CN2738937Y - 一种超声波压焊机 - Google Patents
一种超声波压焊机 Download PDFInfo
- Publication number
- CN2738937Y CN2738937Y CN 200420047016 CN200420047016U CN2738937Y CN 2738937 Y CN2738937 Y CN 2738937Y CN 200420047016 CN200420047016 CN 200420047016 CN 200420047016 U CN200420047016 U CN 200420047016U CN 2738937 Y CN2738937 Y CN 2738937Y
- Authority
- CN
- China
- Prior art keywords
- contact
- support
- fixed
- frame
- bonding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Abstract
本实用新型公开了一种超声波压焊机,它包括机体、机壳、位移机构、具有换能器的机头、压力机构、触点机构、操控机构和控制电路,其特征在于:所述的触点机构由安装于换能器座的动点支架、动触点和固定在机头悬板上的定点支架和定触点组成,在所述的触点支架中的任意一个支架为刚性支架,另一个支架为具有弹性的柔性支架,由具有弹性的触点固定片构成,触点由触头和安装体构成,触点通过安装体固定在支架上,其中一个触点固定在所述的固定片上,固定片平面与触点轴线垂直,动、定触点相对。本实用新型的优点在于:可有效地改善触点的磨损状况;大大延长了触点的使用寿命,明显减少维修频率,维护方便,从而降低加工成本;提高了触点机构的安全性,使焊接机使用性能更好。
Description
技术领域
本实用新型涉及一种超声波焊接机,特别是涉及一种带有弹性触点机构的超声波压焊机。
背景技术
目前,在半导体器件的生产过程中,需要从芯片中引线到管脚,也就是将引线的两端焊到芯片引出电极和管脚上,由于一般采用铝丝做引线,因此多采用超声波焊接,来自超声波发生器的超声波(一般为40-140KHZ)经换能器产生高频振动,通过变幅杆传送到劈刀,当劈刀与引线及被焊接件接触时,在压力和振动的作用下,待焊金属表面相互摩擦,氧化膜被破坏,并发生塑性变形,致使两个纯净的金属表面紧密接触,达到原子距离的结合,最终形成牢固的机械连接。超声波压焊机一般包括机体、机壳、位移机构、具有换能器的机头、压力机构、触点机构、操控机构和控制电路等,由于在焊接的过程中,是需要手控及自动控制结合完成焊头从待机点→瞄准焊点→下移→接触工件→下压瞬间焊接→焊头回升→移动瞄准下一焊点→重复下移焊接回升过程的操作,为了能确保焊接质量和焊接效率,在下压瞬间焊接~瞄准下一焊点的过程中是由焊接机自动控制行程的,因此该行程的起点就需要有触点机构给控制电路发送信号,启动该自动控制行程。现有的触点机构由安装在换能器座尾部的动点支架、动触点和固定在机头悬板上的定点支架和定触点及电路连线组成,电路连线与控制电路连接。由于采用刚性结构,所以存在以下缺陷:(1)触点极易磨损,寿命短。因为此类焊接机一个焊点的焊接时间较短,1分钟就可以有几次或几十次焊接,触点的频繁开、合,触点刚性接触,加重磨损程度:(2)动、定触点刚性接触,造成振动,对精密焊接产生不良影响;(3)由于以上原因,触点的位置调试要求较高,因为过紧会加大摩擦和焊头振动,过松可能造成接触不良而导致不能准确发送信号,再加上触点易磨损的原因,需要经常进行触点位置调试,给加工带来麻烦,影响工作效率;(4)不断需要更换触点,增加加工成本。
实用新型内容
本实用新型的目的在于提供一种带有弹性触点机构的超声波压焊机。
本实用新型的目的通过以下技术方案予以实现:
本实用新型带有弹性触点机构的超声波压焊机,它包括机体、机壳、位移机构、具有换能器的机头、压力机构、触点机构、操控机构和控制电路,其特征在于触点机构由安装于换能器座的动点支架、动触点和固定在机头悬板上的定点支架和定触点组成,在所述的触点支架中的任意一个支架为刚性支架,另一个支架为有弹性的柔性支架,由具有弹性的触点固定片构成,触点由触头和安装体构成,触点通过安装体固定在支架上,其中一个触点固定在所述的固定片上,固定片平面与触点轴线垂直,动、定触点相对。在焊头没有碰到工件时,动定触点互相接触,触点电路处在常闭状态;焊接焊头略微下移碰到工件,受工件反作用力作用,焊头以换能器座铰接轴为支点轻微转动抬起,带动动触点支架向离开定触点的方向微摆,导致动触点离开定触点,触点电路断开,从而给控制电路发送启动信号。
工作时,由于机头上的焊头在焊接行程中受压力机构的施压而始终具有以换能器座铰接轴为支点向下压的倾向,因此,在大部分的行程中安装在换能器座上的动触点总是前压接触定触点,即两触点处在常闭状态,触点电路接通;当焊头在瞄准焊点下移到工件上方时,由人工开启焊接开关,焊头略微下移碰到工件,受工件反作用力的作用,焊头以换能器座铰接轴为支点瞬间轻微转动抬起,带动动触点支架向离开定触点的方向微摆,导致定触点离开动触点,触点电路断开,从而给控制电路发送启动自动行程的信号,焊头即按设定程序进行焊接至自动行程结束。
本实用新型所述的刚性支架为块状体,柔性支架还可以是块状体刚性支架上安装具有弹性的固定片构成。
本实用新型可以做以下改进:设置限位机构,它位于定触点支架的中部,是一个向动触点支架方向凸出的凸块,它凸出的长度是动、定触点支架最小的设定间距长度,起保险作用,避免动触点支架回摆的幅度过大造成振动和加大摩擦力。
所述的触点机构安装在换能器座的尾部或中部或侧面,只要焊接时,焊头略微下移碰到工件,受工件反作用力的作用,焊头以换能器座铰接轴为支点瞬间轻微转动,从而能带动所述触点机构实现其功能的安装部分均为可以安装触点机构。
为减轻焊接时由触点机构带来的震动,所述的定触点通过一个刚性轴套和一个柔性轴套安装在定触点支架上,刚性轴套包围着柔性轴套。
所述的动触点与动触点支架之间还具有垫片。
所述的限位机构还可以是由相匹配的螺栓、螺母构成,定触点支架中部开有与螺栓相匹配的通孔,螺栓旋入螺母并穿过定触点支架上的通孔安装在定触点支架上,通过调节螺栓可控制动触点支架回摆的幅度。
本实用新型还可以做进一步的改进:触点具有调节结构,即触点安装体带有外螺纹,通过螺母固定在支架上,可通过螺纹调节两触点的相对位置,并可方便拆卸。
本实用新型的优点在于:(1)本实用新型采用弹性触点机构,弹性的固定片受力后可以通过变形而缓释触点间的作用力,减小摩擦力,使现有技术中的动、定两触点的刚性开、合变为柔性开、合,可有效地改善触点的磨损状况;(2)触点柔性开合,大大减小焊头振动,改善触点的动作给焊接造成的不良影响;(3)大大延长触点的使用寿命,明显减少维修频率,维护方便,从而降低加工成本;(4)限位机构还可以提高触点机构的安全性,确保不会因触点机构的问题而影响焊接质量和效率,使焊接机使用性能更好。
附图说明
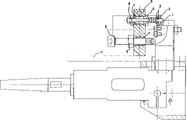
图1是本实用新型实施例之一的主视图;
图2是本实用新型实施例之一的触点机构的俯视图;
具体实施方式
以下结合附图和具体实施例对本实用新型作进一步的说明。
如图1~2所示的超声波压焊机是本实用新型的实施例之一,它包括机体、机壳、位移机构、具有换能器的机头、压力机构、触点机构、操控机构和控制电路,其特征在于触点机构由安装于换能器座尾部的动触点支架1、动触点2和固定在机头悬板11上的定触点支架3和定触点4组成,在所述的定触点支架3是刚性支架,动触点支架1是柔性支架,该柔性支架由具有弹性的触点固定片构成,触点由触头和安装体构成,触点通过安装体固定在支架上,安装在动触点支架1上的动触点2固定在所述的触点固定片上,动触点2与触点固定片之间还具有用于减震的垫片,固定片平面与动触点轴线垂直,定触点4通过一个刚性轴套6和一个柔性轴套7固定在定触点支架3上,刚性轴套6包围着柔性轴套7,动、定触点2、4相对,使动触点2随换能器轻微摆动而接触或离开定触点4,从而产生触点电路“断开”、“接通”两种状态而向控制电路发送作为焊接机自动行程起点信号。工作时,由于机头上的焊头在焊接行程中受压力机构的施压而始终具有以换能器座铰接轴为支点向下压的倾向,因此,在大部分的行程中,安装在换能器座尾部的动触点2总是前压接触定触点4,即两触点处在常闭状态,触点电路接通;当焊头在瞄准焊点下移到工件上方时,由人工开启焊接开关,焊头略微下移碰到工件,受工件反作用力的作用,焊头以换能器座铰接轴为支点瞬间轻微转动抬起,带动动触点支架1向后微摆,导致动触点2离开定触点4,触点电路断开,从而给控制电路发送启动自动行程的信号,焊头即按设定程序进行焊接至自动行程结束。为避免动触点支架2回摆的幅度过大造成振动和加大摩擦力,本实施例还设置有限位机构,它由相匹配的螺栓8、螺母9构成,定触点支架3中部开有与螺栓8相匹配的通孔10,螺栓8旋入螺母9并穿过定触点支架3上的通孔10安装在定触点支架3上,螺栓8伸出于定触点支架3部分的长度是动、定触点支架1、3最小的设定间距长度,起保险作用。本实施例中的触点还具有调节结构,即触点安装体带有外螺纹,通过螺母固定在支架上,可通过螺纹调节两触点的相对位置,并可方便拆卸。
Claims (8)
1、一种超声波压焊机,它包括机体、机壳、位移机构、具有换能器的机头、压力机构、触点机构、操控机构和控制电路,其特征在于:所述的触点机构由安装于换能器座的动点支架、动触点和固定在机头悬板上的定点支架和定触点组成,在所述的触点支架中的任意一个支架为刚性支架,另一个支架为具有弹性的柔性支架,由具有弹性的触点固定片构成,触点由触头和安装体构成,触点通过安装体固定在支架上,其中一个触点固定在所述的固定片上,固定片平面与触点轴线垂直,动、定触点相对。
2、根据权利要求1所述的超声波压焊机,其特征在于:所述的刚性支架为块状体,柔性支架是由块状体刚性支架上安装具有弹性的柔性的固定片构成。
3、根据权利要求1所述的超声波压焊机,其特征在于:它还设置了限位机构,该限位机构位于定触点支架的中部,是一个向动触点支架方向凸出的凸块,它凸出的长度是动、定触点支架最小的设定间距长度。
4、根据权利要求1所述的超声波压焊机,其特征在于:所述的触点机构安装在换能器座的尾部或中部或侧面。
