CN215749446U - 一种裁切检测包装机 - Google Patents
一种裁切检测包装机 Download PDFInfo
- Publication number
- CN215749446U CN215749446U CN202121491910.6U CN202121491910U CN215749446U CN 215749446 U CN215749446 U CN 215749446U CN 202121491910 U CN202121491910 U CN 202121491910U CN 215749446 U CN215749446 U CN 215749446U
- Authority
- CN
- China
- Prior art keywords
- cutting
- detecting
- visual detection
- blanking
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Processing Of Solid Wastes (AREA)
Abstract
本实用新型公开了一种裁切检测包装机,涉及裁切技术领域,主要是为了解决现有的自动裁切包装机存在体积大和生产效率低的问题,一种裁切检测包装机包括承载部和用于放置物料的治具,还包括位于承载部上的视觉检测机构、U型搬运机构、XY变向机构、产品质量视觉检测与矫正机构、下料机构和装盘机构,进料视觉检测机构、料带裁切机构、废料裁切机构、裁切出料视觉检测机构、U型搬运机构、XY变向机构、转塔搬运机构、产品质量视觉检测与矫正机构、NG产品下料机构、下料治具机构、装盘搬料机构和装盘机构之间互相协作配合完成自动裁切包装动作,与现有裁切包装设备相比,具备设备体积小和生产效率高的特点。
Description
技术领域
本申请涉及裁切技术领域,具体是一种裁切检测包装机。
背景技术
裁切包装设备所属于3C手机通讯行业,其用来生产手机内部某一种金属零件,在手机通讯行业得到了大量应用。此设备主要将金属料带自动送入设备中,在设备中完成自动裁切、自动搬运、自动检测、自动矫正、自动分料、自动下料装托盘、自动送托盘以及回收堆叠托盘等功能。整个生产工艺实现全自动,无需人工过多参与其中。现在市场上制作裁切包装设备的厂家很多,设备形式也各不相同,但其主要功能大多都相同,也能实现自动生产。
但现有的设备生产效率以及整体设备布局尺寸上面略显滞后,大部分设备无法满足市场大批量生产的需求,设备生产效率低,占地面积大,目前行业解决的办法是需要更多数量的设备以及更大的生产场地面积来实现日益需求旺盛的订单。
实用新型内容
本申请实施例的目的在于提供一种裁切检测包装机,以解决上述背景技术中提出的问题。
为实现上述目的,本申请提供如下技术方案:
一种裁切检测包装机,包括承载部和用于放置物料的治具,还包括:
位于承载部上的视觉检测机构,用于检测物料,所述视觉检测机构上设置有用于检测合格后的物料送出的拨料机构;以及
位于承载部上的U型搬运机构,用于将物料移动至治具上;以及
位于承载部上的XY变向机构,用于旋转治具以调整物料的朝向;
位于承载部上的产品质量视觉检测与矫正机构,用于将矫正物料的位置;
位于承载部上的下料机构,用于收集产品;
位于承载部上的装盘机构,用于收集装有物料的料盘。
作为本申请进一步的方案:所述承载部上还设置有料带裁切机构,用于对物料进行裁切以供视觉检测机构进行检测。
作为本申请再进一步的方案:所述承载部上还设置有废料裁切机构,用于将废料分段裁切并自动滑落至废料集中区域。
作为本申请再进一步的方案:所述U型搬运机构和XY变向机构之间设置有裁切出料视觉检测机构,用于检测U型搬运机构上的物料。
作为本申请再进一步的方案:所述XY变向机构和产品质量视觉检测与矫正机构之间设置有转塔搬运机构,用于吸取单个产品旋转进入产品质量视觉检测与矫正机构。
作为本申请再进一步的方案:所述下料机构包括用于收集NG产品的NG产品下料机构;以及用于收集OK产品的下料治具机构。
作为本申请再进一步的方案:所述下料机构与装盘机构之间设置有装盘搬料机构,用于拾取单个产品经过光纤检测产品有无之后放入料盘设定位置上,以供装盘机构收集料盘。
与现有技术相比,本申请的有益效果是:
进料视觉检测机构、料带裁切机构、废料裁切机构、裁切出料视觉检测机构、 U型搬运机构、XY变向机构、转塔搬运机构、产品质量视觉检测与矫正机构、NG 产品下料机构、下料治具机构、装盘搬料机构和装盘机构之间互相协作配合完成自动裁切包装动作,与现有裁切包装设备相比,具备设备体积小和生产效率高的特点,解决了现有的自动裁切包装机存在体积大和生产效率低的问题。
附图说明
图1为本申请实施例中一种裁切检测包装机的轴测图。
图2为本申请实施例中一种裁切检测包装机的外形总装图。
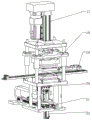
图3为本申请实施例中进料视觉检测机构的局部放大图。
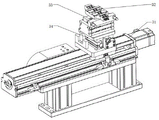
图4为本申请实施例中料带裁切机构的局部放大图。
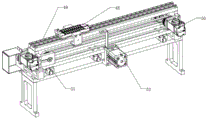
图5为本申请实施例中废料裁切机构的局部放大图。
图6为本申请实施例中U型搬运机构的局部放大图。
图7为本申请实施例中XY变向机构的局部放大图。
图8为本申请实施例中转塔搬运机构的局部放大图。
图9为本申请实施例中产品质量检测以及矫正机构的局部放大图。
图10为本申请实施例中NG产品下料机构的局部放大图。
图11为本申请实施例中下料治具机构的局部放大图。
图12为本申请实施例中装盘搬料机构的局部放大图。
图13为本申请实施例中自动装盘回收机构的局部放大图。
图中:1、进料视觉检测机构,2、料带裁切机构,3、废料裁切机构,4、裁切出料视觉检测机构,5、U型搬运机构,6、XY变向机构,7、转塔搬运机构,8、产品质量视觉检测与矫正机构,9、NG产品下料机构,10、下料治具机构,11、装盘搬料机构,12、装盘机构,13、支撑基座,14、相机,15、光源,16、远心镜头,17、裁切电缸,18、裁切模具,19、拨料气缸,20、接料吸嘴组件,21、接料移载气缸,22、上下接料气缸,23、裁切气缸,24、裁切前缓冲压块,25、三段式刀口,26、伺服电机,27、U型槽板,28、竖向导轨,29、横向导轨,30、吸嘴组件,31、电机模组机构,32、产品治具,33、旋转气缸,34、滑台气缸, 35、可顶升分割器,36、吸嘴组件,37、转塔气路控制机构,38、分度盘,39、矫正组件,40、侧面检测相机,41、侧面光源,42、底面光源,43、底面相机, 44、机构基座,45、5个NG盒,46、伺服电机,47、机构基座,48、下料治具, 49、横向双导轨,50、伺服电机,51、纵向三导轨,52、错位气缸,53、机构基座,54、伺服电机模组,55、顶升气缸,56、吸嘴组件,57、托盘顶升电缸, 58、托盘移动导轨,59、托盘限位机构,60、满托盘回收堆叠区域,61、空托盘堆叠区域,62、空托盘分离机构,63、同步带传动机构,64、伺服电机,65、设备可视化保护罩,66、设备气源处理元件,67、设备电控元件,68、设备人机交互界面。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
请参阅图1至图2,本实施例提供了一种裁切检测包装机,包括承载部和用于放置物料的治具,还包括:
位于承载部上的视觉检测机构1,用于检测物料,所述视觉检测机构1上设置有用于检测合格后的物料送出的拨料机构;以及
位于承载部上的U型搬运机构5,用于将物料移动至治具上;以及
位于承载部上的XY变向机构6,用于旋转治具以调整物料的朝向;
位于承载部上的产品质量视觉检测与矫正机构8,用于将矫正物料的位置;
位于承载部上的下料机构,用于收集产品;
位于承载部上的装盘机构12,用于收集装有物料的料盘。
请参阅图1,以上所述的方案中,所述承载部设计为设备可视化保护罩65,所述可视化保护罩65上安装有设备气源处理元件66、设备电控元件67和设备人机交互界面68。
请参阅图3,进一步的,所述视觉检测机构1包括支撑基座13、相机14、光源15和远心镜头16,所述支撑基座13与相机14连接,用于为相机14提供稳定性,并且相机系统可在支撑基座13上进行位置调整,保证相机14对好焦距,所述远心镜头16与相机14连接,远心镜头16为相机14提供更大的视野并且保证判断精度,所述光源15与支撑基座13连接,光源15则是为相机14拍照提供足够的光亮,让拍照更清晰。
请参阅图4,作为本申请一种实施例,所述承载部上还设置有料带裁切机构 2,用于对物料进行裁切以供视觉检测机构1进行检测。
请参阅图4,进一步的,所述料带裁切机构2包括裁切电缸17、裁切模具 18、拨料气缸19、接料吸嘴组件20、接料移载气缸21和上下接料气缸22,所述裁切电缸17与裁切模具18连接,所述裁切模具18与拨料气缸19连接,所述接料吸嘴组件20与裁切模具18连接,所述上下接料气缸22与接料移载气缸21 连接,所述裁切电缸17为裁切模具18提供足够的压力保证裁切顺畅,裁切模具 18通过精密的加工来保证裁切出来的产品尺寸在合理的范围,拨料气缸19对料带进行推送和基础定位,保证裁切模具18能准确的裁切。裁切模具18裁切后的单个产品是通过上下接料气缸22顶升接料吸嘴组件20进行承接。接料移载气缸 21则是把接料吸嘴组件20移到下一个机构。
请参阅图5,作为本申请一种实施例,所述承载部上还设置有废料裁切机构 3,用于将废料分段裁切并自动滑落至废料集中区域。
请参阅图5,进一步的,所述废料裁切机构3包括裁切气缸23、裁切前缓冲压块24和三段式刀口25,所述裁切前缓冲压块24和三段式刀口25连接,裁切气缸23提供裁切压力,由于废料裁切要求不高,所以不需要大压力的裁切电缸 23。裁切前缓冲压块24在料带裁切之前先进行压料,避免料带在裁切的过程中位置跑偏。三段式刀口25是针对废料料带进行设计的,只需要对料带三个位置进行裁切就能裁断整个料带。
请参阅图6、图7,作为本申请一种实施例,所述U型搬运机构5和XY变向机构6之间设置有裁切出料视觉检测机构4,用于检测U型搬运机构5上的物料。
请参阅图6,进一步的,所述U型搬运机构5包括伺服电机26、U型槽板 27、竖向导轨28、横向导轨29和吸嘴组件30,伺服电机26为搬运提供旋转扭矩。U型槽板27限制吸嘴组件30的运动轨迹为U型,实现同平面两个方向的搬运。竖向导轨28保证吸嘴组件30在竖直方向的运动,横向导轨29保证吸嘴组件30在水平方向运动,两个导轨配合起来运动使吸嘴组件30能进行U型轨迹的运动,吸嘴组件30通过真空吸取单个产品。
请参阅图7,进一步的,所述XY变向机构6包括电机模组机构31、产品治具32、旋转气缸33和滑台气缸34,电机模组机构31实现整个变向平台的移载功能,并且对产品4列的拾取位置进行自动切换。产品治具32对承接的产品进行外形限制,保证产品位置的同时避免产品在变向运动过程中甩出。旋转气缸33 将产品旋转90度来匹配最后收料盘的方向。滑台气缸34推动产品治具实现产品 2排不同拾取位置。
请参阅图8、图9,作为本申请一种实施例,所述XY变向机构6和产品质量视觉检测与矫正机构8之间设置有转塔搬运机构7,用于吸取单个产品旋转进入产品质量视觉检测与矫正机构8。
请参阅图1,进一步的,所述转塔搬运机构7包括可顶升分割器35、吸嘴组件36、转塔气路控制机构37和分度盘38,所述可顶升分割器35下降拾取产品再上升,然后精准带动吸嘴组件36转动准确的角度,使产品到达设定的不同位置。转塔气路控制机构37控制真空与破真空来实现吸嘴组件36对产品的吸取与丢弃。分度盘388个产品位置分别为:拾取位、矫正位、质量检测位、NG位、下料前检测位、下料位以及两个空置的位置,使产品与每个位置的机构进行位置吻合。
请参阅图9,进一步的,所述视觉检测与矫正机构8包括矫正组件39、侧面检测相机40、侧面光源41、底面光源42、底面相机43和机构基座44,矫正组件39保证产品在进入产品质量检测之前的位置是固定的,提高相机拍照的准确度。侧面检测相机40为产品侧面进行拍照检测产品侧面相关的质量。侧面光源41 为侧面相机提供光照,提高拍照质量。底面光源42为底面相机43提供光照,提供底面相机的拍照质量。底面相机43为产品底面进行拍照检测产品底面相关的质量。机构基座44为相机和光源以及矫正组件提供各个方向调整的可能性。
请参阅图10、图11,作为本申请一种实施例,所述下料机构包括用于收集NG 产品的NG产品下料机构9;以及用于收集OK产品的下料治具机构10。
请参阅图10,进一步的,所述NG产品下料机构9包括5个NG盒45、伺服电机46和机构基座47,NG盒45总共设有5个,分别对应产品不同的NG情况来收集NG产品。伺服电机46为切换NG盒提供动力并达到稳定的位置来收集产品。机构基座47为整个机构提供稳定的支撑作用。
请参阅图11,进一步的,所述下料治具机构10包括下料治具48、横向双导轨49、伺服电机50、纵向三导轨51和错位气缸52,下料治具48总共设有2个,一个用来接转塔的下料,一个进行下料的搬运,同时进行大大缩短了生产周期。横向双导轨49保证两个下料治具相对平行运动,并且实现下料的一对十的位置匹配。伺服电机50为下料治具的移动提供动力以及准确的位置度。纵向三导轨 51保证平行切换两个下料治具。错位气缸52为切换两个下料治具提供动力。
请参阅图12、图13,作为本申请一种实施例,所述下料机构与装盘机构12 之间设置有装盘搬料机构11,用于拾取单个产品经过光纤检测产品有无之后放入料盘设定位置上,以供装盘机构12收集料盘。
请参阅图12,进一步的,所述装盘搬料机构11包括机构基座53、伺服电机模组54、顶升气缸55和吸嘴组件56,机构底座53可上下调节整个机构的高度以及起到支撑机构的作用。伺服电机模组54为搬运提供移动位置的以及动力。顶升气缸55(如图所示3构件)伸出时为拾取产品的状态,收缩时为移载产品的状态。吸嘴组件56通过真空来吸住产品保证产品不会掉,然后进入料盘之后破真空放下产品。
请参阅图13,进一步的,所属装盘机构12包括托盘顶升电缸57、托盘移动导轨58、托盘限位机构59、满托盘回收堆叠区域60、空托盘堆叠区域61、空托盘分离机构62、同步带传动机构63和伺服电机64,托盘顶升电缸57,其主要实现将空托盘顶起,伺服电缸行走不同位置,实现分离托盘以及将装满产品托盘顶升回收。托盘移动导轨58,托盘机构在导轨上移动,其主要起导向支撑作用。托盘限位机构59,其保证机构在取完一个空托盘后,托盘位置在机构中保持不晃动。满托盘回收堆叠区域60,其主要用来限位固定装满产品后的托盘。空托盘堆叠区域61,其主要是缓存空的托盘,一次性将一叠空托盘放置固定在其中。空托盘分离机构62,其主要是配合电缸,将一叠空托盘逐个单个分离开。同步带传动机构63,其主要拖动构件1与构件2的运动,实现取料、放料、收料等功能。伺服电机64,其主要提供动力,将其它构件移动到不同位置。
本申请使用时,人工手动将料带穿过料带裁切机构2,并将料带定位孔与拨料机构送料针位置对齐,然后启动设备运行。料带首先进入视觉检测机构1,检测OK 后通过拨料机构进行自动等步距送料;料带到位后裁切移载机构对料带进行裁切,产品通过裁切接料机构承接并从裁切机构中移出,裁切后的废料料带在废料裁切机构3进行废料分段裁切最后自动滑落至废料集中区域;裁切接料移载机构将产品移载至U型搬运机构5取料位置,先通过裁切出料视觉检测机构4进行产品检测,然后通过U型搬运机构将产品搬运到XY载台治具上;XY变向机构6将治具旋转来改变产品的朝向,然后通过模组移载至转塔搬运机构7;转塔搬运机构吸取单个产品旋转进入产品质量视觉检测与矫正机构8进行位置矫正,再进行视觉检测判断产品的质量是否合格;质量检测NG的产品通过转塔丢入NG产品料盒NG产品下料机构9,NG盒有5个盒,分别对应不同的NG状态;OK的产品移载到下料治具机构10上,最后移载至装盘搬料机构11;装盘搬料机构拾取单个产品经过光纤检测产品有无之后放入料盘设定位置上,最后通过装盘机构12进行满料盘的收集与堆叠,然后人工把堆叠的满料盘取走。
综上所述,进料视觉检测机构1、料带裁切机构2、废料裁切机构3、裁切出料视觉检测机构4、U型搬运机构5、XY变向机构6、转塔搬运机构7、产品质量视觉检测与矫正机构8、NG产品下料机构9、下料治具机构10、装盘搬料机构 11和装盘机构12之间互相协作配合完成自动裁切包装动作,与现有裁切包装设备相比,具备设备体积小和生产效率高的特点。
需要特别说明的是,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式,以上所述实施例仅表达了本技术方案的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术方案专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变性、改进及替代,这些都属于本技术方案的保护范围。
Claims (7)
1.一种裁切检测包装机,包括承载部和用于放置物料的治具,其特征在于,还包括:
位于承载部上的视觉检测机构,用于检测物料,所述视觉检测机构上设置有用于检测合格后的物料送出的拨料机构;以及
位于承载部上的U型搬运机构,用于将物料移动至治具上;以及
位于承载部上的XY变向机构,用于旋转治具以调整物料的朝向;
位于承载部上的产品质量视觉检测与矫正机构,用于将矫正物料的位置;
位于承载部上的下料机构,用于收集产品;
位于承载部上的装盘机构,用于收集装有物料的料盘。
2.根据权利要求1所述的一种裁切检测包装机,其特征在于,所述承载部上还设置有料带裁切机构,用于对物料进行裁切以供视觉检测机构进行检测。
3.根据权利要求1所述的一种裁切检测包装机,其特征在于,所述承载部上还设置有废料裁切机构,用于将废料分段裁切并自动滑落至废料集中区域。
4.根据权利要求1所述的一种裁切检测包装机,其特征在于,所述U型搬运机构和XY变向机构之间设置有裁切出料视觉检测机构,用于检测U型搬运机构上的物料。
5.根据权利要求1所述的一种裁切检测包装机,其特征在于,所述XY变向机构和产品质量视觉检测与矫正机构之间设置有转塔搬运机构,用于吸取单个产品旋转进入产品质量视觉检测与矫正机构。
6.根据权利要求1所述的一种裁切检测包装机,其特征在于,所述下料机构包括用于收集NG产品的NG产品下料机构;以及用于收集OK产品的下料治具机构。
7.根据权利要求1所述的一种裁切检测包装机,其特征在于,所述下料机构与装盘机构之间设置有装盘搬料机构,用于拾取单个产品经过光纤检测产品有无之后放入料盘设定位置上,以供装盘机构收集料盘。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121491910.6U CN215749446U (zh) | 2021-07-02 | 2021-07-02 | 一种裁切检测包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121491910.6U CN215749446U (zh) | 2021-07-02 | 2021-07-02 | 一种裁切检测包装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215749446U true CN215749446U (zh) | 2022-02-08 |
Family
ID=80103456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121491910.6U Active CN215749446U (zh) | 2021-07-02 | 2021-07-02 | 一种裁切检测包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215749446U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115365894A (zh) * | 2022-08-22 | 2022-11-22 | 东莞六淳智能科技股份有限公司 | 一种自动化联线生产设备 |
-
2021
- 2021-07-02 CN CN202121491910.6U patent/CN215749446U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115365894A (zh) * | 2022-08-22 | 2022-11-22 | 东莞六淳智能科技股份有限公司 | 一种自动化联线生产设备 |
| CN115365894B (zh) * | 2022-08-22 | 2023-09-29 | 东莞六淳智能科技股份有限公司 | 一种自动化联线生产设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109834448A (zh) | 手机电池自动组装机 | |
| CN109571619B (zh) | 自动裁切摆盘装置 | |
| CN209698378U (zh) | 手机电池自动组装机 | |
| CN112510119A (zh) | 一种光伏组件串焊排版一体生产设备 | |
| CN109702359B (zh) | 多功能太阳能电池片激光划片设备 | |
| CN209239295U (zh) | 一种自动pcb激光切割机 | |
| CN109019019B (zh) | 一种用于摄像头调焦设备的上下料机构 | |
| CN215749446U (zh) | 一种裁切检测包装机 | |
| CN113320987A (zh) | 一种上料设备 | |
| CN219785648U (zh) | 一种芯片自动视觉检测及激光剔除设备 | |
| CN110487820B (zh) | 一种单片Lens外观自动检测设备 | |
| CN111348238A (zh) | 一种电感检测包装设备的电感搬运装置和方法 | |
| CN217664790U (zh) | 大框架产品顶断、检测及包装设备 | |
| CN115189098B (zh) | 一种极耳精切片料检测一体机 | |
| CN209774853U (zh) | 一种电池pcm拼板自动冲切机 | |
| CN211642894U (zh) | 一种手机载具贴装设备 | |
| CN114899124A (zh) | 芯片自动剥离、光学检测一体系统及芯片检测流程 | |
| CN110790020A (zh) | 校正接料机构及超薄型多兼容性接料飞达 | |
| CN208882314U (zh) | 自动贴标签设备 | |
| CN112589268A (zh) | 一种电池保护板组装焊接机 | |
| CN111968924A (zh) | 一种led支架自动全检机及led支架自动全检方法 | |
| CN110634998A (zh) | 电池片上料编带设备 | |
| CN213293630U (zh) | 一种自动化装箱入库设备 | |
| CN211310164U (zh) | 校正接料机构及超薄型多兼容性接料飞达 | |
| CN219278002U (zh) | 一种智能穿戴检测流水线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |