CN218534680U - Two compound plastic strip accurate fixed length multistage cutting device - Google Patents
Two compound plastic strip accurate fixed length multistage cutting device Download PDFInfo
- Publication number
- CN218534680U CN218534680U CN202222858911.0U CN202222858911U CN218534680U CN 218534680 U CN218534680 U CN 218534680U CN 202222858911 U CN202222858911 U CN 202222858911U CN 218534680 U CN218534680 U CN 218534680U
- Authority
- CN
- China
- Prior art keywords
- fixed
- clamping
- wheel
- pneumatic
- fixedly connected
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
The utility model discloses an accurate fixed length multistage cutting device of two compound plastic strips, including the frame, at the top fixedly connected with ramp plate of frame, install pneumatic cutting group, pneumatic tight mould child of clamp and traction wheel clamp from a left side to the right side in proper order on ramp plate and press from both sides and send the mechanism, install movable location wheelset in one side that pneumatic cutting was organized, fixed mounting has PLC switch board and gas bag in the frame, has the controller at the tip fixed mounting of frame, controller and PLC switch board electric connection, the inlet end of PLC switch board passes through the trachea and is connected with the gas bag, and its end of giving vent to anger is connected with pneumatic cylinder that cuts group, movable location wheelset, pneumatic tight mould child of clamp and traction wheel clamp respectively and send the mechanism through the trachea. The utility model can realize automatic feeding and automatic cutting, not only has high working efficiency, but also reduces the labor cost; and the multi-cutter multi-section simultaneous punching is adopted, so that the working efficiency is greatly improved, the cutting distance is controllable, and the fixed length precision of the product is ensured.
Description
Technical Field
The utility model relates to a two accurate fixed length multistage cutting device of compound plastic strip belongs to compound plastic strip processing technology field.
Background
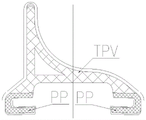
The two composite plastic strips are made of a composite material made of hard PP (polypropylene) and soft TPV (thermoplastic vulcanizate), and are used for the automobile windscreen wiper to play a role in guiding air flow as shown in figure 10. Among the prior art, when cutting this combined material, take the thick steel plate as fixed length limit stop, utilize the biax cylinder centre gripping of adam guest to cut a sheet cutter blade to carry out die-cut to combined material, owing to adopt manual valve of manual mode operation adam guest, can only cut one section combined material at every turn, not only efficiency is lower, and the surplus stub bar is many moreover, leads to material utilization to hang down. In addition, the length of the part is short, the fixed length precision is required to be high (the maximum is 0.369%), the material main body is soft TPV, the part is easy to bend and deform, the precise fixed length is difficult, the cut end face of the product is required to be tidy and has no deformation, the flatness of the end face of the product is required to be below 0.3mm, the outer surface quality is required to be clean and has no scratch (no friction mark under high light), and therefore, the requirements cannot be met by adopting the existing cutting mode.
SUMMERY OF THE UTILITY MODEL
In order to solve the problem that exists among the prior art, the utility model provides a two accurate fixed length multistage cutting devices of compound plastic strip, the device can realize accurate fixed length multistage and cut, has improved cutting efficiency and cutting precision greatly, can sparingly have enough to meet the need and the rough cutting process, avoids producing the product stub bar, and cost reduction and efficiency improvement effect is showing.
The technical scheme of the utility model: the utility model provides an accurate fixed length multistage cutting device of two compound plastic strips, includes the frame, at the top fixedly connected with ramp plate of frame, from a left side to the right side install in proper order that pneumatic cuts group, pneumatic tight mould child of clamp and traction wheel clamp send the mechanism, cut one side of group in pneumatic and install movable location wheelset, fixed mounting has PLC switch board and gas package in the frame, has the controller at the tip fixed mounting of frame, controller and PLC switch board electric connection, the inlet end of PLC switch board passes through the trachea and is connected with the gas package, and it gives vent to anger the end and cuts group, movable location wheelset, pneumatic tight mould child of clamp and traction wheel clamp respectively through the trachea and send the cylinder connection in the mechanism.
Further, the pneumatic group that cuts has seted up the spout including a set value a set of L type bedplate on the ramp plate, be provided with in the bottom of L type bedplate with spout sliding fit's boss, just be located one side of L type bedplate on the ramp plate and adjust the seat through bolt fixedly connected with, the regulation seat pass through adjusting screw and L type bedplate threaded connection, fixed mounting has the cutting cylinder on every L type bedplate, fixedly connected with blade holder on the telescopic link that cuts the cylinder, fixed mounting has on the blade holder with ramp plate surface vertical's art knife piece.
Furthermore, a limit stop is fixedly arranged at the end part of the sliding groove, and a protective cover is fixedly arranged outside the art designing blade.
Further, movable location wheelset includes two stands of fixed mounting on ramp plate, and equal sliding connection has the slider on two stands, fixedly connected with crossbeam between two sliders, a set of branch of fixedly connected with on the crossbeam, the tip at every branch rotates and is connected with the locating wheel, at the central fixedly connected with connecting plate of crossbeam, in the position fixedly connected with location cylinder of the bottom of ramp plate and corresponding connecting plate, the telescopic link and the connecting plate fixed connection of location cylinder.
Further, the pneumatic clamping mould comprises a mould base and a clamping cylinder fixed at the top of the mould base, a lower mould is fixedly installed at the bottom of the mould base, and an upper mould matched with the lower mould is fixedly connected to a telescopic rod of the clamping cylinder.
Further, the traction wheel clamping and conveying mechanism comprises guide wheels, limit wheels, guide wheels, clamping and conveying wheels and a centering wheel which are arranged in pairs, an L-shaped supporting rod is fixedly connected to the right end of the slope plate, a supporting plate parallel to the slope plate is fixedly connected to the top of the L-shaped supporting rod, a pair of guide wheels and a pair of limit wheels are respectively and rotatably connected to the supporting plate, a guide wheel mounting seat and a clamping and conveying wheel mounting seat are respectively and fixedly mounted on the slope plate, a pair of guide wheels are rotatably connected to the guide wheel mounting seat, a pair of centering wheels are rotatably connected to one end of the clamping and conveying wheel mounting seat, a clamping and conveying cylinder is fixedly mounted at the top of the other end of the clamping and conveying wheel mounting seat, a movable synchronizing wheel is fixedly connected to a telescopic rod of the clamping and conveying cylinder, a fixed synchronizing wheel is fixedly mounted at the bottom of the slope plate and below the movable synchronizing wheel, the movable synchronizing wheel and the fixed synchronizing wheel are connected through transmission of a synchronous belt, a pair of clamping and conveying wheels are respectively and fixedly connected to a fixed synchronizing wheel through transmission motor, and a synchronous transmission motor is electrically connected to a synchronous transmission shaft.
Furthermore, a material placing rack is arranged on one side, close to the traction wheel clamping and conveying mechanism, of the rack.
Furthermore, an illuminating lamp is fixedly arranged on the rack and above the slope plate.
Since the technical scheme is used, the utility model has the advantages of:
(1) the utility model can realize automatic feeding and automatic cutting, not only has high working efficiency, but also reduces the labor cost;
(2) the utility model adopts the art designing blade to punch, the cutting section is neat and has no deformation, and the multi-blade multi-section simultaneous punching is adopted, thereby not only greatly improving the working efficiency, but also the cutting distance is controllable, the surplus stub bar is less, the material cost is saved, and the fixed length precision of the product is ensured;
(3) the blanking mode adopts a slope type sliding blanking mode, so that the phenomenon that products roll during blanking is avoided, and scratches are generated on the appearance surface of the products and other objects due to relative movement.
Drawings
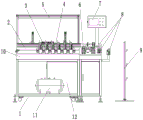
Fig. 1 is a perspective view of the structure diagram of the present invention;
fig. 2 is a front view of the structure diagram of the present invention;
FIG. 3 is a perspective view of a schematic of the pneumatic cutting group;
FIG. 4 is an enlarged view of FIG. 3 at A;
FIG. 5 is a front perspective view of the movable positioning wheel set;
FIG. 6 is a rear perspective view of the movable positioning wheel set;
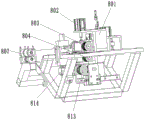
FIG. 7 is a left side perspective view of a schematic of the pneumatic clamping die and traction wheel pinch mechanism;
FIG. 8 is a right side perspective view of the pneumatic clamping die and traction wheel pinch mechanism in schematic construction;
fig. 9 is a rear perspective view of a schematic of the pneumatic clamping die and traction wheel pinch mechanism.
Fig. 10 is a schematic cross-sectional structure diagram of two composite plastic strips in an embodiment of the invention.
Detailed Description
In order to make the objects, technical solutions and advantages of the present invention clearer, the present invention is further described in detail with reference to the accompanying drawings and embodiments.
The embodiment of the utility model provides a: referring to fig. 1 and 2, the precise fixed-length multi-section cutting device for two composite plastic strips comprises a rack 1, a slope plate 2 is fixedly connected to the top of the rack 1, a pneumatic cutting group 3, a pneumatic clamping mold tire 6 and a traction wheel clamping mechanism 8 are sequentially mounted on the slope plate 2 from left to right, a movable positioning wheel group 4 is mounted on one side of the pneumatic cutting group 3, a PLC control cabinet 12 and an air bag 11 are fixedly mounted in the rack 1, a controller 7 is fixedly mounted at the end of the rack 1, the controller 7 is electrically connected with the PLC control cabinet 12, the air inlet end of the PLC control cabinet 12 is connected with the air bag 11 through an air pipe, and the air outlet end of the PLC control cabinet is connected with air cylinders of the pneumatic cutting group 3, the movable positioning wheel group 4, the pneumatic clamping mold tire 6 and the traction wheel clamping mechanism 8 through air pipes. A material placing frame 9 is arranged on one side, close to the traction wheel clamping and conveying mechanism 8, of the machine frame 1, and materials can be placed conveniently. And an illuminating lamp 5 is fixedly arranged on the rack 1 and above the slope plate 2, so that illumination is provided, and the operation and maintenance are convenient.
Referring to fig. 3 and 4, the pneumatic cutting group 3 includes a set of L-shaped support plate 301 of setting value on ramp plate 2, has seted up spout 307 on ramp plate 2, be provided with the boss 310 with spout 307 sliding fit in the bottom of L-shaped support plate 301, on ramp plate 2 and be located one side of L-shaped support plate 301 and adjust seat 305 through bolt fixedly connected with, adjust seat 305 through adjusting screw 309 and L-shaped support plate 301 threaded connection, fixed mounting has cutting cylinder 302 on every L-shaped support plate 301, fixedly connected with blade holder 303 on cutting cylinder 302's telescopic link, fixed mounting has art knife blade 304 with ramp plate 2 surface vertical on blade holder 303. A limit stop 306 is fixedly mounted at the end of the sliding groove 307 to prevent the L-shaped support plate 301 from sliding off from the sliding groove 307 in the adjusting process; the exterior of the art designing blade 304 is fixedly provided with a protective cover 308 to prevent the art designing blade 304 from exposing and hurting people.
Referring to fig. 5 and 6, the movable positioning wheel set 4 includes two columns 401 fixedly mounted on the slope board 2, two sliding blocks 402 are slidably connected to the two columns 401, a cross beam 403 is fixedly connected between the two sliding blocks 402, a group of supporting rods 404 is fixedly connected to the cross beam 403, a positioning wheel 405 is rotatably connected to an end of each supporting rod 404, a connecting plate 407 is fixedly connected to the center of the cross beam 403, a positioning cylinder 406 is fixedly connected to the bottom of the slope board 2 at a position corresponding to the connecting plate 407, and an expansion rod of the positioning cylinder 406 is fixedly connected to the connecting plate 407.
Referring to fig. 7 to 9, the pneumatic clamping mold 6 includes a mold base 601 and a clamping cylinder 602 fixed on the top of the mold base 601, a lower mold 604 is fixedly installed on the bottom of the mold base 601, and an upper mold 603 matched with the lower mold 604 is fixedly connected to the telescopic rod of the clamping cylinder 602. The traction wheel pinch mechanism 8 comprises guide wheels 807, limit wheels 811, guide wheels 806, pinch wheels 809 and a straightening wheel 812 which are arranged in pairs, an L-shaped support rod 808 is fixedly connected to the right end of the slope board 2, a support plate 810 parallel to the slope board 2 is fixedly connected to the top of the L-shaped support rod 808, a pair of guide wheels 807 and a pair of limit wheels 811 are respectively and rotatably connected to the support plate 810, a guide wheel mounting seat 805 and a pinch wheel mounting seat 810 are respectively and fixedly mounted on the slope board 2, a pair of guide wheels 806 are rotatably connected to the guide wheel mounting seat 805, a pair of straightening wheels 812 are rotatably connected to one end of the pinch wheel mounting seat 810, a pinch cylinder 802 is fixedly mounted at the top of the other end of the fixed pinch wheel mounting seat 810, a movable synchronizing wheel 803 is fixedly connected to an expansion link of the pinch wheel 802, a movable synchronizing wheel 804 is fixedly mounted at the bottom of the slope board 2 and below the movable synchronizing wheel 803, a movable synchronizing wheel 803 is connected to the movable synchronizing wheel 804, the movable synchronizing wheel 803 is connected to the fixed synchronizing wheel 803 and the fixed synchronizing wheel 803, a movable synchronizing wheel 804 is connected to the movable synchronizing wheel 804, a motor 813 is electrically connected to the fixed synchronizing wheel 814, and the output shaft of the motor 813 is connected to the movable synchronizing wheel 804, and the motor for controlling the output shaft of the motor for controlling the movable synchronizing wheel 814.
The utility model discloses a theory of operation:
firstly, placing two composite plastic strips on a material placing frame 9, then sequentially penetrating the end parts of the two composite plastic strips into a guide wheel 807, a limit wheel 811, a guide wheel 806, a pinch wheel 809 and a righting wheel 812, guiding and limiting the two composite plastic strips through the guide wheel 807 and the limit wheel 811, and guiding and righting the two composite plastic strips through the guide wheel 806 and the righting wheel 812; at the moment, the controller 7 starts the clamping and conveying cylinder 802 and the positioning cylinder 406 to enable the two clamping and conveying wheels 809 to get close and simultaneously clamp the two composite plastic strips, then the clamping and conveying motor 814 is started to drive the two clamping and conveying wheels 809 to simultaneously rotate, so that the two composite plastic strips can be clamped and conveyed forwards, and the two composite plastic strips are positioned by the group of positioning wheels 405 on the movable positioning wheel group 4 in the conveying process until the two composite plastic strips are conveyed to the position below the pneumatic cutting group 3; at the moment, the clamping motor 814 stops working, the clamping cylinder 602 acts to enable the lower mold tire 604 and the upper mold tire 603 to clamp the two composite plastic strips, then the clamping cylinder 802 acts again to enable the two clamping wheels 809 to loosen the two composite plastic strips, all the cutting cylinders 302 act simultaneously to drive the art designer's blade 304 to cut the two composite plastic strips into multiple sections, the art designer's blade 304 returns to the original position after cutting is completed, the positioning wheel 405 rises, and the two cut composite plastic strips slide into the placing table along the slope plate 2 and are convenient to collect; the clamping cylinder 602 operates again, the lower mold 604 and the upper mold 603 loosen the two composite plastic strips, and the two pinch wheels 809 pinch the two composite plastic strips forward again to perform the next cutting operation.
Efficiency enhancement and cost reduction: before the on-line cutting is used, 6 persons (including 3 persons for checking the size) are used in the workshop for finishing the product in order to meet the production. 42H is produced per day (average 7H per person), the time required for processing the product is 20 days, the time saved per month is 840H, the cost saved per month is 840 x 70=5.88 ten thousand yuan, and the cost saved per year is 70.56 ten thousand yuan.
Reducing cost by efficiency: after the cutting machine is used, the Wanjiang spoiler products (such as models: 13E6345004-271.5, 13E6345004-258 and 13E 6345004-17) do not need a fine cutting procedure after the equipment is used, and each product is saved by 5s. The production number of the company in 2019 in 7 months is as follows: 226991 with 8 months of production in 2019: 369213, with an average monthly production number of 300000 pieces expected. The monthly savings cost is 300000 × 5/3600 × 70=2.9 ten thousand yuan, and the annual savings cost is 2.9 × 12=35 ten thousand yuan.
Claims (8)
1. The utility model provides a two accurate fixed length multistage cutting device of compound plastic strip, includes frame (1), its characterized in that: at top fixedly connected with ramp plate (2) of frame (1), install pneumatic cutting group (3), pneumatic tight mould child (6) of clamp and traction wheel pinch mechanism (8) from a left side to the right side in proper order on ramp plate (2), install movable location wheelset (4) in one side that pneumatic cutting group (3) was organized, fixed mounting has PLC switch board (12) and gas package (11) in frame (1), has controller (7) at the tip fixed mounting of frame (1), controller (7) and PLC switch board (12) electric connection, the inlet end of PLC switch board (12) passes through the trachea and is connected with gas package (11), and its end of giving vent to anger is connected with pneumatic cylinder on cutting group (3), movable location wheelset (4), pneumatic tight mould child (6) of clamp and traction wheel pinch mechanism (8) respectively through the trachea.
2. The precise length-fixed multi-section cutting device for two composite plastic strips according to claim 1, is characterized in that: pneumatic cutting group (3) including a set of L type bedplate (301) of value setting on ramp plate (2), has seted up spout (307) on ramp plate (2), be provided with in the bottom of L type bedplate (301) with spout (307) sliding fit's boss (310), on ramp plate (2) and be located one side of L type bedplate (301) and adjust seat (305) through bolt fixedly connected with, regulation seat (305) through adjusting screw (309) and L type bedplate (301) threaded connection, fixed mounting has on every L type bedplate (301) and cuts cylinder (302), fixed connection has blade holder (303) on the telescopic link that cuts cylinder (302), fixed mounting has on blade holder (303) and ramp plate (2) surface vertically art designer's blade (304).
3. The precise length-fixed multi-section cutting device for two composite plastic strips as claimed in claim 2, characterized in that: the end part of the sliding groove (307) is fixedly provided with a limit stop (306), and the exterior of the art designing blade (304) is fixedly provided with a protective cover (308).
4. The precise length-fixed multi-section cutting device for two composite plastic strips according to claim 1, characterized in that: movable location wheelset (4) are including two stand (401) of fixed mounting on ramp plate (2), equal sliding connection has slider (402) on two stand (401), fixedly connected with crossbeam (403) between two slider (402), a set of branch of fixedly connected with (404) on crossbeam (403), end at every branch of (404) rotates and is connected with locating wheel (405), central fixedly connected with connecting plate (407) at crossbeam (403), in the bottom of ramp plate (2) and the position fixedly connected with location cylinder (406) that corresponds connecting plate (407), the telescopic link and connecting plate (407) fixed connection of location cylinder (406).
5. The precise length-fixed multi-section cutting device for two composite plastic strips according to claim 1, characterized in that: the pneumatic clamping mould (6) comprises a mould base (601) and a clamping cylinder (602) fixed at the top of the mould base (601), a lower mould (604) is fixedly installed at the bottom of the mould base (601), and an upper mould (603) matched with the lower mould (604) is fixedly connected to a telescopic rod of the clamping cylinder (602).
6. The precise length-fixed multi-section cutting device for two composite plastic strips according to claim 1, is characterized in that: the traction wheel clamping and conveying mechanism (8) comprises guide wheels (807), limit wheels (811), guide wheels (806), clamping and conveying wheels (809) and a centering wheel (812), which are arranged in pairs, an L-shaped support rod (808) is fixedly connected to the right end of a slope plate (2), a support plate (810) parallel to the slope plate (2) is fixedly connected to the top of the L-shaped support rod (808), a pair of guide wheels (807) and a pair of limit wheels (811) are respectively and rotatably connected to the support plate (810), a guide wheel mounting seat (805) and a clamping and conveying wheel mounting seat (801) are respectively and fixedly installed on the slope plate (2), a pair of guide wheels (806) is rotatably connected to the guide wheel mounting seat (805), a pair of centering wheels (812) is rotatably connected to one end of the clamping and conveying wheel mounting seat (801), a clamping and conveying cylinder (802) is fixedly installed at the top of the other end of the clamping and conveying wheel mounting seat (801), a pair of fixed synchronous wheels (803) is fixedly installed at the bottom of the slope plate (2), a pair of fixed and a movable clamping and movable synchronous wheels (804) are respectively connected to the movable synchronous wheels (804), the clamp feeding motor (814) is fixedly mounted at the bottom of the slope plate (2) and below the fixed synchronizing wheel (804), the clamp feeding motor (814) is electrically connected with the controller (7), a driving wheel (813) is fixedly connected to an output shaft of the clamp feeding motor (814), and the driving wheel (813) is connected with the fixed synchronizing wheel (804) through synchronous belt transmission.
7. The precise length-fixed multi-section cutting device for two composite plastic strips according to claim 1, is characterized in that: and a material placing frame (9) is arranged on one side of the machine frame (1) close to the traction wheel clamping and conveying mechanism (8).
8. The precise length-fixed multi-section cutting device for two composite plastic strips according to claim 1, characterized in that: and an illuminating lamp (5) is fixedly arranged on the rack (1) and above the slope plate (2).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222858911.0U CN218534680U (en) | 2022-10-28 | 2022-10-28 | Two compound plastic strip accurate fixed length multistage cutting device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222858911.0U CN218534680U (en) | 2022-10-28 | 2022-10-28 | Two compound plastic strip accurate fixed length multistage cutting device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218534680U true CN218534680U (en) | 2023-02-28 |
Family
ID=85282053
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222858911.0U Active CN218534680U (en) | 2022-10-28 | 2022-10-28 | Two compound plastic strip accurate fixed length multistage cutting device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218534680U (en) |
-
2022
- 2022-10-28 CN CN202222858911.0U patent/CN218534680U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN207255667U (en) | Rack of solar water heater production line | |
| CN206305251U (en) | A kind of bender | |
| CN208276990U (en) | PVC glazed tiles synchronous cutting device | |
| CN215698420U (en) | Continuous plate shearing machine for plate processing | |
| CN2863445Y (en) | Full automatic plastic uptake forming machine | |
| CN206899304U (en) | A kind of full-automatic cutting machine | |
| CN113714815B (en) | Full-automatic plate shearing and stacking production line for aluminum plates | |
| CN210025570U (en) | Automatic feeding and cutting device for filter screen | |
| CN209534342U (en) | Pad pasting seals molding machine | |
| CN218534680U (en) | Two compound plastic strip accurate fixed length multistage cutting device | |
| CN115257020B (en) | Automatic production line for extrusion, molding, conveying and cutting of GPPS (general purpose polystyrene) plates | |
| CN115609648A (en) | Two compound plastic strip accurate fixed length multistage cutting equipment | |
| CN206527823U (en) | A kind of full-automatic punch die trademark machine | |
| CN213890294U (en) | Automatic groove taking and cutting equipment for glass fiber reinforced plastic square rods | |
| CN205367260U (en) | Automatic device of cutting of vacuum bag film | |
| CN111531630B (en) | Printing paper processing system | |
| CN114800127A (en) | Fixed-length cut-off pipe orifice grinding machine | |
| CN216803729U (en) | Transverse sealing and punching device for bag making | |
| CN220638183U (en) | Protection device of adhesive tape die cutting machine | |
| CN214133673U (en) | Punch press device suitable for multi-station automatic stretching | |
| CN218057772U (en) | Anti-drop's plastic uptake forming machine material feeding unit | |
| CN216151323U (en) | Positioning device for steel belt cutting | |
| CN220217134U (en) | Automatic plastics excision device | |
| CN114654242B (en) | Environment-friendly steel plate edge cutting equipment and method for processing photovoltaic roof panel | |
| CN114393819B (en) | Aluminum alloy section bar frock type film pasting method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 550025 No. 6, Qingxi Road, Yangguang sub district office, Huaxi District, Guiyang City, Guizhou Province Patentee after: Hande (Guiyang) Automotive Sealing System Co.,Ltd. Address before: 550025 No. 6, Qingxi Road, Yangguang sub district office, Huaxi District, Guiyang City, Guizhou Province Patentee before: Guizhou Hongyang seal Co.,Ltd. |
|
| CP01 | Change in the name or title of a patent holder |