5、根据权利要求1所述的超声波压焊机,其特征在于:所述的定触点通过一个刚性轴套和一个柔性轴套安装在定触点支架上。
6、根据权利要求1所述的超声波压焊机,其特征在于:所述的动触点与动触点支架之间还具有垫片。
7、根据权利要求5所述的超声波压焊机,其特征在于:所述的限位机构是由相匹配的螺栓、螺母构成,定触点支架中部开有与螺栓相匹配的通孔,螺栓旋入螺母并穿过定触点支架上的通孔安装在定触点支架上。
8、根据权利要求1所述的超声波压焊机,其特征在于:所述的触点上还具有调节结构,即触点安装体带有外螺纹,通过螺母固定在支架上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200420047016 CN2738937Y (zh) | 2004-06-16 | 2004-06-16 | 一种超声波压焊机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200420047016 CN2738937Y (zh) | 2004-06-16 | 2004-06-16 | 一种超声波压焊机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN2738937Y true CN2738937Y (zh) | 2005-11-09 |
Family
ID=35354005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200420047016 Expired - Fee Related CN2738937Y (zh) | 2004-06-16 | 2004-06-16 | 一种超声波压焊机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN2738937Y (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100585825C (zh) * | 2008-08-27 | 2010-01-27 | 中国科学院长春光学精密机械与物理研究所 | 超声波粗铝丝压焊机 |
-
2004
- 2004-06-16 CN CN 200420047016 patent/CN2738937Y/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100585825C (zh) * | 2008-08-27 | 2010-01-27 | 中国科学院长春光学精密机械与物理研究所 | 超声波粗铝丝压焊机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208556394U (zh) | 一种超声波与电磁脉冲复合焊接装置 | |
| CN2738937Y (zh) | 一种超声波压焊机 | |
| CN216542601U (zh) | 一种金刚线切割机排线机构 | |
| CN101712097B (zh) | 带静电吸附的劈刀结构、超声波焊接设备及键合方法 | |
| CN211438548U (zh) | 超声波焊接固定设备 | |
| CN200962570Y (zh) | 一种超磁致伸缩驱动装置 | |
| CN201140318Y (zh) | 压焊机切线装置 | |
| CN214768579U (zh) | 一种可调节型刀架机构 | |
| CN115156689A (zh) | 超声波焊接机及其机头组件和工作方法 | |
| CN210378982U (zh) | 一种全自动引线键合机的线夹系统 | |
| CN2721345Y (zh) | 一种用于超声波压焊机的切刀机构 | |
| CN218004775U (zh) | 一种基于压电促动器的快速响应线夹 | |
| CN208556453U (zh) | 一种焊接治具 | |
| CN101844258B (zh) | 一种线切割机床电极丝防断稳定器 | |
| CN2740338Y (zh) | 一种用于超声波压焊机的压力机构 | |
| CN201428541Y (zh) | 一种喷油器固定装置 | |
| CN2803602Y (zh) | 超声波焊线机送线断线装置 | |
| CN201702820U (zh) | 链锯及其免工具调整装置 | |
| CN102254631B (zh) | 一种线缆设备的制动装置 | |
| CN214788790U (zh) | 一种打端扭线沾锡机用减振装置 | |
| CN219336360U (zh) | 焊接防偏移工装和焊接设备 | |
| CN212124217U (zh) | 一种自适应超声波滚筒模具 | |
| CN107666210A (zh) | 一种智能化风送喷雾机上测控系统的自动供电装置 | |
| CN220388353U (zh) | 一种便携式全自动金属管道焊接设备 | |
| CN207982930U (zh) | 一种数控铣床装夹监控系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |