einer Ausführungsform des C-Konversionssystems detailliert und zeigt die (zum Teil) mit Refraktär ausgekleidete Kammer, den Feedstock-Input (1007), das laterale Transfersystem und das wahlweise vorhandene Ableitblech (1010). Ebenfalls gezeigt werden eine wahlweise vorhandene Brechervorrichtung (1006) zum Aufbrechen des eintretenden Feedstocks, eine wahlweise vorhandene Guillotine (1008), ein hydraulisch betriebener Reziprokator (1012), eine federbelastete Schaberplatte (1011) und eine Bürste (1014). Auch ein oder mehr perforierte Ableitbleche (1022) sind vorgesehen. Bei dieser Ausführungsform hängen die perforierten Ableitbleche (1022) an Ketten, damit sie sich bewegen können. Ebenfalls dargestellt ist die Höhe des Feedstocks (1017) und die Höhe des Reaktionsprodukts (1002).
-
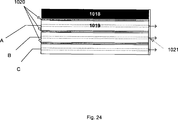
24 ist eine schematische Darstellung, die die Konstruktion einer Stufe in einer Ausführungsform des C-Konversionssystems detailliert, das eine primäre Verarbeitungseinheit mit einem stufenförmigen Boden aufweist. Die abwechselnden Schichten aus dickem Metall (1019) und Keramik-Deckstoff (1020) werden dargestellt. Plenumkammern für die Zufuhr von Luft und/oder Dampf sind als gebrochene Linien (A, B und C) dargestellt. Den Plenumkammern wird Luft von einem Kopfbehälter aus zugeführt. Jede Plenumkammer ist mit einer Düse ausgestattet (1021). Die Stufe ist mit Refraktär (1018) ausgekleidet.
-
25 ist eine schematische Darstellung, die eine Ausführungsform der primären Verarbeitungseinheit (1000) des C-Konversionssystems detailliert und zeigt die (zum Teil) mit Refraktär ausgekleidete Kammer, den Feedstock-Input, das laterale Transfersystem und ein wahlweise vorhandenes Ableitblech (1010). Ebenfalls gezeigt werden eine wahlweise vorhandene Brechervorrichtung (1006) zum Aufbrechen des eintretenden Feedstocks, eine wahlweise vorhandene Guillotine (1008), ein hydraulisch betriebener Reziprokator (1012), eine federbelastete Schaberplatte (1011) und eine Bürste (1014).
-
26 ist eine detaillierte Seitenansicht einer Ausführungsform des lateralen Transfersystems, die den Betrieb im Uhrzeigersinn darstellt. Der Boden der primären Verarbeitungseinheit (1029) wird gezeigt.
-
27 ist eine detaillierte Ansicht einer Ausführungsform des lateralen Transfersystems, die den Betrieb entgegen dem Uhrzeigersinn darstellt. Details einer Ausführungsform des Antriebssystems (1031) werden gezeigt.
-
28 zeigt eine Draufsicht des in 26 und 27 dargestellten lateralen Transfersystems.
-
29A und 29B zeigen eine Ausführungsform eines Schabersystems (1037) zur Behandlung von Klinkerbildung in der primären Verarbeitungseinheit. 29A detailliert in Seitenansicht die Additiv-Inputs A, B und C, eine Schaber-Guillotine (1036), einen Schaberschlitz in der Seitenwand (1038) und einen hydraulisch betriebenen Reziprokator (1034). 29B detailliert in Vorderansicht den Additiv-Verteiler (1032), eine hin- und herlaufende Ramme (1035) und die Schaberkurve (1039). Wahlweise kann der Schaber (1037) beheizt werden.
-
30 zeigt eine Ausführungsform eines Schabersystems zur Behandlung von potenzieller Klinkerbildung und klebrigem Feedstock (1047) in der primären Verarbeitungseinheit. 30 zeigt Führungen (1042) für das hydraulische Schiebersystem (1044). Das gegenwärtige Stadium (1041) und das Stadium darüber (1049) sind ebenfalls dargestellt. Wahlweise kann der Schaber beheizt werden. Das obere Feld zeigt die Ramme in Ausgangsposition. Das mittlere Feld zeigt den klebrigen Feedstock entfernt und den kalten Schaber gestoppt. Das untere Feld zeigt den beheizten Schaber bei der Entfernung von Schlacke.
-
31 zeigt geneigte Stadien in den primären Verarbeitungseinheit mit umgeleiteten Additiven. Das obere Feld zeigt eine Neigung von ca. 20 bis 30 Grad. Das untere Feld zeigt eine Neigung von weniger als 20 Grad und den wahlweise aus dem Luftkasten heraus schießenden Dampf an der Ramme zur Entfernung der Oberschicht.
-
32 zeigt die Konstruktion der Stufen in einer Ausführungsform der primären Verarbeitungseinheit. Die abwechselnden Schichten an dickem Metall (019) und Keramik-Deckstoff (1020) sind dargestellt. Plenumkammern für die Zufuhr von Luft und/oder Dampf sind ans gebrochene Linien (A, B und C) dargestellt. Den Plenumkammern wird Luft von einem Kopfbehälter aus zugeführt. Jede Plenumkammer ist mit einer Düse ausgestattet (1021). Die Stufe ist mit Refraktär (1018) ausgekleidet. Die Position der Düsen in einer Schicht kann relativ zur Position der Düsen in der Schicht darunter oder darüber versetzt sein. Eine einzelne Schicht kann Luft und/oder Dampf-Inputs enthalten. Jede Schicht kann als einzelne feste Stufe (1055), als miteinander verbundene einzelne Barren (1054) oder als miteinander verbundene einzelne Barren mit Dämmstoff zwischen den Barren (1053) vorgesehen sein.
-
33 zeigt eine Ausführungsform des lateralen Transfersystems bestehend aus gegossenen Refraktärblocks (1810) mit Lufteinblasung durch dünnwandige Rohre, die mit einem zentralen Kopfteil verbunden sind. Luft ist mit den Blocks durch flexible Edelstahlschläuche und angeflanschte Beschläge verbunden. Jeder Block ist auf einer einzelnen freien Rotationsachse (1815) montiert und wird von einer separaten hydraulischen Welle angetrieben. Jeder Block kann wassergekühlt werden.
-
34 zeigt eine Ausführungsform eines lateralen Transfersystems.
-
35 zeigt eine Ausführungsform des lateralen Transfersystems und Lufteinblasung. Bei dieser Ausführungsform ist die Lufteinblasung (1052) etwas höher als die Rammen (1048) angebracht. Das geschieht, um die ”Heißzone”, wo teilweise Verbrennung stattfindet, anzuheben. Die Rammen (1048) sitzen auf Refraktär (1018) und sind gegen Heißluftzufuhr isoliert. Ebenfalls dargestellt ist das Lufteinblasungs-Kopfteil (1055) und die Oberschicht des festen Rückstands (1056).
-
36 zeigt Ausführungsformen der kombinierten Luftverteilung und des lateralen Transfersystems der primären Verarbeitungseinheit, wobei der Luftkasten (1057), die Luftdurchlässe (1058) und der Dämmstoff (1059) detailliert dargestellt sind.
-
37 zeigt eine Ausführungsform der kombinierten Luftverteilung und des lateralen Transfersystems der primären Verarbeitungseinheit. Die Trommeln drehen sich kontinuierlich, um das Material am Gitter entlang zu befördern. Flügel in jeder Trommel begrenzen den Luftstrom zum Zielbereich. Die Trommeln sind an beiden Enden mit dicken mit Keramik abgedichteten Platten (1512) versehen, die an die Außenseite der Trommel angeschraubt sind, um die Druckgrenze der Trommel zu erhalten, damit sie sich unterschiedlich ausdehnen kann. Die Trommeln werden durch eine zentrale Triebwelle angetrieben, die über die Flügel mit dem Rest der Trommel verbunden ist. Auch die Luftschächte (1516) sind dargestellt. Luft tritt in die primäre Verarbeitungseinheit durch Löcher in den Trommelflächen ein. Stufen zwischen aufeinander folgenden Trommelpaaren fördern das Taumeln des Materials.
-
38 zeigt eine Ausführungsform des Luftverteilungssystems und des lateralen Transfersystems der primären Verarbeitungseinheit und detailliert die Rammen (1948), die direkt auf den Luftkästen (1057) aufsitzen. Die perforierte Fläche des Luftkastens ist als gebrochene Linie dargestellt.
-
39 zeigt eine Ausführungsform der Luftverteilung und der Rammen des lateralen Transfersystems der primären Verarbeitungseinheit. Bei dieser Ausführungsform sind die Luftkästen (1030) als separate massive Höchstleistungs-Stahlkörper konstruiert, die nur Luft in Bereiche einblasen, in denen ununterbrochene/ungehinderte Strömung erfolgt. Die Lufteinblasung findet etwas über den Rammen (1048) statt und erfolgt – wenn Platz vorhanden ist – durch die Luftkastenlöcher (1060) mit ein oder mehr Düsen. Die Rammen (1048) sitzen auf dem Refraktärbereich (1018). Zwischen dem Luftkasten und dem Refraktärbereich ist Dämmstoff (1062) gepackt. Außerdem ist der Luftkasten mit Dämmstoff (1059) ausgestattet. Ebenfalls dargestellt ist das Lufteinblasungs-Verteilerstück (1055) und eine Dichtung (1064).
-
40 zeigt verschiedene Ausführungsformen der Oberteile von Luftverteilungssystemen. Um Verbiegen zu reduzieren, sind die Luftkästen als separate massive Höchstleistungs-Stahlkörper konstruiert, die nur Luft in Bereiche einblasen, in denen ununterbrochene/ungehinderte Strömung erfolgt. Die Lufteinblasung findet etwas über den Rammen (1048) statt und erfolgt – wenn Platz vorhanden ist – durch die erhöhten Oberteile mit ein oder mehr Düsen. Die Rammen (1048) sitzen auf dem Refraktärbereich (1018). Zwischen dem Luftkasten und dem Refraktärbereich ist Dämmstoff (1062) gepackt. Außerdem ist der Luftkasten mit Dämmstoff (1059) ausgestattet. Ebenfalls dargestellt ist Ebenfalls dargestellt ist das Lufteinblasungs-Verteilerstück (1055), eine Dichtung (1064) und Zwischenraum (1066). Die Oberfläche des Reaktionsprodukts wird durch Linie (1056) dargestellt.
-
41 zeigt eine Ausführungsform einer Ramme des lateralen Transfersystems der primären Verarbeitungseinheit (1000) und detailliert die Einblasung von Luft (1502) und Dampf (1067). Die Zufuhr von Dampf kann dazu verwendet werden, die Temperatur zu regeln und die Dampfgasifizierung zu bewirken. Bei dieser Ausführungsform wird Dampf unter der Luft eingeführt, um die Rammen weiter gegen die heiße Zone zu puffern. Die Oberfläche des Reaktionsprodukts wird durch Linie (1056) dargestellt.
-
42 zeigt eine Ausführungsform einer Ramme des lateralen des lateralen Transfersystems der primären Verarbeitungseinheit (1000) und detailliert die die Einblasung von Luft (1502) und Dampf (1067) sowie das Lufteinblasungs-Verteilerstück (1055). Die Zufuhr von Dampf kann dazu verwendet werden, die Temperatur zu regeln und die Dampfgasifizierung zu bewirken. Bei dieser Ausführungsform wird der Dampf vor Einblasung in das Bett mit der Luft vermischt. Die Oberfläche des Reaktionsprodukts wird durch Linie (1056) dargestellt.
-
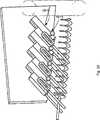
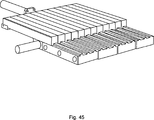
43 zeigt ein mehrstufiges Rammensystem gemäß einer Ausführungsform der primären Verarbeitungseinheit.
-
44 zeigt eine isometrische Ansicht des in 43 dargestellten vollständigen Gitters.
-
45 zeigt eine einzelne Stufe des in 43 und 44 dargestellten vollständigen Gitters.
-
46 ist eine Seitenansicht der in 45 dargestellten einzelnen Stufe.
-
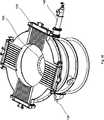
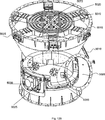
47 zeigt eine kombinierte sekundäre Verarbeitungs- und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems und detailliert teilweise die Ports für den Zusatzbrenner (138 und 139), einen Schlackenausgang (130) und ein zonenspezifisches Beheizungssystem (d. h. ein System, das zwei Temperaturzonen herstellen kann), bestehend aus einem Luftkasten (135) und einem Plasmabrenner (140). Bei dieser Ausführungsform besteht das Impediment aus einer Refraktärkuppel (145) mit mehreren Leitungen (151), die mit keilförmigen Refraktärziegeln (150) in der interzonalen Region eingebaut ist. Die Größe der massiven Refraktärkuppel ist so bemessen, dass zwischen der Außenkante der Kuppel und der Innenwand der Kammer ein Zwischenraum besteht. Oben auf der Refraktärkuppel liegt eine Anzahl an Tonerde- oder Keramikkugeln (165) zwischen 20 und 100 mm im Durchmesser, die ein Bett bilden, die Ausbreitung von Warmluft ermöglichen und die Übertragung von Plasmawärme an die Asche fördern, um die Asche zunächst zu Schlacke zu verschmelzen.
-
47A ist ein teilweiser Längsschnitt. 47B ist ein Querschnitt der in 47A auf Ebene A-A dargestellten Ausführungsform. 47C ist eine Draufsicht des Impediments und der stützenden Keile.
-
48 zeigt in Detail verschiedene Ansichten eines Impediments in der interzonalen Region einer Ausführungsform des C-Konversionssystems. Das Impediment besteht aus einer Reihe miteinander verbundener Refraktärziegel (245). Die Ziegel sind auf einem Montageelement (250) so montiert, dass jeweils zwischen benachbarten Ziegeln Lücken (255) bestehen. Der Schlackenausgang (230), der Plasmabrenner (240) und der Zusatzbrennerport (239) sind ebenfalls dargestellt.
-
49 zeigt ein Impediment in der interzonalen Region gemäß einer Ausführungsform des C-Konversionssystems, der ein Gitter darstellt. Das Gitter besteht aus einer Reihe im Wesentlichen paralleler mit Refraktär beschichteter Rohre (345), die an einen Montagering (350) angebaut sind. Die Rohre sind so montiert, dass zwischen benachbarten Rohren jeweils ein Zwischenraum (355) besteht. Wahlweise liegt oben auf dem Impediment eine Mehrzahl an Tonerde- oder Keramikkugeln (zwischen 20 und 100 mm im Durchmesser, die ein Bett, bilden, die Ausbreitung von Warmluft ermöglichen und die Übertragung von Plasmawärme an die Asche fördern, um die Asche zunächst in der interzonalen Region zu Schlacke zu verschmelzen. Bei manchen Ausführungsformen wird Heißluft in die sekundäre Verarbeitungseinheit durch Löcher in der Oberfläche der mit Refraktär beschichteten im Wesentlichen parallel laufenden Rohre (345) geführt.
-
50 ist die teilweise Darstellung einer Ausführungsform einer kombinierten Verarbeitungs- und Schmelzeinheit. Die den Luftkästen zugeführte Heißluft ist einstellbar, wodurch der Konversionsprozess geregelt werden kann. Wahlweise kann durch die (nicht dargestellten) Dampf-Injektionsports Dampf in die sekundäre Verarbeitungseinheit eingeführt werden. Die interzonale Region enthält ein physikalisches Impediment (145), um den Materialfluss von der sekundären Verarbeitungseinheit zur Schmelzeinheit zu leiten. Eine Anzahl an Tonerde- oder Keramikkugeln (165, zwischen 20 und 100 mm im Durchmesser) liegt oben auf der Kuppel; sie bilden ein Bett, ermöglichen die Ausbreitung von Warmluft und fördern die Übertragung von Plasmawärme an die Asche, um die Asche zunächst in der interzonalen Region zu Schlacke zu verschmelzen. Die Schmelzeinheit besteht aus verschiedenen Ports einschließlich einem Plasmabrenner-Port, einem Brennerport für einen Brenner (139) zum Vorheizen der Kammer, und Ports für verschiedene Prozessadditive einschließlich Heißluft und Kohlenstoff und/oder Sackasche. Die Schmelzeinheit ist mit einem Plasmabrenner (140) und einer tangential angebrachten Luftdüse (141) versehen. Der Schlackenausgang (130) ist ebenfalls dargestellt.
-
51A ist eine Querschnittsdarstellung und detailliert die Ports in der Schmelzeinheit der C-Rückgewinnungszone gemäß einer Ausführungsform des C-Konversionssystems einschließlich den Sauerstoff- und/oder Luft-Inputs (O), Kohlenstoff-Inputs (C), Ports für Plasmabrenner (P) und ein Gasbrennerport (G). 51B ist eine teilweise Längsansicht der in 51A dargestellten Ausführungsform. Ein Schlackenwehr (33) und ein Quencher-Wasserbad (78) sind ebenfalls dargestellt.
-
52 ist eine teilweise Längsschnittdarstellung gemäß einer Ausführungsform des C-Konversionssystems und detailliert die Schmelzeinheit mit einem Plasma-Wärmeableitblech (61). Ein Quencher-Wasserbad (78) ist ebenfalls dargestellt.
-
53 zeigt eine Ausführungsform des C-Konversionssystems, wobei die Schmelzeinheit auch ein Wehr (33) aufweist, um ein Schlackebecken zur Vermischung der Schlacke zu bilden. Ein Plasma-Wärmeableitblech (61) ist ebenfalls dargestellt.
-
54 ist eine teilweise Längsschnittdarstellung einer kombinierten sekundären Verarbeitungseinheit und einer (teilweise gezeigten) Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems und detailliert ein Schlackenkühlungssystem (114) einschließlich Sprühwasser und Schleppkette. Heißluft wird in die sekundäre Verarbeitungseinheit über einen Luftkasten (135) eingeführt. Die interzonale Region enthält ein physikalisches Impediment (145), um den Materialfluss aus der sekundären Verarbeitungseinheit in die Schmelzeinheit zu leiten. Die Schmelzeinheit ist mit einem Plasmabrenner (140) und einer tangential angebrachten Luftdüse (141) versehen. Der Schlackenausgang (130) ist ebenfalls dargestellt.
-
55 ist eine teilweise Längsschnittdarstellung einer kombinierten sekundären Verarbeitungseinheit und einer (teilweise gezeigten) Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems und detailliert die Luftkästen (135). Die interzonale Region enthält ein physikalisches Impediment (145), um den Materialfluss aus der sekundären Verarbeitungseinheit in die Schmelzeinheit zu leiten. Die Schmelzeinheit enthält verschiedene Ports einschließlich einem Plasmabrenner-Port, einem Brennerport für einen Brenner (139) zum Vorheizen der Kammer sowie Ports für verschiedene Prozessadditive einschließlich Heißluft und Kohlenstoff und/oder Sackasche. Die Schmelzeinheit weist einen Plasmabrenner (140) und eine tangential angebrachte Luftdüse (141) auf. Ein Schlackenausgang (130) und eine Mehrzahl an Tonerde- oder Keramikkugeln (165) sind ebenfalls dargestellt.
-
56 ist eine Querschnittdarstellung eines Luftkastens gemäß der in 55 dargestellten Ausführungsform.
-
57 ist eine Querschnittdarstellung der tangential angebrachte Luft-Inputs und des Plasmabrenners gemäß der in 55 dargestellten Ausführungsform.
-
58 ist eine Querschnittdarstellung auf der Brennerebene gemäß der in 55 dargestellten Ausführungsform.
-
59 zeigt alternative Ansichten der in 55 bis 58 dargestellten kombinierten sekundären Verarbeitungseinheit und der Schmelzeinheit. Ein Schlackenkühlungssystem (114) einschließlich Sprühwasser und Schleppkette sind ebenfalls dargestellt.
-
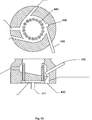
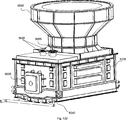
60 detailliert verschiedene Ansichten einer kombinierten sekundären Verarbeitungseinheit und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des C-Konversionssystems und detailliert den Schlackenausgang (430), ein zonenspezifisches Beheizungssystem (d. h. ein System, das zwei Temperaturzonen herstellen kann), das Lufteinlässe und einen Plasmabrenner (440) sowie eine wahlweise vorhandene Abstichrinne (446) enthält. Bei dieser Ausführungsform ist die sekundäre Verarbeitungszone zentral gelegen, und die Schlacken- oder Schmelzzone in Richtung Peripherie der Kammer gelegen. Der Boden der Kammer ist so geneigt, dass die sekundäre Verarbeitungszone stromaufwärts von der Schlackenzone liegt, wodurch die Beförderung des Materials in eine Richtung zwischen diese Zonen bevorzugt wird. Die zwei Zonen werden durch die interzonale Region getrennt. Die interzonale Region enthält ein physikalisches Impediment, um den Materialfluss von der sekundären Verarbeitungszone zur Schlackenzone zu regulieren. Bei der vorliegenden Ausführungsform enthält das physikalische Impediment eine Reihe von im Wesentlichen vertikal ausgerichteten und im Wesentlichen parallel verlaufenden mit Refraktär ausgekleideten perforierten Rohren (445). Heißluft wird in die sekundäre Verarbeitungszone durch die Perforationen in den Rohren zur Mitte des Feedstockstapels geleitet, wodurch der Kohlenstoff in bearbeiteten Feedstock umgewandelt und erhitzt wird. Die Luft leicht erhitzt, wenn sie vom Boden kommt, da die Rohre gekühlt werden. Durch die Lufteinlässe (441) in der Schlackenzone wird Luft außerhalb der Reihe von Rohren eingeblasen und dient dazu, die Außenfläche der Rohre sehr heiß zu erhalten, damit die Schlacke nicht gefriert. Der geneigte Boden der Schlackenzone dient dazu, den Rückstand zur Seite der Kammer hin abzulassen, wo sich der Plasmabrenner befindet, so dass der Rückstand zur geschmolzenen Schlacke wird.
-
61 detailliert verschiedene Ansichten einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des C-Konversionssystems und detailliert einen Schlackenausgang (530) und ein zonenspezifisches Beheizungssystem (d. h. ein System, das zwei Temperaturzonen herstellen kann), bestehend aus (nicht dargestellten) Lufteinlässen und einem Plasmabrenner (540). Die interzonale Region enthält ein physikalisches Impediment, um den Materialfluss zu regeln. Bei der vorliegenden Ausführungsform besteht das physikalische Impediment aus einer zahnradförmigen Kuppel (545).
-
62 detailliert verschiedene Ansichten einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des C-Konversionssystems. Der Boden der Schlackenzone enthält einen rotierenden geneigten Refraktärtisch. Die Rotation der Tischplatte ermöglicht die Ausscheidung der geschmolzenen Schlacke. Wahlweise kann der Tisch auch eine Mehrzahl von Keramikkugeln aufweisen, um die Plasma-Wärmeübertragung zu bewirken. Der Boden der Schlackenzone kann angehoben und aus den Verarbeitungszonen herausgezogen werden. Die Platte des Refraktärtisches ist operativ auf einer Triebwelle (846) montiert, die mit einem außen angebrachten Motor (847) verbunden ist. Die Schlackenboden-Baugruppe kann leicht aus der interzonalen Region und der C-Konversionszone ausgebaut werden und wird zum Ausräumen auf einem Hebetisch auf Schienen befestigt. Eine Mehrzahl von Keramikkugeln (848) fördert die Übertragung der Plasmawärme. Wahlweise wird die geschmolzene Schlacke mit Sprühwasser gekühlt, wenn sie den Schlackenausgang (830) verlässt, und die verfestigte Schlacke fällt auf eine Schleppkette zum Abtransport. Ebenfalls dargestellt sind der Schlackenausgang (830), der Plasmabrenner (840) und das Impediment (845).
-
63 detailliert verschiedene Ansichten einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des C-Konversionssystems. Das Impediment besteht aus einem rotierenden Refraktärkegel (921), der auf einem an einen externen Motor (942) angeschlossenen Antriebsfuß montiert ist. Das Unterteil des rotierenden Refraktärkegels enthält eine Mulde (978), in der sich Schlacke ansammelt, bevor sie die Kammer verlässt. Die Impediment-/Schlackenboden-Baugruppe kann leicht aus der interzonalen Region und der C-Konversionszone ausgebaut werden und wird zum Ausräumen auf einem Hebetisch auf Schienen befestigt. Wahlweise wird die geschmolzene Schlacke mit Sprühwasser gekühlt, wenn sie den Schlackenausgang verlässt, und die verfestigte Schlacke fällt auf eine Schleppkette zum Abtransport. Ebenfalls dargestellt sind der Plasmabrenner (940) und der Popan- oder Erdgasbrenner (937).
-
64 detailliert verschiedene Ansichten einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des Plasmabrenners (640) des C-Konversionssystems, der Kohlenstoff- und/oder Sackasche-Inputs (642) und der Heißluft-Inlets (641).
-
65A bis 65C detaillieren verschiedene Ansichten einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des C-Konversionssystems, das mit mehreren Heißgaserzeugern (HGGs) ausgerüstet ist, um das Temperaturprofil der Kammer zu verteilen und Kaltstellen zu verhindern, wo sich die Schlacke verfestigen würde. Diese Abbildungen zeigen, wie HGGs/Brenner angebracht werden könnten, um die heißen Gase in den Schmelzeinheiten zu verwirbeln oder das Schmelzen zur Mitte hin zu konzentrieren. 65A zeigt auch, wie geschmolzene Schlacke durch Sprühwasser gekühlt wird.
-
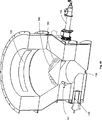
66A bis 66C detaillieren verschiedene Ansichten einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit (teilweise) gemäß einer Ausführungsform des C-Konversionssystems, das mit einem Heißgaserzeuger (HGG) ausgerüstet ist. 66A zeigt in dreidimensionaler Darstellung die Schmelzeinheit mit dem Heißgaserzeuger (1262) mit einem Brenner (1303) und mit (wahlweise) Einlässen für Feststoffe und Gase in der Schmelzeinheit. Am HGG selbst sind mehrere Einlässe für Gase und Feststoffe angebracht. 66B und 66C sind Seitenansichten der unteren Kammer mit dem HGG. Eine Schlacken-Quenchereinheit (1259) und eine Plasmabrennerstütze (1305) sind ebenfalls dargestellt.
-
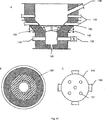
67 und 68 zeigen ein HGG-System, das in einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems Verwendung finden kann. Dieser HGG verwendet einen Plasmabrenner (1303), der von einem pneumatischen Festkörper-Input umgeben ist, der wiederum von einem Heißgas-Input (1266) umgeben ist und Heißgas (1263) ausstößt. Wahlweise bestehen die Gas-Inputs aus Luft oder Stickstoff oder einem anderen Gas, das sich zur Gasifizierung eignet, einschließlich CO2, O3, Syngas oder einem anderen sauerstoffangereicherten Gas bzw. deren Kombinationen. Bei einer Ausführungsform hat das Heißgas eine Temperatur von ca. 600°C. Der Heißgasauslass kann wahlweise Leitflügel (1207) zum Verwirbeln des Gases aufweisen. Eine Plasmabrennerstütze (1305) und ein Schlackenquencher (1259) sind ebenfalls dargestellt.
-
69A zeigt die Refraktärschichten und den HGG (1262) in einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems. Bei dieser Ausführungsform ist die Außenwand (1272) gewöhnlich aus Metall oder einem Verbundstoff hergestellt, der im Bauwesen Verwendung findet (Zement). Der Dämmstoff (1059) dient dazu, das Refraktär und die Außenwand gegen Veränderungen durch Temperaturschwankungen zu schützen. Die Niedrigtemperatur-Refraktär (1270) dient dazu, die Temperatur zwischen Außenwand und Verschlackungskammer-Umgebung zu reduzieren. Das Hochtemperatur-Refraktär (1269) dient dazu, den ultrahohen Temperaturen der Schmelzzone (1271) standzuhalten und Abbau durch Kontakt mit der Schlacke zu reduzieren. 69B zeigt einen gedrehten Querschnitt der Darstellung gemäß 69A, wobei die wahlweise vorhandenen Gas-Bypass-Leitungen (1268) zu sehen sind. Ebenfalls gezeigt ist der Schlackenausgang (1260). Das Impediment bzw. die Bettstütze (1265) und die Bettstützenkugeln (1267) sind ebenfalls dargestellt.
-
70A und 70B zeigen einen intern angebrachten Wirbelseparator gemäß einer Ausführungsform des C-Konversionssystems innerhalb der Schale des Konversionssystems. Bei der dargestellten Ausführungsform wird eine Reihe von Wirbelseparatoren gezeigt, wobei die Gasströmung durch Pfeile von dem Winkel aus gezeigt wird, aus dem das Gas aus der primären Verarbeitungseinheit und der sekundären Verarbeitungseinheit kommt. Im Ausschnitt wird ein erster Satz von Wirbelseparatoren dargestellt, um zu zeigen, wie das Gas durch das System fließt und wo sich die Asche niedersetzen würde. 70B ist eine dreidimensionale Darstellung des in 70A gezeigten Separators. Gas mit Feinstoffgehalt (1409) tritt in den Wirbelseparator ein, und Gas mit einem geringeren Feinstoffgehalt (1300) tritt aus. Die Feinstoffe (1402) werden zur weiteren optimalen Verarbeitung gesammelt. Ebenfalls gezeigt ist ein Schmetterlingsventil (1408).
-
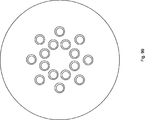
71 zeigt verschiedene Oberstufen-Ausführungsformen von Plasma in der Gas-Umformulierungseinheit. (A) Plasmageneratoren (1308) sind so angebracht, dass sie alle zur Mitte zeigen. (B) Plasmageneratoren (1308) sind in Zufallsorientierung angeordnet, um das effektive Vermischen zu bewirken. (C) Plasmageneratoren (1308) sind in entgegengesetzt zueinander und etwas versetzt angeordnet, um die Verwirbelung zu bewirken. Die Pfeile beziehen sich auf die Prozessadditive und/oder Abgase. Ebenfalls gezeigt ist ein Raffinierrohr (1309).
-
72A und 72C zeigen die Einbeziehung von Wirbelzonen (1316) für die erhöhte Umformulierung gemäß einer Ausführungsform der Gas-Umformulierungseinheit. 72C zeigt Beispiele von Turbulenzerzeugern einschließlich einem passiven Gitter (1313), einem aktiven Gitter (1310) mit rotierender Welle (1314) und fester Welle (1311) und einem Schuberzeuger (1312) mit linear variierender Strömungsblockierung (1312).
-
73 zeigt, wie das umzuformulierende Gas (1317) tangential in die Gas-Umformulierungseinheit eintritt und einen Wirbel verursacht, der bei einer Ausführungsform der Gas-Umformulierungseinheit mit den Plasmabrennern und dem Gas-Manipulator behandelt wird. Ebenfalls gezeigt sind die Rückstände (1318).
-
74 zeigt Beispiele von Mitteln, die Turbulenz erzeugen können. Das aktive Gitter (1310) enthält Motoren (1320) und einen offenen Bereich (1321). Ein Schuberzeuger (1323) mit variabler Blockierung für die Schuberzeugung enthält blockierte Bereiche (1319) und offene Bereiche (1321).
-
75 ist ein Diagramm, das die Luftströmung aus einer Düse vom Typ A darstellt.
-
76 ist ein Diagramm, das die Luftströmung aus einer Düse vom Typ B darstellt.
-
77 ist ein Fließdiagramm, das eine Ausführungsform des C-Konversionssystems zeigt, mit einem Turbulenzerzeuger (1324), wobei wahlweise vorhandene Input-Additive (1004) detailliert werden, zu denen Dampf, Luft, O2, N2, Ozon, Katalysator, Flussmittel, Wasser, Adsorptionsmittel und Mittel mit hohem Kohlenstoffgehalt oder dergleichen gehören können. Jeder Additiv anzeigende Pfeil zeigt eine einzige Art von Additiv oder mehrere Additivarten an. Das/die Additiv(e) können in gemischter Form oder mit separaten Additiv-Inputgeräten (und an mehreren Stellen innerhalb einer Funktionseinheit) eingespeist werden. Die primäre Einheit (1000), die Gas-Umformulierungseinheit (1300) mit Zyklon (1400), und die sekundäre Verarbeitungseinheit (1201) sind einzeln dargestellt. Der Input des Feedstocks (1002), der bearbeitete Feedstock (1003) und ein feinstoffreduziertes Abgas (1403) sind ebenfalls dargestellt.
-
78 ist ein Fließdiagramm, das verschiedene Ausführungsformen des C-Konversionssystems mit einem Turbulenzerzeuger (1324) darstellt.
-
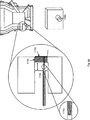
79 ist eine schematische Darstellung des unteren Teils der sekundären Verarbeitungseinheit, wo Asche/Schlacke/Char austritt und in die Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems eintritt. Die festen Rückstände (1206) gelangen über eine schräge Krümmung in die Schmelzeinheit. Ebenfalls dargestellt sind der Lichtbogenbrenner mit übertragenem Bogen – TAT – (1277), die Elektrode (1274), der Brenner (1273), das Tor (1276) sowie die Füllstoff- und Metallabfuhr (1275).
-
80 ist eine schematische Darstellung des unteren Teils der sekundären Verarbeitungseinheit, wo Asche/Schlacke/Char austritt und in die Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems eintritt. Diese modifizierte Schmelzeinheit ist so konstruiert, dass die Grundfläche der Schmelzeinheit größer ist als der Umfang der sekundären Verarbeitungseinheit. Bei dieser Ausführungsform ist der untere Schlackenausgangs-Stecker als austauschbar dargestellt, und die Kuppel hat kranzförmige Ringe (aus Metall und/oder Refraktär), die dabei helfen, den Schlackenfluss zu regeln, damit weniger Schlacke an den Wänden der Schmelzeinheit fließt. Ebenfalls dargestellt ist der Lichtbogenbrenner mit übertragenem Bogen – TAT – (1277).
-
81A und 81B sind schematische Darstellungen des unteren Teils der sekundären Verarbeitungseinheit, wo Asche/Schlacke/Char austritt und in die Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems eintritt; dabei wird das seitliche Schlackenloch detailliert dargestellt. Die festen Rückstände (1206) gelangen über eine schräge Krümmung mit einer potenziellen Lanzenstelle (1279) in die Schmelzeinheit. Der Lichtbogenbrenner mit übertragenem Bogen (1277), die Elektrode (1274), der Brenner (1273), das Ableitblech (1010), die Luftkästen (1502) und die Füllstoff- und Metallabfuhr (1275) sind dargestellt. Ein alternativer Eingangspunkt für den TAT ist als (1278) gekennzeichnet. Ein Ableitblech (1010) regelt die Strömung des Materials und enthält eine Welle (1280), um die Höhe des Ableitblechs und das Ableitblech-Stützgelenk (1061) einzustellen. 81B zeigt eine Ansicht durch das Rohr vom Schlackenabsetzbecken (1258) aus.
-
82 detailliert die Blocks, die das seitliche Schlackenloch innerhalb der Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems darstellen. Die primären Funktionsteile sind die Plastik-Refraktärwand mit einem angestochenen Schlackenloch (1287) und dem Wehr (1290) mit einer Aussparung für die Schlacke (1286). Der übrigen Steckblocks dienen zum Stützen und als Zugang; sie enthalten die Stütze (1291) und den Packstecker (1289). Das mittlere Feld zeigt die Ausrichtung des Blockstecksystems in einer Wand der Schmelzeinheit.
-
83 detailliert all die verschiedenen Werkzeuge, die erforderlich sind, um Instandhaltung am seitlichen Schlackenloch wie gezeigt und in 84 dargestellt durchführen zu können. Steckeführungen (1296) sind aus hoch temperaturbeständigem Metall oder Refraktär, und die anderen Werkzeuge sind aus hoch temperaturbeständigem Metall und haben Schamottbeschichtungen und/oder -dämmung, damit sie nicht schmelzen. Dargestellt sind die Stützblockzange (1297), der Plastik-Refraktär-Spieß (1294), die gebogene Sauerstofflanze (1292) mit dem Lanzenausgang (1293), die Wehrzange (1299) und die Trogführung (1298).
-
84 zeigt das seitliche Austrittsystem, das durch Anstechen von einem Hubsteiger oder ausgestrecktem vertieften Gehweg aus instand gehalten werden kann. Dargestellt werden der Trog (1142), die Trogführung (1298), die angelenkte offene Steckertür (1103), der beiseite gesetzte Stützblock (1106), die Lanzenführung (1296), die Zonen für gefrorene Schlacke B (1101) und A (1100). Die Schraffierung (1143) zeigt die Refraktärblocks mit ihren mittleren Löchern für Schlacke oder Abstiche. Die Schraffierung (1018) zeigt Refraktärblocks, die in Querschnittrichtung vollkommen massiv sind.
-
85 detailliert Ausführungsformen von Steckern verschiedener Größen. Zusätzliche Zwischenräume sind mit permanentem Plastik-Refraktär ausgefüllt. (1109) zeigt Überhang nur am Hot Face.
-
86 zeigt wie die Innenwand gemäß einer Ausführungsform der Schmelzeinheit repariert werden kann. Wahlweise ist die Reparaturstelle ”permanent”, bis sie sich abnutzt. Die Reparaturstelle wird mit zwei Aluminiumplatten (1110) gebildet, mit denen Plastik-Refraktär (1112) zusammengedrückt wird. Ein Plunger (1115) packt das Plastik-Refraktär hinein. Ein inneres Rohr wird in die Schmelzeinheit geschoben (und in das Schlackenabsatz-/Metallbecken eingeschmolzen zu werden) und bildet ein neues Schlackenloch für den seitlichen Austritt. Ein Stecker (1113) wird abgeschraubt, damit die Aluminiumplatte und das Rohr in das Innere der Schmelzeinheit geschoben werden können und die Schlacke fließen kann. Ebenfalls gezeigt ist die Plastik-Refraktärwand mit dem angestochenen Schlackenaustrittloch (1289).
-
87 zeigt eine Ausführungsform, wobei der Brenner (1117) dazu verwendet wird, die Temperatur am Wehr aufrecht zu erhalten, damit die Schlacke nicht gefriert. In dieser Abbildung zeigt die Ausführungsform, dass der Brenner ein Handgerät ist und mit Druckgas (1118) betrieben wird. Wahlweise ist der Brenner seitlich an der Schmelzeinheit befestigt und besteht aus einem kleinen Allesbrenner, der wahlweise mit Syngas betrieben werden kann. Der Brenner wird durch ein Brennerloch (1119) in den Refraktärblock eingeführt. Zum Brennerloch gehört ein Gummistöpsel. Die Abgasleitung (1116) befindet sich hinten am System.
-
88 zeigt eine Ausführungsform, bei der das zum seitlichen Austritt dienende Schlackenloch der Schmelzeinheit Röhren (1124) aufweist, die für ein Kühlmedium eingebaut sind, um die Betriebslebensdauer des Schlackenlochs und des Wehrs zu verlängern. Das Kühlmedium kann aus Luft, Wasser, Dampf, Umlaufwasser oder dergleichen bestehen. Eine kontinuierliche Wasserleitung (1124) ist am Wehr befestigt. Eine (nicht dargestellte) schützende Dämmdecke ist zwischen der Leitung und der Aussparung des Refraktärblocks angebracht. Ebenfalls gezeigt wird die Wasserkühlung mit Recyclingwasser (1123) mit wahlweise vorhandenem Bypass direkt zum Ablauf. (1121) zeigt Wasserleitungen durch den Stecker (massives Stück an abnehmbarem Draht befestigt). Der Boden des Steckers (1122) ist so ausgelegt, dass er den Schlackenfluss von den Wasserleitungen ablenkt.
-
89 zeigt eine kombinierte sekundäre Verarbeitungs- und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems und detailliert teilweise den Lichtbogenbrenner mit übertragenem Bogen (1277).
-
90 zeigt ein laterales Transfersystem mit Transportgitter in der primären Verarbeitungseinheit gemäß einer Ausführungsform des C-Konversionssystems. Das abgebildete Transportgitter wird durch überlappende Kartuschen (2000) gebildet.
-
91 zeigt eine alternative Ansicht des in 90 dargestellten Transportgitters.
-
92 zeigt eine einzelne Kartusche (2000) des in 90 und 91 dargestellten Transportgitters. Ein mehrteiliges Kartuschen-Stützwerk (2010) stellt die Struktur der Kartusche dar und stützt die darin enthaltenen Bauteile. Die Kartusche ist an der Wand der primären Verarbeitungseinheit mit einer Verbindungsplatte (2005) befestigt. Die Kartusche enthält Abgleichführungen (2015), um die richtige Einfügung der Kartusche in die Kammerwand zu sichern, und Einbaukerben (2020), die gewährleisten, dass die Werkzeuge für den Ein- und Ausbau der Kartusche eingeführt werden können. Der Luftkasten der Kartusche ist ein Verbund mehrere kleinerer Luftkästen (2025) aus dickem C-Stahl mit oben in jedem Luftkasten angebrachten Luftlöchern (2030). Die Luft wird den einzelnen Luftkästen über einen einzigen Verteiler (2035) zugeführt, der an ein Luftrohr (2040) angeschlossen ist, das mit einem Heißluft-Anschlussflansch (2045) in der Verbindungsplatte verbunden ist. Zu den lateralen Transferkomponenten der Kartusche gehört eine mehrfingrige Förderramme (2050). Die einzelnen Rammenfinger enthalten jeweils eine Auskehlung, die so geschaffen ist, dass sie in die Doppel-T- (2075) oder C-förmigen Eingreifelemente (2078) zwischen den einzelnen Luftkästen und zwischen den äußeren Luftkästen und dem Kartuschen-Stützwerk eingreift, wo die entsprechenden Ankerböden die Rammen an der Oberfläche des Luftkastens halten.
-
93 zeigt eine alternative Ansicht einer einzelnen in 92 dargestellten Kartusche und zeigt die Luftzufuhr zu den einzelnen Luftkästen über einen einzigen Luftverteiler (2035), der an ein Luftrohr (2040) angeschlossen ist.
-
94 zeigt eine alternative Ansicht der in 92 dargestellten einzelnen Kartusche.
-
95 zeigt eine alternative Ansicht der in 92 dargestellten einzelnen Kartusche.
-
96 zeigt eine alternative Ansicht der in 92 dargestellten einzelnen Kartusche.
-
97 zeigt eine kombinierte sekundäre Verarbeitungseinheit und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems und detailliert teilweise einen Port für einen Zusatzbrenner (139), einen Schlackenausgang (130) und einen Plasmabrenner-Einlass (141). Bei dieser Ausführungsform ist das Impediment eine massive Refraktärkuppel (145) mit mehreren Leitungen (151), die mit keilförmigen Ziegeln in der interzonalen Region eingebaut ist.
-
98 bis 100 detaillieren das Impediment der in 97 dargestellten kombinierten sekundären Verarbeitungs- und Schmelzeinheit.
-
101 detailliert die Bodenprofile für die primäre Verarbeitungseinheit.
-
102A zeigt eine Ausführungsform des Schlackenlochs für den seitlichen Austritt aus der Schmelzeinheit, die aus zwei Refraktärbereichen besteht (durch gestrichelte Linien dargestellt). Keramikpapier und/oder eine Decke (1020) sind dargestellt. 102B zeigt in verschiedenen Ausführungsformen, wie die Refraktär-Steckteile für das Schlackenloch für den seitlichen Austritt in der Kammer gehandhabt werden können. I zeigt sie auf beweglichen Stützen mit Rollen. II zeigt sie angehoben und mit einem Schienensystem bewegt. III zeigt sie mit einem mechanischen Heber platziert.
-
103 zeigt eine kombinierte sekundäre Verarbeitungs- und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, wobei teilweise dargestellt wird, wo Asche/Schlacke/Char austritt und in die Schmelzeinheit (1250) eintritt.
-
104A und 104B sind schematische Darstellungen des unteren Teils einer kombinierten sekundären Verarbeitungs- und Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, wobei teilweise dargestellt wird, wo Asche/Schlacke/Char austritt und in die Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems eintritt. Die festen Rückstände (1206) gelangen über eine schräge Krümmung mit einer potenziellen Lanzenstelle (1279) in die Schmelzeinheit. Ebenfalls dargestellt sind der Lichtbogenbrenner mit übertragenem Bogen (1277), die Elektrode (1274), der Brenner (1273), das Ableitblech (1010), der Luftkasten (1502) und die Füllstoff- und Metallabfuhr (1275). Ein Ableitblech (1010) regelt den Materialfluss. Wenn die Tür (1128) offen ist, können Refraktärplatten (1018) eingeschoben werden, um die Höhe des Ableitblechs zu verstellen. Die oberen Platten (130) sind dünner. Die Blocks (1018) stützen das Ableitblech. Die Refraktärblocks oder -platten werden durch Aussparungen (1029) gestützt. 104B zeigt eine Ansicht durch das Rohr vom Schlackenabsetzbecken aus.
-
105 ist eine schematische Darstellung eines Brenners gemäß einer Ausführungsform der Schmelzeinheit (1250) und zeigt die Anordnung des Brenners in Draufsicht. Ebenfalls dargestellt sind Refraktär (1018), Schlackenabsetzbecken (1258), Elektrode (1274) und Brenner (1273).
-
106 zeigt eine Ausführungsform einer Schmelzeinheit. Dargestellt sind Input (1252), Plasmabrenner (1303), Hot Face (1131), Sichtport und Kratzer (1135), wahlweise Brennerabgasleitung (1145), IFB (1138), Stahlschale (1134), Sauerstofflanze (1133), wahlweise kleiner Brenner (1273) zum Heißhalten des Schlackenendes, und der Wasserquencher (1136).
-
107 zeigt eine Ausführungsform einer Schmelzeinheit. Dargestellt werden Input (1252), Plasmabrenner (1303), Hot Face (1131), Sichtport und Kratzer (1135), passives Gitter (1313), wahlweise Brenner-Abgasleitung (1145), IFB (1138), Stahlschale (1134), Sauerstofflanze (1133), wahlweise kleiner Brenner (1273) zum Heißhalten des Schlackenendes, und Wasserquencher (1136).
-
108 zeigt eine Ausführungsform einer Schmelzeinheit.
-
109 zeigt verschiedene Ausführungsformen von Stichlöchern. (A): Eingeschlossene Induktionserwärmer (1137) umgeben ein aus dem Refraktär herausführendes ”Rohr” und erhöhen die Temperatur des umliegenden Refraktär; das ermöglicht der Schlacke (1139), durch das ”Rohr” zu fließen und aus der Schmelzeinheit (1250) auszutreten (1140). Wenn genügend Schlacke entfernt ist, werden die Induktionserwärmer ausgeschaltet, und die Schlacke verfestigt sich im ”Rohr”. Beim Austreten darf die geschmolzene Schlacke nicht höher als bis zum Oberrand des ”Rohrs” steigen, damit sich Gase in der Kammer nicht mit der Außenluft vermischen. (B): Die Sauerstofflanze (1133) wird benutzt, um ein Loch in die weiche Refraktärpaste (1141) zu ”brennen” damit die geschmolzene Schlacke (1139) austreten (1140) kann. Der Fluss wird gestoppt, indem etwas Refraktärpulver in das Loch geworfen oder ein Stück Keramikdecke in das Loch geschoben wird. Beim Austreten darf die geschmolzene Schlacke nicht höher als bis zum Oberrand des ”Rohrs” steigen, damit sich Gase in der Kammer nicht mit der Außenluft vermischen. (C): Ein wassergekühlter Stecker (1142) ist (teilweise) herausgezogen, um das Schlackenloch freizulegen. Es wird wieder eingeschoben, um den Fluss zu stoppen bevor das Loch die Gefäßumgebung der Außenluft aussetzt (Kammer leer). Das Material ”klebt” nicht am Stecker, weil er eine glatte, kühle Oberfläche hat. (D): Ein Metall-”Keil” (1138) ist im Schlackenloch ein- und ausgeschoben, um den Schlackenfluss zu regeln. Der Keil kann schnell in die Kammer zurückgeführt werden, um zu verhindern, dass die geschmolzene Schlacke eine zu niedrige Ebene erreicht. (E): Schlacke tritt aus, wenn sie aufgrund der Schwerkraft durch das Schlackenloch geschoben wird, wobei die Höhe des Absetzbeckens etwa auf derselben Höhe wie der Schlackenlochausgang bleibt. (F): Dieselbe Methode wir in (E), aber hier tritt die Schlacke aus einem vertikalen Loch im Refraktär aus, und eine Lanze wird dazu verwendet, das Schlackenloch zu öffnen, wenn es verstopft ist. (G): Schlacke tritt aus einem temperaturgeregelten (angewärmten oder gekühlten) Einbauteil im seitlichen Refraktärbereich der Kammer mit einem (gewöhnlich kegelförmigen) Stöpsel aus und wird gegen den Ausgang geschoben, um den Schlackenfluss aus der Kammer zu regeln/zu stoppen. (H): Schlacke tritt aufgrund der Schwerkraft aus, aber der endgültige Ausgang ist ein austauschbarer Wehrblock. Kann je nach Bedarf erwärmt oder gekühlt werden (nicht dargestellt).
-
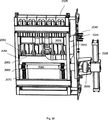
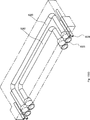
110A bis 110G zeigen verschiedene isometrische Ansichten gemäß einer Ausführungsform des C-Konversionssystems; sie detaillieren eine horizontal ausgerichtete primäre Verarbeitungseinheit (4000) mit Transportgitter (4002), eine kombinierte vertikal ausgerichtete sekundäre Verarbeitungseinheit (4201) und eine Schmelzeinheit (4250) mit interzonaler Region und Plasmabrenner (4301), eine Gas-Umformulierungseinheit mit Wirbelseparator (4400), Raffinierkammer (4302) und zwei Plasmabrenner (4301).
-
111A und 111B zeigen verschiedene Ausführungsformen des Wirbelseparators der Gas-Umformulierungseinheit, in der umformuliertes Syngas in den Zyklon zurück recycelt wird, um die Vermischung und den Wirbeleffekt zu bewirken. Dargestellt sind ein Wirbelrohr (1406), der Wirbelrohreinsatz (1407), ein geringfügiges Leck (1411), der Recycling-Gas-Ausgang (1412), die Stütze für das Innenrohr (1413), die Stütze für den Einsatz (1414), und der Syngas-Ausgang (1507).
-
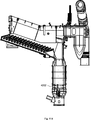
112 zeigt eine Seitenansicht einer Ausführungsform des C-Konversionssystems und detailliert eine horizontal ausgerichtete primäre Verarbeitungseinheit (4000) mit einem Transportgitter (4002) und dazugehörigem Fördersystem (4001), eine kombinierte vertikal ausgerichtete sekundäre Verarbeitungs- (4201) und Schmelzeinheit (4250) mit interzonaler Region und Plasmabrenner (nicht dargestellt), und eine Gas-Umformulierungseinheit mit Wirbelseparator (4400), einer Raffinierkammer (nicht dargestellt) und Plasmabrennern (4301). Die Gas-Umformulierungseinheit enthält einen Wirbelseparator mit Plasmabrennern auf der Auskragung des Zykloneingangs und in der alternativen Stellung innerhalb der Wirbelkammer.
-
113 zeigt eine isometrische Ansicht der in 112 dargestellten Ausführungsform.
-
114 zeigt eine Seite der in 112 dargestellten Ausführungsform, mit einem Ausschnitt, der das Innere der Gefäße (Kammern) darstellt.
-
115A und 115B zeigen eine Ausführungsform des Wirbelseparators der Gas-Umformulierungseinheit. 115A zeigt eine Vorderansicht mit den Brennern an der Einlassauskragung des Zyklons. 115B zeigt eine Draufsicht des Zyklons, wobei Deckel und Brenner nicht dargestellt sind.
-
116A bis 116D zeigen alternative Ansichten der in 115 dargestellten Ausführungsform mit internen Details. 116A zeigt eine Seitenansicht. 116B zeigt eine isometrische Ansicht. 116C zeigt eine Seitenansicht entlang der Achse mit dem Ausgang, mit Raffinier-(Umformulier-)kammer und dem heißen Rohr zum Rekuperator. 116D zeigt eine Seitenansicht parallel zum Einlass des Zyklons.
-
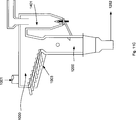
117 zeigt die horizontal ausgerichtete primäre Verarbeitungseinheit gemäß einer Ausführungsform des C-Konversionssystems in Seitenansicht und detailliert die untere Gitterposition jeder Kartusche (2000).
-
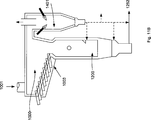
118 zeigt die in 117 dargestellte horizontal ausgerichtete primäre Verarbeitungseinheit in isometrischer Ansicht. Hier ist der Eingang zur Auskragung des Zyklons sichtbar.
-
119A und 119B zeigen zwei weitere isometrische Ansichten der horizontal ausgerichteten primären Verarbeitungseinheit gemäß der in 117 dargestellten Ausführungsform des C-Konversionssystems. 119A zeigt den Start der Kammer, wo der Feedstock eingespeist wird. 119B ist ein Schnitt durch die Wand der Materialeingabe, der Teile des Inneren der Kammer darstellt.
-
120 zeigt eine Seitenansicht der in 117 dargestellten horizontal ausgerichteten primären Verarbeitungseinheit, wobei ein Schnitt entlang der Sichtebene interne Details wie das Transportgittersystem und das den Gasstrom regelnde Ableitblech darstellt.
-
121 zeigt eine Vorderansicht der in 117 dargestellten horizontal ausgerichteten primären Verarbeitungseinheit, wobei ein Schnitt das Innere der Kammer darstellt und die Trennung zwischen der Gaszone oben und den Ebenen und dem Absatz am Boden der Kammer zeigt.
-
122 zeigt eine kombinierte sekundäre Verarbeitungs- und Schmelzeinheit, teilweise gemäß einer Ausführungsform des C-Konversionssystems und detailliert eine zahnradförmige Kuppel und Keramikkugeln. Außerdem zeigt dieser Querschnitt auch Optionen für den Schlackenaustritt aus der Kammer entweder an der Seite oder am Boden.
-
123 zeigt eine Ausführungsform des C-Konversionssystems und detailliert die primäre Verarbeitungseinheit (1000) mit Feedstock-Input (1001), Ableitblech (1010) und Transportgitter (1003), eine kombinierte sekundäre Verarbeitungs- und Schmelzeinheit (1200) mit Plasmaquelle (1303) und Brenner (1273) und Schlackenaustritt (1252) und die Gas-Umformulierungseinheit (1300) mit dem Wirbelseparatorsystem (1401) und der Plasmaquelle (1303) und Feinstoffsammlung (1402).
-
124 zeigt die Regelung des in 123 dargestellten C-Konversionssystems, wobei der Luftstrom mit Durchflussregelventilen (100) geregelt wird und der Leitungsdruck mit einen Sensor (1703) wie z. B. einem Drucksensor gemessen wird, um das Prozess-Luftgebläse (4033) zu regeln.
-
125 zeigt eine Ausführungsform der Regelung des in 123 dargestellten C-Konversionssystems, wobei die Position der Ramme durch Druck in den Hydraulikleitungen (1704) zum Zahnstangensystem (1151) bestimmt wird. Die Gesamtregelung aller Rammen geschieht mit dem Kontrollsystem, das gewöhnlich in einem mit anderen Rammen fixierten Zyklus läuft. Jede Ramme (1035) kann jedoch unabhängig funktionieren, wenn ein solcher Betrieb gewünscht ist, indem man verschiedene Sensoren wie z. B. einen Niveauschalter (1701) über der Ramme benutzt (um anzuzeigen, dass die Ramme innerhalb der Förderentfernung des Zahnstangensystems bei Auslösung vorwärts und bei Rückstellung rückwärts laufen soll), und/oder mit einem Thermoelement (1702) (Temperaturfühler), um anzuzeigen, dass der Luftkasten zu heiß ist und das Material brennt und nicht gasifiziert wird, und dass die Ramme diese Stufe überwinden muss (und auch, um die Luftzufuhr zu diesem Luftkasten (1150) zu reduzieren).
-
126 zeigt eine Ausführungsform der Regelung des in 123 dargestellten C-Konversionssystems und detailliert die Platzierung der Gasphasen-Temperaturfühler (1702), die vom Regelungsprogramm dazu verwendet werden könnten, die Regelvariablen zu verstellen und den Betrieb des Konversionsprozesses zu optimieren.
-
127 zeigt eine Draufsicht der Kuppel und der Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, die auch Kühlungstechnik integriert. Bei diesem Beispiel besteht die Kuppel aus sechs kupfernen wassergekühlten Teilen, die ihren Kern bilden, und einem (nicht dargestellten) Refraktärdeckel darüber, und Refraktärauskleidung an allen ungeschützten Seiten und am Boden der Kuppel.
-
128 zeigt eine Seitenansicht einer rundwandigen Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, die auch Kühlungstechnik integriert. Hier wird die Kammer teilweise durch wassergekühlte Kupfereinsätze gekühlt, die das Gefäß umgeben und die (nicht dargestellte) äußere Refraktärschicht auf einer Höhe durchdringen, wo sich das Schlackenabsetzbecken bilden würde.
-
129 zeigt eine teilweise transparente isometrische Ansicht einer in 128 dargestellten rundwandigen Schlackenschmelzkammer, wobei die Kühleinsätze deutlich nicht transparent dargestellt sind. Ebenfalls dargestellt sind ein Brennerport (5005), ein wassergekühlter Kupfereinsatz (5015) zum Kühlen der Kuppel, Auskehlungen, um die gegossene Schlacke am Kupfer (5020) festzuhalten, Wasserein- und -auslässe (5025), ein wassergekühlter Kupfereinsatz (5030) zum Kühlen des Schlackenlochs, ein wassergekühlter Einsatz zum Kühlen der Refraktärauskleidung des Schlackenabsetzbeckens (5035), und die mehrteilige Refraktärkuppel (5070) mit Leitungen (5072).
-
130A bis 130C zeigen Kupferkühlelemente in isometrischer Ansicht in einer rundwandigen Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, die auch Kühlungstechnik integriert. 130A zeigt in isometrischer Darstellung eine Draufsicht der wassergekühlten Kupferelemente der Kuppel. 130B zeigt in isometrischer Darstellung die Unterseite der wassergekühlten Kupferelemente der Kuppel. 130C zeigt in isometrischer Darstellung die Oberseite der wassergekühlten Kupferelemente der Kuppel, die dazu dienen, die Wände um das Schlackenabsetzbecken zu kühlen.
-
131A bis 131C zeigen in isometrischer Ansicht Kupferkühlelemente in einer rundwandigen Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, die auch Kühlungstechnik integriert. 131S ist eine transparente Darstellung, die einen internen Guss zeigt, wo Wasser durch den Kupfer fließt. 131B ist eine nicht transparente Darstellung, die Teile zeigt, wo Anker befestigt werden können, um die Refraktärauskleidung zu halten (wenn die Refraktärauskleidung in gegossener Form statt in Form von Ziegeln bevorzugt wird). 131C zeigt einen Querschnitt durch den wassergekühlten Kupfereinsatz.
-
132 zeigt eine Seitenansicht einer Schmelzeinheit gemäß einer Ausführungsform des C-Konversionssystems, die auch Kühlungstechnik integriert, wobei die Schlackenschmelzzone flache Wände und eine rechteckige Form aufweist. Dargestellt sind wassergekühlte Einsätze für die Kühlung der Refraktärwände (5035), einen Anschluss (5050) an die sekundäre Verarbeitungseinheit, einen Plasmabrenner-Port (5045), einen wassergekühlten Kupfereinsatz für das Schlackenloch (5030) mit inneren und äußeren Stücken, und eine wassergekühlter Rinne (5040).
-
133A bis 133E zeigen verschiedene Ansichten der in 132 dargestellten Schmelzeinheit. 133A zeigt eine potenzielle Anordnung des wassergekühlten Kuppereinsatzes um die Kammer (Kammerschale und Refraktär nicht dargestellt). Die Aussparungen halten gegossene Refraktärauskleidung am Kupfer fest. Wasserein- und -auslässe (5025) und Thermoelemente (5026) sind ebenfalls dargestellt. 133B zeigt eine alternative Ausführungsform, die als wassergekühlte Halbkuppel (statt als sechs tortenstückförmige Teile) ausgebildet ist. 133C zeigt eine isometrische Darstellung einer als Massivteil ausgebildeten Ausführungsform. 133D zeigt eine isometrische transparente Darstellung, die eine potenziellen Leitungsrinne im Kupfer zeigt, durch die das Wasser laufen könnte. Ebenfalls dargestellt sind ein Tiefkühlkanal (5080), flache Kühlkanäle (5082), Thermoelemente (5026) und ein Wasserein- und -auslass (5025). Flache Kühlkanäle werden bei niedrigeren Temperaturen als die Tiefkühlkanäle benutzt. Die Bestimmung, welche Kühlkanäle benutzte werden sollen, richtet sich nach den Thermoelementen und internen Verarbeitungstemperaturen. 133E zeigt eine transparente isometrische Darstellung eines wassergekühlten Kupfereinsatzes in der Seitenwand für die Schlackenschmelzzone, in rechteckiger Form.
-
134A und 134B zeigen verschiedene Ausführungsformen des C-Konversionssystems. 134A zeigt eine Ausführungsform, bei der ein Plasmabrenner an der Auskragung des Zyklons angebracht, aber teilweise gleichlaufend mit diesem ausgerichtet ist. 134B zeigt eine Ausführungsform, bei der ein Plasmabrenner an der Auskragung des Zyklons angebracht, aber senkrecht zu diesem ausgerichtet ist.
-
135A und 135B zeigen verschiedene Ausführungsformen des C-Konversionssystems. 135A zeigt eine Ausführungsform, bei der ein Plasmabrenner zwischen der primären Verarbeitungseinheit und einer sekundären Verarbeitungseinheit und dem Zyklon angebracht ist und der Zyklon sich intern im C-Konversionssystem befindet. 135B zeigt eine Ausführungsform der Erfindung, bei der die Plasmabrenner im Zyklon angebracht sind und der Zyklon sich intern im C-Konversionssystem befindet.
-
136 zeigt eine Ausführungsform des C-Konversionssystems, bei der zwei Plasmabrenner zwischen der primären Verarbeitungseinheit (1000) und einer sekundären Verarbeitungseinheit (1201) und dem Zyklon angebracht sind. Sie sind gegeneinander ausgerichtet, aber versetzt (gewöhnlich um mindestens mehrere Zentimeter), so dass ihre Plasmastrahlen sich nicht gegenseitig zerstören. Dadurch wird das Plasma gleichlaufend und entgegengesetzt laufend hinzugefügt, bevor das Gas in den Zyklon eintritt.
-
137A und 137B zeigen Ausführungsformen (teilweise) des C-Konversionssystems, bei denen der Plasmabrenner (1303) in der Umformulierungskammer (1300) angebracht ist, wobei der Brenner erstens gleichlaufend mit dem Fluss liegt, während das Gas den Zyklon verlässt (1400), und zweitens entgegengesetzt zum Fluss liegt (aber nicht so ausgerichtet, dass der Plasmastrahl in den Zyklon eindringen kann). Ebenfalls dargestellt ist der Rekuperator (1500).
-
DETAILLIERTE BESCHREIBUNG DER ERFINDUNG
-
Definitionen
-
Der hier verwendete Begriff ”ca.” bedeutet eine Abweichung von ungefähr plus oder minus 10% eines angegebenen Wertes. Es versteht sich, dass eine solche Variation für alle hier angegebenen Werte gilt, ob spezifisch darauf Bezug genommen wird oder nicht.
-
Der hier verwendete Begriff ”Abgas” bedeutet allgemein ein Gas, das im Laufe des Gasifizierungsverfahrens vor der Kühlung, Reinigung oder Veredlung erzeugt wird.
-
Der hier verwendete Begriff ”Syngas” bedeutet Abgas, das umformuliert worden ist (Synthesegas).
-
Die hier verwendeten Begriffe ”Zyklon”, ”Wirbelseparator” und ”Wirbelseparatorsystem” werden austauschbar und synonym verwendet und können sich auf Zyklone, Zyklonreihen, Wirbelseparatoren, Wirbelreaktoren und Wirbelrohre sowie andere Einrichtungen der Gasreinigungstechnik beziehen, die nach dem Prinzip der Partikelträgheit/Gasträgheit und der Zentrifugalkraft von Wirbeln arbeiten.
-
Falls nicht anderweitig angegeben, haben alle hier verwendeten technischen und wissenschaftlichen Begriffe dieselbe Bedeutung, die vom Durchschnittsfachmann in dem Gebiet der Technik verstanden wird, auf das sich diese Erfindung bezieht.
-
ÜBERBLICK ÜBER DAS C-KONVERSIONSSYSTEM
-
Die Erfindung bezieht sich auf ein C-Konversionssystem mit vier Funktionseinheiten, wobei jede Einheit ein oder mehr Zonen aufweist und wobei die Einheiten integriert sind, um die gesamte Konversion von kohlenstoffhaltigem Feedstock in Syngas und Schlacke zu optimieren. Die Prozesse, die innerhalb jeder Zone des Systems vor sich gehen, können zum Beispiel durch die Konfiguration jeder Einheit sowie durch Beeinflussung der in jeder Zone auftretenden Bedingungen mit einem Kontrollsystem optimiert werden. Im Kontext der Erfindung wird eine Konversion bzw. ein Prozess ”optimiert”, wenn z. B. die Effizienz der Konversion/des Prozesses innerhalb vorgegebener Parameter liegt, wenn die mit der Konversion/dem Prozess verbundenen Kosten vorgegebenen Parametern entsprechen, wenn der Inhalt des erzeugten Syngases innerhalb vorgegebener Parameter liegt, oder durch eine Kombination dieser Faktoren. Das im C-Konversionssystem erzeugte Syngas kann z. B. in Gasmotoren, Gasturbinen, in der chemischen Industrie, in Brennstoffzellen oder dergleichen Verwendung finden.
-
Die vier Funktionseinheiten des C-Konversionssystems sind: eine primäre Verarbeitungseinheit, eine sekundäre Verarbeitungseinheit, eine Schmelzeinheit und eine Gas-Umformulierungseinheit. Wahlweise kann das System auch andere Einheiten enthalten wie z. B. Einheiten, die beim gesamten C-Konversionsverfahren helfen oder den Ablauf der Syngasverarbeitung ermöglichen.
-
Die primäre Verarbeitungseinheit ist so konfiguriert, dass sie mindestens eine Trockenzone aufweist, um die Feuchtigkeit aus dem kohlenstoffhaltigen Feedstock zu entziehen, und eine Volatisierungszone, um die kohlenstoffhaltigen Anteile des Feedstocks zu volatisieren und dadurch verarbeiteten Feedstock und ein primäres Abgas zu erzeugen. Wahlweise enthält die primäre Verarbeitungseinheit direkte oder indirekte sekundäre Möglichkeiten, um dem Feedstock Additive hinzuzufügen und damit den Kohlenstoffgehalt des primären Feedstocks zu regeln. Die sekundäre Verarbeitungseinheit enthält ein oder mehr Zonen, die so konfiguriert sind, dass sie den bearbeiteten Feedstock aufnehmen und in feste Rückstände und sekundäres Abgas umwandeln können. Die Schmelzeinheit ist so konfiguriert, dass die festen Rückstände vitrifiziert und wahlweise ein Schmelzeinheit-Gas erzeugt. Die Gas-Umformungseinheit enthält ein oder mehr Zonen zum Umformulieren des im Inneren der anderen Funktionseinheiten erzeugten Gases.
-
Das Kontrollsystem enthält Sensorelemente für die Überwachung und Messung von Daten in Bezug auf die Betriebsparameter innerhalb des Systems, und Ansprechelemente für die Einstellung der Betriebsbedingungen innerhalb des Systems. Das Kontrollsystem funktioniert, um einen gewissen Umfang an Variabilität im Syngasprodukt aufrecht zu erhalten.
-
Die vier Funktionseinheiten des C-Konversionssystems können als eigenständige Baugruppen zusammengeschaltet sein, oder es können zwei oder mehr Einheiten eine einzige Baugruppe bilden. Verschiedene Ausführungsformen der Erfindung führen zu einem C-Konversionssystem, in dem die vier Funktionseinheiten als eigenständige Baugruppen zusammengeschaltet sind, einem C-Konversionssystem, in dem manche Einheiten als eigenständige Baugruppen zusammengeschaltet sind, während andere Einheiten als einzelne Baugruppen bestehen bleiben, oder einem C-Konversionssystem, in dem die vier Funktionseinheiten zusammen eine einzige Baugruppe bilden. Es ist auch denkbar, dass eine bestimmte Funktionseinheit mehr als eine Baugruppe enthält.
-
Wenn Funktionseinheiten als eigenständige Baugruppen bestehen, sind die Verbindungen zwischen den angrenzenden Einheiten so konfiguriert, dass sie den unterschiedlichen Bedingungen Rechnung tragen, unter denen jede Einheit arbeitet, sowie den Konstruktionsunterschieden zwischen den einzelnen Einheiten entsprechen, damit die Einheiten als ein integriertes System funktionieren können. So können z. B. die Verbindungen zwischen den Einheiten so konfiguriert sein, dass sie den verschiedenen Wärmeausdehnungs-Koeffizienten der einzelnen Einheiten Rechnung tragen und/oder einen kontinuierlichen Materialfluss durch das gesamte System aufrecht erhalten. Die Erfindung betrifft ebenfalls Verbindungen zwischen Einheiten, die so konfiguriert sind, dass die Einheiten bei Bedarf leicht voneinander getrennt und ausgetauscht werden können, und/oder dass Zugang zu den Einheiten gewährleistet ist.
-
Die Bedingungen innerhalb jeder Zone des C-Konversionssystems werden mit dem Kontrollsystem bestimmt. Innerhalb einer Zone stattfindende Prozesse werden optimiert, indem die Bedingungen mit dem Kontrollsystem verändert werden, aber auch durch die Konfiguration der Einheit, in der die Zone liegt. So kann z. B. die Position der Wärme- oder Energiequellen, der Additiveingänge und dergleichen innerhalb einer Einheit dazu beitragen, den vorherrschenden Prozess in einer bestimmten Zone in der Einheit zu optimieren.
-
Im allgemeinen wird das C-Konversionsverfahren wie folgt im C-Konversionssystem durchgeführt: Der Feedstock wird in der primären Verarbeitungseinheit bei einer Temperatur von generell unter ca. 800°C aufgeheizt, wobei das Hauptverfahren darin besteht, alle Restfeuchtigkeit aus dem Feedstock zu beseitigen und die kohlenstoffhaltigen Anteile aus dem Feedstock schnell und wirksam zu volatisieren. Der dadurch entstehende bearbeitete Feedstock, der Char enthält, wird in der sekundären Verarbeitungseinheit höheren Temperaturen (z. B. ca. 1000°C bis ca. 1200°C) ausgesetzt, wodurch die zusätzliche C-Konversion erzielt wird, die notwendig ist, um die vollständige Konversion des bearbeiteten Feedstocks in Abgas und Asche oder feste Rückstände zu beenden. Asche oder feste Ruckstände von der sekundären Verarbeitungseinheit werden in der Schmelzeinheit zu Schlacke vitrifiziert. In der primären Verarbeitungseinheit, der sekundären Verarbeitungseinheit und/oder der Schmelzeinheit erzeugtes Gas wird in der Gas-Umformulierungseinheit umformuliert. Die Gas-Umformulierungseinheit enthält mindestens eine Energiequelle (z. B. eine Plasma- oder Wärmequelle) und wahlweise ein oder mehr Separatoren (z. B. Wirbelseparatoren). Zu anderen Energiequellen, die für die Umformulierungseinheit geeignet sind, gehören z. B. thermische Heizung, Plasmastrahlen, Wasserstoffbrenner, Elektronenstrahlkanonen, Laser, Strahlungsquellen und dergleichen.
-
Das heiße Syngasprodukt des C-Konversionssystems kann wahlweise vor weiterer Reinigung und Veredlung einer Abkühlungsstufe ausgesetzt werden. Bei einer Ausführungsform der Erfindung enthält das C-Konversionsverfahren eine Wärmerückgewinnungseinheit zur Kühlung des heißen Syngasprodukts aus dem C-Konversionsverfahren. Bei einer Ausführungsform ist die Wärmerückgewinnungseinheit ein Rekuperator. Bei einer solchen Ausführungsform kann der Rekuperator einen Wärmetauscher zur Übertragung der fühlbaren Wärme an eine anderswo verwendbare Flüssigkeit enthalten. Bei einer Ausführungsform besteht der Wärmetauscher aus einem Syngas-Luft-Wärmetauscher (allgemein auch Rekuperator genannt), der fühlbare Wärme vom Syngas gewinnt und sie der Umweltluft zuführt, um beheizte Luft zu erzeugen. Bei dieser Ausführungsform geht die beheizte Luft wahlweise in die primäre Verarbeitungseinheit oder die sekundäre Verarbeitungseinheit. Der Rekuperator kann wahlweise einen Wärmerückgewinnungs-Dampferzeuger enthalten, um Dampf zu erzeugen, der z. B. eine Dampfturbine antreiben oder als Prozessadditiv in das C-Konversionssystem eingespeist werden kann. Bei einer Ausführungsform der Erfindung enthält das C-Konversionssystem einen Syngas-Luft-Wärmetauscher, der fühlbare Wärme vom Syngas gewinnt und sie in die primäre Verarbeitungseinheit und/oder die sekundäre Verarbeitungseinheit recycelt.
-
Unter Bezugnahme auf 1A wird beispielhaft eine Ausführungsform des C-Konversionssystems dargestellt, bei der das System vier Funktionseinheiten einschließlich einer primären Verarbeitungseinheit 1, einer sekundären Verarbeitungseinheit 2, einer Schmelzeinheit 3 und einer Gas-Umformulierungseinheit 4 enthält. Wie gezeigt, ist die primäre Verarbeitungseinheit 1 mit der sekundären Verarbeitungseinheit 2 verbunden, die wiederum mit der Schmelzeinheit 3 verbunden ist. Die Gas-Umformulierungseinheit 4 ist jeweils operativ mit der primären Verarbeitungseinheit 1, der sekundären Verarbeitungseinheit 2 und der Schmelzeinheit 3 verbunden. Je nach Ausführungsform des C-Konversionssystems kann man sich die operative Verbindung zwischen der Gas-Umformulierungseinheit und einer der anderen drei Funktionseinheiten des C-Konversionssystems als indirekte oder direkte operative Verbindung vorstellen.
-
Eine Ausführungsform des C-Konversionssystems wird in 1B dargestellt. Bei dieser Ausführungsform enthält das C-Konversionssystems eine aus mehreren Zonen bestehende, mit Refraktär ausgekleidete Kammer mit ein oder mehr Inputs (1001) zur Aufnahme des kohlenstoffhaltigen Feedstocks, einen Syngasausgang, einen Schlackenausgang, beheizte Luft-Inputs, wahlweise einen Partikelseparator (wie z. B. einen Wirbelseparator (1400)) und Quellen von Plasma und/oder Plasmaalternativen, um die festen Rückstände zu Schlacke zu schmelzen und das Abgas umzuformulieren.
-
Eine in 1C dargestellte Ausführungsform des C-Konversionssystems enthält eine horizontal ausgerichtete primäre Verarbeitungseinheit (1000), eine vertikal orientierte sekundäre Verarbeitungseinheit (1201) mit dazugehöriger Schmelzeinheit (1250), eine Gas-Umformulierungseinheit (1300) und wahlweise einen Rekuperator (1500). Die Gas-Umformulierungseinheit enthält eine Plasmaquelle oder ihr Äquivalent und wahlweise einen Wirbelseparator (1400). Wenn ein Wirbelseparator vorhanden ist, kann Gas in der Umformulierungseinheit vor, nach oder während der Wirbelseparation umformuliert werden. Bei manchen Ausführungsformen ist der Schlackenausgang (1252) operativ mit einem Schlackengranulationssystem (1251) verbunden.
-
Gewöhnlich kann das im C-Konversionssystem stattfindende C-Konversionsverfahren (hier auch als ”Gasifizierung” bezeichnet) in drei Stufen eingeteilt werden: Trocknung, Volatisierung, und Konversion von Char in Asche (oder Kohlenstoff).
-
Stufe I: Trocknung des Materials
-
Die erste Stufe des Verfahrens ist die Trocknung, die hauptsächlich zwischen 25°C und 400°C stattfindet. Bei diesen niedrigen Temperaturen kann auch Volatisierung und etwas Kohlenstoff-Asche-Konversion stattfinden.
-
Stufe II: Volatisierung des Materials
-
Die zweite Stufe des Verfahrens ist die Volatisierung, die hauptsächlich zwischen 400°C und 700°C stattfindet. Bei dieser Temperatur findet auch ein geringer Teil (der restliche Teil) der Trocknung sowie etwas sekundäre Verarbeitung (Char zu Abgas) statt.
-
Stufe III: C-Konversion
-
Die zweite Stufe des Verfahrens ist die C-Konversion, die im Temperaturbereich zwischen 600°C und 1000°C stattfindet. Bei dieser Temperatur findet auch ein geringer Teil (der restliche Teil) der Volatisierung statt. Nach dieser Stufe sind die wichtigsten Produkte im Wesentlichen kohlenstofffreie feste Rückstände (Asche) und Abgas.
-
Um die Ausbeute des gewünschten Syngasprodukts zu erhöhen, ist beim oben beschriebenen Verfahren vorzuziehen, die Konversion des kohlenstoffhaltigen Feedstocks in die gewünschten Gasprodukte zu maximieren. Daher stellt das C-Konversionssystem ein System dar, das die im Wesentlichen vollständige Konversion des verfügbaren Kohlenstoffs im Feedstock in Syngas gewährleistet, während es auch die Rückgewinnung von Syngas und einem Schlackenprodukt vorsieht. Bei verschiedenen Ausführungsformen sieht das C-Konversionssystem auch die Zufuhr von Heißluft und/oder Prozessadditiven wie z. B. Dampf und/oder kohlenstoffreichem Gas und/oder Kohlenstoff vor, um die Konversion von Kohlenstoff in das gewünschte Syngasprodukt zu vollziehen. Das C-Konversionssystem erzeugt auch Plasma oder ein Äquivalent, um die vollständige Konversion anorganischer Rückstände (z. B. Asche) in eine vitrifizierte Substanz oder Schlacke zu ermöglichen und das Abgas zu aufzubereiten und/oder umzuformulieren und dabei das gewünschte Syngas zu erzeugen.
-
Das C-Konversionsverfahren ermöglicht die Erzeugung von Syngas, indem in einem integrierten System nacheinander die Trocknung des Feedstocks, die Volatisierung, die C-Konversion und die Abgas-Umformulierung gefördert wird.
-
Insbesondere dient die primäre Verarbeitungseinheit in erster Linie der Trocknung des Feedstocks und der Volatisierung der kohlenstoffhaltigen Bestandteile des Feedstocks. Die sekundäre Verarbeitungseinheit dient dazu, alle übrig bleibenden flüchtigen Stoffe aus dem bearbeiteten Feedstock zu entfernen und den im Char verbleibenden Kohlenstoff zu verwerten, indem z. B. Luft, intensive Wärme von der Schmelzeinheit zugeführt wird und eine Verweilzeit entsteht, die die Rückgewinnung von Kohlenstoff fördert.
-
Als Resultat erzeugen die beiden Verarbeitungseinheiten zwei deutliche Abgasströme. Die primäre Verarbeitungseinheit liefert ein Gas von hohem Heizwert voller flüchtiger Stoffe, Wasserdampf und anderen wasserstoffhaltigen Verbindungen, während die sekundäre Verarbeitungseinheit ein Abgas erzeugt, das vorwiegend aus CO und CO2 besteht und auch etwas H2, schwere Kohlenstoffverbindungen und Kohlenstoffruß enthält.
-
Die Gas-Umformulierungseinheit mit ihrem wahlweise vorhandenen Partikelseparator sorgt für die Ausscheidung von Feinstoffen im Gas und die Umformulierung des Gases in Syngas. Der Einbau eines Wirbelseparators hilft, Verstopfung und Abnutzung der nachgeschalteten Geräte zu reduzieren, die negativen Auswirkungen von Feinstoffen zu reduzieren und die Notwendigkeit der nachfolgenden Reinigung zu verringern, wenn kondensierbare Teerstoffe vorhanden sind.
-
Unter Bezugnahme auf 4 und 5, die Blockdiagramme darstellen und Material- und Gasbeförderung durch eine Ausführungsform des C-Konversionssystems und der nachfolgenden Systeme einschließlich einem Rekuperator (1500) detaillieren, tritt kohlenstoffhaltiger Feedstock (1002) in die primäre Verarbeitungseinheit (1000) des C-Konversionssystems ein, wobei alle Feuchtigkeit aus dem kohlenstoffhaltigen Feedstock entzogen wird und flüchtige Bestandteile des Feedstocks durch Erwärmung mit Heißluft (1505) volatisiert werden, die im Rekuperator (1500) oder einem Allesbrenner (1253) erzeugt werden kann, der die Umgebungsluft oder kalte Luft (1502 und 1504) erwärmt; dadurch entsteht ein bearbeiteter Feedstock (1003), das Char enthält. Die sekundäre Verarbeitungseinheit (1201) erhält der bearbeitete Feedstock von der primären Verarbeitungseinheit (1000) und wandelt es in einen Rückstand (1206) und ein Abgas (1205) um. Bei der dargestellten Ausführungsform, tritt Gas (1204/1205) von der primären Verarbeitungseinheit (1000) und der sekundären Verarbeitungseinheit (1201) in den Wirbelseparator (1400) der Gas-Umformulierungseinheit ein, wodurch die Feinstoffbelastung des Abgases vor der Umformulierung (1301) reduziert wird. Abgas mit reduzierter Feinstoffbelastung (1403) wird umformuliert. Das aus der Umformulierungszone austretende heiße Syngas (1501) strömt durch einen Rekuperator (1500), in dem fühlbare Wärme für optimale Verwertung rückgewonnen wird. Das gekühlte Syngas (1501) kann wahlweise durch ablaufseitige Gasaufbereitung (1600) aufbereitet oder gereinigt werden. Das gereinigte und/oder aufbereitete Gas kann in geeigneten Tanks (1601) gelagert werden, um später in Motoren (1602) Verwendung zu finden.
-
Rückstände (1206) aus der sekundären Verarbeitungseinheit und wahlweise Feinstoffe (1402) vom Wirbelseparator (1400) werden in der Schmelzeinheit geschmolzen, um unter Einwirkung von Wärme aus einer Plasmaquelle (1302) oder einem Äquivalent ein Heißschlackeprodukt (1255) zu erzeugen. Das Heißschlackeprodukt (1255) wird wahlweise granuliert oder anderweitig in einem Schlackebearbeitungssystem (1256) behandelt, um ein gekühltes Schlackeprodukt (1257) zu erzeugen. Wärme wird der Schlackenzone aus der Plasmaquelle (1301) und einem zusätzlichen Allesbrenner (153), der wahlweise Syngas oder einen anderen Brennstoff (1264) verwenden kann.
-
Unter Bezugnahme auf 6 werden dem System auf verschiedenen Stufen wahlweise Prozessadditive hinzugefügt, um die darin stattfindenden Prozesse und/oder die Konversion von Kohlenstoff im Feedstock (1002) in das gewünschte Syngasprodukt zu ermöglichen. Prozessadditive (1004) wie Feedstock mit hohem Kohlenstoffgehalt, Dampf und/oder Gas mit hohem C-Gehalt, und/oder Kohlenstoff können dem Feedstock vor Beginn des Prozesses, in verschiedenen Stufen des Prozesses (z. B. Hinzufügung in spezifischen Einheiten), an der Verbindungsstelle zwischen Einheiten oder den Produkten der spezifischen Einheiten hinzugefügt werden.
-
Das C-Konversionssystem enthält weiterhin ein oder mehr Kontrollsysteme, die den Betrieb des C-Konversionssystems und wahlweise auch die angeschlossenen Einheiten einschließlich der Schlackengranulationseinheit und/oder einer Wärmeumlaufeinheit zur Wiedergewinnung der Wärme aus dem Syngas regeln.
-
DER FEEDSTOCK
-
Der Feedstock zur Verwendung im erfindungsgemäßen C-Konversionssystem enthält verschiedene kohlenstoffhaltige Stoffe. Beispiele eines geeigneten Feedstocks beinhalten gefährliche und ungefährliche Abfallstoffe wie kommunaler Festmüll, Industrieabfälle, biomedizinische Abfälle, kohlenstoffhaltige Stoffe, die sich nicht zum Recycling eignen (einschließlich nicht wieder verwertbare Kunststoffe), Klärschlamm, Kohle, Schweröle, Petrolkoks, Bitumen, schwere Raffinerierückstände, Raffinerieabfälle, mit Kohlenwasserstoff kontaminierte Feststoffe, Biomasse, landwirtschaftliche Abfälle, kommunale Feststoffe, gefährliche Abfälle und Industrieabfälle oder dergleichen. Beispiele von Biomasse, die sich für Gasifizierung eignet, beinhalten Holzabfälle, frisches Holz, Überreste aus der Obst-, Gemüse- und Getreideverarbeitung, Papierfabrikabfälle, Stroh, Gras, Stallmist oder dergleichen.
-
Das erfindungsgemäße System kann je nach Bedarf dem zu verarbeitenden Feedstock angepasst oder modifiziert werden. Wenn z. B. ein Feedstock verwendet wird, der einen höheren Kohlenstoffanteil enthält, kann das C-Konversionssystem so konfiguriert werden, dass es eine größere sekundäre Verarbeitungseinheit aufweist als für einen Feedstock mit niedrigerem Kohlenstoffanteil erforderlich wäre. Alternativ, wenn ein Feedstock mit hohem Anteil an flüchtigen Verbindungen verwendet wird, kann das C-Konversionssystem so konfiguriert werden, dass es eine primäre Verarbeitungseinheit enthält, die größer ist als für einen Feedstock mit niedrigem Anteil an flüchtigen Verbindungen.
-
Das erfindungsgemäße C-Konversionssystem kann auch so konfiguriert sein, dass es verschiedene Mischungen von primärem Feedstock mit ein oder mehr Arten von sekundärem Feedstock verwendet. In diesem Kontext ist ein sekundärer Feedstock ein Feedstock, der als Prozessadditiv funktioniert, um den Kohlenstoffgehalt des primären Feedstocks zu verändern und den endgültigen Syngas-Output gleichmäßig zu halten. Zum Beispiel kann ein sekundärer Feedstock mit hohem C-Gehalt wie z. B. Kohle oder Plastik als Prozessadditiv von hohem C-Gehalt hinzugefügt werden, um den C-Anteil im Feedstock zu erhöhen, wenn das System einen primären Feedstock von niedrigerem C-Gehalt wie Biomasse oder kommunalem Festmüll verwendet. Alternativ, wenn der primäre Feedstock einen hohen C-Gehalt (wie z. B. Kohle) aufweist, ist denkbar, dass Feedstock von niedrigen C-Gehalt (wie z. B. Biomasse) hinzugefügt werden kann, um den hohen C-Gehalt wie erforderlich auszugleichen.
-
Werden mehrere Arten von Feedstock verwendet, können diese vor Einführung in die primäre Verarbeitungseinheit durch einen gemeinsamen Feedstock-Eingang kombiniert werden, oder sie können der primären Verarbeitungseinheit durch separate zugeordnete Feedstock-Eingänge zugeführt werden.
-
Falls erforderlich kann der Feedstock vorbehandelt werden. So kann der Feedstock beispielsweise in kleinere Teile aufgeteilt werden, z. B. indem es (in ein oder mehr Durchläufen) durch einen Shredder oder eine andere Zerkleinerungseinheit geschickt wird, und es kann bearbeitet werden, um Metall und andere recycelbare Stoffe zu entziehen, indem der Feedstock z. B. mit einem Magnetscheider, Wirbelseparator, einem Schwingsieb, Luftschaber oder dergleichen behandelt wird.
-
Bei Ausführungsformen, wo der primäre Feedstock aus kommunalem Festmüll besteht, kann es vorbehandelt werden, indem Haushaltsgeräte, Matratzen, Propanflaschen und andere Gefahrstoffe oder Gegenstände von geringem Energiepotenzial aussortiert werden und das Material durch Shredding, Trennung von Eisen- und Nichteisenmaterial, Entfernung von anorganischen Stoffen und Kunststoffen oder verschiedenen Kombinationen daraus zerkleinert wird.
-
DIE PRIMÄRE VERARBEITUNGSEINHEIT DES C-KONVERSIONSSYSTEMS
-
Die primäre Verarbeitungseinheit des C-Konversionssystems ermöglicht zumindest das Trocknen des kohlenstoffhaltige Feedstocks und die Volatisierung der kohlenstoffhaltigen Bestandteile des Feedstocks und erzeugt dadurch einen bearbeiteten Char enthaltenden Feedstock, das danach in der sekundären Verarbeitungseinheit weiter verarbeitet wird.
-
Die primäre Verarbeitungseinheit enthält ein oder mehr Feedstock-Inputs und ist operativ mit ein oder mehr Wärmequellen sowie mit der sekundären Verarbeitungseinheit verbunden. Die primäre Verarbeitungseinheit enthält auch ein laterales Transfersystem zur Beförderung des Materials durch die Einheit. Kohlenstoffhaltiger Feedstock gelangt in die primäre Verarbeitungseinheit über ein oder mehr Feedstock-Inputs und wird bei der Verarbeitung mit dem lateralen Transfersystem durch die Einheit zur sekundären Verarbeitungseinheit hin befördert.
-
Bei einer Ausführungsform der Erfindung enthält die primäre Verarbeitungseinheit ein modulares laterales Transfersystem. Das modulare laterale Transfersystem enthält ein oder mehr Module, wobei jedes Modul in der Lage ist, Luft und/oder Prozessadditive (insgesamt als ”Prozessgas” bezeichnet) zuzuführen und das Material durch die primäre Verarbeitungseinheit zu befördern.
-
Im C-Konversionssystem insgesamt wird der Gasifizierungsprozess ermöglicht, indem nacheinander das Trocknen, die Volatisierung und die C-Konversion gefördert werden. Dies wird erreicht, indem der Gasifizierungsprozess räumlich so erweitert wird, dass das Trocknen in einem bestimmten Temperaturbereich erfolgt, bevor das Material in eine andere Zone befördert wird und die Volatisierung in einem anderen Temperaturbereich erfolgen kann. Dann wird der bearbeitete Feedback in die sekundäre Verarbeitungseinheit befördert, wo die Char-Asche-Konversion in einem anderen Temperaturbereich erfolgt.
-
Die primäre Verarbeitungseinheit enthält zwei oder mehr Zonen, in denen die Temperatur und die Prozessadditive unabhängig geregelt und wahlweise optimiert werden, um Trocknen und/oder Volatisierung zu bewirken. Bei einer Ausführungsform weist die primäre Verarbeitungseinheit drei oder mehr Verarbeitungszonen auf.
-
Bei der Verarbeitung wird Feedback in die primäre Verarbeitungseinheit nahe einem ersten Ende (nachstehend als das ”Einspeiseende” bezeichnet) durch die Feedstock-Inputs eingespeist und vom Einspeiseende der Einheit aus zur Verbindung mit der zweiten Verarbeitungseinheit befördert. Während der Feedstock durch die primäre Verarbeitungseinheit läuft, verliert er an Massenvolumen, und die Stapelhöhe wird niedriger, da seine flüchtige Fraktion volatisiert wird, und die resultierenden Char enthaltenden Feststoffe werden der sekundären Verarbeitungseinheit zur weiteren Bearbeitung zugeführt.
-
Bei einer Ausführungsform hat die primäre Verarbeitungseinheit einen stufenförmigen Boden mit mehreren Bodenebenen oder Stufen. Wahlweise verläuft jede Bodenebene schräge. Bei einer Ausführungsform ist die Bodenebene um ca. 5 bis 10 Grad geneigt.
-
Bei einer Ausführungsform hat die primäre Verarbeitungseinheit einen stufenförmigen Boden mit mehreren Bodenebenen. Unter Bezugnahme auf 20 verringert sich die Höhe der Stufen zunehmend in Ausgangsrichtung.
-
Wahlweise können die schrägen Bodenbereiche der Möglichkeit von Luftverstopfung Rechnung tragen und die primäre Verarbeitungseinheit ”verlängern”.
-
Bei einer Ausführungsform hat der gesamte Boden der primären Verarbeitungseinheit eine Neigung in Richtung der sekundären Verarbeitungseinheit oder in Richtung des Einspeiseendes.
-
Wahlweise können die einzelnen Stufen eine massive Bauweise, eine geschachtelte Bauweise oder Schichtbauweise zeigen. So können die einzelnen Stufen beispielsweise gegossen oder geschichtet sein. Bei Ausführungsformen in geschichteter Bauweise können die einzelnen Stufen aus abwechselnden Metall- oder Keramikschichten bestehen.
-
Unter Bezugnahme auf 24 ist bei einer Ausführungsform jede Stufe in geschichteter Bauweise vorgesehen und besteht abwechselnd aus dicken Metallschichten und Keramikdeckenschichten. Der Tritt der Stufe ist mit Refraktär bedeckt. Jede Metallschicht enthält eine Reihe von Plenumkammern, jeweils mit einer Düse, durch die horizontal Luft und/oder Dampf ins Innere der Kammer eingeführt werden kann. Luft wird bei vorgegebenem Druck und vorgegebenen Eindringtiefen der Düsen eingeführt. Düsen von verschiedenen Durchmessern sind vorgesehen, die niedrige, mittlere oder hohe Eindingtiefe ermöglichen, um die notwendige Deckung zu gewährleisten.
-
Bei einer Ausführungsform geschieht die Beförderung über die Stufen durch das laterale Transfersystem, wobei jede Stufe wahlweise durch eine unabhängig geregelte laterale Transfereinheit bedient werden kann.
-
Bei stufenförmigen Ausführungsformen können Anzahl und Größe der Stufen so gewählt werden, dass sie der gewünschten Länge und den gewünschten Verweilzeiten entsprechen. Bei einer Ausführungsform können anfangs hohe Stufen und relativ kürzere Beförderungsabstände verwendet werden, die allmählich zu kleineren Stufen und denselben Beförderungsabständen werden (wobei die Materialoberfläche anfangs um fast 60 Grad und am Ende um 30 Grad von der Waagerechten abweichen kann). Die Stufenhöhe kann so gewählt werden, dass ausreichende Vermischung des Materials ohne ungeregeltes Taumeln gewährleistet ist.
-
Bei einer Ausführungsform hat die primäre Verarbeitungseinheit einen geneigten Boden.
-
Bei einer Ausführungsform ist die primäre Verarbeitungseinheit mit internen Ableitblechen versehen.
-
Das laterale Transfersystem der primären Verarbeitungseinheit
-
Bei einer Ausführungsform enthält die primäre Verarbeitungseinheit ein laterales Transfersystem. Gemäß dieser Ausführungsform enthält das laterale Transfersystem ein oder mehr laterale Transfereinheiten. Die einzelnen lateralen Transfereinheiten enthalten ein Förderelement und ein Führungselement oder Abgleichelement. Dem Durchschnittsfachmann wird offensichtlich sein, dass das Förderelement mit geeigneten eingreifenden Führungselementen ausgerüstet sein kann.
-
Das Förderelement kann verschiedene Ausführungsformen umfassen, darunter ein Fach, eine Plattform, eine Ausstoßramme oder Förderramme, einen Pflug, Förderschneckenelemente, Tore, Förderer, Förderbänder oder dergleichen. Die Rammen können als einteilige oder mehrfingrige Rammen konfiguriert sein.
-
Bei einer Ausführungsform sind die Rammen so kurz, dass sie bei jedem Stoß voll eingezogen werden können.
-
Bei einer Ausführungsform ist die primäre Verarbeitungseinheit so konfiguriert, dass eine einteilige Ramme oder eine mehrfingrige Ramme eingesetzt werden kann.
-
Bei einer Ausführungsform wird eine mehrfingrige Ramme eingesetzt, wenn e darum geht, die Beeinflussung des Gasstroms beim Betrieb der Ramme auf ein Minimum zu beschränken.
-
Bei Ausführungen als mehrfingrige Ramme kann die Ramme ein einziges Bauteil oder ein Bauteil darstellen, in dem Rammenfinger an einem Rammenkörper befestigt sind, wobei die einzelnen Rammenfinger wahlweise je nach Einsatzstelle verschiedene Breiten aufweisen können. Die Zwischenräume zwischen den Fingern der mehrfingrigen Ramme sind so einstellbar, dass sich keine Feinstoffe des Reaktionsprodukts dazwischen festsetzen.
-
Bei einer Ausführungsform sind die Finger etwa 5 cm bis 7,5 cm breit, etwa 1,25 cm bis 2,5 cm dick, mit Zwischenräumen von etwa 1,25 cm bis 5 cm Breite.
-
Bei einer Ausführungsform ist das Förderelement ”T-förmig”.
-
Bei gewissen Ausführungsformen, wobei das System bei sehr hohen Temperaturen arbeitet, können die Förderelemente wahlweise gekühlt werden. Eine solche Kühlung kann extern oder im Fördermittel integriert sein. Bei einer Ausführungsform, wobei eine Ramme oder ein Fach angewandt wird, kann Kühlung innerhalb der Ramme oder des Fachs vorgesehen sein. Die Kühlung kann aus Flüssigkeit (wie z. B. Wasser) oder Luft bestehen, die innerhalb der Ramme oder des Fachs von außerhalb der Kammer aus zirkuliert wird.
-
Bei einer Ausführungsform enthält das Förderelement einen Pflug mit gefalteten Armen, die zurückgeklappt werden können, wenn der Pflug eingefahren wird.
-
Bei einer Ausführungsform enthält das Förderelement einen Förderer. Bei einer Ausführungsform enthält das Förderelement ein Förderband oder einen Kettenbandförderer.
-
Bei einer Ausführungsform wird eine Reihe von Zahnrädern verwendet. Unter Bezugnahme auf 25, 26, 27 und 28 ermöglichen die lateralen Transfereinheiten mit Zahnrad die Materialförderung über einer dünnen Schicht aus festen Rückständen, die als Isolierung gegen die heiße Reaktionszone wirkt. Beim Betrieb im Uhrzeigersinn wird das Material mitgeschleppt. Beim Betrieb entgegen dem Uhrzeigersinn wird das Material zurück und vom Kammerboden hinweg geschoben, um dann zu fallen, wonach es durch Schwerkraft und Eigendynamik vorwärts und nach unten gefördert wird.
-
Auch eine geringe Menge an Asche/Char kann herunter fallen; dies wird auf ein Minimum beschränkt, indem der Boden um die Schlitze herum leicht erhöht wird. Wahlweise kann Asche/Char gesammelt und (z. B. mit Förderschneckenelementen) in die primäre Verarbeitungseinheit zurückgeführt werden, um die Isolierschicht aus Asche zu erhalten (wenn die Asche heiß ist, darf sie nicht mit Luft in Berührung kommen).
-
Bei einer Ausführungsform befinden sich die Antriebselemente für die Förderelemente außen an den Elementen und können wahlweise mit fettfreien Lagern versehen sein.
-
Das Förderelement ist aus einem Material, das sich zur Anwendung bei hohen Temperaturen eignet. Solche Materialien sind dem Durchschnittsfachmann gut bekannt; sie können aus Edelstahl, aus Weichstahl oder aus ganz oder teilweise mit Refraktär geschütztem Weichstahl gefertigt sein. Wahlweise können die Förderelemente aus Guss oder massiver Konstruktion sein. Wahlweise sind die Förderelemente so bemessen, dass Ansammlungen von Material verschiedener Größe und/oder Form effektive gefördert werden können.
-
Die Führungselemente für die Förderelemente können sich im Inneren der primären Verarbeitungseinheit befinden oder intern eingebaut sein. Alternativ können sich die Führungselemente außerhalb der primären Verarbeitungseinheit befinden oder außen angebaut sein.
-
Bei Ausführungsformen, in denen sich die Führungselemente innen befinden oder intern eingebaut sind, kann das laterale Transfersystem so konstruiert sein, dass es die Verstopfung oder das Einfangen von Bruchstücken verhindert.
-
Bei Ausführungsformen, in denen sich die Führungselemente außerhalb der primären Verarbeitungseinheit befinden oder außen angebaut sind, enthält die primäre Verarbeitungseinheit mindestens eine abdichtbare Öffnung, durch die das Förderelement in die primäre Verarbeitungseinheit eintreten kann.
-
Das Führungselement kann ein oder mehr Führungskanäle in den Seitenwänden der primären Verarbeitungseinheit, Führungsschienen oder Gleise, eine Führungsmulde oder Führungsketten aufweisen.
-
Die Teile des Führungselements können wahlweise ein oder mehr Räder oder Rollen aufweisen, damit sie beweglich in das Führungselement eingreifen. Bei einer Ausführungsform ist das Führungseingreifprofil ein gleitendes Profil, das aus einem Schuh besteht, der so konstruiert ist, dass er auf einer Führungsschiene entlang gleitet. Wahlweise enthält der Schuh mindestens einen austauschbaren Verschleißschutz.
-
Bei einer Ausführungsform kann das Führungseingreifprofil im Führungsprofil integriert sein. So kann z. B. die Oberfläche des Förderelements spezifisch dafür ausgelegt sein, dass sie in das Führungselement eingreift. Bei einer Ausführungsform enthält der Boden der primären Verarbeitungseinheit Gleise, und das Förderelement im Kontakt mit dem Boden der primären Verarbeitungseinheit ist spezifisch so konstruiert, dass es in die Gleise eingreift.
-
Bei einer Ausführungsform wird das Förderelement nur an einer Stelle angebracht, wo das Förderelement in die primäre Verarbeitungseinheit eintritt, wobei Abgleichelemente dafür sorgen, dass das Förderelement jederzeit angewinkelt gehalten bleibt, wodurch komplexe und präzise Mechanismen überflüssig werden.
-
Bei einer Ausführungsform besteht das Abgleichelement aus zwei Ketten, die synchron von einer gemeinsamen Welle angetrieben werden. Die Ketten sind wahlweise einstellbar, um die richtige Ausrichtung zu gewährleisten.
-
Bei einer Ausführungsform kann das laterale Transfersystem aus einem beweglichen Fach/einer beweglichen Plattform bestehen, wobei das Material vorwiegend durch die primäre Verarbeitungseinheit gefördert wird, während es oben dem Fach/der Plattform sitzt. Ein Teil des Materials kann auch von der Vorderkante des beweglichen Fachs/der beweglichen Plattform geschoben werden.
-
Bei einer Ausführungsform kann das laterale Transfersystem aus einer Förderramme bestehen, mit der Material vorwiegend durch die primäre Verarbeitungseinheit gefördert wird, während es oben der Förderramme sitzt. Ein Teil des Materials kann auch von der Vorderkante der Förderramme geschoben werden.
-
Bei einer Ausführungsform kann das laterale Transfersystem aus einer Ausstoßramme bestehen, wobei das Material vorwiegend durch die primäre Verarbeitungseinheit geschoben wird. Wahlweise entspricht die Rammenhöhe im Wesentlichen der Tiefe des zu fördernden Materials.
-
Bei einer Ausführungsform kann das laterale Transfersystem aus einer Förderschnecke im Boden der primären Verarbeitungseinheit bestehen, wodurch Material gefördert werden kann, ohne die Luftzufuhr zu beeinträchtigen.
-
Bei einer Ausführungsform besteht das laterale Transfersystem aus einem Transportgitter.
-
Energie für den Antrieb des lateralen Transfersystems kann durch ein oder mehr Motoren und Antriebsysteme geliefert werden und wird mit ein oder mehr Stellantrieben geregelt.
-
Die einzelnen lateralen Transfereinheiten können wahlweise durch zugeordnete Motoren angetrieben werden; sie haben eigene Stellantriebe, und ein oder mehr laterale Transfereinheiten können von einem einzigen Motor angetrieben werden und einen gemeinsamen Stellantrieb haben.
-
Verschiedene an sich bekannte regelbare Motoren oder mechanische Drehelemente, die genaue Kontrolle über das laterale Transfersystem ausüben, können eingesetzt werden, um das laterale Transfersystem anzutreiben. Zu den Beispielen gehören u. a. Elektromotoren, Syngas- und andere Gasmotoren, Dampfmotoren, Benzinmotoren, Dieselmotoren, Mikroturbinen oder dergleichen.
-
Bei einer Ausführungsform ist der Elektroregelmotor, der eine Motorwelle antreibt, die wahlweise vorwärts oder rückwärts laufen kann. Wahlweise könnte zwischen dem Motor und der Antriebswelle eine Gleitkupplung angebracht werden. Außerdem kann der Motor ein Getriebe aufweisen.
-
Das laterale Transfersystem kann mit einem geeigneten Antriebsystem wie z. B. einem Hydrauliksystem, hydraulischen Rammen, einem Gelenkketten- oder Zahnstangenantrieb, bewegt werden. Diese Methoden, die motorische Drehbewegung in die lineare Bewegung umzusetzen, haben den Vorteil, dass sie auf synchrone Weise an jeder Seite der Einheit verwendet werden können, um die Einheit ausgerichtet zu halten und die Gefahr der mechanischen Blockierung auf ein Mindestmaß zu beschränken.
-
Bei einer Ausführungsform werden zwei Ketten pro Ramme benutzt, um die Rammen in Winkelausrichtung zu halten, wodurch auf Präzisionsführungen verzichtet werden kann.
-
Bei einer Ausführungsform enthält das laterale Transfersystem ein oder mehr pneumatische Kolben.
-
Bei einer Ausführungsform enthält das laterale Transfersystem ein oder mehr hydraulische Kolben.
-
Die außerhalb angebrachten Bestandteile oder Bauteile der lateralen Transfereinheit sind wahlweise in einem unverschlossenen, verschlossenen oder teilweise verschlossenen Gehäuse untergebracht. Das Gehäuse kann außerdem einen für Wartungszwecke abnehmbaren Deckel enthalten. Bei einer Ausführungsform kann das Gehäuse einen höheren Innendruck aufweisen als das Innere der primären Verarbeitungseinheit. Höherer Innendruck lässt sich beispielsweise durch Anwendung von Stickstoff herstellen.
-
Das Beheizungssystem der primären Verarbeitungseinheit
-
Der Gasifizierungsprozess erfordert Wärme. Die Wärmezufuhr kann direkt durch teilweise Oxidierung des Feedstocks oder indirekt mit ein oder mehr an sich bekannten Wärmequellen erfolgen.
-
Bei einer Ausführungsform der Erfindung enthält die primäre Verarbeitungseinheit ein oder mehr Wärmequellen oder ist mit diesen operativ verbunden. Nach dem Stand der Technik gibt es verschiedene geeignete Wärmequellen wie z. B. Heißluftquellen, Dampfquellen, Plasmaquellen, Elektroheizgeräte und dergleichen. Wärme kann ein oder mehr bestimmten Regionen der primären Verarbeitungseinheit zugeführt werden, z. B. dem Boden der Einheit oder einem unteren Bereich der Einheit oder der gesamten primären Verarbeitungseinheit. Die Position der Wärmequelle(n) kann dabei helfen, die in der primären Verarbeitungseinheit stattfindenden Vorgänge zu optimieren. So kann z. B. die Position der Wärmequelle(n) für die Wärmezufuhr in die Trocknungszone helfen, den Trocknungsvorgang zu optimieren.
-
Bei einer Ausführungsform kann die Wärmequelle aus Heißluftzirkulation bestehen. Die Heißluft kann z. B. aus an sich bekannten Luftkästen, Lufterhitzern oder Wärmetauschern (Rekuperatoren) stammen.
-
Bei einer Ausführungsform wird Heißluft jeder Ebene durch unabhängige Luftzufuhr- und Verteilersysteme zugeführt. Wahlweise kann Heißluft horizontal, vertikal oder in Kombination zugeführt werden. Geeignete Luftzufuhr- und Verteilersysteme sind an sich bekannt; dazu gehören getrennte Luftkästen für jede Stufe, von denen die Heißluft durch Löcher im Boden jeder Stufe zu dieser Stufe gelangen kann, oder einzeln geregelte Einblaselemente für jede Stufe.
-
Bei einer Ausführungsform hat jede Bodenstufe ein oder mehr Auskehlungen, die an jeder einzelnen Stufe entlang laufen. Die Auskehlungen sind so bemessen, dass sie Heißluft- und/oder Dampfrohre aufnehmen können. Die Rohre sind wahlweise in ihrem unteren Drittel bzw. in ihrer unteren Hälfte perforiert, um die gleichmäßige Verteilung der Heißluft oder des Dampfes entlang der Stufe zu ermöglichen. Alternativ können die Einblasrohre zur Oberseite der Rohre hin perforiert sein.
-
Bei einer Ausführungsform ist die Anzahl der Löcher so bemessen, dass die Wärmezirkulation durch das gesamte Material gefördert wird.
-
Bei einer Ausführungsform ist das Luftzufuhrsystem in einem gegossenen und geformten Einbauteil integriert.
-
Bei Ausführungsformen, in denen die einzelnen Stufen gegossen sind, können Plenumkammern in die Stufe eingegossen werden. Luft kann den Die Plenumkammern können von einem Heißluftsystem mit Luft versorgt werden, das Heißluft einem Kopfbehälter zuführt.
-
Wahlweise können für mehrfache Plenumkammern für die Luftzufuhr vorgesehen sein, wodurch an verschiedenen Stellen verschiedene Luftmengen zugeführt werden, um eine gleichmäßige und geregelte Luftzufuhr zu gewährleisten. Bei einer Ausführungsform sind pro Stufe mindestens drei Plenumkammern vorgesehen.
-
Bei einer Ausführungsform wird die einheitliche/ununterbrochene/unbehinderte Luftverteilung ohne Fluidisierung erzielt, indem mit vorgegebenem (und verschiedenen) Druckhöhen und Düseneindringtiefen im größeren Abstand zur Rammenstrecke oder zu anderen Hindernissen injiziert wird.
-
Durch Variierung der Düsendurchmesser wird niedriger, mittlerer oder hoher Fluss für eine niedrige, mittlere oder hohe Eindringtiefe erzielt, damit die Abfallfläche gleichmäßiger gedeckt werden kann.
-
Bei einer Ausführungsform kann die Heißluft feuchte Heißluft sein.
-
Bei einer Ausführungsform kann die Wärmequelle aus zirkulierendem heißen Sand bestehen.
-
Bei einer Ausführungsform kann die Wärmequelle aus einer Elektroheizung oder elektrischen Heizelementen bestehen.
-
Bei einer Ausführungsform wird Heißluft durch Luftkästen zugeführt. Bei einer Ausführungsform wird heißes recyceltes Syngas durch Luftkästen zugeführt. Wahlweise sind die Luftkästen gegossene und geformte einheitliche Einsätze.
-
Bei einer Ausführungsform können die Luftkästen, um Verbiegen zu verhindern, als einzelne massive Teile aus Hochleistungsstahl konstruiert sein, die Heißluft nur an Stellen einführen, wo ein ununterbrochener/unbehinderter Luftstrom herrscht.
-
Bei einer Ausführungsform wird Luft etwas höher als am Boden der Kammer eingeblasen, indem die Injektionsports höher angebracht sind.
-
Der primären Verarbeitungseinheit hinzugefügte Prozessadditive
-
Der primären Verarbeitungseinheit können wahlweise Prozessadditive hinzugefügt werden, um die effiziente Konversion von Feedstock in Abgas zu ermöglichen. Die Anordnung der Additiv-Inputs kann helfen, die in der primären Verarbeitungseinheit stattfindenden Prozesse zu optimieren. Zum Beispiel kann die Anordnung der Additiv-Inputs für die Dampf- und/oder Luftzufuhr zur Volatisierungszone helfen, den Volatisierungsprozess zu optimieren.
-
Die Zufuhr von Dampf kann beispielsweise dazu verwendet werden, zu gewährleisten, dass ausreichend freier Sauerstoff und Wasserstoff vorhanden ist, damit die Konversion zersetzender Elemente des eingespeisten Feedstocks in Abgas und/oder ungefährliche Verbindungen maximiert werden kann. Die Zufuhr von Luft kann dazu verwendet werden, die chemische Verarbeitung auszugleichen, um die sekundäre Verarbeitung zu einem Brennstoffgas zu maximieren (und freien Kohlenstoff zu minimieren), die Prozesstemperaturen aufrecht zu erhalten und dabei die Kosten der Wärmezufuhr auf ein Minimum zu beschränken.
-
Wahlweise können andere Additive hinzugefügt werden, um Emissionen zu verbessern.
-
Bei einer Ausführungsform wird die Hinzufügung von Prozessadditiven überwacht, um zu gewährleisten, dass die in der Einheit befindliche Sauerstoffmenge eingeschränkt ist. Die Schaffung einer unterstöchiometrischen Umgebung kann helfen, die Bildung unerwünschter Dioxane und Furane zu verhindern.
-
Die primäre Verarbeitungseinheit kann daher ein oder mehr Prozessadditiv-Inputs enthalten. Dazu gehören Inputs für Dampfinjektion und/oder Luftinjektion. Die Dampf-Inputs können z. B. so angebracht sein, dass sie Dampf in Regionen mit hohen Temperaturen lenken. Die Luft-Inputs können z. B. in der und um die primäre Verarbeitungseinheit herum angebracht sein, damit die Prozessadditive überall in der Verarbeitungszone Anwendung finden können.
-
Bei einer Ausführungsform sind die Additiv-Inputs in Bodennähe der primären Verarbeitungseinheit angebracht.
-
Bei einer Ausführungsform sind die in Bodennähe angebrachten Additiv-Inputs in den Refraktärboden eingekerbte Halbrohr-Lufteinblaselemente. Solche Lufteinblaselemente können so konstruiert sein, dass sie ausgetauscht, gewartet oder modifiziert werden können, während der laterale Transfer des Reaktionsprodukts so wenig wie möglich gestört wird. Die Anzahl, der Durchmesser und die Anordnung der Luftlöcher der Lufteinblaselemente können je nach den Systemanforderungen bzw. dem Design des örtlichen Transfersystems unterschiedlich sein.
-
Bei einer Ausführungsform sind die Additiv-Inputs im Boden der primären Verarbeitungseinheit angebracht. Solche Additiv-Inputs sind so ausgeführt, dass sie die Verstopfung durch Feinstoffe auf ein Mindestmaß beschränken oder mit einem Zusatzteil versehen, das Verstopfung verhindert. Wahlweise können die Additiv-Inputs eine Anordnung von Löchern aufweisen, durch die Prozessadditive eingeführt werden. Verschiedene Anordnungen der Löcher können den Systemanforderungen oder dem Design des örtlichen Transfersystems angepasst werden. Bei der Wahl der Anordnung der Löcher sind Faktoren zu berücksichtigen wie z. B. einen zu hohen Druck zu verhindern, der das Bett verflüssigen würde, Löcher nicht zu nahe den Wänden und Enden der primären Verarbeitungseinheit anzubringen, damit Luft an der Refraktärwand entlang keine Furchen bildet, und dafür zu sorgen, dass die Abstände zwischen den Löchern nicht größer sind als die ungefähre nominale Partikelgröße (5 cm), damit die Kinetik akzeptabel ist.
-
Bei einer Ausführungsform ist die Luftlochanordnung so gewählt, dass durch den Betrieb des lateralen Transfersystems das Durchströmen der Luft zwischen den Luftlöchern nicht verhindert wird.
-
Bei einer Ausführungsform, bei der eine mehrfingrige Ramme verwendet wird, ist die Luftlochanordnung so gewählt, dass im angewärmten Zustand die Luftlöcher zwischen den Finger (in den Zwischenräumen) liegen und pfeilförmig gegeneinander gerichtet und versetzt angeordnet sind. Alternativ kann die Luftlochanordnung auch hybrid sein, indem manche Löcher bedeckt, andere unbedeckt sind, damit die Luft so gleichmäßig wie möglich verteilt wird (d. h. so wenig wie möglich Bodenfläche ohne jegliche Luftzufuhr).
-
Bei einer Ausführungsform ermöglicht die Luftlochanordnung die gleichmäßige großflächige Verteilung der Prozessadditive mit einem geringstmöglichen Widerstand gegen den lateralen Transfer.
-
Bei einer Ausführungsform ermöglichen die Prozessadditiv-Inputs die diffundierte Zufuhr von Additiven mit geringem Druck.
-
Bei Ausführungsformen, in denen Heißluft zur Erwärmung der Kammer verwendet wird, können wahlweise zusätzliche Luft-/Sauerstoffinjektions-Inputs vorgesehen sein.
-
Das modulare laterale Transfersystem
-
Das modulare laterale Transfersystem besteht aus ein oder mehr Modulen, wobei jedes Modul in der Lage ist, Prozessgas zu liefern und das Reaktionsprodukt durch die primäre Verarbeitungseinheit zu fördern. Das modulare Design ermöglicht dem Betreiber, ein Modul des Systems zu entfernen und auszutauschen, wodurch Ausfallzeiten bei der Wartung erheblich verkürzt werden.
-
Jedes Modul ist für Austauschbarkeit mit der primären Verarbeitungseinheit konfiguriert. Demzufolge enthält die Einheit ein oder mehr Einfügungsstellen für die Anbringung eines Moduls, wobei mit jeder Einfügungsstelle ein operatives Kupplungssystem verbunden ist, das so konfiguriert ist, dass es das Modul mit einer operativen Verbindung an Systeme und/oder Versorgungsmittel versieht, die dem Modul ermöglichen, seine gewünschte Funktion auszuüben. Beispielsweise kann das operative Kopplungssystem eine oder eine Kombination von Verbindungen für Energieversorgung, Prozessadditv-Versorgung, Luftversorgung, Dampfversorgung, für ein Kontrollsystem, für Syngasversorgung und dergleichen aufweisen. Gemäß den Ausführungsbeispielen kann jede Einfügungsstelle der primären Verarbeitungseinheit so konfiguriert werden, dass eine bestimmte Kombination von Verbindungen hergestellt wird, die sich nach dem Betrieb der Einheit und/oder des Moduls zur Einfügung an jener Einfügungsstelle richten kann. Bei manchen Ausführungsformen wird ein kompletter Satz von Verbindungen an einer Einfügungsstelle vorgesehen, und die Anwendung jeder dieser Verbindungen kann sich nach der Konfiguration des Moduls richten, das an dieser bestimmten Einfügungsstelle eingefügt werden soll.
-
Wie oben erwähnt, wird jedes Modul so konfiguriert, dass nicht nur Prozessgas geliefert wird, sondern das Reaktionsprodukt auch durch die horizontal ausgerichtete Prozesskammer befördert werden kann. Demgemäß enthält jedes Modul ein modulares laterales Transfersystem, das so konfiguriert ist, dass das Material von einem ersten Standort zu einem zweiten Standort oder in dessen Richtung oder in Richtung befördert werden kann. Außerdem enthält jedes Modul ein oder mehr modulare Prozessgas-Versorgungssysteme, wobei ein Prozessgas-Versorgungssystem so konfiguriert ist, dass es dem Material mindestens teilweise ein Prozessgas zuführt. So kann das Prozessgas beispielsweise aus Luft, einem Prozessadditivgas, Dampf, Syngas oder dergleichen bestehen.
-
Gemäß den Ausführungsformen enthält ein Modul ferner ein Modulunterstützungssystem, das so konfiguriert ist, dass es sowohl das modulare laterale Transfersystem als auch das modulare Prozessgas-Versorgungssystem unterstützt. Zusätzlich kann das Unterstützungssystem einen Mechanismus für die Zusammenschaltung mit der Prozesskammer aufweisen, mit der das Modul operativ verbunden werden soll. Beispielsweise kann der Mechanismus für die Zusammenschaltung auf Basis der strukturellen Gestalt konfiguriert sein, wobei der Mechanismus so konfiguriert ist, dass er sich im Wesentlichen mit der Konfiguration der Einfügungsstelle des Prozesssystems deckt. Bei einem anderen Beispiel kann der Mechanismus für die Zusammenschaltung so konfiguriert werden, dass ein Verriegelungs- oder Rückhaltesystem geschaffen wird, das so konfiguriert ist, dass es die Einhaltung der Anordnung des Moduls in Bezug auf die Einfügungsstelle erzwingt, wenn es dort angebracht wird.
-
Gemäß manchen Ausführungsformen wird das Modul bei seiner Einfügung in eine Einfügungsstelle der Prozesskammer im Wesentlichen automatisch mit dem an die Einheit angeschlossenen operativen Kupplungssystem zusammengeschaltet. So kann das operative Kupplungssystem beispielsweise so konfiguriert sein, dass es bei Einfügung des Moduls zu einem im Wesentlichen automatischen Abgleich der Strom-, Prozessgas- oder anderen Versorgungsmittel kommt. Gemäß manchen Ausführungsformen erfordert die Zusammenschaltung zwischen einem Modul und dem operativen Kupplungssystem der Einheit die aktive Ankopplung. So kann die aktive Ankopplung z. B. durch Zusammenschaltung passender Anschlussrohre oder elektrischer Anschlüsse hergestellt werden. Bei manchen Ausführungsformen ist die Zusammenschaltung zwischen Modul und operativem Kopplungssystem der primären Verarbeitungseinheit eine Kombination von automatischer und aktiver Ankupplung.
-
Gemäß den Ausführungsformen ist ein Modul für den lateralen Transfer von Material innerhalb der primären Verarbeitungseinheit und die Versorgung mit Luft und/oder anderen Prozessadditiven konfiguriert. Gemäß den Ausführungsformen ist ein Modul als multifunktionelle ”Kartusche” spezifisch zum Einfügen in die Wand der primären Verarbeitungseinheit konfiguriert. Wahlweise ist die Kartusche für das schnelle Auswechseln konfiguriert und enthält ein System für den schnellen Anschluss von Kartuschenteilen an die Teile der Einheit bzw. des Systems, auch z. B. an die Heißluft- oder Prozessadditiv-Versorgung, an die Stromversorgung, das Kontrollsystem und dergleichen.
-
Gemäß manchen Ausführungsformen enthält ein Modul ein modulares laterales Transfersystem sowie ein oder mehr Prozessgas-Versorgungssysteme, die für die Luftzufuhr konfiguriert sind. Bei dieser Ausführungsform ist das Prozessgas-Versorgungssystem als ein oder mehr Luftkästen konfiguriert. Gemäß manchen Ausführungsformen enthält ein Modul ein modulares laterales Transfersystem und ein Prozessgas-Versorgungssystem, so konfiguriert, dass ein oder mehr Prozessadditive zugeführt werden. Gemäß manchen Ausführungsformen enthält ein Modul ein modulares laterales Transfersystem und ein Prozessgas-Versorgungssystem, so konfiguriert, dass ein oder mehr Prozessadditive und Luft zugeführt werden.
-
Gemäß den Ausführungsformen ist die Wand der primären Verarbeitungseinheit so konfiguriert, dass sie die einzelnen Module an Einfügungsstellen aufnehmen kann, die als Schlitze oder Öffnungen in der Wand für die Einfügung der Module vorgesehen sind. Gemäß den Ausführungsformen kann die Wand der primären Verarbeitungseinheit, in der mehrere Module eingefügt werden sollen, eine Mehrzahl an Schlitzen oder Öffnungen enthalten. Wahlweise können die einzelnen Schlitze oder Öffnungen in der Wand so konfiguriert sein, dass sie mehr als ein Modul aufnehmen können. Bei manchen Ausführungsbeispielen ist die primäre Verarbeitungseinheit so konfiguriert, dass anschließende Kartuschen von entgegengesetzten Seiten der Einheit eingefügt werden können. Gemäß manchen Ausführungsformen kann, wenn ein Schlitz oder eine Öffnung in der Wand keine Einfügung eines Moduls erfordert, ein Zapfen oder anderes Dichtungsmittel eingesetzt werden, um den entsprechenden Schlitz bzw. die Öffnung in der Wand abzudichten.
-
Gemäß den Ausführungsformen bilden die Module beim Einbau mindestens einen Teil des Bodens der primären Verarbeitungseinheit. Gemäß manchen Ausführungsformen, bei denen der Boden als stufenförmiger Boden konfiguriert ist, ist jedes Modul so konfiguriert und ausgerichtet, dass es eine einzige Stufe des stufenförmigen Bodens darstellt.
-
Bei manchen Ausführungsformen sind einzelne eingebaute Module als Kartuschen konfiguriert und teilweise von der jeweils darüber liegenden Kartusche bedeckt, so dass nur ein Teil einer einzelnen Kartusche dem Inneren der primären Verarbeitungseinheit ausgesetzt ist. Der Schlitz, in dem die oberste Kartusche eingefügt ist, ist speziell so konfiguriert, dass nur ein Teil der Kartusche dem Inneren der Einheit ausgesetzt ist. Die eingebauten Kartuschen bilden einen stufenförmigen Boden und wahlweise einen geneigten Boden, um die Beförderung des Materials zu ermöglichen, dabei aber mindesten teilweise zu verhindern, dass unverarbeitetes Material durcheinander taumelt.
-
Gemäß den Ausführungsformen können Dichtmittel zwischen den Modulen und/oder zwischen einem Modul und der primären Verarbeitungseinheit vorgesehen sein, wobei das Dichtmittel so konfiguriert ist, dass es das Austreten von Material und/oder Gasen in die bzw. aus der Einheit und/oder zwischen Modulen verhindert. Gemäß manchen Ausführungsformen kann ein Modul mit hochtemperaturbeständigem Silikon, temperaturbeständigen Dichtungen oder anderen geeigneten Dichtmitteln fest versiegelt werden. Gemäß manchen Ausführungsformen wird die Art der Abdichtung der Module so gewählt, dass ein Modul leicht ausgetauscht und ein neues oder repariertes Modul eingesetzt werden kann.
-
Gemäß manchen Ausführungsformen ist ein Modul mit einer Art von Befestigungsmittel wie z. B. Bolzen oder Schrauben umkehrbar fixiert. Wahlweise kann ein Modul auch an einer gewünschten Stelle innerhalb der Wand der primären Verarbeitungseinheit durch Friktion gehalten werden. Gemäß manchen Ausführungsformen kann eine Einfügungsstelle in der Wand der primären Verarbeitungseinheit ein oder mehr Einfügungs-/Positionsabgleichmittel, Verbindungsplatten und Dichtungen enthalten.
-
Gemäß manchen Ausführungsformen kann die primäre Verarbeitungseinheit so konfiguriert werden, dass sie ein einziges oder mehrere verschiedene Modulformate erhält. Ein Modul kann verschiedene Größen und Konfigurationen aufweisen und kann spezifisch an die beabsichtigte Verwendung und/oder Position innerhalb der primären Verarbeitungseinheit und/oder auf die Konfiguration der Einheit selbst angepasst sein.
-
Gemäß den Ausführungsformen ist ein Modul so konfiguriert, dass es den lateralen Transfer von Material in der primären Verarbeitungseinheit vorsieht und Luft und/oder ein oder mehr Prozessadditive zuführt. Gemäß diesen Ausführungsformen enthält das Modul auch ein Stützwerk bzw. Stützsystem, das so konfiguriert ist, dass es dem Modul Struktur verleiht und das laterale Transfersystem sowie das Luft- oder Prozessadditiv-Versorgungssystem stützt. Außerdem kann das Modul ein Dichtungs- und/oder Verbindungssystem enthalten, um den Einbau der Kartusche in die Kammerwände zu ermöglichen, ihre Lage zu sichern und/oder Dämmelemente vorzusehen.
-
Gemäß den Ausführungsformen kann das Stützwerk des Moduls aus verschiedenen Materialien hergestellt sein, einschließlich Weich- oder Hartstahl, Vergütungsstahl, einer Legierung oder einem anderem Material, das mindestens teilweise gegen die Umgebung beständig ist, in der es Anwendung findet. Außerdem kann das Stützwerk so konfiguriert sein, dass es den Ein- und Ausbau ermöglicht, z. B. durch Kerben oder Befestigungsstellen für Ein- und Ausbauwerkzeug.
-
Bei manchen Ausführungsformen ist das mit dem Modul verbundene laterale Transfersystem so konfiguriert, dass es über einen Basisteil des Moduls hinweg befördert werden kann. Bei dieser Ausführungsform kann Luft und/oder Prozessadditiv am Unterteil des Moduls oder am Boden des Materialstapels eindringen, wo das Unterteil des Moduls einen Teil des Prozessgas-Versorgungssystems bildet. Das Prozessgas-Versorgungssystem wirkt daher nicht nur als ein Gasversorgungssystem, sondern auch als Stütze für den Reaktionsproduktstapel oder den Boden der Einheit, wobei das Reaktionsprodukt vom lateralen Transfersystem über die Oberfläche des Prozessgas-Versorgungssystems hinweg befördert wird und dem Inneren der Einheit (d. h. der Versorgungsoberfläche) ausgesetzt ist. Gemäß den Ausführungsformen ist die Prozessgas-Versorgungsoberfläche die Oberfläche des Prozessgas-Versorgungssystems; die Prozessgas-Versorgungsoberfläche kann eine Seitenfläche, Endfläche, geneigte Endfläche oder dergleichen darstellen. Gemäß den Ausführungsformen wird die Konfiguration des Prozessgas-Versorgungssystems mindestens teilweise durch die Konfiguration des lateralen Transfersystems des Moduls bestimmt.
-
Bei manchen Ausführungsformen enthält eine einzelne Kartusche sowohl Stütz- und Verbindungselemente als auch Funktionselemente. Zu den Stütz- und Verbindungselementen gehören die Modulstruktur sowie ein oder mehr Verbindungsplatten, die spezifisch für die dichtende Verbindung der Schale der primären Verarbeitungseinheit konfiguriert sind. Zwischen der Modulstruktur und der Verbindungsplatte kann ein Refraktärbereich vorgesehen sein, um Wärmeverlust und Wärmeübertragung an die Verbindungsplatte zu reduzieren. Nach dem Einbau kann das Modul mit geeigneten Befestigungsmitteln gesichert werden. Zur Modulstruktur gehören Abgleichführungen, um die richtige Einfügung des Moduls in die Wand der primären Verarbeitungseinheit zu gewährleisten sowie Kerben für die Einfügung von Werkzeugen zum Ein- und Ausbau des Moduls.
-
Das laterale Transfersystem eines Moduls
-
Jedes Modul enthält ein modulares laterales Transfersystem, das so konfiguriert ist, dass es das Reaktionsprodukt aus einer ersten Position in ein oder mehr weitere Positionen befördern kann. Gemäß den Ausführungsformen enthält das modulare laterale Transfersystem ein oder mehr Förderelemente und ein oder mehr Antriebselemente. Wahlweise enthält das laterale Transfersystem Führungs- oder Abgleichelemente, welche die Bewegung der Förderelemente regeln können. Gemäß manchen Ausführungsformen enthält das modulare laterale Transfersystem auch zwei oder mehr Führungseingreifelemente, die so konfiguriert sind, dass sie zu den Führungselementen passen und eine im Wesentlichen bewegliche Zusammenschaltung zwischen ihnen bewirken, wobei sie die Sicherung der ein oder mehr Förderelemente in gewünschter Ausrichtung bewirken, während sie deren gewünschten Bewegungsgrad ermöglichen.
-
Bei manchen Ausführungsformen sind das laterale Transfersystem und das Prozessgas-Versorgungssystem so konfiguriert, dass sich die Förderelemente des lateralen Transfersystems über die Versorgungsfläche des Prozessgas-Versorgungssystems hinweg bewegen. Bei solchen Ausführungsformen können die Förderelemente ein Fach, eine Plattform, eine Ausstoßramme oder Förderramme, einen Pflug oder dergleichen enthalten. Gemäß manchen Ausführungsbeispielen können die Förderelemente als einteilige Ramme oder mehrfingrige Ramme konfiguriert sein.
-
Bei manchen Ausführungsformen sind die Förderelemente als Rammen konfiguriert und weiterhin als kurze Rammen konfiguriert, die so konfiguriert werden können, dass sie bei jedem Stoß voll ausgefahren werden können. Bei manchen Ausführungsformen, zu denen ein oder mehr Förderelemente gehören, die als mehrfingrige Rammen konstruiert sind, kann die multifingrige Ramme eine Einzelstruktur oder eine Struktur aufweisen, die an einem Rammkörper befestigt ist, wobei die einzelnen Rammenfinger wahlweise je nach Lage verschiedene Breiten haben können.
-
Bei manchen Ausführungsformen, zu denen ein als mehrfingrige Ramme konfiguriertes Förderelement gehört, besteht ein Zwischenraum zwischen jedem der Finger der mehrfingrigen Ramme. Dieser Zwischenraum kann so konfiguriert sein, dass er die Erweiterung der Finger beim Betrieb der primären Verarbeitungseinheit ermöglicht. So kann sich der Zwischenraum z. B. mindestens teilweise nach der maximalen Betriebstemperatur der primären Verarbeitungseinheit richten.
-
Gemäß manchen Ausführungsformen ist ein Förderelement als T-förmiges Förderelement konfiguriert.
-
Bei manchen Ausführungsformen sind das laterale Transfersystem und das Prozessgas-Versorgungssystem eines Moduls so konfiguriert, dass das Förderelement in die Versorgungsfläche des Prozessgas-Versorgungssystems eingefügt oder eingebettet ist. Bei solchen Ausführungsformen können die Förderelemente als Schneckenelemente, ein oder mehr Radelemente, als Förderer oder dergleichen konfiguriert sein.
-
Gemäß den Ausführungsformen sind die Förderelemente aus Material gefertigt, das sich für die Anwendung bei hohen Temperaturen eignet. Solche Materialien sind dem Durchschnittsfachmann gut bekannt; sie können aus rostfreiem Stahl, Weichstahl, aus ganz oder teilweise mit Refraktär geschütztem Weichstahl oder dergleichen bestehen. Wahlweise können die Förderelemente gegossen oder in Massivbauweise hergestellt sein. Wahlweise können die Förderelemente so bemessen und/oder konfiguriert sein, dass gewährleistet ist, dass Agglomerate aller Größen oder Formen effektiv befördert werden. Zum Beispiel, wenn sich die Form und/oder andere Eigenschaften des Reaktionsprodukts verändern, sind die Förderelemente so konfiguriert, dass das Reaktionsprodukt ungeachtet dieser Veränderungen befördert werden kann.
-
Gemäß den Ausführungsformen weist das modulare laterale Transfersystem ein oder mehr Führungselemente auf, die so angeordnet sind, dass sie dem Inneren der primären Verarbeitungseinheit ausgesetzt sind. Bei manchen Ausführungsformen sind die Führungselemente so angeordnet, dass sie mindestens teilweise gegen das Innere der primären Verarbeitungseinheit isoliert sind.
-
Bei Ausführungsformen, in denen die Führungselemente dem Inneren der primäre Verarbeitungseinheit ausgesetzt sind, kann das laterale Transfersystem so konstruiert sein, dass es die Verstopfung oder das Einfangen von Bruchstücken verhindert. Gemäß manchen Ausführungsformen kann ein Führungselement als ein oder mehr Führungskanäle in den Seitenwänden der Kartusche, als ein oder mehr Führungsschienen oder ein oder mehr Gleise oder ein oder mehr Führungsmulden oder Führungsketten oder dergleichen konfiguriert sein.
-
Gemäß manchen Ausführungsformen enthält das modulare laterale Transfersystem ein oder mehr Führungseingreifprofile, die so konfiguriert sind, dass sie beweglich in ein oder mehr Führungselemente eingreifen. Die ein oder mehr Führungseingreifprofile weisen wahlweise ein oder mehr Räder oder Rollen auf, die so bemessen sind, dass sie beweglich in das Führungselement eingreifen können. Bei manchen Ausführungsformen ist das Führungseingreifprofil ein gleitendes Profil, das aus einem Schuh besteht, der so konstruiert ist, dass er auf einer Führungsschiene entlang gleitet.
-
Bei manchen Ausführungsformen können das ein oder mehr Eingreifelemente integraler Bestandteil eines Förderelements oder mit diesem zusammen angeformt sein. Beispielsweise kann die Oberfläche eines Förderelements spezifisch so konfiguriert sein, dass sie in ein oder mehr Führungselemente eingreift. Bei manchen Ausführungsformen weist die Versorgungsfläche des Prozessgas-Versorgungssystems Schienen auf, und die Förderelemente im Kontakt mit der Versorgungsfläche sind spezifisch so geformt, dass sie in die Schienen eingreifen.
-
Gemäß den Ausführungsformen weist das laterale Transfersystem eines Moduls eine mehrfingrige Förderramme, Eingreifelemente und Antriebssysteme auf. Einzelne Rammenfinger sind an einem Rammenkörper mit Stiften oder Ansatzbolzen befestigt, die so konfiguriert sind, dass sie sich im Wesentlichen nicht am einzelnen Finger stramm ziehen. Der Rammenkörper ist mit einer Antriebseingreifplatte verbunden, die parallele Gestänge für den operativen Eingriff in ein Ritzel für dessen Beförderung aufweist. Bei manchen Ausführungsformen sind die einzelnen Rammenfinger so konfiguriert, dass sie in ein T-, C- oder Doppel-T-förmiges Eingreifelement eingreifen, das die Rammenfinger in Nähe der Oberfläche des Luftkastens so halten, dass die Rammen im Wesentlichen die Luftkastenfläche bei der Hin- und Herbewegung abkratzen und dabei helfen, Klinkerbildung zu verhindern.
-
Gemäß manchen Ausführungsformen ist das Ende eines Rammenfingers nach unten gebogen, um zu gewährleisten, dass die Spitze das Oberteil des Luftkastens berührt, wenn sich die Lage der Ramme relativ zum Luftkasten z. B. durch thermische Ausdehnung oder Kontraktion von ein oder mehr Bauteilen verändern sollte. Diese Konfiguration eines Rammenfingers kann auch die nachteiligen Folgen für den Prozess verringern, wenn die Luftlöcher von der Ramme verdeckt werden; dann fließt nämlich weiterhin Luft durch den Spalt zwischen Ramme und Kasten.
-
Gemäß den Ausführungsformen weist jedes Modul die Antriebselemente auf, die erforderlich sind, um ein oder mehr der mit dem modularen lateralen Transfersystem zusammenhängenden Förderelemente zu befördern. So ist klar ersichtlich, dass ein Antriebselement beispielsweise ein Kettengetriebe, Kettenzahnräder, Zahnstange und Ritzel oder andere Antriebselemente aufweisen kann. Gemäß manchen Ausführungsformen weist das Antriebselement auch ein oder mehr Stellantriebe, Pumpen, Elektromotoren oder sonstige Mechanismen auf, um das Antriebselement zu betreiben. Gemäß manchen Ausführungsformen wird die operative Energie für das jeweilige Antriebselement von der primären Verarbeitungseinheit selbst geliefert, wobei diese erforderliche operative Energie durch das operative Zusammenschließen des Moduls mit der primären Verarbeitungseinheit aktiviert wird. Wahlweise kann in einer Konfiguration, zu der mehrere Module gehören, operative Energie von jedem der einzelnen lateralen Transfersysteme durch ein oder mehr ausgewählte Module geliefert werden. Auf diese Weise können Kosten im Zusammenhang mit manchen Modulen eingespart werden, da das operative Element nicht darin integriert werden muss.
-
Gemäß den Ausführungsformen wird die Energie für die Beförderung der Förderelemente von einem Hydraulikkolben geliefert. Beispielsweise wird die Energie zum Antrieb der Förderelemente von einem Hydraulikkolben geliefert, der ein oder mehr Ritzel auf einer Welle über einen wahlweise vor- oder rückwärts laufenden Drehantrieb antreibt, wodurch die Förderelemente geregelt ausgefahren oder eingezogen werden können. Bei manchen Ausführungsformen werden zwei Ritzel verwendet, die in entsprechende parallele Gestänge eingreifen, welche operativ an die Förderelemente angeschlossen sind. Gemäß manchen Ausführungsformen können Positionssensoren Positionsinformationen über die Förderelemente erkennen und an ein operativ angeschlossenes Kontrollsystem übertragen.
-
DAS PROZESSGAS-VERSORGUNGSSYSTEM EINES MODULS
-
Jedes Modul enthält außerdem ein oder mehr Prozessgas-Versorgungssysteme, wobei ein Prozessgas-Versorgungssystem so konfiguriert ist, dass es dem Material in der primären Verarbeitungseinheit zumindest teilweise ein Prozessgas zuführt. So kann das Prozessgas beispielsweise aus Luft, einem Prozessadditivgas, Dampf, Syngas oder dergleichen bestehen.
-
Gemäß den Ausführungsformen wird Prozessgas in das Innere der primären Verarbeitungseinheit durch die oder an der mit dem Modul zusammenhängenden Versorgungsfläche geliefert. Das Prozessgas-Versorgungssystem kann so konfiguriert sein, dass reine Luft oder eine Kombination von Luft und ein oder mehr Prozessadditiven entweder durch gemeinsame oder durch besonders zugewiesene Einlässe zugeführt wird.
-
Gemäß den Ausführungsformen enthält das Prozessgas-Versorgungssystem ein Liefersystem, das so konfiguriert sein kann, dass es eine verteilte Menge oder eine eher konzentrierte Menge an Luft und/oder ein oder mehr Prozessadditiven liefert. So kann beispielsweise eine Konfiguration für eine verteilte Menge eine Versorgungsfläche aufweisen, die perforiert ist oder eine Reihe von Öffnungen enthält. Eine eher konzentrierte Versorgung mit Luft und/oder ein oder mehr Prozessadditiven kann durch Verwendung von ein oder mehr Düsen erfolgen. Bei manchen Ausführungsformen erfolgt die Injektion von Luft und/oder ein oder mehr Prozessadditiven an einer Stelle, die etwas höher als die Versorgungsfläche liegt. Diese Positionierung der Versorgung mit Luft und/oder ein oder mehr Prozessadditiven kann durch Anwendung angehobener Inputs erfolgen.
-
Bei manchen Ausführungsformen enthält die mit dem Prozessgas-Versorgungssystem zusammenhängende Versorgungsfläche mehrere Perforationen. Gemäß manchen Ausführungsformen kann die Anzahl der Perforationen so optimiert werden, dass das gesamte Material mit Additiven und/oder Wärmezirkulation versorgt wird.
-
Bei manchen Ausführungsformen kann die Luftzufuhr an ein einzelnes Modul unabhängig geregelt werden, oder die Luftrohre zu zwei oder mehr Modulen können zu einem einzigen Verteiler zusammengeschlossen werden, damit die Luftzufuhr an die zwei oder mehr Module getrennt geregelt werden kann.
-
Bei manchen Ausführungsformen, in denen das Prozessgas-Versorgungssystem ein oder mehr Düsen aufweist, können die Düsen als Low-Flow-, Medium-Flow oder High-Flow-Düsen konfiguriert sein. Das kann durch verschiedene Düsendurchmesser ermöglicht werden und die niedrige, mittlere oder hohe Penetration des gelieferten Prozessgases bewirken. Diese Konfiguration des Prozessgas-Versorgungssystems kann so gestaltet sein, dass der gesamte Bereich des Reaktionsprodukts gleichmäßiger behandelt wird.
-
Bei manchen Ausführungsformen sind die mit dem Prozessgas-Versorgungssystem zusammenhängenden Löcher so angeordnet, dass der Betrieb der lateralen Transfereinheit den Prozessgasstrom durch die Löcher nicht stört. Bei manchen Ausführungsformen ermöglicht die Anordnung der Löcher die gleichmäßige Verteilung der Prozessadditive bzw. der Luft über eine große Fläche bei minimaler Unterbrechung des lateralen Materialtransfers bzw. minimalem Widerstand gegen den lateralen Materialtransfer.
-
Bei Ausführungsformen, in denen eine mehrfingrige Ramme als Förderelement verwendet wird, sind die Löcher so angeordnet, dass die Löcher bei Erwärmung zwischen den Fingern (in den Zwischenräumen) liegen. Bei manchen Ausführungsformen können die Löcher in einem pfeilförmigen Muster zueinander und versetzt angeordnet sein. Bei manchen Ausführungsformen können die Löcher auch hybrid angeordnet sein, wobei manche Löcher bedeckt sind und manche nicht, so dass die gleichmäßige Verteilung des Prozessgases im Wesentlichen optimiert wird (d. h. es gibt nur ein Minimum an Bodenbereichen, die kaum mit Prozessgas versorgt werden).
-
Bei manchen Ausführungsformen liefern die Prozessgas-Inputs eine diffundierte, langsame Zufuhr von Prozessgas. Bei manchen Ausführungsformen erfolgt eine diffundierte, langsame Zufuhr von Prozessadditiven.
-
Bei manchen Ausführungsformen enthält das Prozessgas-Versorgungssystem auch die erforderlichen Luftkästen, Verteiler und Rohre. Bei manchen Ausführungsformen wird Heißluft durch die Luftkästen zugeführt. Wahlweise sind die Luftkästen einzelne gegossene und geformte Einsätze. Zu den Funktionselementen gehören ein oder mehr Luftkastenteile sowie ein oder mehr laterale Transferteile.
-
Bei manchen Ausführungsformen können die Luftkastenteile aus mehreren kleinere Luftkästen oder einem einzigen großen Luftkasten bestehen. Wahlweise sind die Luftkästen spezifisch so konfiguriert, dass sie Verformung verhindern und das Risiko des stressbedingten Versagens oder der Verbeulung des Luftkastens verringern. Bei manchen Ausführungsformen sind die einzelnen Luftkästen aus dickem C-Stahl hergestellt. Bei manchen Ausführungsformen können die Luftkästen, um das Verziehen zu verhindern, als einzelne hochbelastbare massive Stahlteile gebaut sein, die Heißluft nur in solche Bereiche injizieren, in denen ununterbrochen unbehinderte Strömung herrscht.
-
Bei manchen Ausführungsformen ist das Material für die perforierte Deckplatte der Luftkästen eine Legierung, die den Erfordernissen auf Korrosionsbeständigkeit für das Gesamtsystem genügt. Wenn die perforierte Deckplatte relativ dünn ist, können z. B. Versteifungsrippen und konstruktive Sicherungsprofile vorgesehen werden, um das Verbiegen oder Verbeulen zu verhindern.
-
Bei manchen Ausführungsformen strömt Luft in die primäre Verarbeitungskammer am Boden des Materialstapels durch Luftlöcher oder Perforationen im Oberteil jedes Luftkastens. Wenn die einzelnen Module mehrere Luftkästen enthalten, kann den einzelnen Luftkästen über einen einzigen, an ein Luftrohr angeschlossenen Luftverteiler zugeführt werden, der mit einem Heißluft-Anschlussflansch in der Verbindungsplatte verbunden ist. Wahlweise ist ein Heißluft-Anschlussflansch so konfiguriert, dass er den schnellen Anschluss an die Heißluftversorgung ermöglicht.
-
Um die Verstopfung der Luftlöcher bei der Verarbeitung zu verhindern, ist bei manchen Ausführungsformen die Größe der Luftlöcher in den perforierten Deckplatten der Luftkästen so gewählt, dass sie eine Einengung erzeugt und dadurch über jedem Loch ein Druckgefälle entsteht. Dieses Druckgefälle kann genügen, um zu verhindern, dass Feinstoffe in die Löcher eindringen. Die Löcher können sich nach außen zur Oberfläche hin verjüngen, um auszuschließen, dass sich Teilchen in einem Loch festsetzen. Außerdem kann unter Umständen Material, das die Löcher verstopft, durch die Bewegung der lateralen Transfereinheiten gelöst werden.
-
FEEDSTOCK-INPUT(S) DER LATERALEN VERARBEITUNGSEINHEIT
-
Bei einer Ausführungsform enthält die primäre Verarbeitungseinheit ein oder mehr Feedstock-Inputs, um verschiedene Feedstocks mit verschiedenen physikalischen Eigenschaften unterzubringen, die jeweils direkt oder indirekt in die primäre Verarbeitungseinheit eingespeist werden. Die Feedstock-Inputs können wahlweise operativ mit verschiedenen Einspeisesystemen verbunden sein, die Feedstock an die Feedstock-Inputs und damit in die primäre Verarbeitungseinheit liefern. Wenn die primäre Verarbeitungseinheit mehr als einen Feedstock-Input aufweist, kann jeder Feedstock-Input operativ mit demselben Einspeisesystem verbunden sein, oder die Feedstock-Inputs können operativ mit einer Mehrzahl an Einspeisesystemen verbunden sein, bei denen es sich um dieselbe Art von Einspeisesystem oder verschiedene Arten von Einspeisesystemen handeln kann.
-
Bei einer Ausführungsform kann die primäre Verarbeitungseinheit operativ mit einem rechteckigen Einspeisetrichter und einer hydraulisch unterstützten Ramme verbunden sein. Bei dieser Ausführungsform kann wahlweise ein Tor in die Material-Rutsche installiert werden, das als Wärmesperre zwischen der primären Verarbeitungseinheit und dem Einspeisetrichter funktioniert. Grenzschalter am der Einspeisetrichter regeln die Länge des Rammenstoßes, damit die bei jedem Stoß in die primäre Verarbeitungseinheit gelangende Materialmenge geregelt werden kann.
-
Bei einer anderen Ausführungsform kann die primäre Verarbeitungseinheit so konstruiert sein, dass sie die Einspeisung in Kästen ermöglicht, die so gebaut sind wie die Kästen, in denen biomedizinische Krankenhausabfälle zur Verarbeitung kommen. Ein rechteckiger Doppeltürport ermöglicht es, die Kästen in den primären Einspeisetrichter zu leeren, wo die hydraulische Ramme den Feedstock in die primäre Verarbeitungseinheit befördert.
-
Bei einer weiteren Ausführungsform kann eine Förderschnecke operativ mit der primären Verarbeitungseinheit verbunden sein, um körniges Abfallmaterial einzuspeisen. So kann eine Förderschnecke beispielsweise hydraulisch in die Einheit integriert werden.
-
Andere Beispiele von Einspeisesystemen können operativ mit der primären Verarbeitungseinheit verbunden sein; dazu gehören Einspeisesysteme mit Drehschiebern, Schwerkraft-Einspeisesystemen oder dergleichen. Außerdem können gleichzeitig Flüssigkeiten und Gase durch ihre eigenen zugewiesenen Ports in die primäre Verarbeitungseinheit eingespeist werden.
-
Ein Bearbeitungsprozess für Abfallmaterial im Einspeisesystem kann auch verwendet werden, bevor das Material in die primäre Verarbeitungseinheit gelangt.
-
Bei einer Ausführungsform kann das ungeregelte Durchsickern von Luft (durch Abfalleinspeisungselemente) auf ein Mindestmaß beschränkt werden, indem der Feedstock stark gepresst wird und in dieser gepressten Form das Durchsickern weitgehend blockiert. Auch Guillotinedichtungen können eingesetzt werden. Bei Ausführungsformen, in denen der Feedstock vertikal in die primäre Verarbeitungseinheit fällt, kann das verdichtete Material gelockert werden. Demgemäß kann die primäre Verarbeitungseinheit in einer Ausführungsform ein Verdichtungssystem enthalten.
-
DIE SEKUNDÄRE VERARBEITUNGS- UND SCHMELZEINHEIT
-
Die sekundäre Verarbeitungseinheit des C-Konversionssystems entzieht übrig gebliebene flüchtige Stoffe aus dem in der primären Verarbeitungseinheit bearbeiteten Feedstock, die für die Konversion von Char in ein Abgas vorgesehen sind. Die sekundäre Verarbeitungseinheit steht in Verbindung mit der primären Verarbeitungseinheit und ist operativ mit der Schmelzeinheit verbunden.
-
Bei einer Ausführungsform ist die sekundäre Verarbeitungseinheit zusammenhängend mit der Schmelzeinheit und ist über dieser angebracht. Gemäß dieser Ausführungsform ist die Verbindung zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit eine Schranke, die verhindert, dass Feststoffe wie Asche in die Schmelzkammer gelangen.
-
Bei einer Ausführungsform ist die sekundäre Verarbeitungseinheit so ausgerichtet, dass ihre Längsachse im Wesentlichen senkrecht zur Längsachse der primären Verarbeitungseinheit verläuft. Zum Beispiel ist die primäre Verarbeitungseinheit so ausgerichtet, dass sie im Wesentlichen vertikal zum Boden liegt. Gemäß dieser Ausführungsform kann die Schmelzeinheit unter der sekundären Verarbeitungseinheit angeordnet sein.
-
Bei einer Ausführungsform ist die sekundäre Verarbeitungseinheit von der Schmelzeinheit durch die interzonale Region bzw. Interzone getrennt, die optimal einen Widerstand gegen die Materialbewegung zwischen den beiden Einheiten bildet bzw. diese einschränkt, und bei manchen Ausführungsformen kann sie auch das anfängliche Schmelzen der im Wesentlichen kohlenstofffreien Feststoffe (d. h. Asche) in geschmolzene Schlacke bewirken.
-
Die sekundäre Verarbeitungseinheit bewirkt auch die Zugabe von Heißluft und wahlweise von Prozessadditiven wie Dampf und/oder kohlenstoffreichem Gas und/oder Kohlenstoff, um verbleibende flüchtige Stoffe zu entfernen und die Konversion des Kohlenstoffs in Abgas zu bewirken. Die Schmelzeinheit erzeugt auch Wärme, zum Beispiel Plasmawärme oder ein Äquivalent, um die vollständige Konversion der verbleibenden anorganischen Stoffe (wie Asche) in eine vitrifizierte Substanz oder Schlacke zu vervollständigen.
-
Die interzonale Region oder Interzone kann weiterhin ein zusätzliches Wärmeübertragungselement aufweisen, um Wärme effizient zu übertragen. Die geschmolzene Schlacke wird von der Schmelzeinheit abgegeben und zum Abkühlen in ein wahlweise vorhandenes Schlackenkühl-Subsystem geleitet.
-
Die sekundäre Verarbeitungseinheit und die Schmelzeinheit zusammen bewirken die Erzeugung von Abgas und Schlacke, indem sie nacheinander die sekundäre Verarbeitung und das Schmelzen der festen im Wesentlichen kohlenstofffreien Rückstände fördern. Das wird erzielt, indem sekundäre Verarbeitung in einem bestimmten Temperaturbereich ermöglicht wird, bevor die festen im Wesentlichen kohlenstofffreien Rückstände einem höheren Temperaturbereich ausgesetzt werden. So beschränken oder eliminieren die sekundäre Verarbeitungseinheit und die Schmelzeinheit die in der Schmelze gefangene Kohlenstoffmenge.
-
Bei einer Ausführungsform wird der C-Konversionsprozess erzielt, indem den Char enthaltenden festen Rückständen ein angemessenes Maß an Sauerstoff hinzugefügt wird und die Temperatur der festen Rückstände auf eine Höhe gebracht wird, die erforderlich ist, um den Kohlenstoff in den festen Rückständen in ein Abgas umzuwandeln, indem die festen Rückstände der spezifischen Umgebung der sekundären Verarbeitungseinheit ausgesetzt werden.
-
Die geschmolzene Schlacke kann bei einer Temperatur von beispielsweise ca. 1200°C bis 1800°C kontinuierlich aus der Schmelzeinheit ausgestoßen und danach gekühlt werden, bis sie ein festes Schlackenmaterial bildet. Dieses Schlackenmaterial kann als Geländeaufschüttung verwendet oder zur konventionellen Nutzung weiter in Aggregate zerkleinert werden. Alternativ kann die geschmolzene Schlacke in Behälter gefüllt werden, um Blocks, Ziegel oder ähnliches Baumaterial zu bilden. Das erhaltene Schlackenmaterial kann auch als Zusatzstoff für Beton, in der Produktion eines leichten Aggregats oder von Mineralwolle, in der Herstellung von Schaumglas oder Packmaterial Verwendung finden.
-
Demgemäß kann die Schmelzeinheit auch operativ mit einer Kühleinheit zum Kühlen der geschmolzenen Schlacke in ihre feste Form verbunden werden. Die Kühleinheit muss so beschaffen sein, dass das gekühlte Schlackenmaterial in die gewünschte Form gebracht werden kann.
-
Die sekundäre Verarbeitungseinheit
-
Die C-Konversion wird erzielt, indem die Temperatur des Char enthaltenden bearbeiteten Feedstocks auf eine Höhe gebracht wird, die erforderlich ist, um Kohlenstoff im bearbeiteten Feedstock in ein Abgas umzuwandeln, indem der bearbeitete Feedstock der spezifischen Umgebung der sekundären Verarbeitungseinheit ausgesetzt wird (die angemessene Gehalte von Wärme, Luft, Sauerstoff order Dampf enthalten kann).
-
Die sekundäre Verarbeitungseinheit erhält bearbeiteten, Char von der primären Verarbeitungseinheit enthaltenden Feedstock und steht mit der Schmelzeinheit in Verbindung. Bei einer Ausführungsform steht die sekundäre Verarbeitungseinheit mit der Schmelzeinheit über eine interzonale Region bzw. Interzone in Verbindung.
-
Die sekundäre Verarbeitungseinheit erhält Wärme von einer geeigneten Quelle, damit eine Temperatur erreicht wird, die erforderlich ist, restliche flüchtige Stoffe und Kohlenstoff in ein Abgas umzuwandeln. Die Einheit ist auch so konstruiert, dass sie die Rückstände auf hocheffiziente Weise der Wärme aussetzt, damit die über das Abgas verlorene fühlbare Wärmemenge auf ein Mindestmaß beschränkt wird. Die Anordnung und Ausrichtung der Wärmequelle sind daher zusätzliche Faktoren, die beim Design der sekundären Verarbeitungseinheit berücksichtigt werden müssen.
-
Das Heizsystem der sekundären Verarbeitungseinheit
-
Der C-Konversionsprozess erfordert Wärme. Diese Wärme kann entweder direkt durch teilweise Oxidierung der festen, Char enthaltenden Rückstände (d. h. durch die exothermische Reaktion von Sauerstoff in den Luft-Outputs mit Kohlenstoff und den Char enthaltenden festen Rückständen) oder indirekt durch Anwendung von ein oder mehr an sich bekannter Wärmequellen zugeführt werden.
-
Bei einer Ausführungsform wird die für die Konversion des unreagierten Kohlenstoffs erforderliche Wärme durch (mindestens teilweise) angewärmte Luft geliefert, die der sekundären Verarbeitungseinheit z. B. durch beheizte Luft-Inputs zugeführt werden kann.
-
Die Heißluft kann z. B. von Luftkästen, Lufterwärmern oder Wärmetauschern zugeführt werden, die alle an sich bekannt sind.
-
Bei einer Ausführungsform wird Heißluft in die sekundäre Verarbeitungseinheit durch ein Luftzufuhr- und Luftverteilungssystem zugeführt, dessen Inputs nahe der Verbindungsstelle mit der Schmelzeinheit angebracht sind, z. B. bei manchen Ausführungsformen nahe der interzonalen Region bzw. Interzone. Geeignete Luftzufuhr- und Luftverteilungssystem sind an sich bekannt und enthalten Luftkasten, von denen Heißluft durch Perforationen in der Wand der Einheit oder durch Düsen bzw. Einblaselemente eingeführt werden kann.
-
Möglicherweise erforderliche zusätzliche oder ergänzende Erwärmung kann durch ein an sich bekanntes Heizmittel erfolgen wie z. B. einen Gasbrenner, zirkulierenden heißen Sand, ein Elektroheizgerät, elektrische Heizelement oder dergleichen.
-
Bei einer Ausführungsform kann die zusätzliche Wärmequelle aus zirkulierendem heißen Sand bestehen.
-
Bei einer Ausführungsform kann die zusätzliche Wärmequelle aus einem Elektroheizgerät oder elektrischen Heizelementen bestehen.
-
Die Prozessadditive der sekundären Verarbeitungseinheit
-
Wahlweise können der sekundären Verarbeitungseinheit Prozessadditive hinzugefügt werden, um die wirksame Konversion des bearbeiteten, Char enthaltenden Feedstocks in Abgas zu ermöglichen. So kann z. B. Dampf hinzugefügt werden, um genügend freien Sauerstoff und Wasserstoff zu gewährleisten und die Konversion sich zersetzender Elemente des eingespeisten, bearbeiteten, Char enthaltenden Feedstocks in Abgas und/oder ungefährliche Verbindungen zu maximieren. So kann auch z. B. Luft eingeführt werden, um die Ausgeglichenheit der chemischen Vorgänge zu fördern und die sekundäre Verarbeitung zu einem Treibstoffgas (mit minimalem Kohlenstoffgehalt) zu maximieren, optimale Prozesstemperaturen aufrecht zu erhalten und dabei die Kosten des eingespeisten Wärme auf ein Mindestmaß zu beschränken. Außerdem können wahlweise Sauerstoff und/oder Ozon durch Prozessadditiv-Ports in die sekundäre Verarbeitungseinheit eingeführt werden.
-
Wahlweise können andere Additive eingeführt werden, um den C-Konversionsprozess zu optimiere und damit Emissionen zu verbessern.
-
Wahlweise kann stark kohlenstoffhaltiges Gas als Prozessadditiv verwendet werden.
-
Demgemäß kann die sekundäre Verarbeitungseinheit ein oder mehr Prozessadditiv-Inputs enthalten. Dabei kann es sich um Inputs für Dampf- und/oder Luftinjektion oder für die Injektion von stark kohlenstoffhaltigem Gas handeln. Die Dampf-Inputs können so angeordnet sein, dass sie Dampf in Hochtemperaturzonen und die Abgasmasse leiten kurz bevor das Abgas aus der primären Verarbeitungseinheit austritt. Die Luft-Inputs können in der und um die Einheit herum angeordnet sein, damit die Prozessadditive gleichmäßig in die sekundäre Verarbeitungseinheit eindringen können.
-
Bei einer Ausführungsform sind die Prozessadditiv-Inputs nahe der interzonalen Region bzw. Interzone angeordnet.
-
Bei einer Ausführungsform gewähren die Prozessadditiv-Inputs eine diffundierte Einspeisung der Additiv mit niedrigem Druck.
-
Bei Ausführungsformen, in denen Heißluft verwendet wird, um die sekundäre Verarbeitungseinheit zu erwärmen, können wahlweise zusätzliche Inputs für die Injektion von Luft/Sauerstoff vorgesehen sein.
-
Die interzonale Region bzw. Interzone
-
Bei einer Ausführungsform der Erfindung ist die Verbindungsstelle zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit so konfiguriert, dass sie eine interzonale Region bzw. eine Interzone bildet. Gemäß dieser Ausführungsform funktioniert die interzonale Region bzw. Interzone im Wesentlichen so, dass sie die sekundäre Verarbeitungseinheit räumlich von der Schmelzeinheit trennt, und wahlweise dafür sorgt, dass die festen Rückstände (z. B. Asche) aus der sekundären Verarbeitung effektiv Wärme an die Feststoffe abgeben und den Reaktionsmaterialstapel in der sekundären Verarbeitungseinheit stützen. Außerdem bietet die interzonale Region bzw. Interzone eine Leitung bzw. Verbindung zwischen den beiden Einheiten. Wahlweise enthält die Interzone ein Impediment, das die Materialförderung zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit einschränkt oder regelt, z. B. indem es teilweise oder zeitweise die Interzone verschließt und dadurch die übermäßige Abwanderung des nicht umgewandelten Kohlenstoffs in die Schmelze verhindert. Das Impediment kann wahlweise Wärmeübertragungselemente enthalten.
-
Bei einer Ausführungsform kann die Interzone im Wesentlichen mit der Schmelzeinheit zusammenhängen. Bei einer anderen Ausführungsform kann die Interzone mit einer Verengung oder Einschnürung zwischen den Einheiten oder innerhalb einer Einheit versehen sein. Bei einer solchen Ausführungsform kann eine ”Kuppel” aus Überbrückungsmaterial verhindern, dass das Materialbett der sekundären Verarbeitungseinheit in die Schmelzeinheit abrutscht. Alternativ kann ein Ableitblech das Material zurückhalten und das Abrutschen verhindern.
-
Bei einer Ausführungsform wird eine massive Umleitplatte in der interzonalen Region des C-Konversionssystems eingesetzt. Gemäß dieser Ausführungsform kann die Umlaufplatte wahlweise beweglich sein.
-
Bei einer Ausführungsform wird die aus Refraktärteilen bestehende Umleitplatte in der interzonalen Region des C-Konversionssystems eingesetzt.
-
Bei einer Ausführungsform ist die Schmelzeinheit versetzt angeordnet.
-
Bei Ausführungsformen der Erfindung, bei denen die Interzone ein Impediment enthält, ist das Impediment so konfiguriert, dass es die Förderung des Materials zwischen der sekundäre Verarbeitungseinheit und der Schmelzeinheit einschränkt oder regelt, z. B. indem es die interzonale Region teilweise oder zeitweise verschließt.
-
Das Impediment ist in der interzonalen Region bzw. Interzone eingebaut und kann verschiedene Formen oder Konstruktionen aufweisen. Zum Beispiel kann das Impediment eine flache Struktur haben, oder es kann kuppelförmig, pyramidenförmig, zahnradförmig oder dergleichen sein. Alternativ bzw. zusätzlich kann das Impediment zum Beispiel ein Gitter, eine Mehrzahl an Kugeln, eine Mehrzahl an Rohren oder eine Kombination daraus enthalten. Die Form und Größe des Impediments kann zum Teil durch die Form und Ausrichtung der Kammer bestimmt sein. Bei einer Ausführungsform ist das Impediment so konfiguriert, dass es ein oder mehr Leitungen aufweist, die so bemessen sind, dass sie den Materialfluss zwischen der sekundären Verarbeitungseinheit und der Schlackenzone beschränkt.
-
Bei einer Ausführungsform enthält das Impediment eine Reihe an miteinander verbundenen Ziegeln, die so angeordnet sind, dass sie Leitungen zwischen benachbarten Ziegeln bilden. Bei einer anderen Ausführungsform enthält das Impediment eine Mehrzahl an Rohren, die so angeordnet sind, dass sie Leitungen zwischen benachbarten Rohren bilden. Gemäß dieser Ausführungsform kann eine Mehrzahl an Rohren im Wesentlichen senkrecht zur Längsachse der Interzone verlaufen oder im Wesentlichen horizontal zur Längsachse der Interzone ausgerichtet sein.
-
Das Impediment und alle notwendigen Einbauelemente müssen in der Lage sein, unter den rauen Bedingungen der C-Konversionszone und insbesondere bei hohen Temperaturen effektiv zu funktionieren. Demgemäß ist das Impediment aus Material gefertigt, das hohen Temperaturen standhält. Wahlweise kann das Impediment mit Refraktär ausgekleidet oder aus massivem Refraktär gefertigt sein.
-
Bei einer Ausführungsform kann im Impediment Kühlung wie z. B. Wasserkühlung vorgesehen sein. Bei einer Ausführungsform enthält das Impediment wassergekühltes Kupfer mit Refraktärauskleidung oben und/oder unten (z. B. so konfiguriert wie in 127, 129, 130 und 133A dargestellt).
-
Bei einer Ausführungsform enthält das Impediment eine Mehrzahl an Kugeln wie z. B. Keramikkugeln.
-
Bei der Ausführungsform enthält das Impediment eine zahnradförmige Refraktärkuppel.
-
Bei einer Ausführungsform ist das Impediment eine massive Refraktärkuppel, die mit keilförmigen Ziegeln in der interzonalen Region eingebaut ist. Die massive Refraktärkuppel ist so bemessen, dass zwischen der Außenkante der Kuppel und der Innenwand der Kammer ein Zwischenraum besteht. Wahlweise enthält die Refraktärkuppel eine Mehrzahl an Löchern. Die Löcher können vertikal ausgerichtet sein.
-
Bei einer Ausführungsform liegt oben auf dem Impediment wahlweise eine Mehrzahl an Tonerde- oder Keramikkugeln von jeweils 20 bis 100 mm Durchmesser; sie bilden ein Bett und sorgen für die Diffusion erwärmter Luft und fördern die Übertragung von Plasmawärme an die Asche, um die Asche anfänglich in Schlacke umzuwandeln. Bei dieser Ausführungsform läuft die Asche beim Schmelzen durch die interzonale Region durch die vom Impediment gebildeten Leitungen und in die Schmelzeinheit.
-
Bei einer Ausführungsform enthält das Impediment ein Gitter aus massiven Refraktärziegeln. Das Refraktärziegelgitter weist zwischen den einzelnen Ziegeln Zwischenräume auf, durch die zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit über die interzonale Region eine Verbindung besteht.
-
Bei einer Ausführungsform enthält das Impediment eine Gitterstruktur aus mit Refraktär ausgekleideten Rohren, die in einem Montagering eingebaut sind.
-
Bei einer Ausführungsform enthält das Impediment ein rotierendes Fördergitter.
-
Wahlweise kann die interzonale Region weiterhin Wärmeübertragungs- oder Verteilungselemente, die die Übertragung von Wärme an die Asche ermöglichen. Wärmeübertragungselemente sind an sich bekannt und können aus Kugeln, Kieselsteinen, Ziegeln und ähnlichen Strukturen bestehen, die aus geeigneten Materialien wie Keramik, Tonerde, Refraktär oder dergleichen hergestellt sind.
-
Bei einer Ausführungsform enthält das Wärmeübertragungselement eine Mehrzahl an Tonerde- oder Keramikkugeln zwischen 20 und 100 mm in Durchmesser, die oben auf dem Impediment liegen; sie bilden ein Bett, ermöglichen die Ausbreitung von Warmluft und fördern die Übertragung von Plasmawärme an die Asche, um die Asche zunächst in der interzonalen Region zu Schlacke zu verschmelzen.
-
Wahlweise kann das Impediment das Wärmeübertragungselement sein oder dieses enthalten.
-
Wahlweise kann die interzonale Region oder Interzone mit einer Wärmequelle versehen sein. Geeignete Wärmequellen sind z. B. eine Luftdüse, ein Elektroheizgerät, elektrische Heizelemente, Brenner einschließlich externe Gas- oder Syngasbrenner, und Plasmaquellen einschließlich Plasmabrenner oder dergleichen.
-
Die Wärmequelle kann in der interzonalen Region und/oder der Schnittstelle zwischen der sekundären Verarbeitungseinheit und der interzonalen Region und/oder der Verbindungsstelle zwischen der interzonalen Region und der Schmelzeinheit angebracht sein.
-
Wahlweise wird durch Anwendung von Plasmawärme in der interzonalen Region bzw. der Interzone aller in der Asche verbleibender Kohlenstoff in ein Abgas umgewandelt.
-
Demgemäß kann die interzonale Region Zugangsports enthalten, die so bemessen sind, dass sie verschiedene Wärmequellen aufnehmen können.
-
Die Schmelzeinheit
-
Der Schmelzprozess wird erzielt, indem die Temperatur des im Wesentlichen kohlenstofffreien Materials (Asche) so erhöht wird, dass die verbleibenden Rückstände schmelzen; er vollzieht sich in der Schmelzeinheit, an der Verbindung zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit, oder – bei Ausführungsformen, in denen das System eine Interzone enthält – in der Interzone, oder in verschiedenen Kombinationen.
-
Die für den Schmelzprozess erforderliche Wärme wird von ein oder mehr Wärmequellen geliefert. Diese Wärme kann direkt oder indirekt über Wärmeübertragungselemente zur Anwendung kommen. Bei einer Ausführungsform wird die Wärme von ein oder mehr Wärmequellen geliefert. Die Wärme dient auch dazu, nach der sekundären Verarbeitung durch die angewärmten Luft-Inputs in den Rückständen verbleibende kleine Mengen an Kohlenstoff umzuwandeln. Bei Ausführungsformen, in denen die primäre Wärmequelle aus ein oder mehr Plasmawärmequellen besteht, kann zusätzliche oder ergänzende Wärme eingespeist werden, wenn dies für ein oder mehr an sich bekannte Heizverfahren wie z. B. Induktionsheizung oder Stromheizung erforderlich ist.
-
Die Schmelzeinheit wird mit einer Wärmequelle versorgt, die die Temperatur erreichen kann, die für das Erwärmen der Asche (direkt oder indirekt) auf eine Stufe erforderlich ist, um die festen Rückstände zu schmelzen und zu homogenisieren, damit geschmolzene Schlacke von einer Temperatur entsteht, die das Ausfließen ermöglicht. Wahlweise wird aller in der Asche verbleibender Kohlenstoff zu Abgas (”Schmelzeinheitgas”) umgewandelt. Die Schmelzeinheit ist auch so konstruiert, dass zwischen der/den Wärmequelle(n), z. B. den Plasmagasen, und dem Rückstand bzw. der Schlacke hocheffizienter Wärmetausch stattfindet, um die Menge der verlorenen fühlbaren Wärme auf ein Mindestmaß zu beschränken. Die Art der eingesetzten sowie die Anordnung und Ausrichtung der Wärmequelle sind daher zusätzliche Faktoren, die beim Design der Schmelzeinheit berücksichtigt werden müssen. Nicht einschränkende Beispiele geeigneter Schmelzeinheit-Konstruktionen sind in den Figuren dargestellt. Der Durchschnittsfachmann wird jedoch erkennen, dass andere Konstruktionen, die den oben aufgeführten Anforderungen entsprechen, ebenfalls möglich sind und in der vorliegenden Erfindung mit berücksichtigt werden.
-
Die Schmelzeinheit ist auch so beschaffen, dass gewährleistet ist, dass die Verweilzeit der Rückstände genügt, um die Rückstände auf eine ausreichende Temperatur zu bringen, um sie vollständig zu schmelzen und die verbleibenden anorganischen Stoffe zu homogenisieren.
-
Wahlweise wird die Schmelzeinheit mit einem Reservoir versehen, in dem sich die Rückstände sammeln, während sie von den Wärmequellen erhitzt werden. Bei einer Ausführungsform enthält die Schmelzeinheit ein Reservoir, das auch das Vermischen des festen und geschmolzenen Materials beim Schmelzprozess ermöglicht. Genügend Verweilzeit und ausreichende Vermischung ermöglichen das vollständige Schmelzen und eine wünschenswerte Zusammensetzung der resultierenden Schlacke.
-
Bei gewissen Ausführungsformen ist die Schmelzeinheit so konfiguriert, dass sie zum Schlackenausgang hin verjüngt ist und/oder einen geneigten Boden aufweist, um das Austreten der geschmolzenen Schlacke zu erleichtern.
-
Bei einer Ausführungsform ist die Schmelzeinheit für den kontinuierlichen Ausstoß des geschmolzenen Schlackenmaterials konstruiert. Kontinuierlicher Schlackenausstoß bedeutet, dass der Aufbereitungsprozess auf kontinuierlicher Basis durchgeführt werden kann, wobei die zu schmelzenden Rückstände kontinuierlich und ohne Unterbrechung eingespeist und verarbeitet werden können. Kontinuierlicher Schlackenausstoß kann mit verschiedenen Konfigurationen oder an sich bekannten Geräten erzielt werden. Zum Beispiel kann die Schmelzeinheit so konfiguriert sein, dass sie ein Hindernis für den Ausstoß der geschmolzenen Schlacke aus der Einheit darstellt, das überbrückt wird, wenn die Menge der geschmolzenen Schlacke eine gewisse Stufe erreicht.
-
Bei einer Ausführungsform wird dadurch kontinuierlicher Schlackenausstoß erzielt, dass ein Reservoir verwendet wird, das auf einer Seite von einem Wehr begrenzt wird, welches ermöglicht, dass sich das Schlackenabsetzbecken füllt, bis es eine gewisse Höhe erreicht hat, wonach die geschmolzene Schlacke über das Wehr und aus der Kammer strömt. Bei einer Ausführungsform wird kontinuierlicher Schlackenausstoß durch einen temperaturgeregelten (erwärmten oder gekühlten) Einsatz in der seitlichen Refraktärwand der Einheit erzielt. Bei dieser Ausführungsform wird der kontinuierliche Schlackenausstoß mit einem Stöpsel oder Pfropfen geregelt und/oder gestoppt, der den Schlackenfluss durch den Einsatz blockiert.
-
Aufgrund der sehr hohen Temperaturen, die zur Aufbereitung der Asche und besonders zum Schmelzen der möglicherweise vorhandenen Metalle erforderlich sind, kann die Wand in der Schmelzeinheit wahlweise mit einem Refraktärmaterial ausgekleidet sein, das sehr schwierigen Betriebsbedingungen standhält. Die Wahl des geeigneten Materials für die Konstruktion der Schmelzeinheit richtet sich nach einer Anzahl von Kriterien wie z. B. der Betriebstemperatur, die bei typischen Rückstand-Aufbereitungsprozessen erzielt wird, der Widerstandsfähigkeit gegen Thermoschock, und gegen Abreibung und Erosion/Korrosion durch geschmolzene Schlacke und/oder heiße Gase, die beim Schmelzprozess entstehen. Auch die Porosität des Materials kann in Betracht gezogen werden, wenn Material für die Schmelzeinheit gewählt wird. Nach dem Stand der Technik sind verschiedene Materialien bekannt.
-
Die Schmelzeinheit kann außerdem ein oder mehr Ports enthalten, um zusätzliche strukturelle Elemente oder Instrumente unterzubringen, die wahlweise erforderlich sein können. Bei einer Ausführungsform kann der Port ein Ansichtsfenster darstellen, der wahlweise mit Videoüberwachung ausgestattet sein kann, um dem Betreiber volle Sicht der Aspekte bei der Ascheaufbereitung zu gewähren, einschließlich der Überwachung des Schlackenausgangs in Bezug auf Verstopfungen. Die Kammer kann auch Service-Ports enthalten, die Zugang zur Kammer für Wartung und Reparaturen gewähren. Solche Ports sind an sich bekannt und können verschließbare Port-Löcher verschiedener Größe aufweisen.
-
Bei einer Ausführungsform ist die Schmelzeinheit so konfiguriert, dass sie ein oberes gekrümmtes Gefälle und einen unteren (als ”Iglu” bezeichneten) Abschnitt enthält. Das gekrümmte Gefälle ermöglicht Festmaterial, in den Iglu-Abschnitt der Schmelzeinheit herunter zu gelangen. In diesem Abschnitt werden durch Einwirkung von ein oder mehr Wärmequellen (wie z. B. Plasmabrennern) auf die Asche und/oder Schlacke von der sekundären Verarbeitungseinheit hohe Temperaturen erzeugt, und Schlacke wird aus dem System ausgestoßen. Im Iglu-Abschnitt wird auch heißes Gas erzeugt, das bei manchen Ausführungsformen zur Konversion von Material in der sekundären Verarbeitungseinheit verwendet werden kann. Wenn Plasmabrenner verwendet werden, können diese z. B. aus Lichtbogenbrennern mit übertragenen (TAT) und/oder nichtübertragenen (NTAT) Bogen oder einem anderen Gerät bestehen, das Plasmastrahlen von hoher Enthalpie erzeugt. Wenn ein TAT verwendet wird, kann er eine Elektrode im Schlackenabsetzbecken (oder an dessen Boden) aufweisen. Die Elektrode kann aus verschiedenen geeigneten Materialien wie z. B. Grafit hergestellt werden. Bei einer Ausführungsform wird dem Iglu-Abschnitt von einem Brenner zusätzliche Wärme zugeführt, der einen beliebigen an sich bekannten Brenner darstellen kann, der z. B. mit festen C-Brennstoffe, Char, Ruß, Carbon Black oder dergleichen arbeitet. Bei einer Ausführungsform wird als sekundäre Verarbeitungseinheit ein Allesbrenner verwendet, der so konstruiert ist, dass er normalerweise mit Luft/Syngas arbeitet. Wenn sich am Boden des Iglu-Abschnitts ein Schlackenabsetzbecken bilden kann, kann dies helfen, die Schlackenzusammensetzung zu homogenisieren und am Boden des Absatzbeckens eine Metallschicht aufzubauen. Die Schlacke wird aus dem Iglu-Abschnitt entfernt, indem sie an der Seite oder am Boden der Schmelzeinheit austritt. Das Unterteil der Einheit kann so konfiguriert sein, dass es Schlackenlöcher aufweist, die dazu dienen, das im Absetzbecken aufgebaute Metall zu entfernen. So kann geschmolzenes Metall zum Beispiel an eine Recycling-Firma oder Raffinerie verkauft werden. Sollte der Boden des Absetzbeckens aufgrund des Abstands zur Wärmequelle nicht genügend geschmolzen sein, kann eine Lanze oder ein Brenner durch die Stichlöcher eingesetzt werden, um den Metallaustritt zu fördern. Alternativ kann die Plasmawärme höher als normal eingestellt werden, um den Metallaustritt zu beschleunigen.
-
Bei einer Ausführungsform ist die Schmelzeinheit so konfiguriert, dass sie ein oberes gekrümmtes Gefälle und einen unteren Iglu-Abschnitt sowie ein ”Tor” zwischen dem gekrümmten Abschnitt und dem Iglu-Abschnitt bildet, um die Strömung der heißen Gase in die sekundäre Verarbeitungseinheit sowie den Druck zu regeln.
-
Wahlweise ist der Boden der sekundären Verarbeitungseinheit oder die interzonale Region (wenn vorhanden) so konfiguriert, dass eine ”Kuppel” gebildet wird, die mit verhindert, dass das Materialbett in der sekundären Verarbeitungseinheit nicht in die Schmelzeinheit fällt. Alternativ könnte eine ”Kuppel” aus Überbrückungsmaterial verwendet werden.
-
Wahlweise kann die Schmelzeinheit wassergekühlt werden, um die Refraktärauskleidung zu kühlen und so die Betriebslebensdauer des Refraktärs und daher des ganzen Gefäßes zu verlängern. Das Konzept ist, dass sich bei Abkühlung des Refraktärs auf unterhalb der Schmelztemperatur der Schlacke das Innere des Gefäßes mit einer dünnen Schlackenschicht überziehen kann. Da die eindringende Schlacke aufgrund der niedrigeren Temperatur abkühlt, wird die Abnutzung des Refraktär reduziert oder gestoppt, und es entsteht kein Schaden durch Rissbildung oder Abspringen von Refraktärteilen.
-
Bei einer Ausführungsform enthält die Schmelzeinheit wassergekühlte Kupfereinsätze rund um die Außenseite der Einheit, die für Kühlung sorgen. Gemäß dieser Ausführungsform sind die Kupferteile wahlweise mit Rinnen (z. B. Kanälen oder Rohren) und Anschlussteilen für die Verbindung mit den Wasserrohren versehen. Durch die Kupferteile wird Wasser gepumpt, und im Metall werden Thermoelemente eingesetzt, die (zusammen mit Thermoelementen in der Schmelzeinheit) von der Regelsoftware dazu verwendet werden, den Wasserfluss und die Temperatur zu verstellen.
-
Zusätzliche Kühlung kann um den Schlackenausgang der Schmelzeinheit herum vorgesehen sein, um den Schlackenfluss aus dem Ausgang zu regulieren und/oder zu stoppen. So kann der Ausgang beispielsweise aus Kupfer mit Kühlkanälen für Wasser bestehen. So wird der Schlackenfluss von der Temperatur des Kupferteils geregelt. Alternativ kann ein wassergekühlter Plunger in den Ausgang gesteckt werden.
-
Die Wärmequelle der Schmelzeinheit
-
Die Schmelzeinheit verwendet ein oder mehr Wärmequellen, um das in der sekundären Verarbeitungseinheit erzeugte Aschematerial umzuwandeln. Die Wärmequellen können beweglich oder fest oder eine Kombination dieser Arten sein. Wahlweise können der Schmelzeinheit Prozessadditive hinzugefügt werden, um die Konversion der Asche in Schlacke und wahlweise in Schmelzeinheit-Gas zu ermöglichen. Beispielsweise können folgende Prozessadditive verwendet werden: Dampf, Luft, Kohlenstoff und/oder kohlenstoffangereichertes Gas und/oder stark kohlenstoffhaltiges Gas und/oder Sackasche oder dergleichen. Demgemäß kann die Schmelzeinheit mit verschiedenen Inputs versehen sein und/oder eine Anzahl an Pots für diese Inputs aufweisen.
-
Der Schlacken-Output der Schmelzeinheit
-
Die Schmelzeinheit enthält ein oder mehr Schlacken-Outputs. Ein Schlacken-Output enthält einen Ausgang, durch den geschmolzene Schlacke ausgestoßen wird. Typischerweise ist der Ausgang am Boden der Schmelzeinheit oder in dessen Nähe angebracht, damit der geschmolzene Inhalt des Schlackenabsetzbeckens durch Schwerkraft aus der Einheit austreten kann. Wahlweise kann ein Schlacken-Output auch ein Teilsystem zum Kühlen der Schlacke enthalten, damit die geschmolzene Schlacke durch Kühlung in die nachfolgend beschriebene feste Form übergehen kann.
-
Die geschmolzene Schlacke kann während des gesamten Verarbeitungsprozesses auf kontinuierlicher Basis ausgestoßen werden. Die geschmolzene Schlacke kann mit verschiedenen, dem Durchschnittsfachmann ersichtlichen Methoden gekühlt und gesammelt werden, um eine dichte, nicht-auslaugende, feste Schlacke zu bilden. Ausführungsformen mit kontinuierlichem Ausstoß eignen sich besonders gut für Systeme, die für den kontinuierlichen Betrieb vorgesehen sind.
-
Bei einer Ausführungsform enthält die Schlacken-Outputvorrichtung auch ein Teilsystem zum Kühlen der Schlacke, damit die geschmolzene Schlacke durch Kühlung zu einem festen Schlackenprodukt werden kann. Bei einer Ausführungsform wird die geschmolzene Schlacke in ein Quencher-Wasserbad gegossen. Das Wasserbad stellt ein effizientes System zum Kühlen der Schlacke dar und lässt die Schlacke in Granulat zerfallen, das sich für kommerzielle Anwendungen eignet, z. B. für die Herstellung von Beton für den Straßenbau. Das Wasserbad kann auch eine Dichtung gegen die Umgebung in Form einer Blende liefern, die von der Basis der Schlackenkammer bis hinunter in das Wasserbad reicht und so eine Barriere bildet, damit keine Gase von außen in die Rückstandbearbeitungskammer eindringen. Das feste Schlackenprodukt kann aus dem Wasserbad mit einem Fördersystem entnommen werden. Alternativ kann das Teilsystem zum Kühlen der Schlacke eine Sprühwasseranlage enthalten.
-
Bei einer Ausführungsform der Teilsystems zum Kühlen der Schlacke fällt die geschmolzene Schlacke in einen dickwandigen Stahl-Fangbehälter zum Kühlen. Bei einer Ausführungsform gelangt die geschmolzene Schlacke in ein umweltfreundlich abgedichtetes Bett aus Quarzsand oder in Formen, um feste Schlacke für Verarbeitung im kleinen Maßstab zu gewinnen, oder um gewisse Parameter zu testen, wenn derartige Tests ausgeführt werden. Die kleinen Formen können in einem vorgewärmten Ofen geregelt gekühlt werden.
-
Bei einer Ausführungsform des Teilsystems zum Kühlen der Schlacke wird die geschmolzene Schlacke in ein kommerzielles Produkt wie Glaswolle umgewandelt.
-
DIE UMFORMULIERUNGSEINHEIT
-
Die Umformulierungseinheit enthält ein oder mehr Zonen, um das in ein oder mehr anderen Funktionszonen erzeugte Gas umzuformulieren, ein oder mehr Energiequellen, um den Umformulierungsprozess zu bewirken, wahlweise ein oder mehr Partikelseparatoren und wahlweise ein oder mehr Prozessadditiv-Inputs. Bei diesen Ausführungsformen der Erfindung, in denen die Umformulierungseinheit ein oder mehr Partikelseparatoren enthält, können die Partikelseparatoren Teil der Umformulierungszone bilden. Das aus der Umformulierungseinheit austretende Syngas enthält normalerweise zumeist Stickstoff, Kohlenmonoxid und Wasserstoff, mit viel geringeren Anteilen an Methan und anderen Brenngasen, wenig oder gar keinen Sauerstoff und sehr geringe Mengen an Teeren und Feinstoffen.
-
Die Umformulierungseinheit kann wahlweise operativ mit einem Wärmetauscher oder Rekuperator verbunden sein. Bei einer Ausführungsform ist die Umformulierungseinheit operativ über eine Leitung, die Teil der Umformulierungszone bildet, mit einem Wärmetauscher oder Rekuperator verbunden. Die Leitung kann so konfiguriert sein, dass alle Teile der Leitung in einem Winkel zur Horizontalen ausgerichtet sind, um die Ansammlung von Restfeinstoffen an den Leitungsinnenwänden zu verhindern.
-
Partikelseparatoren
-
Bei einer Ausführungsform werden die im Abgas gefangenen Feinstoffe durch Verwendung eines Partikelseparators ausgeschieden bzw. auf ein Mindestmaß beschränkt. Bei einer Ausführungsform fließt das Abgas von der C-Rückgewinnungszone und das Abgas von der primären Verarbeitungseinheit durch einen Wirbelseparator, um die Feinstoffbelastung zu verringern. Bei manchen Ausführungsformen fördert der Wirbelseparator auch die Vermischung der Abgase von der primären Verarbeitungseinheit und der C-Rückgewinnungszone, wodurch die Gas-Homogenität verbessert wird.
-
Feinstoffe im Abgas können kohlenstoffhaltige Feinstoffe enthalten, die wahlweise in der sekundären Verarbeitungseinheit/Schmelzeinheit weiter verarbeitet oder anderswo zur Weiterverarbeitung abgelagert werden können.
-
So kann z. B. die Verwendung eines Partikelseparators zur Entfernung der Feistoffe aus dem Gasstrom bevor er in die Umformulierungseinheit eintritt, die Beeinträchtigung durch Feinstoffe beim Umformulierungsvorgang die Abnutzung der Wände und Instrumente der Umformulierungseinheit verringern, die Verschlackung fester Feinstoffe im Gasstrom bei der Umformulierung reduzieren, die Verwendung von Katalysator bei der Umformulierung (falls zutreffend) ermöglichen, einen höheren Gasstrom durch die primäre und/oder sekundäre Verarbeitungseinheit ermöglichen, und/oder die Hinzufügung von Flussmittel in die sekundäre Verarbeitungseinheit ermöglichen und dadurch die Schlackenerzeugung mit einem niedrigeren Schmelzpunkt zu bewirken und zu ermöglichen, dass Katalysatoren von kleiner Partikelgröße oder Puffermaterial (wie Kalk zur Reduzierung von H2S im Syngas) hinzugefügt werden können.
-
Geeignete Partikelseparatoren sind an sich bekannt. Beispiele sind Einrohr-Wirbelseparatoren und Mehrrohr-Wirbelseparatoren oder dergleichen. Der Durchschnittsfachmann wird die Faktoren erkennen, die bei der Wahl eines geeigneten Partikelseparator in Betracht zu ziehen sind, wie z. B. Erfassungsgrad, Druckabfall, Verfügbarkeit, Komplexität der Einheit, Redundanzbedarf und Wärmeverluste. Die Größe und Anzahl der Partikelseparatoren richtet sich nach dem System und ist gewöhnlich ein Kompromiss zwischen der mittleren Partikelgröße, dem gewünschten Erfassungsgrad, dem Druckabfall und den Gerätekosten.
-
Bei einer Ausführungsform, bei der es darum geht, das Risiko der ungleichmäßigen Belastung und vorzeitigen Abnutzung der einzelnen gewählten Partikelseparatoren in einer Reihe von Partikelseparatoren bzw. der mehrfachen allein stehenden Partikelseparatoren zu reduzieren, ist das C-Konversionssystem so konstruiert, dass das einströmende Gas gut vermischt ist, damit die Feinstoffe so gleichmäßig wie möglich zwischen den Zyklonen verteilt sind.
-
Bei einer Ausführungsform wird eine Reihe von Wirbelseparatoren im C-Konversionssystem verwendet; dazu gehört eine größere Einlass-Plenumkammer, um die Feinstoffe im Gas vor Eintritt in die Zyklonreihe zu homogenisieren und die gleichmäßige Verteilung des Gases zwischen den einzelnen Zyklonen zu gewährleisten.
-
Bei manchen Ausführungsformen enthält das C-Konversionssystem eine Mehrzahl an Wirbelseparatoren, die z. B. als Reihe oder als mehrere einzelne Wirbelseparatoren ausgeführt sein können. Gemäß dieser Ausführungsform kann das System so konfiguriert sein, dass jeder Wirbelseparator einzeln ein- und ausgeschaltet werden kann und der Gasstrom von ihnen abgelenkt werden kann.
-
Die Partikelseparatoren können interne Partikelseparatoren oder externe Partikelseparatoren darstellen. Bei der Wahl, ob man interne oder externe Partikelseparatoren einsetzt, sind hauptsächlich die Kosten, die Wartungsfreundlichkeit sowie die Wärmeverluste zu berücksichtigen, die durch die zusätzliche Schalenoberfläche entstehen.
-
Bei manchen Ausführungsformen mit externen Partikelseparatoren ist das Refraktär und/oder das Isoliermaterial des C-Konversionssystems spezifisch so konfiguriert, dass es den Wärmeverlust aufgrund der vergrößerten Oberfläche reduziert. Wahlweise können im C-Konversionssystem zusätzliche Sicherheits- und Störungssicherungssysteme vorgesehen sein, wenn externe Wirbelseparatoren eingesetzt werden, um das Risiko zu verringern, dass eine Außenwand zerstört wird, wodurch es zur gegenseitigen Einwirkung zwischen heißem Gas und Luft kommen würde.
-
Wenn das C-Konversionssystem mehrere Partikelseparatoren aufweist, können sie in Serie oder parallel angeordnet sein, oder wenn mehr als zwei Partikelseparatoren eingesetzt sind, kann das C-Konversionssystem eine Kombination von Partikelseparatoren enthalten, die in Serie oder parallel angeordnet sind.
-
Bei einer Ausführungsform enthält das C-Konversionssystem einen primären und einen sekundären Partikelseparator in Serie, wobei die Feinstoffe der Reihe nach abgeschieden werden. Bei einer Ausführungsform enthält das C-Konversionssystem einen primären und einen sekundären Partikelseparator in Serie. Bei einer solchen Serienschaltung ist vorgesehen, dass der primäre Partikelseparator die größeren und der kleinere die kleineren Feinstoffe abscheidet. Bei solchen Ausführungsformen können wahlweise Feinstoffe aus dem primären Partikelseparator in die sekundäre Verarbeitungseinheit/Schmelzeinheit rückgeführt werden, während die Feinstoffe aus dem sekundären Partikelseparator wahlweise getrennt gesammelt und der weiteren Verarbeitung zugeführt werden können.
-
Bei manchen Ausführungsformen enthält das C-Konversionssystem zwei oder mehr Wirbelseparatoren in Serie.
-
Bei manchen Ausführungsformen enthält das C-Konversionssystem zwei oder mehr parallele Wirbelseparatoren.
-
Bei Ausführungsformen mit primären und sekundären Partikelseparatoren können wahlweise die primären Partikelseparatoren intern und die sekundären Partikelseparatoren außerhalb angeordnet sein.
-
Bei einer Ausführungsform ist das C-Konversionssystem so konfiguriert, dass es den Partikelseparatoren kombinierte Abgase aus der primären und der sekundären Verarbeitungseinheit und der Schmelzeinheit zuführt.
-
Bei einer Ausführungsform ist das C-Konversionssystem so konfiguriert, dass ein erster Partikelseparator oder eine Reihe von Partikelseparatoren operativ mit der primären Verarbeitungseinheit und ein zweiter Partikelseparator oder eine Reihe von Partikelseparatoren operativ mit der sekundären Verarbeitungseinheit und der Schmelzeinheit verbunden sind, und dass die beiden Abgasdämpfe kombiniert werden, nachdem sie die einzelnen Partikelseparatoren passiert haben. Da die Mehrzahl der problematischen Feinstoffe in der sekundären Verarbeitungseinheit/Schmelzeinheit auftritt, können die einzelnen bzw. reihen von Partikelseparatoren so bemessen sein, dass sie der voraussichtlichen Feinstoffbelastung und den Eigenschaften der jeweiligen Abgasströme entsprechen.
-
Bei einer Ausführungsform enthält das C-Konversionssystem mehrere Wirbelseparatoren in Serie (mit oder ohne zusätzlichen parallelen Wirbelseparatoren), um den Feinstoffausstoß insgesamt zu verbessern.
-
Bei einer Ausführungsform ist das C-Konversionssystem so konfiguriert, dass die primäre und die sekundäre Verarbeitungseinheit/Schmelzeinheit jeweils operativ mit ihren eigenen unabhängigen Wirbelseparatoren verbunden sind, wo rohe Abgase aus jedem Wirbelseparator in einem endgültigen Wirbelseparatorsystem kombiniert werden können, bevor sie in die Umformulierungszone eintreten.
-
Bei einer Ausführungsform enthält das C-Konversionssystem ein oder mehr Paare von Wirbelseparatoren, wobei jedes Paar Gas einen primären Wirbelseparator aufweist, der das Gas in einen sekundären Wirbelseparator entlädt. Gemäß dieser Ausführungsform gelangt das Abgas in den primären Wirbelseparator, wo der Großteil der Feinstoffe erfasst wird. Der Auslass des primären Wirbelseparators führt in den sekundären Wirbelseparator und enthält die meisten Feinststoffe, die im primären Wirbelseparator nicht erfasst wurden. Nach ihrer Erfassung können die Feinstoffe wahlweise teils durch Schwerkraft, teils durch niedrigen Gasdruck zur weiteren Verarbeitung in die sekundäre Verarbeitungseinheit/Schmelzeinheit geführt werden.
-
Bei einer Ausführungsform mit externem Wirbelseparator ist das C-Konversionssystem so konfiguriert, dass die Feinstoffe durch eine Leitung aus dem Wirbelseparator in die sekundäre Verarbeitungseinheit/Schmelzeinheit gelangen und das Abgas mit verminderter Feinstoffbelastung durch eine separate Leitung in die Umformulierungszone gelangt.
-
Die Umformulierungszone(n)
-
Die Umformulierungszone enthält eine Zone bzw. Zonen, in der/denen der Gas-Umformulierungsprozess stattfindet. Die Umformulierungszone kann in Form einer Kammer, eines Rohres oder in eines anderen geeigneten Raumes konstruiert sein, die den Abgasen eine passende Fläche für den Einsatz von ein oder mehr Energiequellen bietet, um den Umformulierungsprozess zu ermöglichen. Die Umformulierungszone kann über ein oder mehr Abteile verteilt sein und bei manchen Ausführungsformen ein oder mehr Partikelseparatoren enthalten. Die Umformulierungszone erhält Abgas aus der primären und der sekundären Verarbeitungseinheit und der Schmelzeinheit, Energie (z. B. in Form von Wärme) von ein oder mehr Energiequellen, und wahlweise Prozessadditive von ein oder mehr Prozessadditiv-Inputs. Geeignete Energiequellen sind z. B. Plasmaquellen, thermische Wärmequellen, Plasmastrahlen, Wasserstoffbrenner, Elektronenstrahlkanonen, Laser, Strahlungsquellen und dergleichen.
-
Bei einer Ausführungsform geschieht die Umformulierung gemeinsam mit der Reduzierung der Feinstoffbelastung. Bei solchen Ausführungsformen enthält die Umformulierungszone den Partikelseparator, und eine Energiequelle wie z. B. ein Plasmabrenner ist in Nähe eines Ein- oder Ausgangs des Partikelseparators oder im Partikelseparator angebracht. Die Umformulierungszone kann wahlweise eine zusätzliche Wärmequelle enthalten, die dem in die Umformulierungszone vor Kontakt mit der ein oder mehr Energiequellen eintretenden Abgas Wärme zuführt.
-
Die Umformulierungszone ist wahlweise spezifisch so konstruiert, dass sie Turbulenz, Vermischung und/oder Verwirbelung verursacht und kann wahlweise eine Vorrichtung enthalten, die Vermischung und Turbulenz erzeugt.
-
Die Umformulierungszone kann verschiedene Konfigurationen aufweisen, vorausgesetzt, dass die sachgemäße Vermischung oder Turbulenz stattfindet und eine gewünschte Verweilzeit aufrecht erhalten bleibt. Zum Beispiel kann die Umformulierungszone im Wesentlichen vertikal, horizontal oder im Winkel ausgerichtet sein und unterschiedliche Länge-zu-Durchmesser-Verhältnisse aufweisen.
-
Bei einer Ausführungsform ist die Umformulierungszone eine geradlinige rohrförmige oder venturiförmige Zone, die ein erstes (Aufwärts-)Ende und ein zweites (Abwärts-)Ende aufweist und im Wesentlichen vertikal oder horizontal ausgerichtet ist.
-
Bei einer Ausführungsform ist die Umformulierungszone so konfiguriert, dass sie ein großes Länge-zu-Durchmesser-Verhältnis aufweist, wobei die Einflussfläche der Energiequelle einen erheblichen Teil der Querschnittfläche der Umformulierungszone ausmacht und dadurch den Umformulierungsprozess maximiert. An verschiedenen Stellen können entlang der Flussrichtung Brenner angebracht sein.
-
Bei einer Ausführungsform ist die Umformulierungszone als Rohr konstruiert, das in verschiedenen Ausrichtungen im C-Konversionssystem integriert sein kann.
-
Bei einer Ausführungsform ist die Umformulierungszone als rohrförmiges Abteil konstruiert, das wahlweise ein oder mehr Krümmungen aufweisen kann.
-
Wahlweise kann das Abteil für die Umformulierungszone interne Bauteile wie Ableitbleche aufweisen, um die Wiedervermischung und Turbulenz des Gases in der Umformulierungszone zu bewirken.
-
Die Umformulierungszone kann operativ mit einem Rekuperator oder Wärmetauscher verbunden sein. Bei solchen Ausführungsformen ist die Umformulierungszone so konfiguriert, dass der Rekuperator in Nähe der Bereiche angeordnet ist, wo Heißluft gebraucht wird; dadurch wird an isolierten Rohren gespart, die das Gas zum Rekuperator bzw. Heißluft zur sekundären Verarbeitungseinheit/Schmelzeinheit führen müssten.
-
Bei einer Ausführungsform ist die Umformulierungszone so konfiguriert, dass sie einen Bypass zur Umformulierungszone bildet.
-
Bei einer Ausführungsform ist die Umformulierungszone in einem abnehmbaren Abteil angeordnet.
-
Die Energiequellen
-
Die Umformulierungseinheit enthält ein oder mehr Energiequellen, die der Umformulierungseinheit Energie liefern, um den Umformulierungsprozess durchzuführen.
-
Bei einer Ausführungsform enthält die Umformulierungszone ein oder mehr Plasmaquellen.
-
Die Plasmaquellen können unter verschiedenen Typen gewählt werden wie z. B. TAT oder NTAT, Wechselstrom- oder Gleichstrom, Plasmabrenner, Hochfrequenz-Induktions-Plasmabrenner, induktiv gekuppelte Brenner (ICP-Brenner) oder dergleichen. Bei allen Energieerzeugern wird der Bogen zwischen einer Kathode und einer Anode gebildet. Der Durchschnittsfachmann weiß, wie eine geeignete Plasmaquelle zu wählen ist.
-
TAT- oder NTAT-Brenner (Wechsel- oder Gleichstrom) können aus sachgemäß gewählten Elektrodenmaterialien gebaut sein. Zu den an sich bekannten Materialien, die sich für Elektroden eignen, gehören Kupfer, Wolframlegierungen, Hafnium usw. Die Betriebslebensdauer der Elektrode richtet sich nach verschiedenen Faktoren wie z. B. den Lichtbogen-Arbeitsflächen an den Elektroden, die sich wiederum nach dem Design des Plasmabrenners und der räumlichen Anordnung der Elektrode richten. Bei kleinen Lichtbogen-Arbeitsflächen nutzen sich die Elektroden schneller ab, wenn sie nicht so konstruiert sind, dass sie durch thermionische Emission gekühlt werden. Die Elektroden können räumlich verstellbar sein, damit die Abstände zwischen ihnen gleichmäßig bleiben, wobei die Ungleichmäßigkeiten entstehen, wenn sich die Elektroden im Laufe ihrer Lebensdauer abnutzen.
-
Unterschiedliche Gase können als Trägergas für die Plasmabrenner verwendet werden; dazu gehören u. a. Luft, Argon, Helium, Neon, Wasserstoff, Methan, Ammoniak, Kohlenmonoxid, Sauerstoff, Stickstoff, Kohlendioxid, C2H2, C3H6 oder dergleichen. Das Trägergas kann neutral, reduktiv oder oxidativ sein und wird je nach den Anforderungen des Gas-Umformulierungsprozesses und nach dem Ionisierungspotenzial des Gases gewählt. Der Durchschnittsfachmann wird in der Lage sein, ein sachgemäßes Trägergas zu wählen und zu verstehen, auf welche Weise die Zufuhr des Trägergases für den Plasmabrenner dessen Wirksamkeit bestimmen kann. Insbesondere kann die unsachgemäße Zufuhr des Trägergases einen uneinheitlichen Plasmastrahl mit heißen und kalten Zonen hervorrufen.
-
Bei einer Ausführungsform enthält das Gas-Umformulierungssystem ein oder mehr Plasmabrenner in der Form eines Gleichstrom-Lichtbogenbrenners (NTAT) mit umgekehrter Polarität. Bei einer Ausführungsform enthält das Gas-Umformulierungssystem ein oder mehr NTAT-Gleichstrom-Plasmabrenner mit wassergekühlter Kupferelektrode. Bei einer Ausführungsform der Erfindung enthält das Gas-Umformulierungssystem ein oder mehr Wechselstrom-Plasmabrenner.
-
Wechselstrom-Plasmabrenner können entweder ein- oder mehrphasig sein (z. B. dreiphasig), verbunden mit verschiedenen Variationen in Bogenstabilität. Ein dreiphasiger Wechselstrom-Plasmabrenner kann direkt von einem konventionellen Stromnetz aus oder mit einem Generator angetrieben werden. Auch Gleichstromsysteme von höherer Phasigkeit (z. B. sechsphasig) können verwendet werden, wie auch hybride Wechselstrom-/Geichstrom-Brenner oder andere hybride Geräte wie z. B. Wasserstoffbrenner, Laser, Elktronenstrahler oder sonstige Quellen für ionisierte Gase.
-
Mehrphasige Wechselstrom-Plasmabrenner haben gewöhnlich weniger Verluste in der Stromversorgung. Außerdem kann die schnelle Bewegung des Lichtbogens entlang der Elektrode aufgrund des Railgun-Effekts die Umverteilung der thermischen Belastung zwischen den Elektroden verbessern. Diese Umverteilung der thermischen Belastung zusammen mit Kühlungsmechanismen für die Elektroden ermöglicht die Verwendung von Material mit einem verhältnismäßig niedrigen Schmelzpunkt aber hoher thermische Leitfähigkeit für die Elektroden, wie z. B. Kupferlegierungen.
-
Die Plasmaquelle kann aus verschiedenen kommerziell erhältlichen Plasmabrenner bestehen, die am Anwendungsort geeignet hohe Flammentemperaturen auf längeren Zeitraum erzeugen. Allgemein sind solche Plasmabrenner in Größen von ca. 100 kW bis über 6 MW Ausgangsleistung erhältlich. Bei einer Ausführungsform besteht der Plasmabrenner aus zwei Brenners @ 300 kW, die teilweise bzw. bei voller Kapazität arbeiten müssen.
-
Bei einer Ausführungsform der Erfindung enthalten die Energiequellen der Umformulierungszone einen Wasserstoffbrenner, in dem Sauerstoff und Wasserstoff so reagieren, dass ultraheißer Dampf (> 1200°C) gebildet wird. Bei solchen hohen Temperaturen kann Dampf in ionisierter Form bestehen, der den Gas-Umformulierungsprozess verbessert. Wasserstoffbrenner können zusammen mit anderen Energiequellen wie Plasmabrennern verwendet werden. Zu den Vorzügen der aktivierten Wasserstoffarten gehört, dass die reaktiven Arten schnell dispergieren und dass es zu starker ”Dampfcracken” kommt; das führt zur starken Umformung des Einsatzgases bei niedrigeren Temperaturen als mit Plasma möglich ist.
-
Der Wasserstoff für den Wasserstoffbrenner kann durch Elektrolyse erhalten werden. Die Sauerstoffquelle kann reiner Sauerstoff oder Luft sein. Auch andere Wasserstoff- und Sauerstoffquellen können verwendet werden, wie die dem Durchschnittsfachmann gut bekannt sind. Das Design des Brenners kann Standardmodellier-Werkzeuge wie z. B. Werkzeuge auf CFD-Basis (CFD = numerische Strömungssimulation) verwenden. Der Brenner kann auch so konfiguriert und bemessen sein, dass er den Anforderungen des Gas-Umformulierungssystems entspricht, wobei verschiedene Faktoren wie z. B. die umzuformulierende Gasmenge, die Kammergeometrie usw. zu berücksichtigen sind.
-
Bei einer Ausführungsform der Erfindung enthält der Wasserstoffbrenner einen zylindrischen Düsenkörper mit oberen und unteren Deckeln, die jeweils an seine oberen und unteren Enden angekoppelt sind und einen vorgegebenen kranzförmigen Raum S im Körper bilden. Ein Gasversorgungsrohr ist an eine Seitenwand des Körpers so angeschlossen, dass es von dort aus nach unten geneigt ist. Der obere Deckel kann mit dem Körper zu einer einzigen Struktur integriert sein und weist einen Wärmetauscherteil auf, der dick genug ist, um die Wärme leicht zerstreuen zu können. Eine Mehrzahl an Düsenöffnungen, die Wasserstoff in die Atmosphäre ausstoßen, führt durch den Wärmetauscherteil, wobei auf dessen Oberseite eine freilegende Vertiefung ausgebildet ist, um mit jeder Düsenöffnung kommunizieren zu können. Im Körper ist auch eine Luftstromkammer angeordnet, damit Luft durch die Kammer strömen kann. An der Innenfläche des Raumes ist ein Führungsvorsprung ausgebildet, um den Wasserstoffgasstrom in eine gewünschte Richtung im Raum zu lenken. Außerdem ist das obere Ende des kranzförmigen Raums S, das mit dem unteren Ende der Düsenöffnungen kommuniziert, kuppelförmig konfiguriert, wodurch eine gewölbte Führung gebildet wird, um das Wasserstoffgas an die Öffnungen zu führen.
-
Wasserstoffbrenner arbeiten bei niedrigerer Temperatur und vermischen gewöhnlich Wasserstoff mit Luft. Sie können auch ein Sauerstoff-Wasserstoff-Gemisch verwenden, das bei erheblich höheren Temperaturen arbeitet. Diese höheren Temperaturen können mehr Radikale und Ionen abgeben; sie machen das Gas auch stark reaktiv mit Kohlenwasserstoffdampf und Methan.
-
Bei einer Ausführungsform der Erfindung dient ein Wasserstoffbrenner als Quelle von Hochtemperatur-Radikalen, die die Umformulierung gasförmiger Kohlenwasserstoffe in Syngas beschleunigen können. Der Wasserstoffbrenner wird mit einem Oxidationsmittel betrieben, wobei die Wahl häufig auf Luft und Sauerstoff fällt. Der Durchschnittsfachmann wird den relativen Anteil des erforderlichen Wasserstoffs und Oxidationsmittels kennen. Der Wasserstoffbrenner erzeugt nicht nur Hochtemperatur-Radikale, sondern auch eine regelbare Menge an Dampf. Typischerweise können Wasserstoffbrenner ähnlich wie Plasmabrenner betrieben werden.
-
Auch Elektronenkanonen können als Energiequelle für die Umformulierzone wirken. Elektronenkanonen erzeugen Elektronenstrahlen mit im Wesentlichen präzisen kinetischen Energien entweder durch einen Emissionsmechanismus wie thermionische Emission, Photokathoden- und Kaltemission, durch Fokussierung mit reinen elektrostatischen oder magnetischen Feldern und mit einer Anzahl von Elektroden.
-
Elektronenkanonen können verwendet werden, um Feinstoffe zu ionisieren, indem aus dem Atom Elektronen entfernt werden. Der Durchschnittsfachmann wird wissen, dass solche Elektronen-Ionisationsprozesse in der Massenspektrometrie verwendet werden, um gasförmige Partikel zu ionisieren.
-
Die Konstruktion von Elektronenkanonen ist an sich bekannt. So besteht beispielsweise eine elektrostatisch fokussierende, thermiotisch emittierende Gleichstrom-Elektronenkanone aus mehreren Teilen, einschließlich einer heißen Kathode, die gewärmt wird, um durch thermiotische Emission einen Elektronenstrom zu erzeugen; Elektroden, die ein elektrisches Feld erzeugen, um den Strahl zu fokussieren, wie z. B. ein Wehnelt-Zylinder, und ein oder mehr Elektroden, die die Elektronen beschleunigen und weiter fokussieren. Für größere Unterschiede zwischen Kathode und Anode erfahren die Elektronen stärkere Beschleunigung. Ein zwischen der Anode und der Kathode angebrachter Abstoßungsring fokussiert die Elektronen auf einen kleinen Fleck auf der Anode. Der kleine Fleck kann als Loch konfiguriert sein, in dem der Elektronenstrahl kollimiert wird, ehe er eine zweite Kollektor genannte Anode erreicht.
-
Ionisierende Strahlung kann auch als Energiequelle für die Umformulierungszone funktionieren. Ionisierende Strahlung bezieht sich auf hochenergetische Partikel oder Wellen, die ein Atom oder Molekül ionisieren können. Die Ionisationsfähigkeit ist eine Funktion der Energie der einzelnen ”Pakete” (Photonen für elektromagnetische Strahlung) der Strahlung. Beispiele für ionisierende Strahlung sind energetische Betateilchen, Neutronen und Alphateilchen.
-
Die Fähigkeit der elektromagnetischen Strahlung, ein Atom oder Moleküle zu ionisieren ist über das elektromagnetische Spektrum unterschiedlich. Röntgenstrahlen und Gammastrahlen ionisieren fast alle Atome oder Moleküle; fernes ultraviolettes Licht ionisiert manche Atome und Moleküle; nahes ultraviolettes Licht ionisiert sehr wenige Moleküle. Entsprechende Quellen der ionisierenden Strahlung sind an sich bekannt.
-
Die externe Energie, die erforderlich ist, um den Umformulierungsprozess aufrecht zu erhalten, kann auch durch Nutzbarmachung jeder Art von Wärme reduziert werden, die im Prozess erzeugt wird. Die in dem aus der Umformulierungszone austretenden Gas vorhandene fühlbare Wärme kann mit Wärmetauschern erfasst und recycelt werden, um die externe Effizienz des Prozesses zu steigern.
-
Wie dem Durchschnittsfachmann bekannt ist, können auch andere auf thermischer Energie beruhende Energiequellen verwendet werden.
-
Förderung der Vermischung und/oder Turbulenz in der Umformulierungszone
-
Bei manchen Ausführungsformen enthält di Umformulierungseinheit auch Mittel, die so konstruiert und konfiguriert sind, dass sie die Vermischung und/oder Turbulenz der für die Umformulierungszone bestimmten Gase erheblich verbessern.
-
Bei einer Ausführungsform enthält die Umformulierungseinheit Prozessadditiv-Eingänge, deren Lage und Düsenstellung so angeordnet sind, dass die Turbulenz und Vermischung in der Umformulierungszone erhöht wird.
-
Bei einer Ausführungsform enthält die Umformulierungseinheit ein oder mehr Ableitbleche, die so konfiguriert sind, dass sie in der Umformulierungszone Turbulenz und daher die Vermischung herbeiführen. Verschiedene Anordnungen der Ableitbleche sind an sich bekannt; dazu gehören u. a. Ableitbleche aus Querstangen, Überbrückungsbleche, Chokering-Ableitbleche und dergleichen. Ableitbleche können auch am Einsatzgas-Eingang oder in dessen Nähe angeordnet sein, um zu gewährleisten, dass das Einsatzgas von einheitlicherer Zusammensetzung und/oder Temperatur und sachgemäß mit den Prozessadditiven vermischt ist.
-
Unter Bezugnahme auf 77A–B kann Turbulenz entweder vor oder nach den Energiequellen erzeugt werden. 78C zeigt drei beispielhafte Ausführungsformen von Vorrichtung zur Turbulenzerzeugung: (i) ein passives Gitter, (ii) ein aktives Gitter mit einer rotierenden Welle, und (iii) einen Schuberzeuger. 79 und 80 zeigen zusätzliche beispielhafte Ausführungsformen von Vorrichtungen zur Turbulenzerzeugung.
-
Bei einer Ausführungsform trägt die Anordnung der Energiequellen zur Vermischung vor oder innerhalb der Umformulierungszone bei. Bei einer Ausführungsform sind zwei Plasmabrenner tangential angeordnet, um dieselben Verwirbelungsrichtungen zu erzeugen wie bei den Luft- und/oder Sauerstoff-Inputs. Bei einer Ausführungsform der Erfindung sind zwei Plasmabrenner diametrisch entlang des Umfangs des Umformulierungszonen-Abteils angeordnet.
-
Die Anordnung der Prozessadditiv-Inputs richtet sich nach verschiedenen Faktoren, einschließlich dem Design der Umformulierungszonen-Räume, dem gewünschten Strom, der Düsengeschwindigkeit, der Penetration und der Vermischung oder dergleichen. Dabei werden verschiedene Anordnungen der Prozessadditiv-Ports und der Ports für die Energiequellen berücksichtigt.
-
Zum Beispiel können die Sauerstoff-Inputs oder -Ports und die Ports für die Energiequellen in Lagen um den Umfang des Umformulierungszonen-Abteils angeordnet sein, wodurch die tangentiale und lagenweise Injektion ermöglicht wird. Bei einer Ausführungsform sind neun Ports für Sauerstoffquellen in drei Lagen um den Umfang des Umformulierungszonen-Abteils angeordnet. Bei einer Ausführungsform sind zwei Dampf-Inputports in zwei Lagen um den Umfang des Umformulierungszonen-Abteil und diametral entgegengesetzt vorgesehen. Bei Ausführungsformen, in denen die Luft- und/oder Sauerstoff-Inputports in Lagen angeordnet sind, können sie so angeordnet sein, dass sie die Vermischungseffekte maximieren.
-
Bei einer Ausführungsform der Erfindung sind die Luft- und/oder Sauerstoff-Inputports tangential angeordnet, um den Inputports auf der unteren Ebene zu ermögliche, das Gas vorzumischen, mit Brennern aufzuwärmen und eine Verwirbelung im Gas zu verursachen. Die Inputports auf der oberen Ebene können die Wirbelbewegung beschleunigen und damit zu erzielen, dass ein rückführendes Verwirbelungsmuster entsteht und bestehen bleibt.
-
Gemäß einer Ausführungsform tritt das zu behandelnde Gas tangential in die Umformulierungszone ein, wodurch sich Wirbel bilden. Die Ausführungsform zeigt auch beispielhaft eine Gasmanipulator, der so geformt und angeordnet ist, dass der Gasstrom der Energiequelle ausgesetzt wird.
-
Bei einer Ausführungsform besteht die unterste Ebene der Luft-Inputports aus vier Düsen, die das in die Umformulierungszone eintretende Gas vormischen. Die oberen zwei Ebenen der Luftdüsen verleihen das Hauptmoment und liefern den Sauerstoff zum Vermischen der Gase und erwärmen die Gase auf die erforderliche Temperatur. Die Anordnung der Dampfinputs oder -ports ist flexibel in Bezug auf Anzahl, Ebenen, Ausrichtung und Winkel.
-
Die Sauerstoff- und/oder Dampf-Inputports können auch so angeordnet sein, dass sie Sauerstoff und Dampf in das Umformulierungszonen-Abteil in einem Winkel zur Innenwand des Umformulierungszonen-Raums injizieren, wodurch Turbulenz bzw. Verwirbelung des Gases angeregt wird. Der Winkel wird so gewählt, dass entsprechend dem Durchmesser des Abteils und der vorgegebenen Inputport-Strömung und -geschwindigkeit genug Penetration erzielt wird. Der Winkel kann zwischen ca. 50° und 70° liegen.
-
Die Luft-Inputports können so angeordnet sein, dass sie auf derselben Ebene oder auf verschiedenen Ebenen liegen. Bei einer Ausführungsform sind die Luft-Inputports auf unteren und oberen Ebenen angeordnet. Bei einer Ausführungsform sind vier Inputports auf der unteren Ebene und weitere sechs Inputports auf der oberen Ebene angeordnet, wobei die drei Inputports etwas höher liegen als die anderen drei, um beim Vermischen einen Überkreuz-Effekt zu erzielen.
-
Wahlweise kann in das Umformulierungszonen-Abteil winkelig Luft geblasen werden, so dass die Luft eine Rotation bzw. zyklonische Bewegung der Gase verursacht, die durch das Abteil strömen. Die das Gas mit Energie versorgenden Quellen (z. B. Plasmabrenner) können angewinkelt sein, um dem Strom weitere Drehung zu verleihen.
-
Bei einer Ausführungsform der Erfindung enthalten die Luft- und/oder Sauerstoff- und/oder Dampf-Inputs hochtemperaturbeständige Zerstäubungsdüsen. Entsprechende Luftdüsen sind an sich bekannt und können kommerziell erhältliche Arten wie die in 81 dargestellten Typ-A-Düsen und Typ-B-Düsen sein. Die Düsen können Einzeldüsen oder anderer Art sein. Die Art der Düsen richtet sich nach den Funktionsanforderungen; so dient z. B. Typ A für die Richtungsänderung der Luftströme, um die gewünschten Wirbel zu erzeugen, und Typ B eignet sich für die Erzeugung eines hohen Luftdrucks, um gewisse Penetrationstiefen und maximale Vermischung zu erzielen.
-
Die Düsen können so konstruiert sein, dass sie die Luft in einem gewünschten Winkel injizieren. Bei einer Ausführungsform sind die Luftdüsen tangential angeordnet. Bei einer Ausführungsform wird angewinkeltes Einblasen mit einem Deflektor an der Spitze der Düse erzielt; dabei können die Eingangsrohre und Flansche im rechten Winkel zur Kammer liegen.
-
Bei einer Ausführungsform der Erfindung sind ein oder mehr Luftdüsen (d. h. Wirbeldüsen) am Einsatzgaseingang oder in dessen Nähe angeordnet, um kleine Mengen an Luft in das Einsatzgas zu injizieren und im Einsatzgasstrom Verwirbelung zu erzeugen und den injizierten Luftdruck auszunutzen. Die Anzahl der Wirbeldüsen kann so gewählt sein, dass im Wesentlichen eine maximale Verwirbelung erzeugt wird, die sich nach dem vorhandenen Luftstrom und dem Ausgangsdruck richtet, damit der Strahl die Mitte des Umformulierungszonen-Abteils penetrieren kann.
-
Wahlweise hinzugefügte Prozessadditive
-
Die Umformulierungseinheit kann wahlweise ein oder mehr Ports für Prozessadditive aufweisen, um der Umformulierungszone Prozessadditive wie Sauerstoffquellen, Kohlendioxid, andere Kohlenwasserstoffe oder zusätzliche Gase hinzuzufügen. An sich bekannte Sauerstoffquellen sind u. a. Sauerstoff, sauerstoffangereicherte Luft, Luft, Oxidationsmittel, Dampf und andere Sauerstoffquellen, die dem Durchschnittsfachmann bekannt sind. Bei einer Ausführungsform enthält die Umformulierungseinheit ein oder mehr Ports für Luft und/oder Sauerstoff-Inputs und wahlweise ein oder mehr Ports für Dampf-Inputs.
-
Die wahlweise hinzugefügten Prozessadditive wie Luft, Dampf und andere Gase können auch ohne speziell zu ihrer Injektion zugeordnete Einlässe eingeführt werden. Bei einer Ausführungsform der Erfindung können die Prozessadditive in die Abgasquelle eingeführt werden. Prozessadditive können auch in die Umformulierungszone über die Energiequellen hinzugefügt werden, z. B. wenn die Energiequellen Plasmabrenner darstellen.
-
Wahlweise können Ports oder Einlässe vorgesehen sind, damit Syngas, das nicht den Qualitätsansprüchen entspricht, in die Umformulierungszone zur weiteren Verarbeitung rückgeführt werden kann. Solche Ports oder Einlässe können mit verschiedenen Winkeln und/oder an verschiedenen Stellen angeordnet sein, um die turbulente Vermischung des Materials in der Umformulierungszone zu bewirken.
-
Ein oder mehr Ports können vorgesehen sein, damit die Prozesstemperaturen, Drücke, die Gaszusammensetzung und andere wichtige Bedingungen gemessen werden können.
-
Wahlweise können Stopfen, Deckel, Ventile und/oder Tore vorgesehen sein, um ein oder mehr Ports oder Einlässe in der Umformulierungseinheit zu schließen. Geeignete Stopfen, Deckel, Ventile und/oder Tore sind an sich bekannt und können manuell oder automatisch bedient werden. Die Ports können außerdem geeignete Dichtungen wie z. B. Stopfbuchsen aufweisen.
-
Wahlweise hinzugefügte Katalysatoren
-
Wahlweise kann die Umformulierungszone ein oder mehr Katalysatoren aufweisen. Bekanntlich erhöht ein Katalysator die chemische Reaktionsgeschwindigkeit, indem er die bis zum chemischen Gleichgewicht erforderliche Zeit verkürzt. Bei Anwendung geeigneter Katalysatoren in der Umformulierungszone kann die für den Umformulierungsprozess erforderlichen Energiestufen reduzieren und alternative Reaktionswege bewirken. Der genaue vom Katalysator angebotene Reaktionsweg richtet sich nach der Art des verwendeten Katalysators. Die Durchführbarkeit der Hinzufügung von Katalysatoren in die Umformulierungszone hängt generell von deren Lebensdauer ab. Die Lebensdauer von Katalysatoren kann durch ”Vergiftung” verkürzt werden, d. h. durch den Abbau ihrer Kapazität infolge von Verunreinigungen im Gas.
-
Bei einer Ausführungsform der Erfindung enthält die Umformulierungszone einen Katalysator, der effektiv die zur Umformulierung erforderliche Energieschwelle senkt. Der Katalysator kann an einer Stelle oberhalb oder unterhalb der Energiequelle(n) oder im Bereich der Energiequelle(n) angeordnet sein. Bei einer Ausführungsform ist ein Katalysator vor und nach den Energiequellen angeordnet.
-
Die Umformulierungseinheit kann so konfiguriert sein, dass der Katalysator leicht in der Umformulierungszone unterzubringen ist. So kann der Katalysator beispielsweise in Form eines auf einem Gleitmechanismus montierten Bettes angeordnet sein. Der Gleitmechanismus bewirkt den einfachen Ein- und Ausbau des Katalysatorbettes.
-
Die katalytische Kapazität des gewählten Katalysators richtet sich auch nach der Temperatur des Betriebs. Die entsprechenden Betriebstemperaturen für die verschiedenen Katalysatoren sind an sich bekannt. Die Umformulierungseinheit kann ausreichend kühlende Mechanismen aufweisen, die gewährleisten, dass die Katalysatoren innerhalb ihres Betriebstemperaturbereichs bleiben. Additive wie Dampf, Wasser, Luft, Sauerstoff oder rezirkuliertes und umformuliertes Gas können hinzugefügt werden und helfen, die Temperatur in Nähe der Katalysatoren zu erhöhen oder zu senken. Der Durchschnittsfachmann wird verstehen, dass sich die spezifisch zur Temperaturkontrolle gewählten Additive nach der Anordnung des Katalysators und den Gastemperaturen dieses Bereichs richten.
-
Die Unregelmäßigkeit der Katalysatoroberfläche und der gute Kontakt zwischen den großen organischen Molekülen und der Oberfläche steigert die Möglichkeit der Umformulierung in kleinere Moleküle wie z. B. H2 und CO.
-
Zu den anwendbare Katalysatoren gehören z. B. Olivin, calciniertes Olivin, Dolomit, Nickeloxid, Zinkoxid und Char. Da Olivin Eisenoxid und Magnesiumoxid beinhaltet, hat es die Fähigkeit, die längeren Kohlenwasserstoff-Moleküle umzuformulieren. Der Durchschnittsfachmann wird wissen, welche Katalysatoren zu wählen sind, die in der Gasumgebung des Systems nicht zu schnell abbauen.
-
Sowohl metallische als auch nichtmetallische Katalysatoren können eingesetzt werden, um den Umformulierungsprozess zu verbessern. Dolomit in calcinierter Form ist der am häufigsten verwendete nichtmetallische Katalysator für die Umformulierung von Gasen im Rahmen von Biomasse-Gasifizierungsverfahren. Dolomit ist relativ preisgünstig und gilt als entbehrlich. Eine hohe katalytische Leistung wird erzielt, wenn Dolomit mit Dampf zum Einsatz kommt. Außerdem liegt sein Temperaturbereich zwischen ca. 800°C und ca. 900°C. Die katalytische Aktivität und die physikalischen Eigenschaften des Dolomit lassen bei höheren Temperaturen nach.
-
Dolomit ist ein Ca/Mg-Gestein mit der allgemeinen chemischen Formel CaMg(CO3)2, das ca. 20% MgO, ca. 30% CaO und ca. 45% CO2 (Gew.-%) sowie geringe andere mineralische Bestandteile enthält. Bei der Calcinierung des Dolomits werden die Karbonatminerale abgebaut, und CO2 wird eliminiert, um MgO-CaO zu bilden. Vollständige Dolomit-Calcinierung erfolgt bei ziemlich hohen Temperaturen und wird gewöhnlich bei 800°C bis 900°C durchgeführt. Daher beschränkt die Calcinierungs-Temperatur des Dolomits die effektive Verwendung dieses Katalysators auf diese relativ hohen Temperaturen.
-
Olivin, ein ebenfalls natürlich vorkommendes Mineral, hat katalytische Aktivität bewiesen, die dem des calcinierten Dolomits ähnlich ist. Typischerweise ist Olivin robuster als calciniertes Dolomit.
-
Andere katalytische Materialien, die verwendet werden können, sind z. B. Karbonatgestein, dolomitischer Kalkstein und Siliziumkarbid (SiC).
-
Char kann bei niedrigeren Temperaturen als Katalysator wirken. Bei einer Ausführungsform der Erfindung ist die Umformulierungszone operativ mit der primären Verarbeitungseinheit verbunden, und mindestens ein teil des erzeugten Char wird der Umformulierungszone als Katalysator zugeführt. In Ausführungsformen, bei denen Char als Katalysator verwendet wird, ist das Katalysatorbett typischerweise vor den Energiequellen angeordnet.
-
Der Syngas-Ausgang
-
Die Umformulierungseinheit enthält ein oder mehr Syngas-Ausgänge, um das Syngas aus der Umformulierungszone zur nachfolgenden Verarbeitung oder Lagerung zu führen.
-
Bei einer Ausführungsform enthält die Umformulierungseinheit ein oder mehr Ausgänge für das am unterhalb gelegenen Ende der Umformulierungszone bzw. in dessen Nähe vorhandene Syngas. Die Ausgänge können eine Öffnung oder alternativ eine Vorrichtung enthalten, die den Syngasstrom aus der Umformulierungszone regelt.
-
Bei einer Ausführungsform enthält der Ausgang das offene zweite (unterhalb gelegene) Ende der Umformulierungszone.
-
Bei einer Ausführungsform enthält der Ausgang ein oder mehr Öffnungen im geschlossenen (unterhalb gelegenen) Ende der Umformulierungszone.
-
Bei einer Ausführungsform enthält der Ausgang eine Öffnung in der Wand der Umformulierungszone nahe dem zweiten (unterhalb gelegenen) Ausgang.
-
WAHLWEISE EINGESETZTE WÄRMETAUSCH-VORRICHTUNGEN
-
Wärme kann aus dem Syngas gewonnen und für verschiedene Zwecke verwendet werden, z. B. zur Erwärmung der Prozessadditive (wie Luft, Dampf) und/oder zur Stromerzeugung in kombinierten Zyklussystemen. Der gewonnene Strom kann dazu verwendet werden, den Gas-Umformulierungsprozess zu betreiben und dadurch die Kosten der örtlichen Stromversorgung zu reduzieren.
-
Bei einer Ausführungsform der Erfindung wird die vom Syngas gewonnene Wärme der sekundären Verarbeitungseinheit und/oder der Schmelzeinheit zugeführt. Der Wärmetauscher kann in Verbindung mit einem Kontrollsystem betrieben werden, das wahlweise so konfiguriert ist, dass die Effizienz steigert, indem es den Energieverbrauch minimiert und die Energieerzeugung/-rückgewinnung maximiert.
-
Bei einer Ausführungsform der Erfindung dient ein Gas-flüssig-Wärmetauscher dazu, die Wärme vom Syngas einer Flüssigkeit zuzuführen, was zu beheizter Flüssigkeit und gekühltem Gas führt. Der Wärmetauscher enthält eine Vorrichtung (z. B. Leitungssysteme) für den Transport von Syngas und Flüssigkeit vom und zum Wärnetauscher. Geeignete Medien sind z. B. Luft, Wasser, Öl oder andere Gase wie Stickstoff oder Kohlendioxid.
-
Die Leitungssysteme können wahlweise ein oder mehr Regulatoren (z. B. Gebläse) enthalten, die sachgemäß angeordnet sind, um die Fließraten des Syngas und der Flüssigkeit zu regeln. Diese Leitungssysteme können so konstruiert sein, dass sie den Wärmeverlust auf ein Mindestmaß beschränken, um die Menge der aus dem Syngas zu gewinnenden fühlbaren Wärme zu erhöhen. So kann der Wärmeverlust beispielsweise durch die Anbringung von Isoliermaterial um die Leitungen minimiert werden, das an sich bekannte Isolierstoffe darstellt, und/oder indem die Oberfläche der Leitungen reduziert wird.
-
Bei einer Ausführungsform der Erfindung ist der Gas-flüssig-Wärmetauscher eine Vorrichtung, in der die Wärme vom Syngas an die Luft übertragen wird, um Heißluft zu erzeugen. Bei einer Ausführungsform der Erfindung ist der Gas-flüssig-Wärmetauscher ein Wärmerückgewinnungs-Dampferzeuger, in dem die Wärme an Wasser übertragen wird, um Heißwasser oder Dampf zu erzeugen.
-
Verschiedene Bauformen von Wärmetauschern können eingesetzt werden; dazu gehören: Mantelrohrwärmeübertrager (gerade mit einem Durchlauf oder als U-Rohr für mehrfachen Durchlauf) sowie Plattenwärmeübertrager. Der Durchschnittsfachmann weiß, welche Bauform geeignet ist.
-
Angesichts des erheblichen Unterschieds zwischen der Luft-Inputtemperatur und dem heißen Syngas hat jedes Rohr des Gas-flüssig-Wärmetauschers wahlweise einzelne Faltenbalge, um Rohrbruch zu verhindern. Rohrbruch kann auftreten, wenn ein einzelnes Rohr verstopft wird und sich daher nicht mehr mit dem Rest des Rohrbündels dehnen/zusammenziehen kann. Bei jenen Ausführungsformen, in denen der Luftdruck höher ist als der Syngasdruck, stellt Rohrbruch ein hohes Risiko dar, was auf Probleme beim Lufteintritt in das Gasgemisch zurückzuführen ist.
-
Nachdem die Wärme im Gas-flüssig-Wärmetauscher rückgewonnen ist, kann das abgekühlte Syngas immer noch zu viel Wärm für die nachfolgenden Systeme enthalten. Der Durchschnittsfachmann weiß, wie ein geeignetes System für die weitere Syngaskühlung vor der Aufbereitung zu wählen ist.
-
Bei einer Ausführungsform fließt das heiße Syngas durch den Gas-flüssig-Wärmetauscher und erzeugt ein teilweise gekühltes Syngas und erwärmte Austauschluft. Die Luftzufuhr zum Wärmetauscher kann von einem Prozess-Luftgebläse geliefert werden. Das teilweise gekühlte Syngas wird einer Quencherstufe unterzogen, wo es durch Zugabe einer geregelten Menge an zerstäubtem Wasser weiter gekühlt wird.
-
Das Syngas kann auch mit einem Nass-, Trocken- oder Hybrid-Kühlsystem gekühlt werden. Das Nass- oder Trocken-Kühlsystem kann direkt oder indirekt arbeiten. Geeignete Kühlsysteme sind an sich bekannt, und der Durchschnittsfachmann, dem die Anforderungen des Systems bekannt sind, kann das entsprechende System wählen.
-
Bei einer Ausführungsform ist das Kühlsystem ein Nass-Kühlsystem. Das Nass-Kühlsystem kann direkt oder indirekt sein. Bei Kühlsystemen, die indirekte Nasskühlung verwenden, wird ein zirkulierendes Kühlwassersystem eingesetzt, das die Wärme des Syngases absorbiert. Die Luft wird durch Evaporation über ein oder mehr Kühltürme an die Atmosphäre abgegeben. Alternativ wird, um Wasser zu konservieren, der Wasserdampf kondensiert und im geschlossenen Regelkreis an das System rückgeführt.
-
Bei einer Ausführungsform ist das Kühlsystem ein Trocken-Kühlsystem. Das Trocken-Kühlsystem kann direkt oder indirekt sein. Bei einer Ausführungsform ist das Trocken-Kühlsystem ein Zug-Trocken-Kühlsystem. Obwohl die Trockenkühlung die Kosten der Anlage leicht erhöht, kann es in Gegenden mit beschränkter Wasserversorgung bevorzugt werden.
-
-
Das Syngas kann auch durch direkte Wasserevaporation in einem Evaporator wie z. B. einem Quencher gekühlt werden.
-
Die Syngas-Ausgangstemperatur kann auch durch Rückführung von gekühltem Syngas über angemessen angeordnete Eingänge in die Umformulierungseinheit reduziert werden, wo es mit dem neu erzeugtem Syngas vermischt wird.
-
DAS KONTROLLSYSTEM
-
Ein Kontrollsystem kann vorgesehen sein, um ein oder mehr im oder vom System durchgeführte Prozesse und/oder ein oder mehr darin enthaltene Funktionselemente zu regeln und/oder ein oder mehr für die Durchführung der Prozesse vorgesehene Prozessvorrichtungen regeln zu können. Generell kann das Kontrollsystem operativ verschiedene örtliche und/oder regionale mit einem bestimmten System zusammenhängende Prozesse, Funktionseinheiten oder Teile derselben, und/oder ein oder mehr damit zusammenhängende in einem System durchgeführte globale Prozesse, wie z. B. ein Gasifizierungssystem, in dem oder im Zusammenhang mit dem die verschiedenen Ausführungsformen der Erfindung betrieben werden, und stellt dadurch dessen verschiedene Kontrollparameter ein, um diese Prozesse an einen vorgegebenen Erfolg anzupassen. Es können daher verschiedene Sensorelemente und Ansprechelemente über das Kontrollsystem und/oder über ein oder mehr geregelte Funktionseinheiten oder in Bezug auf ein oder mehr ihrer Bauteile verteilt sein, und diese dienen dazu, verschiedene Prozess-, Reaktionsmittel- oder Produktmerkmale zu erfassen und, falls erforderlich, ein oder mehr Einstellungen zu bewirken oder zu bestimmen, die zu dem gewünschten Erfolg führen, und zu reagieren, indem in ein oder mehr Prozessen durch ein oder mehr regulierbare Prozessvorrichtungen Änderungen durchgeführt werden.
-
Generell enthält das Kontrollsystem ein oder mehr Computer-Plattformen, die so konfiguriert sind, dass sei ein oder mehr Signale empfangen, die ein oder mehr Merkmale im Zusammenhang mit dem Betrieb des gesamten Systems oder mit ein oder mehr seiner Funktionseinheiten anzeigen. Ein Merkmal kann sich auf ein oder mehr im System oder in ein oder mehr Funktionseinheiten durchgeführte Prozesse, oder auf Beides beziehen; auf ein oder mehr Inputs in das System oder in eine oder die andere Funktionseinheiten, oder auf Beides; oder auf ein oder mehr vom System oder ein oder mehr Funktionseinheiten erzeugte Outputs oder auf Beides. Es versteht sich, dass ein Input als eine Stufe des gesamten Systems oder eine Stufe einer Funktionseinheit gelten kann. Weiterhin kann ein Output etwas bedeuten wie z. B. ein Gas, einen Feststoff, einen halbfesten Stoff, eine Flüssigkeit oder ein anderes Produkt oder ein Kombination dieser Stoffe, die zwischen Funktionseinheiten im Gesamtsystem transportiert werden, oder ein Output kann etwas bedeuten, das z. B. aus dem System ausscheidet. Das Kontrollsystem ist ferner so konfiguriert, dass es ein oder mehr Kontrollparameter bestimmt, die mindestens teilweise von ein oder mehr Inputsignalen abgeleitet werden in Verbindung mit ein oder mehr Regelkreisen oder Kontrollprogrammen. Jeder Regelkreis bzw. jedes Kontrollprogramm sieht eine Ebene der Parametrisierung auf einer gewünschten Ebene des Systembetriebs bzw. ein oder mehr Funktionseinheiten vor. Die vom Kontrollsystem erzeugten Prozessparameter können mindestens teilweise dazu verwendet werden, ein oder mehr Ansprechelemente zu regeln, die so konfiguriert sind, dass sie ein oder mehr Betriebsaspekte des Systems oder ein oder mehr Funktionseinheiten einstellen können.
-
Bei manchen Ausführungsformen enthält das Kontrollsystem z. B. ein oder mehr Sensorelemente zum Erfassen eines oder mehrerer mit dem System zusammenhängenden Merkmale, ein oder mehr Funktionseinheiten, damit zusammenhängender Prozesse, dafür vorgesehener Inputs und/oder dadurch entstandener Outputs. Ein oder mehr Plattformen sind kommunikativ mit diesen Sensorelementen verbunden, um einen Merkmalwert zu erfassen, der für die erfassten Merkmale typisch ist; sie sind so konfiguriert, dass die Merkmalwerte mit einem vorgegebenen Bereich solcher Werte verglichen werden können, so ausgebildet, dass diese Merkmale als geeignet für ausgewählte operative und/oder nachfolgende Resultate charakterisiert werden können, und sie berechnen ein oder mehr Prozessregelungs-Parameter, die sich dazu eignen, den charakteristischen Wert mit diesem vorgegebenen Bereich aufrecht zu erhalten. So kann eine Mehrzahl an Ansprechelementen operativ mit ein oder mehr Prozessvorrichtungen verbunden sein, die so betrieben werden, dass sie das System und/oder ein oder mehr Funktionseinheiten, den Prozess, Inputs und Outputs beeinflussen und dadurch das erfasste Merkmal verstellen können, und sie sind kommunikativ mit der/den Computer-Plattform(en) verbunden, um die errechneten Prozesskontrollparameter und operativen Prozessvorrichtungen entsprechend ansteuern zu können.
-
Gemäß manchen Ausführungsformen enthält das gesamte System vier oder mehr Funktionseinheiten, von denen jede Funktionseinheit eine oder mehr Zonen enthält. Bei dieser Ausführungsform ist das Kontrollsystem so konfiguriert, dass es Informationen im Zusammenhang mit ein oder mehr mit dem gesamten System zusammenhängenden Merkmalen sammeln kann und, falls erforderlich, ein oder mehr Modifikationen der Betriebsbedingungen des gesamten Systems bestimmen kann, um die entsprechenden eine oder mehr Zonen in jeder der vier oder mehr Funktionseinheiten entwickeln zu können. Auf diese Weise kann das Kontrollsystem die Entwicklung, Schaffung, Wartung oder Umstellung der Betriebsbedingungen ermöglichen, um zu gewährleisten, dass die erforderlichen eine oder mehr Zonen in jeder der vier oder mehr Funktionseinheiten enthalten sind. So ermöglichen beispielsweise die Betriebsbedingungen des gesamten Systems zusammen mit den vier oder mehr mit deren strukturellen Konfigurationen verbundenen Funktionseinheiten, einschließlich Additiv-Input-Stellen, beispielsweise die Bildung und/oder Erhaltung und/oder Modifikation der gewünschten Zonen innerhalb jeder der vier oder mehr Funktionseinheiten.
-
Bei manchen Ausführungsformen enthalten die vier oder mehr Funktionseinheiten ein verbundenes Regel-Teilsystem, wobei diese Regel-Teilsysteme kommunikativ miteinander verbunden sind, so dass der einzelne Betrieb jedes dieser Regel-Teilsysteme mindestens teilweise von einem globalen Kontrollsystem geregelt wird, wodurch ein Mittel geschaffen wird, um die Modifikation eines operativen Merkmals in einer ersten Funktionseinheit, mindestens teilweise basiert auf einem Merkmal, das im Zusammenhang mit einer anderen Funktionseinheit bestimmt wird. Auf diese Weise kann das globale Kontrollsystem eine Ausrichtung mit der gewünschten Funktionalität des gesamten Systems erzielen.
-
Bei manchen Ausführungsformen ist das Kontrollsystem so konfiguriert, dass es die Realzeit-Regelung der operativen Bedingungen des gesamten Gasifizierungssystems ermöglicht. Bei manchen Ausführungsformen ist das Kontrollsystem so konfiguriert, dass es die Just-in-time-Regelung der Betriebsbedingungen des gesamten Gasifizierungssystems ermöglicht.
-
Bei manchen Ausführungsformen ist das Kontrollsystem so konfiguriert, dass es eine Kombination von Just-in-time-Regelung und Realzeitregelung der Betriebsbedingungen des gesamten Gasifizierungssystems ermöglicht. So enthält beispielsweise eine Konfiguration des Kontrollsystems ein globales Kontrollsystem und ein oder mehr Regelungs-Teilsysteme, von denen jedes zur Regelung eines Teils der Gasifizierungssystems, z. B. einer Funktionseinheit, konfiguriert ist, oder eine bestimmte Zone in einer bestimmten Funktionseinheit, oder dergleichen. Bei diesem Beispiel können ein oder mehr Regelungs-Teilsysteme so konfiguriert sein, dass sie im Wesentlichen Realzeitregelung der entsprechenden Funktionseinheit oder bestimmten Zone in einer bestimmten Funktionseinheit ermöglichen, und das gesamte Kontrollsystem ist so konfiguriert, dass es Just-in-time-Regelung des gesamten Gasifizierungssystems ermöglicht. Es versteht sich, dass die Konfiguration und operative Zeitfolge des Kontrollsystems in vielen verschiedenen Formen angeordnet sein kann und dass sich die Konfigurationen z. B. nach der Komplexität und Stufe der gewünschten Regelung, der Zulässigkeitsbereiche der im Gasifizierungssystem durchgeführten Prozesse, der Empfindlichkeit gegenüber Modifikationen der Prozesse und dergleichen Faktoren richten.
-
Bei einer Ausführungsform bietet das Kontrollsystem Feedback- und Feedforward-Kontrolle und/oder prädiktive Regelung des Systems, der Funktionseinheiten, Inputs und/oder Outputs im Zusammenhang mit der Konversion des kohlenstoffhaltigen Feedstocks in Gas und bewirkt dadurch eine Effizienz der damit zusammenhängenden Prozesse. So können z. B. verschiedene Prozessmerkmale bewertet und regelbar geändert werden, um diese Prozesse zu verändern; dazu gehören z. B. die Heizwerte und/oder Zusammensetzung des Feedstocks, die Eigenschaften des Syngases (z. B. Heizwert, Temperatur, Druck, Fluss, Zusammensetzung, Kohlenstoffgehalt usw.), der Variationsbereich dieser Merkmale und die Kosten der Inputs im Vergleich mit dem Wert der Outputs.
-
Bei manchen Ausführungsformen können kontinuierliche und/oder Realzeit-Einstellungen auf verschiedene Parameter auf eine Weise vorgenommen werden, durch die ein oder mehr Prozessmerkmale je nach Design und je nach den ablaufseitigen Spezifikationen bewertet und modifiziert werden; zu den Parametern gehören z. B. Wärme, Stärke der Wärmequelle, Einspeisrate(n) der Additive (z. B. Sauerstoff, Oxidierungsmittel, Dampf, usw.), die Feedstock-Einspeisungsrate(n), (z. B. ein oder mehr verschiedene und/oder gemischte Einspeisungen), Gas- und/oder Systemdruck-/Flussregler (z. B. Gebläse, Ablass- und/oder Regelventile, Flare-Ventile usw.) oder dergleichen.
-
In einem System und/oder in einer Funktionseinheit mit reiner Feedforward-Kontrolle führen umweltliche Veränderungen im Zusammenhang mit dem System und/oder den Funktionseinheiten in Form einer messbaren Störung zu einer vorgegebenen Reaktion. Im Gegensatz dazu kann in einem System und/oder in Funktionseinheiten mit Feedback-Kontrolle ein gewünschter Zustand des Systems oder der Funktionseinheiten aufrecht erhalten werden. Je nach dem Genauigkeitsgrad der Modellierung oder der Parametrisierung des Betriebs des Systems und/oder der Funktionseinheiten kann es daher sein, dass Feedback-Kontrolle nicht dieselbe Stufe der Stabilitätsprobleme aufweist wir Feedforward-Kontrolle.
-
Gemäß den Ausführungsformen kann die Feedforward-Kontrolle zeitlich effektiv sein, wenn folgende Voraussetzungen gegeben sind: die Störung muss messbar sein, die Auswirkung der Störung auf den Output des Systems muss bekannt sein, und die Zeit, die vergeht, bis die Störung den Output beeinflusst, ist länger als die Zeit, die von der Feedforward-Kontrolle benötigt wird, um die Auswirkung auf den Output zu kontrollieren.
-
Die Feedforward-Kontrolle kann schneller auf bekannte und messbare Störungen reagieren, sie kann aber der ungeeignete Regelmechanismus sein, wenn neuartige Störungen ziemlich anhaltend sind. Im Gegenteil kann die Feedback-Kontrolle eine Kontrollstufe für ein oder mehr Abweichungen vom gewünschten Verhalten des Systems und/oder der Funktionseinheiten bewirken. Die Feedback-Kontrolle erfordert jedoch, dass ein oder mehr gemessene Variablen (Output) vom System und den Funktionseinheiten auf die Störung reagiert, um sie als Abweichung zu erkennen. Nach Erkennung einer Abweichung kann ein Feedback-Kontrollsystem eine Modifikation eines oder mehrerer Merkmale des Betriebs des Systems und/oder der Funktionseinheiten herbeiführen, um den Betrieb des Systems und/oder der Funktionseinheiten auf eine gewünschte Stufe zurückzuführen.
-
Feedforward-Kontrolle und Feedback-Kontrolle schließen sich nicht gegenseitig aus. In manchen Ausführungsformen sind im Kontrollsystem sowohl Feedforward-Kontrolle als auch Feedback-Kontrolle vorgesehen. So kann z. B. Feedforward-Kontrolle verwendet werden, um relativ schnelle Reaktionsjustierungen herbeizuführen, die für spezifische Inputs erforderlich sind, und ein zusätzliches Feedback-Kontrollsystem kann als Mittel für die Umstellung des Systembetriebs, oder für Fehlerkorrektur auf Basis der von der Feedforward-Kontrolle vorgegebenen Justierungen benutzt werden. Gemäß manchen Ausführungen kann die Integrierung der Feedforward- und der Feedback-Kontrollen ein Mittel für relativ schnelle Anfangsreaktion und für die erhebliche Reduzierung von Betriebsfehlern darstellen.
-
Bei manchen Ausführungsformen kann das Gesamtsystem Feedback-Kontrolle benutzen, und jede der Funktionseinheiten kann mit Feedback-Kontrolle oder Feedforward-Kontrolle geregelt werden. Zum Beispiel kann sich die Wahl der Feedback- oder Feedforward-Kontrolle für jede Funktionseinheit nach dem Entwicklungsstand der Modellierung oder der Parametrisierung des Betriebs oder der Funktion der betreffenden Funktionseinheit richten. Je vollständiger die Modellierung, desto wahrscheinlicher ist es, dass Feedforward-Kontrolle auf eine Funktionseinheit anwendbar ist. Bei manchen Ausführungsformen wird die Betriebsregelung der Funktionseinheiten mit Feedback- und Feedforward-Kontrolle bewirkt.
-
Bei manchen Ausführungsformen der Erfindung können prädiktive Modell-Regelverfahren im System und/oder den Funktionseinheiten verwendet werden.
-
Bei einer korrektiven oder Feedback-Kontrolle wird der Wert eines Kontrollparameters oder einer Kontrollvariablen, der mit einem geeigneten Sensorelement überwacht wird, mit einem spezifischen Wert oder Wertebereich verglichen. Ein Kontrollsignal, das auf der Abweichung zwischen den zwei Werten beruht, wird erkannt und an ein Kontrollelement übermittelt, um die Abweichung zu reduzieren. Es versteht sich, dass ein konventionelles Feedback- oder reaktives Kontrollsystem auch so konfiguriert sein kann, dass es einen adaptiven und/oder prädiktiven Bestandteil hat, in dem die Reaktion auf einen bestimmten Zustand gemäß modellierten und/oder vorher überwachten Reaktionen maßgeschneidert werden kann, um eine Reaktion auf erfasste Merkmale zu bewirken, während potenzielle Überschreitungen bei den Ausgleichsaktionen eingeschränkt werden. Zum Beispiel können erworbene und/oder historische Daten für eine bestimmte Konfiguration kooperativ genutzt werden, um die Reaktion auf ein System und/oder Prozessmerkmale, die innerhalb eines bestimmten Bereichs vom optimalen Wert, für den frühere Reaktionen überwacht und verändert wurden, erfasst und geändert werden, um einen gewünschten Erfolg zu erzielen. Solche adaptive und/oder prädiktive Kontrollprogramme sind an sich bekannt und stehen daher nicht außerhalb des allgemeinen Schutzbereichs und dem Wesen der vorliegenden Offenlegung.
-
Alternativ bzw. zusätzlich kann das Kontrollsystem so konfiguriert sein, dass der Betrieb der verschiedenen Bestandteile eines Systems und/oder ein oder mehr Funktionseinheiten auf sachgemäßen Betrieb überwacht wird, und wahlweise, dass überwacht wird, ob die dadurch bewirkten Prozesse den regulatorischen Standards entsprechen, wenn solche anzuwenden sind.
-
Gemäß einer Ausführungsform kann das Kontrollsystem ferner dazu verwendet werden, die gesamten Auswirkungen des Systems und/oder der Funktionseinheiten auf den Energieverbrauch zu überwachen und zu regeln. So können das System und die Funktionseinheiten so betrieben werden, dass die Auswirkungen auf den Energieverbrauch reduziert oder minimalisiert werden, z. B. durch Optimierung eines oder mehrerer durchgeführter Prozesse, oder durch Steigerung der durch diese Prozesse erzeugten Energie-Rückgewinnung (z. B. Abwärme). Alternativ oder zusätzlich kann das Kontrollsystem so konfiguriert werden, dass eine Zusammensetzung und/oder ein anderes Merkmal (z. B. Temperatur, Druck, Fluss usw.) eines im kontrollierten Prozess erzeugten Syngases so geändert wird, dass sich diese Merkmale nicht nur für die nachgeordnete Anwendung eignen, sondern auch im Wesentlichen für effiziente und/oder optimale Anwendung optimiert werden. So können z. B. bei einer Ausführungsform, in der Syngas dazu dient, einen Gasmotor für eine bestimmten Art von Stromerzeugung anzutreiben, die Syngas-Merkmale so eingestellt werden, dass sie den optimalen Input-Merkmalen solcher Motoren entsprechen.
-
Bei einer Ausführungsform kann das Kontrollsystem so konfiguriert sein, dass es einen bestimmten Prozess so ändert, dass Beschränkungs- oder Leistungsrichtlinien in Bezug auf Reaktionsmittel oder -produkte und/oder Produkt-Verweilzeiten in verschiedenen Bestandteilen oder in Bezug auf verschiedene Prozesse innerhalb des Gesamtprozesses befolgt werden und/oder dass die Prozesse optimiert werden. So kann z. B. eine vorgeschaltete Prozessrate so geregelt werden, dass sie im Wesentlichen ein oder mehr ablaufseitigen Prozessen entsprechen.
-
Zusätzlich kann das Kontrollsystem bei verschiedenen Ausführungsformen für die sequenzielle und/oder simultane Kontrolle verschiedener Aspekte eines bestimmten Prozesses auf kontinuierliche Weise und/oder in Realzeit eingestellt werden.
-
Gemäß Ausführungsformen enthält das Kontrollsystem ein oder mehr Regelkreise zur Feststellung, ob ein oder mehr betriebliche Anpassungen des Systems und/oder der Funktionseinheiten vorzunehmen sind, um einen oder einen gewünschten Erfolg bzw. eine Kombination gewünschter Erfolge zu erzielen. Ein Regelkreis kann die gesamte Funktionsfähigkeit des Systems, die gesamte Funktionsfähigkeit einer Funktionseinheit, einer Teilkomponente einer Funktionseinheit, einer entsprechenden Kombination oder einer Teilkomponente einer Kombination darstellen.
-
Bei manchen Ausführungsformen enthält das Kontrollsystem eine Mehrzahl an Regelkreisen, wobei jeder Regelkreis mit einer gewünschten Funktionsstufe des Systems, der Funktionseinheiten oder ihrer Teilkomponenten verbunden ist. Jeder der Regelkreise kann einer Stufe in der Hierarchie zugeordnet sein, damit das Kontrollsystem erkennen kann, welcher Regelkreis zuerst zu berücksichtigen oder zu bewerten ist oder als wichtigster gelten soll, um den Anforderungen zu entsprechen. Diese Stufe der Hierarchie der vielen Regelkreise kann daher ein Mittel darstellen, das Kontrollsystem zu befähigen, festzustellen, welchem der vielen Regelkreise es versuchen sollte, zu gehorchen, wenn ein oder mehr Prozesse des Systems und/oder der Funktionseinheiten zu widersprüchlichen Ergebnissen im Zusammenhang mit zwei oder mehr Regelkreisen kommen sollten.
-
Gemäß manchen Ausführungsformen der gegenwärtigen Technik können die Regelkreise als viele verschachtelte Regelkreise konfiguriert sein, wobei jedem Regelkreis einer bestimmten Regelkreisgruppe ein Gewichtungsfaktor zugeordnet werden kann; so kann z. B. ein höherer Gewichtungsfaktor einen höheren Bedeutungsgrad für die mit einem bestimmten Regelkreis verbundene Parametrierung darstellen. Außerdem kann sich beispielsweise eine Gewichtungsfunktion für einen bestimmten Regelkreis nach ein oder mehr Zuständen richten, die mit dem System und/oder den Funktionseinheiten zusammenhängen, wobei diese Abhängigkeit zu einer Modifikation oder Anpassung des Bedeutungsgrades des Regelkreises und damit einer Änderung der Hierarchie der Regelkreise führen kann.
-
Allgemein kann das Kontrollsystem für die hier vorgesehene Anwendung jede beliebige Art von Kontrollsystemarchitektur enthalten. So kann das Kontrollsystem beispielsweise ein im Wesentlichen zentralisiertes Kontrollsystem, ein dezentralisiertes Kontrollsystem, oder eine Kombination dieser Arten darstellen. Ein zentralisiertes Kontrollsystem enthält allgemein einen zentralen Controller, der so konfiguriert ist, dass er mit verschiedenen örtlichen und/oder fernen Sensor- und Ansprechelementen versehen ist, die so konfiguriert sind, dass sie jeweils verschiedene für den kontrollierten Prozess relevante Merkmale erfassen und darauf über ein oder mehr regelbare Prozessgeräte ansprechen, die wiederum so konstruiert sind, dass sie den kontrollierten Prozess direkt oder indirekt beeinflussen. Bei Verwendung einer zentralisierten Architektur werden die meisten Berechnungen zentral über einen zentralisierten Prozessor oder über Prozessoren so durchgeführt, dass sich die meiste erforderliche Hardware und/oder Software für die Durchführung der Kontrolle der Prozesse an derselben Stelle befinden kann.
-
Ein dezentralisiertes Kontrollsystem enthält allgemein zwei oder mehr verteilte Controller, die mit den entsprechenden Sensor- und Ansprechelementen kommunizieren können und örtliche und/oder regionale Merkmale überwachen und über örtliche und/oder regionale Prozessgeräte ansprechen, die so konfiguriert sind, dass sie einen örtlichen Prozess oder Teilprozess beeinflussen. Kommunikation kann auch zwischen dezentralisierten Controllern über verschiedene Konfigurationen erfolgen, wobei ein Merkmal zuerst von einem ersten Controller zu einem zweiten Controller gemeldet werden kann, der darauf ansprechen soll, wobei ein solches distales Ansprechen das an der ersten Stelle erfasste Merkmal beeinflussen kann. So kann z. B. ein Merkmal eines ablaufseitigen Syngases von einem zulaufseitigen Überwachungsgerät erfasst werden und durch Änderung eines Kontrollparameters verändert werden, der mit der Trocknungs-/Volatisierungseinheit zusammenhängt, die von einem zulaufseitig angeordneten Controller kontrolliert wird. Bei Verwendung einer dezentralisierten Architektur ist auch die Kontroll-Hardware und/oder -Software zwischen den Controller verteilt, wobei auf jedem Controller dasselbe, aber modular konfigurierte, Kontrollprogramm angewandt werden kann, oder es können verschiedene kooperative Kontrollprogramme auf den entsprechenden Controller angewandt werden.
-
Alternativ kann das Kontrollsystem in separate, aber kommunikativ gekoppelte örtliche, regionale und/oder globale Kontroll-Teilsysteme unterteilt werden. Eine solche Architektur könnte einen bestimmten Prozess oder einer Reihe zusammenhängender Prozesse ermöglichen und örtlich bei minimaler Interaktion mit anderen örtlichen Kontroll-Teilsystemen kontrolliert werden. Ein globales Leitkontrollsystem könnte dann mit jedem örtlichen Kontroll-Teilsystem kommunizieren, um die erforderlichen Änderungen örtlicher Prozesse zu regeln und damit einen globalen Erfolg zu erzielen.
-
Gemäß den Ausführungsformen ist ein örtliches Kontrollsystem mit jeder Funktionseinheit verbunden und so konfiguriert, dass es auf Inputs von innerhalb der Funktionseinheit und/oder von außerhalb der Funktionseinheit reagiert, wobei die Prozesse in derselben Funktionseinheit durchgeführt werden. Ein globales Kontrollsystem ist operativ mit jedem Controller der Funktionseinheiten verbunden und stellt ein Mittel dar, das eine Ebene für das Gesamt-Management des Systembetriebs schafft.
-
Das Kontrollsystem der vorliegenden Erfindung kann jede der oben aufgeführten Architekturen oder jede an sich bekannte Architektur anwenden, die innerhalb des allgemeinen Anwendungsbereichs der vorliegenden Offenlegung in Frage kommt. So können im Kontext der vorliegenden Erfindung zum Beispiel Prozesse in einem dedizierten örtlichen Umfeld kontrolliert und angewandt werden, wobei wahlweise externe Kommunikation mit einem beliebigen zentralen oder fernen Kontrollsystem möglich ist, wenn zulauf- oder ablaufseitige Prozesse kontrolliert werden müssen. Alternativ kann das Kontrollsystem eine Teilkomponente eines regionalen und/oder globalen Kontrollsystems aufweisen, die dafür bestimmt ist, einen regionalen und/oder globalen Prozess kooperativ zu kontrollieren. So kann zum Beispiel ein modulares Kontrollsystem so entwickelt sein, dass die Kontrollmodule interaktiv verschiedene Teilkomponenten eines Systems kontrollieren, während intermodulare Kommunikation wie erforderlich für regionale und/oder globale Kontrolle geschaffen wird.
-
Das Kontrollsystem allgemein enthält ein oder mehr zentrale, vernetzte und/oder dezentralisierte Prozessoren, ein oder mehr Inputs für den Empfang laufend von den verschiedenen Sensorelementen erfasster Merkmale, und ein oder mehr Outputs für die Mitteilung neuer oder aktualisierter Kontrollparameter für die verschiedenen Ansprechelemente. Die ein oder mehr Plattformen des Kontrollsystems können auch ein oder mehr örtliche und/oder ferne computerlesbare Medien (z. B. ROM, RAM, Wechselmedien, örtliche und/oder Netzwerkzugangs-Medien usw.) aufweisen für die Speicherung verschiedener vorgegebener und/oder veränderter Kontrollparameter, festgelegter oder bevorzugter Betriebsbereiche der System- und Prozessmerkmale, der Systemüberwachungs- und Kontroll-Software, der Betriebsdaten und dergleichen. Wahlweise kann die Computerplattform auch entweder direkten Zugang oder Zugang über verschiedene Datenspeicher zu Verfahrensimulationsdaten und/oder Systemparameter-Optimierungs- und Modellierungsmitteln haben. Weiterhin können Computerplattformen mit ein oder mehr wahlweise eingesetzten Schnittstellen für Grafikanwender und Input-Peripheriegeräte für Management-Zugang zum Kontrollsystem aufweisen (System-Upgrades, Module für Wartung, Modifikation, Adaptation an neue Systemmodule und/oder -geräte usw.), und können wahlweise verschiedene Output-Peripheriegeräte aufweisen für den Austausch von Daten und Informationen mit externen Quellen (z. B. Modems, Netwerkanschlüssen, Druckern usw.).
-
Das EDV-System und jedes beliebige EDV-Teilsystem kann exklusive Hardware oder Kombinationen von Hardware, Firmware und Software beinhalten. Jedes EDV-Teilsystem kann jede beliebige Kombination eines oder mehrerer der folgenden Controller enthalten: Proportionalregler (P), Integralregler (I) oder Differentialregler (D); z. B. einen P-Controller, einen I-Controller, einen PI-Controller, einen PD-Controller, einen PID-Controller usw. Der Durchschnittsfachmann wird erkennen, dass sich die ideale Kombination von P-, I- und D-Controllern nach der Dynamik und Verzögerung des entsprechenden Reaktionsprozesses des Gasifizierungssystems und dem Bereich der Betriebsbedingungen richtet, die von der Kombination kontrolliert werden soll, sowie nach der Dynamik und Verzögerung der Controller-Kombination. Der Durchschnittsfachmann wird erkennen, dass diese Kombinationen analog auf festverdrahtete Weise angewandt werden können, die kontinuierlich mit Sensorelementen den Wert eines Merkmals überwachen und mit einem vorgegebenen Wert vergleichen können, um ein bestimmtes Kontrollelement zu beeinflussen, über Ansprechelemente eine entsprechende Änderung vorzunehmen, um den Unterschied zwischen dem erkannten und dem vorgegebenen Wert zu reduzieren. Der Durchschnittsfachmann wird ebenfalls erkennen, dass die anzuwendenden Kombinationen in einem gemischten digitalen Hardware-Software-Umfeld eingesetzt werden können. Dem Durchschnittsfachmann sind relevante Effekte beliebiger zusätzlicher Sampling-, Datenerfassungs- und Digitalverarbeitung bekannt. P-, I- und D-Controller-Kombinationen können in Feedforward- und Feedback-Kontrollprogrammen Anwendung finden.
-
Die Kontrollelemente
-
Die im vorliegenden Kontext vorgesehenen, oben definierten und beschriebenen Sensorelemente können u. a. Elemente beinhalten, die die chemische Zusammensetzung von Gasen, die Fließrate und Temperatur von Syngas, die Temperatur, den Druck und die Opazität von Gasen sowie verschiedene Parameter im Zusammenhang mit Energiequellen (z. B. Leistung und Anordnung) überwachen.
-
Gemäß den Anordnungen richtet sich ein H2:CO-Verhältnis nach verschiedenen Faktoren, nicht nur nach dem Betriebs-Szenario (pyrolytisch oder mit ausreichend O2/Luft), sondern auch nach der Prozesstemperatur, dem Feuchtigkeitsgehalt und dem H2:CO-Verhältnis des Einsatzgases. Generell wird in der Gasifizierungstechnik ein Syngas erzeugt, dessen H2:CO-Verhältnis zwischen ca. 6:1 und ca. 1:1 liegen kann, wobei die Ablaufanwendung das optimale H2:CO-Verhältnis bestimmt. Bei einer Ausführungsform reicht das H2:CO-Verhältnis von ca. 1:1 bis ca. 1:2. Bei einer Ausführungsform ist das H2:CO-Verhältnis von 1,1:1.
-
In Anbetracht der oben aufgeführten Faktoren reguliert das Kontrollsystem gemäß den Ausführungsbeispielen die Zusammensetzung von Syngas über einen Bereich von H2:CO-Verhältnissen, indem es das Gleichgewicht zwischen der angewandten Energieart (z. B. Wärme von Plasmabrennern) und Prozessadditiven (z. B. Luft, Sauerstoff, Kohlenstoff, Dampf) verändert und damit die Syngas-Zusammensetzung für eine bestimmte Ablaufanwendung optimiert.
-
Bei manchen Ausführungsformen kann eine Anzahl von Betriebsparametern regelmäßig oder kontinuierlich überwacht werden, um festzustellen, ob das Gas-Umformulierungssystem innerhalb der optimalen Sollwerte arbeitet. Die überwachten Parameter können u. a. die chemische Zusammensetzung, die Syngas-Fließrate und -Temperatur, die Temperatur an verschiedenen Stellen des Systems, der Systemdruck, und verschiedene Parameter darstellen, die die Gaserregerquellen (die Leistung und Anordnung der Plasmabrenner) betreffen, und die Daten dienen der Feststellung, ob die Systemparameter geändert werden müssen.
-
Die Zusammensetzung und Opazität von Syngas
-
Das Syngas kann mit Methoden beprobt und analysiert werden, die dem Durchschnittsfachmann bekannt sind. Eine Methode, die dazu verwendet werden kann, die chemische Zusammensetzung von Syngas festzustellen, ist die Gaschromatographie-Analyse (GC-Analyse). Probestellen für diese Analysen können im gesamten System angebracht sein. Bei einer Ausführungsform wird die Gaszusammensetzung mit einem Fourier-Tranformation-Infrarotspektrometer (FTIR) analysiert, der das IR-Spektrum des Gases misst.
-
Gemäß den Ausführungsformen kann das Kontrollsystem so konfiguriert sein, dass es feststellt, ob im Syngassstrom zu viel oder zu wenig Sauerstoff enthalten ist und den Prozess entsprechend ändern. Bei einer Ausführungsform erfasst ein Analysator oder Sensor im Kohlenmonoxid-Strom das Vorkommen und den Gehalt von Kohlendioxid oder anderen geeigneten sauerstoffreichen Bezugssubstanzen. Bei einer Ausführungsform wird Sauerstoff direkt gemessen.
-
Bei einer Ausführungsform der Erfindung kann ein thermogravimetrischer Analysator (TGA) verwendet werden.
-
Bei einer Ausführungsform untersuchen die Sensoren die Syngas-Zusammensetzung auf Kohlenmonoxid, Wasserstoff, Kohlenwasserstoffe und Kohlendioxid. Je nach den analysierten Daten sendet der Controller ein Signal an die Sauerstoff- und/oder Dampf-Eingänge, um die in die Kammer injizierten Sauerstoff- und/oder Dampfmenge zu regeln, und/oder ein Signal an die Gaserregerquelle(n).
-
Bei einer Ausführungsform werden im System wahlweise ein oder mehr Opazität-Monitoren eingesetzt, die Realzeit-Feedback über die Opazität vermitteln und dadurch einen wahlweise einsetzbaren Mechanismus für die Automatisierung der Prozessadditiv-Inputraten (hauptsächlich Dampf) liefern, um den Feinstoffanteil unter dem maximal zulässigen Gehalt zu erhalten.
-
Die Temperatur an verschiedenen Stellen des Systems
-
Bei einer Ausführungsform ist es möglich, die Syngas-Temperatur und die Temperatur an verschiedenen Stellen im ganzen System zu überwachen, wo solchen Daten auf kontinuierlicher Basis erfasst werden. Mittel zur Erfassung der Temperatur in der Kammer können zum Beispiel außerhalb der Kammerwand oder im Refraktär oben, in der Mitte oder unten an der Kammer angeordnet sein. Zusätzlich können Sensoren zum Überwachen der Syngas-Temperatur vorgesehen sein.
-
Bei einer Ausführungsform wird die Temperatur mit Thermoelementen überwacht, die an erforderlichen Stellen im System angebracht sind.
-
Der Druck des Systems
-
Bei einer Ausführungsform ist es möglich, den Druck innerhalb der Kammer zu überwachen, wo solche Daten auf kontinuierlichen Realzeitbasis erfasst werden. Bei einer weiteren Ausführungsform enthalten diese Mittel zur Drucküberwachung Drucksensoren wie z. B. Druckwandler oder Druckmessbohrungen an beliebigen Stellen der Trocknungs-/Verflüssigungseinheit, z. B. an einer vertikalen Wand der Trocknungs-/Verflüssigungseinheit.
-
Die Gas-Durchflussrate
-
Bei einer Ausführungsform ist es möglich, die Syngas-Durchflussrate an beliebigen Stellen im System zu überwachen, wo solche Daten auf kontinuierlicher Basis erfasst werden.
-
Schwankungen im Gasdurchfluss können auf nicht-homogene Bedingungen zurückzuführen sein (z. B. bei Fehlfunktion der Brenner oder bei Ausfall wegen Elektrodenaustausch oder anderen Gerätefehlern). Als vorläufige Abhilfe können Schwankungen im Gasdurchfluss durch Feedback-Kontrolle der Gebläsegeschwindigkeit, der Einspeiseraten des Materials, des sekundären Feedstocks, von Luft, Dampf und Brennerleistung korrigiert werden. Wenn Schwankungen im Gasdurchfluss länger anhalten, muss das System vielleicht ausgeschaltet werden, bis das Problem gelöst ist.
-
Die Hinzufügung von Additiven
-
Bei einer Ausführungsform enthält das Kontrollsystem Ansprechelemente für die Veränderung von Reaktionsmitteln einschließlich Prozessadditiven, um die chemische Umformulierung des Einsatzgases in Syngas zu kontrollieren. So können z. B. Prozessadditive in die Kammer eingespeist werden, um die effiziente Umformulierung eines Einsatzgases von bestimmter chemischer Zusammensetzung in ein Syngas von anderer gewünschter chemischer Zusammensetzung zu ermöglichen.
-
Bei einer Ausführungsform wird die Dampf- und/oder Sauerstoff-Injektion reduziert, wenn die Sensoren zu viel Kohlendioxid im Syngas feststellen.
-
Die im vorliegenden Kontext vorgesehenen, oben definierten und beschriebenen Ansprechelemente können u. a. verschiedene Kontrollelemente aufweisen, die operativ mit prozessbezogenen Geräten gekoppelt sind, um einen bestimmten Prozess durch Änderung eines bestimmten damit zusammenhängenden Kontrollparameters zu beeinflussen. So können zum Beispiel die im vorliegenden Kontext einsetzbaren Prozessgeräte u. a. aus Elementen bestehen, die Sauerstoffquellen-Inputs und die Gaserreger-Quellen regulieren.
-
Änderung des Gaserregerfeldes (z. B. Energie für Brenner)
-
Das Gaserregerfeld kann geändert werden. Bei einer Ausführungsform wird die durch Plasmabrenner erzeugte Wärme kontrolliert, um die Reaktion zu bewirken. Die Luftzufuhr in die Kammer trägt auch einen Teil der Brennerwärme, indem sie die Brennerwärme mit der Verbrennung von Syngas freigibt. Die Durchflussrate der Prozessluft wird geändert, um die Brennerleistung in einem geeigneten Arbeitsbereich zu halten.
-
Bei einer Ausführungsform wird die Leistung des Plasmabrenners so geändert, dass die Syngas-Ausgangstemperaturen auf dem vorgesehen Sollwert liegen. Bei einer Ausführungsform liegt der festgelegte Sollwert bei über 1000°C, um den vollständigen Abbau von Teeren und Ruß im Gas zu bewirken.
-
Änderung des Drucks im System
-
Bei einer Ausführungsform enthält das Kontrollsystem ein Ansprechelement für die Kontrolle des internen Drucks in der Kammer. Bei einer Ausführungsform wird der interne Druck im Unterdruckbereich gehalten, d. h. bei einem Druck leicht unter dem Atmosphärendruck. So kann zum Beispiel der Druck in der Kammer bei ca. 1–3 mbar Unterdruck gehalten werden. Bei einer Ausführungsform wird der Druck im System auf Überdruck gehalten.
-
Eine beispielhafte Ausführungsform eines Mittels für die Kontrolle des Innendrucks ist ein Induktionsgebläse, das mit dem Gas-Umformulierungssystem kommuniziert. Das so eingesetzte Induktionsgebläse hält das System auf Unterdruck. Bei Systemen, in denen Überdruck erhalten bleibt, erhält das Induktionsgebläse den Auftrag, bei einer niedrigeren Umlaufgeschwindigkeit zu arbeiten als bei Unterdruck oder bei Verwendung eines Kompressors.
-
Gemäß den Ausführungsformen wird die Umlaufgeschwindigkeit des Induktionsgebläses zufolge der von den überall im System angeordneten Drucksensoren erfassten Daten geändert, je nachdem, ob der Druck im System zunimmt (worauf das Gebläse schneller wird) oder abnimmt (worauf das Gebläse langsamer wird).
-
Gemäß den Ausführungsformen kann das System bei leichtem Unterdruck im Vergleich zum Atmosphärendruck gehalten werden, um zu verhindern, dass die Gase in die Umwelt ausgestoßen werden.
-
Gemäß den Ausführungsformen kann der Druck stabilisiert werden, indem die Geschwindigkeit des Syngas-Gebläses verändert wird. Optimal, bei Geschwindigkeiten unterhalb der Betriebsfrequenz des Gebläses, übersteuert stattdessen eine sekundäre Kontrolle und ändert die Einstellung des Rückführungsventils. Sobald das Rückführungsventil wieder voll geschlossen ist, springt die primäre Kontrolle wieder ein.
-
Beispiele von Kontrollkonzepten
-
Gemäß den Ausführungsformen kann die Vielzahl an Regelkreisen so konfiguriert sein, dass sie ein oder mehr Kontrollvariablen darstellen, die aus der Gruppe folgenden gewählt sind: Syngas LHV-Strom (MJ/Std.), LHV (MJ/m3, Syngasstrom (m3/Std.), Durchflussrate (kg/Std.), das in Frage kommt, wenn eine bestimmte Durchflussleistung gewünscht ist; Syngas-Zusammensetzung (CO:CO2-Verhältnis, CH4, H2), und Schlackenfluss (kg/Std.). Weiterhin kann die Vielzahl an Regelkreisen so konfiguriert sein, dass sie ein oder mehr manipulierbare Variablen darstellen, die aus der folgenden Gruppe gewählt sind: Rammezykluszeit (in Sekunden), Rammenhubgeschwindigkeit, Prozess-Luftstrom, der ein oder mehr der folgenden Variablen enthalten kann: CRV-Luft (m3/Std.) und Bodengitter-Luftzonen (m3/Std.) und Raffinierkammerluft (m3/Std.), Luftgebläse-Förderdruck (mbar), Raffinierkammer-Brennerleistung (kW-elektrisch), Feststoffschmelzbrenner-Leistung (kw-elektrisch), Festrückstandschmelzbrenner-Leistung (kW-thermisch). Bei manchen Ausführungsformen wird die optimale Rammenhubsequenz durch Tests ermittelt und wird nicht vom Kontrollsystem verändert. Zusätzlich können die Regelkreise so konfiguriert sein, dass sie ein oder mehr Einschränkungen darstellen, die aus der folgenden Gruppe gewählt werden: Luftkastentemperatur (°C), Konversionsgas-Temperaturen (°C), Raffinierkammergas-Temperaturen (°C), Systemdruckabfall (Syngas-Gebläsemotorstrom, Behälterdrücke), Luftstrom-Kontrollventil-Einstellung (%), (CRV, Bodengitter-Luftzonen und Raffinierkamme), Schmelzkammertemperatur (°C), Primärkonversions-Stand (cm), CRV oberer Kammerstand (cm) und Festrückstand-Schmelzkammerstand (cm).
-
Gemäß manchen Ausführungsformen ist das Endziel der Anlage, die Stromerzeugung zu maximieren, was sich erreichen lässt, indem gewährleistet wird, dass der Energiefluss an jeden Motor, dem Syngas zugeführt wird, genügt, um jeden Motor auf voller Leistung arbeiten kann. Der Syngas-Energiefluss ist der Syngasstrom multipliziert mit dem Syngas-Heizwert. Die Verbesserung der Konversionseffizienz und/oder die Erhöhung des Durchsatzes ermöglicht die erhebliche Maximierung des Flusses, wodurch gewährleistet wird, dass die Motoren auf voller Leistung bleiben.
-
Gemäß den Ausführungsformen gibt es zwei Hauptmethoden, den Syngasstrom zu erhöhen: die Luftströme zu erhöhen und/oder die Einspeiserate zu erhöhen. Die Erhöhung des Luftstroms über ein gewisses Optimum hinaus kann zur Minderung des Heizwerts führen und damit den gesamten LHV-Fluss negativ beeinflussen. Es gibt daher einen optimalen Luftstrom, bei dem sowohl ein hoher Fluss als auch einen hoher LHV erreicht wird. Das Kontrollsystem kann so konfiguriert werden, dass es den LHV und den Syngasstrom bewertet und das mit dem System und/oder ein oder mehr Funktionseinheiten verbundenen Luftstrom optimiert.
-
Bei manchen Ausführungsformen, wenn Konversion aufgrund der reduzierten Qualität und hohen Feuchtigkeit des eingespeisten Materials und wechselhafter Umweltbedingungen (Deckschalenverluste durch Wind/Regen) schlecht ist, kann das Kontrollsystem so konfiguriert sein, dass es die Einspeiseraten verändern kann, um zu gewährleisten, dass die Motoren immer auf voller Leistung laufen. Wenn die Einspeiserate geändert wird, kann das Kontrollsystem weiterhin so konfiguriert sein, dass es die Luftströme so anpasst, dass die Konversion (und daher auch der LHV-Fluss) optimiert wird. Außerdem kann die Einspeiserate geändert werden, indem die Zykluszeit und die Hubgeschwindigkeit der Ramme manipuliert werden, wodurch mehr Material durch das System gefördert wird und der Durchsatz sowie die Syngaserzeugung gesteigert werden.
-
Gemäß den Ausführungsformen gibt es Einschränkungen für die Änderungsmöglichkeiten mancher manipulierbarer Variablen. Zum Beispiel kann das Bodengitter in jeder Kartusche installierte Thermoelemente aufweisen, in denen die von diesen Thermoelementen erfassten Informationen dazu dienen können, die Reaktionsstufe auf verschiedenen Stufen des Gitters anzuzeigen und außerdem mögliche Hot Spots oder Stellen mit potenzieller übermäßiger Konversion zu melden und zu identifizieren. Ein hauptsächlicher Zweck dieser Thermolemente ist der Schutz gegen übermäßige Bodengitter-Temperaturen, sie können aber auch dem Kontrollsystem dazu dienen, potenzielle Konversionsprobleme zu melden.
-
Gemäß den Ausführungsformen können die Gasphasentemperaturen über dem Bodengitter und dem Stapel des umzuwandelnden Materials dazu verwendet werden, anzuzeigen, ob sich erfasste Hot Spots womöglich entzünden könnten. Sowohl die Luftkastentemperaturen als auch die Gasphasentemperaturen dienen dem Kontrollsystem dazu, die Luftstromraten jeder Bodengitterzone zu modulieren, was den Konversionsgrad und dadurch den Syngasfluss erheblich beeinflussen kann.
-
Gemäß den Ausführungsformen werden überall in der Raffineriekammer Temperaturen gemessen, wobei diese Messungen benutzt werden können, um die Luftstromraten zu ändern. Gemäß den Ausführungsformen können diese Temperaturmessungen nur benutzt werden, um niedrige Raten im Luftstrom der Raffineriekammer zu ändern. Die Reaktion auf die Verbesserung der Luftstromraten macht sich bei den Temperaturen bemerkbar, sie kann aber auch benutzt werden, um den Syngasstrom und den LHV zu regeln. Bei manchen Ausführungsformen können die Temperaturen in der Raffineriekammer dazu dienen, gegen die Übersteigung der gegebenen Refraktär-Temperaturen zu schützen, sie können aber auch dem Kontrollsystem dazu dienen, die Luftstromdaten beim Raffinieren zu modulieren.
-
Gemäß den Ausführungsformen werden die Raffineriekammer-Temperaturen an ablaufseitigen Stellen der Brenner zu messen, und diese Informationen können dem Kontrollsystem dazu dienen, die Brennerleistung zu modulieren. Die Syngas-Temperaturkontrolle an diesem Punkt ist eine Optimierung zwischen dem Luftstrom beim Raffinieren und der Brennerleistung. Gemäß den Ausführungsformen ist ein Ziel des Kontrollsystems in Bezug auf die Brennerleistung, den Energieverbrauch zu minimieren und die Konversion und Teervernichtung zu optimieren. Daher verwendet das Kontrollsystem auch Modelle für die Syngaszusammensetzung (CO:CO2-Verhältnis, CH4, H2) und die Temperatur, um die Brennerleistung wesentlich zu optimieren.
-
Gemäß den Ausführungsformen hängt eine andere Einschränkung für die Luftstromraten und die Einspeisungsrate (zum Beispiel Rammen-Zykluszeit oder -Hubgeschwindigkeit) mit dem Abfall des Behälterdrucks zusammen. Wird zum Beispiel die Syngas-Erzeugung erhöht, fällt der Druck im gesamten Prozess stärker. Wenn dieser Druckabfall zu hoch wird, könnten die Behälter ihre Auslegungen für Druck oder Unterdruck erreichen, oder das Syngas-Gebläse, der Hauptförderer für Syngas, kann seine Auslegungskapazität erreichen, und sein Motor kann Hochstrom oder Höchstgeschwindigkeit erreichen. Diese Druckabfälle können daher bei manchen Ausführungsformen die Zunahme an Einspeisungsrate und Fließraten einschränken.
-
Gemäß manchen Ausführungsformen gibt es eine Kontrolle der elektrischen Parasitärleistungs-Optimierung unabhängig vom Controller, der den Syngasstrom optimiert. Der Controller, der diese Parasitärleistungs-Optimierung bewirkt, kann so konfiguriert sein, dass er den Ausstoß des Prozessluftgebläses auf ein möglichst niedriges Niveau bringt, um die Stärke des Luftgebläses zu minimieren und dadurch die parasitäre Kapazität der Anlage zu reduzieren. Gemäß den Ausführungsformen bestehen Einschränkungen, wie weit der Ausstoßdruck des Luftgebläses gesenkt werden kann, wobei diese Einschränkungen die Anordnung des Luftstrom-Kontrollventils, das sich beispielsweise am Bodengitter, in der Raffineriekammer oder am CVR befindet, beinhalten können. Gemäß den Ausführungsformen sind FCVs (Durchflusskontrollventile) typischerweise mit gleich bleibenden Ventilöffnungen vorgesehen, die die gewünschte Durchflusskontrolle ermöglichen.
-
gemäß den Ausführungsformen ist ein Hauptregelkreis im CRV die Kontrolle für die Betthöhe. Die Betthöhe wird aufrecht erhalten, indem der CRV-Luftstrom und die SRM-Brennrate der Brenner manipuliert werden. Wenn sich mehr Material im CRV ansammelt, erhöhen sich typischerweise die Luftstromraten, um das Material umzuwandeln. Gemäß den Ausführungsformen ist die Brennrate der Brenner eine sekundäre Kontrolltaste, die dazu dient, die Betthöhe zu regeln, die den Wärmefluss vom unteren SRM vermittelt und hilft, den unteren Teil der CRV-Betthöhe zu erwärmen und umzuwandeln.
-
gemäß den Ausführungsformen werden Änderungen der Fließrate und der Brennrate der Brenner mit einem Syngas-Analysator überwacht. Zum Beispiel ist ein Ziel, den Syngasstrom zu optimieren, der auf den Syngas-Heizwert hinweist. Wird zum Beispiel zu viel Luft hinzugefügt, wenn die Kontrolle der Stapelhöhe anzeigt, dass mehr Luftstrom gebraucht wird, dann können der LHV oder andere Syngas-Parameter (CO:CO2-Verhältnis, Kohlenstoffrate, H2, CH4) das Optimum oder einen gewünschten Wert übersteigen. In solchen Fällen kann die Luft nicht immer zurückgestellt werden, da die Stapelhöhe erhalten bleiben muss; es kann aber die Einspeisungsrate zurückgeschraubt werden, um dafür zu kompensieren.
-
WAHLWEISE WEITERVERARBEITUNG
-
Der Syngasstrom kann weiterverarbeitet werden, bevor er in einer ablaufseitigen Anwendung gelagert oder abgefackelt wird. So kann das umformulierte Gas beispielsweise gekühlt, aufbereitet und/oder in einem Vorratsbehälter aufbewahrt werden.
-
Typischerweise tritt Syngas aus der Umformulierungseinheit bei einer hohen Temperatur, z. B. bei 1050°C aus. Bei einer Ausführungsform wird das Syngas vor jeder Weiterverarbeitung gekühlt.
-
Bei einer Ausführungsform wird das Syngas aufbereitet, um zusätzliche Verunreinigungen zu entfernen. Zum Beispiel kann das Syngas durch ein Gasaufbereitungssystem laufen, in dem das Syngas behandelt wird, um restliche Feststoffe, saure Gase (HCl, H2S) und/oder Schwermetalle zu entfernen. Zu den dazu geeigneten Behandlungen gehören z. B.: Venturiwäscher, HCl-Wäscher zur Beseitigung von sauren Gasen, H2S-Wäscher zur Beseitigung von Schwefelwasserstoff, Elektrofilter und textile Schlauchfilter zur endgültigen Beseitigung von Feinstoffen, und Kohlenstoffbetten für die Beseitigung restlicher Teere und Schwermetalle.
-
Das Syngas kann auch durch eine Homogenisierungskammer laufen, deren Verweilzeit und Form so ausgelegt ist, dass sie die Vermischung des umformulierten Gases bewirkt, um Schwankungen ihrer Merkmale abzuschwächen.
-
DIE STRUKTUR DER EINHEITEN IM C-KONVERSIONSSYSTEM
-
Typischerweise enthält das C-Konversionssystem ein oder mehr Abteile, die jeweils ein oder mehr Funktionseinheiten des Systems enthalten. Zum Beispiel können die vier Funktionseinheiten des C-Konversionssystems aus diskreten zusammengeschalteten Abteilen bestehen, oder zwei oder mehr der Einheiten können aus jeweils einem einzigen Abteil bestehen. Wenn mehr als eine Einheit in einem einzigen Abteil untergebracht ist, kann das Abteil diskrete Bereiche oder eine im Wesentlichen einheitliche Struktur aufweisen. Bei gewissen Ausführungsformen werden diese Abteile als ”Kammern” bezeichnet. Die verschiedenen Abteile sind so konstruiert, dass sie einen abgeschlossenen isolierten Raum für die Verarbeitung von Feedstock in Syngas darstellen und den Durchfluss von Syngas an ablaufseitige Prozesse wie z. B. Kühlung oder Raffination oder dergleichen und die Verarbeitung von Schlacke in Asche ermöglichen. Das Design jedes Abteils spiegelt die spezifischen Erfordernisse der in den Einheiten stattfindenden Prozesse wider. Wahlweise kann das Design den Zugang zum Inneren des C-Konversionssystems für Inspektion, Wartung und Reparaturen darstellen. Das/die Abteil(e) können wahlweise geflanscht sein, um den Austausch der einzelnen Einheiten oder Zonen zu ermöglichen.
-
Für die Verwendung im C-Konversionssystem können die Abteile mit Refraktär ausgekleidet sein und mit mehrfachen geeigneten Materialschichten hergestellt werden. So ist die äußere Schicht bzw. Schale zum Beispiel typischerweise aus Stahl. Außerdem kann es vorteilhaft sein, ein oder mehr Isolierschichten zwischen den inneren Refraktärschichten vorzusehen, um die Temperatur des Stahlmantels zu reduzieren. Um die Außenfläche kann auch ein Isolierbrett vorgesehen sein, um die Temperatur des Stahlmantels zu reduzieren. Wahlweise wird eine Keramikdecke als Isoliermittel eingesetzt. Wenn Raum für die Erweiterung der Refraktärauskleidung ohne Rissbildung erforderlich ist, kann ein zusammendrückbares Material wie z. B. eine Refraktärdecke gegen die Stahlschale gedrückt werden. Die Isolierstoffe werden so gewählt, dass sie der Schale eine Temperatur verleihen, die hoch genug ist, um die Kondensation von sauren Gasen zu verhindern, wenn dieses Problem auftritt, aber nicht so hoch, dass die Integrität der äußeren Schale kompromittiert wird.
-
Das refraktär schützt das Abteil vor hohen Temperaturen und korrosiven Gasen und minimalisiert den unnötigen Wärmeverlust. Das Refraktärmaterial kann konventionelles Refraktärmaterial darstellen, das dem Durchschnittsfachmann gut bekannt ist und das sich für die nicht-druckbeaufschlagte Reaktion bei hohen Temperaturen (z. B. ca. 1100°C bis 1800°C) eignet. Bei der Wahl des Refraktärs sind u. a. folgende Faktoren zu berücksichtigen: interne Temperatur, Abrasion, Erosion und Korrosion, die gewünschte Konservierungs-/Grenztemperatur des externen Behälters, die gewünschte Lebensdauer des Refraktärs. Beispiele eines geeigneten Refraktärmaterials sind u. a. Hochtemperatur-Brennkeramik, d. h. Aluminiumoxid, Aluminiumnitrid, Aluminiumsilikat-Bornitrid, Zirkoniumphosphat, Glaskeramik, und aluminiumoxidreiche Ziegel, die im Wesentlichen Silizium, Tonerde, Chromoxid und Titandioxid enthalten. Für erweiterten Schutz gegen korrosive Gase kann das Abteil wahlweise ganz oder teilweise mit einer Schutzmembrane ausgekleidet werden. Solche Membranen sind an sich bekannt, und der Durchschnittsfachmann ist in der Lage, je nach den Anforderungen des Systems geeignete Membranen zu identifizieren; dazu gehört z. B. die Hochtemperatur-Membrane Nr. 49 von Sauereisen.
-
Bei einer Ausführungsform ist das im C-Konversionssystem verwendete Refraktär ein mehrschichtiges Material mit einer hochdichten Innenschicht, das gegen hohe Temperaturen, Abrasion, Erosion und Korrosion resistent ist. Außerhalb des hochdichten Materials ist ein Matetrial von niedrigerer Dichte mit niedrigeren Widerstandeigenschaften, aber einem höheren Dämmfaktor. Wahlweise ist diese Schicht aus Schaumstoffplatten von sehr niedriger Dichte mit einem sehr hohen Dämmfaktor, das verwendet werden kann, weil es nicht der Abnutzung durch Erosion ausgesetzt ist. Geeignete Materialien für die Verwendung in einem mehrschichtigen Refraktär sind an sich gut bekannt.
-
Bei einer Ausführungsform enthält das mehrschichtige Refraktär eine nach innen ausgerichtete Chromoxid-Schicht, eine mittlere Tonerdeschicht und eine äußere Schaumstoffschicht.
-
Wahlweise kann das Refraktär in den einzelnen Zonen und Regionen spezifisch auf die Umgebung in dem entsprechenden Bereich des Abteils zugeschnitten sein. Zum Beispiel kann die Schmelzeinheit ein dickeres Refraktär aufweisen, wo die Temperatur höher ist. Außerdem kann das Refraktär der Schmelzeinheit so konfiguriert sein, dass es höheren Temperaturen standhält und so beschaffen sein, dass es die Penetration von Schlacke in das Refraktär begrenzt und dadurch die Korrosion des Refraktärs reduziert.
-
Die Wand des Abteils kann wahlweise Stützen für die Refraktärauskleidung oder Refraktäranker aufweisen. Geeignete Refraktärstützen und -anker sind an sich bekannt.
-
Aufgrund der schwierigen Betriebsbedingungen ist zu erwarten, dass das refraktär regelmäßig gewartet werden muss. Es sind daher bei einer Ausführungsform im C-Konversionssystem angeflanschte Kammern vorgesehen. Bei einer Ausführungsform hängt die Kammer so von einer Stützstruktur, dass der untere Teil vom oberen Teil für Wartungszwecke heruntergeklappt werden kann. Diese Ausführungsform sieht vor, dass der untere Teil abgenommen werden kann, ohne Verbindungen zwischen dem Oberteil der Kammer und den ablauf- und zulaufseitigen Teilen des Systems zu stören.
-
Die folgenden Beispiele sollen zum besseren Verständnis der hier beschriebenen Erfindung beitragen. Es versteht sich, dass diese Beispiele nur dazu vorgesehen sind, Ausführungsformen der Erfindung illustrativ zu beschreiben und nicht dazu, den Anwendungsbereich der Erfindung auf irgendeine Weise einzuschränken.
-
BEISPIELE
-
BEISPIEL 1
-
Unter Bezugnahme auf 110A bis G enthält das C-Konversionssystem eine horizontal ausgerichtete primäre Verarbeitungseinheit (4000) mit einem Transportgitter (4002), einer kombinierte vertikal ausgerichteten sekundären Verarbeitungseinheit (4201) und Schmelzeinheit (4250) mit interzonaler Region und Plasmabrenner (4301) und Gas-Umformulierungseinheit mit Wirbelseparator (4400), Raffinierkammer (4302) und zwei Plasmabrennern (4301).
-
Die horizontal ausgerichtete primäre Verarbeitungseinheit
-
Die horizontal ausgerichtete primäre Verarbeitungseinheit ist mit Refraktär ausgekleidet und hat einen Feedstock-Input mit hydraulischer Pumpe und Luftschleuse sowie verschiedenen Service- und Zugangs-Ports. Unter Bezugnahme auf 117 bis 120 hat die horizontal ausgerichtete primäre Verarbeitungseinheit einen stufenförmigen Boden mit mehreren Bodenebenen. Jede Bodenebene ist geneigt, um die Förderung des Reaktionsprodukts durch die Einheit ohne Vertaumelung des unverarbeiteten Feedstocks. Jede einzelne Bodenebene entspricht einer Kartusche, die den lateralen Transfer und den Luft-Input kombiniert, wobei eine Mehrzahl dieser Kartuschen (2000) das Transportgitter darstellen.
-
Dies Seitenwände der primären Verarbeitungseinheit sind mit Öffnungen für die Einfügung der einzelnen Kartuschen versehen. Anschließende Kartuschen werden von entgegengesetzten Seiten der Einheit eingefügt. Wenn sie installiert sind, werden die einzelnen Kartuschen jeweils teilweise von der darüber liegenden Kartusche so verdeckt, dass nur ein teil jeder einzelnen Kartusche dem Inneren der Einheit ausgesetzt ist.
-
Unter Bezugnahme auf 90 bis 96 bildet eine einzelne Kartusche in situ ein Transportgitter (4002). Eine einzelne Kartusche (2000) enthält sowohl Stütz- und Verbindungselemente als auch Funktionselemente. Die Stütz- und Verbindungselemente enthalten das Kartuschen-Stützwerk (2010) und eine Verbindungsplatte (2005), spezifisch für eine Dichtverbindung mit der Schale der Verbrennungsanlage konfiguriert. Zwischen der Kartuschenstruktur und der Verbindungsplatte (2005) ist Refraktär (nicht dargestellt) vorgesehen, um den Wärmeverlust und Wärmetransfer an die Verbindungsplatte zu verringern. Wenn die Kartuschen eingesetzt sind, werden sie mit geeigneten Befestigungsmitteln gesichert. Die Kartuschen enthalten Abgleichführungen (2015), um die richtige Einfügung der Kartusche in die Kammerwand zu sichern, und Einbaukerben (2020), die ermöglichen, dass die notwendigen Werkzeuge für den Einbau der Kartusche in die primäre Verarbeitungseinheit bzw. für ihren Ausbau eingeführt werden können.
-
Zu den Funktionselementen der Kartusche gehören Luftkästen und laterale Transferaggregate. Der Luftkasten der Kartusche besteht aus einem Verbund mehrere kleinerer Luftkästen (2025), die aus dickem C-Stahl hergestellt sind.
-
Luft gelangt in die primäre Verarbeitungseinheit am Boden des Reaktionsproduktstapels durch oben in jedem Luftkasten (2025) angebrachte Luftlöcher (2030). Die Luft wird den einzelnen Luftkästen über einen einzigen Verteiler (2035) zugeführt, der an ein Luftrohr (2040) angeschlossen ist, das mit einem Heißluft-Anschlussflansch (2045) in der Verbindungsplatte verbunden ist. Die Verbindungsplatte enthält außerdem Inputs für Thermoelemente (2046).
-
Die lateralen Transferaggregate der Kartusche enthalten ein mehrfingrige Förderramme (2050), Eingreifelemente und dein Antriebssystem. Einzelne Rammenfinger (2051) sind am Rammenkörper (2055) mit Stiften oder Ansatzbolzen (2060) befestigt, die sich nicht am einzelnen Finger stramm ziehen. Der Rammenkörper ist mit einer Antriebseingreifplatte (2065) verbunden, die zwei parallele Gestänge (2070) aufweist.
-
Die einzelnen Rammenfinger (2051) enthalten jeweils eine Auskehlung, die so geschaffen ist, dass sie in T-förmige oder halb-T-förmige Eingreifelemente zwischen den einzelnen Luftkästen und zwischen den äußeren Luftkästen und dem Kartuschen-Stützwerk eingreift. Die Eingreifelemente, die die Ramme nahe der Luftkastenoberfläche halten, sind so beschaffen, dass die Ramme den Luftkasten bei ihren Vor- und Rückwärtsbewegungen kratzt und damit verhindert, dass sich dort Klinker bilden.
-
Der Antrieb für die mehrfingrige Ramme wird durch einen hydraulischen Kolben (2080) bewirkt. Kurz beschrieben wird bei der abgebildeten Ausführungsform der Rammenantrieb von einem hydraulischen Kolben (2080) bewirkt, der zwei Ritzel (2085) auf einer Welle (2086) über einen wahlweise vor- oder rückwärts laufenden Drehantrieb (2090) treibt, wodurch die Ramme auf geregelte Weise ausgefahren oder eingezogen werden kann. Die jeweiligen Rammenpositionen werden von Positionssensoren dem Kontrollsystem gemeldet. Zwei Ritzel (2085) greifen in parallele Gestänge (2070) auf der Antriebseingreifplatte (2065) ein.
-
Die kombinierte vertikal ausgerichtete sekundäre Verarbeitungs- und Schmelzeinheit
-
Unter Bezugnahme auf 114 ist die kombinierte vertikal ausgerichtete sekundäre Verarbeitungs- und Schmelzeinheit eine vertikale Verlängerung der primären Verarbeitungseinheit, von der sie verarbeiteten Feedstock direkt erhält. Die kombinierte vertikal ausgerichtete sekundäre Verarbeitungs- und Schmelzeinheit ist durch eine interzonale Region bzw. Interzone in eine obere sekundäre Verarbeitungseinheit und eine untere Schmelzeinheit unterteilt. Die sekundäre Verarbeitungseinheit wird auf einer Temperatur von ca. 950°C bis ca. 1100°C gehalten, und die Schmelzeinheit wird auf einer Temperatur von ca. 1350°C bis ca. 1600°C gehalten.
-
Die kombinierte vertikal ausgerichtete Konversions- und Schmelzeinheit besteht aus einer mit Refraktär ausgekleideten Kammer mit einem Schlackenausgang und einem Heizsystem, das aus Luftkasten und Plasmabrenner(n) besteht.
-
Unter Bezugnahme auf 114 wird beheizte Luft in die sekundäre Verarbeitungseinheit über acht Luftkästen (4402) eingeführt, die nahe dem ablaufseitigen Ende dieser Einheit angeordnet sind. Die Luftzufuhr in den Luftkasten ist regelbar und ermöglicht so die Regulierung des Konversionsprozesses. Die Luftstromrate wird durch das Einspeisungs-/Luftverhältnis und Änderungen der Betriebstemperatur geregelt. Wahlweise kann über die Dampfzufuhr-Ports Dampf in die sekundäre Verarbeitungseinheit eingeführt werden.
-
Unter Bezugnahme auf 114 und 129 verjüngt sich die sekundäre Verarbeitungseinheit in Richtung interzonale Region bzw. Interzone. Die interzonale Region bzw. Interzone enthält ein physikalisches Impediment, um den Reaktionsproduktstapel in der sekundären Verarbeitungseinheit zu stützen und den Materialfluss von der sekundären Verarbeitungseinheit in die Schmelzeinheit zu leiten. Unter Bezugnahme auf 129 und 130 bilden sechs kupferne wassergekühlte Teile den Kern des Impediments. Die kupfernen Einsätze (5015) sind mit Auskehlungen (5020) versehen, die den gegossenen Refraktärdeckel halten. Außerdem ist an allen ungeschützten Seiten und am Boden der Kuppel Refraktärauskleidung vorgesehen. Das Impediment ist in der interzonalen Region angebracht und enthält mehrere Löcher und damit mehrere Leitungen für den Transfer des Materials und der Gase zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit.
-
Eine Vielzahl an Tonerde- oder Keramikkugeln, liegen oben auf der Refraktärkuppel, wo sie ein Bett bilden. Diese Tonerde- oder Keramikkugeln ermöglichen die Verteilung der beheizten Luft und bewirken die Übertragung von Wärme an die Asche, um die Asche zunächst in der interzonalen Region bzw. Interzone zu Schlacke zu verschmelzen.
-
Unter Bezugnahme auf 128 und 129 ist die Schmelzeinheit ablaufseitig von der interzonalen Region angeordnet. Die Schmelzeinheit ist eine mit Refraktär ausgekleidete Struktur mit einem Schlackenloch. Die Schmelzeinheit ist durch Flansche in zwei Bereiche unterteilt, den oberen und unteren Schmelzer), um den Austausch des unteren/Schlackenloch-Bereichs zu ermöglichen. Außerdem enthält die Schmelzeinheit einen Lichtbogen-Plasmabrenner mit übertragenem Bogen, einen Hauptprozess-Brenner, wahlweise sekundäre(n) Brenner im Wehrüberfluss, Lanzen-Ports, Sicht-Ports und Instrumente.
-
Der Plasmabrenner ist ein mit Propan gefeuerter Brenner, der die heißen Gase liefert, die das Material über dem Impediment zu Schlacke verschmelzt. Die am Boden der Schmelzeinheit sich ansammelnde Schlacke tritt durch ein Schlackenloch aus. Wenn das Schlackenloch durch gekühlte Schlacke verstopft ist, wird es mit einer Sauerstofflanze wieder geöffnet. Operativ mit dem Schlackenloch verbunden ist ein Schlackengranulation- und -kühlsystem.
-
Die Schmelzeinheit hat kupferne wassergekühlte Einsätze rund um die Außenseite, um das Refraktär zu kühlen, wodurch die Lebensdauer des Refraktärs und damit des gesamten Behälters verlängert wird. Die kupfernen Teile sind aus Guss, mit festen Rinnen (Kanälen, Rohren) und Anschlussteilen für die Verbindung mit den Wasserrohren. Durch die Kupferteile wird Wasser gepumpt, und im Metall werden Thermoelemente eingesetzt, die (zusammen mit Thermoelementen in der Schmelzeinheit) vom Kontrollsystem dazu verwendet werden, den Wasserfluss und die Temperatur zu variieren.
-
Zusätzliche Kühlung ist um den Schlackenausgang herum vorgesehen, wobei der Ausgang des Schlackenloches aus Kupfer mit Kühlkanälen für Wasser besteht, und der Schlackenfluss von der Temperatur des Kupferteils geregelt wird. Ein wassergekühlter Plunger wird in das Schlackenloch gesteckt und dient dazu, den Schlackenausstoß zu regeln bzw. zu stoppen.
-
Die Gas-Umformulierungseinheit
-
Unter Bezugnahme auf 114 bis 116 ist die Gas-Umformulierungseinheit an die primäre Verarbeitungseinheit angeschlossen und erhält Gas von der primären Verarbeitungseinheit und der kombinierten sekundären Verarbeitungseinheit und Schmelzeinheit. Die Gas-Umformulierungseinheit enthält zwei Plasmabrenner, einen Zyklon und eine erweiterte Umformulierungskammer. Die beiden Plasmabrenner sind in einer Auskragung des Zyklons vor der Feinstoffausscheidung angebracht.
-
Die Plasmabrenner der Gas-Umformulierungseinheit sind Lichtbogenbrenner mit übertragenem Bogen, allgemein im Bereich von 100 kW–1 MW, j nach Größe des Systems. Jeder Plasmabrenner ist an einem Gleitmechanismus befestigt, der den Brenner in die Gas-Umformulierungseinheit und heraus bewegen kann. Der Brenner ist mit einer Stopfbuchse gegen die Gas-Umformulierungseinheit abgedichtet. Diese Buchse ist gegen einen Absperrschieber abgedichtet, der wiederum am Behälter angebaut und abgedichtet ist. Um den Brenner herauszunehmen, wird er vom Gleitmechanismus aus der Umformulierungskammer gezogen. Wenn sich der Gleitmechanismus anfänglich bewegt, wird aus Sicherheitsgründen die Hochspannungszufuhr für den Brenner ausgeschaltet. Der Absperrschieber schließt sich automatisch, wenn sich der Brenner über den Schieber hinaus zurückgezogen hat, und der Kühlmittelkreislauf stoppt. Die Schläuche und Kabel werden vom Brenner abgenommen, die Stopfbuchse wird vom Absperrschieber freigegeben, und der Brenner wird mit einem Hebezeug abgehoben.
-
Der Brenner wird ausgewechselt, in dem der oben aufgeführte Ablauf rückwärts vollzogen wird; der Gleitmechanismus kann verändert werden, um die Einstichtiefe des Brenners verändern zu können. Der Absperrschieber wird mechanisch betrieben und arbeitet automatisch. Ein pneumatischer Aktuator wird automatisch eingesetzt, um den Brenner herauszuziehen, wenn das Kühlsystem ausfallen sollte. Pressluft für den Betrieb des Aktuators kommt von einem zugeordneten Reservoir, damit die Zufuhr stets, auch bei Stromausfall, gesichert ist. Dasselbe Reservoir liefert Luft für den Absperrschieber. Ein elektrisch gesicherter Deckel dient der zusätzlichen Sicherheit und verhindert Zugang zu den Hochspannungs-Brenneranschlüssen.
-
Beispiel 2
-
Beginn des Schlackenausstoßes (bei Betriebsbeginn und/oder nach Verstopfung) Normalerweise ist ein Temperaturunterschied von 100°C im Vergleich mit der Schmelztemperatur ausreichend, um den Ausstoß automatisch zu beginnen (kann auch niedriger sein, nachdem der Ausstoß begonnen hat). Unter Bezugnahme auf 87 gilt das folgende Verfahren für unnormale Bedingungen oder Störungen:
- (i) Das metallene Ablagebrett mit der Löschdecke unter die Öffnung legen.
- (ii) Den Dichtungsstecker mit dem Doppelscharniersystem öffnen. Den Stützblock mit Zange herausnehmen und auf das Ablagebrett legen. Die Lanzenführung an die Kante des Steckereingangs legen (Boden der Führung ist geschlitzt). Wehr und gefrorene Schlacke in Zone A ziehen, bis der Ausstoß beginnt.
- (iii) Feststellen, ob Schmelzeinheit B vollkommen flüssig ist (entleert sich nach Schritt 6 von selbst). Wenn Zone B gefrorene Schlacke enthält, die gebogene Lanze verwenden und Schlacke vom Oberteil des Wehrs und hinter dem Wehr herausziehen.
- (iv) Lanze und Lanzenführung entfernen und auf Ablagebrett legen.
- (v) Mit Plastikrefraktär auf einem Spieß das Loch am Boden des Wehrs aufstechen. Wenn die Schlacke nicht über das Wehr fließt, Schritte 4–9 wiederholen.
- (vi) Wenn auch das nicht hilft, das alte Wehr mit Wehrzange herausnehmen und durch neues Wehr ersetzen.
- (vii) Den Stützblock ersetzen.
- (viii) Den Dichtungsstecker schließen.
-
Beispiel 3
-
Dieses Beispiel zeigt eine Ausführungsform des C-Konversionssystems und des Verfahrens zur Konversion von kommunalem Festmüll (MSW) in:
- 1. ein energetisch nutzbares Syngas, das anschließend gereinigt und gekühlt wird, um als Kraftstoff für Verbrennungsmotoren zu dienen, und
- 2. Bodenasche, der Kohlenstoff entzogen wird und die zu einem im Wesentlichen nicht-auslaugenden Aggregat vitrifiziert wird.
-
Die Prozesse der Einheit umfassen Materialvorbereitung, Konversion von kommunalem Festmüll in energetisch nutzbares Syngas und in Aggregate, sowie Reinigung und Kühlung des Syngases, damit es sich als Kraftstoff für Verbrennungsmotoren eignet.
-
Die Materialvorbereitung
-
Kommunaler Festmüll kommt unmittelbar von den Müllfahrzeugen. Er ist nicht sortiert mit Ausnahme der Aussonderung von Haushaltsgeräten, Matratzen, Propanflaschen und anderen Gefahrstoffen oder Gegenständen von geringem Energiepotenzial. Bei dieser Ausführungsform kann das Konversionssystem 11000 MJ/t oder mehr kommunalen Festmüll mit einem Feuchtigkeitsgehalt von 25%–45% behandeln.
-
Die Materialvorbereitung besteht aus zwei Shredding-Durchläufen, um das Material auf eine Größe von höchstens 5 cm zu verkleinern. Darauf folgt die Abtrennung von Eisenmaterial mit gewerblich erhätlichen magnetischen Separatoren. Wenn es sich aus dem Materialinhalt und nach wirtschaftlichen Gesichtspunkten ergibt, kann Nichteisenmaterial mit gewerblich erhältlichen Wirbelseparatoren entfernt werden, während anorganische Stoffe und Kunststoffe mit Rüttelsieben, einem Luftmesser oder mit anderen mechanischen Mitteln entfernt werden können.
-
Der sortierte und zerkleinerte kommunale Festmüll wird in ausreichenden Mengen im Feedstock-Lagerbereich gehalten, um zu gewährleisten, dass ein beständiges Materialangebot für den Konversionsprozess vorhanden ist, während dafür gesorgt wird, dass die gelagerte Materialmenge den Umweltvorschriften entspricht. Das vorhandene vorbereitete Material wird regelmäßig vermischt, um die durchschnittliche Zusammensetzung des Materials zu erhalten und die Prozesskontrolle durchführen zu können.
-
Der Materialvorbereitungsbereich ist mit Unterdruck beaufschlagt, damit keine Geruchsbelastung entsteht.
-
Die Konversion des kommunalen Festmülls in energetisch nutzbares Syngas und andere Aggregate
-
Die Einspeisung des kommunalem Festmülls
-
Der vorbereitete kommunale Festmüll wird vom Materialvorbereitungsbereich einer Einspeisungsanlage zugeführt, deren Aufgabe darin besteht, eine bemessene Menge an kommunalem Festmüll dem C-Konversionssystem zu liefern und dabei luftdicht zu halten. Die Einspeisungsanlage des C-Konversionssystem besteht aus einer hin- und herlaufenden hydraulischen Ramme, die den kommunalen Festmüll an die primäre Verarbeitungseinheit durch einen Durchlass zuführt, der klein genug ist, um eine gute Dichtung zu gewährleisten. Die Ramme hat einen dreieckigen Querschnitt und enthält ein Abschneidegerät, das die Brückenbildung auch bei strähnigem oder klebrigem Material verhindert.
-
Das C-Konversionssystem ist in die folgenden Teilprozesse unterteilt:
-
Anfängliche Trocknung und Volatisierung
-
Dies wird in einer primären Verarbeitungseinheit bei Temperaturen bis zu 800°C unter Verwendung vorgewärmter Luft erzielt. Die vorgewärmte Luft wird unter den kommunalen Festmüll durch kleine Löcher in ein hin- und herlaufendes horizontales Gitter geblasen, das in mehrere stufenförmige Abschnitte unterteilt ist. Die Luftmenge wird so geregelt, dass unter dem Festmüllstapel begrenzte Oxidation stattfindet und die Luft über dem Stapel unterstöchiometrisch ist. Der Prozess wird durch die Prozesstemperaturen, die Einspeisungsrate, die Stapelhöhe, das Luftstromvolumen, die Lufttemperatur sowie die Anzahl, Anordnung und den Durchmesser der Zufuhrlöcher beeinflusst. Die horizontalen Gitterabschnitte werden hydraulisch mit einem Zahnstangensystem angetrieben, dessen einzelne Abschnitte jeweils eigene Kontrollelemente aufweisen.
-
Während der kommunale Festmüll in der primären Verarbeitungseinheit getrocknet und volatisiert wird, gibt er rohes Syngas ab und wird in ein Char-/Asche-Gemisch umgewandelt. Die unterstöchiometrische Umgebung verhindert die Bildung von Dioxanen und Furanen, die in Verbrennungsanlagen ein häufiges Problem darstellen. Das horizontale Gitter wird mit vorgewärmter Prozessluft gekühlt. Da die Kühlluft bei fast 600°C liegt, ist das Gitter speziell so konfiguriert, dass die Verformung auf ein Mindestmaß beschränkt bleibt. Die einzelnen Gitterabschnitte sind modular, um die für ihre Wartung erforderliche Zeit zu minimalisieren.
-
C-Rückgewinnung
-
Bodenasche von der primären Verarbeitungseinheit wird vom unteren Gitter an das Ende der primären Verarbeitungseinheit befördert, wo sie in die sekundäre Verarbeitungseinheit fällt. Die Asche bildet sich in einem vertikalen Stapel an einer gekühlten Refraktärbarriere zwischen der sekundären Verarbeitungseinheit und der Schmelzeinheit. Auf ca. 600°C vorgewärmte Luft wird von nahe dem Boden des Stapels geblasen und steigt durch den Stapel hindurch nach oben. Die Reaktion mit Kohlenstoff ist exotherm; die Asche wird auf ihren Schmelzpunkt (1200–1400°C) erhitzt, wobei Kohlenmonoxid-Gas entsteht. Die Leistung wird durch Stapelhöhe, Durchmesser, Luftströme, Temperaturen, Anzahl der Luftdüsen sowie Größe und Anordnung beeinflusst. Wenn die Asche am Boden der Barriere angelangt, ist ihr Kohlenstoff abgebaut, und sie ist geschmolzen.
-
Die geschmolzene Asche fließt durch Schwerkraft vom Boden des Stapels durch Löcher in der wassergekühlten Refraktärbarriere, die die sekundäre Verarbeitungseinheit von der Schmelzeinheit trennt. Kohlenmonoxidgas tritt oben an der sekundären Verarbeitungseinheit aus und in die primäre Verarbeitungseinheit bei ca. 800°C ein.
-
Die Volatisierung fester Rückstände
-
Geschmolzene Asche von der sekundären Verarbeitungseinheit wird in der Schmelzeinheit auf Überhitze gehalten, wozu Massenwärme vom Heizgas und einem auf das Schmelzebecken gerichteten Hochtemperatur-Plasmastrahl verwendet wird. Die Geometrie der Schmelzeinheit ist so konfiguriert, dass das Refraktär ein Mindestmaß and Erosion erfährt, während der Boden und die Obergrenze mit eingebetteten Kupferblocks aktiv wassergekühlt werden. Die geschmolzene Asche wird von der Seite der Schmelzeinheit aus angestochen und fließt in amorpher Form aus, die im Wesentlichen nicht auslaugbar ist; die geschmolzene Schlacke eignet sich für die Herstellung von Baumaterial. Das Schlackenloch dient als Druckgrenze, um die Schmelzeinheit von der Außenwelt zu trennen.
-
Die geschmolzene Asche kann in kleine Partikel aufgebrochen werden, indem sie mit Hochdruck-Wasserdüsen gequencht wird, oder sie kann luftgekühlt und danach mechanisch zerquetscht und zerkleinert werden.
-
Die Syngas-Umformulierung
-
Das in der primären Verarbeitungseinheit und der sekundären Verarbeitungseinheit erzeugte Syngas wird am Eingang der Umformulierungszone mit gerichteten Luftdurchwirbelungsdüsen erwärmt, wodurch unterstöchiometrische Verbrennung entsteht. Von hier fließt das erwärmte Syngas durch die Strahlen zweier Plasmabrenner. Die Brenner dienen dazu, das Syngas weiter auf fast 1100°C zu erwärmen und die Langketten-Kohlenwasserstoffe durch die Aktivität der aus aktiven Spezies im Plasmastrahl herrührenden elektronengesteuerten Chemie in ihre einzelnen Spezies aufzulösen. Das Syngas durchläuft dann einen Durchlass, der von der primären Verarbeitungseinheit in zwei hintereinander angeordnete Kammern führt, nämlich:
- 1. einen Heißgas-Zyklon zur Beseitigung von Feinstoff, und
- 2. ein Heißgas-Rohr für den Syngastransport an den Rekuperator.
-
Die Mengen des Heißgas-Zyklons und des Heißgas-Rohrs sind zusätzlich und ermöglichen genügend Verweilzeit, damit die zur Syngasaufbereitung erforderlichen chemischen Reaktionen vollständig stattfinden können. Der Heißgas-Zyklon ist eine mit Refraktär ausgekleidete Konstruktion von einer Größe, die erhebliche Feinstoffansammlung an seinen Wänden erlaubt, während sie die Effizienz des Prozesses aufrecht erhält. Das Heißgas-Rohr hat keine horizontalen Bereiche, um die Ansammlung von Feinstoffen zu verhindern.
-
Das aus dem Heißgas-Rohr austretende Syngas besteht zumeist aus Stickstoff, Kohlenmonoxid und Wasserstoff mit geringeren Mengen an Methan und anderen brennbaren Gasen, keinem Sauerstoff und sehr kleinen Mengen an Teeren und Feinstoffen.
-
Die Reinigung und Kühlung von Syngas
-
Syngas tritt aus dem Heißgas-Rohr bei einer Temperatur von ca. 1050°C aus. Es wird in einem Luft-/Gas-Rekuperator gekühlt und gelangt dann weiter durch eine Gasqualitäts-Reinigungseinheit (Gas Quality Cleaning Suite – GQCS), wo es weiter gekühlt und gereinigt wird. Die dem Syngas im Rekuperator entzogene Wärme wird dazu verwendet, Prozessluft zur Anwendung in der primären Verarbeitungseinheit, der sekundären Verarbeitungseinheit und der Umformulierungseinheit zu erwärmen.
-
Die GQCS-Einheit besteht aus Kühlung und Reinigung in einem Venturi-Wäscher gefolgt von einem HCl-Wäscher, um saure Gase zu entfernen, einem H2S-Wäscher zur Beseitigung von Schwefelwasserstoff, einem Schlauchfilter für die endgültige Entfernung von Feinstoffen, und ein Kohlenstoffbett für die Entfernung von Teer und Schwermetall. Aus den Gasen entfernte Feinstoffe und Teere werden in die primäre Verarbeitungseinheit zurückgeführt.
-
Abwasser vom Gaswäscheprozess wird gemäß Oberflächenablauf-Standards gereinigt, wobei gewerblich erhältliche Technik verwendet wird, einschließlich einem Ausgleichsgefäß, einem Luft-Stripper, fortgeschrittene Oxidation, Kohlenstoffbetten und Harzbetten.
-
Obwohl die Erfindung unter Bezugnahme auf bestimmte spezifische Ausführungsformen beschrieben wird, erkennt der Durchschnittsfachmann, dass verschiedene Modifikationen möglich sind, ohne vom Sinn und vom Anwendungsbereich der Erfindung abzuweichen. Es ist beabsichtigt, dass alle Modifikationen, die der Durchschnittsfachmann erkennt, im Geltungsbereich der nachfolgenden Ansprüche enthalten sind.
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- US 20070119577 [0489]
- US 5233943 [0489]