-
Die Erfindung betrifft eine Kapsel zum Einsetzen in einen Kopf einer Wasserpfeife, umfassend einen Kapselkörper und einen Deckel mit zumindest einer Öffnung, wobei der Kapselkörper und der Deckel einen Portionsraum umschließen, in dem eine Einzelportion Wasserpfeifentabak vorhanden ist, und wobei der Deckel durch eine Schweißnaht feuchtigkeitsdicht mit dem Kapselkörper verbunden ist. Ferner betrifft die Erfindung ein Verfahren zum Herstellen einer solchen Kapsel und eine nach einem solchen Verfahren hergestellte Kapsel. Die Erfindung betrifft außerdem eine Maschine der Tabak verarbeitenden Industrie zum Herstellen einer Kapsel zum Einsetzen in einen Kopf einer Wasserpfeife.
-
Wasserpfeifen, auch Shishas genannt, werden seit Jahrhunderten zum Tabakkonsum verwendet. In der Wasserpfeife wird ein vielfach aromatisiertes feuchtes Tabakmaterial geraucht, welches im Wesentlichen eine Mischung aus Rohtabak, Melasse und Glycerin ist. Melasse ist ein honigartiger dunkelbrauner Zuckersirup, der als Nebenprodukt der Zuckerproduktion anfällt und ca. 60 % Zucker enthält. Anders als bei anderen Rauchwaren wie Zigaretten oder Zigarren, wird Wasserpfeifentabak nicht verbrannt. Bei der Benutzung einer Wasserpfeife wird das Tabakmaterial erhitzt, so dass seine Inhaltsstoffe abdampfen bzw. abrauchen. Hierzu wird eine Einzelportion aus Tabakmaterial in den Kopf einer Wasserpfeife eingebracht und anschließend beispielsweise mit einer Aluminiumfolie möglichst luftdicht abgedeckt. Die Aluminiumfolie wird anschließend perforiert. Auf der Oberseite des so präparierten Wasserpfeifenkopfs wird zum Erhitzen des Tabakmaterials beispielsweise eine Kohletablette oder ein Stück glühende Holzkohle gelegt. Der Aufbau und die Funktion einer Wasserpfeife sind außerdem beispielsweise in der
DE 10 2015 200 951 A1 des Anmelders Hauni Maschinenbau GmbH, Hamburg, beschrieben.
-
Die Vorbereitung der Wasserpfeife ist relativ aufwendig. So muss das feuchte und klebrige Tabakmaterial händisch in den Kopf der Wasserpfeife eingefüllt und aufgelockert werden. Anschließend muss der Pfeifenkopf mit der Aluminiumfolie so dicht wie möglich verschlossen werden, was ebenso wie das anschließende Perforieren eine gewisse Übung erfordert. Einfacher und schneller ist die Befüllung des Kopfes einer Wasserpfeife mit einer Kapsel, in welcher der Wasserpfeifentabak abgefüllt ist. Eine solche Kapsel ist beispielsweise aus der
EP 2 179 667 B1 bekannt.
-
Eine Kapsel zum Einsetzen in den Kopf einer Wasserpfeife besteht aus einem Kapselkörper, der mit einem siebförmigen Deckel verschlossen ist. Der Kapselkörper und der Deckel umgeben einen Portionsraum, in dem sich eine Einzelportion Wasserpfeifentabak befindet. Bevor die Kapsel verwendet wird, werden auf dem Deckel und am Boden des Kapselkörpers vorhandene Klebesiegel entfernt. Diese verschließen im Deckel und im Boden vorhandene Öffnungen. Nach dem Entfernen der Siegel liegen die Öffnungen frei, so dass Frischluft in die Kapsel eindringen kann. Außerdem können aus dem Wasserpfeifentabak austretende Verbrennungsprodukte und/oder abdampfende Substanzen aus der Kapsel austreten.
-
Es ist eine Aufgabe der Erfindung, eine verbesserte Kapsel zum Einsetzen in einen Kopf einer Wasserpfeife, ein Verfahren zum Herstellen einer verbesserten Kapsel sowie eine Maschine der Tabak verarbeitenden Industrie zum Herstellen einer verbesserten Kapsel anzugeben.
-
Die Aufgabe wird gelöst durch eine Kapsel zum Einsetzen in einen Kopf einer Wasserpfeife, umfassend einen Kapselkörper und einen Deckel mit zumindest einer Öffnung, wobei der Kapselkörper und der Deckel einen Portionsraum umschließen, in dem eine Einzelportion Wasserpfeifentabak vorhanden ist, und wobei der Deckel durch eine Schweißnaht feuchtigkeitsdicht mit dem Kapselkörper verbunden ist, und wobei die Kapsel dadurch fortgebildet ist, dass die Schweißnaht hilfsstofffrei erzeugt ist und der Deckel und der Kapselkörper durch die Schweißnaht unmittelbar miteinander verbunden sind.
-
Im Kontext der vorliegenden Beschreibung bedeutet „hilfsstofffrei“, dass die Verbindung zwischen den beiden Bauteilen ohne unterstützende Stoffe hergestellt ist. Es werden keine Stoffe oder Hilfsstoffe eingesetzt, die die Bildung der Schweißnaht, welche die beiden Bauteile verbindet, unterstützt. Insbesondere werden die Bauteile nicht durch adhäsiv wirkende Stoffe oder Hilfsstoffe miteinander verbunden. Die Verbindung der beiden Bauteile erfolgt ausschließlich durch die hilfsstofffreie Schweißnaht und unter Verzicht auf einen Siegellack oder ähnliches.
-
Es wird bei einer hilfsstofffreien Schweißnaht lediglich das Material des Deckels mit dem Material des Kapselkörpers (und umgekehrt) verbunden, wobei die beiden Materialien ihre Verbindung lediglich durch Einwirkung des Schweißvorgangs ohne unterstützende Wirkung oder Einwirkung irgendwelcher Hilfsstoffe eingehen. Bevorzugt ist die Verbindung zwischen Deckel und Kapselkörper nicht nur feuchtigkeitsdicht. Die Schweißnaht ist bevorzugt so ausgestaltet, dass der Deckel und der Kapselkörper hermetisch miteinander verbunden sind. Es kann also mit anderen Worten kein Material durch die Schweißnaht hindurch in die Kapsel hinein oder aus der Kapsel heraus gelangen.
-
Der Kapselkörper ist beispielsweise ein durch Tiefziehen hergestelltes Bauteil. Der Deckel ist beispielsweise ein gewalztes Bauteil. Der Kapselkörper ist aus einem flächig geschlossenen Material hergestellt. Der Deckel ist insbesondere ein Sieb, welches einen geschlossenen und am äußeren Radius umlaufenden Rand aufweist.
-
Bei der Verwendung der Kapsel in einer Wasserpfeife wird diese auf mehrere 100 °C erhitzt, so dass zum Konsum des in der Kapsel enthaltenen Wasserpfeifentabaks dessen Inhaltsstoffe entweichen. Hierzu wird beispielsweise ein glühendes Stück Holzkohle oder eine Kohletablette auf den Deckel der Kapsel gelegt. Bei herkömmlichen Kapseln ist der Deckel in vielen Fällen mithilfe, zumindest aber unter Verwendung eines Siegellacks am Kapselkörper befestigt. Bei der starken Erwärmung der Kapsel zersetzt sich der Siegellack, wobei unerwünschte Schadstoffe freigesetzt werden. Es besteht die Gefahr, dass diese Schadstoffe in den zum Konsum vorgesehenen Strom aus Tabakrauch gelangen, was unerwünscht ist. Bei der erfindungsgemäßen Kapsel wird auf Zusatzstoffe vollständig verzichtet. Insbesondere wird auf die Verwendung von Siegellack verzichtet. Kapselkörper und Deckel sind hilfsstofffrei und unmittelbar miteinander verbunden. So ist ausgeschlossen, dass Verbrennungsprodukte dieser Hilfsstoffe in den zum Konsum vorgesehenen Rauchstrom gelangen.
-
Gemäß einer vorteilhaften Ausführungsform ist die Schweißnaht regelmäßig strukturiert.
-
Insbesondere ist sie periodisch strukturiert, sie weist beispielsweise eine Kreuzriffelung auf. Eine solche Kreuzriffelung hat beispielsweise eine Teilung zwischen 50 µm und 350 µm, insbesondere zwischen 100 µm und 300 µm, ferner insbesondere eine Teilung von zwischen 150 µm und 250 µm. Die Riffelung weist insbesondere eine Tiefe zwischen 30 µm und 70 µm, ferner insbesondere eine Tiefe zwischen 40 µm und 60 µm auf.
-
Durch die Strukturierung der Schweißnaht kann eine sichere und zuverlässige Verbindung zwischen dem Kapselkörper und dem Deckel bereitgestellt werden.
-
Gemäß einer weiteren Ausführungsform ist die Kapsel dadurch fortgebildet, dass die Schweißnaht eine Verbindung zwischen dem Deckel und dem Kapselkörper bereitstellt, die zumindest bis zu einer Druckdifferenz von 0,5 bar druckdicht ist.
-
Mit anderen Worten ist die Schweißnaht, welche den Portionsraum gegenüber der Umgebung abschließt so stabil, dass zwischen dem Portionsraum und dem umgebenden Raum eine Druckdifferenz von mindestens 0,5 bar herrschen kann, ohne dass die Schweißnaht versagt. Es ist bevorzugt vorgesehen, dass die Schweißnaht in einer Situation stabil bleibt, bei der im Portionsraum ein Überdruck von 0,5 bar gegenüber dem umgebenen Raum herrscht. Ebenso ist es jedoch auch möglich, dass umgekehrt im Portionsraum ein Unterdruck von 0,5 bar gegenüber dem Umgebungsraum vorhanden ist. Auch in einem solchen Fall bleibt die Schweißnaht stabil.
-
Ferner ist insbesondere vorgesehen, dass der Deckel ein Sieb mit einer Vielzahl von Öffnungen ist. Der Kapselkörper weist insbesondere zumindest eine Öffnung auf. Beispielsweise ist eine Vielzahl von Öffnungen, beispielsweise nach der Art eines Siebs, vorgesehen. Diese Öffnung(en) ist/sind bevorzugt in einem dem Deckel gegenüberliegenden Boden des Kapselkörpers vorgesehen. So ist es möglich, dass Frischluft in die Kapsel strömt und die bei der Erhitzung des Wasserpfeifentabaks entstehenden Aromastoffe aus der Kapsel ausströmen.
-
Gemäß einer weiteren vorteilhaften Ausführungsform ist vorgesehen, dass die zumindest eine Öffnung des Deckels mit einem manuell entfernbaren Siegel feuchtigkeitsdicht und/oder druckdicht verschlossen ist.
-
Auch die im Boden des Kapselkörpers vorhandenen Öffnungen sind insbesondere mit einem manuell entfernbaren Siegel feuchtigkeitsdicht verschlossen. Das manuell entfernbare Siegel weist beispielsweise eine Abreißlasche auf, so dass es vor dem Konsum des Wasserpfeifentabaks einfach entfernt werden kann. Durch die feuchtigkeitsdichte Verpackung des Wasserpfeifentabaks ist dieser problemlos lagerfähig.
-
Gemäß einer weiteren vorteilhaften Ausführungsform ist die Kapsel dadurch fortgebildet, dass der Kapselkörper einen von dem Portionsraum wegzeigenden und nach außen abstehenden Dichtungsrand aufweist, wobei die Schweißnaht entlang eines Umfangs des Deckels in einem an einen Außenrand des Deckels angrenzenden Randbereich verläuft und der Dichtungsrand des Kapselkörpers in einer ersten Lage nach außen gebogen und in einer zweiten Lage in entgegengesetzter Richtung nach innen in Richtung des Portionsraums gebogen ist, wobei der Randbereich des Deckels zwischen der ersten Lage und der zweiten Lage eingeschlossen ist und die erste Lage und die zweite Lage des Kapselkörpers durch die Schweißnaht mit dem Deckel verbunden sind.
-
Der Dichtungsrand der Kapsel ist zum Abdichten der Kapsel gegenüber einer Dichtungsschulter des Kopfes der Wasserpfeife vorgesehen. So wird vorteilhaft vermieden, dass neben der Kapsel Luft in den Innenraum der Wasserpfeife eingesogen wird. Außerdem kann in dem Dichtungsrand eine besonders zuverlässige und stabile Verbindung zwischen dem Deckel und dem Kapselkörper, durch den umgebördelten Dichtungsrand des Kapselkörpers, bereitgestellt werden.
-
Als Material für die Kapsel, also den Kapselkörper und den Deckel, ist bevorzugt Aluminium vorgesehen. Es handelt sich beispielsweise um zur Verpackung von Lebensmitteln geeignetes Aluminium. Die Materialstärke des Kapselkörpers und/oder des Deckels liegt insbesondere zwischen 50 µm und 200 µm, ferner insbesondere zwischen 100 µm und 150 µm. Diese Materialstärken haben sich in der Praxis als besonders vorteilhaft für die Herstellung einer Kapsel erwiesen. Die Kapsel hat insbesondere einen Durchmesser zwischen 40 mm und 80 mm, ferner insbesondere zwischen 50 mm und 70 mm, ferner insbesondere zwischen 55 mm und 65 mm. Der Dichtungsrand hat insbesondere eine Breite (gemessen in radialer Richtung) zwischen 1 mm und 3 mm. Die Höhe der Kapsel, gemessen in einer Richtung zumindest näherungsweise senkrecht zu einer Ebene, in welcher sich der Deckel erstreckt, beträgt insbesondere zwischen 10 mm und 30 mm, ferner insbesondere zwischen 15 mm und 25 mm. Die in dem Deckel vorhandenen Öffnungen haben insbesondere einen Durchmesser zwischen 1 mm und 2 mm. Die im Boden des Kapselkörpers vorhandenen Öffnungen haben insbesondere einen Durchmesser zwischen 2 mm und 6 mm.
-
Gemäß einer weiteren Ausführungsform sind der Deckel und der Kapselkörper durch mehrere Schweißnähte miteinander verbunden. Beispielsweise sind die Schweißnähte zumindest näherungsweise parallel zueinander geführt. Ferner sind sie beispielsweise konzentrisch.
-
Die Aufgabe wird ferner gelöst durch ein Verfahren zum Herstellen einer Kapsel zum Einsetzen in einen Kopf einer Wasserpfeife, wobei die Kapsel einen Kapselkörper und einen Deckel mit zumindest einer Öffnung umfasst, und wobei der Kapselkörper und der Deckel einen Portionsraum umschließen, in dem eine Einzelportion Wasserpfeifentabak vorhanden ist, wobei der Deckel und der Kapselkörper relativ zueinander platziert werden und durch eine Schweißnaht feuchtigkeitsdicht miteinander verbunden werden, wobei das Verfahren dadurch fortgebildet ist, dass die Schweißnaht hilfsstofffrei erzeugt wird und der Deckel und der Kapselkörper durch die Schweißnaht unmittelbar miteinander verbunden werden.
-
Auf das Verfahren zum Herstellen der Kapsel treffen gleiche oder ähnliche Vorteile zu, wie sie bereits im Hinblick auf die Kapsel selbst erwähnt wurden, so dass auf Wiederholungen verzichtet werden soll.
-
Vorteilhaft ist das Verfahren dadurch fortgebildet, dass der Deckel und der Kapselkörper durch ein Ultraschallschweißverfahren miteinander verbunden werden.
-
Alternativ ist ein Laserschweißverfahren vorgesehen, mit dem der Kapselkörper und der Deckel direkt und hilfsstofffrei miteinander verbunden werden. Dieses Laserschweißverfahren kann mit und ohne Schweißdraht durchgeführt werden. Wird das Laserschweißverfahren unter Zuhilfenahme eines Schweißdrahts, welcher nicht als Hilfsstoff aufgefasst wird und auch keinen solchen darstellt, durchgeführt, so wird das Verfahren auch als Plasmaschweißverfahren bezeichnet.
-
Das Ultraschallschweißverfahren ist bevorzugt dadurch fortgebildet, dass eine Materialstärke des Kapselkörpers und/oder des Deckels zwischen 50 µm und 200 µm liegt, wobei das Ultraschallschweißverfahren mit einem Anpressdruck zwischen 1200 N und 2000 N, einer Schweißdauer zwischen 110 ms und 210 ms, einer Amplitude der Ultraschallschwingung zwischen 24 µm und 36 µm und/oder einer Ultraschallfrequenz zwischen 18 kHz und 22 kHz durchgeführt wird.
-
Bevorzugt wird die Ultraschallschweißverbindung mit einer Strukturierung hergestellt. Es wird insbesondere eine periodisch strukturierte Ultraschallschweißverbindung hergestellt, insbesondere eine Verbindung mit einer Kreuzriffelung.
-
Diese weist beispielsweise eine Teilung zwischen 50 µm und 350 µm, insbesondere zwischen 100 µm und 300 µm, ferner insbesondere eine Teilung von zwischen 150 µm und 250 µm auf. Die Schweißnaht wird insbesondere mit einer Riffelung hergestellt, die eine Tiefe zwischen 30 µm und 70 µm, ferner insbesondere eine Tiefe zwischen 40 µm und 60 µm aufweist. Die genannten Parameter haben sich zur Herstellung einer zuverlässigen und hilfsstofffreien Schweißverbindung zwischen dem Deckel und dem Kapselkörper als besonders geeignet herausgestellt.
-
Gemäß einer weiteren Ausführungsform ist vorgesehen, dass der Deckel und der Kapselkörper durch ein Ziehverfahren (insbesondere ein Tiefziehverfahren) aus einem Rohling hergestellt werden, wobei in dem Ziehverfahren die Oberflächen des Rohlings des Deckels und des Rohlings des Kapselkörpers mit einem Ziehöl beaufschlagt werden, und wobei vor dem Verbinden des Kapselkörpers mit dem Deckel weder der Deckel noch der Kapselkörper von dem Ziehöl gereinigt werden.
-
Es ist also mit anderen Worten nicht erforderlich, die Oberflächen der beiden miteinander zu verbindenden Bauteile vorzubehandeln. Trotz des auf den Oberflächen vorhandenen Ziehöls kann eine zuverlässige Schweißverbindung bereitgestellt werden. Dies gilt selbstverständlich auch für den Fall, dass Wasserpfeifentabak oder Bestandteile davon in den Bereich der herzustellenden Schweißverbindung gelangen. Auch eine solche Verunreinigung des Verbindungsbereiches führt nicht dazu, dass keine zuverlässige Schweißverbindung mehr hergestellt werden kann. Im Gegenteil, insbesondere mit dem oben genannten Prozessparametern kann stets eine zuverlässige Verbindung hergestellt werden, wobei kurze Prozesszeiten erreicht werden. So beträgt die Schweißdauer beispielsweise nur zwischen 110 ms und 210 ms, wobei anschließend eine in etwa gleichlange Haltezeit zwischen 160 ms und 240 ms ausreichend ist, um die Schweißverbindung abzuschließen.
-
Ferner ist insbesondere vorgesehen, dass die zumindest eine Öffnung des Deckels mit einem manuell entfernbaren Siegel feuchtigkeitsdicht verschlossen wird.
-
Durch das feuchtigkeitsdichte Verschließen der vorhandenen Öffnungen im Deckel und auch der insbesondere im Boden des Kapselkörpers vorhandenen Öffnungen werden die Kapsel und der darin enthaltene Wasserpfeifentabak problemlos transportierbar und lagerbar.
-
Gemäß einer weiteren vorteilhaften Ausführungsform ist vorgesehen, dass der Kapselkörper einen von dem Portionsraum wegzeigenden und nach außen abstehenden Dichtungsrand aufweist, wobei der Dichtungsrand des Kapselkörpers in einer ersten Lage nach außen gebogen ist, der Deckel auf der ersten Lage des Dichtungsrands platziert wird und der Deckel in einer zweiten Lage in entgegengesetzter Richtung nach innen in Richtung des Portionsraums zurückgebogen wird, so dass der Randbereich des Deckels zwischen der ersten Lage und der zweiten Lage eingeschlossen ist, und wobei die erste Lage und die zweite Lage des Kapselkörpers durch eine entlang eines Umfangs des Deckels in einem an einen Außenrand des Deckels angrenzenden Randbereich verlaufende Schweißnaht mit dem Deckel verbunden werden.
-
Indem das Material des Kapselkörpers im Dichtungsrand umgebördelt und der Deckel zwischen den umgebördelten Lagen platziert wird, wird eine besonders zuverlässige und dichte Verbindung zwischen den Bauteilen geschaffen.
-
Gemäß einer weiteren Ausführungsform ist vorgesehen, dass der Kapselkörper in einen Amboss eingelegt und der Deckel mit einem Stempel gegen den Randbereich des Kapselkörpers und gegen den Amboss gepresst wird. Mit einem vorbestimmten Anpressdruck, welcher beispielsweise zwischen 1200 N und 2000 N liegt, wird der Stempel in dem Schweißbereich auf den Deckel, den Kapselkörper und gegen den Amboss gedrückt. So wird die Ultraschallschweißnaht hergestellt, welche bevorzugt strukturiert ist. Hierzu ist der Stempel mit einer Sonotrode verbunden, welche mit einer Amplitude zwischen 24 µm und 36 µm schwingt. Die Schwingungsmode der Sonotrode ist bevorzugt torsional. Die Eindringtiefe der hergestellten Ultraschallschweißung beträgt bevorzugt zwischen 30 µm und 80 µm.
-
Die Aufgabe wird ferner gelöst durch eine Kapsel zum Einsetzen in den Kopf einer Wasserpfeife, welche nach einem Verfahren gemäß einem oder mehreren der zuvor genannten Aspekte hergestellt ist. Auf eine solche Kapsel treffen gleiche oder ähnliche Vorteile zu, wie sie bereits zuvor erwähnt wurden.
-
Die Aufgabe wird schließlich gelöst durch eine Maschine der Tabak verarbeitenden Industrie zum Herstellen einer Kapsel nach einem oder mehreren der zuvor genannten Aspekte. Die Maschine umfasst eine Ultraschallschweißvorrichtung mit einem Amboss und einem Stempel, wobei der Amboss zur Aufnahme des Kapselkörpers eingerichtet ist und der gegenüber dem Amboss angeordnete Stempel derart angetrieben und verfahrbar ist, dass der Stempel mit einem vorbestimmten Anpressdruck gegen den Deckel und gegen den Dichtungsrand des Kapselkörpers und gegen den Amboss gepresst werden kann. Dabei erfolgt mit der Ultraschallschweißvorrichtung ein Verfahren zum Herstellen einer Kapsel wie es gemäß einem oder mehreren der zuvor genannten Ausführungsbeispiele beschreiben ist. Die Maschine der Tabak verarbeitenden Industrie ist also mit anderen Worten zur Durchführung eines Verfahrens nach einem oder mehreren der zuvor genannten Aspekte eingerichtet.
-
Auch auf die Maschine zur Tabak verarbeitenden Industrie treffen gleiche oder ähnliche Vorteile zu, wie bereits zuvor im Hinblick auf die Kapsel und auf das Verfahren zum Herstellen der Kapsel erwähnt wurden. Besonders vorteilhaft ist die kurze Prozesszeit, welche zur Verbindung des Kapselkörpers mit dem Deckel erforderlich ist. Die Maschine der Tabak verarbeitenden Industrie ist also in der Lage einen hohen Durchsatz und dementsprechend geringe Stückkosten für die Verbindung der einzelnen Bauteile der Kapsel zu erreichen.
-
Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.
-
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
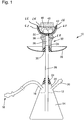
- 1 eine schematisch vereinfachte Ansicht einer Wasserpfeife gemäß dem Stand der Technik,
- 2 eine schematisch vereinfachte Ansicht eines Kopfs einer Wasserpfeife mit einer eingesetzten Kapsel in einem Querschnitt,
- 3 eine schematisch vereinfachte Querschnittsansicht durch eine Kapsel,
- 4 eine Detailansicht hiervon,
- 5 eine schematisch vereinfachte Draufsicht auf eine Kapsel von der Oberseite her,
- 6 eine schematisch vereinfachte Draufsicht von der Unterseite her,
- 7 eine schematisch vereinfachte Detailansicht einer strukturierten Schweißnaht und
- 8 eine schematisch vereinfachte Ansicht einer Maschine der Tabak verarbeitenden Industrie zum Herstellen einer Kapsel.
-
In den Zeichnungen sind jeweils gleiche oder gleichartige Elemente und/oder Teile mit denselben Bezugsziffern versehen, so dass von einer erneuten Vorstellung jeweils abgesehen wird.
-
1 zeigt in schematisch vereinfachter Ansicht eine Wasserpfeife 10 gemäß dem Stand der Technik. Im unteren Bereich weist diese einen Glasbehälter 12 auf, der mit Wasser 14 gefüllt ist. An dem Glasbehälter 12 ist ein Schlauchansatz 16 vorgesehen, an dem ein Schlauch mit einem Mundstück 18 angebracht ist. Das Mundstück 18 steht über den Schlauchansatz 16 mit dem oberhalb des Wassers 14 vorhandenen Luftraum 22 im Glasbehälter 12 in Verbindung. Es ist außerdem ein Ventil 20 vorhanden, mit dem der Luftraum 22 belüftet werden kann.
-
Der Glasbehälter 12 ist an seinem oberen Ende mittels eines Stopfens bzw. einer Dichtung 24 abgedichtet. Durch die Dichtung 24 hindurch erstreckt sich eine rohrförmige Rauchsäule 26, die von oben her vertikal in den Glasbehälter 12 eintaucht und dessen unteres Ende im Wasser 14, d.h. unterhalb der Wasseroberfläche, endet. An einem oberen Ende der Rauchsäule 26 ist ein Dichtungsstopfen 30 vorhanden, an dessen unterem Ende eine Schale 28 angebracht ist.
-
Auf den Dichtungsstopfen 30 ist ein Kopf 32 der Wasserpfeife 10 aufgesetzt. Am unteren Ende des Kopfes 32 weist dieser eine Ausnehmung 34 auf, die formkomplementär zu dem Dichtungsstopfen 30 ausgestaltet ist, so dass der Kopf 32 mit der Rauchsäule 26 luftdicht abschließt. Im Inneren des Kopfes 32 erstreckt sich in Verlängerung der Rauchsäule 26 ein zentraler Rauchkanal 36. Der Rauchkanal 36 ist über Durchströmöffnungen 38 mit einem Aufnahmeraum des Kopfes 32 verbunden, in dem sich eine Kapsel 60 befindet.
-
Die Kapsel 60 zum Einsetzen in den Kopf 32 der Wasserpfeife 10 umfasst eine Einzelportion Wasserpfeifentabak 50. Diese Einzelportion befindet sich in einem Portionsraum 42 der Kapsel 60. Die Kapsel 60 umfasst einen Kapselkörper 62 und einen Deckel 64, welche gemeinsam den Portionsraum 42 umschließen. Der Deckel 64 und der Kapselkörper 62 sind durch eine Schweißnaht 66 feuchtigkeitsdicht miteinander verbunden.
-
Zum Konsum des Wasserpfeifentabaks 50 wird eine Kohletablette 48 auf eine Oberseite des Deckels 64 gelegt. Die Kohletablette 48 entwickelt beim Abbrand eine Temperatur von mehreren 100 °C und erreicht ihre maximale Heizleistung innerhalb kurzer Zeit nach dem Anzünden. Sie brennt anschließend über einen Zeitraum von ca. 20 bis 30 Minuten ab. Durch die von der Kohletablette 48 abgegebene Hitze dampfen Aromastoffe aus dem Wasserpfeifentabak 50 ab. Bei der Benutzung der Wasserpfeife 10 saugt der Raucher am Mundstück 18, wodurch in dem Luftraum 22 im Glasbehälter 12 ein Unterdruck entsteht. Dieser setzt sich in der Rauchsäule 26 fort, so dass Luft in die Kapsel 60 gesogen wird. Es tritt Frischluft durch im Deckel 64 vorhandene obere Öffnungen 46 in den Portionsraum 42 der Kapsel 60 ein. Rauch und Aromastoffe, welche beim Erhitzen des Wasserpfeifentabaks 50 entstehen, verlassen die Kapsel 60 an ihrer Unterseite durch im Boden des Kapselkörpers 62 vorhandene untere Öffnungen 68. Die abgerauchten bzw. abgedampften Aromastoffe gelangen mit dem Luftstrom durch die Rauchsäule 26 nach unten in das Wasser 14. Dort perlen sie als Blasen nach oben, gelangen in den Luftraum 22 und anschließend durch den Schlauchansatz 16 und das Mundstück 18 zum Konsumenten.
-
2 zeigt eine schematisch vereinfachte Ansicht des Kopfes 32 einer Wasserpfeife 10 mit eingesetzter Kapsel 60, in einer schematisch vereinfachten Querschnittsansicht. Der Kopf 32 weist eine Dichtungsschulter 70 auf, an der ein nach außen abstehender Dichtungsrand 72 der Kapsel 60 anschlägt. Der Dichtungsrand 72 dichtet die Kapsel 60 zumindest annähernd luftdicht gegenüber dem Kopf 32 der Wasserpfeife 10 ab. So wird insbesondere vermieden, dass infolge des in der Rauchsäule 26 vorhandenen Unterdrucks Nebenluft in diese hineinströmt, welche nicht durch den Portionsraum 42 der Kapsel 60 strömt. So ist sichergestellt, dass sämtliche angesaugte Luft auch von dem Wasserpfeifentabak 50 abgegebene Aromen transportiert.
-
3 zeigt eine schematisch vereinfachte Querschnittsansicht einer Kapsel 60. 4 zeigt eine Detailansicht von 3 im Bereich des Dichtungsrandes 72 der Kapsel 60. 5 zeigt eine schematisch vereinfachte Draufsicht auf die Kapsel 60 von ihrer Oberseite her. 6 zeigt eine schematisch vereinfachte Draufsicht auf die Kapsel 60 von ihrer Unterseite her. Die Kapsel 60 wird im Folgenden unter Bezugnahme auf die 3 bis 6 weiter beschrieben.
-
Der Deckel 64 und der Kapselkörper 62 sind durch eine Schweißnaht 66 feuchtigkeitsdicht miteinander verbunden. Die Schweißnaht 66 (in 4 als kreuzgestrichener Bereich und in 5 mit gestrichelter Linie angedeutet) ist hilfsstofffrei erzeugt. Die Schweißnaht 66 verbindet direkt das Material des Deckels 64 mit demjenigen des Kapselkörpers 62, wobei die Verbindung zwischen den beiden Bauteilen ohne unterstützende Stoffe oder Hilfsstoffe hergestellt ist. Es werden also keine Hilfsstoffe eingesetzt, die die Bildung der Schweißnaht 66 unterstützen. Insbesondere werden auch keine zusätzlichen adhäsiv wirkenden Stoffe oder Hilfsstoffe zur Verbindung der beiden Bauteile eingesetzt. Vor allem wird auf die Verwendung von Siegellack o.ä. zur Verbindung der Bauteile vollständig verzichtet. Bei einer hilfsstofffreien Schweißnaht 66 wird lediglich das Material des Deckels 64 mit dem Material des Kapselkörpers 62 verbunden, wobei die Materialien dieser beiden Werkstücke eine Verbindung eingehen, die durch den Schweißvorgang und ohne unterstützende Wirkung oder Einwirkung irgendwelcher Hilfsstoffe entsteht.
-
Vorteilhaft umfasst die Kapsel 60 aufgrund dieser Maßnahmen keinerlei Stoffe, welche sich beim Erhitzen der Kapsel 60 (zum Zweck des Konsums des Wasserpfeifentabaks 50) zersetzen oder abdampfen. Der bei herkömmlichen Kapseln 60 vielfach verwendete Siegellack zersetzt sich nämlich bei den beim Konsum des Wasserpfeifentabaks 50 auftretenden hohen Temperaturen. Die Zersetzungsprodukte können in den zum Konsum vorgesehenen Rauchstrom gelangen, was unerwünscht ist. Dies wird bei der Kapsel 60 gemäß Aspekten der Erfindung vorteilhaft vermieden.
-
Die Schweißnaht 66 ist bevorzugt so stabil und widerstandsfähig ausgeführt, dass sie bis zumindest einer Druckdifferenz von 0,5 bar druckdicht ist. Die Schweißnaht 66 bleibt also stabil und dicht, auch wenn zwischen dem Portionsraum 42 und einem die Kapsel 60 umgebenden Raum 74 eine Druckdifferenz von 5 bar herrscht. Dies gilt sowohl für den Fall, dass in dem Portionsraum 42 ein Überdruck herrscht als auch für den Fall, dass in dem Portionsraum 42 ein Unterdruck herrscht. Um den Portionsraum 42 luftdicht zu verschließen, sind die im Boden 76 des Kapselkörpers 62 vorhandenen unteren Öffnungen 68 mit einem unteren Siegel 78 verschlossen. Die im Deckel 64 vorhandenen oberen Öffnungen 46 (vgl. 1 und 2) sind mit einem oberen Siegel 80 verschlossen. Das obere Siegel 80 und ebenso das untere Siegel 78 sind jeweils mit einer Abreißlasche 82 versehen, so dass sich die Siegel 78, 80 leicht manuell entfernen lassen.
-
Der Deckel 64 ist beispielsweise ähnlich wie ein Sieb ausgestaltet, d.h. er weist eine Vielzahl von oberen Öffnungen 46 auf, von denen in 5 einige angedeutet sind. Der Boden 76 des Kapselkörpers 62 weist ebenfalls zumindest eine Öffnung 68 auf und ist ebenfalls bevorzugt ähnlich wie ein Sieb ausgestaltet.
-
Der Kapselkörper 62 (vgl. 4) umfasst einen von dem Portionsraum 42 wegzeigenden und nach außen abstehenden Dichtungsrand 72. In Bereich des Dichtungsrands 72 ist der Kapselkörper 62 in einer ersten Lage 84 nach außen gebogen und in einer zweiten Lage 86 in entgegengesetzter Richtung nach innen in Richtung des Portionsraums 42 zurückgebogen. Das Material des Kapselkörpers 62 wird also im Bereich des Dichtungsrands 72 umgebördelt. Dabei wird ein Randbereich 88 des Deckels 64 zwischen der ersten Lage 84 und der zweiten Lage 86 eingeschlossen. Der Randbereich 88 (vgl. 5) des Deckels 64 verläuft entlang eines Außenrandes des Deckels 64 entlang seines vollständigen Umfangs. Der Randbereich 88 des Deckels 64 entspricht in etwa demjenigen Bereich des Deckels 64, in dem dieser zwischen der ersten Lage 84 und der zweiten Lage 86 des Dichtungsrandes 72 des Kapselkörpers 62 eingeschlossen ist. Die erste Lage 84 und die zweite Lage 86 des Kapselkörpers 62 sind durch die Schweißnaht 66 mit dem Deckel 64, genauer dem Randbereich 88 des Deckels 64, verbunden.
-
7 zeigt eine schematisch vereinfachte Detailansicht einer beispielhaft strukturierten Schweißnaht 66. Die verwendete Struktur ist lediglich abschnittsweise dargestellt, setzt sich, wie durch Punkte dargestellt, periodisch fort. Die periodische Kreuzriffelung weist beispielsweise eine Teilung zwischen 50 µm und 350 µm auf. Die Tiefe der Riffelung beträgt beispielsweise 30 µm und 70 µm. Dies bedeutet, dass eine Höhendifferenz zwischen den Tälern 90 der Kreuzriffelung und den Erhebungen 92 zwischen 30 µm und 70 µm existiert. Die Erhebungen 92 sind an ihren Flanken 94 zu allen Seiten hin abgeschrägt. Beispielsweise in einem Winkel von flacher als 45 °. Die Teilung der dargestellten Kreuzriffelung wird zwischen benachbarten Tälern 90, 90' gemessen, in beide Richtungen der Kreuzriffelung.
-
Bei einem Verfahren zum Herstellen einer Kapsel 60 zum Einsetzen in den Kopf 32 einer Wasserpfeife 10 wird beispielsweise eine schematisch und vereinfacht in 8 dargestellte Maschine der Tabak verarbeitenden Industrie 96 eingesetzt.
-
Die Maschine 96 umfasst einen Amboss 100 zur Aufnahme des Kapselkörpers 62 und einen gegenüber dem Amboss 100 angeordneten Stempel 102. Der Stempel 102 ist mithilfe einer Verfahreinrichtung 104 in einer Heberichtung H verfahrbar und wird mit der Verfahreinrichtung 104 mit einem vorbestimmten Anpressdruck gegen den Amboss 100 gepresst. Außerdem ist mit dem Stempel 102 eine Sonotrode 106 verbunden. Bei Durchführung eines Verfahrens zum Herstellen einer Kapsel 60 wird zunächst der Kapselkörper 62 in Transportrichtung T der Maschine 96 zugeführt und in den Amboss 100 eingelegt. Anschließend wird der Deckel 64 zugeführt und auf dem Kapselkörper 62 positioniert. Der Stempel 102 wird mithilfe der Verfahreinrichtung 104 in der Heberichtung H gegen den Amboss 100 gefahren und drückt den Deckel 64 in seinem Randbereich 88 gegen den Kapselkörper 62 und somit gegen den Amboss 100. Anschließend wird ein Ultraschallschweißverfahren durchgeführt, in dem die Sonotrode 106 den Stempel 102 zu einer Ultraschallschwingung anregt. Der Stempel 102, der Amboss 100 und die Sonotrode 106 bilden in diesem Sinne gemeinsam eine Ultraschallschweißvorrichtung.
-
Durch die Schweißnaht 66 werden der Kapselkörper 62 und der Deckel 64 feuchtigkeitsdicht miteinander verbunden. Dabei wird die Schweißnaht 66 mit der Maschine der Tabak verarbeitenden Industrie 96 hilfsstofffrei erzeugt, so dass der Deckel 64 und der Kapselkörper 62 durch die Schweißnaht 66 unmittelbar miteinander verbunden werden.
-
Der Anpressdruck liegt beispielsweise zwischen 1200 N und 2000 N. Die Sonotrode 106 wird beispielsweise zu Torsional-Schwingungen angeregt, welche eine Amplitude zwischen 24 µm und 36 µm aufweisen. Die Eindringtiefe der auf diese Weise hergestellten Ultraschallschweißverbindung beträgt beispielsweise zwischen 30 µm und 80 µm. Die Schweißdauer beträgt vorteilhaft lediglich zwischen 110 ms und 210 ms. Anschließend wird eine Haltezeit zwischen 160 ms und 240 ms optional vorgesehen, um den Schweißvorgang abzuschließen.
-
Eine Materialstärke des Kapselkörpers 62 liegt beispielsweise zwischen 50 µm und 200 µm. Gleiches gilt für die Materialstärke des Deckels 64. Die Ultraschallfrequenz, mit der die Sonotrode 106 angeregt wird, liegt beispielsweise zwischen 18 kHz und 22 kHz. Die genannten Parameter haben sich als besonders vorteilhaft für die Herstellung einer Ultraschallschweißverbindung erwiesen.
-
Der Deckel 64 und der Kapselkörper 62 sind bevorzugt durch ein Ziehverfahren, beispielsweise in einem Tiefziehverfahren, aus einem Rohling, wie beispielsweise einem Aluminiumblech oder einer Aluminiumfolie, hergestellt. Bei diesem Ziehverfahren werden die Oberflächen des Rohlings des Deckels 64 und des Rohlings des Kapselkörpers 62 mit einem Ziehöl beaufschlagt. Vor der Verbindung des Kapselkörpers 62 mit dem Deckel 64, ist es weder erforderlich den Deckel 64 noch den Kapselkörper 62 zu reinigen und insbesondere von dem Ziehöl zu befreien. Es ist trotzdem möglich, eine zuverlässige Schweißnaht 66 zwischen den beiden Bauteilen herzustellen. Gleiches gilt, wenn der Verbindungsbereich 108 zwischen den beiden Bauteilen beispielsweise durch feuchten Wasserpfeifentabak 50 verunreinigt wird. Auch dies führt nicht dazu, dass keine zuverlässige Verbindung mehr hergestellt werden kann. Die Verunreinigung spielt also für die Qualität der hergestellten Schweißverbindung 66 keine Rolle.
-
Die hergestellte Kapsel 60 wird in Transportrichtung T aus der Maschine der Tabak verarbeitenden Industrie 96 dem nächsten Prozessschritt zugeführt. Vorteilhaft erfordert der Ultraschallschweißvorgang lediglich eine sehr kurze Prozesszeit, so dass mit der Maschine der Tabak verarbeitenden Industrie 96 ein großer Durchsatz bei geringen Stückkosten erreicht werden kann.
-
Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein. Im Rahmen der Erfindung sind Merkmale, die mit „insbesondere“ oder „vorzugsweise“ gekennzeichnet sind, als fakultative Merkmale zu verstehen.
-
Bezugszeichenliste
-
- 10
- Wasserpfeife
- 12
- Glasbehälter
- 14
- Wasser
- 16
- Schlauchansatz
- 18
- Mundstück
- 20
- Ventil
- 22
- Luftraum
- 24
- Dichtung
- 26
- Rauchsäule
- 28
- Schale
- 30
- Dichtungsstopfen
- 32
- Kopf
- 34
- Ausnehmung
- 36
- Rauchkanal
- 38
- Durchströmöffnungen
- 42
- Portionsraum
- 46
- obere Öffnungen
- 48
- Kohletablette
- 50
- Wasserpfeifentabak
- 60
- Kapsel
- 62
- Kapselkörper
- 64
- Deckel
- 66
- Schweißnaht
- 68
- untere Öffnungen
- 70
- Dichtungsschulter
- 72
- Dichtungsrand
- 74
- umgebender Raum
- 76
- Boden
- 78
- unteres Siegel
- 80
- oberes Siegel
- 82
- Abreißlasche
- 84
- erste Lage
- 86
- zweite Lage
- 88
- Randbereich
- 90, 90'
- Täler
- 92
- Erhebungen
- 94
- Flanken
- 96
- Maschine der Tabak verarbeitenden Industrie
- 100
- Amboss
- 102
- Stempel
- 104
- Verfahreinrichtung
- 106
- Sonotrode
- 108
- Verbindungsbereich
- H
- Heberichtung
- T
- Transportrichtung
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- DE 102015200951 A1 [0002]
- EP 2179667 B1 [0003]