CN218047508U - 脱脂机组自动配液系统 - Google Patents
脱脂机组自动配液系统 Download PDFInfo
- Publication number
- CN218047508U CN218047508U CN202222101348.2U CN202222101348U CN218047508U CN 218047508 U CN218047508 U CN 218047508U CN 202222101348 U CN202222101348 U CN 202222101348U CN 218047508 U CN218047508 U CN 218047508U
- Authority
- CN
- China
- Prior art keywords
- tank
- marriage
- storage tank
- liquid
- control unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Control Of Non-Electrical Variables (AREA)
Abstract
本实用新型公开一种脱脂机组自动配液系统,其包括工作槽、储存槽、配液罐以及控制单元,所述工作槽和所述储存槽通过循环管路连接,所述配液罐连接所述储存槽,其还包括连接在所述循环管路上的电导率测量仪以及连接在所述储存槽和所述配液罐之间的流量控制件,所述电导率测量仪以及流量控制件分别连接所述控制单元。本实用新型的脱脂工艺自动配液系统的控制单元根据电导率测量仪检测到的碱液电导度来判断是否通过流量控制件从配液罐向储存槽输入原液,可实现配液过程的自动化控制,可实现脱脂剂的自动配液,避免了在线操作,有效节约经济和人力成本,提高安全性的同时还提升了生产效率。
Description
技术领域
本实用新型涉及冶金板带连续脱脂工艺技术领域,具体地说,是涉及一种脱脂机组自动配液系统。
背景技术
传统冷轧带钢脱脂连续生产线的配液系统为人工配液方式,离线人工取样,根据化验室提供的结果人工进行配比后加入配液罐,并需手动开启阀门,根据配液罐及储存槽的液位变化完成配液工作。这种配液方式生产效率低,且配液浓度不能控制,高浓度的脱脂剂具有强腐蚀性,因此人工操作还具有高危险性。
实用新型内容
本实用新型的目的是解决人工配液的工作繁琐以及危险性高的问题,提供一种脱脂机组自动配液系统。
为了实现上述目的,本实用新型的脱脂机组自动配液系统包括工作槽、储存槽、配液罐以及控制单元,所述工作槽和所述储存槽通过循环管路连接,所述配液罐连接所述储存槽,其还包括连接在所述循环管路上的电导率测量仪以及连接在所述储存槽和所述配液罐之间的流量控制件,所述电导率测量仪以及流量控制件分别连接所述控制单元。
上述的脱脂机组自动配液系统的一实施方式中,还包括旁路和检测罐,所述检测罐连接在所述工作槽的出口和所述储存槽之间的所述循环管路上,所述旁路连接在所述储存槽的出口和所述检测罐之间,所述电导率测量仪伸入所述检测罐的液面以下。
上述的脱脂机组自动配液系统的一实施方式中,所述循环管路上设置有循环泵,并所述循环泵设置于所述储存槽的出口至所述工作槽的入口之间的位置。
上述的脱脂机组自动配液系统的一实施方式中,所述工作槽的高度高于所述储存槽的高度。
上述的脱脂机组自动配液系统的一实施方式中,还包括连接所述控制单元的搅拌装置,所述搅拌装置延伸至所述配液罐内。
上述的脱脂机组自动配液系统的一实施方式中,所述配液罐内设置有配液罐液位计,所述配液罐液位计连接所述控制单元。
上述的脱脂机组自动配液系统的一实施方式中,所述储存槽内设置有储存槽液位计,所述储存槽液位计连接所述控制单元。
上述的脱脂机组自动配液系统的一实施方式中,所述储存槽液位计为雷达物位仪。
上述的脱脂机组自动配液系统的一实施方式中,还包括连接所述储存槽的脱盐水管路,所述脱盐水管路上设置有电磁阀,所述电磁阀连接所述控制单元。
上述的脱脂机组自动配液系统的一实施方式中,所述配液罐还包括加药控制口,所述加药控制口连接所述控制单元。
本实用新型的有益功效在于,本实用新型的脱脂工艺自动配液系统的控制单元根据电导率测量仪检测到的碱液电导度来判断是否通过流量控制件从配液罐向储存槽输入原液,可实现配液过程的自动化控制,可实现脱脂剂的自动配液,避免了在线操作,有效节约经济和人力成本,提高安全性的同时还提升了生产效率。
以下结合附图和具体实施例对本实用新型进行详细描述,但不作为对本实用新型的限定。
附图说明
图1为本实用新型的脱脂机组自动配液系统的结构示意图;
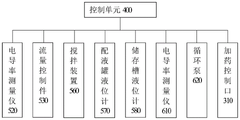
图2为本实用新型的脱脂机组自动配液系统的控制单元的控制框图。
其中,附图标记
100:工作槽
200:储存槽
300:配液罐
310:加药控制口
400:控制单元
510:循环管路
520:电导率测量仪
530:流量控制件
531:气动隔膜泵
532:电磁阀
540:旁路
550:检测罐
560:搅拌装置
570:配液罐液位计
580:储存槽液位计
590:脱盐水管路
610:电磁阀
620:循环泵
具体实施方式
下面结合附图和具体实施例对本实用新型技术方案进行详细的描述,以更进一步了解本实用新型的目的、方案及功效,但并非作为本实用新型所附权利要求保护范围的限制。
脱脂工艺需要配比合适浓度的脱脂剂以保持各个工艺段所需的脱脂剂浓度,化学脱脂是借助皂化作用和乳化作用来进行的,配合设备使用可有效清洁带钢表面油污。脱脂剂主要由碱性物质、表面活性剂和添加剂组成的。本实用新型的脱脂机组自动配液系统主要应用于冶金行业冷轧带钢的连续脱脂生产工艺中,更贴近工厂实际应用,避免人工配制的危险性和不稳定性,并提升生产线效率的目的。
如图1和图2所示,本实用新型的脱脂机组自动配液系统包括工作槽100、储存槽200、配液罐300以及控制单元400,其中,工作槽100和储存槽200通过循环管路510相连,配液罐300连接储存槽200。储存槽200为工作槽100提供稀释后碱液以供脱脂机组使用,配液罐300用于储存高浓度的碱液,为储存槽200提供高浓度碱液补充。
本实用新型的脱脂机组自动配液系统还包括电导率测量仪520以及流量控制件530,电导率测量仪520连接在循环管路510上,流量控制件530连接在储存槽200和配液罐300之间。电导率测量仪520以及流量控制件530分别连接控制单元400。电导率测量仪520用于溶液的电导率的测量,在电导率低于工作要求时,控制单元400通过流量控制件530控制配液罐300中的碱液补充至储存槽200中。
本实用新型的脱脂机组自动配液系统还包括旁路540和检测罐550,检测罐550连接在循环管路510上,并检测罐550位于储存槽200的出口与工作槽100之间,旁路540连接在储存槽200的出口以及检测罐550之间,电导率测量仪520伸入检测罐550的液面以下。
检测罐550设置在储存槽200的出口与工作槽100之间的循环管路510上,保证了检测罐550内的溶液和循环管路510中的溶液是相同的。检测罐550的回液通过旁路540回流至储存槽200内。本实用新型通过在储存槽200的出口设计了一路旁路,能够检测到储存槽200输出(实际应用)的碱液浓度,检测更加准确。
其中,流量控制件530包括气动隔膜泵531和电磁阀532,气动隔膜泵531连接在配液罐300和储存槽200之间的管路上,电磁阀532连接气动隔膜泵531,控制单元400通过电磁阀532控制气动隔膜泵531的启停,以控制由配液罐300向储存罐200输入的流量,其中,电磁阀532例如为两位两通电磁阀。
配液罐300还包括加药控制口310,加药控制口310设置于配液罐310的上方并连接控制单元400。
本实用新型的脱脂机组自动配液系统还包括连接控制单元400的搅拌装置560,搅拌装置560延伸至配液罐300内以便于搅拌。
配液罐300内设置有连接控制单元400的配液罐液位计570。储存槽200内设置有连接控制单元400的储存槽液位计580。
控制单元400根据配液罐液位计570测得的配液罐300内液位变化及时通过加药控制口310补充原液,搅拌装置560通过电机驱动搅拌棒可以充分搅匀配液罐300中的高浓度脱脂剂。
本实用新型的脱脂机组自动配液系统还包括连接储存槽200的脱盐水管路590以及连接在脱盐水管路590上的电磁阀610,电磁阀590连接控制单元400。
其中,储存槽液位计580例如可为雷达物位仪,雷达物位仪安装于储存槽200的顶部。雷达物位仪可以实时显示储存槽200的液位,如需补液可开启电磁阀610,电磁阀610例如为两位两通电磁阀,可以控制脱盐水管路590的开关。
本实用新型脱脂机组自动配液系统还包括连接在循环管路510上的循环泵620,其中,循环泵620连接在储存槽200的出口和检测罐550之间,并循环泵620连接控制单元400。脱脂生产线上,储存槽200一般布置在±0平面以下,工作槽100布置在±0平面以上,需要循环泵620提供动力,脱脂机组工作时排放的溶液可以从工作槽100经处理后溢流回储存槽200内。即循环泵620的出口和工作槽100通过管路连接,工作槽100下端出口与储存槽200通过管路连接。
控制单元400为可编程逻辑控制器(PLC),各模拟量仪器(电导率测量仪和雷达物位仪)均与控制器相连接,配液泵、循环泵、电磁阀、电动搅拌器均可受PLC控制。脱脂机组自动配液系统还和生产线的中控操作台互相通讯,实现远程控制,可在运行系统中对配液系统进行操作控制,其中电导率仪不仅有远传功能还可本地数显,可实时监控参数。
详细来说,系统中的电导率测量仪520、气动隔膜泵531、电磁阀532、搅拌装置560、配液罐液位计570、储存槽液位计580、电磁阀610、循环泵620、加药控制口310均受控制单元400控制。脱脂机组生产线的主控制系统中有全自动配液系统的人机操作界面,用户可根据需求对自动配液进行操控和参数设置。
本实用新型的脱脂机组自动配液系统通过搅拌装置560使液体浓度更均匀,由配液罐液位计570实时监测配液罐300中的液位,由电导率测量仪520来实时监测脱脂剂的电导率,实现脱脂剂配液浓度的精确闭环控制。本发明具有系统设置合理、自动化程度高、配液操作简单、配液浓度稳定等特点。
具体来说,本实用新型的脱脂机组自动配液系统的配液工作过程如下:
先将配比好的高浓度的脱脂剂通过加药控制口310倒入配液罐300中,由控制单元控制搅拌装置560开启,搅拌装置560充分将溶液混合,配液罐液位计570可实时检测配液罐300中的液位变化,配液罐液位计570达到设定值停止添加脱脂剂。其中,配液罐液位计570既有远传功能,也可本地显示,操作人员可以根据本地显示判断是否加注到位。循环管路510上的电导率测量仪520可以检测投入使用的脱脂液的电导度,由控制单元400判断是否需要加配液罐300中的溶液。储存槽200中的液体随使用的消耗,液位会产生变化,储存槽液位计580的雷达物位仪可实时检测液位变化,由控制单元400判断是否加注脱盐水,如果需要加则开启电磁阀610,到设定的液位时断开电磁阀610,此时电导率测量仪520测量的溶液电导度不能满足工作要求,则通过流量控制件530控制继续加配液罐300中的高浓度脱脂剂,直到达到标准后停止补液,既实现了液位补充的闭环控制,又实现了溶液浓度的闭环控制。
当然,本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员当可根据本实用新型作出各种相应的改变和变形,但这些相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
Claims (10)
1.一种脱脂机组自动配液系统,包括工作槽、储存槽、配液罐以及控制单元,所述工作槽和所述储存槽通过循环管路连接,所述配液罐连接所述储存槽,其特征在于,还包括连接在所述循环管路上的电导率测量仪以及连接在所述储存槽和所述配液罐之间的流量控制件,所述电导率测量仪以及流量控制件分别连接所述控制单元。
2.根据权利要求1所述的脱脂机组自动配液系统,其特征在于,还包括旁路和检测罐,所述检测罐连接在所述工作槽的出口和所述储存槽之间的所述循环管路上,所述旁路连接在所述储存槽的出口和所述检测罐之间,所述电导率测量仪伸入所述检测罐的液面以下。
3.根据权利要求2所述的脱脂机组自动配液系统,其特征在于,所述循环管路上设置有循环泵,并所述循环泵设置于所述储存槽的出口至所述工作槽的入口之间的位置。
4.根据权利要求1所述的脱脂机组自动配液系统,其特征在于,所述工作槽的高度高于所述储存槽的高度。
5.根据权利要求1所述的脱脂机组自动配液系统,其特征在于,还包括连接所述控制单元的搅拌装置,所述搅拌装置延伸至所述配液罐内。
6.根据权利要求1所述的脱脂机组自动配液系统,其特征在于,所述配液罐内设置有配液罐液位计,所述配液罐液位计连接所述控制单元。
7.根据权利要求1所述的脱脂机组自动配液系统,其特征在于,所述储存槽内设置有储存槽液位计,所述储存槽液位计连接所述控制单元。
8.根据权利要求7所述的脱脂机组自动配液系统,其特征在于,所述储存槽液位计为雷达物位仪。
9.根据权利要求1至8任一项所述的脱脂机组自动配液系统,其特征在于,还包括连接所述储存槽的脱盐水管路,所述脱盐水管路上设置有电磁阀,所述电磁阀连接所述控制单元。
10.根据权利要求1至8任一项所述的脱脂机组自动配液系统,其特征在于,所述配液罐还包括加药控制口,所述加药控制口连接所述控制单元。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222101348.2U CN218047508U (zh) | 2022-08-10 | 2022-08-10 | 脱脂机组自动配液系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222101348.2U CN218047508U (zh) | 2022-08-10 | 2022-08-10 | 脱脂机组自动配液系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218047508U true CN218047508U (zh) | 2022-12-16 |
Family
ID=84404027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222101348.2U Active CN218047508U (zh) | 2022-08-10 | 2022-08-10 | 脱脂机组自动配液系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218047508U (zh) |
-
2022
- 2022-08-10 CN CN202222101348.2U patent/CN218047508U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104863159A (zh) | 集成式智能灌浆系统 | |
| CN216024176U (zh) | 一种乳化液自动配制系统 | |
| CN211636052U (zh) | 一种矿用乳化液浓度自动检测与配比装置 | |
| CN114558472B (zh) | 脱模剂智能配料系统 | |
| CN218047508U (zh) | 脱脂机组自动配液系统 | |
| CN106292510A (zh) | 乳化液自动配比装置plc控制系统及方法 | |
| CN204728335U (zh) | 集成式智能灌浆系统 | |
| CN207031047U (zh) | 全自动自来水补氯站 | |
| CN207748843U (zh) | 一种自动灌装机 | |
| CN207908452U (zh) | 一种自动化滴定分析系统 | |
| CN206199034U (zh) | 一种生产磁悬液的装置 | |
| CN209602181U (zh) | 一种工业废水pH值自动控制装置 | |
| CN209597087U (zh) | 烟气脱氯碱液梯级配置系统装置 | |
| CN215027747U (zh) | 硫酸稀释调配系统 | |
| CN220759043U (zh) | 一种实验用标准溶液配制工作站 | |
| CN113671112A (zh) | 一种工业循环水硬度在线测量装置及测量方法 | |
| CN203425773U (zh) | 浓溶液稀释装置 | |
| CN110639424A (zh) | 一种全自动糖浆调配系统 | |
| CN221387810U (zh) | 清洗设备 | |
| CN205055975U (zh) | 一种可自动配供料的涂料制备系统 | |
| CN218026362U (zh) | 一种酸洗池自动加液装置 | |
| CN214552764U (zh) | 一种自动配置面料印染和处理液体的装置 | |
| CN214782652U (zh) | 一种丝光液碱浓度在线检测和自动配碱装置 | |
| CN219348832U (zh) | 一种定容多点水溶液质控仪 | |
| CN213193242U (zh) | 自动配液装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |